Embed Size (px)
Citation preview
Joining Processes
1
Joining Processes Outline
• Fusion Bonding
– Oxy-fuel welding
– Arc welding
– Resistance welding
– Solid state welding
• Brazing
• Soldering
• Adhesive Bonding
• Mechanical Fastening
1/7/2020 2
Direct bonding, or fusion bonding, a
bonding process without any additional
intermediate layers. based on
chemical bonds between two surfaces of any
material possible meeting numerous
requirements.
Brazing, process for joining two pieces of
metal that involves the application of heat
and the addition of a filler metal. This filler
metal, which has a lower melting point than
the metals to be joined,
welding• the two metals (or thermoplastic) must be similar.
• copper cannot be welded to steel.
• uses high temperatures to melt and join two metal parts.
• A filler metal is often used as well.
• When properly done, the finished weld is as strong as the surrounding metal.
• But if the welder applies too much heat, it can change the metal’s properties and weaken the weld.
• There are several different types of welding, including
• metal inert gas (MIG), arc, electron beam, laser, and stir friction.
• Welding is also widely used to slice apart large metal structures by melting through them.
1/7/2020 4
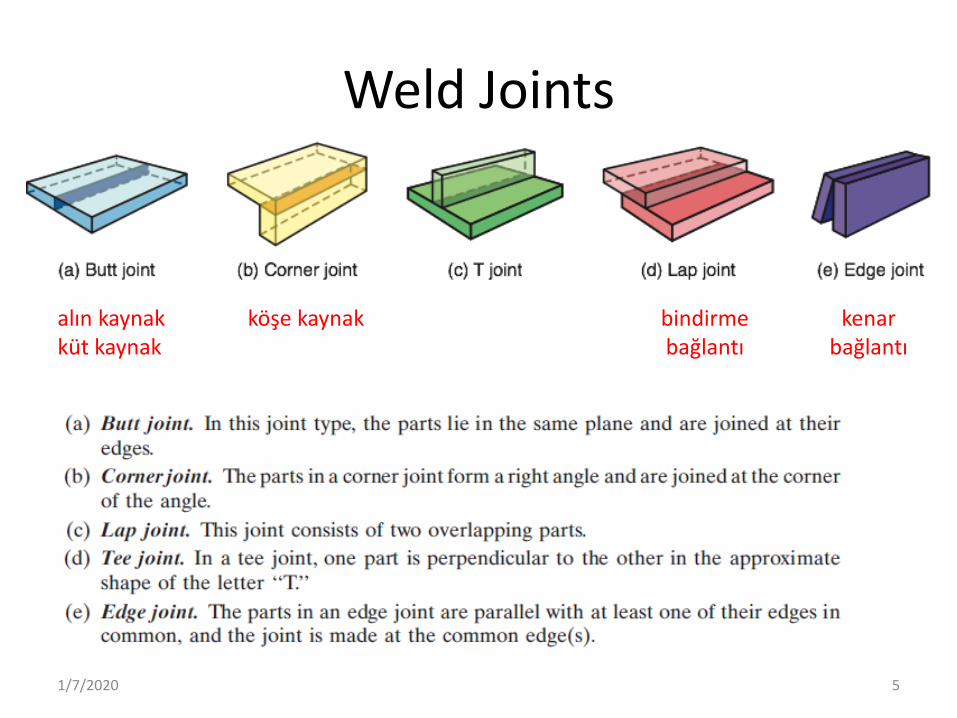
Weld Joints
1/7/2020 5
alın kaynakküt kaynak
köşe kaynak bindirme bağlantı
kenar bağlantı
1/7/2020 6
Advantages• Welding provides a permanent joint.• The welded joint can be stronger than the parent materials• Welding is usually the most economical way to join
components in terms of material usage and fabrication costs.• Welding is not restricted to the factory environment. It can
be accomplished ‘‘in the field.’’
Disadvantages• Skilled workers required• Most welding processes are inherently dangerous because
they involve the use of high energy.• Does not allow for convenient disassembly
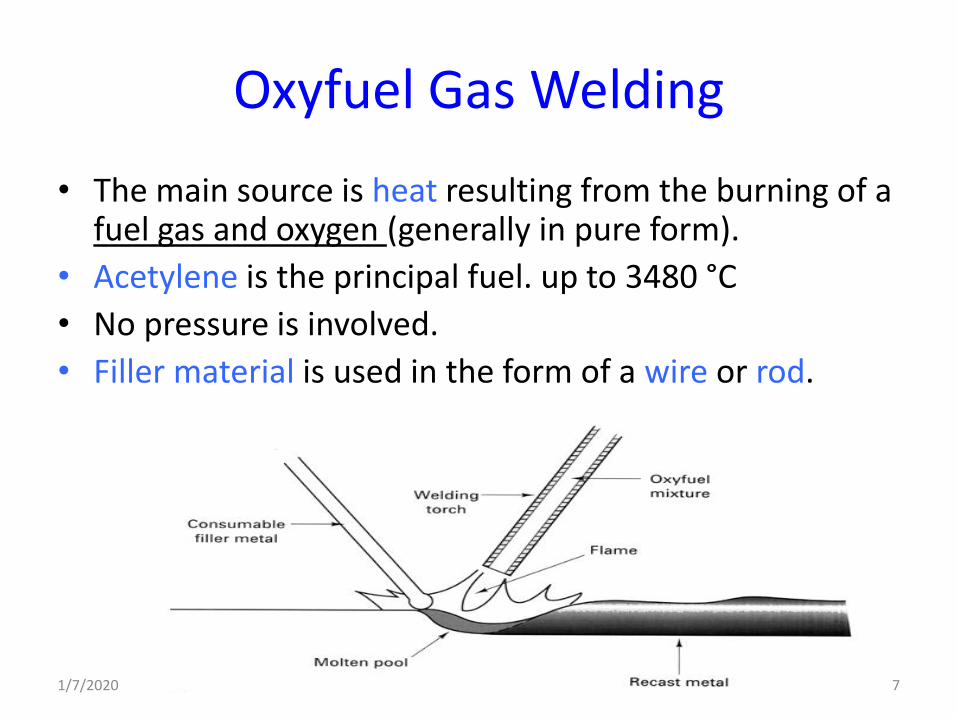
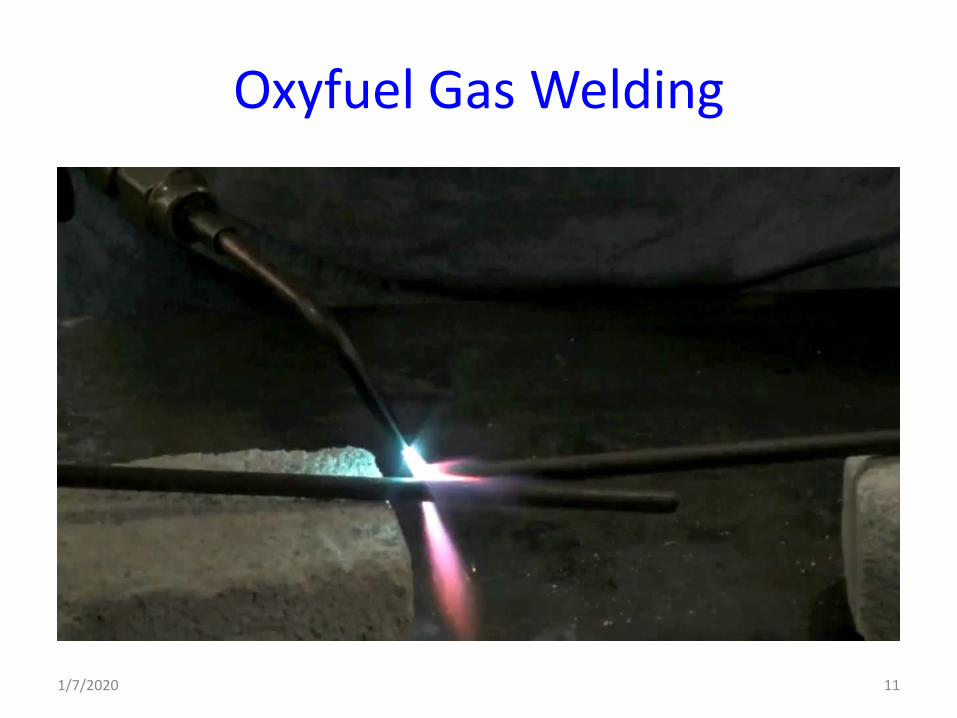
Oxyfuel Gas Welding
• The main source is heat resulting from the burning of a fuel gas and oxygen (generally in pure form).
• Acetylene is the principal fuel. up to 3480 °C
• No pressure is involved.
• Filler material is used in the form of a wire or rod.
1/7/2020 7
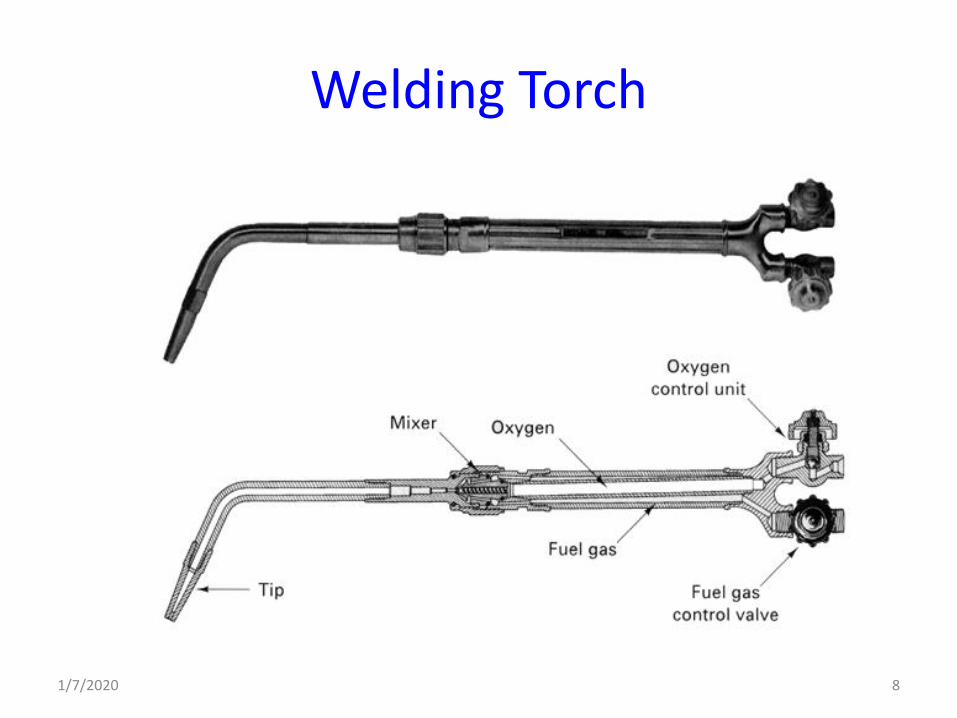
Welding Torch
1/7/2020 8
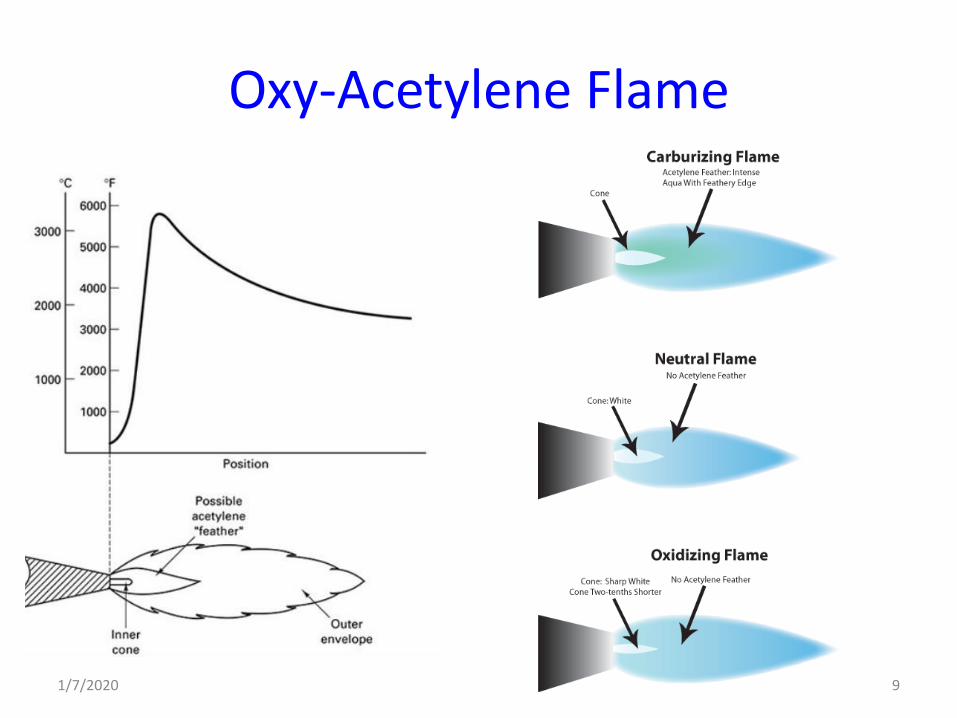
Oxy-Acetylene Flame
1/7/2020 9
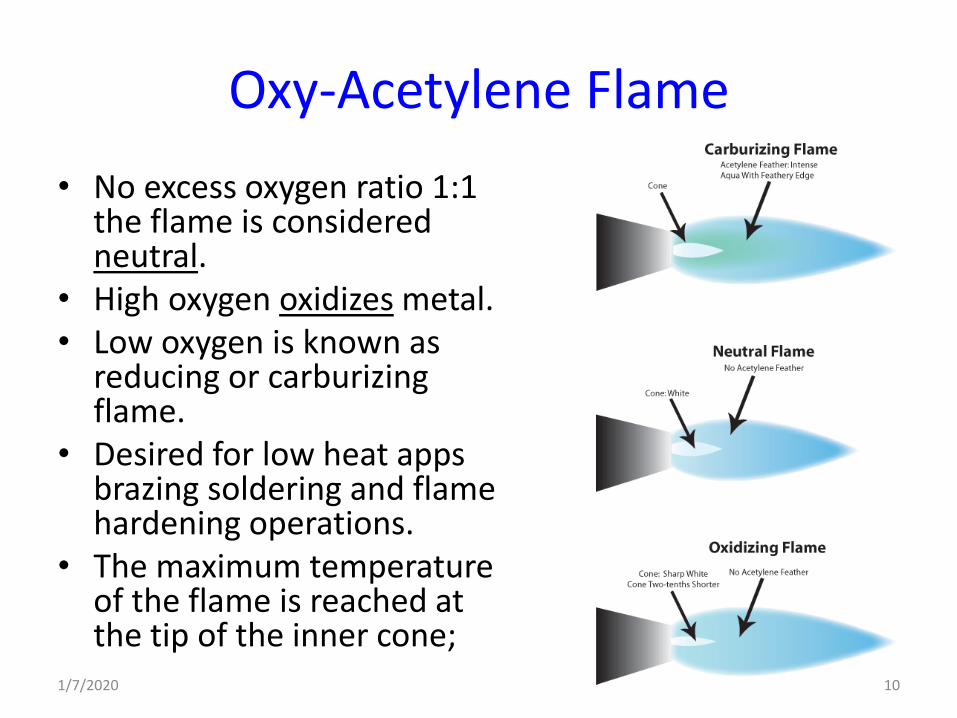
Oxy-Acetylene Flame
• No excess oxygen ratio 1:1 the flame is considered neutral.
• High oxygen oxidizes metal. • Low oxygen is known as
reducing or carburizing flame.
• Desired for low heat apps brazing soldering and flame hardening operations.
• The maximum temperature of the flame is reached at the tip of the inner cone;
1/7/2020 10
Oxyfuel Gas Welding
1/7/2020 11
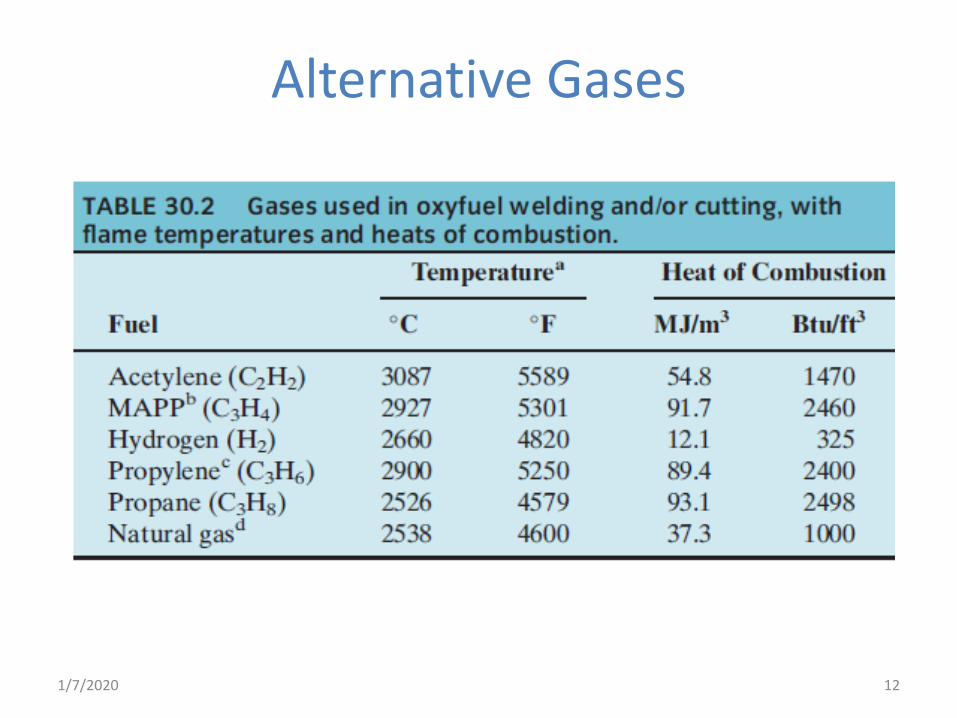
Alternative Gases
1/7/2020 12
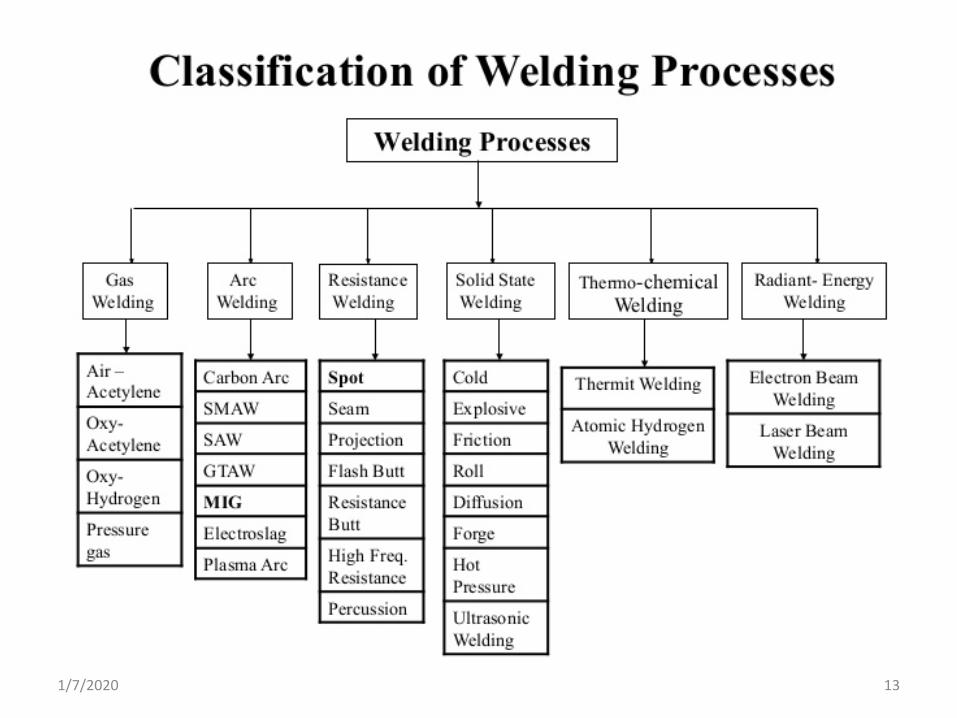
1/7/2020 13
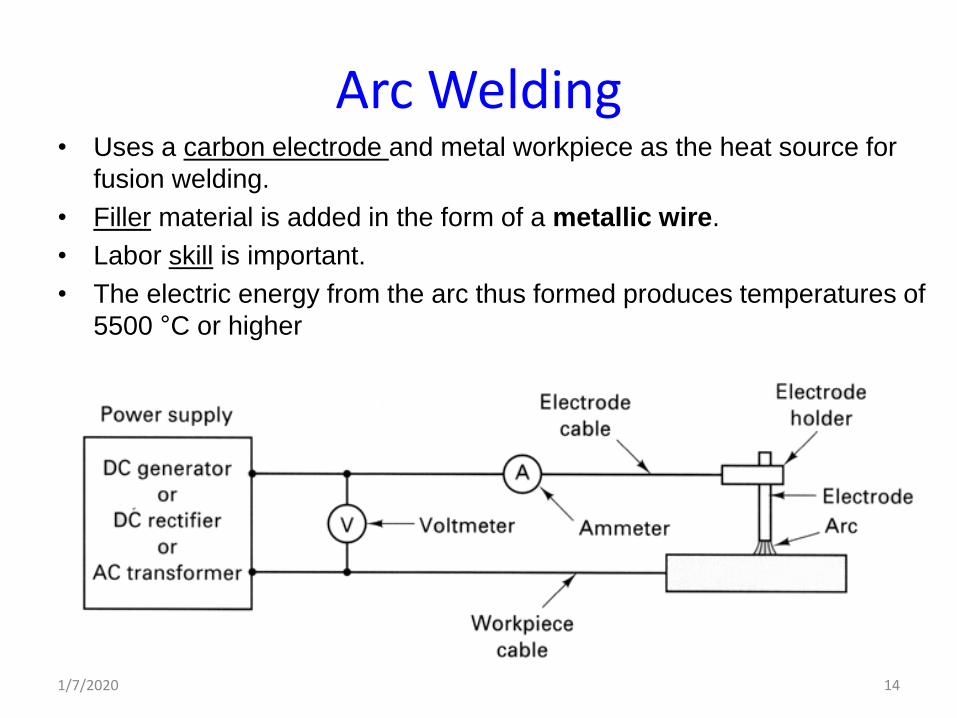
Arc Welding• Uses a carbon electrode and metal workpiece as the heat source for
fusion welding.
• Filler material is added in the form of a metallic wire.
• Labor skill is important.
• The electric energy from the arc thus formed produces temperatures of
5500 °C or higher
1/7/2020 14
Arc Welding
• An electric arc, or arc discharge, is an electrical breakdown of a gas
• produces an ongoing electrical discharge.
• The current through a normally nonconductive medium such as air produces a plasma;
• plasma may produce visible light.
15
Manual Arc Welding
1/7/2020 16
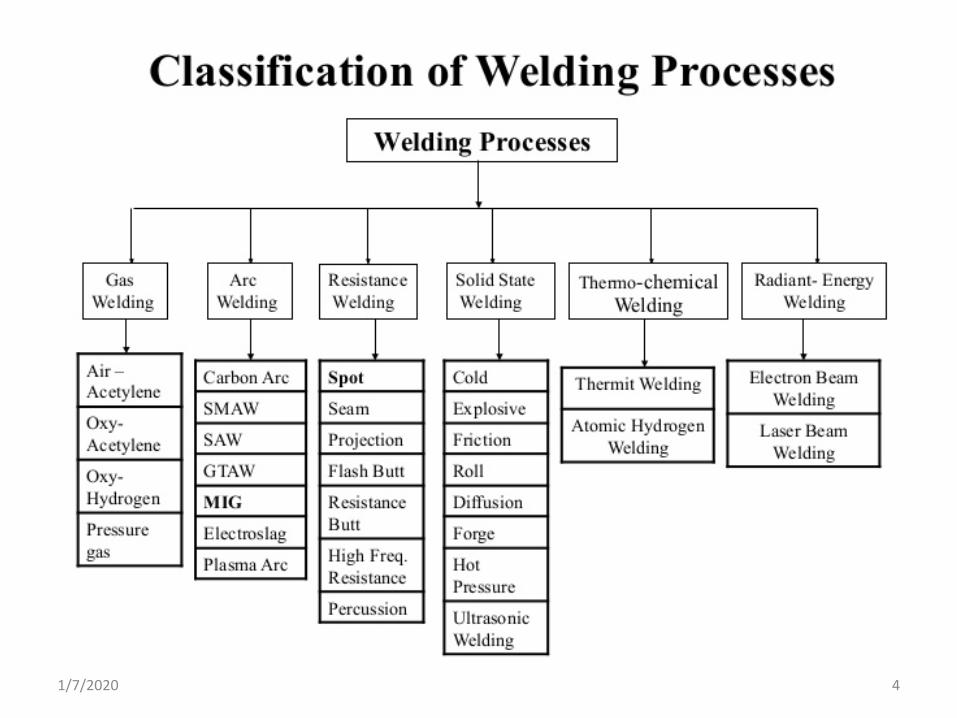
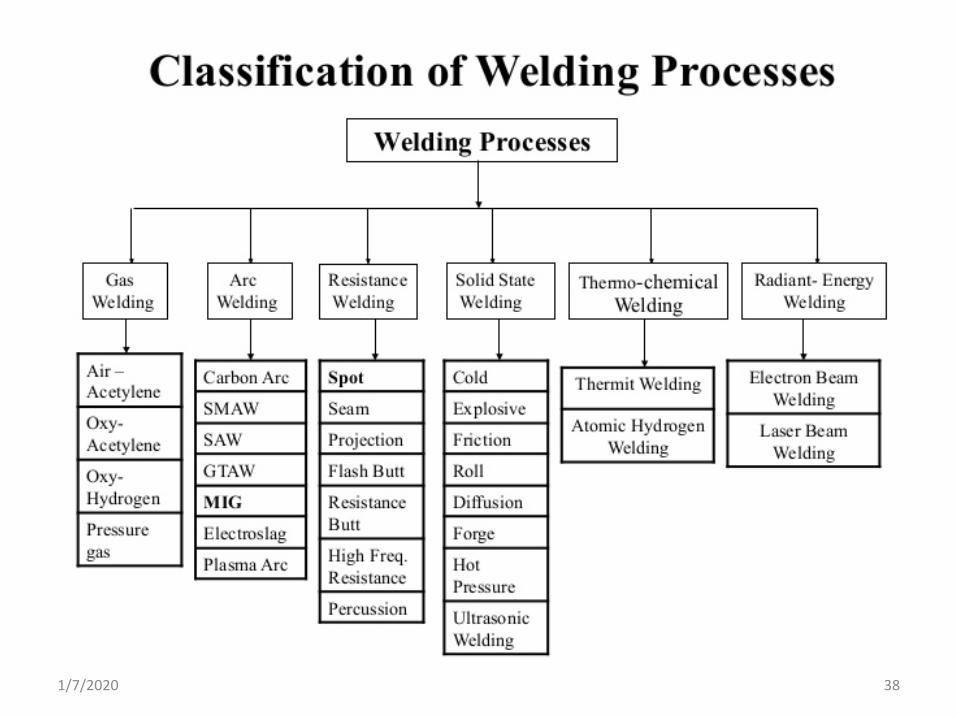
Arc Welding Types
• Shielded Metal Arc Welding (SMAW)
• Gas Tungsten Arc Welding (GTAW)
• Gas Tungsten Arc Spot Welding
• Gas Metal Arc Welding (GMAW)
• Submerged Arc Welding (SAW)
1/7/2020 17
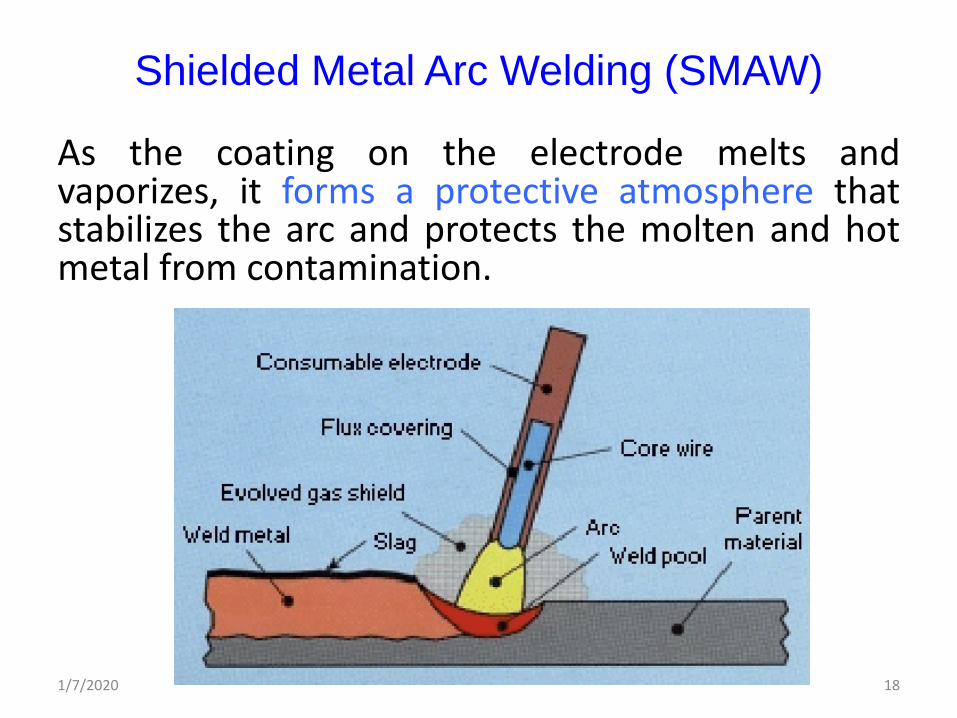
Shielded Metal Arc Welding (SMAW)
As the coating on the electrode melts andvaporizes, it forms a protective atmosphere thatstabilizes the arc and protects the molten and hotmetal from contamination.
1/7/2020 18
Shielded Metal Arc Welding (SMAW)
• The electrode:• Provide a protective atmosphere.• Stabilize the arc.• Act as a flux to remove impurities from the molten metal• Provide a protective slag to accumulate impurities, prevent
oxidation, and slow down the cooling of the weld metal.• Reduce weld-metal spatter and increase the efficiency of
deposition.• Add alloying elements.• Affect arc penetration.• Influence the shape of the weld bead• Add additional filler metal.
1/7/2020 19
SMAW
1/7/2020 20
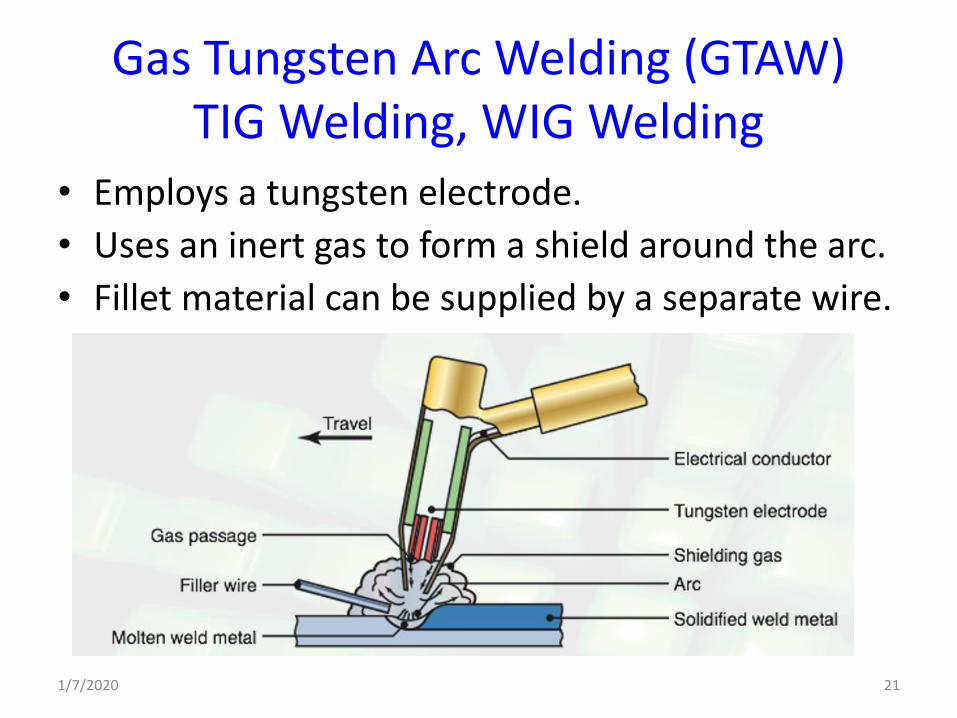
Gas Tungsten Arc Welding (GTAW)TIG Welding, WIG Welding
• Employs a tungsten electrode.
• Uses an inert gas to form a shield around the arc.
• Fillet material can be supplied by a separate wire.
1/7/2020 21
1/7/2020 22
ADVANTAGES
• suited include high-quality welds
• no weld spatter because no filler metal is
transferred across the arc
• little or no postweld cleaning because no
flux is used.
Drawbacks
• Costs more• Cast irons, wrought irons, and tungsten are
difficult to weld by GTAW
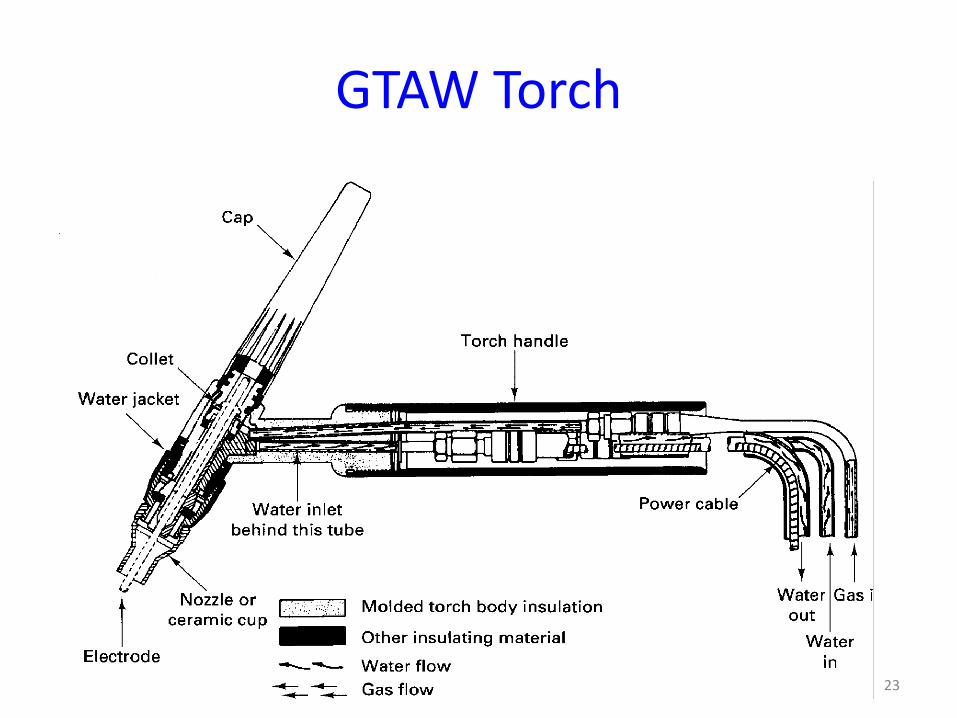
GTAW Torch
1/7/2020 23

Gas Tungsten Arc Welding (GTAW)
1/7/2020 24
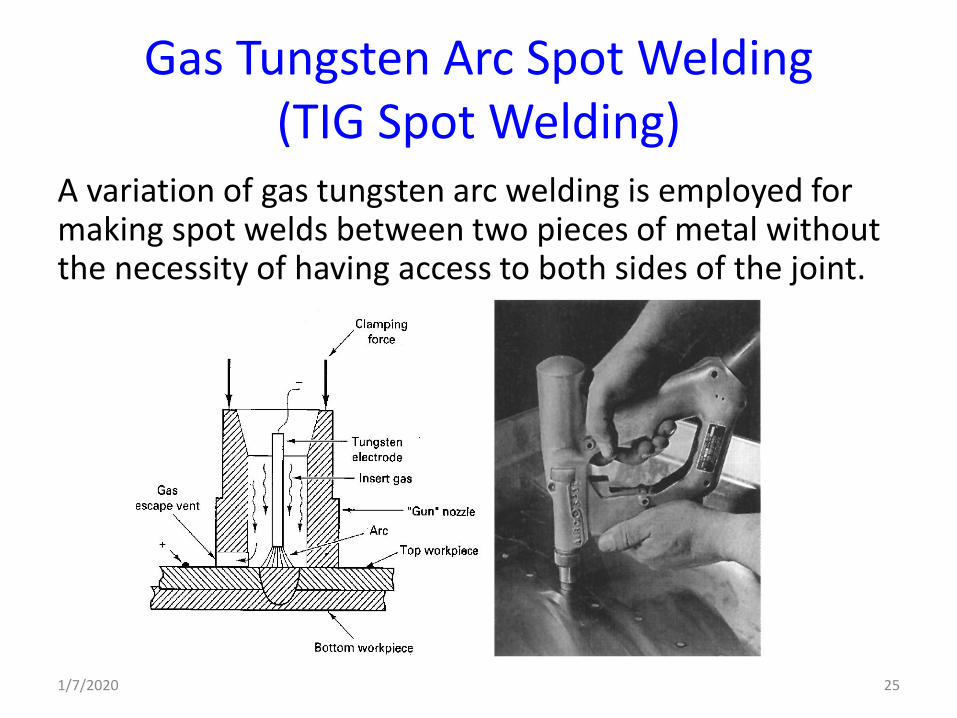
Gas Tungsten Arc Spot Welding(TIG Spot Welding)
A variation of gas tungsten arc welding is employed for making spot welds between two pieces of metal without the necessity of having access to both sides of the joint.
1/7/2020 25
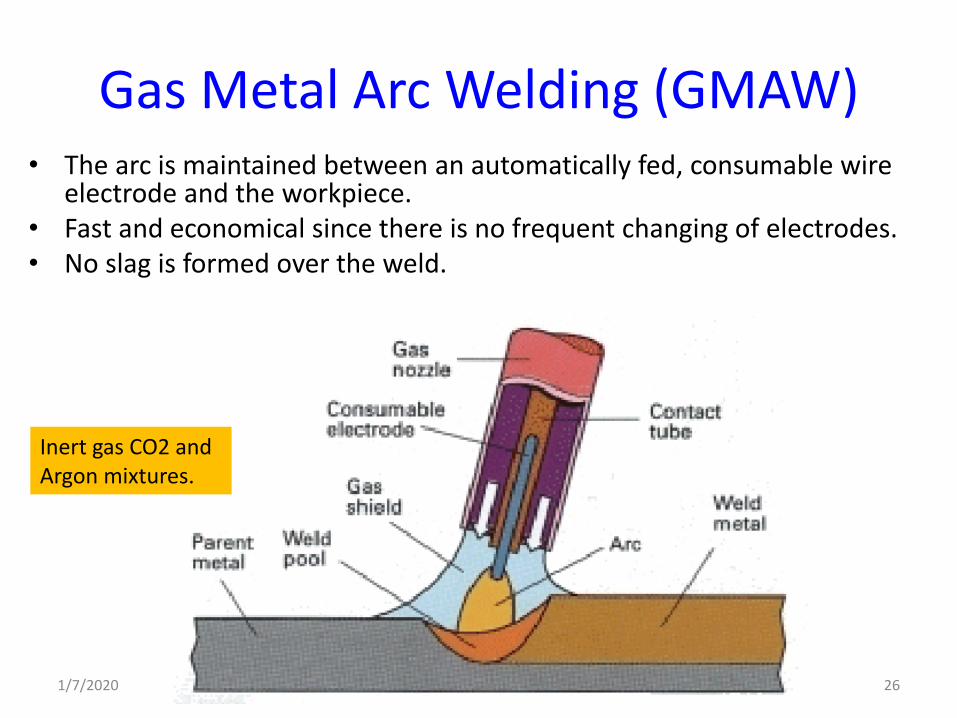
Gas Metal Arc Welding (GMAW)• The arc is maintained between an automatically fed, consumable wire
electrode and the workpiece.• Fast and economical since there is no frequent changing of electrodes.• No slag is formed over the weld.
1/7/2020 26
Inert gas CO2 and Argon mixtures.

Gas Metal Arc Welding (GMAW)
1/7/2020 27
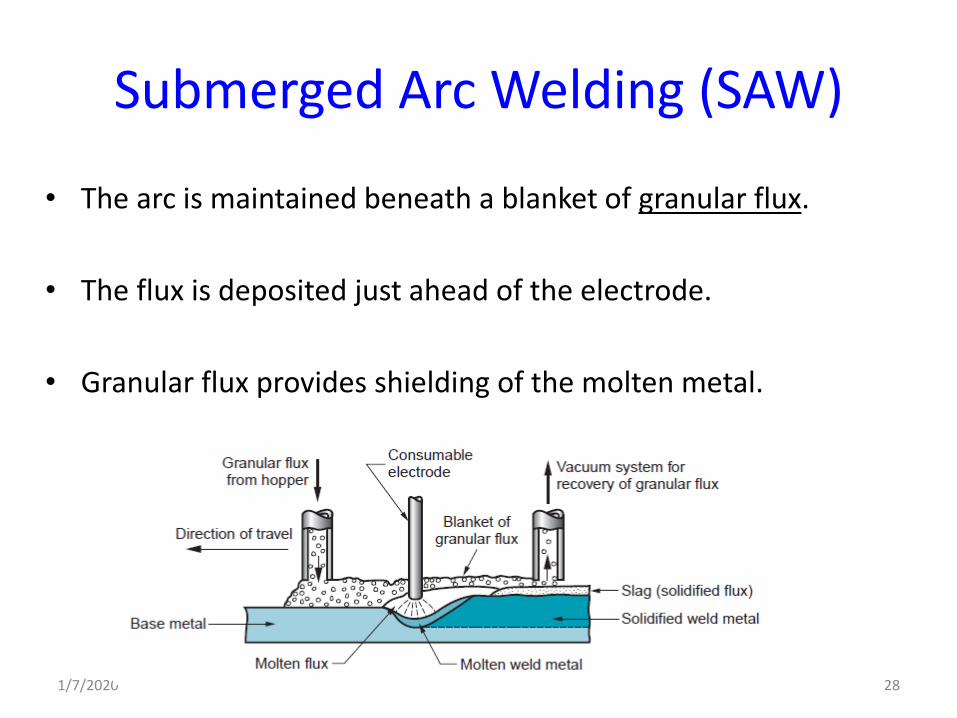
Submerged Arc Welding (SAW)
• The arc is maintained beneath a blanket of granular flux.
• The flux is deposited just ahead of the electrode.
• Granular flux provides shielding of the molten metal.
1/7/2020 28

Submerged Arc Welding (SAW)
1/7/2020 29
1/7/2020 30
Resistance Welding
• Both heat and pressure are utilized to producecoalescence (the joining or merging of elements to form one mass
or whole).
• Heat is the consequence of large currents passing through the workpieces and their interfaces with small electrical resistivities (resistances).
• Very rapid and economical process.
• Widely used in mass production.
• Types of resistance welding:
– Resistance Spot Welding
– Seam Welding
1/7/2020 31
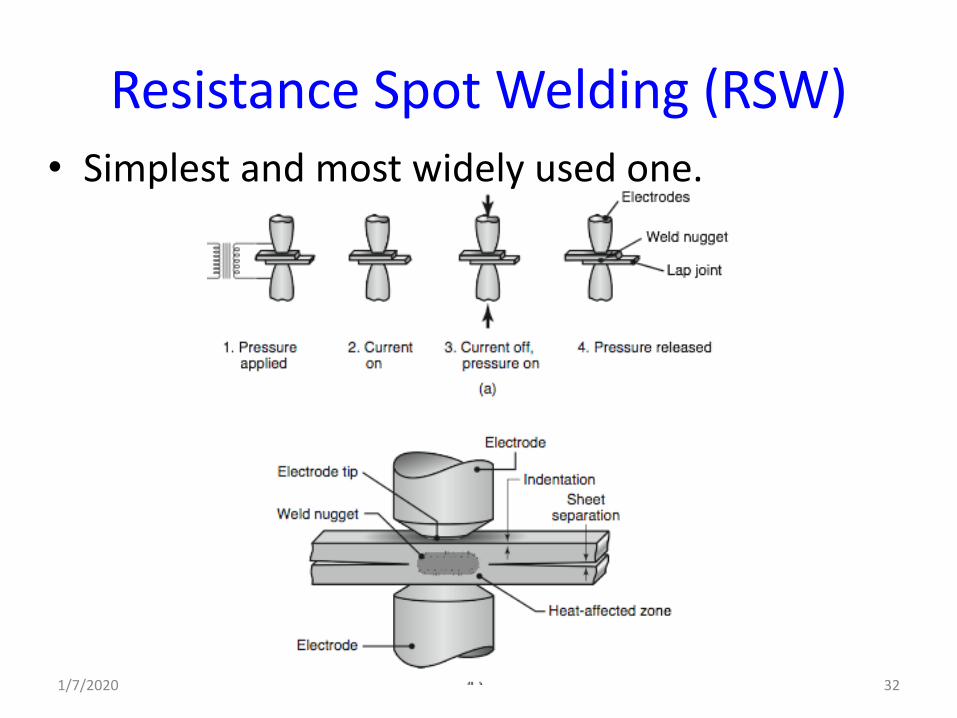
Resistance Spot Welding (RSW)
• Simplest and most widely used one.
1/7/2020 32
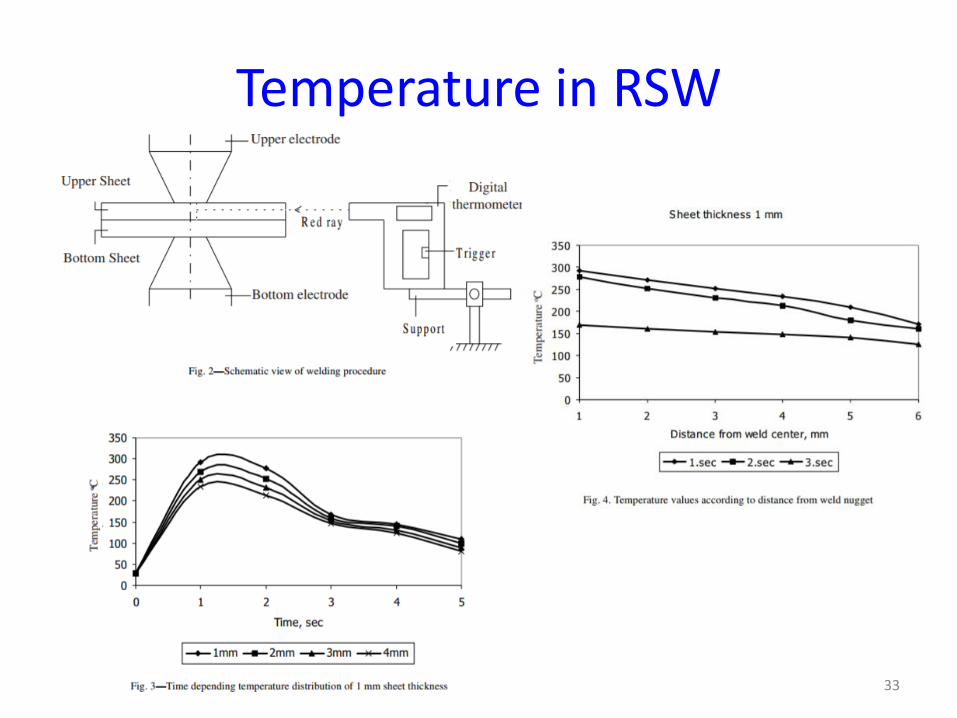
Temperature in RSW
1/7/2020 33
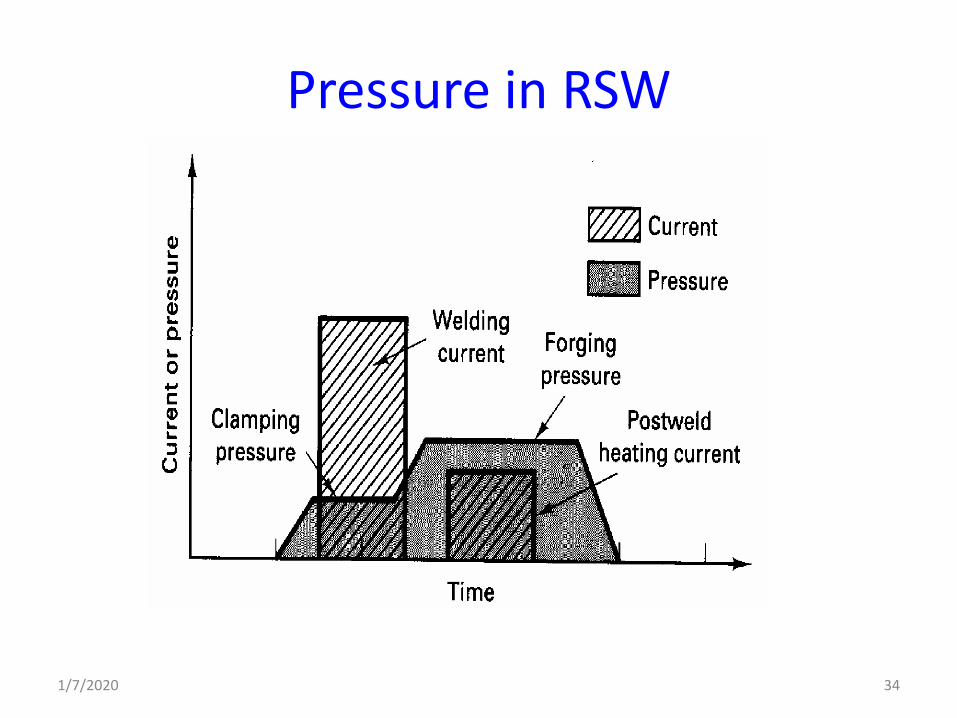
Pressure in RSW
1/7/2020 34

Resistance Spot Welding (RSW)
1/7/2020 35
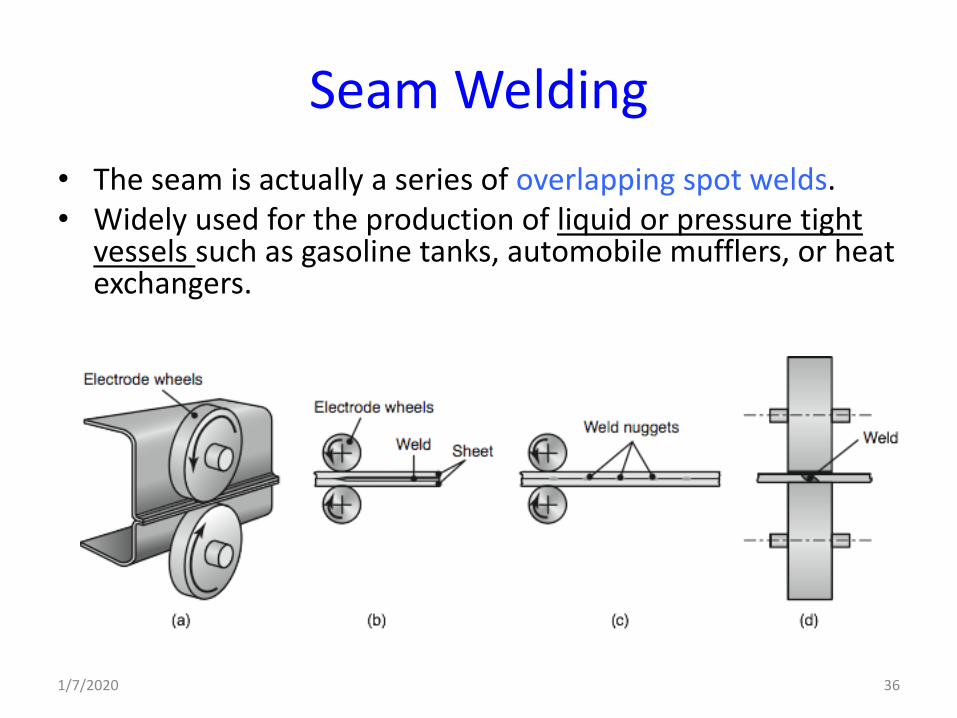
Seam Welding
• The seam is actually a series of overlapping spot welds.• Widely used for the production of liquid or pressure tight
vessels such as gasoline tanks, automobile mufflers, or heat exchangers.
1/7/2020 36
Seam Welding
1/7/2020 37
1/7/2020 38
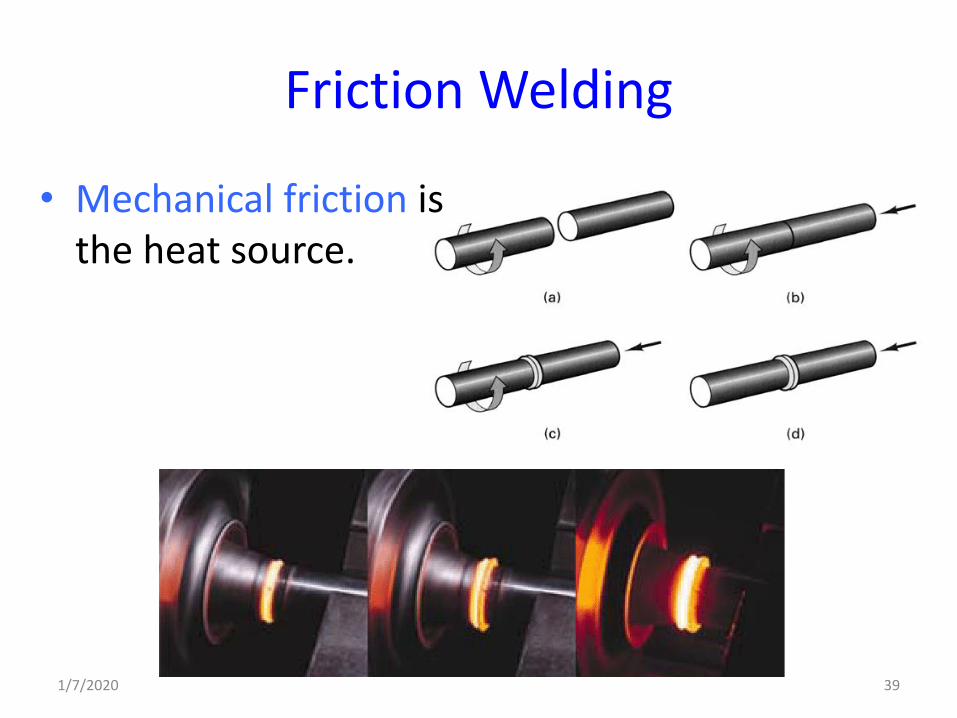
Friction Welding
• Mechanical friction is the heat source.
1/7/2020 39
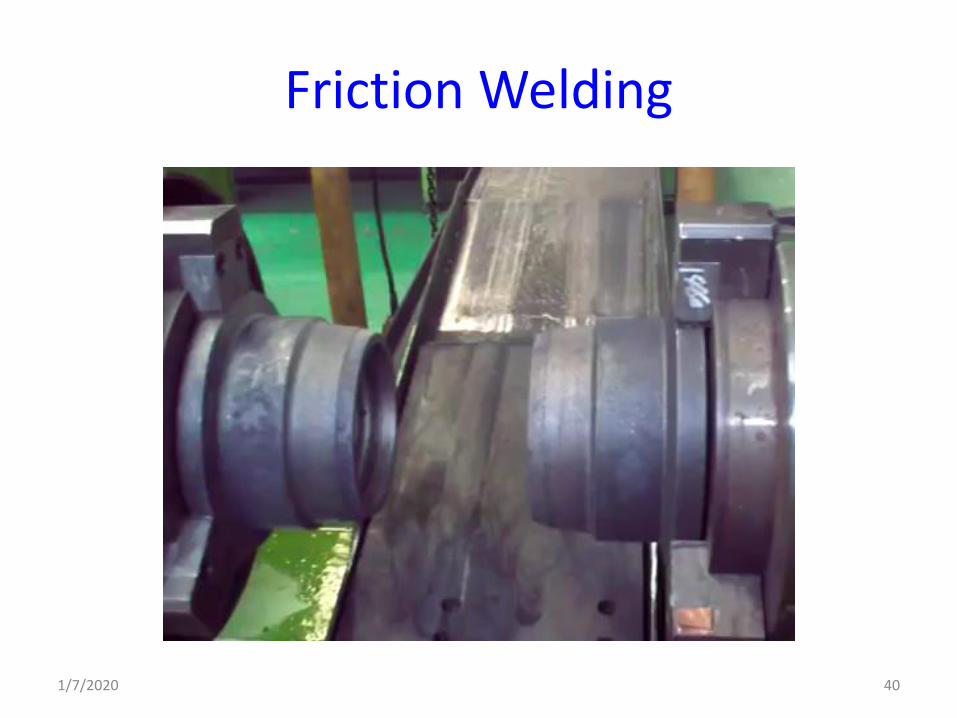
Friction Welding
1/7/2020 40
Inertia Welding
1/7/2020 41
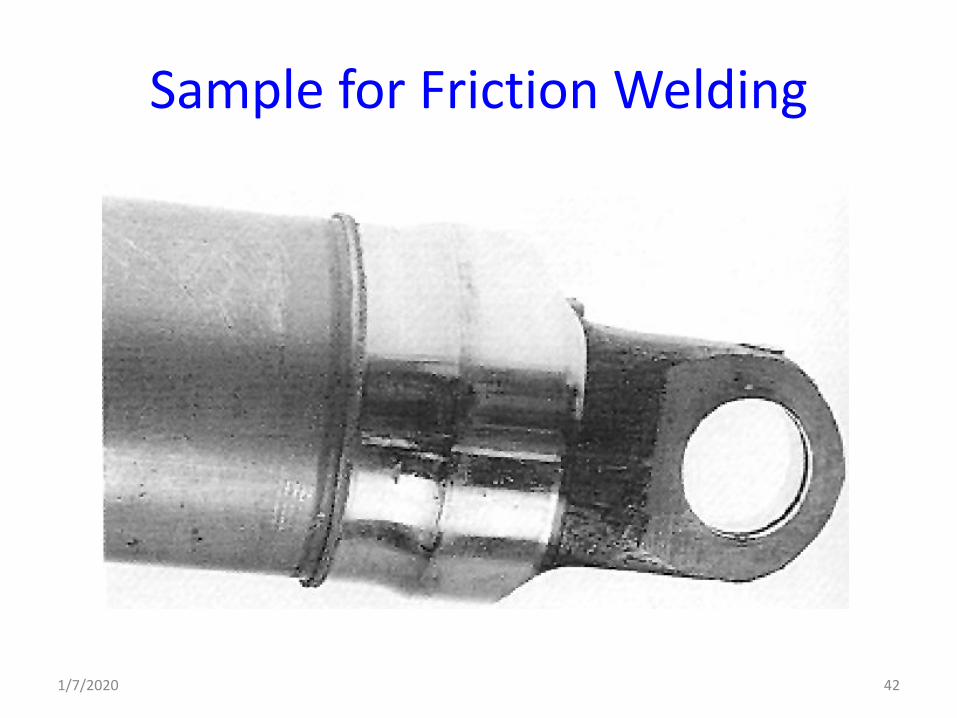
Sample for Friction Welding
1/7/2020 42

1/7/2020 43
https://www.youtube.com/watch?v=aNbQH8XBgxQ
Eclipse 500 Experimental Aircraft N504EA at TWI

1/7/2020 44
https://www.youtube.com/watch?v=Yx5SVQTfTzU
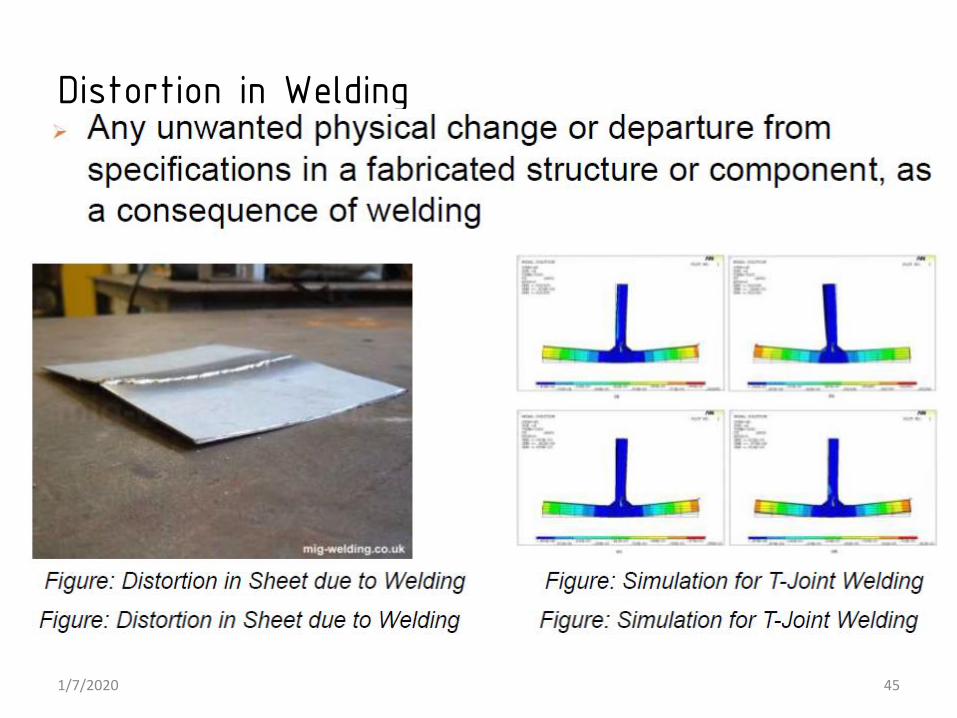
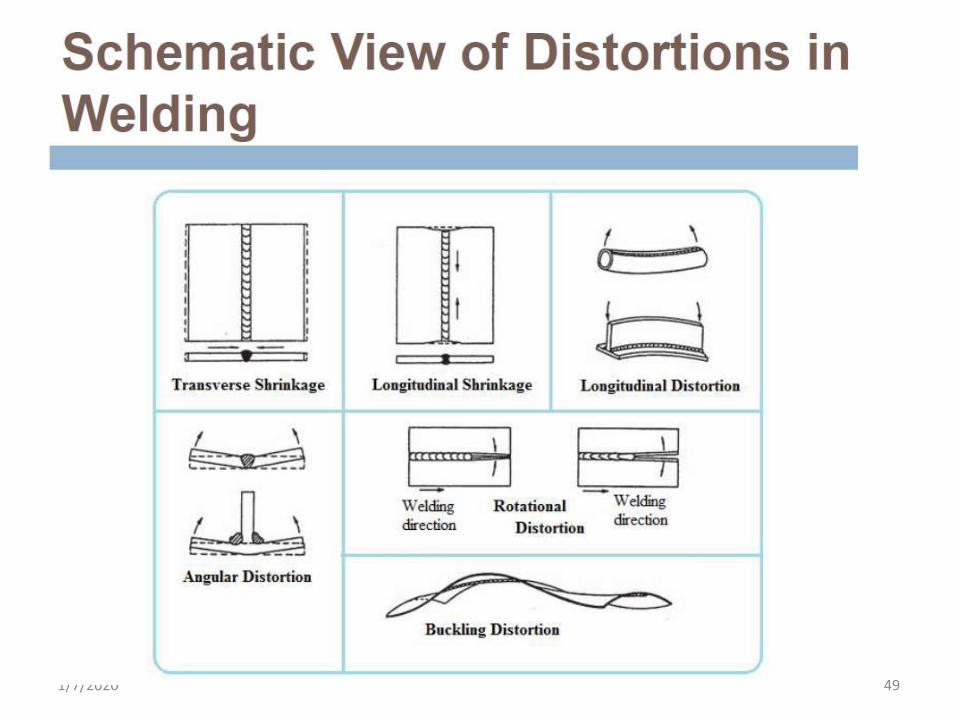
Distortion in Welding
1/7/2020 45
Causes of Distortion
1/7/2020 46
• Non-Uniform Expansion and Contraction,
• i.e. Shrinkage due to plastic thermal strain, of the
weld metal and base metal
• during the heating and cooling cycle
• Internal stresses formed in base metal due to
removing restraints given to welds by fixed
components surrounding it
• both Welding processes & procedures and Material
properties affect the extent of distortion
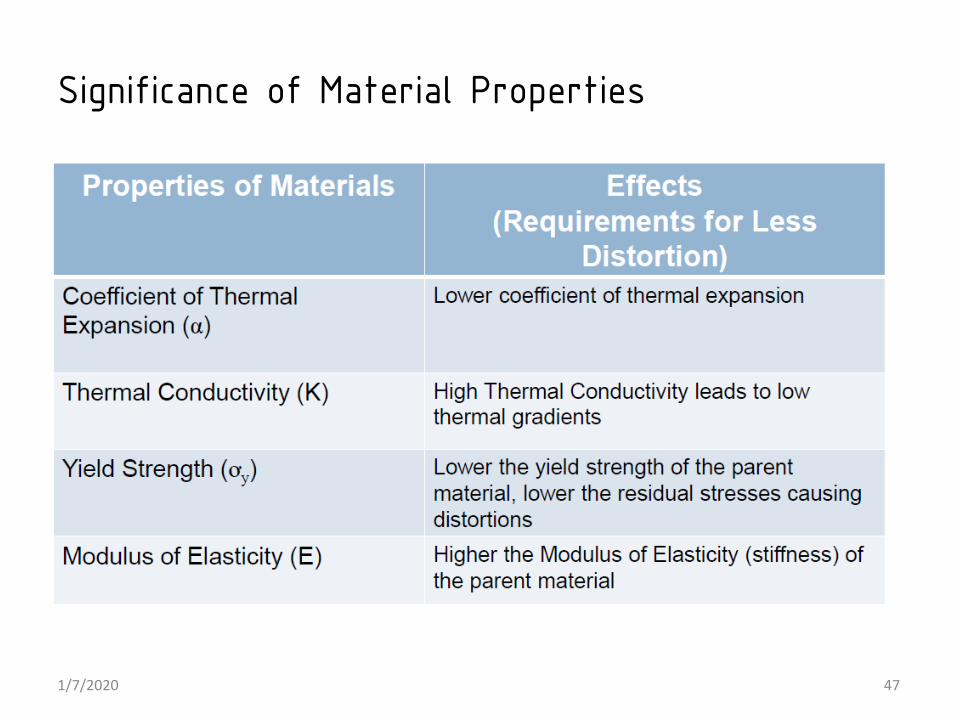
Significance of Material Properties
1/7/2020 47
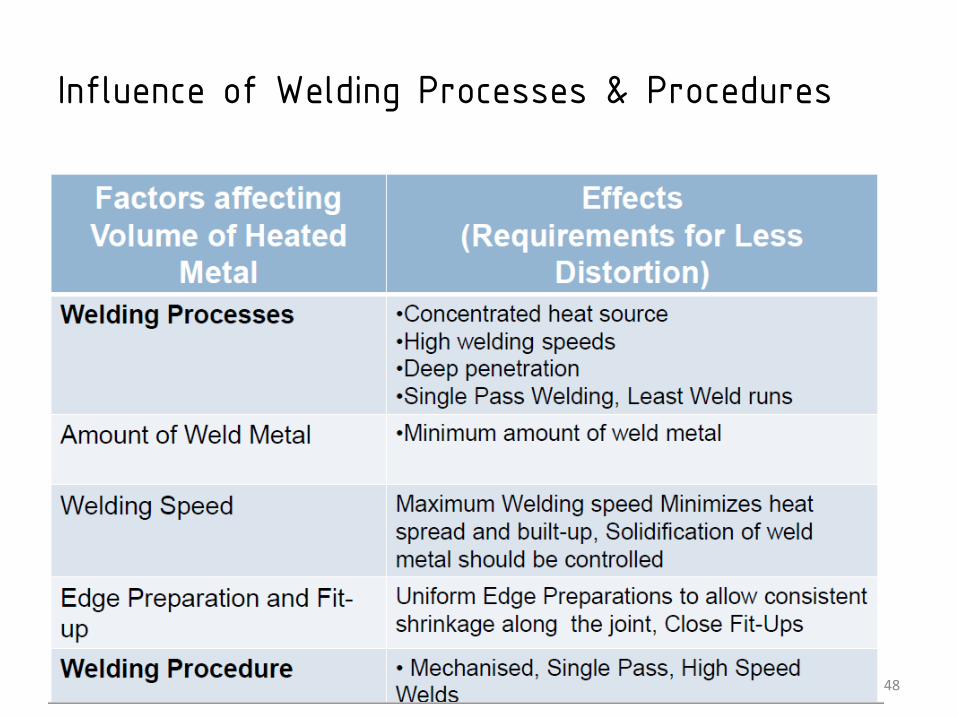
Influence of Welding Processes & Procedures
1/7/2020 48
1/7/2020 49
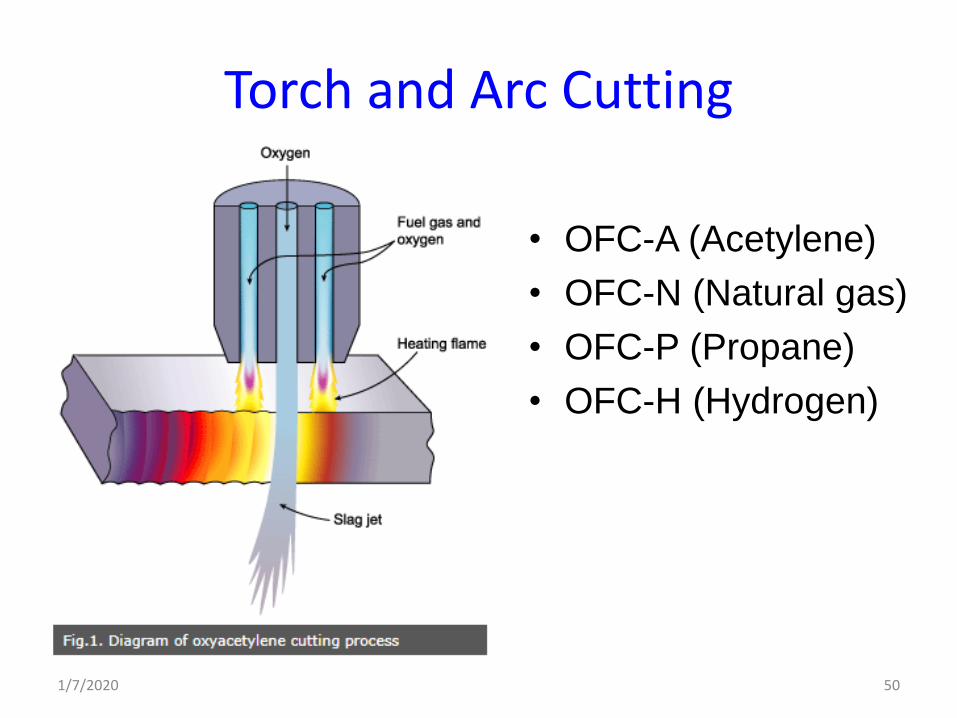
Torch and Arc Cutting
1/7/2020 50
• OFC-A (Acetylene)
• OFC-N (Natural gas)
• OFC-P (Propane)
• OFC-H (Hydrogen)
Brazing and Soldering
• Very similar processes.
• Composition of brazing and soldering alloys are different than base metal.
• Melting point of these alloys are lower than that of base metal.
• Base metal does not melt during process.
– T (Solder) < 450oC
– T (Brazing) > 450oC
1/7/2020 51
"What is flux?"
1/7/2020 52
FLUX: A chemical composition critical to the heat
joining methods of soldering, brazing, and welding that:
1. Chemically: Cleans metals surfaces to assist the
flow of filler metals over base metals. Provides a
protective barrier against re-oxidation and heat scale.
2. Thermally: Assists with heat transfer from heat
source to metal surface.
3. Physically: Helps in the removal of surface metal
oxides.
Brazing and Soldering
• Flux has an important role:
– Dissolves oxides present on the surface,
– Prevents formation of oxides.
• Flux is not a surface cleaner.
• After the process, flux residues
(corrosive!) must be removed.
1/7/2020 53
Brazing
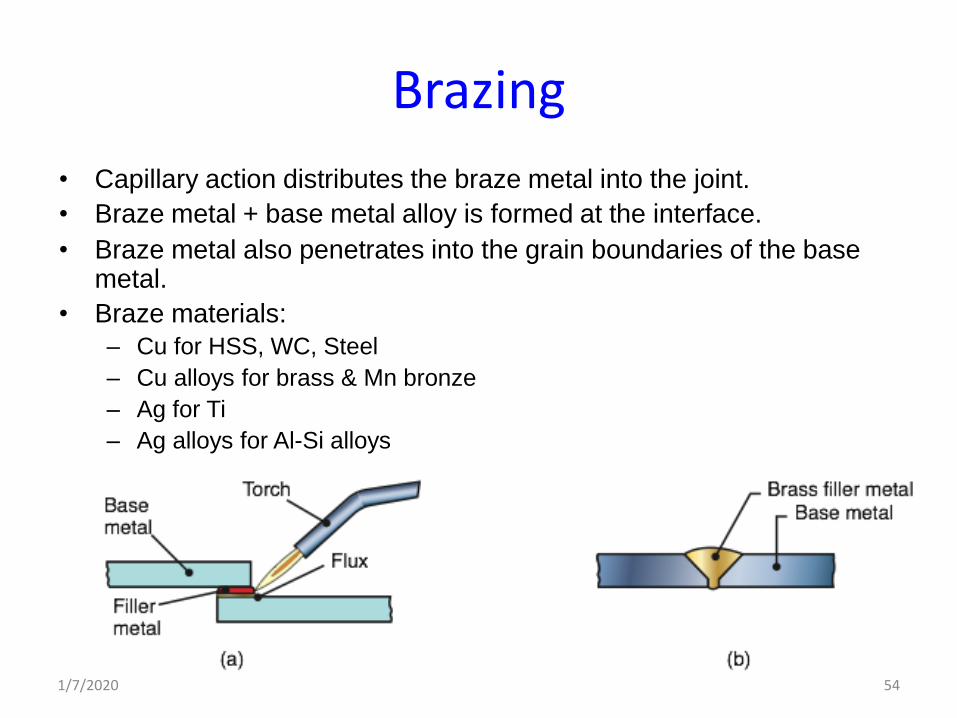
• Capillary action distributes the braze metal into the joint.
• Braze metal + base metal alloy is formed at the interface.
• Braze metal also penetrates into the grain boundaries of the base metal.
• Braze materials:
– Cu for HSS, WC, Steel
– Cu alloys for brass & Mn bronze
– Ag for Ti
– Ag alloys for Al-Si alloys
1/7/2020 54
Advantages of Brazing
• Virtually, all metals can be joined.
• If compared to welding, less heating is
required.
– More economical
– Less distortion: thinner and more complex
assemblies can be joined.
• Suitable for automation.
1/7/2020 55
Soldering
• Solder metals:
– Pb and Tin + small
amount of antimony.
• No coalescence:
– Bond strength is low.
– Affected by adhesion
between the solder-
and parent metal.
1/7/2020 56
Soldering Samples
1/7/2020 57
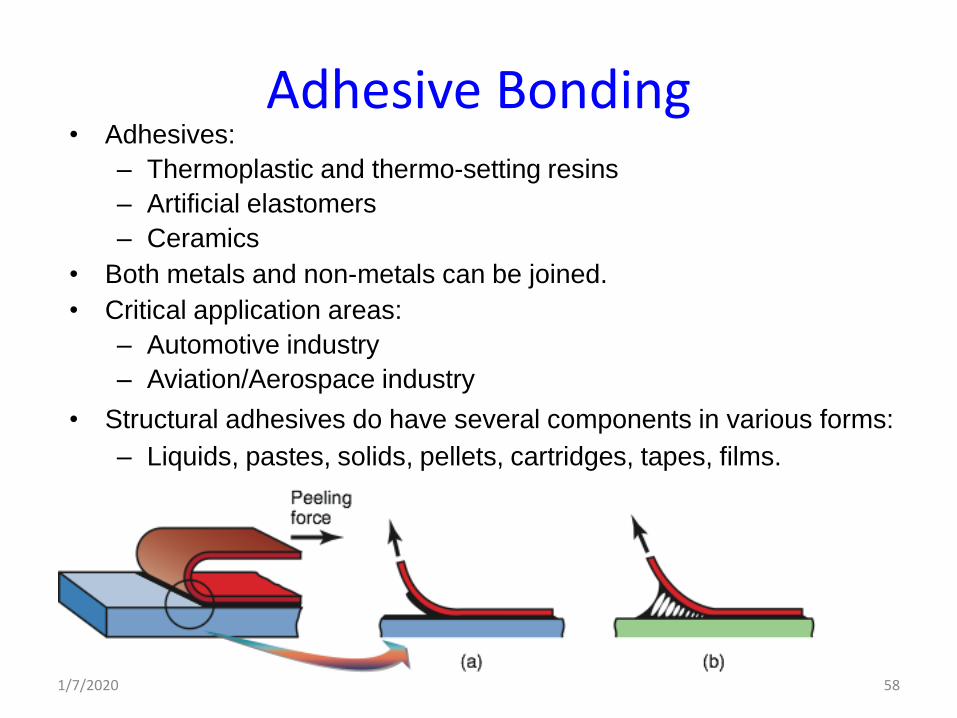
Adhesive Bonding• Adhesives:
– Thermoplastic and thermo-setting resins
– Artificial elastomers
– Ceramics
• Both metals and non-metals can be joined.
• Critical application areas:
– Automotive industry
– Aviation/Aerospace industry
• Structural adhesives do have several components in various forms:
– Liquids, pastes, solids, pellets, cartridges, tapes, films.
1/7/2020 58
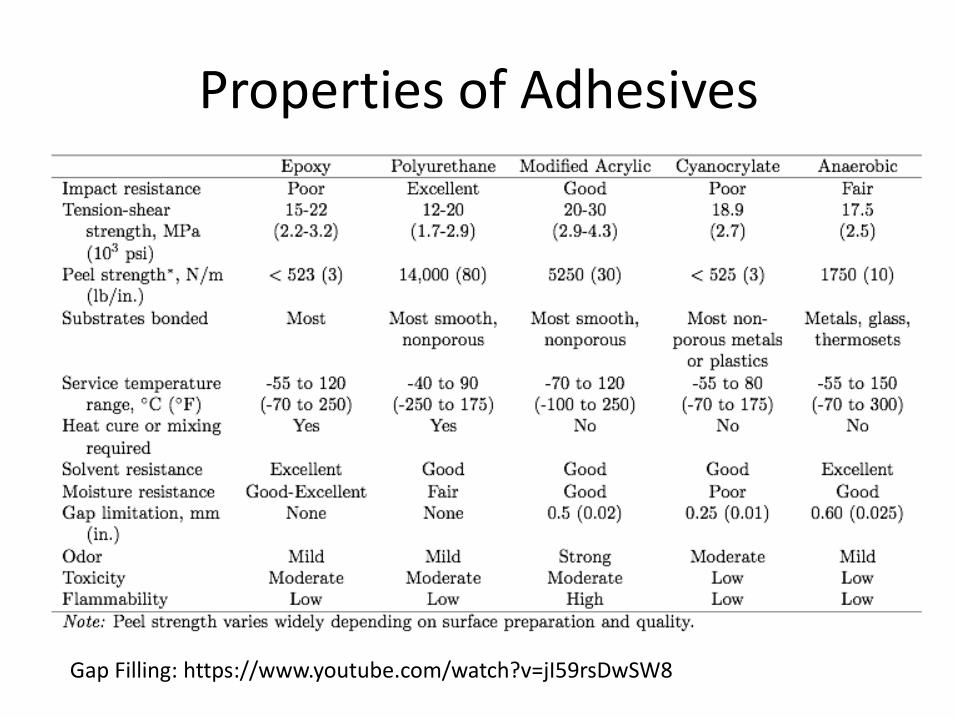
Properties of Adhesives
Gap Filling: https://www.youtube.com/watch?v=jI59rsDwSW8
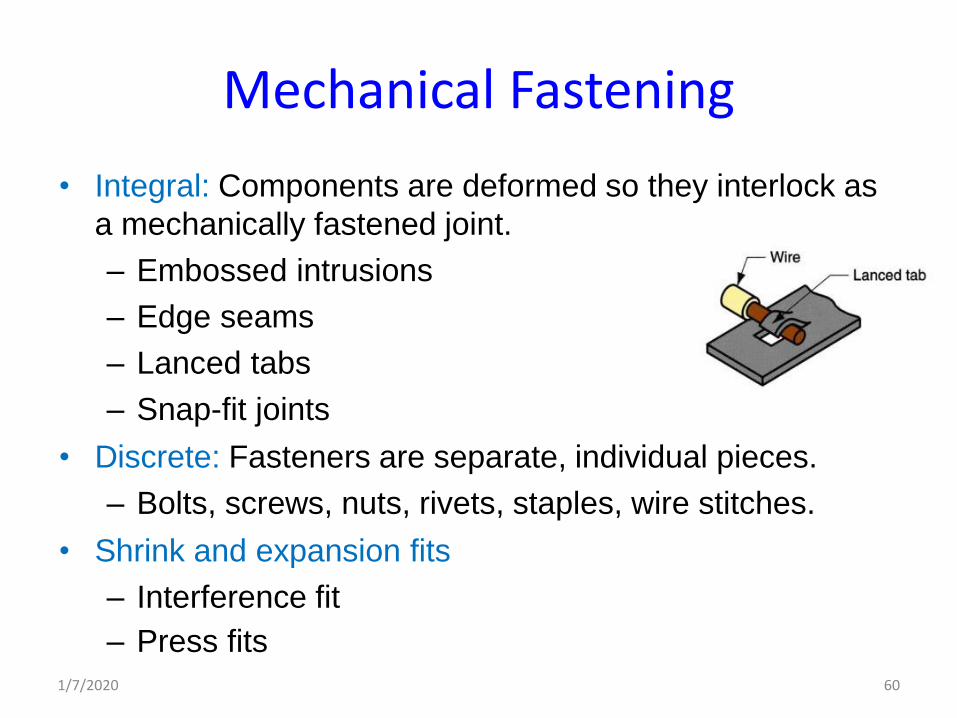
Mechanical Fastening
• Integral: Components are deformed so they interlock as
a mechanically fastened joint.
– Embossed intrusions
– Edge seams
– Lanced tabs
– Snap-fit joints
• Discrete: Fasteners are separate, individual pieces.
– Bolts, screws, nuts, rivets, staples, wire stitches.
• Shrink and expansion fits
– Interference fit
– Press fits
1/7/2020 60
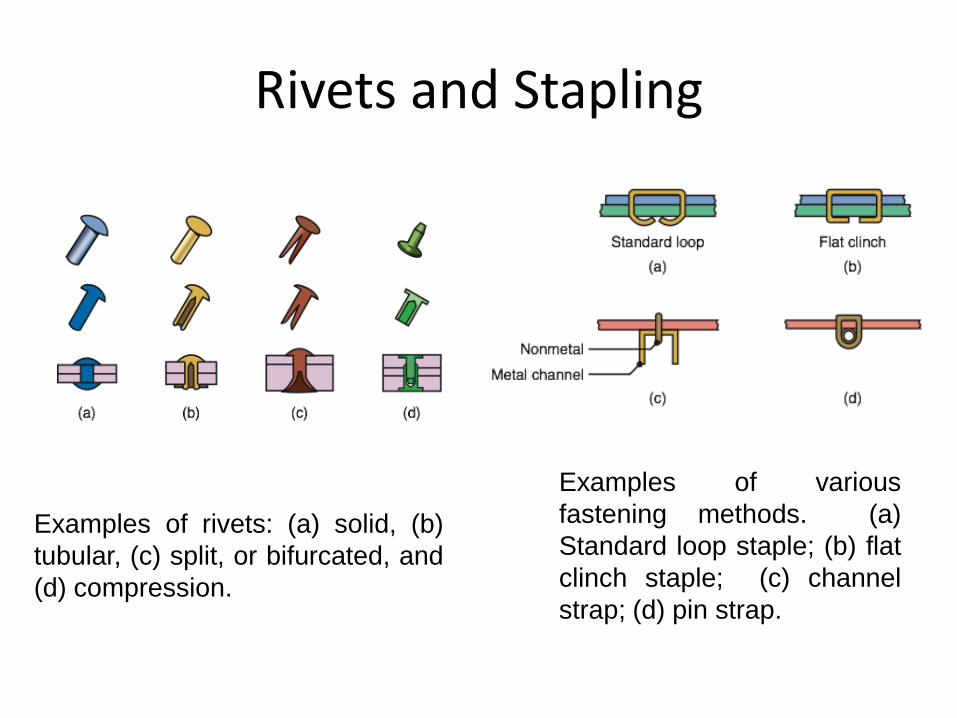
Rivets and Stapling
Examples of rivets: (a) solid, (b)
tubular, (c) split, or bifurcated, and
(d) compression.
Examples of various
fastening methods. (a)
Standard loop staple; (b) flat
clinch staple; (c) channel
strap; (d) pin strap.
1/7/2020 62
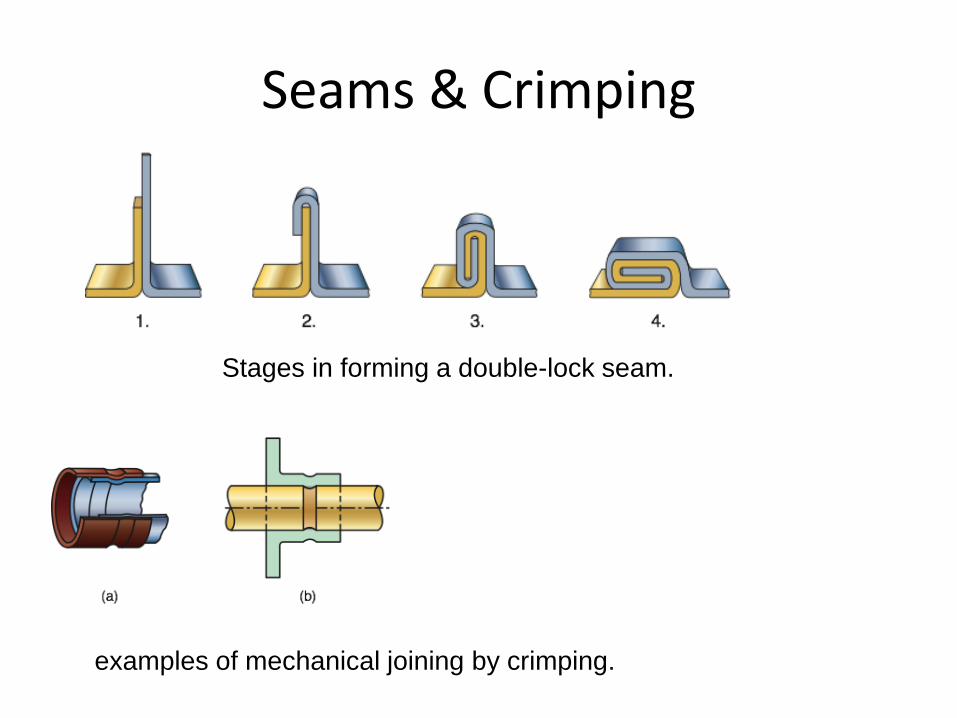
Seams & Crimping
Stages in forming a double-lock seam.
examples of mechanical joining by crimping.
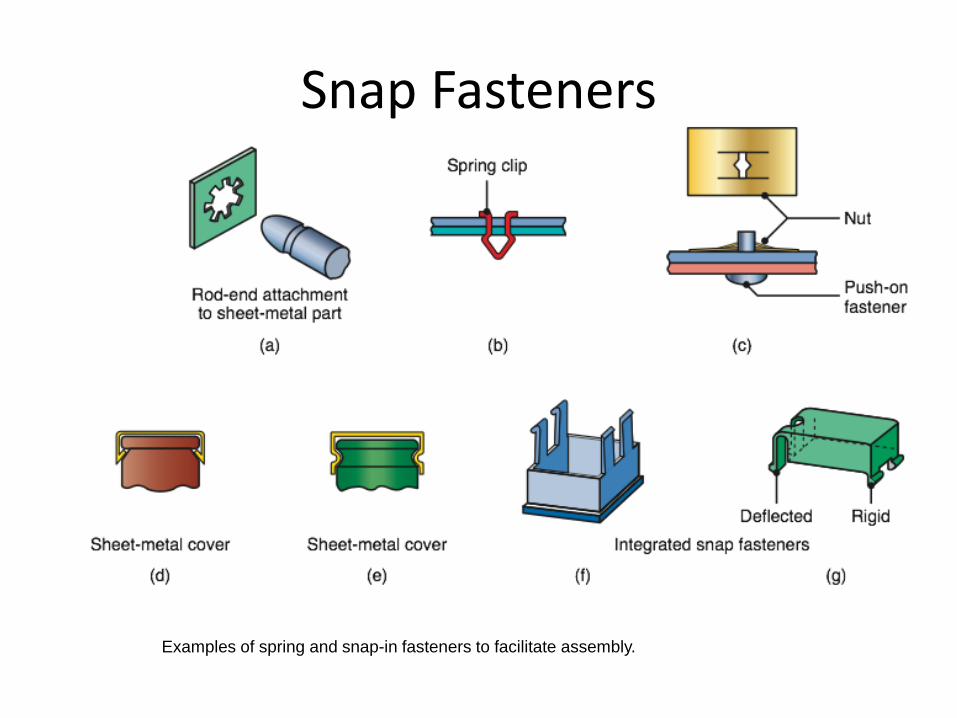
Snap Fasteners
Examples of spring and snap-in fasteners to facilitate assembly.
1/7/2020 65
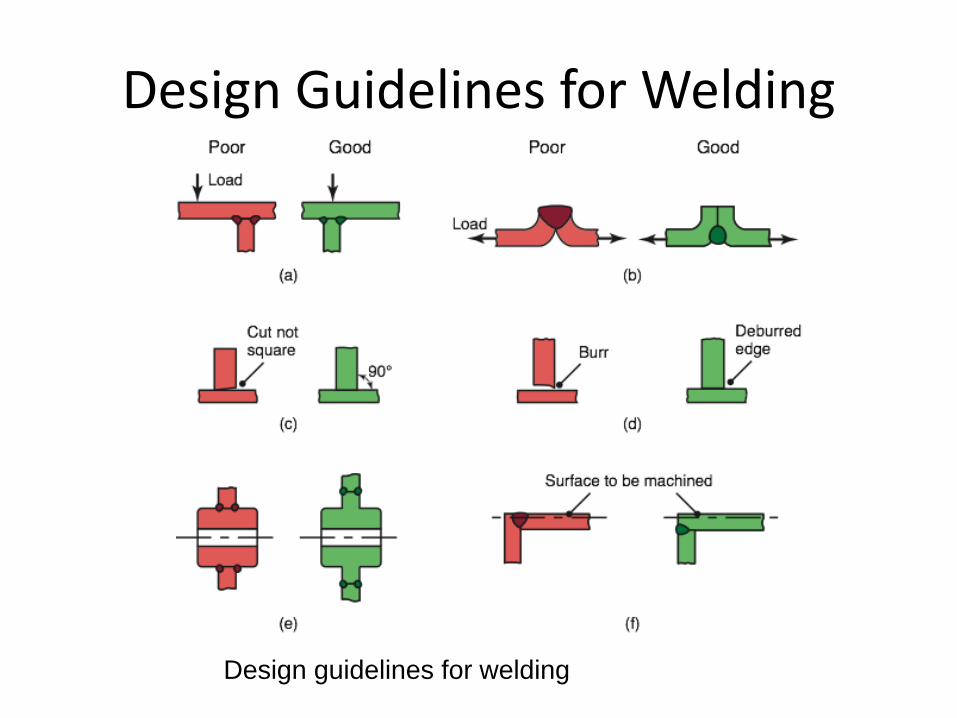
Design Guidelines for Welding
Design guidelines for welding
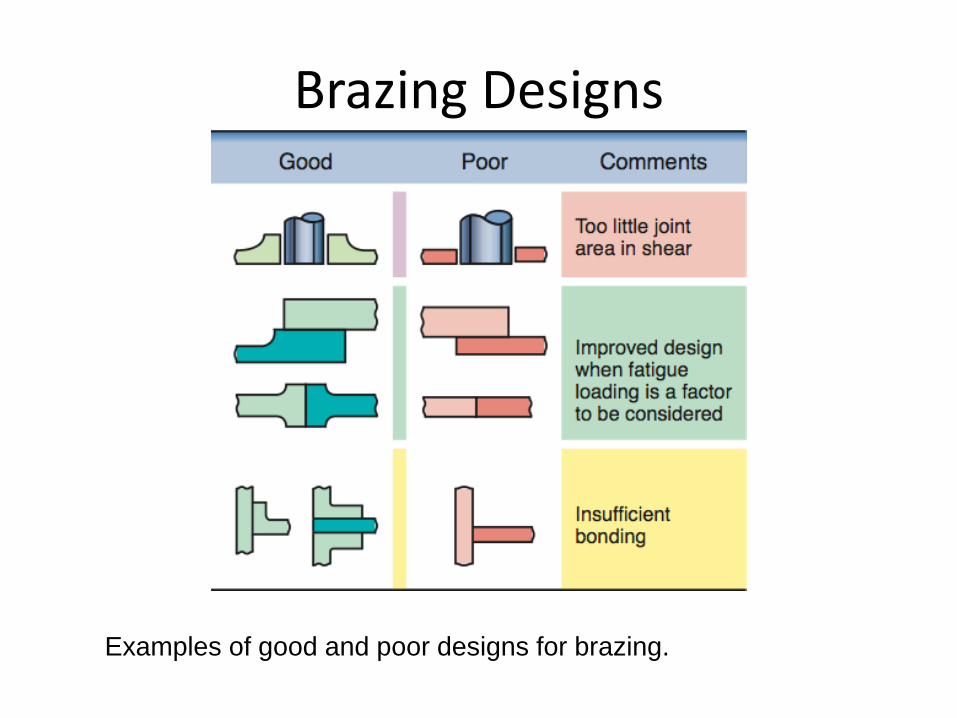
Brazing Designs
Examples of good and poor designs for brazing.
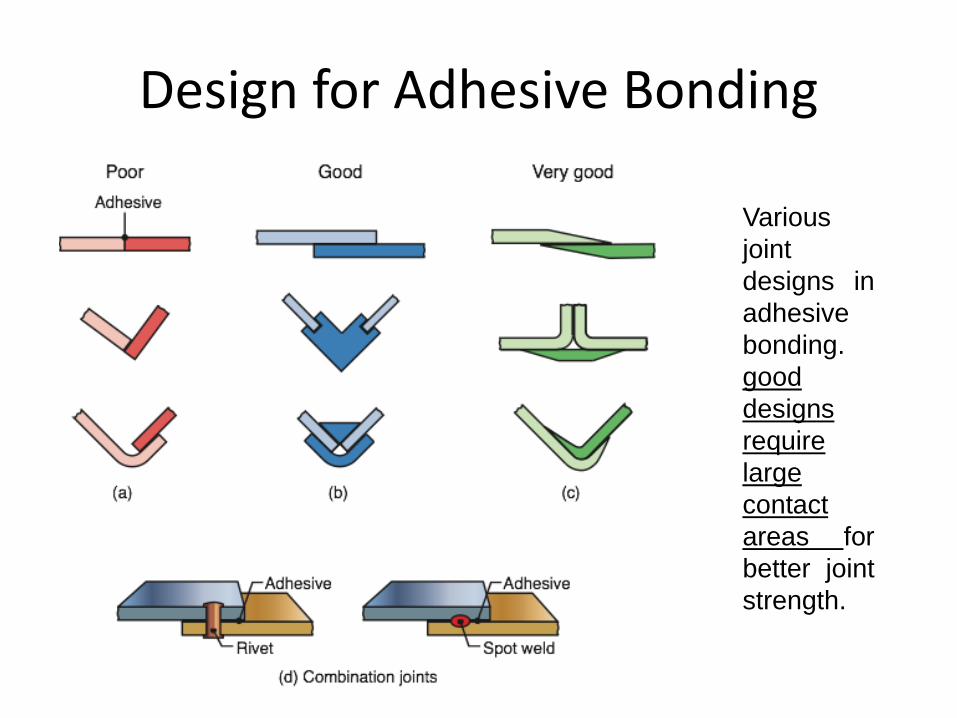
Design for Adhesive Bonding
Various
joint
designs in
adhesive
bonding.
good
designs
require
large
contact
areas for
better joint
strength.
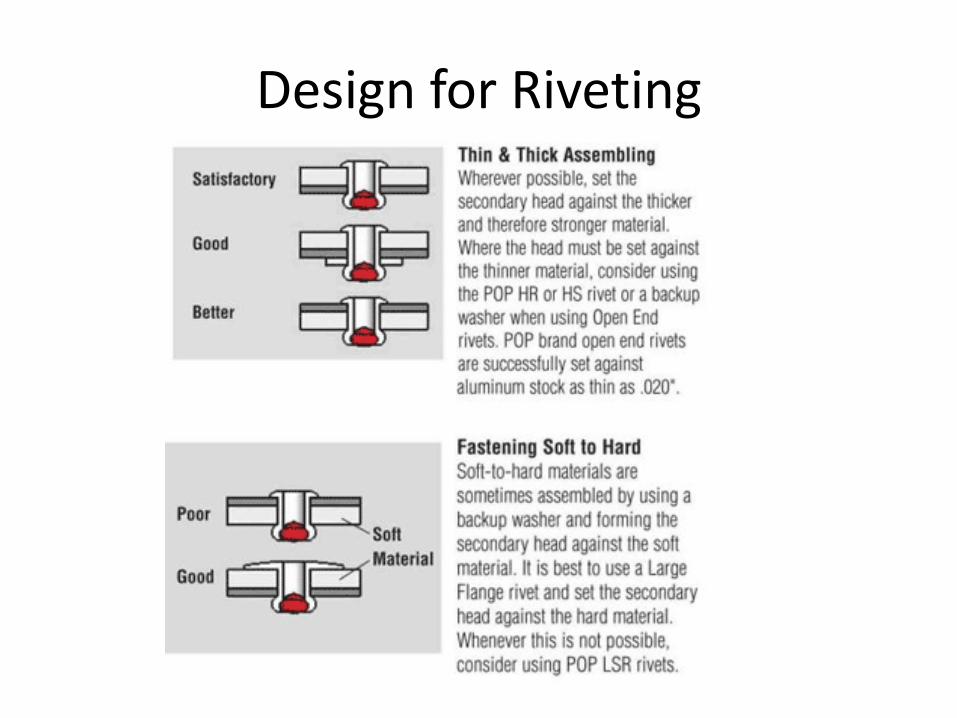
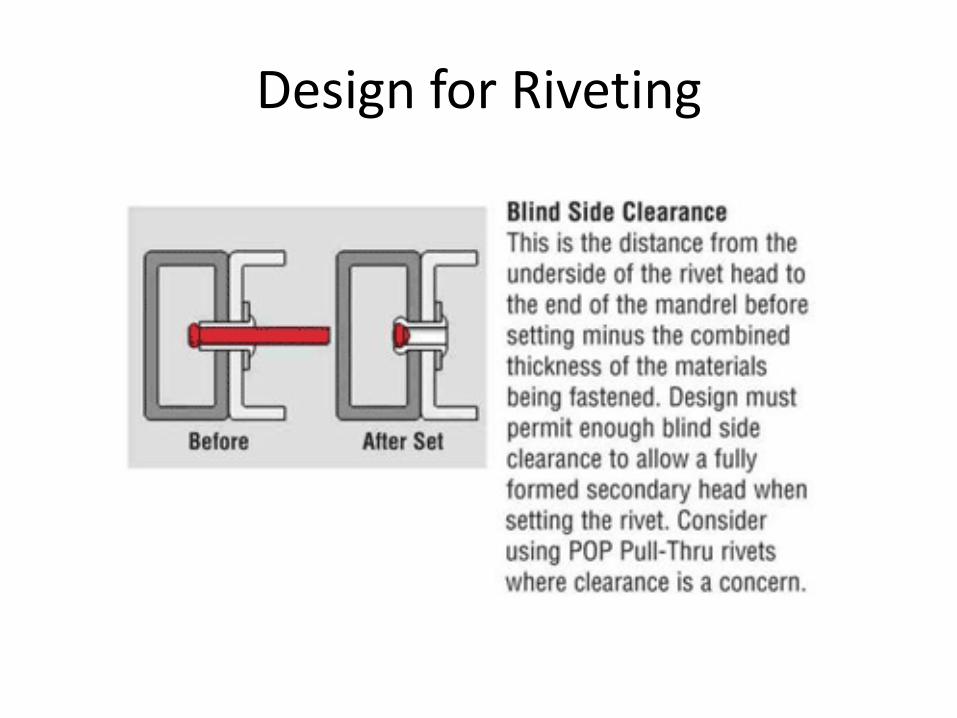
Design for Riveting
Design for Riveting





























