-
Contents lists available at ScienceDirect
Materials Science & Engineering A
journal homepage: www.elsevier.com/locate/msea
Enhanced hardness via interface alloying in nanoscale Cu/Al
multilayers
X.Z. Weia, Q. Zhoub, K.W. Xuc, P. Huangc,⁎, F. Wanga,d,⁎⁎, T.J.
Lua,e
a State Key Laboratory for Strength and Vibration of Mechanical
Structures, Xi’an Jiaotong University, Xi’an 710049, Chinab State
Key Laboratory of Solidification Processing, Center of Advanced
Lubrication and Seal Materials, Northwestern Polytechnical
University, Chinac State Key Laboratory for Mechanical Behavior of
Material, Xi’an Jiaotong University, Xi’an 710049, Chinad Shaanxi
Key Laboratory of Environment and Control for Flight Vehicle, Xi’an
Jiaotong University, Xi’an 710049, ChinaeMOE Key Laboratory for
Multifunctional Materials and Structures, Xi’an Jiaotong
University, Xi’an 710049, China
A R T I C L E I N F O
Keywords:Cu/Al intermetallic compoundsNanoscale
multilayerMicrostructure characterizationHardness
A B S T R A C T
Ultrahigh hardness (yield strength) was achieved in magnetron
sputtering nanoscale Cu/Al multilayers uponannealing. The
microstructure and mechanical properties of the multilayers were
systematically investigated byX-ray diffraction, transmission
electron microscopy, energy dispersive X-ray spectroscopy and
nanoindentation.Annealing promoted diffusion of Cu and Al atoms in
the interfaces and the sharp interface turned to mix,resulting in
the formation of Cu/Al intermetallic compounds and its deformation
at nanoscale. The Cu/Al in-termetallic compounds mainly including
Al2Cu grew toward to Al layers and would reducing the effective
lengthbetween the reduced adjacent layers. As the annealing
temperature was increased from 100 °C to 500 °C, variouskinds and
larger size Cu/Al intermetallic compounds emerged, causing the
hardness to first increase, reaching anunusually high peak (never
reached before in other thin metallic multilayer systems), and then
remain nearlyunchanged. The physical mechanisms underlying such
remarkable enhancement were explored in terms of in-terface
alloying, reduced layer thickness and grain size effects.
1. Introduction
Nanoscale metallic multilayers exhibit unique ultrahigh strength
(orhardness) due mainly to the presence of abundant heterogeneous
in-terfaces [1–3]. Typically, the yield strength could approach
1/2–1/3 oftheoretical strength, i.e., on the order of E/50, E being
the Young'smodulus [4]. The hardness and yield strength of a thin
metallic mul-tilayer are in general influenced by 1ayer thickness,
epitaxy orientation,interfacial structure and fabrication method.
It had been reported thatthe strength and hardness of
nano-multilayered systems could increaseremarkably as the layer
thickness dropped from micrometer- to nan-ometer-scale. For
example, multilayers composed of Cu and Ni in thebulk possessed a
yield strength on the order of 10–50MPa, whereas thesame
multilayers of only a few nanometers in thickness exhibited apeak
strength in excess of 2 GPa [5–8]. The enhancement in
strengthstopped (peaked) when the thickness of the Cu/Ni multilayer
droppedfurther to 1–2 nm.
Three different kinds of models had been proposed to
characterizethe yield strength of nanoscale metallic multilayers.
The first was theHall-Petch model based on the Hall-Petch scaling
law, ∝ −σ h 1/2, whereh is the individual layer thickness [9–12].
This model was built uponthe assumption that dislocation pileups
could be treated as a
continuum, which is valid at relatively large scales (50–200
nm). Thesecond was the confined layer slip (CLS) model based on the
glide ofsingle Orowan-type loops bounded by two interfaces
[4,13–15]. Thismodel was developed to explain the increase in
strength with de-creasing layer thickness at smaller length scales
(10–50 nm) where theHall–Petch model failed. The third is the
interface crossing model basedon the interface crossing mechanism.
When the layer thickness wasdecreased further to 1–2 nm, the
strength approached a peak implying achange in deformation
mechanism from CLS to interface crossing, whilethe CLS model tended
to overestimate the strength. For thin metallicmultilayer systems,
the interface barrier to slip transmission is depen-dent on
interfacial structure rather than layer-thickness. Also,
interfaceorientation affects the strength significantly. For
example, a {111}multilayer with a [111]Cu/[111]Ni orientation
relationship normal tothe interfaces [16] exhibited a higher/lower
strength than that of a{001} multilayer having a strong
cube-on-cube or [001]Cu/[001]Niorientation relationship [17],
despite the two multilayers had similarlayer thickness and
interface sharpness [7,17].
In addition to adjusting individual layer thickness and
interfacemicrostructure, nanoscale metallic multilayers could also
be hardenedby alloying via annealing [18,19], laser treatment [20],
ion implanta-tion [21], ion irradiation [22] and explosive joining
[23]. For instance,
https://doi.org/10.1016/j.msea.2018.04.065Received 11 February
2018; Received in revised form 13 April 2018; Accepted 16 April
2018
⁎ Corresponding author.⁎⁎ Corresponding author at: State Key
Laboratory for Strength and Vibration of Mechanical Structures,
Xi’an Jiaotong University, Xi’an 710049, China.E-mail addresses:
[email protected] (P. Huang), [email protected] (F.
Wang).
Materials Science & Engineering A 726 (2018) 274–281
Available online 18 April 20180921-5093/ © 2018 Elsevier B.V.
All rights reserved.
T
http://www.sciencedirect.com/science/journal/09215093https://www.elsevier.com/locate/mseahttps://doi.org/10.1016/j.msea.2018.04.065https://doi.org/10.1016/j.msea.2018.04.065mailto:[email protected]:[email protected]://doi.org/10.1016/j.msea.2018.04.065http://crossmark.crossref.org/dialog/?doi=10.1016/j.msea.2018.04.065&domain=pdf
-
annealed multilayers with negative mixing of enthalpy had a
higherhardness than co-sputtering alloy films [24,25]. However, at
present,solid solution and intermetallic induced hardening
mechanisms remainelusive. To explore the physical mechanisms
underlying the strengthenhancement, characterizing the
microstructures of nano-multilayeredfilms and their evolutions
during annealing is of primary importance.
Length scale also affected the thermal stability of a metallic
multi-layer [26]. Previous works on Ti/Ni multilayers suggested
scientificmodulation design was important to acquire desired phase
composi-tions [26] and optimal alloying [27]. However, there is yet
a compre-hensive study devoted to investigating the effect of
annealing tem-perature on the alloying and mechanical properties of
metallicmultilayers. Besides composition, the complicated and
convertible in-terface structure between metal and intermetallic
played a key role indetermining the alloying degree,
microstructure, strength and ductilityof the multilayers. For
instance, our group [25] investigated the effectof layer thickness
and alloy interface on the mechanical properties andmicrostructural
evolution of Cu/Al multilayers. It was demonstratedthat chemical
composition could significantly modulate the mechanicalbehavior of
the alloy.
Existing studies about Cu/Al multilayers focused on one or
moreaspects of microstructure, chemical composition, and
mechanicalproperties. However, the effect of annealing on
interfacial micro-structures and mechanical properties is yet
examined, especially theinfluence of interfacial microstructural
evolution on mechanical prop-erties after annealing.
In our experience, the hardness of a Cu/Al multilayer annealed
atdifferent temperatures was higher than that of the as-deposited
multi-layer, which is similar to the results mentioned above. In
the presentwork, the diffusion phenomenon of Cu/Al bonding
interface was ob-served. Two key issues of annealing induced
hardness enhancement inCu/Al multilayers were also explored. First,
annealing accelerate thediffusion of Cu and Al atoms,resulting to
the consequent solid solutionand intermetallic precipitation
strengthening the Cu/Al multilayers,would it further lead to the
formation of Cu/Al intermetallic com-pounds with tailored
composition, thus contributing to the hardness ofCu/Al multilayers?
Second, how would the occurrence of Cu/Al reac-tions depend on the
modulation length scale of Cu/Al multilayers?Finally, based on the
measured hardness of the nanoscale metallicmultilayers, the effects
of grain boundary (GB) on multilayer mechan-ical properties were
analyzed.
2. Experimental procedures
2.1. Synthesis and microstructural characterization
Multilayers of Cu and Al were magnetron sputtered on Si
(100)substrates at room temperature with a total thickness of 1200
nm. Thethickness of individual Cu layer was set as 20 nm while that
of Al as40 nm. The base pressure prior to sputtering was 6.3× 10−5
Pa. Thechamber was evacuated to a base pressure of< 5×10−6 Torr
prior todeposition and maintained at a working pressure of 4.6×
10−3 Torrwith argon pumped in during sputtering. The DC (direct
current) powerof sputtering was set at 100W for Al, providing a
deposition rate of4.6 nm/min. The AC (alternating current) power of
sputtering was set at100W for Cu, providing a deposition rate of 11
nm/min. Subsequently,the as-sputtered sample was annealed in
encapsulated vacuum quartztube with a pressure lower than 1× 10−5
Torr at 100–500 °C for30min. After annealing, samples were cooled
down to room tempera-ture. The microstructure of annealed Cu/Al
multilayers were in-vestigated by X-ray diffraction (XRD) and
transmission electron mi-croscopy (TEM). The XRD experiments were
performed on Rigaku D/max 7000 diffractometer with Cu K radiation
(λ=0.154056 nm) atroom temperature. The modulation and
cross-sectional microstructuresof Cu/Al multilayers both
as-deposited and annealed (at 100 °C,200 °C,400 °C) were evaluated
by high resolution transmission
electron microscopy (HRTEM) analysis via JEM-2100F operating
at200 kV. Upon manual polishing, cross-sectional TEM samples
wereprecisely prepared via Gatan Precision Ion Polishing System 691
byusing Ar ion.
2.2. Nanoindentation test
Nanoindentation was performed using a Nano Indenter®XPInstrument
with a diamond Berkovich tip (load resolution: 50 nN; dis-placement
resolution: 0.01 nm) via CSM (Continuous StiffnessMeasurement). For
hardness measurement, every sample was testedsixteen times at a
fixed strain rate of 0.05 s−1 to ensure the reliability oftest
data. The indentation depth was 200 nm, limited to 20% of the
totalfilm thickness to avoid substrate effects. The hardness was
evaluatedfrom load versus indentation depth curves using the Oliver
and Pharrmethod, assuming a Poisson ratio of 0.3 for both
as-deposited and an-nealed multilayers.
3. Results
3.1. Microstructure characterization
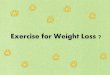
3.1.1. XRD characterizationPhase constitutions of as-deposited
and annealed Cu/Al multilayers
were examined via XRD analysis as shown in Fig. 1. For
as-depositedCu/Al multilayers, Cu peaks at (111), (200), (220) and
Al peaks at(111), (311), (220) were identified in Fig. 1(a),
wherein the peak in-tensities of (111) for both Cu and Al were much
higher than the otherpeaks. After annealing at 100 °C, strong Al2Cu
(110) peak emergedwhile Cu (111) peak separated into two peaks,
i.e., peaks of Al2Cu(112) and Al2Cu (310), as shown in Fig. 1(b).
This result clearly re-vealed the formation of Cu/Al intermetallic
compounds upon an-nealing. By increasing the annealing temperature
to 200 °C, the resultsof Fig. 1(c) demonstrate that the peak of
Al2Cu (310) in Fig. 1(b) dis-appeared while the peak of Al4Cu9
(330) appeared; and the intensity ofAl (111) peak decreased
dramatically compared with that shown inFig. 1(b). As shown in Fig.
1(d), increasing further the annealing tem-perature to 350 °C led
to enhanced intensity of Al2Cu (110) peaks andnumerous types of
Cu/Al intermetallic compounds, such as AlCu3 andthe like. When
increasing the annealing temperature to 400 °C and450 °C as shown
in Fig. 1(e) and (f), the XRD patterns indicated moreAl-Cu peaks
while the intensity of Al2Cu (110) peak exhibited thestrongest
texture.
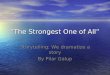
3.1.2. TEM characterizationFig. 2 presented the cross-sectional
transmission electron micro-
scopy (TEM) micrographs and selected area diffraction (SAD)
patternsof the Cu/Al multilayers. The lamellar structure was
obvious and theinterfaces between the layers were sharp in Fig.
2(a). SAD patterns onthe right showed a polycrystalline ordered
structure composed of Cuand Al. The cross-sectional microstructure
and SAD ring of 100 °C an-nealed Cu/Al multilayer was shown in Fig.
2(b). Obvious lamellarstructure and straight interfaces were
observed. Some grains with anaverage grain size 15 nm (Table 1)
were located at the interface be-tween Cu layer and Al layer and
extended to the Al layer. Also, from theSAD ring shown in Fig.
2(b), Al2Cu (110) was detected, revealing Cuand Al atoms diffused
across the interface upon annealing. As shown inFig. 2(c), more
grains had a grain size larger than 28 nm (Table 1), andmore kinds
of Al2Cu appeared when the annual temperature was in-creased to 200
°C. With regard to 400 °C annealed Cu/Al multilayer, asshown in
Fig. 2(d), the lamellar structure was less clear compared withthat
at lower annealing temperature, as more grains with an averagegrain
size of 67 nm (Table 1) were detected. SAD pattern on the right
ofFig. 2(d) showed that more Cu/Al intermetallic compounds
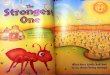
emergedinstead of Cu and Al. In detail, Fig. 3(a) with fast Fourier
transform(FFT) analysis displayed the structure of Al2Cu when the
Cu/Al
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
275
-
multilayer was annealed at 100 °C. As the annual temperature was
in-creased to 200 °C, more Al2Cu emerged, such as (111) as shown
inFig. 3(b). At 400 °C, more kinds of Cu/Al intermetallic compounds
wereformed, e.g., Al2Cu, Al4Cu9, Al3Cu and AlCu, as verified by FFT
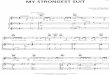
ana-lysis in Fig. 3(c). From the EDX elemental maps shown in Fig.
4, theinterfaces in a Cu/Al multilayer annealed at 100 °C remained
relativelyclear. Nonetheless, when the annealing temperature was
increased to200 °C, the interfaces changed to larger mixing, and
could no longerremain clear. The grain sizes of the Cu/Al
intermetallic compounds andsingle crystal grain (Cu and Al) size
are summarized in Table 1.
3.2. Hardness
Fig. 5 plotted the hardness of Cu/Al multilayers as a function
ofannealing temperature up to 500 °C. Relative to as-deposited
multi-layers, the hardness increased dramatically as the annealing
tempera-ture was lower than ~ 300 °C, and leveled off at higher
annealingtemperatures. Specifically, the hardness of as-deposited
Cu/Al multi-layers was 5.8 GPa, while a maximum hardness of ~ 9.0
GPa wasachieved in Cu/Al multilayers annealed at 300 °C or even
higher tem-peratures. As shown in Fig. 6, this extremely high
hardness is higherthan all the CuAl alloys [28–34] and the Cu/Al
multilayers[14,16,25,35–37] reported in the open literature.
4. Discussions
The ultrahigh hardness derived in the present Cu/Al multilayers
wasmainly achieved via interface alloying, which effectively
enhanced thestrength of the multilayers. Physical mechanisms
underlying suchstrengthening were discussed next.
4.1. Microstructure
Cu/Al multilayers consisting of alternating nanocrystalline
Culayers and nanocrystalline Al layers had been synthesized, and it
wasdemonstrated that the structure and phase composition of the
interfacebetween Cu and Al layers could be tailored by changing the
annealingtemperature.
As-deposited Cu/Al multilayers retained sharp layers structure
afterthe magnetron sputtering process. From the X-ray
diffractograms (XRD)(as shown in Fig. 1(a)) and SAD patterns (as
shown in Fig. 2(a)), onlythe presence of diffraction peaks of Cu
and Al were revealed, thus in-dicating that no Cu/Al intermetallic
compounds emerged during mag-netron sputtering. In contrast, upon
annealing at 100 °C, XRD(Fig. 1(b)) revealed the presence of
diffraction peaks of Al2Cu(110), asverified by the SAD patterns of
Fig. 2(b). This implied that Cu/Al in-termetallic compounds were
formed during annealing, accompanied bypronounced intermixing along
layer interfaces and recrystallizationprocess between Cu and Al.
Increasing further the annealing
Fig. 1. XRD spectra of Cu20/Al40 multilayers with different
annealing temperature: (a) As-deposited, (b) annealed at 100 °C,
(c) annealed at 200 °C, (d) annealed at350 °C, (e) annealed at 400
°C, (f) annealed at 450 °C.
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
276
-
Fig. 2. Bright-field cross-sectional TEM micrographs showing
microstructure of the Cu/Al multilayers and the corresponding
selected area diffraction patterns(SADPs) with different annealing
temperatures (a) as-deposition, (b) 100 °C, (c) 200 °C and (d) 400
°C.
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
277
-
temperature led to more kinds of Cu/Al intermetallic compounds,
suchas Al2Cu (112)/(310) and Al4Cu9 (330), which was verified by
XRDand SAD patterns, respectively. Careful examination of Fig. 1(c)
re-vealed that Al2Cu was the first to emerge, suggesting that the
formationof Al2Cu was easier than the other Cu/Al intermetallic
compounds [38]as shown in Fig. 1. In general, high symmetry alloys
with small unitcells will easily crystallize, while low symmetry
phases are less likely toform due to long-range diffusion.
Therefore, Al2Cu dimorphs in tetra-gonal crystal system have
smaller unit cells (P4/mmm, three atoms perunit cell, 44.06 Å3;
4/mcm, 12 atoms per unit cell, 179.52 Å3) thanAl4Cu9 (P4-3m, 52
atoms per unit cell, 660.05 Å3) and AlCu (C12/ml,20 atoms per unit
cell, 280.62 Å3), and were anticipated to appear firstduring
annealing [39].
From the cross-sectional TEM characterization of Fig. 3(a), it
wasshown that the alloys were nucleated in the interface and
subsequentlyextended to the Al layer. Firstly, grain boundary
mediated diffusion isthe dominated mechanism for diffusion in
nanocrystalline materials.The grain boundary is a high-energy
structure and easily to change, thevacancy formation energy is
lower than other structure in Cu/Al mul-tilayers. In the early
process of inter-diffusion, the Al(Cu) solid solutioncan be first
formed when Cu diffused to Al layer and the Cu(Al) solidsolution
can be formed when Al diffused to Cu layer. The solubilitylimit of
Cu in Al is ~ 0.15 at% in the temperature of ~ 723 K, whereasthe
maximum solubility limit of Al in Cu in the identical
temperaturerange is ~ 18 at%. Since the solubility limit of Cu in
Al is almost twoorders of magnitude less than that of Al in Cu, the
Al(Cu) solid solution
would expect to saturate first. So the Cu/Al intermetallic
compoundsfirst formed in the Al side at the interface, and the main
components areAl2Cu for the concentration of Cu in the content of
0–34.8 at%. With thediffusion further, the Cu (Al) solid solution
was saturated, and the Cu/Al intermetallic compounds form at the
Cu(Al) solid solution–Al2Cuinterface, and the main components are
Al4Cu9 for the concentration ofCu in the content of 59.2–100 at%
[40]. The diffusion of Al-Cu system iscontrolled by vacancy
mechanism. Cu and Al have different meltingpoints of 1083 °C and
660 °C, respectively. As diffusion is more rapid inlower melting
point metals, the diffusion in Al is more pronounced thanCu. In
other words, Al atoms are easily to move and the vacancy for-mation
energy of Al is lower [41,42]. The inter-diffusion coefficient
andthe self-diffusion coefficient of Cu in the aluminum solid
solution wereboth determined as about 5× 10−10 cm2/s at 500 °C. The
inter-diffu-sion coefficient and the self-diffusion coefficient of
Al in copper solidsolution were about 1× 10–13cm2/s at 500 °C [43].
The diffusion rateof Cu in aluminum solid solution is higher than
that of Al in coppersolid solution though the self-diffusion of Al
is faster, resulting to moreCu/Al intermetallic compounds forming
in Al layer. So the lower so-lubility limit Cu in Al can promote
the formation of Cu/Al intermetalliccompounds in the Al layer
first, and the higher diffusion rate of Cu inaluminum solid
solution can promote more formation of Cu/Al inter-metallic
compounds in Al layer. Secondly, as Al atom stacking sequencein
Al(111) and Al2Cu(110) is very similar, the atomic stacking of
eight(110) planes of Al2Cu in a unit cell is … Cu AlA AlB Al A Cu
AlC AlDAlC …[44]. And the atomic stacking of (111) planes of Al can
be ob-tained by stacking the two layers -AlA AlB (or, equivalently,
AlC AlD)into one layer with almost no extra vertical movement,
requiring onlysmall energy to form the new interface. However, the
atomic stacking ofCu is much different from that of Cu in Al2Cu. In
this case, large energyis needed to change Cu atomic stacking in Cu
structure to Cu atomicstacking in Al2Cu structure, implying more
energy is needed in theformation of interface between Cu and Al2Cu.
Consequently, the in-terface between Al and Al2Cu is easier to form
compared with that
Table 1Average grain size and alloy average grain size obtained
from Dark-field cross-sectional TEM micrographs.
Annealing temperature (°C) As-deposited 100 200 400
Pure Al and Cu grain size (nm) 17 20 29 50Intermetallic grain
size (nm) 0 15 28 67
Fig. 3. Bright-field cross-sectional TEM micrographs show the
microstructure of the Cu/Al multilayers with different annealing
temperature (a) 100 °C, (b) 200 °Cand (c) 400 °C. Insets are
lattice image and the Fourier reconstructed pattern of the area
marked with yellow rectangles. (For interpretation of the
references to colorin this figure legend, the reader is referred to
the web version of this article.)
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
278
-
between Cu and Al2Cu for less interface formation energy.
4.2. Attribution from interface alloying
Super-hard nanoscale multilayer systems with a positive enthalpy
ofmixing (H) have been extensively investigated [3,45,46].
Multilayerswith a positive enthalpy of mixing can sustain sharp
interfaces, whichact as a strong barrier to dislocation activities.
On the other side,multilayers with negative enthalpy of mixing form
intermixing inter-faces, leading to inferior hardness. Since the
mixing interface relaxeshigh coherent stresses, the interface could
hardly act as an effective
barrier for dislocation motion. However, a high hardness was
achievedin Cu/Al multilayers with negative H when the individual
layer thick-ness (h) was reduced to as small as 1 nm [25]. The
negative H of 1 kJ/mol for Cu and Al could drive the Cu and Al
atoms to intermix at theinterface, resulting in interfacial
alloying via inter-diffusion of metalatoms [47]. The negative
interface energies for Al/Cu would certainlyaffect the interface
structure, forcing the constituent atoms to mix, evenforming
intermetallic compound at higher annealing temperatures.CuAl alloy
had been widely used to tailor the mechanical properties
ofstructural alloys due to its low density and high strength. As a
result,the formation of Cu/Al intermetallic compounds (hard phases)
com-pared to Cu/Al (soft phases) multilayers by annealing is
responsible toenhanced strength or hardness. Specifically, the much
larger strength ofAl-Cu intermetallic in Al/Cu interface can make a
positive contributionto the anti-plastic deformation, and hence
increase the hardness of Al/Cu thin films. On the other hand, the
formation of Cu/Al intermetalliccompounds in the interface changes
the structure of multilayers fromsharp metal/metal interface to
alloy/metal system. The alloy structurewould significantly reduce
the stacking fault energy landscape of metallayer due to strong
Cu–Al affinity at the interface [48]. In this case,stacking faults
are easily formed in Cu/Al intermetallic compounds,which can block
dislocation transmission in a way similar to grainboundaries, thus
enhancing the hardness. During the process of an-nealing, alloys
form continuously as Cu and Al atoms diffuse in theinterface,
enhancing the strength of the multilayer. Then, as the an-nealing
temperature is increased, the thermal driving force also
in-creases, which contributes to accelerate the diffusion of Cu and
Alatoms in the interface between Cu and Al layers. The nucleation
rate ofalloys thence increases with increasing annealing
temperature, which
Fig. 4. STEM-EDS elemental maps of the Cu/Al multilayer annealed
at (a) 100 °C and (b) 200 °C. (The red color represents Al atom,
and the green color represents Cuatom). (For interpretation of the
references to color in this figure legend, the reader is referred
to the web version of this article.)
Fig. 5. Hardness vs. annealing temperature for the Cu/Al
multilayer filmssubjected to annealing for a time of 30min.
Fig. 6. (a) Comparison between Cu/Al multi-layers with Al-Cu
alloy and other Al-Cu alloys[28–34] with the yield strength versus
an-nealing temperature. Data for the other mate-rials are taken
from the literature. (b) Com-parison between the peak strength of
Cu/Almultilayers and the strength of other multi-layers with Cu or
Al elements. Data for theother materials are taken from the
literature[14,16,25,35–37].
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
279
-
enhances the strength (Fig. 7). That is, the attribution from
interfacealloying will increase with increasing annealing
temperature, with theharder intermetallic making positive
contribution to the elevatedoverall hardness. According to the mean
field theory [49], the hardnessof a multilayer thin film increases
with increasing volume fraction ofthe intermetallic.
4.3. Reduced layer thickness
The present experimental results revealed that Cu/Al
intermetalliccompounds formed in the interface between Cu and Al
layers and grewup as the annealing temperature was increased.
First, interfacial dif-fusion by annealing would lead to the
formation of particles of Cu/Alintermetallic compounds in the
interface between Cu and Al layers.When the annealing temperature
was increased, the growth direction ofCu/Al intermetallic compounds
could be divided into two directions:perpendicular to the
interfaces and parallel to the interfaces. On oneside, the growth
of Cu/Al intermetallic compounds perpendicular to theinterfaces
would change the structure of Cu/Al multilayers to Cu/al-loys/Al
systems, thus reducing the effective length leff between thereduced
adjacent layers, as shown in Fig. 7. According to the Hall-Petchand
CLS models, the strength increases significantly as the
layerthickness h is decreased when h exceeds 10 nm. It was then not
sur-prising that the structure of Cu/alloys/Al with a lower
individualthickness upon annealing exhibited a higher strength.
4.4. Grain size effects
Annealing at higher temperatures resulted in obvious
grain-coar-sening accompanied with a hardness drop, as shown in
Fig. 7. Grain sizewas also found to play an important role in
determining the hardness ofmultilayers [50]. As is known, three
different kinds of models had beenproposed to predict the yield
strength of thin metallic multilayers: theHall-Petch model, the CLS
(confined layer slip) model and the InterfaceCrossing model. With
the first two models, the predicted strength in-creases
significantly as the layer thickness is decreased when the
grainsize is larger than a critical value (about several
nanometers). However,when the layer thickness drops below the
critical value, the yieldstrength would either remain constant or
decrease with decreasinggrains size. A peak strength is reached
since the deformation me-chanism is changed to interface cutting by
single dislocation. Conse-quently, when the grain size of Cu/Al
intermetallic compounds in-creases from 0 to larger dimensions, the
multilayer strength canincrease first and then decrease.
As shown in the present TEM pictures, the size of Cu/Al
intermetallic compounds increased with annealing temperature. As
aresult, the horizontal axis in hardness-annealing temperature
plots canbe replaced by the corresponding alloy size. The hardness
increasedfirst with alloys nucleation and grain size increasing to
a tiny size, thendropped when the grain size increased further.
4.5. Grain boundary stability
Apart from alloys, grain boundary (GB) stability upon
annealingshould inevitably contribute to the strengthening process
of poly-crystalline multilayers. The inherent GB stability in
annealed sampleswas enhanced due to structural relaxation and
element segregation,which substantially lowered the GB energy [51].
Stabilized GBs withlesser steps required a very high applied stress
for nucleation of ex-tended dislocations [52], as shown in Fig. 7.
With increasing annealingtemperature, the inherent GB stability
increased and the GB-mediatedprocesses were suppressed, and hence
plastic deformation was carriedby extended partial dislocations,
resulting in substantial hardening.
When the annealing temperature was relatively low, only a
smallamount of alloys was nucleated and the contribution from
interfacealloying was minor. The main strengthening mechanism was
thereforecontrolled by grain size. When the annealing temperature
was in-creased, more alloys appeared, indicating that the
contribution frominterface alloying was increasing. As the same
time, the grain size of thealloys increased, thus decreasing the
hardness. In Fig. 7, let T0 denotethe critical temperature. When T
< T0 (a and b), the combined con-tribution from interface
alloying, reduced layer thickness and grainsize, and grain boundary
stability helped to enhance the hardness.However, when T > T0 (c
and d), grain size coarsening would decreasethe hardness (strength)
of multilayers. At the same time, the con-tribution from interface
alloying, reduced layer thickness and grainboundary stability
slightly increased due to a near-finished relaxingprocess. As a
result, on the whole, the hardness remained nearly con-stant.
To the best of our knowledge, among all the metallic
multilayersreported to date [14,16,25,35–37], the Cu/Al multilayers
exhibited thehighest strength at both room and high temperatures,
as summarized inFig. 6(b).
5. Conclusions
The microstructure and mechanical properties of Cu/Al
inter-metallic compounds introduced by the multilayer method was
sys-tematically investigated. Annealing was found to promote the
diffusionof Cu and Al atoms in thin Cu/Al multilayers, resulting in
nanoscale
Fig. 7. Schematic illustration of the strengthening mechanism of
Cu/Al multilayers annealed at different temperature from 100 °C to
500 °C.
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
280
-
alloys deformation in a large number of interfaces. As the
annealingtemperature was increased, more Cu/Al intermetallic
compoundsemerged, grew in size, and then extended from the
interfaces to the Allayers. First, because the melting point of Al
is lower than Cu, diffusionin Al layer is faster, and there are
more voids in the Al layer than in theCu layer, it is easier for Cu
atoms to enter the Al layer, causing theformation of Cu/Al
intermetallic compounds formation in the Al layer.Second, as the Al
atom distribution in Al(111) is very similar to that inAl2Cu(110),
it is easy for Al (111) layer to turn into Al2Cu(110) whenCu atom
are nearby. As the annealing temperature was increased, thehardness
of nanoscale Cu/Al multilayers increased first, reaching a peakof
about 9.0 GPa, and then remained nearly constant. Three
factorscontributed to such strengthening: interface alloying,
reduced layerthickness, and grain size effect. Interface alloying
and reduced layerthickness prohibited the increasing of hardness
upon annealing. Grainsize effects initially enhanced the hardness,
but then led to decreasedhardness when the grain size of Cu/Al
intermetallic compounds reacheda critical thickness, corresponding
to a specific annealing temperature.The combined effect of the
three factors caused the hardness to increasefirst, reaching a
peak, and then remain constant as the annealingtemperature was
increased.
Acknowledgments
This work was financially supported by the National Natural
ScienceFoundation of China (51471131, 51271141), and the
FundamentalResearch Funds for the Central Universities.
References
[1] A. Dhar, T.L. Alford, APL Mater. 1 (2013) 222107.[2] Michael
Nastasi, NATO ASI 233 (1993).[3] M.Z. Wei, L.J. Xu, J. Shi, G.J.
Pan, Z.H. Cao, X.K. Meng, Appl. Phys. Lett. 106 (2015)
304.[4] J.D. Embury, J.P. Hirth, Acta Metall. Mater. 42 (1994)
2051–2056.[5] A. Misra, H. Krug, Adv. Eng. Mater. 3 (2001)
217–222.[6] D. Tench, J. White, Metall. Trans. A 15 (1984)
2039–2040.[7] D.M. Tench, J. Electrochem. Soc. 138 (1991)
3757–3758.[8] S. Menezes, D.P. Anderson, ChemInform 21 (1990).[9]
P.M. Anderson, C. Li, Nanostruct. Mater. 5 (1995) 349–362.
[10] L.H. Friedman, D.C. Chrzan, Phys. Rev. Lett. 81 (1998)
2715–2718.[11] A. Misra, M. Verdier, Y.C. Lu, H. Kung, T.E.
Mitchell, M. Nastasi, J.D. Embury, Scr.
Mater. 39 (1998) 555–560.[12] H. Huang, F. Spaepen, Acta Mater.
48 (2000) 3261–3269.[13] M.A. Phillips, B.M. Clemens, W.D. Nix,
Acta Mater. 51 (2003) 3157–3170.[14] A. Misra, J.P. Hirth, H. Kung,
Philos. Mag. A 82 (2002) 2935–2951.[15] P.M. Anderson, T. Foecke,
P.M. Hazzledine, MRS Bull. 24 (1999) 27–33.
[16] X.Y. Zhu, X.J. Liu, R.L. Zong, F. Zeng, F. Pan, Mater. Sci.
Eng. A 527 (2010)1243–1248.
[17] J.S. Carpenter, A. Misra, P.M. Anderson, Acta Mater. 60
(2012) 2625–2636.[18] T. Lehnert, H. Grimmer, P. Böni, M.
Horisberger, R. Gotthardt, Acta Mater. 48
(2000) 4065–4071.[19] X. Bing, X. Wang, L. Yun, Appl. Surf. Sci.
253 (2006) 2695–2701.[20] S. Petrović, B. Radak, D. Peruško, P.
Pelicon, J. Kovač, M. Mitrić, B. Gaković,
M. Trtica, Appl. Surf. Sci. 264 (2013) 273–279.[21] S. Petrović,
D. Peruško, M. Mitrić, J. Kovac, G. Dražić, B. Gaković, K.P.
Homewood,
M. Milosavljević, Intermetallics 25 (2012) 27–33.[22] M.
Milosavljević, D. Toprek, M. Obradović, A. Grce, D. Peruško, G.
Dražič, J. Kovač,
K.P. Homewood, Appl. Surf. Sci. 268 (2013) 516–523.[23] K.
Topolski, P. Wieciński, Z. Szulc, A. Gałka, H. Garbacz, Mater. Des.
63 (2014)
479–487.[24] J. Shi, Z.H. Cao, M.Z. Wei, G.J. Pan, L.J. Xu, X.K.
Meng, Mater. Sci. Eng. A 618
(2014) 385–388.[25] Q. Zhou, S. Li, P. Huang, K.W. Xu, F. Wang,
T.J. Lu, APL Mater. 4 (2016) 012102.[26] R. Gupta, M. Gupta, S.K.
Kulkarni, S. Kharrazi, A. Gupta, S.M. Chaudhari, Thin Solid
Films 515 (2006) 2213–2219.[27] P. Bhatt, S.M. Chaudhari, M.
Fahlman, J. Phys.-Condens. Matter 19 (2007) 376210.[28] C.S.
Tiwary, S. Kashyap, K. Chattopadhyay, Scr. Mater. 93 (2014)
20–23.[29] J. Thangaraj, J. Eng. Appl. Sci. 11 (2016)
4471–4477.[30] L. Ceschini, A. Morri, S. Toschi, S. Johansson, S.
Seifeddine, Mater. Sci. Eng. A 648
(2015) 340–349.[31] L. Ceschini, A. Morri, A. Morri, S. Toschi,
S. Johansson, S. Seifeddine, Mater. Des. 83
(2015) 626–634.[32] A. Inoue, Prog. Mater. Sci. 43 (1998)
365–520.[33] J.M. Park, N. Mattern, U. Kühn, J. Eckert, K.B. Kim,
W.T. Kim, K. Chattopadhyay,
D.H. Kim, J. Mater. Res. 24 (2009) 2605–2609.[34] J. Tao, G.
Chen, W. Jian, J. Wang, Y. Zhu, X. Zhu, T.G. Langdon, Mater. Sci.
Eng. A
628 (2015) 207–215.[35] E.G. Fu, N. Li, A. Misra, R.G. Hoagland,
H. Wang, X. Zhang, Mater. Sci. Eng. A 493
(2008) 283–287.[36] Y. Chen, K.Y. Yu, H. Wang, J. Chen, X.
Zhang, Int. J. Plast. 49 (2013) 152–163.[37] Y.P. Li, G.P. Zhang,
W. Wang, J. Tan, S.J. Zhu, Scr. Mater. 57 (2007) 117–120.[38] K.
Gao, S. Song, S. Li, H. Fu, J. Alloy. Compd. 674 (2016)
(477–477).[39] H. Xu, C. Liu, V.V. Silberschmidt, S.S. Pramana,
T.J. White, Z. Chen, V.L. Acoff, Acta
Mater. 59 (2011) 5661–5673.[40] Y. Wei, J.L. Li, J.T. Xiong,
F.S. Zhang, Eng. Sci. Technol. Int. J. 19 (2015) 90–95.[41] M.J.
Gillan, J. Phys.: Condens. Matter 1 (1989) 689–711.[42] Z.D.
Popovic, J.P. Carbotte, G.R. Piercy, J. Phys. F: Met. Phys. 4
(1974) 351–360.[43] Y. Funamizu, K. Watanabe, Mater. Trans. JIM 12
(1971) 147–152.[44] Q. Zhou, J. Wang, A. Misra, P. Huang, F. Wang,
K. Xu, Int. J. Plast. 87 (2016)
100–113.[45] Q. Zhou, J.Y. Xie, F. Wang, P. Huang, K.W. Xu, T.J.
Lu, Acta Mech. Sin. 31 (2015)
319–337.[46] R.G. Hoagland, R.J. Kurtz, C.H.H. Jr, Scr. Mater.
50 (2004) 775–779.[47] C.T. Chan, K.P. Bohnen, K.M. Ho, Phys. Rev.
Lett. 69 (1992) 1672–1675.[48] S.K. Yadav, S. Shao, J. Wang, X.Y.
Liu, Sci. Rep. 5 (2015) 17380.[49] W.F. Smith, McGraw-Hill,
1986.[50] Q. Zhou, P. Huang, M. Liu, F. Wang, K. Xu, T. Lu, J.
Alloy. Compd. 698 (2017)
906–912.[51] J. Hu, Y.N. Shi, X. Sauvage, G. Sha, K. Lu, Sci.
Found. China 355 (2017) 1292.[52] V. Yamakov, D. Wolf, S.R.
Phillpot, A.K. Mukherjee, H. Gleiter, Nat. Mater. 3 (2004)
43–47.
X.Z. Wei et al. Materials Science & Engineering A 726 (2018)
274–281
281
http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref1http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref2http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref3http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref3http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref4http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref5http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref6http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref7http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref8http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref9http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref10http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref11http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref11http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref12http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref13http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref14http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref15http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref16http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref16http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref17http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref18http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref18http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref19http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref20http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref20http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref21http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref21http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref22http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref22http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref23http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref23http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref24http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref24http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref25http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref26http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref26http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref27http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref28http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref29http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref30http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref30http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref31http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref31http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref32http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref33http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref33http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref34http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref34http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref35http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref35http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref36http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref37http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref38http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref39http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref39http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref40http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref41http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref42http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref43http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref44http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref44http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref45http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref45http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref46http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref47http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref48http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref49http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref49http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref50http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref51http://refhub.elsevier.com/S0921-5093(18)30563-X/sbref51
Enhanced hardness via interface alloying in nanoscale
Cu/Al multilayersIntroductionExperimental proceduresSynthesis
and microstructural characterizationNanoindentation test
ResultsMicrostructure characterizationXRD characterizationTEM
characterization
Hardness
DiscussionsMicrostructureAttribution from interface
alloyingReduced layer thicknessGrain size effectsGrain boundary
stability
ConclusionsAcknowledgmentsReferences