Embed Size (px)
Citation preview

STONEplus 9 Machine pour le travail du marbre, genre fraise
Manuel d’utilisation
1. Information 4
2. Descriprion 6
3. Câblages / connexions 8
4. HMI 21
5. Introduction paramètres 25
6. Emploi 32
7. Appendice 42
8. Maintenance and service 52
MDUSTONEPLUS9_fr

1. Information 4
1.1 Graphic signals meaning................................................................................... 41.2 Specifications.................................................................................................... 41.3 Limited warranty................................................................................................ 41.4 Validity............................................................................................................... 51.5 Purpose............................................................................................................. 51.6 Indication........................................................................................................... 51.7 Reference manuals........................................................................................... 5
2. Description 6
2.1 Série STONEplus 9........................................................................................... 62.2 Description de la machine-outil......................................................................... 72.3 Code du produit................................................................................................. 7
3. Câblages / connexions 8
3.1 J1-255-DA......................................................................................................... 93.2 MX4-BD............................................................................................................. 113.3 SP1-I16/R16 ..................................................................................................... 17
4. HMI 21
4.1 Message version............................................................................................... 214.2 Clavier............................................................................................................... 214.3 Led.................................................................................................................... 224.4 Schéma général de navigation ......................................................................... 23
5. Introduction paramètres 25
5.1 Generic setup (Fonction de set-up générique).................................................. 265.2 Z axis Set up..................................................................................................... 275.3 Rotation R axis setup........................................................................................ 285.4 Y axis setup....................................................................................................... 295.5 X axis setup....................................................................................................... 305.6 T axis setup....................................................................................................... 305.7 Saw speed aut. lim. Setup................................................................................ 315.8 Sio net setup..................................................................................................... 31
6. Emploi 32
6.1 Introduction des données.................................................................................. 326.2 Page principale................................................................................................. 326.3 Table absorbimento/vitesse axe X.................................................................... 336.4 Taille du granit avec des fins-de-course dynamiques ...................................... 336.5 Selectopn usinage............................................................................................. 346.6 Tournage........................................................................................................... 396.7 Affichage de la maquette.................................................................................. 406.8 Alarme............................................................................................................... 41
7. Appendice 42
7.1 Schémas de principe......................................................................................... 42

7.2 Exemples d’usinage.......................................................................................... 45
8. Maintenance and service 52
8.1 Indication for service fax compiling................................................................... 52

1. Information
Thanks for buying this QEM instruments. We'll be glad to receive at our e-mail address [email protected] your suggestions referred to this instruments end to the user manual.Finally we suggest you to preserve this manual for future consultations.
1.1 Graphic signals meaningNot reading the message will be dangerous for the instruments integrity and/or for the suc-cess of the operation.
Note: Important information for the correct use of the instruments.
For more informations see the user manual indicated in the message.
For more informations see the indicated pages.
1.2 SpecificationsThe copyright of this user manual is reserved. No one part of this document can be reproduced orcopyed without the QEM appointment. QEM doesn't present insurances or warranties on contentsand declines all responsabilities on identity warranties. In this document, informations can be modi-fied without any notice. QEM desn't have any responsability on this document.Trade Marks:- QEM® is a trade mark.
1.3 Limited warrantyFor two (2) years from the original acquisition, QEM will repair or replace for free controls and devi-ces that QEM thinks be imperfect in materials or quality. This warranty is valid if the object hasbeen tampered by not autorized persons or used in an inappropriate way.This warranty replaces all other warranties either expressed or implicit.QEM desn't hold personally responsible for all charges (installation or uninstalling included), draw-back, or damage caused by our products, made or sold. In any case, QEM total duty, always will notexceed the control total price. Claims for refunds of selling price, reparations, or replacements must be referred to QEM with allpertinent data (damage, purchase date, developed work and problem).It is not provided any duty for batteries and fusible cut-out consumption.The product must be returned only with a written notification, included the Number of RestitutionAutorization QEM and must be paid all forwarding charges.
Information MDUSTONEPLUS9_fr - 07/03/06 4 di 52

1.4 Validity
M: manualS: instrument
The present document is fully valid excepted mistakes or omissions.Releasemanual Description Date
1.0 M New Manual. 06/03/06
Editor: Product manager:
Approved by Technical manager:
1.5 PurposeThis manual could give informations for the instrument using.
1.6 IndicationWe raccomand to guard all instruments Programmation parameters (Set-up) for an easy serviceore reaplace.
1.7 Reference manualsThe documentation referred to the QEM strumentation in divided in many issues that allows aneasy utilization.
MIM-Base: Installation and maintenance manual for the “base-model” Instrument hardware and software information and CPU firmware functioning.
MIM - Exp: "Options and Espansions" manual Hardware information of instrument options
MDU: User manualUser information on the software.
MIMAT: Maintenance, service and installation manual.Informations on: wiring, right calibration, parameters insertion and breakdownindividuation.
It is possible to download manuals from www.qem.it
Information MDUSTONEPLUS9_fr - 07/03/06 5 di 52

2. Description
2.1 Série STONEplus 9Le programme d’application STONEplus 9 a été réalisé sur matériel standard de la gamme Qmo-ve. L’union de logiciel et matériel permet de diriger l’automatisation d’une machine-outil genre “frai-seuse” pour le travail du marbre.
Axes Cet instrument peut contrôler jusqu’à un maximum de 6 axes demouvement avec des logiciels permettant de tailler enautomatique les marbres et les granits en une seule passe ouavec des augmentations, à profondeur programmable, quipermettent de travailler même en l’absence de l’opérateur. Dansun cycle de tailles multiples on peut introduire jusqu’à 50différentes mesures de translations, dont chacune peut êtrerepétée plus de deux milliards de fois.
Programmation des profils Il est possible de programmer et de mettre en mémoire jusqu’à unmaximum de 20 différentes maquettes, chaque maquette se com-posant d’une succession d’arcs et de lignes. Il est possible de pré-senter sur écran la maquette programmée.
Acquisition de la forme d’u-ne maquette (Copiage).
Cet instrument dirige un copieur électronique à lecture optique. Ilest possible de présenter sur écran la maquette acquise.
Limiteur de charge Cet instrument peut varier la vitesse de taille du chariot porte-outilen fonction de l’absorption d’éléctricité du moteur du disque, defaçon à protégér l’outil de toute sollicitation qui dépasserait lavaleur pré-établie.
Conversion mm / pouces Introduction des mesures avec le système mètrique décimal ouavec le système anglo-saxon (pieds, pouces et fractions depouce).
Vitesse de taille Les vitesses de taille sont réglées électroniquement de façonindépendante.
Fin-de-course (FC) Le fin-de-course du chariot porte-outil peut être introduit par cla-vier.
Taille avec disque incliné La taille est réalisée par passes avec une augmentationautomatique du pont et de l’inclinaison du disque.
Multiplexer des axes Le mouvement des axes peut être obtenu avec un seul inverteur.Cet instrument dère automatiquement l’échange des moteurs etleur synchronisation.
Taille bilatérale Le cycle de taille des blocs peut être réalisé par le mouvement del’axe Y soit à droite soit à gauche.
Description MDUSTONEPLUS9_fr - 07/03/06 6 di 52

2.2 Description de la machine-outil
Cet instrument peut diriger une machine-outil à 5 axes comme montré dans la figure. X Axe chariot porte-outil Avec Set-up on peut choisir si gérer celui axe avec un encoder in-
cremental ou par le butée de fin de course (dans le butée de fin decourse il est possible effectuer les autoapprentissage).
Y Axe Pont Avec Set-set on peut choisir le vers de déplacement des incré-ments.
Z Axe Profondeur -
R Axe banc de rotation -
T Tâteur / Cellule photo-élec-trique
Axe permettant l’acquisition d’une maquette, dépendant ou lié àl’axe Z
2.3 Code du produit
Description MDUSTONEPLUS9_fr - 07/03/06 7 di 52

3. Câblages / connexions
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 8 di 52

3.1 J1-255-DAMode logique d’activation: ON = activation sur contact fermé; OFF = activation sur contact ouvert.
Modalité d’activation:I = signal par impulsions;C= signal continu.
Type de contact: NC = normalement fermé;NO = normalement ouvert.
3.1.1 Connecteur: A
Bor
ne
Nom Description
4 0V Négatif encoder5 PHA X6 PHB X7 PHZ X
Encodeur Axe X
8 PHA R9 PHB R10 PHZ R
Encodeur Axe R
Fonction de set-up générique – Multiplex OUT AN (pag. 26)
0 1
11 AO 1 X X, Y, Z, R12 AO 2 Y Z, R13 GAO Commune AO 1 ÷ AO 2
Sortiesanalogiques(0-10 V)
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 9 di 52

3.1.2 Connecteur: B
Bor
ne
Nom
Mod
e lo
giqu
e d’
activ
atio
n
Type
de
cont
act
Mod
alité
d'a
ctiv
.
Description
14 PL - - - Polariseur I1÷I8
15 I1 ON NO I En Avant
16 I2 ON NO I En Arrière Jog axe X
17 I3 ON NO I En Avant
18 I4 ON NO I En Arrière Jog axe Y
19 I5 ON NO I En Avant
20 I6 ON NO I En Arrière Jog axe Z
21 I7 ON NO I En Avant
22 I8 ON NO I En Arrière Jog axe R
Entrées numériques
23 COM - - - Commun O1÷O8
24 O1 - NC - Habilitation driver
25 O2 - NO I Fin du programme
26 O3 - - - Blocage à 0°27 O5 - - - Blocage à 90°
Blocage axe R
28 O5 - - - Exclusion distributeur hydraulique
29 O6 - - - Exclusion tête de taille30 O7 - - - Exclusion lubrification
31 O8 - - - Cycle cellule photo-électrique / Tâteur
Sortiesnumériques
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 10 di 52

3.2 MX4-BDÉtat logique d'activation: ON = active sur contact fermé;OFF = active sur contact ouvert.
Modalité d'activation:I = segnal impulsif;C= segnal continu
Type de contact: NC = normalement fermé;NO = normalement ouvert.
3.2.1 Connecteur: C
Bor
ne
Nom
Mod
e lo
giqu
e d’
activ
atio
n
Type
de
cont
act
Mod
alité
d'a
ctiv
.
Description
1 PL - - - Polariseur I9÷I16
2 I9ON - C NormaleOFF - C Réduite
Vitesse Jog axes
3 I10ON - C Manuel
OFF - C Automatique
Modalité defonctionnement de lamachine-outil
4 I11 ON NO I Démarrage5 I12 ON NO I Arrêt 6 I13 ON NO I Redémarrage7 I14 ON NO I Axe X8 I15 ON NO I Axe Y9 I16 ON NO I Axe Z
Reset comptage
Entrées numériques
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 11 di 52

3.2.2 Connecteur: D
Bor
ne
Nom
Mod
e lo
giqu
e d’
activ
atio
n
Type
de
cont
act
Mod
alité
d'a
ctiv
.
Description
10 + 24 V - - -11 0 V - - -
Out 24 Volt
12 PL - - - Polariseur I17÷ I1813 I17 ON NO I Lancement Preset Axe R
(Set up axe R – Mode de preset - pag. 28)
14 I18 ON NO I Photocellule / Tâteur
Entrées numériques
3.2.3 Dip-switchDip Activation 1 -2 -3 ON4 OFF
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 12 di 52

3.2.4 Connecteur: E
Bor
ne
Nom Description
15 + 5V16 GA
Out 5 Volt
17 SEL Détaché: AI02 sur tension Uni de GA: AI02 en curant
18 AI 219 AI 1
Vitesse Axe X (Set-up générique – X axis speed – p. 26)
Entrées analogiques(0-5 Volt)
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 13 di 52

3.2.5 Connecteur: F
Bor
ne
Nom Description
Set-up générique – Multiplex OUT AN (p. 26)
0 120 AO 3 Z Z,Y21 AO 4 R R, X24 GA O Commune AO 1 ÷ AO 2
Sortiesanalogiques (0-10 V)
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 14 di 52

3.2.6 Connecteur: G
Bor
ne
Nom Description
123
-
4 24 V9 0 V
Out 24 V
5 SCH Protection au moyen d’un écran6 PHA Z/T7 PHB Z/T8 PHZ Z/T
Encodeur Axe Z/T
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 15 di 52

3.2.7 Connecteur: H
Bor
ne
Nom Description
123
-
4 24 V9 0 V
Out 24 V
5 SCH Protection au moyen d’un écran6 PHA Y7 PHB Y8 PHZ Y
Encodeur Axe Y
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 16 di 52

3.3 SP1-I16/R16 État logique d'activation: ON = active sur contact fermé;OFF = active sur contact ouvert.
Modalité d'activation:I = segnal impulsif;C= segnal continu
Type de contact: NC = normalement fermé;NO = normalement ouvert.
3.3.1 Connecteur: 1
Bor
ne
Nom
Mod
e lo
giqu
e d’
activ
atio
n
Type
de
cont
act
Mod
alité
d'a
ctiv
.
Description
1 +12V - - -2 0V - - -
Out 12 Volt
3 PL - - - Polariseur I19÷I264 I19 OFF NC C Droite5 I20 OFF NC C Gauche
Fin-de-course Axe X
6 I21 OFF NC C En avant7 I22 OFF NC C En Arrière
Fin-de-course Axe Y
8 I23 OFF NC C Descente9 I24 OFF NC C Montée
Fin-de-course Axe Z
10 I25 OFF NO C Fin-de-course zéro Axe R.(Setup Axe R – Mode de preset – p. 28)
11 I26 OFF NO C Fin-de-course tête à 0°.(Si la tête n’est pas pivotante, cette entrée doitêtre exclue à l’aide d’une borne.)
Entrées numériques
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 17 di 52

3.3.2 Connecteur: 2
Bor
ne
Nom
Mod
e lo
giqu
e d’
activ
atio
n
Type
de
cont
act
Mod
alité
d'a
ctiv
.
Description
1 +12V
- - -
2 0V - - -Out 12 Volt
3 PL - - - Polariseur I27÷I344 I27 ON NO C Chariot porte-outil sur le fin-de-course à
90°5 I28 ON NC C Fin-de-course min. Axe T6 I29 ON NC C Urgence7 I30 ON NO C Contrôle lubrification8 I31 ON NC C Disque fonctionnant9 I32 ON NC C Présence d’eau10 I33 ON NO C Disque à 45°11 I34 ON NO I Recherche maquette avec Axe Y
Entrées numériques
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 18 di 52

3.3.3 Connecteur: 3
Bor
ne
Nom Description
1 O9 En avant 2 - -3 O10 En arrière 4 - -5 O11 Ralentissement 6 - -7 O12 Déblocage frein8 - -
Commandes Axe X
9 COM Commune O9÷O1210 O13 En avant 11 O14 En arrière 12 O15 Ralentissement 13 O16 Déblocage frein
Commandes Axe y
14 COM Commune O13÷O16
Sortiesnumériques
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 19 di 52

3.3.4 Connecteur: 4
Bor
ne
Nom Description
1 O17 Descente2 - -3 O18 Montée4 - -5 O19 Ralentissement6 - -7 O20 Débouché du frain 8 - -9 COM Commun O17÷O20
Commandes Axe Z / T
10 O21 Avant11 O22 Arrière12 O23 Ralentissement13 O24 Débouché du frain 14 COM Commun O21÷O24
Commandes Axe R
Sortiesnumériques
Câblages / connexions MDUSTONEPLUS9_fr - 07/03/06 20 di 52
4. HMI
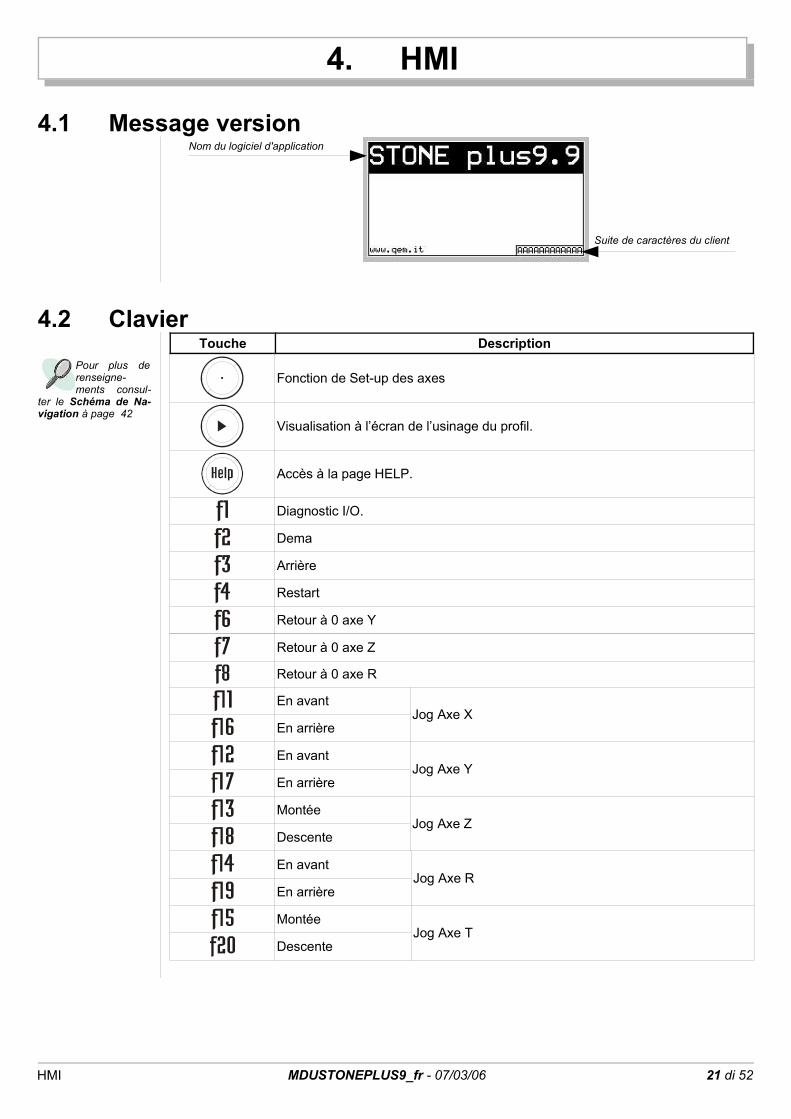
4.1 Message version
4.2 ClavierPour plus derenseigne-ments consul-
ter le Schéma de Na-vigation à page 42
Touche Description
Fonction de Set-up des axes
Visualisation à l’écran de l’usinage du profil.
Accès à la page HELP.
Diagnostic I/O.
Dema
Arrière
Restart
Retour à 0 axe Y
Retour à 0 axe Z
Retour à 0 axe R
En avant
En arrièreJog Axe X
En avant
En arrièreJog Axe Y
Montée
DescenteJog Axe Z
En avant
En arrièreJog Axe R
Montée
DescenteJog Axe T
HMI MDUSTONEPLUS9_fr - 07/03/06 21 di 52
Nom du logiciel d'application
Suite de caractères du client

4.3 LedNom Couleur
Description
ON OFF BLINKRouge Il y a au moins un
bouton actionné.Aucun bouton actionné -
Rouge Comunicazione entre Terminal et Qmove.OFF ON -
Rouge Est-ce que la communication entre Terminal et Qmove a subi au moins uneinterruption à partir du moment de la mise en fonction ?
Aucune fonctionALLARM NUL OUI
Rouge Défaillance Il n’y a eu aucunedéfaillance.
-
HMI MDUSTONEPLUS9_fr - 07/03/06 22 di 52
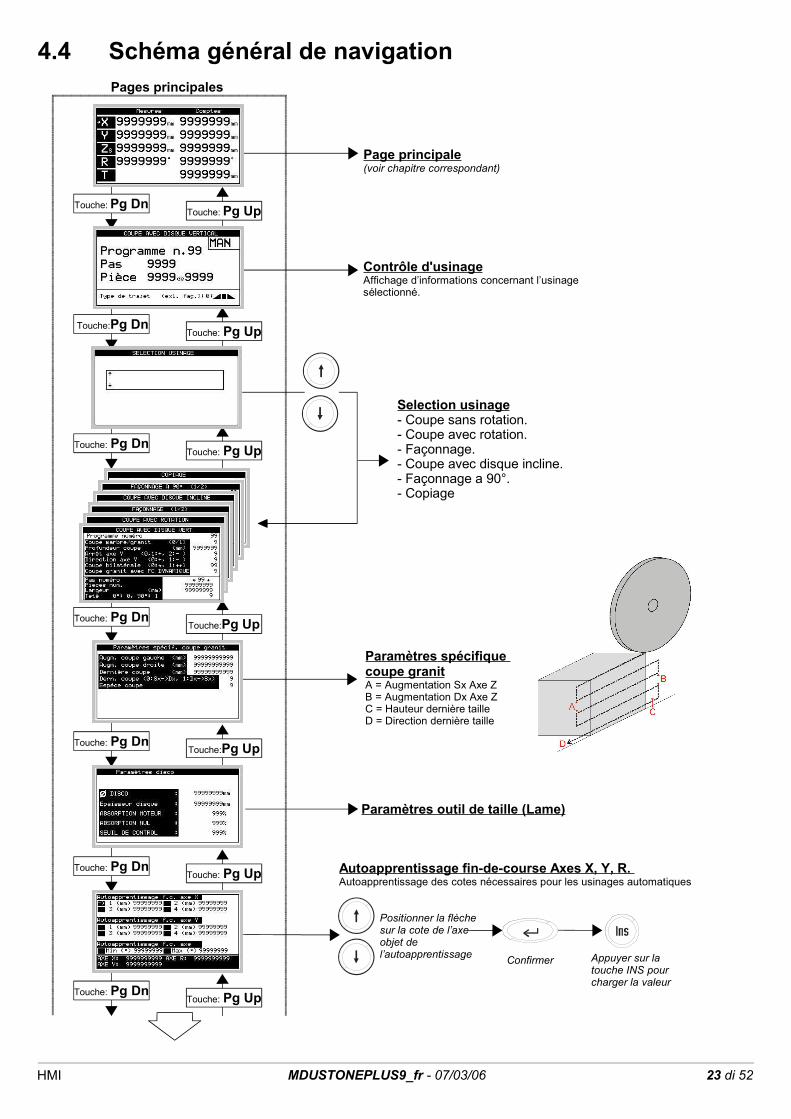
4.4 Schéma général de navigation
HMI MDUSTONEPLUS9_fr - 07/03/06 23 di 52
Touche: Pg DnTouche: Pg Up
Touche: Pg DnTouche:Pg Up
Touche: Pg DnTouche:Pg Up
Pages principales
Touche: Pg DnTouche: Pg Up
Contrôle d'usinageAffichage d’informations concernant l’usinage sélectionné.
Selection usinage- Coupe sans rotation.- Coupe avec rotation.- Façonnage. - Coupe avec disque incline.- Façonnage a 90°.- Copiage
Paramètres spécifique coupe granitA = Augmentation Sx Axe ZB = Augmentation Dx Axe ZC = Hauteur dernière tailleD = Direction dernière taille
Page principale(voir chapitre correspondant)
Paramètres outil de taille (Lame)
Touche:Pg DnTouche: Pg Up
Touche: Pg DnTouche: Pg Up
Touche: Pg DnTouche: Pg Up
Autoapprentissage fin-de-course Axes X, Y, R. Autoapprentissage des cotes nécessaires pour les usinages automatiques
Positionner la flèche sur la cote de l’axe objet de l’autoapprentissage Appuyer sur la
touche INS pour charger la valeur
Confirmer

HMI MDUSTONEPLUS9_fr - 07/03/06 24 di 52
Rallentiseement et inertie axes Y, R, Z
Reglage vitessesVitesses axes X,Y, Z, R.
Table absorbant/vitesse ace X
Page principale
Touche: F4
Touche: F1
Password: 462
Touche:Pg DnTouche:Pg Up
Touche: Pg DnTouche: Pg Up
Touche:Pg DnTouche: Pg Up
Touche: Pg DnTouche: Pg Up
Vitesses de l'axe X pendant le dernier coupeVitesses de l'axe Y pendant le dernier coupe

5. Introduction paramètresPour avoir accès à l’introduction des paramètres il faut suivre les instructions suivantes:
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 25 di 52
Password: 462
Pages principales

5.1 Generic setup (Fonction de set-up générique)LégendeUm = Unité de mesure
Paramètre Rangée DescriptionX axis Speed 0,1 0: la vitesse en avant ou en arrière du chariot porte-outil est réglée
par deux potentiomètres (entrées analogiques AI1 et A12).1: la vitesse en avant ou en arrière du chariot porte-outil est régléepar un seul potentiomètre. velocità di avanti/indietro del carro è rego-lata da un unico potenziometro. Si ce paramètre est mis à 1 on a ac-cès à la lecture du courant du moteur du disque à la hauteur de l’en-trée analogique AI2.
Language choice 1,2, 3 1:italien, 2:français, 3:anglais.
Feeler(axe T)
0,1 0: (INDEPENDENT) l’Axe T est dirigée par un actionneur linéaire. 1: (DEPENDANT) pour diriger la cellule photo-électrique on faitrecours à l’axe Z.
mm/inches 0,1 Unité de mesure.0: mm 1: inches
Working set XXXXXX(Es. 1 0 1 0 1 0).
“0” pour exclure l’opération; “1” pour effectuer l’opération.Légende de gauche à droite. Types d’usinage:Copiage.Usinage du profil avec disque à 90°Taille avec disque inclinéUsinage du profilTaille des blocs avec rotation.Taille des blocs sans rotation
Lubrificant on time 0 ÷ 99999.999 (secondes)
Temps de mise en route “Exclusion lubrification”.
Lubrificant off time 0 ÷ 99999.999(secondes)
Temps de désamorçage “Exclusion lubrification”.
Lubrificant cont. time 0 ÷ 99999.999(secondes)
Tempo d’entrée “Contrôle lubrification” doit être activé au moins unefois
Multiplexing Out AN 0,1 0: axes non multiplexés ;1: axes multiplexés (voir bornes sorties analogiques)
Decimal number 0÷2 Quantité de nombres décimauxCostrumer string A,B,C,D,... Suite de douze caractéres qui s’affiche sur la page de mise en
fonction.
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 26 di 52

5.2 Z axis setup
Paramètre Rangée DescriptionZ axis resolution 1 ÷ 999999 MEASURE. Cela indique l’espace, dans l’unité de mesure minimale,
que l’axe a parcouru pour obtenir les impulsions de l’encodeursélectionnés dans le paramètre Pulse.
1 ÷ 999999 PULSE. Cela indique les impulsions, multipliés par 4, transmises parl’encodeur pour obtenir l’espace sélectionné dans le paramètreMeasure.
Z axis slow 0 ÷ 9999 Espace de ralentissement.Z axis time slow 0 ÷ 999 (ms) Temps de désamorçage des sorties de mouvement au moment du
changement de vitesse pour le ralentissement Blecklash mode 0, 1, 2 0: sans compensation des jeux,
1: compensation des jeux en avant,2: compensation des jeux en arrière.
Z axis overposition 0 ÷ 9999 (Um) -Z axis tolerance + 999.9 (Um) -Z axis forward inertia 0 ÷ 9999 (Um) -Z axis backward inertia 0 ÷ 9999 (Um) -Inertia mode selection 0,1 0: Off
1: OnDelta Remontée 0 ÷ 99999 Espace de remontée après la taille du bloc. Cet espace permet de
dégager le disque du support au-dessous du bloc.
Exclusion 0,1 0: il ne remonte pas à 0.1: il remonte à 0.
Brake time 0 ÷ 9999 (ms) Temps à partir du démarrage et la mise en fonction des sorties demouvement.
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 27 di 52

5.3 Rotation R axis setup
Paramètre Rangée DescriptionR axis resolution 1 ÷ 999999 MEASURE. Cela indique l’espace, dans l’unité de mesure minimale,
que l’axe a parcouru pour obtenir les impulsions de l’encodeursélectionnés dans le paramètre Pulse.
1 ÷ 999999 PULSE. Cela indique les impulsions, multipliés par 4, transmises parl’encodeur pour obtenir l’espace sélectionné dans le paramètreMeasure.
R axis slow 0 ÷ 9999 Espace de ralentissement.R axis time slow 0 ÷ 999 (ms) Temps de désamorçage des sorties de mouvement au moment du
changement de vitesse pour le ralentissement R axis forward inertia 0 ÷ 9999 (Um) -R axis backward inertia 0 ÷ 9999 (Um) -Blecklash 0, 1, 2 0: sans compensation des jeux,
1: compensation des jeux en avant,2: compensation des jeux en arrière.
Inertia mode sel. 0,1 0: Off1: On
Brake time 0 ÷ 9999 (ms) Temps à partir du démarrage et la mise en fonction des sorties demouvement.
R axis tollerance + 999.9 (Um) -R axis overposition 0 ÷ 9999 (Um) -Preset quote loaded 0 ÷ 9999 (Um) Valeur chargée sur le comptage de l’axe avec la procédure de
recherche du zéroPreset direction 0, 1, 2, 3 0: en avant rapide,
1: en arrière rapide,2: en avant lente,3: en arrière lente.
Preset mode 0, 1, 2, 3 Modalité pour effectuer la recherche du zéro:0: l’axe commence son mouvement une fois que l’entrée “fin-de-course de zéro axe R” entre en fonction, il change sa direction et encorrespondance de la descente de l’entrée il charge la “cote de pré-selection”. 1: l’axe commence son mouvement une fois que l’entrée “fin-de-course de zéro axe R” entre en fonction, il change sa direction et encorrespondance de la descente de l’entrée il charge la “cote de pré-selection” en correspondance de l’impulsion de zéro suivante.2: Aucun mouvement de l’axe3: Pré-selection non autorisée.
Dec. Numb. R axis 0÷2 Quantité de nombres décimauxCirc. axis 0, 1 0: axe à augmentation normal
1: axe circulaire avec affichage de la cote entre -360° et 360°.
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 28 di 52

5.4 Y axis setup
Paramètre Rangée DescriptionY axis resolution 1 ÷ 999999 MEASURE. Cela indique l’espace, dans l’unité de mesure minimale,
que l’axe a parcouru pour obtenir les impulsions de l’encodeursélectionnés dans le paramètre Pulse.
1 ÷ 999999 PULSE. Cela indique les impulsions, multipliés par 4, transmises parl’encodeur pour obtenir l’espace sélectionné dans le paramètreMeasure.
Y axis slow 0 ÷ 9999 Espace de ralentissement.Y axis time slow 0 ÷ 999 (ms) Temps de désamorçage des sorties de mouvement au moment du
changement de vitesse pour le ralentissement Y axis blecklash mode 0, 1, 2 0: sans compensation des jeux,
1: compensation des jeux en avant,2: compensation des jeux en arrière.
Y axis overposition 0 ÷ 9999 (Um) -Y axis tolerance + 999.9 (Um) -Y axis forward inertia 0 ÷ 9999 (Um) -Y axis backward inertia 0 ÷ 9999 (Um) -Inertia mode selection 0,1 0: Off
1: OnBrake time 0 ÷ 9999 (ms) Temps à partir du démarrage et la mise en fonction des sorties de
mouvement.
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 29 di 52
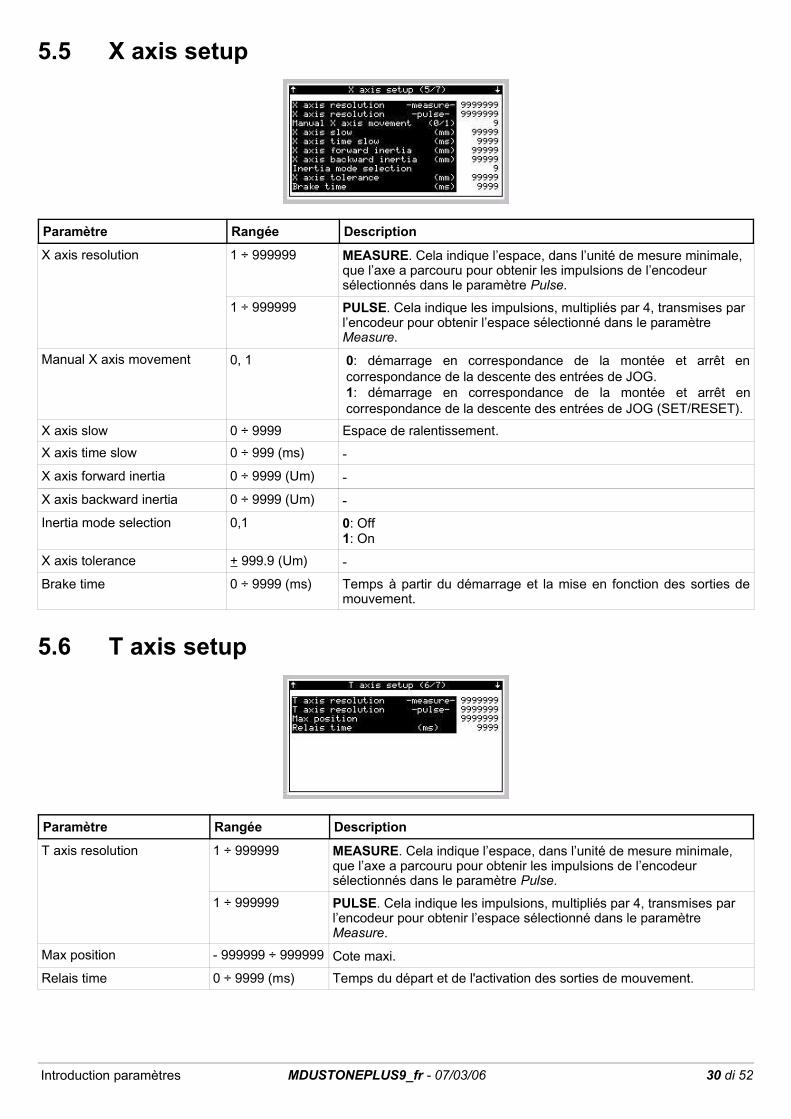
5.5 X axis setup
Paramètre Rangée DescriptionX axis resolution 1 ÷ 999999 MEASURE. Cela indique l’espace, dans l’unité de mesure minimale,
que l’axe a parcouru pour obtenir les impulsions de l’encodeursélectionnés dans le paramètre Pulse.
1 ÷ 999999 PULSE. Cela indique les impulsions, multipliés par 4, transmises parl’encodeur pour obtenir l’espace sélectionné dans le paramètreMeasure.
Manual X axis movement 0, 1 0: démarrage en correspondance de la montée et arrêt encorrespondance de la descente des entrées de JOG. 1: démarrage en correspondance de la montée et arrêt encorrespondance de la descente des entrées de JOG (SET/RESET).
X axis slow 0 ÷ 9999 Espace de ralentissement.X axis time slow 0 ÷ 999 (ms) -X axis forward inertia 0 ÷ 9999 (Um) -X axis backward inertia 0 ÷ 9999 (Um) -Inertia mode selection 0,1 0: Off
1: OnX axis tolerance + 999.9 (Um) -Brake time 0 ÷ 9999 (ms) Temps à partir du démarrage et la mise en fonction des sorties de
mouvement.
5.6 T axis setup
Paramètre Rangée DescriptionT axis resolution 1 ÷ 999999 MEASURE. Cela indique l’espace, dans l’unité de mesure minimale,
que l’axe a parcouru pour obtenir les impulsions de l’encodeursélectionnés dans le paramètre Pulse.
1 ÷ 999999 PULSE. Cela indique les impulsions, multipliés par 4, transmises parl’encodeur pour obtenir l’espace sélectionné dans le paramètreMeasure.
Max position - 999999 ÷ 999999 Cote maxi.Relais time 0 ÷ 9999 (ms) Temps du départ et de l'activation des sorties de mouvement.
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 30 di 52

5.7 Saw speed aut. lim. Setup
Paramètre Rangée DescriptionAT end-scale current 0 ÷ 999.9 Courant du fond de l’échelle du transformateur / ampèremètre. AT end-scale tension 0 ÷ 99.99 Tension du fond de l’échelle du transformateur / ampèremètre. AT star-scale tendion 0 ÷ 99.99 Tension du début de l’échelle du transformateur / ampèremètre. Disk motor nom. current 0 ÷ 999.9 -Wire winding number 1 ÷ 9 Nombre des passages du conducteur à l’intérieur du transformateur /
ampèremètre.RC time 0 ÷ 32767 Temps RC de filtrage de la mesure de l’entrée analogique 2. Valeur
exprimée en Ms (caractéristique 150 ms).
5.8 Sio net setup
Paramètre Rangée DescriptionTrasmission speed 0,1,2,3 0 = 205 Khz
1 = 500 Khz2 = 750 Khz3 = 1.1 Mhz
Trasmission diagnostic (-1) ÷ 128 -1 = Problèmes de connexion0 = Connexion et transmission correctes1 ÷ 127 = Il y a eu des erreurs pendant la transmission. Cela indiquele niveau de la qualité de la ligne sérielle ; plus la valeur qui s’afficheest grande, plus bas est le niveau de la qualité de la ligne. On peutmettre à zéro cette valeur, en écrivant “ zéro ” dans la variable qui yest associée.
Introduction paramètres MDUSTONEPLUS9_fr - 07/03/06 31 di 52

6. Emploi
6.1 Introduction des donnéesExemple d'introduction des données
6.2 Page principaleElle affiche laposition dechaque axe et
la cote vers laquelle ilest-en-train de se dé-placer. 26).
Emploi MDUSTONEPLUS9_fr - 07/03/06 32 di 52
Page principale
Déplacer en Jog l'axe Z de la cote maxime
+
x 2 sec.
Retour à zéro de l'axe R
X (A) = ONX = OFF
Jog axe XSûreté sur
la cote maxime de Z
Positionnement individuel
Positionner la flèche sur X,
Y,Z ou RDéplacer la flèche sur X
÷
Déplacer la flèche sur Z
X (S) = ON X = OFF
Déplacer la flèche sur R
Pages principales
Faire clignoter le premier champ à
modifier Se positionner sur le champ à modifier
Introduire une valeur
Confirmer
Effacer
÷

6.3 Table absorbimento/vitesse axe XRégulation de la vitesse de coupe en fonction de la courant absorbé du moteur de la lame.
6.4 Taille du granit avec des fins-de-course dynamiques Vérifier quedans la fonc-
tion de Set-up le para-mètre “Vitesse axe X”corresponde à 1 (voirchapitre fonction deset-up générique à lapage 26)
Les positions des fins-de-course dynamiques sont calculées automatiquement par STONEplus enfonction des paramètres de taille du programme qu’on utilise et des paramètres de l’outil de taille.
(1) Absorption moteur(2) Seuil de control (3) Absorption nul(4) Longueur de la taille
Emploi MDUSTONEPLUS9_fr - 07/03/06 33 di 52

6.5 Selectopn usinage
Avant de lancercette opérationil est conseilla-
ble de soumettre à au-toapprentissage les po-sitions des fins-de-course
Pour indiquerla fin du pro-
gramme il faut mettre à“0” le nombre des piè-ces à tailler.
Les deux cotesentre lesquellesse déplace le
axe X sont celles au-toappris avec la func-tion d'autoapprentissa-ge (FC statiques)
6.5.1 Coupe avec disque vert.
Exemple:Coupe bilatérale = 0 Coupe bilatérale = 1
1 = Trajectoire disque2 = Coupe aller/RetourB = bloc
Coupe avec disque vert.
Pas numéro 1 2 3
Pieces num. 2 3 0
Largeur 20.0mm 8.0mm 0
Emploi MDUSTONEPLUS9_fr - 07/03/06 34 di 52
(1÷20)
0: passe individuelle (marbre),1: passe multiples (granit).
Valeur de profondeur de la taille
0: il reste arrêté dans le point dans lequel il se trouve, 1: il poursuit jusqu'au le butée de fin de course maxime, 2: il retourne jusqu'au le butée de fin de course minimum
0: en avant1: en arrière 0: tailles seulement de gauche à droite, 1: tailles seulement de droite à gauche.
0: ON1: OFF
Nombre de pièces à travailler
0: lame orthogonale à la direction Y1: lame parallèle à la direction Y
Epaisseur des pièces

Avant de met-tre en exécu-tion cet usinage
on conseille l'autoap-prentissage des posi-tions des FC.
L'usinage com-mence toujoursavec l'axe X à
gauche du bloque.
6.5.2 Coupe avec rotation
Exemple:Rotation Banc = 0.0°Coupe bilatérale = 0Direction axe Y a 0.0°
Rotation Banc = 90.0°Coupe bilatérale = 0Direction axe Y 90.0° = 1
1 = Trajectoire disque2 = Coupe aller/RetourB = bloc
Coupe avec rotation
Pas numéro 1 2 3
Pieces num. 2 3 0
Largeur 20.0mm 8.0mm 0
Rotation 0.0° 90.0° 0.0°
Emploi MDUSTONEPLUS9_fr - 07/03/06 35 di 52
(1÷20)
0: passe individuelle (marbre),1: passe multiples (granit).
Valeur de profondeur de la taille
0: il reste arrêté dans le point dans lequel il se trouve, 1: il poursuit jusqu'au le butée de fin de course maxime, 2: il retourne jusqu'au le butée de fin de course minimum
0: en avant1: en arrière
0: tailles seulement de gauche à droite, 1: tailles seulement de droite à gauche.
0: ON1: OFF
Nombre de pièces à travailler
Axe R
Epaisseur des pièces
0: en avant1: en arrière

6.5.3 Façonnage
La maquette se compose d’une série de traits dont il faut charger les paramètres. Voir lesexamples suivants:
Tracé Type Coordonnées à connaître
A 1: trait arc dans le sensse desaiguilles d'une montre (convexe)
- Point final de l’arc- Rayon de courbure,
BD
0: trait rectiligne, - Point final du segment (cote Y, cote Z).
C 2: trait arc en sens inverse de celuides aiguilles d'une montre (concave),
- Point final de l’arc. - Rayon de courbure,
Emploi MDUSTONEPLUS9_fr - 07/03/06 36 di 52
(1÷20)
0: passe individuelle (marbre),1: passe multiples (granit).
Nombre des répétitions du profil
0: tailles seulement de gauche à droite, 1: tailles seulement de droite à gauche.
Epaisseur des pièces
0: trait rectiligne, 1: trait en arc dans le sens des aiguilles d’une montre (convexe), 2: trait en arc dans le sens contraire à celui des aiguilles d’une montre (concave),3: déplacement sans usinage,4: fin de l’usinage

Exemple:Façonnage (1/2)
Pas Numéro 2
Distance pièce- pièce 2.5
Augmentation max axe Y 4
Augmentation max axe Z 4
Position init. axe Y 0
Position init. axe Z 0
Coupe bilatérale 1
Façonnage (2/2)
Trajet numéro 1 2 3 4 5
Type de trajet 1 2 1 1 4
Pos. arrivée axe Y 0 100 150 200 -
Pos. arrivée axe Z 150 50 50 0 -
Ryon da courbure - 100 - 50 -
6.5.4 Coupe avec disque incline
6.5.5 Façonnage a 90°Ce type d’usinage ressemble au “Façonnage”, à cette différence près, que les fonctions des axes Zet Y sont inversées.
Emploi MDUSTONEPLUS9_fr - 07/03/06 37 di 52
(1÷10)
Valeur de profondeur de coupe
0: Arrêtée1: En avant jusqu'au FC max., 2: En arrière jusqu'au FC min..
Nombre des pièces à exécuter

Avant de met-tre en exécu-tion cet usinage
on conseille l'autoap-prentissage des posi-tions des FC.
6.5.6 CopiageCette procédure permet d’acquérir une maquette à l’aide de la cellule photo-électrique / tâteur.
6.5.6.1 Fonctions spécifiquesRelevé automatique de la maquette- Positionner sur manuel l’axe Y en correspondance de la maquette. - Positionner sur manuel l’axe Z ou l’axe T de façon qu’on puisse relever la maquette.- Mettre en fonction l’entrée “Recherche maquette avec axe Y” , après quoi l’axe Y avancerajusqu’à atteindre la maquette.L’axe Z/T est fait remonter jusqu’à toucher et à dégager le fin-de-course mini de l’axe T ou àdégager la cellule photo-électrique et il s’arrêtera dans l’attente du signal de START qui faitcommancer l’acquisition de la forme de la maquette.
Modification array de copiage
Emploi MDUSTONEPLUS9_fr - 07/03/06 38 di 52
- Autoapprentissage forme- Exècution forme autoapprenti
0: passe individuelle (marbre),1: passe multiples (granit).
0: il ne remonte pas à “0”.1: il remonte à “0”.
Nombre de points acquis (1-1000)
Valeurs associées aux points acquis

6.6 TournagePour effectuer quelques opérations de tournage, il faut procéder de la façon suivante:
Emploi MDUSTONEPLUS9_fr - 07/03/06 39 di 52
Pages principales
Tasto: Pg Dn
Selection usinage: Façonnage
Tasto: Pg Dn
Façonnage (1/2)Coupe marbre/granit: 1 (granit)
Façonnage (2/2)Charger les valeurs des étapes pour créer un profil.
Tasto: Pg Dn
Paramètres spécifique coupe granitCharger l’augmentation droite et gauche.
Tasto: Pg Dn
Paramètres discoEpaisseur disque
Tasto: Pg Dn
Autoapprentiddage FC Axe X 0°SX: 0DX: 0
Tasto: Pg Dn
Reglage vitessesSélectionner le temps d’inversion voulu pour l’axe Z.

6.7 Affichage de la maquette
Pour afficher lamaquette il faut
selectionner un usina-ge.
Emploi MDUSTONEPLUS9_fr - 07/03/06 40 di 52
Pages principales
Zoom OUT
Zoom IN
Accouser forme
Rétrace forme
Mouvementforme

6.8 AlarmeMessage Cause Description
Taille sur Find deCourse max
Fc max axe X = off
Taille sur Find deCourse min
Fc min axe X = off
Contrôler la cote introduite par clavier, ain-si que le transducteur et les connexions
Lubrification bloquée
Problèmes dans le système de lubrification
Pont hors tolérance
Axe Y hors tolérance Vérifier les systèmes de blocage, la vites-se de positionnement est trop élevée.
FC en Y avant Fc max axe y = off
FC Y en arrière Fc min axe y = off
FC Z en avant Fc max axe z = off
FC Z en arrière Fc min axe z = off
Contrôler la cote introduite par clavier, ain-si que le transducteur et les connexions
FC X détraqués Fc min = offFc max = off
Vérifier les fins-de-course ainsi que lesconnexions
Aucune rotationdisque
Thermique = off Vérifier l’interrupteur thermique du moteurou bien le Fault du Driver
Manque d’eau Thermique= off Vérifier l’interrupteur thermique du moteur
Rayon impossible Erreur deprogrammation
Angle de façonnage non réalisable
Urgence Ligne d’urgence = off Vérifier le bouton d’urgence ainsi que lesconnexion de la ligne d’urgence
Maquette terminéeou erreur de copia-ge
Epuisement de la mémoire pendant l’ac-quisition de la maquette (1000 points) Axes Y/Z sur le fin-de-course maxiAxe T sur le fin-de-course logiciel
= Avis. La machine-outil n’est pas bloquée
= Alerte. La machine-outil est bloquée
Emploi MDUSTONEPLUS9_fr - 07/03/06 41 di 52

7. Appendice
7.1 Schémas de principe7.1.1 Schéma de principe du système de multiplexageLe système de multiplexage permet de diriger plusieurs axes à l’aide d’un driver. Le système dirige de façon automatique les échanges des télérupteurs avec les synchronisationsnécessaires.
LegendaEnable AXIS 1: déboucher breakeEnable AXIS 2: déboucher breakeEnable AXIS 3: déboucher breakeOUTPUTS common (Analog)
Appendice MDUSTONEPLUS9_fr - 07/03/06 42 di 52

7.1.2 Système d’acquisition7.1.2.1 Schéma de principe avec cellule photo-électrique montéesur axe Z
7.1.2.2 Schéma de principe avec cellule photo-électrique montéesur axe T
Cycle T: Sorties Cycle Photocellule / TâteurIn photocel: Entrées Photocellule / TâteurMux E: carte de multiplexage signaux encodeur
Appendice MDUSTONEPLUS9_fr - 07/03/06 43 di 52

7.1.3 Schéma de principe du réglage de la vitesse duchariot porte-outil en fonction du courant du disque
Pour les explications concernant ce schéma de principe il faut consulter le chapitre sur le calcul dela vitesse de l’axe X
% X+ L Avant lent.% X+ V Avant vitesse.% X- L Arriére lent.% X- V Arriére vitesse
Pourcentage de la vitesse maxi chargée pour les mouvements
f(Vi1 , % X V) Fonction de scaling entre l’entrée analogique 1 et la vitesse en avant / en arrière rapide. f(Vi2 , %) Fonction de transformation de l’entrée analogique 2 Volt / pourcentagef(Vp , In) Fonction de sélection de la vitesse à appliquer à l’axe X suivant la situationMin(A,B) Fonction de sélection de la valeur la plus petite.TAV Tabelle de linéarisation des absorptions moteur disque / vitesse axe XVp1 Entrées analogiques 1Vp2 Entrées analogiques 2
Pourcentage de la vitesse maxi
TA Transformateur ampèremètreVi1 Entrées analogiques 1Vi2 Entrées analogiques 2Vout1 Sortie de tension
Appendice MDUSTONEPLUS9_fr - 07/03/06 44 di 52

7.2 Exemples d’usinage7.2.1 8.2.1 Programmation et répétition d’un profildans un blocLa répétition du profil se fait en déplaçant le pont à l’intérieur de l’espace programmé.Pour pouvoir tailler la pièce entre un profil et l’autre il faut programmer la tailler comme si c’était unprofil.
Exemple
Quota Trait
1) Introduire le point de départ
Position init Axe Y: 0.0Position init Axe Z: 125.0
2) Programmer les étapes
Façonnage (2/2)
Trajet numéro 1 2 3 4 5 6 7
Type de trajet 0 0 0 2 0 0 4
Pos. arrivée axe Y 0.0 15.0 15.0 95.0 110.0 110.0 -
Pos. arrivée axe Z 110.0 110.0 95.0 15.0 15.0 0.0 -
Ryon da courbure - - - 80 - - -
Appendice MDUSTONEPLUS9_fr - 07/03/06 45 di 52
0.0
125.0

La dernière tail-le doit être ef-
fectuée de façon ma-nuelle.
3) Répétition de la maquette
Pas numéro : 2Distance piéce-piéce: 100.0
5.0 mm = épaisseur lame
Appendice MDUSTONEPLUS9_fr - 07/03/06 46 di 52
2
100.0

7.2.2 Vider un blocPour programmer le profil de A et de B il faut calculer le rayon R.
Les formules à employer sont:
R = B / (1 - cos α)
α = π - 2 * arctan(A/(2*B))
Exemple:A = 1640.0 B = 300.0
R = 1270.6.
1) Introduire le point de départ
Position init Axe Y: 0.0Position init Axe Z: 500.0
2) Programmer les étapes
Façonnage (2/2)
Trajet numéro 1 2 3 4 5 6 7
Type de trajet 0 0 2 2 0 0 4
Pos. arrivée axe Y 0.0 30.0 850.0 1670.0 1700.0 1700.0 -
Pos. arrivée axe Z 0.0 0.0 300.0 0.0 0.0 500.0 -
Ryon da courbure - - 1270.6 1270.6 - - -
Appendice MDUSTONEPLUS9_fr - 07/03/06 47 di 52
0.0
500.0

7.2.3 Tournage
1) Introduire le point de départ
Coupe marbre/granit: 1Position Init axe Y: 0.0Position Init axe Z: 0.0
2) Programmer les étapes
Façonnage (2/2)
Trajet numéro 1 2 3 4 5 6 7 8
Type de trajet 1 0 2 0 2 0 1 4
Pos. arrivée axe Y 100 200 250 350 400 500 600 -
Pos. arrivée axe Z 100 100 50 50 100 100 - -
Ryon da courbure 100 - 50 - 50 - 100 -
Appendice MDUSTONEPLUS9_fr - 07/03/06 48 di 52
0.0
0.0
1

Appendice MDUSTONEPLUS9_fr - 07/03/06 49 di 52

Appendice MDUSTONEPLUS9_fr - 07/03/06 50 di 52

Appendice MDUSTONEPLUS9_fr - 07/03/06 51 di 52

8. Maintenance and service
8.1 Indication for service fax compilingTo provide a quick and competent service we need your help.If our Customer Service is busy, QEM propose an alternative solution to speed up our service per-formance:
a) b) c)
a) Follow all MIMAT indications(www.qem.it)
b) If the problem persist, compile thefax inserted in the MIMAT manualand send to QEM.
c) Our technicians will obtain neces-sary elements for understending yourproblem.
8.1.1 Advice notes
a) b) c)
a) Use the original pack: has to guard the instrument duringthe delivery.
b) Enclose:- A problem description;-The part of the electric diagram whe-re the instrument is inserted.-Instrument programming (set-up,working quotas, parameters...).- Request a reparation estimate; ifnot request, it will be calculated atthe end.
c) An exaustive descriprion of theproblem allows a quick individua-tion and resolution of the problem.A good pack will take care of yourinstrument.
QEM S.r.l. S.S. 11, km 339 - Località Signolo - 36054 - Montebello Vic. - Vicenza - Italy
Tel. +39 0444 440061- Fax +39 0444 440229 - E-mail: [email protected] - http://www.qem.it













![Usinage rapide Industrie du gaz et du pétrole - vargus.fr Vardex 2011 FR[201211]web_1… · Filetage en tournage Selection et données ... Technologie avancée pour l'usinage de](https://img.pdfslide.us/doc/110x75/5b9afe6a09d3f21b2f8c76e5/usinage-rapide-industrie-du-gaz-et-du-petrole-vardex-2011-fr201211web1.jpg)















