Embed Size (px)
Citation preview

CHSCHSUCBUCB ME 290P -- October 2002ME 290P -- October 2002
Rapid Prototyping and its Role in
Product Development
Carlo H. Séquin
EECS Computer Science Division
University of California, Berkeley

CHSCHSUCBUCB Design is an Iterative ProcessDesign is an Iterative Process
Formal Specifications
Detailed Description
Clear Concept
1st `hack'
Demo Prototype
Usable Evaluation Series
Marketable Systems Product
Vague ideaRevision of
artifact
Experiments,
get feedback
CHSCHSUCBUCB A Specific ChallengeA Specific Challenge
Create as soon as possible a 3D "free-form" part
(not a box-like thing that can be built from flat plates)
for evaluation in its application context.
This includes:
visualization
tactile feedback
function verification
simulation of final use.

CHSCHSUCBUCB Conceptual PrototypingConceptual Prototyping
The Traditional Options:
Model from clay
Carve from wood
Bend wire meshing
Carve from styrofoam – perhaps with surface reinforcement
Mill from a block of plastic or aluminum (3- or 4-axes machines)
CHSCHSUCBUCB New Ways of Rapid PrototypingNew Ways of Rapid Prototyping
Based on Layered Manufacturing:
Build the part in a layered fashion-- typically from bottom up.
Conceptually, like stacking many tailored pieces of cardboard on top of one another.
Part geometry needs to be sliced, and the geometry of each slice determined.
Computer controlled, fully automated.

CHSCHSUCBUCB What SFF exists in COE ?What SFF exists in COE ?
In Etcheverry:
A Fused Deposition Modeling Machine
A Z-Corp Color/Mono 3D Printer
In Cory Hall:
Solid Printing / Imaging (3D Systems)
Stereolithography (3D Systems)
You need to prepare:
A “watertight” boundary representation with less than 100’000 triangles
In .STL format.

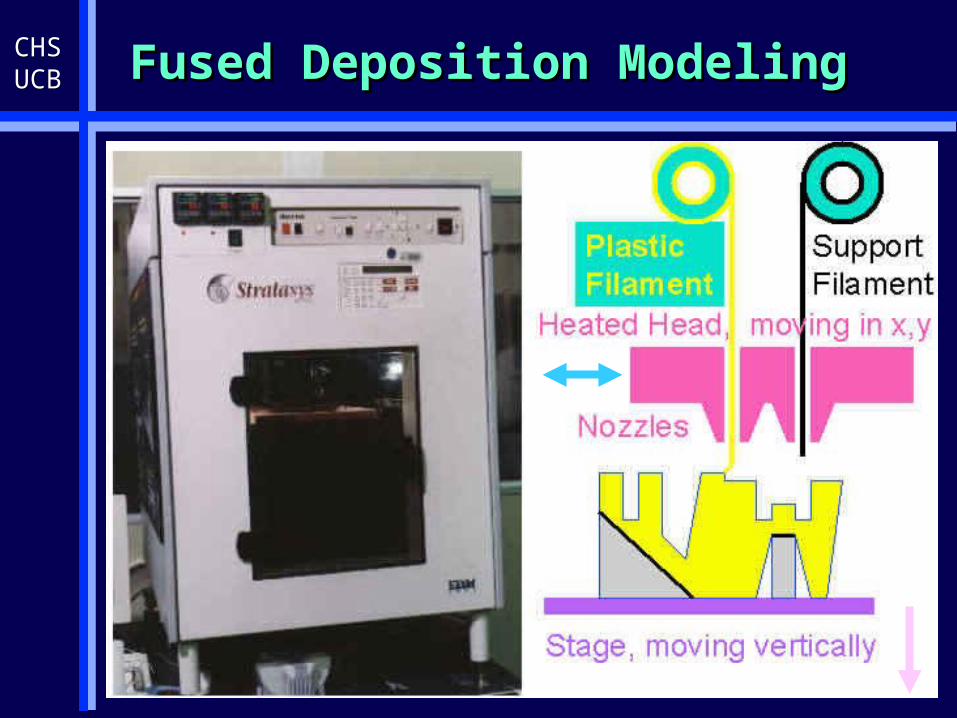
CHSCHSUCBUCB SFF: Fused Deposition ModelingSFF: Fused Deposition Modeling
Principle:
Beads of semi-liquid ABS* plastic get deposited by a head moving in x-y-plane.
Supports are built from a separate nozzle.
Schematic view ==>
Key player: Stratasys: http://www.stratasys.com/
* acrylonitrile-butadine-styrene
CHSCHSUCBUCB Fused Deposition ModelingFused Deposition Modeling

CHSCHSUCBUCB Looking into the FDM MachineLooking into the FDM Machine

CHSCHSUCBUCB Layered Fabrication of Klein BottleLayered Fabrication of Klein Bottle
Support material
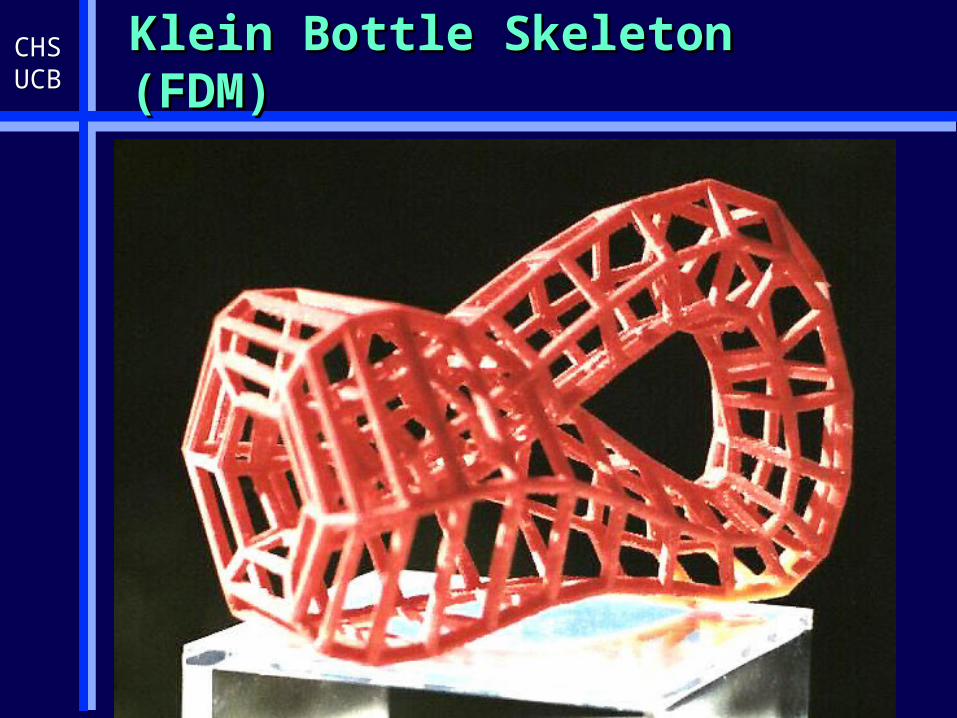
CHSCHSUCBUCB Klein Bottle Skeleton (FDM)Klein Bottle Skeleton (FDM)

CHSCHSUCBUCB Fused Deposition Modeling (FDM)Fused Deposition Modeling (FDM)
An Informal Evaluation Easy to use
Rugged and robust
Could have this in your office
Good transparent software (Quickslice)with multiple entry points: STL, SSL, SML
Inexpensive to operate
Slow
Think about support removal !

CHSCHSUCBUCB What Can Go Wrong ?What Can Go Wrong ?
Black blobs
Toppled supports
CHSCHSUCBUCB SFF: Solid ImagingSFF: Solid Imaging
Droplets of a thermoplastic material are sprayed from a moving print head onto a platform surface.
Need to build a support structures where there are overhangs / bridges.
These supports (of the same material) are given porous, fractal nature.
They need to be removed (manually).
Key player: 3D Systems: http://www.3dsystems.com/index_nav.asp

CHSCHSUCBUCB SFF: Solid ImagingSFF: Solid Imaging
Supports made from same material, but with a fractal structure

CHSCHSUCBUCB SFF: Solid ImagingSFF: Solid Imaging
Thermojet Printer (3D Systems)
Technology: Multi-Jet Modeling (MJM)
Resolution (x,y,z): 300 x 400 x 600 DPI
Maximum Model Size: 10 x 7.5 x 8 in (13 lb)
Material: neutral, gray, black thermoplastic: ThermoJet 88: smooth surfaces for casting
ThermoJet 2000: more durable for handling

CHSCHSUCBUCB SFF: Solid ImagingSFF: Solid Imaging
That’s how partsemerge from theThermojet printer
After partial removalof the supportingscaffolding

CHSCHSUCBUCB 9-Story Intertwined Double Toroid9-Story Intertwined Double Toroid
Bronzeinvestment casting from wax original made on 3D Systems’“Thermojet”

CHSCHSUCBUCB SFF: Solid ImagingSFF: Solid Imaging
An Informal Evaluation Fast
Inexpensive
Reliable, robust
Good for investment casting
Support removal takes some care(refrigerate model beforehand)
Thermojet 88 parts are fragile
CHSCHSUCBUCB Powder-based ApproachesPowder-based Approaches
Key Properties:
Needs no supports that must be removed!
Uniform bed of powder acts as support.
This powder gets selectively (locally) glued (or fused) together to create the solid portions of the desired part.

CHSCHSUCBUCB SFF: 3D Printing -- PrincipleSFF: 3D Printing -- Principle
Selectively deposit binder droplets onto a bed of powder to form locally solid parts.
Powder Spreading Printing
Build
Feeder
Powder
Head

CHSCHSUCBUCB 3D Printing: Some Key Players3D Printing: Some Key Players
Z Corporation: http://www.zcorp.com/Plaster and starch powders for visualization models.
Soligen: http://www.zcorp.com/Metal and ceramic powdersfor operational prototypes.

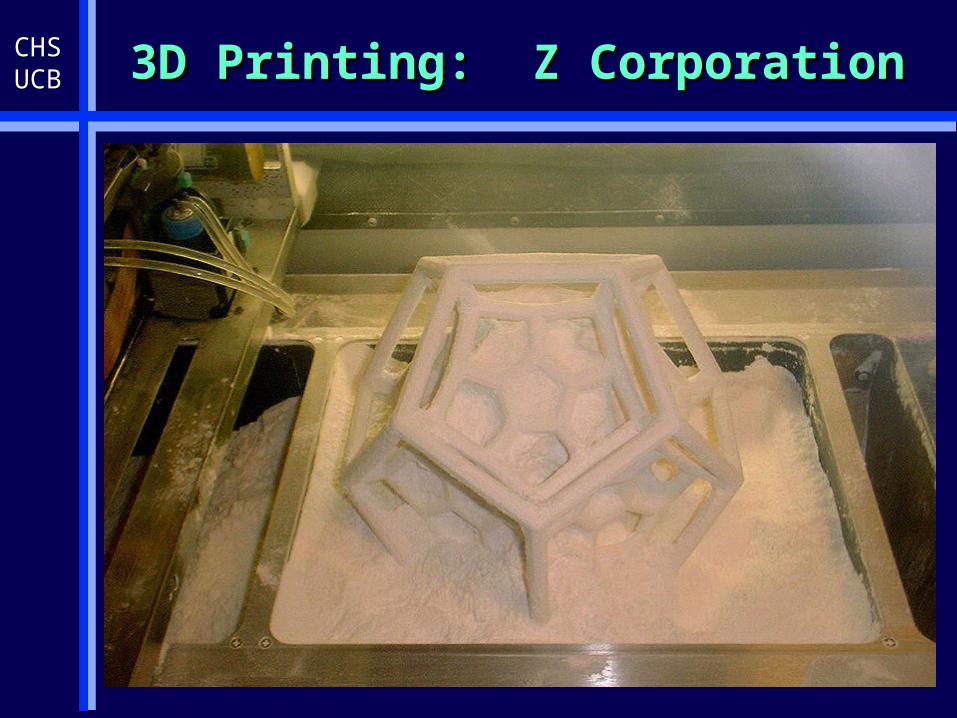
CHSCHSUCBUCB 3D Printing:3D Printing: Z CorporationZ Corporation
The Z402 3D Printer Speed: 1-2 vertical inches per hour
Build Volume: 8" x 10" x 8"
Thickness: 3 to 10 mils, selectable
CHSCHSUCBUCB 3D Printing:3D Printing: Z CorporationZ Corporation

CHSCHSUCBUCB 3D Printing:3D Printing: Z CorporationZ Corporation
Digging out

CHSCHSUCBUCB Optional Curing: 30 min. @ 200ºF Optional Curing: 30 min. @ 200ºF
Keep some powder in place
<-- Tray for transport
CHSCHSUCBUCB 3D Printing:3D Printing: Z CorporationZ Corporation
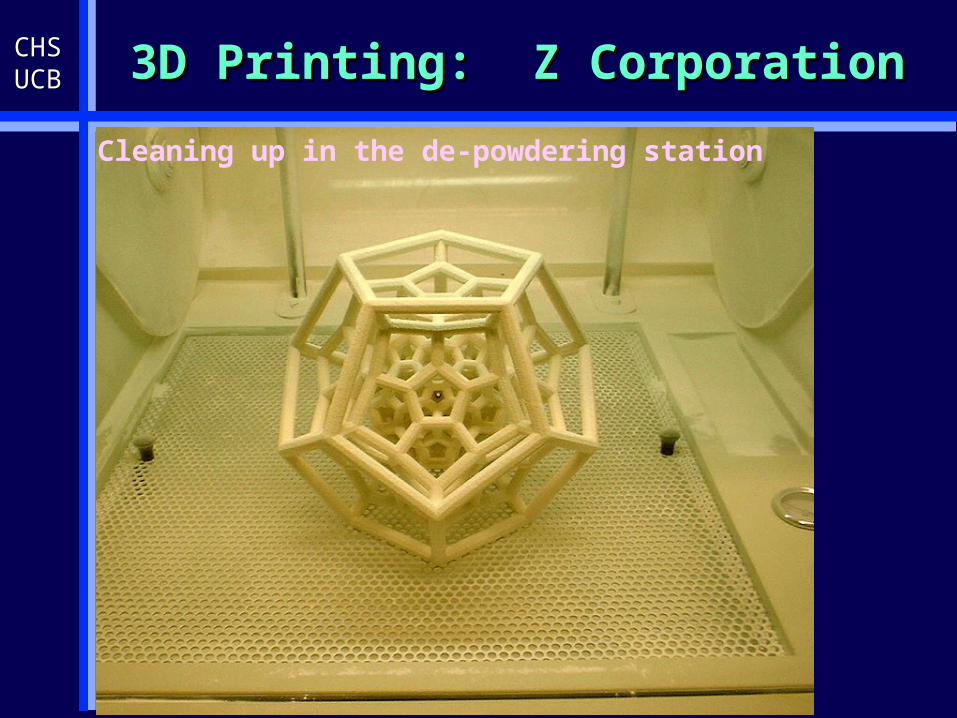
Cleaning up in the de-powdering station

CHSCHSUCBUCB 3D Printing:3D Printing: Z CorporationZ Corporation
The finished part
Zcorp,
6” diam.,
6hrs.

CHSCHSUCBUCB 120 Cell -- Close-up120 Cell -- Close-up
CHSCHSUCBUCB 3D 3D ColorColor Printing: Z-Corporation Printing: Z-Corporation
The Z402C 3D Color Printer
Differences compared to mono-color printer: Color print head with: Cyan, Yellow, Magenta,
Black, and Neutral.
Smaller build area.
Specs: Speed: 0.33 - 0.66 vertical inches per hour
Build Volume: 6" x 6" x 6"
Thickness: 3 to 10 mils, selectable
Color depth: 80 mils
CHSCHSUCBUCB 3D Color Printing: Z Corporation3D Color Printing: Z Corporation
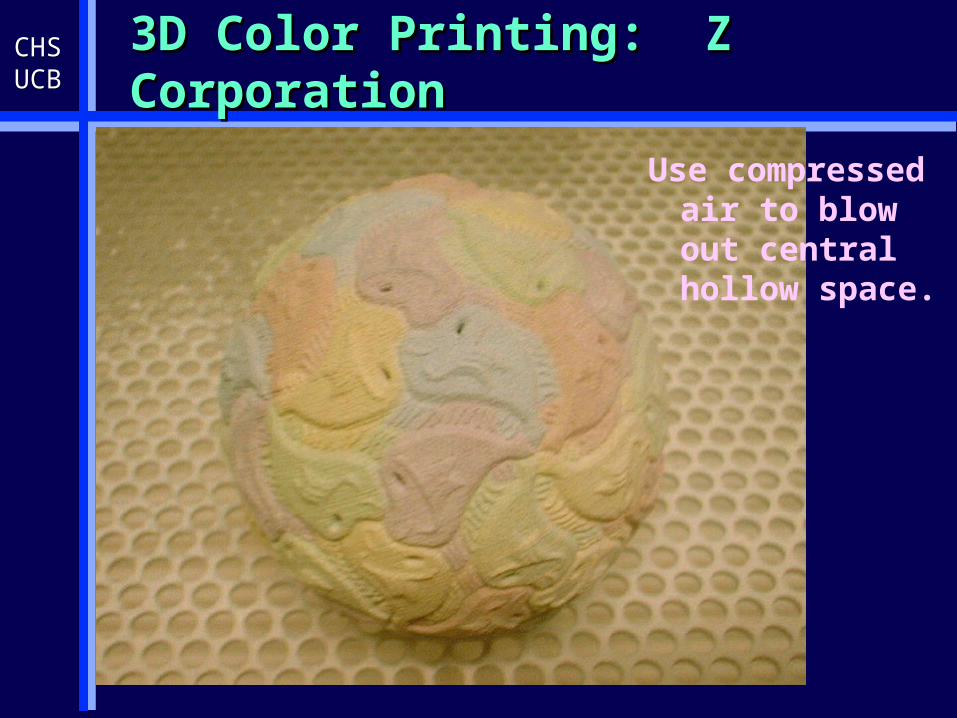
Use compressed air to blow out central hollow space.
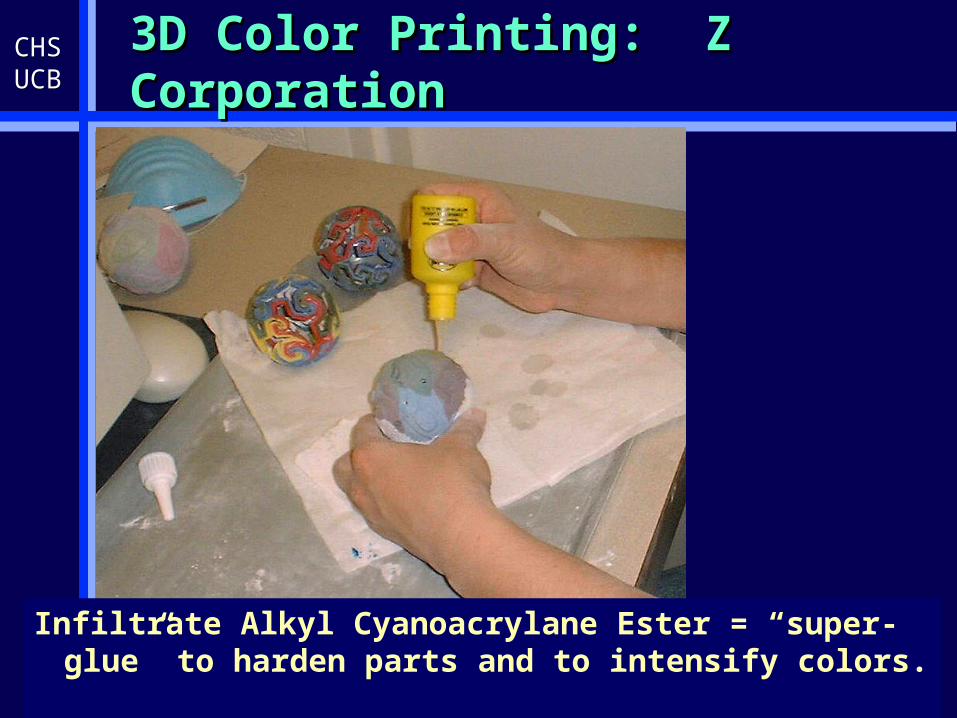
CHSCHSUCBUCB 3D Color Printing: Z Corporation3D Color Printing: Z Corporation
Infiltrate Alkyl Cyanoacrylane Ester = “super-glue” to harden parts and to intensify colors.

CHSCHSUCBUCB What Can Go Wrong ?What Can Go Wrong ?
Blocked glue lines
Crumbling parts

CHSCHSUCBUCB Broken PartsBroken Parts

CHSCHSUCBUCB 3D Printing: Z Corporation3D Printing: Z Corporation
An Informal Evaluation
Fast !
Running expenses: moderate,(but overpriced powder)
Color print head and tubes need some care in maintenance.
Somewhat messy cleanup !
Lot’s of dust everywhere ...
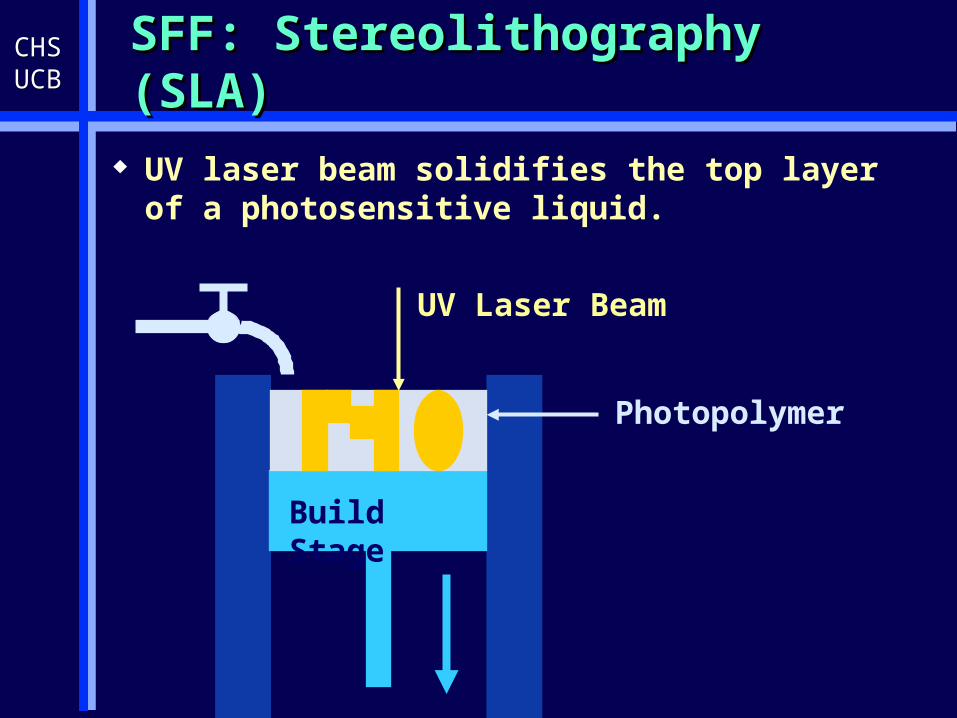
CHSCHSUCBUCB SFF: Stereolithography (SLA)SFF: Stereolithography (SLA)
UV laser beam solidifies the top layerof a photosensitive liquid.
Build Stage
UV Laser Beam
Photopolymer

CHSCHSUCBUCB SFF: Stereolithography (SLA)SFF: Stereolithography (SLA)
SLA Machine by 3D Systems
Maximum build envelope: 350 x 350 x 400 mm in XYZ
Vertical resolution: 0.00177 mm
Position repeatability: ±0.005 mm
Maximum part weight: 56.8 kg

CHSCHSUCBUCB StereolithographyStereolithography
An Informal Evaluation
Can do intricate shapes with small holes
High precision
Moderately Fast
Photopolymer is expensive ($700/gallon)
Laser is expensive ($10’000),lasts only about 2000 hrs.

CHSCHSUCBUCB Séquin’s “Minimal Saddle Trefoil”Séquin’s “Minimal Saddle Trefoil”
Stereo-lithography master

CHSCHSUCBUCB Séquin’s “Minimal Saddle Trefoil”Séquin’s “Minimal Saddle Trefoil”
bronze cast, gold plated
CHSCHSUCBUCB Consumer Electronics PrototypesConsumer Electronics Prototypes
Role of 3D Hardcopy -- Part 1:Modeling and Prototyping
Packaging of various electronics components.
Custom designed housing for other utility products.
The physical frame for an “instrument” …

CHSCHSUCBUCB Prototyping Consumer ProductsPrototyping Consumer Products
“Solarcator” and “Contact-Compact”
Two student-designed “products” in ME221
http://kingkong.me.berkeley.edu/html/gallery/Fall1999TradeShow/

CHSCHSUCBUCB Model Model Prototype Prototype Mold Mold Part Part
Injection-Molded Housing for ST TouchChip

CHSCHSUCBUCB Artistics Parts, Abstract SculpturesArtistics Parts, Abstract Sculptures
Role of 3D Hardcopy -- Part 3:Maquettes for Visualization
All-round inspection, including light and shadows.
Parts that could not be made in any other way …
Prototyping modular parts, before an injection mold is made.

CHSCHSUCBUCB ““Viae Globi” SculpturesViae Globi” Sculptures
FDM maquettes of possible bronze sculptures

CHSCHSUCBUCB Sculpture Design: “Solar Arch”Sculpture Design: “Solar Arch”
branches = 4 storeys = 11 height = 1.55 flange = 1.00 thickness = 0.06 rim_bulge = 1.00 warp = 330.00 twist = 247.50 azimuth = 56.25 mesh_tiles = 0 textr_tiles = 1 detail = 8 bounding box: xmax= 6.01, ymax= 1.14, zmax= 5.55, xmin= -7.93, ymin= -1.14, zmin= -8.41

CHSCHSUCBUCB Competition in Breckenridge, COCompetition in Breckenridge, CO

CHSCHSUCBUCB FDM Maquette of Solar ArchFDM Maquette of Solar Arch
2nd place
CHSCHSUCBUCB Which Process Should You Pick?Which Process Should You Pick?
Do you need a prototype (not just a model)?
SLS, FDM (for robustness, strength).
Do you need a mold for a small batch?
SLA (for smooth, hard surface).
Does part need multiple colors?
3D Color-Printing.
Does part have convoluted internal spaces?
3D-P, SLS, SLA (easy support removal).
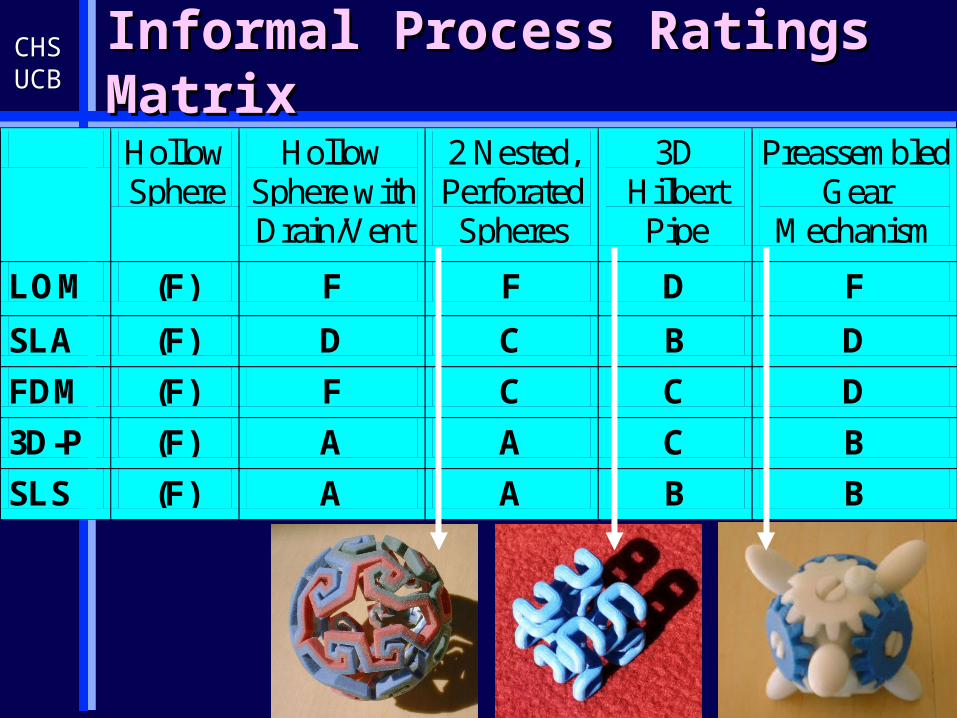
CHSCHSUCBUCB Informal Process Ratings MatrixInformal Process Ratings Matrix
Hollow Sphere
Hollow Sphere with Drain/Vent
2 Nested, Perforated Spheres
3D Hilbert
Pipe
Preassembled Gear
Mechanism
LOM (F) F F D F
SLA (F) D C B D
FDM (F) F C C D
3D-P (F) A A C B
SLS (F) A A B B