-
8/8/2019 Mba Week 3
1/36
1
MBA Operatio
ns Management Week 3 Factory Layout
Reminder
Product Design ? 4
MRP/MRP11/Capacity Planning 5
JIT short presentation (a pillar each) 6
Assignment will cover MRP/JIT 6 is 3 weeks
enough ? 2500 words only.
Supply Chain Management/Location 7
Quality Management ? 8
PROJECT management ? 9
Cant think any further yet. But at least 1 week on IT
systems for production.
-
8/8/2019 Mba Week 3
2/36
2
MBA Operatio
ns Management Week 3 Factory Layout
Why Worry?
Key strategic decision that can determine the efficiency of
operations. It can establish priorities in terms ofcapacity,
process, flexibility, cost, product quality, (hard),
work/life
quality, and customer image (maybe a bit softer?). All of
which
can contribute to competitive advantage.
What Factors are important?
High Utilization of space equipment and people
Efficient Flow of Information, Materials, and peopleHealth &
Safety considerations staff morale
Customer interaction
Flexibility
-
8/8/2019 Mba Week 3
3/36
3
MBA Operatio
ns Management Week 3 Factory Layout
Basic Layout CategoriesProcess utilities and machines arranged
by the job that
they do, e.g. drills together, lathes together etc.
Product utilities and machines laid out, according to theproduct
they make, e.g. assembly line dedicated to one
product
Fixed (Project) Item of manufacture is stationary
Cellular combination of Process and Product
-
8/8/2019 Mba Week 3
4/36
4
MBA Operatio
ns Management Week 3 Factory Layout
Fixed- Project (Special Case)
Usually geographically fixed and built insitu, like Civil
Engineering e.g. a motorway bridge (with or without bodies).
Often one off, or at least built one at a time, e.g. may
buildmore than one ship, but normally one after the other in
the
same yard. Men and materials must move to the job.
Generally not much you can do about the layout, the
geography and restrictions of the site are paramount.
Equipment used is often specialist, and works for short
periods of time, but not worth moving. Some flexibility,
e.g.
have goods delivered to differing locations on site.
Types of Production System
-
8/8/2019 Mba Week 3
5/36
5
MBA Operatio
ns Management Week 3 Factory Layout
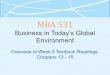
Types of Production System
StandardisationLow High
V
O
LU
M
E
Low
High
Job
Batch
Flow/Mass
Continuous
Fixed
process
(Process)
(Product)
(Product)
product
-
8/8/2019 Mba Week 3
6/36
6
MBA Operatio
ns Management Week 3 Factory Layout
Job Shop
Non Repetitive manufacture
General Purpose Equipment usually low tech and value
High Labour content
High skill levels.
e.g. Tool Making, Specialist joinery
-
8/8/2019 Mba Week 3
7/36
7
MBA Operations Management Week 3 Factory Layout
Batch Production -Continuum from process to product
Intermittent production often repeat orders, but not in
sufficient quantity to justify specialist equipment and/or
organisation
Mostly general rather than dedicated machinery
Often ranges of related products of similar technology or
product type
Mix of labour content
Mix of labour skills
-
8/8/2019 Mba Week 3
8/36
8
MBA Operations Management Week 3 Factory Layout
Flow Production (Mass)High volume manufacture
Similar if not identical products
Purpose built layout or even whole buildings
High degree of automation
Low labour content
Low skill levels (per task but often higher in multi-skilled
establishments)
Ranges from large batch manufacturing e.g. Bakery
producing differing types of bread, through to car assembly
lines which have to be totally re-built for major model
changes
-
8/8/2019 Mba Week 3
9/36
9
MBA Operations Management Week 3 Factory Layout
Continuous 24/7
Often dictated by technology, which cant be allowed to stop.
Usually non discrete (not pieces as opposed to playing
away) product such as chemicals, paint.
Specially designed equipment that has NO other use
Long development time
-
8/8/2019 Mba Week 3
10/36
10
MBA Operations Management Week 3 Factory Layout
What control can we exercise?
Fixed/Project
Often restricted decision making because of physical
characteristics of site and/or product under construction
JobbingIf architecture and history allows, some control over
layout,
in particular spatial relationship between processes. Most
likely to be process orientated, best chance of change is
often a move of premises, or a change in market positioning
towards batch.
Continuous
Often restricted by technology. Usually built on greenfield
site to allow for best solution. Geographical and logistic
decisions can be made.
-
8/8/2019 Mba Week 3
11/36
11
MBA Operations Management Week 3 Factory Layout
Batch
Most difficult area to control, because of variation of
product
made, and the batch sizes in which they are made. Ideally
will build in some flexibility for example changing layouts
in
particular parts of the plant to cellular (i.e. product
rather
than process).
Flow
Technology determines layout to a large degree, but
because of changes in management theory has undergone
a lot of changes in terms of de-centralisation particularly
ofinventory and maintenance facilities.
-
8/8/2019 Mba Week 3
12/36
12
MBA Operations Management Week 3 Factory Layout
Factors to Consider when planning layout
Material Handling:- conveyors, cranes, fork lifts etc., how
many and where sited. Distance & frequency of movement
Legal Requirements:- Fire escapes, noise, dust, minimum
space requirements, health & safety rules.
Environment:- Windows, lights, partitions, especially if
customer contact areas, often critical in office layout
Information Flow:- not only in office but on shop floor
always
useful if a worker can communicate with previous work-station to
report faults (one of the principles of zero defects)
Technical considerations:- process sequence.
St i D l iSt i D l i
-
8/8/2019 Mba Week 3
13/36
13
MBA Operations Management Week 3 Factory Layout
Transparency Masters to accompanyHeizer/Render Principles of
Operations Management, 5e, and Operations
Management, 7e
9-25 2004 by Prentice Hall, Inc., Upper Saddle River, N.J.
07458
Steps in Developing aSteps in Developing
aProcessProcess--Oriented LayoutOriented Layout
1 Construct a from-to matrix2 Determine space requirements for
each
department
3 Develop an initial schematic diagram
4 Determine the cost of this layout
5 By trial-and-error (or more sophisticated means),try to
improve the initial layout
6 Prepare a detailed plan that evaluates factors inaddition to
transportation cost
Steps to Develop a Process Orientated Layout
-
8/8/2019 Mba Week 3
14/36
-
8/8/2019 Mba Week 3
15/36
15
MBA Operations Management Week 3 Factory Layout
Transparency Masters to accompany Heizer/Render Principles
ofOperations Management, 5e, and Operations
Management, 7e
9-27 2004 by Prentice Hall, Inc., Upper Saddle River, N.J. 0745
8
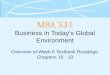
Interdepartmental Flow of PartsInterdepartmental Flow of Parts1
2 3 4 5 6
1
2
3
4
5
6
50 100 0 0 20
30 50 10 0
20 0 100
50 0
0
-
8/8/2019 Mba Week 3
16/36
16
MBA Operations Management Week 3 Factory Layout
Assume 1 for single, 2
for 2 department moveTo Cost Total
From Element Cost
1-2 50*1 50
1-3 100*2 200
1-6 20*2 40
2-3 30*1 30
2-4 50*1 50
2-5 10*1 10
3-4 20*2 40
3-6 100*1 100
4-5 50*1 50
Total 570sparency Masters to accompanyHeizer/Render iples of
Operations Management, 5e, and Operationsgement, 7e
9-28 2004 by Prentice Hall, Inc., Upper Saddle River, N.J.
07458
Interdepartmental Flow GraphInterdepartmental Flow Graph
howing Number of Weekly Loadshowing Number of Weekly
Loads100
50 30
10
20
50
20
10050
1 2 3
4 5 6
-
8/8/2019 Mba Week 3
17/36
17
MBA Operations Management Week 3 Factory Layout
T
!
"
#
$ % $ "
#
$ &
'
( ) )
0
1
$ 2 3 $ 4
5
6
$ 7 3
8
3 ) &
0
% 9
To Cost Total
From Element Cost
1-2 50*1 50
1-3 100*1 100
1-6 20*1 20
2-3 30*2 60
2-4 50*1 50
2-5 10*1 10
3-4 20*2 40
3-6 100*1 100
4-5 50*1 50
Total 480
12
T@ A B C D A @ E B F G
H
A C
I
E @ C
I
P A F F P Q D A B G
R
E
S
T E @
U V
E B
W
E @
X
Y
@
S
B F
S
D
E C P
a b
D E @ A
I S
P B C
H
A B A c E Q E B
I
d
e
E
d
A B
Wb
D E @ A
I S
P B C
H
A B A c E Q E B
I
d
f
E
g h
i p
qr s s t u
G
Y
@ E B
I S
F E
R
A
`
d
v
B F
w d
x
D D E @
y
A
W W
E
V S
E @
d
w
w
s f t e
D
( )
AD
( )
D
( )
D( )
D( )
TD
( )
-
8/8/2019 Mba Week 3
18/36
18
MBA Operations Management Week 3 Factory Layout
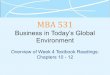
Computerised programs e.g. (CRAFT) exist to perform
iterative departmental changes are re-calculating costs foreach
solution to optimise layout. Distance, frequency, load
size(difficulty) can all be factored in to the
program.OutOut--Patient Hospital ExamplePatient Hospital
ExampleCRAFTCRAFT
DEEEEE
DD
D
B
BBAAAA
FFFFFDDDCC
DDDDD
BAAAA
FFFAAA
FF
E
B
BBDDDD
AAAAAEEDCC
EEDDD
BDDDD
1 2 3 4 5 6 1 2 3 4 5 61
2
3
45
6
1
2
3
45
6
Total cost: 20,100Est. Cost Reduction .00Iteration 0
Total cost: 14,390Est. Cost Reduction 70.Iteration 3
Legend:
A = xray/MRI rooms
B = laboratories
C = admissions
D = exam rooms
E = operating rooms
F = recovery rooms
Hospital Example
-
8/8/2019 Mba Week 3
19/36
19
MBA Operations Management Week 3 Factory Layout
Relationship Diagram (Muthers Grid)
Production
Offices
Stockroom
Shipping
Locker Room
Toolroom
O
A
I
EA
U
O
U
XA
U
OU
O
O
A Absolutely Necessary
E Especially Important
I Important
O OK
U Unimportant
X - Undesirable
Reason
1 - Convenience
2 Shared Facilities
3 Day to Day Working
4 - Interference
5 Different Ambience
-
8/8/2019 Mba Week 3
20/36
20
MBA Operations Management Week 3 Factory Layout
Assumptions for Product Orientated Layout
Volume is adequate to fully utilise machines used
Product demand is high enough to justify special equipment
Product is standard enough to justify special equipment
Raw Material supply is adequate to support system
Labour is available and trained to support system
Resources dedicated to one product
-
8/8/2019 Mba Week 3
21/36
21
MBA Operations Management Week 3 Factory Layout
Transparency asters t
accompanyHei
er/ ender
PrinciplesofOperations anagement,
e, and Operations anagement,
e
9-
yPrenticeHall, Inc., pperSaddle i
er, .
.
ProductProduct--Oriented Layout AdvantagesOriented Layout
Advantages
j Lowervariablecost perunit
j Lowermaterial handlingcosts
j Lowerwork-in-process
inventories
j Easiertraining & supervision
j Rapid throughput
-
8/8/2019 Mba Week 3
22/36
-
8/8/2019 Mba Week 3
23/36
23
MBA Operations Management Week 3 Factory Layout
TransparencyMasters to accompany Heizer/ o ender Principles of
Operations Management, 5e, and Operations 9-65
2004 by Prentice Hall, Inc., Upper Saddle o iver, N.J. 07458
Assembly ine BalancingAssembly ine Balancing
j Analysis of production lines
j Nearly equally divides wor between wor stations
w ile meeting required output
j
Objectivesj Maximize efficiency
j Minimize number of
wor stations
Main Objective for Product Orientated Layout is
-
8/8/2019 Mba Week 3
24/36
24
MBA Operations Management Week 3 Factory Layout
Use a Project Management Approach
Task Time Must Follow
A 10 -
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C,D
G 7 FH 11 E
I 3 G,H
Total 66
-
8/8/2019 Mba Week 3
25/36
25
MBA Operations Management Week 3 Factory Layout
T anspa ency aste s to accompanyHe ize /Rende
P inciples ofOpe ations anagement,
e, and Ope ations
anagement,
e
9-
z
by P entice Hall, Inc., { ppe Saddle Rive , | .}
.
z
~
Si Station SolutionSi Station Solution
A
C
E
D
G
I
H
1 11 3
3
111
4
6 Station Solution
Critical path ABCFGI = 10+11+5+3+7+3 = 39 mins
Time at each Station 1 = 10, 2 = 11, 3 = 12, 4 = 12,
5 = 11, 6 = 10
1 2
3
4
5
6
-
8/8/2019 Mba Week 3
26/36
26
MBA Operations Management Week 3 Factory Layout
Tr
nsparency
sters to
cco
panyHeizer/
enderPrinciplesof
per
tions
nage
ent,5e,
nd
per
tions
nage
ent,7e
9-69 2004
yPrenticeHall, Inc., U pperSaddle
iver, N.J. 07458
Asse bly LineBalancing EquationsAsse bly LineBalancing
Equations
ycle ti e =Production ti eavailable
De andperday
ini u
nu berofwor stations
7 Tas ti es
ycle ti e
Efficiency =
=
7 Tas ti es
* (Cycle ti e)(Actual nu ber
of wor stations)
Assume
480 minutesproduction
40 per day required
then
CT = 480/40 = 12MWS = 66/12 = 6
Eff = 66/6*12 = 91.7%
If say C & D could not
be done at samestation then
Eff = 66/7*12 = 78.6%
-
8/8/2019 Mba Week 3
27/36
27
MBA Operations Management Week 3 Factory Layout
Cellular Systems
TransparencyMasters to accompany Heizer/ ender Principles of
Operations Management, 5e, and Operations
Management, 7e
9-34
2004 by Prentice Hall, Inc., Upper Saddle iver, N.J. 07458
CellularLayoutCellularLayout -- Wor CellsWor Cells
j Special case of product-oriented layout - in w at
is ordinarily a process-oriented facility
j C nsists ofdifferent mac ines broug t toget er toma e a
product
j Temporary arrangement only
j Example: Assembly line set up to produce 3000
identical parts in a job s op
-
8/8/2019 Mba Week 3
28/36
28
MBA Operations Management Week 3 Factory Layout
T ansparency asters to accompany ei
er/ ender rinciples of
perations anagement, 5e, and
perations
n m n 7
9-35 2004 by rentice all, Inc., pper
addle iver, .J. 07458
t e Work ell onceptt e Work ell oncept
-
8/8/2019 Mba Week 3
29/36
29
MBA Operations Management Week 3 Factory Layout
TransparencyMasters to acc mpany Hei
er/Render
PrinciplesfOperati
ns Management,
e, andOperati
ns
Management, e
9-39
by Prentice Hall, Inc., Upper Saddle River, N.
.
Requirements for ellularRequirements for ellularPr ducti nPr
ducti n
j Identificati n ffamilies fpr ducts - gr up
technol gy c des
jHigh level ftraining andfle ibility nthe part f
the empl yees
jEither staffsupport rfle ible, imaginative
empl yees to establish the rk cells initiallyjTest poka-y ke) at
each stati n inthe cell
-
8/8/2019 Mba Week 3
30/36
-
8/8/2019 Mba Week 3
31/36
-
8/8/2019 Mba Week 3
32/36
32
MBA Operations Management Week 3 Factory Layout
Office Layouts
Can still be Process, Product or hybrid
General Sales
Office
Purchasing
Planning
General
Accounts OfficeGoods
Despatched
Sales Team P1
Sales Team P2
Purchasing P1
Planning P1
Purchasing P2
Planning P2
Despatch P1
Despatch P2
Accounts P1
Accounts P2
Sales Team P1
Sales Team P2
Purchasing
Planning
Goods
DespatchedGeneral
Accounts Office
Product
Hybrid
Process
-
8/8/2019 Mba Week 3
33/36
33
MBA Operations Management Week 3 Factory Layout
Elements to Consider in Office Layout
Ease of information flow between workers
Environmental factors very important, e.g. lighting,
heating, space per worker, windows, access (both
for safety and new laws for disabled people) etc.
Grouping of employees to encourage team
mentality ( but not chatter shops)
-
8/8/2019 Mba Week 3
34/36
34
MBA Operations Management Week 3 Factory Layout
andomStocking Systems OftenandomStocking Systems Often
jMaintain a list of openlocations
jMaintain accurate records of e isting inventoryand its
locations
jSequence items on orders to minimize travel time
required to pick ordersjCom ine orders to reduce picking
time
jAssign certain items or classes of items, such ashigh usage
items, to particularw reh use areasso th t distance traveled is
minimized
Two basic methods:-
Fixed location easy to find, can be located close to point
of
use. Not easy to decide on size of area
Random Stocking efficient use of space, complex put
away rules, complex record keeping
Warehouse Layout
-
8/8/2019 Mba Week 3
35/36
35
MBA Operations Management Week 3 Factory Layout
Transparency asters toaccompanyHeizer/ ender
Principlesof
perations ana
ement, 5e, and
perations
ana
ement, 7e
9-55
2004 byPrenticeHall, Inc., UpperSaddle iver, N.J. 07458
Cross DockingCross Docking
j Transferring oodsj from in omingtru ks at
receivingdo ksj tooutgoingtru ks at shipping
do ks
j Avoids placing oods intostora e
j equires suppliers provideeffective addressing(bar
codes) andpacka ingthatprovides forrapidtranshipment
InIn--
comingcomingOutgoingOutgoing
1984-1994 T/ a er Co.
1995 Core Corp.
Trun ing & Distribution centres, e.g hubs. De ivered
throughout the evening, empty again by 6am.
(Amtrac )
-
8/8/2019 Mba Week 3
36/36
36
MBA Operations Management Week 3 Factory Layout
Transparency asterstoaccompanyHei
er/Render
rinciplesofOperations anagement,
e, and Operations
anagement,
e
9-47 2004 y rentice Hall, Inc., pper
addle Ri
er,
.
. 07458
Retail ayoutsRetail ayouts--Some RulesofThumbSome
RulesofThumb
j Locatehigh-draw itemsaroundtheperipheryofthestore
j Useprominent
locationssuchasthefirstorlastaisleforhigh-impulseandhighmargin
items
j
Removecrossoveraislesthatallowcustomerstheopportunitytomovebetweenaisles
j Distributewhatare nown inthetradeas
poweritems(itemsthatmaydominateashoppingtrip)tobothsidesofanaisle,
anddispersethemto increasetheviewingofotheritems
j Useendaisle locationsbecausetheyhaveaveryhighexposurerate