Embed Size (px)
Citation preview

MP
last
ics
C s
P SF APSR
P TTTW D I
reating markets for recycled resource
aterials and products from UK-sourced VC-rich waste
R&
D R
ep
ort
: P
roject code: PLA7-013
tart of research: 1st March 2003 inish date: 31st March 2004
uthors: D Coates, AL Kelly, RM Rose – University of Bradford Weston – Costdown Consultancy Morton – Axion Recycling
ublished by:
he Waste & Resources Action Programme he Old Academy, 21 Horse Fair, Banbury, Oxon OX16 0AH el: 01295 819900 Fax: 01295 819911 www.wrap.org.ukRAP Business Helpline: Freephone: 0808 100 2040
ate 27th May 2004
SBN: 1-84405-124-2
Abstract Between 100 and 200,000te/yr of collectable post-use PVC waste is produced in the UK. Disposal route for the great majority of this material is to landfill. A further 15,000te/yr of post-industrial scrap from the wallpaper industry is known to be disposed to landfill. About 45,000te/yr of post-industrial PVC scrap is already recycled in the UK. The largest volume and most readily collectable post-use PVC waste streams are windows, pipes and flooring, all products from the construction sector. Up to 170,000te/yr of these materials are expected to be arising in the UK by 2010. Several alternative routes have been identified for collection of post-use PVC waste from the construction sector. A review of the alternative recycling options and their commercial viability indicates that in the UK landfill is by far the lowest cost disposal option and will remain so until landfill disposal costs rise significantly. However, of the recycling solutions:
• Mechanical separation to produce clean 3-8mm chips for extrusion or injection moulding is likely to be the most environmentally and commercially attractive route for high grade recycling of post-use windows and pipes made from rigid PVC
• Mechanical recycling by either mechanical separation followed by melt filtration or the Vinyloop dissolution process to produce clean material for addition to new coated or calendared floorings is likely to be the most environmentally and commercially attractive route for recycling post-use flooring made from flexible PVC
The wallpaper industry is developing its own innovative solution for recycling of its post-industrial waste. An environmental impact comparison using life cycle analysis demonstrates that landfill is by far the worst disposal solution for post-use PVC and that mechanical recycling techniques have the least impact, primarily because they create useful recyclate which substitutes new PVC. The report makes several recommendations which will help to increase recycling of PVC-rich waste to higher value products in the UK.
Viability of UK PVC recycling for higher value products

Executive summary This is the final report for a project to establish the viability of recycling facilities in the UK to produce higher value products from post-use PVC waste streams.
Why this project The project was funded by WRAP to research how to increase the amount of waste PVC that is recycled in the UK. The project was led by Professor Phil Coates at the Interdisciplinary Research Centre of the Polymer Science and Technology Department of the University of Bradford.
Objectives The aim of the project was to establish the viability of producing higher value materials from UK-sourced contaminated and variable quality post-consumer and post-industrial PVC-rich waste.
Method The research work included:
• market research • practical trials • laboratory testing of recyclates • economic evaluations • environmental impact comparisons
The project involved many industrial collaborators in the practical work and was co-ordinated closely with other recycling projects initiated by groups within the PVC industry and WRAP.
UK PVC Waste streams Most post-industrial PVC waste in the UK is already recycled to high grade applications, apart from vinyl wallpaper waste (15,000te/yr) which is disposed to landfill. The principal collectable post-use PVC-rich waste streams in the UK are:
• Windows • Pipes • Flooring
Other sources of post-use PVC-rich waste such as coated textiles, wallpaper, packaging, cable insulation, end of life vehicles, etc are either too difficult to collect economically or are already exported together with other materials. The analysis in this report concentrates on windows, pipes and flooring wastes although other wastes were considered during the research. Detailed results are reported on the website created by the project at www.recyclepvc.com.
PVC Recycling Options Practical options for recycling PVC to make high grade materials include:
• Feedstock recycling • The Vinyloop solvolysis process from Solvay • Mechanical separation • Melt filtration
Several compression moulders have been identified in the UK who are able to take substantial volumes of lower grade recyclate to make long-life products which substitute concrete and other non-PVC materials.
Recycling Trials Practical trials of the alternative solutions in the course of this study demonstrated that acceptable high value recyclates can be produced:
• from post-use windows and pipes by the Vinyloop solvolysis process or by mechanical separation • from post-use flooring by the Vinyloop process and potentially by melt-filtration, although the latter route is not
fully proven
Viability of UK PVC recycling for higher value products iii

Laboratory testing Samples of recyclate from the practical trials were tested at Bradford for both extrusion processability and physical properties in comparison with equivalent virgin compounds. These tests demonstrated that in all cases the extrusion performance and physical properties of the recyclates compared well with the equivalent virgin PVC compounds and complied with the relevant industry or national standards. The recyclates did not perform as well as virgin material in terms of:
• colour (significantly darker, particularly the flooring recyclates) • surface defects (a particular issue for window recyclates) • cadmium content (the window recyclates contained levels of this material in excess of 100ppml)
Practical trials with post-use window recyclate have demonstrated that it can be added at up to 40% to produce new extrusions for use in window applications without significant colour or surface defect problems. There are certain applications where PVC containing more than 100ppm of cadmium is not permitted in the EU. These include toys, flooring, swing doors and a number of other products where there may be regular human contact. In these applications the post-use recyclate would need to be diluted with virgin compound or post-industrial recyclate. There are many other applications including windows, drainage pipes, structural products, etc where there is no restriction on the cadmium content from recyclate.
Commercial potential Landfill is currently the lowest cost option for PVC disposal in the UK. Mechanical separation for post-use window and pipe waste and the either the Solvay Vinyloop process or melt filtration offer the potential to produce recyclates which are of suitable quality to displace virgin polymer in new products. At present there are very few such high grade recycling projects under way in the UK because:
• Collection volumes are too low to justify the risk of setting up a new plant • Unit collection costs are high because there is a shortage of collection infrastructure • Prices for recyclates are too low because users are reluctant to use them to substitute virgin material
A group within the PVC industry has proposed a solution whereby a clearing house is established to start large scale collection of PVC and major users of PVC compound commit to buy recyclate for use in their products.
Environmental impacts An environmental impact comparison conducted for this project by PE Europe concluded that landfill has the greatest environmental impact while mechanical recycling by either mechanical separation or the Vinyloop process have the lowest, primarily because high grade recyclates produced can substitute virgin material in new products. From the point of view of environmental impact feedstock recycling is a better option than landfill but not as good as mechanical separation.
Conclusions At least 45,000te/yr of post-industrial waste PVC-rich waste is already recycled to high grade applications in the UK. Up to 170,000te/yr of post-use PVC-rich waste could be collectable from the UK construction sector by 2010. This waste will comprise mainly windows, pipes and flooring. Trials conducted for this project have demonstrated that high grade recyclates can be produced from these post-use wastes using processes which are already available. At present very little post-use PVC waste is collected because there is limited demand from end-users for recyclate made from post-use PVC waste. Prices are therefore low due to competition from the landfill disposal route. Plastics collectors and reprocessors are reluctant to invest in the necessary infrastructure and equipment to produce high grade recyclate without assurance of demand at attractive prices for the material that they may produce. An industry working group has proposed that to encourage growth in collection and recycling of post-use PVC the major manufacturers of PVC products should create demand by agreeing to purchase any high grade recyclate produced at prices close to virgin compound and to use this material in their products to substitute virgin material. It is proposed that the PVC industry should also establish a clearing house which contracts the large scale collection and reprocessing of post-use PVC waste with existing waste collection and recycling companies in order to ‘kick-start’ the process.
Viability of UK PVC recycling for higher value products iv

Contents
Abstract ................................................................................................................................................ii Executive summary............................................................................................................................ iii Contents ...............................................................................................................................................v 1. Purpose of this report ...................................................................................................................6 2. Objectives ....................................................................................................................................6 3. Method .........................................................................................................................................7 4. Background..................................................................................................................................9 5. UK PVC waste streams..............................................................................................................15 6. Waste collection strategies.........................................................................................................23 7. Recycling methods for UK PVC waste .....................................................................................32 8. Recycling trials ..........................................................................................................................50 9. Recyclate properties compared to virgin compound .................................................................58 10. Comparison of commercial potential for recycling options ..................................................71 11. Life cycle analysis for the recycling options .........................................................................78 12. Conclusions............................................................................................................................88 13. Recommendations..................................................................................................................88 Appendix 1 - UK PVC recycling companies.....................................................................................89 Detailed maps.....................................................................................................................................91 Appendix 2 – VEKA PVC window reprocessing plant - Germany...................................................95 Appendix 3 - Laboratory measurement techniques used...................................................................97 Appendix 4 – Results of recycling trials at Anglian Windows........................................................105 Appendix 5 - PVC Clearing House Proposal...................................................................................113 Appendix 6 – Glossary.....................................................................................................................117
Viability of UK PVC recycling for higher value products v

1. Purpose of this report This is the final report for the WRAP project, ‘Materials and Products from UK-Sourced PVC-Rich Waste’, researched by the Interdisciplinary Research Centre (IRC) in the Polymer Science and Technology Laboratory of the University of Bradford with support from Costdown Consultancy and PE Europe. The project was funded by WRAP as a result of an open call for R&D proposals.
Why this project? One of the key waste streams targeted by WRAP is plastics. This project arose from an open call by WRAP for research proposals related to plastic recycling. This research proposal was accepted by WRAP because:
• PVC comprises a large proportion of UK plastics consumption • The industry is already actively working on recycling strategies itself – which creates an extra driver for
improvement • There is potential to deliver substantial increases in tonnage recycled from PVC waste streams in the
construction sector Initial analysis of the industry cost structure by a number of groups identified that the existing outlets for recycled post-use PVC in the UK were relatively low value. This was preventing the development of collection and recycling infrastructure because recyclers could not obtain attractive prices for their products. New, higher value recycled PVC materials would need to be developed in order to create the demand that would stimulate increased collection and processing of PVC-rich waste streams. Prior to completion of this project very little was known in the UK about the economics and environmental impact of the various potential PVC waste collection and recycling processes or the likely properties of the recyclates that they could produce from UK waste streams.
2. Objectives The aim of the project was to establish the viability of producing higher value materials from UK-sourced contaminated and variable quality post-consumer and post-industrial PVC-rich waste. This report covers the findings of the research objectives set out below.
• Identify and quantify the main UK PVC waste streams • Review the available recycling techniques • Test the recycling techniques with best potential for the UK • Develop waste collection strategies for the most attractive streams • Measure the key properties of the recycled materials and compare them to equivalent virgin compounds • Conduct industrial processing trials for selected recycled compounds • Compare the commercial potential and ecological impact of the alternative recycling options
Viability of UK PVC recycling for higher value products 6
3. Method
3.1. Work content The project comprised:
• desk studies of the market and the potential recycling options to identify the most promising waste streams and recycling options
• industrial trials on higher grade PVC recyclates • laboratory testing of the recyclates • evaluation of the commercial potential of the possible collection and recycling options • evaluation of the environmental impact of the most likely recycling scenarios
3.2. Industry Participation The work programme was supported by a broad group of industrial partners, many of whom provided samples for the project and hosted trials at their own production facilities. The project also coordinated with several other industry recycling initiatives that were carried out in parallel with this work. These included:
• PVC window collection and processing trials carried out with industrial partners and funded by the British Plastics Federation (BPF) and the European Plastic Profiles Association (EPPA)
• PVC flooring collection and processing trials carried out by industrial partners and funded by the BPF and the European PVC Flooring Association (EPFloor)
• PVC recycling business planning exercise and practical recycling trials for the UK carried out by Axion Recycling Ltd for a consortium coordinated by the BPF and funded by Vinyl 2010
In addition, the industrial partners provided access to results and samples from many earlier market research and recycling trials – several of which were not previously circulated outside the industry. Where appropriate these results are referenced in this document. The project was directed by regular steering and technical meetings attended by people from all sectors of the PVC industry, WRAP and an expert representative from the National Society for Clean Air, Mr Tim Brown.
Viability of UK PVC recycling for higher value products 7

3.3. Acknowledgements Many people within or connected to the PVC recycling, raw materials and processing industry participated in the numerous technical meetings, materials supplies, experimental trials, product assessments, factory visits, questionnaires and telephone interviews involved in this project. These included: Martin Baitz, PE Consultants Bob Bittlestone, Ecoplas Rolf Buehl, EVC, ECVM/ Vinyl 2010 Maribel Cansell, Techniplasper Simon Clarke, IHDG/ Consultant David Cockhead, Altro Andrew Coulson, Hydro Polymers Patrick Crucifix, Solvay Julian Cubitt, Anglian Windows Andrew Cutmore, Hydro Polymers Dave Dykes VITApruf Mike Erskin Coated Applications Group Keith Freegard, Axion Recycling Dr Mercia Gick, BPF Daniel Gloessner, Solvay Constantin Herrman, PE Consultants Alan Hunter, EVC Paul Jervis, BPF Windows Group Dr Siem Kroon, EPFloor Susan Lea, Raydex/CDT Ross Law, Hydro Polymers Dr Jason Leadbitter, Hydro Polymers David Lightbody, Lomond Recycling Ltd. Mike Minett, Polyfloor Tony Moore, Epwin Group Roger Morton, Axion Recycling Roger Mottram, EVC P. Nolan, Lothian Coatings Plc Andrew Simmons, Recoup Arjen Svenster, Vinyl2010 Pete Thomas, Marley Floors / UKRFA Ian Tippet, Ecoplas Jean Pol Verlaine, Solvay N. Wharton, IHDG/CWV David Wrigley, Epwin Jean- Marie Yernaux, Solvay A range of organisations have also provided information and technical comments. These include: The British Plastics Federation (BPF) The European Council of Vinyl Manufacturers (ECVM) The European Flooring trade association (EPFLOOR) The European Plastic Profiles Association (EPPA) The Made Up Textiles Association (MUTA), Recoup The UK Resilient Flooring Association (UKRFA) Vinyl 2010 The Wallpaper Manufacturers Association (WMA).
Viability of UK PVC recycling for higher value products 8

4. Background
4.1. What is PVC? PVC (Poly Vinyl Chloride) is manufactured from ethylene and chlorine. Ethylene is obtained by cracking crude oil. Chlorine is made by electrolysis of salt solution (sodium chloride). Ethylene and chlorine are combined in a reaction vessel to form ethylene dichloride which, in turn, is transformed into a gas called vinyl chloride monomer (VCM). A final polymerization step converts the monomer into PVC, a fine-grained, white powder or resin. As a result of its high chlorine content (57%) PVC is one of the lowest cost polymers available. It is substantially cheaper than PET and Polystyrene and is usually less expensive than polyethylene and polypropylene, although prices of all bulk polymer types are volatile and they do not always follow the same price cycle. Pure PVC is a rigid material, which is mechanically tough, resistant to water and most chemicals, electrically insulating, but relatively unstable to heat and light. It is an inherently flame retardant material with a self-extinguishing fire rating. Heat and ultraviolet light lead to a loss of chlorine in the form of hydrogen chloride (HCl). This can be avoided through the addition of stabilisers. Stabilisers are salts of metals like lead, barium, calcium, cadmium, or organotin compounds. Stabilised PVC has excellent weather resistance. This has led to rapid growth in the use of PVC in the construction sector. In 2001 90% of the replacement windows installed in the UK had PVC frames.1
In recent years the use of cadmium and organotin stabilisers has been phased out in response to concerns over long term toxicity. The PVC industry plans to phase out the use of lead stabilizers in all PVC compounds by 20152. The mechanical properties of PVC can be modified through the addition of low molecular weight compounds that mix with the polymer matrix. Addition of these ‘plasticisers’ allows the use of PVC in applications where flexibility is required such as vinyl flooring, packaging films, cable sheathing, hoses and coated fabrics. Most of the plasticisers used with PVC are esters of organic acids, mainly phthalates and adipates. The excellent mechanical properties of PVC, its low cost and the fact that its performance can be readily tailored with different additive packages means that PVC is a popular material for a wide range of applications. PVC consumption in the UK is about 750,000te/yr. This accounts for about 16% of total UK plastics consumption:
L/LLDPE, 19%
HDPE, 11%
PP, 16%PVC, 16%PS/EPS, 6%
ABS/SAN, 2%
PET/PBT, 6%
UP Resin, 2%
Others, 22%
Figure 4.1a Split of Plastic consumption by weight in UK by Polymer type (2000) 3
1 ‘Research into waste glass window and door frames from the demolition and replacement window industries’, WRAP Research report GLA2-022, James Hurley, BRE, June 2003 2 Vinyl 2010, Voluntary Commitment of the PVC Industry, October 2001, www.vinyl2010.org 3 BPF/ Valuplast survey, 2003, BPF www.bpf.co.uk/bpfindustry/An_Introduction_to_Plastics.cfm
Viability of UK PVC recycling for higher value products 9

Across Europe unplasticised or rigid PVC (uPVC or PVC-u) accounts for about two thirds of total use and plasticised or flexible PVC accounts for the balance:
Rigid film, 7%Other rigid, 5%
Cables/wires, 11%
Flooring, 10%
Profiles, 19%Pipes, 22%
Other flexible, 5%
Flexible film, 7%
Hoses and flexible profiles, 4%
Coatings, 5%
Plastisols, 5%
Figure 4.1b Split of PVC applications in Europe by product type (2000) 4
The UK construction sector uses about 470,000te/yr of PVC, far more than any other sector:
Construction, 60%Packaging, 11%
Electrical, 9%
Automotive, 2%
Others, 18%
Figure 4.1c Split of PVC applications in UK by application sector (2000) 5
Products used in the construction sector also tend to have the longest life times:
Usage sector Average life (years) 6
Construction 10 to 50 Packaging 1 Electrical 21 Automotive 12 Others 2-10
Further information on PVC compounds, properties and examples of applications is available from the websites of the BPF7 and the Association of Plastics Manufacturers in Europe (APME)8.
4 European Plastics Converters Association (EuPC) brochure, 2003 5 ‘Plastics in the UK Economy, a Guide to Polymer Use and the Opportunities for Recycling’, Wastewatch, 2004, p57, www.plasticsintheuk.org.uk 6 Mechanical Recycling of PVC wastes, Study for DG XI, Prognos, January 2000 7 www.bpf.co.uk/bpfindustry/plastics_materials_Polyvinyl_Chloride_PVC.cfm8 www.apme.org/
Viability of UK PVC recycling for higher value products 10

4.2. Current levels of PVC recycling Substantial quantities of post-industrial PVC scrap are already recycled in the UK:
Waste source ‘000te/yr Estimate by Notes
Post-industrial scrap PVC from windows manufacture
30 The BPF Windows Group9
comprises mainly offcuts of the extruded profiles used to make windows, together with a relatively small quantity of off-spec or mis-measured windows
post-industrial PVC pipe scrap
8 BPF Pipes Group10 Comprises mostly production and installation off-cuts
Post-industrial vinyl flooring scrap
7 National Centre for Business Sustainability (NCBS)11
Mostly production edge and end trimmings from the major UK manufacturers
Total 45
The rigid material from windows and pipes is recycled by several small specialist companies which have invested substantial amounts in the capital equipment required to handle scrap PVC. Much of the material is returned for closed-loop recycling by the window and pipe makers while some is made into other products such as cable trunking. Most of the post-industrial flooring scrap is supplied to compression moulders within the UK to make new products such as traffic calming ramps (‘sleeping policemen’), safety barrier bases and traffic cones. There are further tonnages of post-industrial production scrap PVC from other sectors such as packaging and coated textiles which are already been recycled by generalist plastic recyclers but have not been quantified for this project. In particular there are several companies which recycle skeletal waste from the sheet PVC used to make blister packs and vacuum formed sandwich packs, disposable food bowls, etc. The existing network of small companies which already recycle substantial tonnages of post-industrial PVC scrap back to high grade applications in the UK provides a ‘reservoir’ of expertise which may be tapped to expand PVC recycling in future. At present these companies are recycling very little post-use PVC waste because it is more difficult to collect and process and current UK landfill disposal costs are too low to justify the extra effort. The majority of the post-use PVC material that is currently recovered in the UK is cable waste. This is flexible PVC insulation which is removed by cable recyclers in the process of recovering copper from scrap cable. Most of this material is relatively low grade due to the high level of contamination with fine copper wire fragments. This material is mostly sold to the same compression moulders who process post-industrial flooring waste.
9 Private communication, Paul Jervis, BPF Windows Group, 2003 10 ‘Survey of Plastics Pipes and Ducting Waste Arisings’, Confidential report for BPF Pipes Group by AMA Research, July 2002 11 ‘An assessment of current sources and disposal costs of mixed PVC waste in the UK’, NCBS, December 2002
Viability of UK PVC recycling for higher value products 11

4.3. Definitions Before proceeding further a few definitions are required for terms which will be used frequently in this report: PVC waste types:
• Post-industrial PVC waste is defined in this report as material that is generated in the course of an industrial manufacturing process. This includes edge trimmings from coating processes, off-specification extruded profiles, saw dust and off-cuts from window fabrication processes and similar wastes.
• Post-use PVC waste is material that has been manufactured, then sold and has reached the end of its useful life. This includes products such as windows, pipes and flooring that are replaced after many years use but also relatively short life items such as packaging materials and materials that are wasted in the installation process such as flooring and piping off-cuts.
Recyclate types: A distinction is made in this report between high grade and low grade recyclates:
• High grade PVC recyclates are materials produced from waste PVC which are so close in specification to new materials that they can be used to substitute virgin polymer in certain parts of a new product.
• Low grade PVC recyclates are materials produced from waste PVC which are used to make products that do not require a high purity specification. They do not normally substitute virgin polymer but instead replace different materials such as concrete. Frequently the products in which they are used have superior performance to products made from the material substituted by PVC recyclate.
In this report collected PVC waste is the quantity of waste PVC which is actually collected and processed separately from other waste materials. Collectable PVC waste is the quantity of PVC waste which could potentially be collected by reasonably economical collection processes. The judgement of ‘reasonable economical’ collection cost is subjective but in this research we define it to include waste which could potentially be collected and reprocessed economically to make high grade recyclate if suitable collection and processing infrastructure was in place. PVC waste arisings are the quantities of waste PVC that are created and disposed by all routes. They may not be separately collected at present. Estimates of PVC waste arisings are generally significantly higher than estimates of collectable waste or actual waste collected because it is not economically viable to collect much of the PVC waste stream separately. A glossary of other terms used in this report is provided in appendix 6.
Viability of UK PVC recycling for higher value products 12
4.4. Political background Since the mid 1970s PVC has been the focus of pressure from campaigning environmental NGO’s such as Greenpeace. It appears that these campaigns originated from Rachel Carson’s book, ‘Silent Spring’, published in 196212 which raised concerns about organochlorines generally and led to the ban on DDT. In the 1970’s campaigns were launched to ban production of Chlorine altogether. These were not widely accepted so the campaigning groups switched their attention to PVC, at the other end of the production chain13. PVC consumes about 35% of World chlorine production. More recently Greenpeace has moved its attention to the by-products of PVC manufacture and increasingly to the additives used in PVC such as phthalate plasticisers used in some flexible PVC applications and heavy metal-containing stabilisers which are used in some PVC compounds because of concerns about their long term human toxicity14. As a result of NGO campaigning and consumer pressure some UK high street retailers, including Marks and Spencer and H&M have publicly pledged to phase out PVC products throughout their product ranges. Other campaigning environmental NGOs, such as Friends of the Earth and the World Wildlife Fund (WWF) do not single out PVC itself for special attention but instead campaign for improvements in the sustainability of the use of chemicals generally. They focus particularly on substances that they believe may be hormone disruptors or which may accumulate in the body. They cite research which mentions, among many other compounds, phthalate plasticizers15. A summary of the position of Friends of the Earth, the WWF and the European Environmental Bureau (an umbrella environmental lobbying organization) is contained in their response to the new EU Chemicals legislation16 dated July 2002. This document welcomes the EU Registration, Evaluation and Authorisation of Chemicals (REACH) legislation. The REACH legislation puts new responsibility on chemicals producers to ensure that their products are safe, restricts or prevents the use of chemicals which are of high concern and motivates producers to innovate in order to improve the safety and sustainability of their products and processes. The emphasis of the campaigns by Friends of the Earth and WWF is on innovation to replace chemicals with high toxicity or biological persistence with more benign alternatives. Some of the additives used in PVC in the past or which are currently being phased out by the PVC industry in Europe also fall within the categories of substances that are targeted by Friends of the Earth and WWF. These include cadmium stabilizers (already eliminated from new products) and lead stabilizers (to be phased out by 2015). Neither Friends of the Earth or WWF have produced a written position on their attitude to recycling of PVC materials containing additives, such as cadmium stabilizer, which are now no longer used. This is a difficult issue for environmental campaigners and indeed the industry. Once a material has been created it may be better to recycle it and lock it up in new products than to dispose of it to landfill, even if it means that ‘legacy’ additives which are no longer used in new products are re-introduced into use. The Natural Step is an apolitical, non-campaigning environmental NGO which helps commercial organisations to improve the sustainability of their operations by building sustainability values into their core strategies and procedures. It is working with the major UK PVC producers and in 2000 published a sustainability evaluation of PVC 17. This study pointed to challenges that the PVC industry would need to meet if it is to achieve long term environmental sustainability in the terms defined by The Natural Step Framework. There are some differences in approach in the PVC industry between those who support the cross-industry Vinyl 2010 commitment (see Section 4.5), which includes dates to achieve targets for elimination of certain PVC additives, and those who also support the longer term and broader commitments proposed by The Natural Step and adopted by some individual companies. 12 ‘Silent Spring’, Rachel Carson, 1962 13 Pete Roche, Greenpeace UK, Chemical Week, February 26 1997 14 ‘What’s wrong with PVC’, Greenpeace, October 1997, www.greenpeace.org.uk/contentlookup.cfm?CFID=733695&CFTOKEN=92134451&ucidparam=20030303124703&MenuPoint=G-B 15 www.foe.co.uk16 ‘’New EU Chemicals Policy, the View of Environmental NGOs’ July 2002, www.foe.co.uk/resource/reports/eu_chemicals_legislation.pdf 17 ‘Sustainability evaluation of PVC using The Natural Step Framework’, The Natural Step, 2000, www.naturalstep.org
Viability of UK PVC recycling for higher value products 13

The Natural Step challenges are viewed by some within the PVC industry as a distraction from the environmental campaigner’s major concerns of additive toxicity because they propose additional commitments to carbon neutrality and zero emissions and do not set fixed target dates for compliance. Both of the major UK PVC producers, European Vinyls Corporation18 and Hydro Polymers1920, have published sustainability commitments. The European Commission’s PVC Green Paper, published in 200021, identified key ecological sustainability issues for the PVC industry to address – these related to additives (especially Cadmium and Lead containing stabilizers and phthalate plasticisers) and waste management issues regarding products at end of life. The key issues identified in the Green Paper are addressed by the PVC industry within its Vinyl 2010 sustainable development initiative. There is a spectrum of opinion among politicians and the NGO community regarding PVC and its additives, from outright hostility through passive concern to constructive engagement with the PVC industry. The outcome, however, has been that the PVC industry worldwide has come under greater pressure to demonstrate improvements in the sustainability of its operations and the recyclability of its products compared to other polymer producers. The National Society for Clean Air22, another apolitical environmental NGO, was represented on the steering group for this research project. Its representative, Tim Brown, provided substantial input to the life cycle analysis section of the report and provided advice on other aspects of the project.
4.5. Industry Vinyl 2010 commitment In response to the potential threat of bans on the use of PVC in certain applications or the imposition of a tax on products made from PVC the main representative bodies of the PVC industry across Europe met in 2001 and agreed a joint voluntary commitment to improve the sustainability of PVC products23. Key commitments made by the industry were:
• To increase recycling of post-use PVC across Europe by200,000te/yr above the level of recycling in 2001. This commitment is on top of any increases in recycling required by current or future European legislation such as the Packaging Waste, End of Life Vehicle (ELV) and Waste Electrical and Electronic Equipment (WEEE) Directives.
• Immediate cessation of the use of cadmium-based stabilizers in 2001 • To reduce use of lead-based stabilizers to 50% of 2001 levels by 2010 and to eliminate them altogether by
2015 • Compliance audits and risk assessments on various parts of the PVC production and use process – to be
completed by end 2004 The Vinyl 2010 secretariat has recently published a report on its progress towards achievement of the 2010 commitment24. The target of eliminating cadmium stabilisers was achieved and the industry is on track to complete the compliance audits and risk assessments on schedule. Progress is being made on substitution of lead stabilizers but the intermediate 2005 target of 15% reduction may be difficult to achieve because several additional lead stabilizer users have joined the Vinyl 2010 organisation since the commitment was first made. Their usage is now counted as part of the measured industry consumption while the commitment targets have not changed. The intermediate 2005 recycling target is expected to be met as a result of initiatives across Europe but the final 2010 recycling target of 200,000te/yr of extra post-use PVC recycling looks challenging.
18 www.evc.com 19 www.hydropolymers.com/en/global_commitment/index.html 20 ‘PVC and Sustainability’ J Leadbitter, Hydro Polymers, Journal of Progress in Polymer Science, 27 (2002) 2197-226, Elsevier. www.hydropolymers.com/library/attachments/en/media_room/publications/pvc_sustainability_en.pdf 21 http://europa.eu.int/comm/environment/waste/pvc/green_paper_pvc.htm 22 www.nsca.org.uk/pages/index.cfm 23 ‘The Voluntary Commitment of the PVC Industry’, Vinyl 2010, October 2001, www.vinyl2010.org 24 ‘Progress Report 2004’, Vinyl 2010, April 2004, www.vinyl2010.org
Viability of UK PVC recycling for higher value products 14

5. UK PVC waste streams
5.1. Method The project reviewed previous estimates of total PVC-rich waste arisings and of collectable PVC-rich waste materials in the UK and carried out further research by discussion with its industry collaborators in order to identify, characterise and quantify the main waste streams arising in the UK. The available waste streams were prioritised in terms of their volume, collectability and recyclability in order to focus the remainder of the project on analysis of recycling options for the most attractive waste streams. This section of the report reviews the waste streams and explains why windows, pipes and flooring were selected as the most promising post-use PVC waste streams for large scale recycling in the UK. PVC-rich waste streams considered in this section are:
• Windows • Pipes • Flooring • Made-up textiles • Wallpaper • Packaging • Cable waste • End of life vehicles
5.2. Windows Around 470,000te/yr of PVC25 is used in the construction sector in the UK. Of this around 250,000te/yr is estimated by the BPF Windows Group to be used in windows, doors and conservatories26. The quantity of post-industrial scrap PVC arising from the manufacture of new PVC windows, doors and conservatories is estimated to be around 30,000te/yr (see section 4.2). As almost all of this material is already recycled into high grade applications it will not be considered further in this report. The remainder of treport will concentrate on recycling solutions for post-use windows.
he
he
stry
A recent study by the BRE for WRAP of tpotential for materials recovery from the replacement window and door induestimated that about 7% of the windows replaced in 2003 had PVC frames but 90% of the windows installed were PVC. This means that the quantity of PVC window waste arising will grow rapidly in future years27. The same report estimates that current post-use PVC window waste arisings from the replacement sector are about 6,000te/yr but that this will grow within 10 years to around 89,000te/yr.
Fig 5.2 Most used PVC windows are currently disposed to landfill28
25 ‘Plastics in the UK Economy, a Guide to Polymer Use and the Opportunities for Recycling’, Wastewatch, 2004 26 Private communication, Dr Mercia Gick, BPF, 2004 27 ‘Research into waste glass window and door frames from the demolition and replacement window industries’, WRAP Research report GLA2-022, James Hurley, BRE, June 2003 28 WRAP photo library
Viability of UK PVC recycling for higher value products 15

This estimate excludes further post-use PVC waste that already arises from the demolition sector. This volume is unquantified at present but the volumes are likely to grow in future at a similar rate to the volume from the replacement sector because the majority of new-build window installations are also PVC. A further WRAP-funded study of window waste arisings has recently started. This project is to investigate the economics and practicalities of collection of post-use domestic window glass and framing materials (not just PVC). The project is running a number of practical trials to investigate collection logistics and to collect quantified information on waste arisings and collectable waste quantities. It is expected to report later in 2004.
5.3. Pipes Total usage of plastics pipes and ducting in the UK is eto be of the order of 300,000te/yr. Many of these are installeunderground and remain in use for very long periods indeeAt the end of their life they are often left underground andnot enter a visible waste stream.
stimated d
d. do
A survey of the potential for recovery of waste pipes and ducting carried out for the BPF pipes group by AMA Research in 2002 estimated that total post-use collectable waste from pipes is currently in the range 12-16,000te/yr29. About 75% of this material is estimated to be PVC (8-12,000te/yr) with the balance being mostly polyethylene. Pipes waste arises mostly in the form of offcuts created during installation and old pipes removed as a result of renovation programmes. About 55% of the pipes and ducting installed (approx 170,000te/yr) are estimated to be made from PVC.
Fig 5.3a Underground drainage pipes are often made from PVC30
The larger utilities companies such as Transco and BT have made significant efforts in recent years to improve recycling of the pipes and ducting that they use. Theses companies mostly use HDPE pipes so their efforts, although welcome overall have had limited impact on recycling of post-use PVC. There is estimated to be a greater percentage of PVC in the collectable pipe waste than in new installations because end-of life rainwater goods (which are almost entirely PVC) are thought to account for almost half of the potential waste arisings. As most waste pipes will arise in the construction sector the potential collection routes for pipes waste are very similar to those for windows. Both windows and pipes are made from rigid, unplasticised PVC. There are some differences; windows tend to contain impact modifiers, while pipes generally do not and pipes tend to be coloured while windows tend to be white. Despite It is likely in future that as PVC collection systems develop they will collect pipes and windows together because the wastes arise in similar locations and the polymers are of similar types with similar recycling requirements. In the remainder of this report windows and pipes are considered as a single stream.
Fig 5.3b PVC rainwater goods may be a large part of collectable pipe waste31
29 ‘Survey of Plastics Pipes and Ducting Waste Arisings’, Confidential report for BPF Pipes Group by AMA Research, July 2002 30 Photo courtesy of Marley 31 Photo courtesy of Marley
Viability of UK PVC recycling for higher value products 16

5.4. Flooring For the purpose of this research PVC flooring has been categorised into 3 main types:
• Plastisol flooring • Calendared flooring • Safety flooring
Flexible plastisol flooring is used largely in domestic applications. It is produced in two main forms; plain sheet vinyl and blown ‘cushion’ vinyl. Most plain sheet plastisol floorings have a sandwich construction with a fine glass fibre mat in the middle layer to give strength. Blown vinyl has a similar construction but is made with a foaming agent which releases tiny bubbles within the flooring when it is heated in the flooring machine. This creates a cushion effect.
Figure 5.4a PVC plastisol flooring 32
Calendared flooring is used mainly in commercial and institutional applications such as hospitals, shops and oIt is usually thicker than the plastisol flooring used in domestic applications and may be supplied in roll form or as tiles.
ffices.
Calendared flooring is made by melting a mixture of polymer and additives and then squeezing it through sets of rollers to produce a uniform sheet. It generally has higher plasticizer content and lower filler content than plastisol flooring. The filler is usually calcium carbonate.
Figure 5.4b Calendared PVC Flooring 33
Safety flooring. This is used in commercial applications such as restaurant kitchens and on stairways where non-slip properties are required. It is usually a plastisol type construction. The non-slip properties are conferred by embedding a fine abrasive grit such as aluminium trioxide, silica or carborundum in the surface of the flooring. Safety flooring is thought to account for about 20% of the UK market for commercial applications (significantly higher than in other European countries). Safety flooring can be problematic for recyclers because the abrasives it contains can cause serious damage to reprocessing equipment. In terms of square metres installed the domestic sector accounts for about 60% of the total UK PVC flooring market. Recyclers are generally more interested in tonnage rather than area installed. Total sales of PVC flooring in the UK are estimated to be of the order of 220,000te/yr. About 55% of this tonnage is installed in commercial and institutional applications (known in the trade as the ‘contract’ sector) and 45% in the domestic sector34. The contract sector tonnage is higher than the domestic sector because contract applications generally require products with higher weight per square metre (average 1.6Kg/sq m for domestic applications and 3.2Kg/sq m for commercial).
32 Photo courtesy of Marley Floors 33 Photo courtesy of Marley Floors 34 Private communication, Peter Thomas, Marley Floors, 2004.
Viability of UK PVC recycling for higher value products 17

Based on discussions with flooring installers it is probably fair to assume that in about 50% of applications the new PVC flooring that is laid replaces an existing PVC floor. Installers also estimate an average of about 10% offcuts for each new installation (less for tiled floors, more for sheet floors). With these assumptions the total flooring waste arising in the UK from new installations rather than demolition will be approximately 130,000te/yr. It is likely to be easier to collect flooring from contract installers than from domestic installations because many domestic installations are done by very small firms or by householders themselves. Contract installations tend to be larger jobs and are generally done by larger, specialist firms who will be easier to contact. For this reason the collectable PVC waste flooring volume is likely to be about 50% of the total, approximately 65,000te/yr.
5.5. Made up textiles PVC coated made up textiles consist of a fabric (usually woven polyester) coated with PVC either in plastisol form or by calendar extrusion. Polyester fibre content is typically around 30%. This makes separation and recycling difficult. Sales of PVC Textile composites are growing faster than European GDP with an extremely wide range of applications. PVC-coated made up textile products include marquees, advertising hoardings, awnings, truck tarpaulins and side curtains, suspended textile roofs and inflatable buildings. Some products have short lives, for example temporary advertising signs. Some, such as awnings, have very long lives. UK production of PVC coated textiles is estimated to be around 8,000te/yr35. Imports are thought to greatly exceed UK production so total UK consumption is likely to be of the order of 25,000te/yr. It is difficult to make more accurate estimates due to the fragmented nature of the sector. The principal post-industrial PVC-rich waste streams from manufacture of PVC-coated made up textiles are36:
• Fabric coaters o PVC coated fabric trimmings and production off-cuts o liquid and solid plastisol waste
• Product manufacturers and installers (inflatables, roofs, truck sides, etc) o PVC coated fabric off-cuts
The bulk of this post-industrial waste is currently landfilled in the UK due to:
• the fragmented nature of the industry • the high cost of segregating and transporting bulky textile waste • the difficulty of separating PVC from Polyester fibres
Up to 2,500te/yr of collectable post-use PVC-rich waste was identified in a 2002 survey by the National Centre for Business Sustainability (NCBS) although at present very little is collected37. The total waste arisings are likely to be very much higher – close to the UK consumption estimate of around 25,000te/yr because coated fabrics tend to have finite lives. The collectable waste volume is much lower than the total waste arisings because coated fabrics are used in an extremely wide range of low volume applications and enter the waste stream in many different ways and in many different places. It is therefore difficult to envisage how to develop a co-ordinated system for separate collection of coated fabrics that would deliver larger volumes. Some post-use made up textile waste is re-used in agricultural coverings but most is currently disposed to landfill. Made up textiles are not considered further in this report because the collectable volumes are too small to justify development of dedicated high grade recycling facilities in the UK. Landfill is likely to remain the disposal route for the bulk of this waste for the foreseeable future.
35 Private communication, David Dykes, Vitapruf 2004 36 Private communication, David Dykes, Vitapruf 2003 37 ‘An assessment of current sources and disposal costs of mixed PVC waste in the UK’, NCBS, December 2002
Viability of UK PVC recycling for higher value products 18

5.6. Wallpaper The UK wallpaper industry is centred in the north west of England and is dominated by a small number of relatively large companies. These companies consider recycling issues collectively under the umbrella of the Wallpaper Manufacturers Association (WMA). Vinyl wallpaper comprises a flexible plastisol PVC coating spread on a paper carrier layer using similar processes to those used for manufacture of plastisol flooring. Composition of the material is typically 50% PVC and 50% paper. Some wallpaper formulations include a blowing agent which creates a cushion effect. Where possible, liquid plastisol is recycled internally by the manufacturers. White, blowing and coloured plastisols are segregated after use and reworked into similar formulations where possible. Some otherwise uncontaminated coloured plastisols may be reused internally as a dark grey base for use with strong gravure colours. After in-house reprocessing the UK industry produces around 15,000te/yr of post-industrial PVC-rich waste. This waste comprises:
• 8-14,000te/yr of production trimmings and roll-ends • about 1,500te/yr of liquid plastisol waste created when colour batches are changed
Virtually all of this material is currently disposed to landfill. Total waste arisings are unlikely to increase significantly because overall wallpaper consumption in the UK is decreasing in response to fashion trends away from paper wall coverings. However increasing product variation to give greater consumer choice and decreasing run lengths as wallpaper markets fall will tend to increase the amount waste generated as a proportion of total output. Post-use waste wallpaper is very hard to recover. No separate collection is known in the UK. The majority of post-use wallpaper is disposed to landfill with mixed construction or domestic waste. Wallpaper waste is not considered further in this report because post-use vinyl wallpaper is not a collectable waste stream at present and the wallpaper industry is developing an in-house solution for its post-industrial scrap as described in section 8.5.
5.7. Packaging PVC is used for some types of bottles, in blister packs for pharmaceuticals, in the collation trays used as temporary carriers for yoghurt pots and similar products in supermarkets and in a diverse range of other niche packaging applications. EVC, the major UK PVC polymer producer established a dedicated PVC bottle recycling business called Reprise near St Helens in the mid 1990s. However the proportion of PVC bottles in the UK waste stream has dropped rapidly in recent years as PET and HDPE have become more popular for this application. The Reprise business eventually failed due to the declining PVC bottle volumes. It moved into PET and HDPE bottle recycling under new ownership (JFC Delleve Ltd) and is now expanding. The largest potentially collectable PVC packaging stream comprises the collation trays which are used to hold yoghurts and other similar products in place on the shelves in supermarkets. This material is currently collected at back of store in a mixture with polyolefin films. It is mostly exported to China and India by the large store chains. The stores are paid prices in the region of £70/te by the exporters for the mixed film material and they also earn a credit for the export Packaging Recycling Note value. The estimated volume of PVC collation trays used in the UK is about 8,000te/yr38. Trials by the supermarkets have demonstrated that it is very difficult to segregate plastics reliably at back of store39. There is usually little space available and many different staff are involved in handling the material, which makes it very difficult to ensure consistent standards of segregation.
38 ‘An assessment of current sources and disposal costs of mixed PVC waste in the UK’, NCBS, December 2002 39 ‘Recycling of PVC Packaging into Extruded Cellular Products’, NL Thomas and JP Quirk, Cellular Polymers, Vol 16 No 5, 1997
Viability of UK PVC recycling for higher value products 19

From the point of view of the supermarkets, segregation of collation trays is not economically viable given the high price achievable for export. However the export prices currently available may not be sustainable in the long term as China becomes more prosperous and places tighter restrictions on import of waste. The tonnage of mixed film exported by the supermarkets and other large retailers is thought to be of the order of 80,000te/yr40 so PVC collation trays comprise only about 10% of the mixture exported. The ultimate destination or use of the PVC collation trays within China was not established for this project. Markets are also developing among recyclers in the UK for mixed back-of-store films. Several companies now manufacture products such as plastic pallets and livestock partitions from these materials. The moulding methods used can tolerate low levels of PVC content in the feed so there is no great incentive for separation of PVC. PVC from packaging waste is not considered further in this report because separate collection of PVC at back of store is not currently a commercially option and most collation tray waste is already recycled in a mix with polyolefin films – either by export or by UK recyclers who can accept mixed feeds.
5.8. Cable waste Cable waste is potentially a substantial PVC-rich waste stream in the UK. Until about 5 years ago Manchester Plastics, a company in the north west of England processed nearly 35,000te/yr of flexible PVC separated from cable waste by cable strippers across the UK and northern Europe. This material was graded and treated by tribo-electric and electrostatic separation to remove non-PVC materials and small metal particles and then sold for a variety of applications including compression moulding to make products such as traffic cone and safety barrier bases. The supply of this material dwindled rapidly when an export route opened up to China for unstripped waste cable. The bulk of UK waste cable is now shipped to recyclers in China where it is stripped and sorted. The trade is assisted by the very low cost of back-load containers to the Far East from Northern Europe and by a preferential tariff regime in China which favours the import of copper to China in the form of scrap cable. Usage of PVC as a cable insulator is also declining in Europe as manufacturers increasingly switch to polypropylene insulation. However this will not have much impact on post-use cable waste arisings in the medium term as cable tends to be a long life product. The trend to increased polypropylene insulation will only become significant in the post-use waste stream in the longer term. The total amount of collectable PVC cable waste available in the UK was estimated by the NCBS in 2003 to be 5-8,000te/yr41. However this may now be an over-estimate given the high level of exports to China and the trend towards polypropylene. Cable waste is not considered further in this report as a potential collectable UK PVC-rich waste stream due to the competing export route to China. However, this material could quickly become available again if the regulatory environment in China changes. If it does then the recycling techniques discussed in the remainder of this report for flexible PVC flooring are also suitable for cable waste. Solvay’s demonstration Vinyloop PVC recycling plant at Ferrara in Italy was originally set up to process PVC cable scrap so its technology is well developed for this application. There are also several companies in Europe with expertise in mechanical separation and melt filtration of PVC cable waste.
40 R Morton, private communication, Axion Recycling May 2004 41 ‘An assessment of current sources and disposal costs of mixed PVC waste in the UK’, NCBS, December 2002
Viability of UK PVC recycling for higher value products 20

5.9. End of life vehicles Shredder residue is the material left after vehicles and other metallic and electrical equipment wastes are shredded and the metal fraction is removed by the shredding companies such as EMR and SIMS. Plastics comprise about 20% of Shredder Residue (SR)42. Shredder residue production is currently about 400-500,000te/yr in UK and is likely to increase in future as the proportion of plastic in cars increases and these vehicles enter the waste stream. PVC currently accounts for 5-10% of End of Life Vehicle (ELV) Plastic. Post-use PVC waste arising from the automotive and related sectors is therefore in the range 5-10,000te/yr. The End of Life Vehicles Directive passed into European law in October 2000. It is due to be fully adopted by the UK during 2004, once the results of an industry consultation procedure have been considered. The Directive sets increasingly challenging recycling targets for the recycling and recovery of materials from vehicles. These targets are:-
Target Date Recovery Recycling & Re-Use
Jan 2006 85% 80%
Jan 2015 95% 85%
The present recycling rate achieved for ELVs through the shredder process ranges from 65 – 75% depending upon the efficiency of the individual site and the mix of infeed material. At present very little plastic is separated from shredder residue in the UK. However recovery of polymers from shredder residue will be essential to achieve future ELV targets. Shredder residue therefore represents a potential future source of PVC-rich waste. Any plastic recovery technique for shredder residue will have to separate out PVC. Extraction of PVC alone from shredder residue will be very expensive so a separate initiative for this waste stream is unlikely. Future initiatives will target the full spectrum of automotive plastics, particularly polyolefins and foam. PVC will be a by-product. PVC-rich waste from automotive shredding is not considered further in this report because it is unlikely that large scale recovery of plastic from shredder residue will start in the UK for some years. Once recovery of plastic from shredder residue does start, the PVC stream extracted will have similar characteristics to cable waste as most vehicle PVC is associated with wiring. In addition to extraction of plastics from shredder residue it is likely that increasing quantities of plastic will be removed from end of life vehicles at the depollution and dismantling stage prior to shredding. Items likely to be removed will include cable looms (which include PVC) and bumpers. As the pre-shredder dismantlers are only now starting to develop their operations it is difficult to predict how much material will arise by this route.
42 ‘Towards Processing Polymers from ASR’Waste and Energy Research Group, University of Brighton, , Funded by Viridor Waste Management Ltd, via the LTCS, and CARE (Consortium for Automotive Recycling)
Viability of UK PVC recycling for higher value products 21
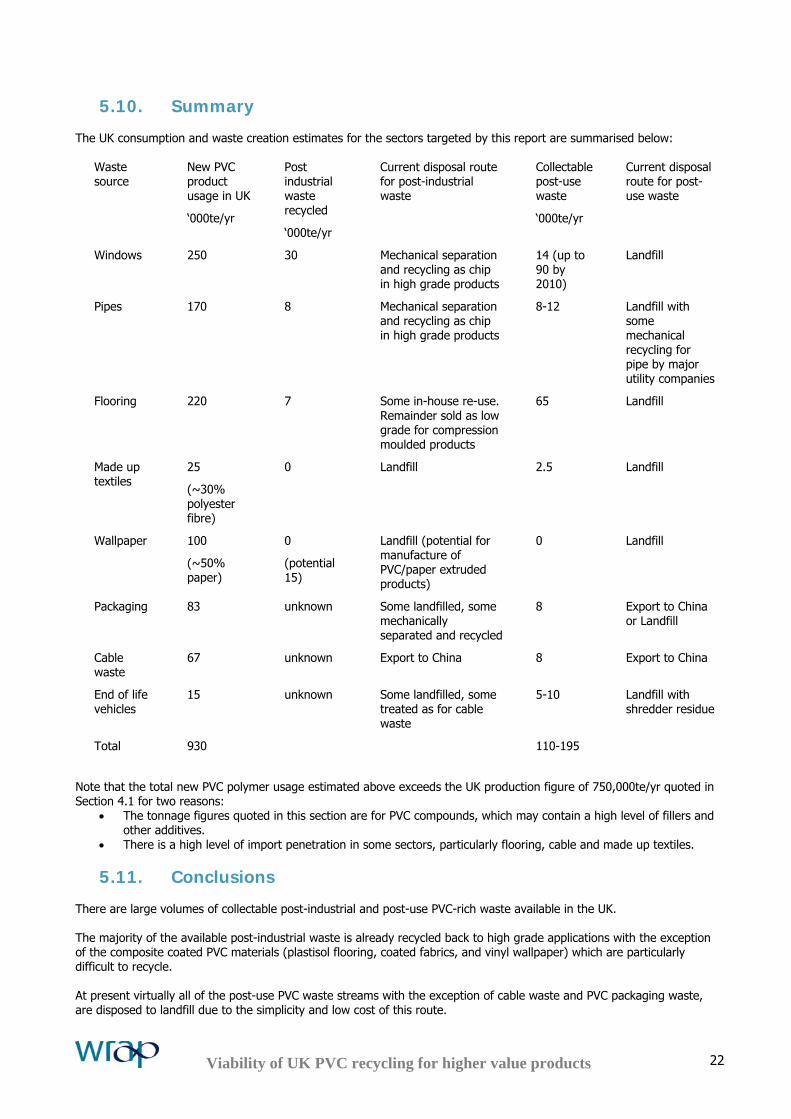
5.10. Summary The UK consumption and waste creation estimates for the sectors targeted by this report are summarised below:
Waste source
New PVC product usage in UK
‘000te/yr
Post industrial waste recycled
‘000te/yr
Current disposal route for post-industrial waste
Collectable post-use waste
‘000te/yr
Current disposal route for post-use waste
Windows 250 30 Mechanical separation and recycling as chip in high grade products
14 (up to 90 by 2010)
Landfill
Pipes 170 8 Mechanical separation and recycling as chip in high grade products
8-12 Landfill with some mechanical recycling for pipe by major utility companies
Flooring 220 7 Some in-house re-use. Remainder sold as low grade for compression moulded products
65 Landfill
Made up textiles
25
(~30% polyester fibre)
0 Landfill 2.5 Landfill
Wallpaper 100
(~50% paper)
0
(potential 15)
Landfill (potential for manufacture of PVC/paper extruded products)
0 Landfill
Packaging 83 unknown Some landfilled, some mechanically separated and recycled
8 Export to China or Landfill
Cable waste
67 unknown Export to China 8 Export to China
End of life vehicles
15 unknown Some landfilled, some treated as for cable waste
5-10 Landfill with shredder residue
Total 930 110-195
Note that the total new PVC polymer usage estimated above exceeds the UK production figure of 750,000te/yr quoted in Section 4.1 for two reasons:
• The tonnage figures quoted in this section are for PVC compounds, which may contain a high level of fillers and other additives.
• There is a high level of import penetration in some sectors, particularly flooring, cable and made up textiles.
5.11. Conclusions There are large volumes of collectable post-industrial and post-use PVC-rich waste available in the UK. The majority of the available post-industrial waste is already recycled back to high grade applications with the exception of the composite coated PVC materials (plastisol flooring, coated fabrics, and vinyl wallpaper) which are particularly difficult to recycle. At present virtually all of the post-use PVC waste streams with the exception of cable waste and PVC packaging waste, are disposed to landfill due to the simplicity and low cost of this route.
Viability of UK PVC recycling for higher value products 22

PVC cable waste and PVC packaging are currently exported to China mixed with other materials (scrap copper and back-of-store polyolefin film respectively). Post-use windows, pipes and flooring are the three largest uncollected PVC-rich waste streams in the UK. They all arise from the construction sector and may therefore be able to share some aspects of any future collection infrastructure. They should be targeted for industry PVC recycling initiatives. The remainder of this report focuses on the two broad post-use PVC-rich waste streams of:
• windows and pipes made from rigid PVC • flooring made from flexible PVC
6. Waste collection strategies
6.1. Method Having identified post-use windows, pipes and flooring as the primary target PVC waste streams for recycling in the UK this section of the report identifies and assesses the potential collection routes for these materials. It was not thought worthwhile to investigate collection routes for other PVC-rich waste streams in detail because it is likely that the costs and complications of collecting these waste streams and the relatively low collectable tonnages will make them too expensive to recycle. However the conclusions drawn for windows, pipes and flooring will be of some relevance to most other PVC waste streams arising in the UK.
6.2. Collection options PVC-rich windows, pipe and flooring wastes all arise as a result of construction-related activities. Similar collection methods are therefore likely to be appropriate. This offers the potential for reducing costs through co-ordination of collections. Potential collection routes are:
• Supplier take-back • Civic amenity bring sites and trade waste collection sites • Construction waste MRFs • Contracted special collections
Each is considered in more detail below.
6.2.1. Supplier take-back Practical trials conducted in the UK by Anglian Windows and by a windows recycling project funded by the European Plastic Profiles Association (EPPA) and the British Plastics Federation (BPF) indicate that the lowest cost collection solution in most cases and the route which generally provides the cleanest material is likely to be to use reverse logistics43. These are take back systems where companies that supply or install new windows, pipes or flooring undertake to transport installation offcuts and any end of life PVC material that they remove back to skips located at their depots. By doing so they provide a waste disposal service to their clients and athe same time support the PVC industry Vinyl 2010 commitment. Thecost of transport is minimal as most installers run their own delivevans which generally return empty to their depots.
t
ry
Viability of UK PVC recycling for higher value products 23
43Private communication, Steve Weston 2004
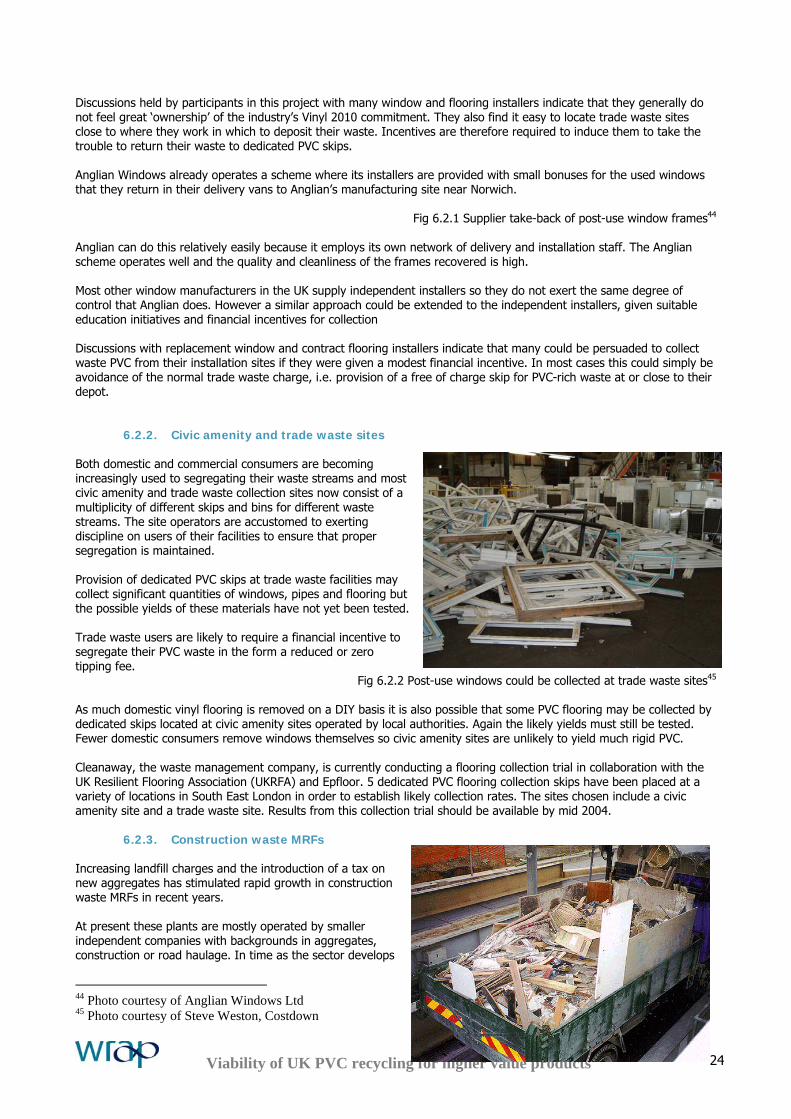
Discussions held by participants in this project with many window and flooring installers indicate that they generally do not feel great ‘ownership’ of the industry’s Vinyl 2010 commitment. They also find it easy to locate trade waste sites close to where they work in which to deposit their waste. Incentives are therefore required to induce them to take the trouble to return their waste to dedicated PVC skips. Anglian Windows already operates a scheme where its installers are provided with small bonuses for the used windows that they return in their delivery vans to Anglian’s manufacturing site near Norwich.
Fig 6.2.1 Supplier take-back of post-use window frames44
Anglian can do this relatively easily because it employs its own network of delivery and installation staff. The Anglian scheme operates well and the quality and cleanliness of the frames recovered is high. Most other window manufacturers in the UK supply independent installers so they do not exert the same degree of control that Anglian does. However a similar approach could be extended to the independent installers, given suitable education initiatives and financial incentives for collection Discussions with replacement window and contract flooring installers indicate that many could be persuaded to collect waste PVC from their installation sites if they were given a modest financial incentive. In most cases this could simply be avoidance of the normal trade waste charge, i.e. provision of a free of charge skip for PVC-rich waste at or close to their depot.
6.2.2. Civic amenity and trade waste sites Both domestic and commercial consumers are becoming increasingly used to segregating their waste streams and most civic amenity and trade waste collection sites now consist of a multiplicity of different skips and bins for different waste streams. The site operators are accustomed to exerting discipline on users of their facilities to ensure that proper segregation is maintained. Provision of dedicated PVC skips at trade waste facilities may collect significant quantities of windows, pipes and flooring but the possible yields of these materials have not yet been tested. Trade waste users are likely to require a financial incentive to segregate their PVC waste in the form a reduced or zero tipping fee.
Fig 6.2.2 Post-use windows could be collected at trade waste sites45
As much domestic vinyl flooring is removed on a DIY basis it is also possible that some PVC flooring may be collected by dedicated skips located at civic amenity sites operated by local authorities. Again the likely yields must still be tested. Fewer domestic consumers remove windows themselves so civic amenity sites are unlikely to yield much rigid PVC. Cleanaway, the waste management company, is currently conducting a flooring collection trial in collaboration with the UK Resilient Flooring Association (UKRFA) and Epfloor. 5 dedicated PVC flooring collection skips have been placed at a variety of locations in South East London in order to establish likely collection rates. The sites chosen include a civic amenity site and a trade waste site. Results from this collection trial should be available by mid 2004.
6.2.3. Construction waste MRFs
g for higher value products 24
Increasing landfill charges and the introduction of a tax on new aggregates has stimulated rapid growth in construction waste MRFs in recent years. At present these plants are mostly operated by smaller independent companies with backgrounds in aggregates, construction or road haulage. In time as the sector develops
44 Photo courtesy of Anglian Windows Ltd 45 Photo courtesy of Steve Weston, Costdown
Viability of UK PVC recyclin

they are likely to consolidate and increasingly come under the control of national waste management companies. The basic business model of these facilities is to collect mixed construction and demolition waste in return for a collection fee of £30-50/te.
Fig 6.2.3 Waste PVC may be separated from mixed construction waste46
They then use a series of simple separation processes to minimise the proportion of material that has to be disposed at full cost to landfill. Most of these MRFs will accept zero or even slightly negative value for any waste stream provided the separation cost is not excessive as any additional tonnage diverted from landfill allows them to capture more of their primary collection fee. At present they generally segregate:
• Aggregate and concrete for crushing and screening • Fines for landfill top-cover or soil substitute • Wood • Metals
Introducing a PVC separation stage would be relatively straightforward for many of these companies as they usually employ some sort of manual picking belt. Provided the quantities are sufficient it may be possible to source PVC waste by this route at close to zero value. At this stage likely collection volumes are unknown.
6.2.4. Contracted special collections Large scale local authority or commercial property renovation and demolition projects can be targeted for dedicated PVC collections, particularly for windows. These projects can often provide the economies of scale required to justify provision of dedicated collection skips and the specialist deglazing and frame breaking training and equipment required for windows. A major trial is currently under way at Weaver Vale Housing Trust near Winsford in Cheshire to collect post-use windows from a large housing refurbishment project. In the course of this project 50,000 single glazed PVC windows will be replaced over a 5 year period. The collection trial is being supported by Viridor Richardson, the glass recycler together with the BPF, EPPA and WRAP. The Weaver Vale site is being used by both the BPF/EPPA and the WRAP/BRE windows recycling projects and several different glass and PVC recycling companies to test methods for collection and recycling of post-use windows.
Fig 6.2.4 Major refurbishment projects may be source of waste PVC47
46 WRAP photo library 47 WRAP photo library
Viability of UK PVC recycling for higher value products 25

6.3. Feed preparation Whichever collection method is used, both windows and flooring require preparation of the waste stream before it can be passed to any of the potential added-value recycling processes. Windows must be deglazed and broken up. Deglazing is required because none of the available recycling processes can accept large quantities of glass and they must be broken up to reduce handling costs. Flooring must be sorted to remove non-PVC materials and for most recycling options the safety flooring component must be removed. This section reviews the experience from practical trials of the best way to prepare these waste streams for recycling.
6.3.1. Deglazing windows BPF and EPPA are funding practical trials of two alternative deglazing and size reduction options:
A) Deglazing and breaking manually on site into bar lengths B) Moving whole windows to a specialist depot and breaking in a fridge fragmentiser with metal removal
The BPF/EPPA project is not yet complete but preliminary findings from the Weaver Vale project and other trial sites in the North West of England indicate that deglazing on site is a relatively straightforward manual operation for most PVC windows and is probably safer than multiple handling of whole windows. It has the added benefit that the PVC and glass fractions can be loaded on site into skips for different destinations. Whole windows have a low bulk density when loaded randomly. Trials funded by EPPA in the UK indicate that it is possible to load 200-250 deglazed whole windows into a standard 40 cubic yard skip48. At an average of 15Kg/window this equates to 2-3te of whole windows per skip. Significant transport cost reductions can be achieved by breaking the window frames into bar lengths on site. Trials at Weaver Vale have demonstrated that simple mechanical breaking equipment can be very effective for size reduction on site. The pile of frames in the pictures below was reduced to bar lengths in 10 minutes using the manual frame breaker shown. This device was developed specially for the task by one of the UK windows companies.
Figure 6.3.1a Frame breaking trials at Weaver Vale49
48 Private communication, Steve Weston, Costdown Consultancy
Viability of UK PVC recycling for higher value products 26

The frame breaking trials at Weaver Vale have also concluded that substantial further value can be added for downstream recyclers if the rubber glazing seals (black strips in the right hand photo in Fig 6.3.1a) are removed at the time the frames are broken so that as much rubber as possible is removed prior to shredding. Removal of rubber after shredding is much more difficult. Small rubber particles cause particular surface defect problems for extruders because they compress in the extruder and then expand again after they emerge from the extrusion die. In order to remove PVC windows it is necessary to remove part of the glass in order to facilitate access to the fixings unless these are accessible to cutting without removing the sealing ‘bead’. Because of the hazards of removing glass this is an additional constraint which must be understood and dealt with appropriately. Windows which have been partially deglazed are likely to require further glass removal to make them suitable for frame breaking and further treatment. Complete deglazing and frame breaking on site is only really practical for windows which are collected at large refurbishment projects or at construction waste MRFs. At these locations there is potential to ensure suitable controls on safe working practices and the window volumes are likely to justify provision of special equipment and suitable training for operatives. It is likely that a special NVQ training package will have to be developed for dismantlers to ensure that windows which are manually deglazed and broken are handled safely Windows collected from CA sites and through supplier take back routes will have to be collected whole and deglazed/broken at bulking up points. Anglian Windows at Norwich has operated a manual deglazing and frame breaking facility for some time. This operation handles both post-industrial and post-use windows recovered through Anglian’s network of installers. Anglian has refined its dismantling techniques over several years and has developed powered cutting equipment to assist the frame deconstruction process. It currently reprocesses virtually all of its post-industrial frames and an increasing quantity of post-use windows. The post-use frames are collected through a small number of pilot take schemes within its network of installers. After deglazing and manual dismantling the recovered bar lengths are sent to an independent specialist PVC recycler for final clean-up. The cleaned post-industrial and post-use chip is then re-used by Anglian. The post-use chip is blended with post-industrial chip and re-extruded into cavity closure profiles. These profiles would have formerly used only post-industrial material.
Fig 6.3.1b Anglian Windows post-use dismantling facility50
Fragmentation of fully glazed windows followed by mechanical separation is done by VEKA in Germany (see Appendix 2).
49 Photo courtesy of Steve Weston, Costdown Consultancy 50 Photo courtesy of Anglian Windows
Viability of UK PVC recycling for higher value products 27

The fridge processors in the UK who have participated in trials for the BPF/EPPA window recycling project have objected to handling fully glazed windows. The equipment they use is not designed to handle large quantities of glass. The conclusion of the trials conducted in the UK to date on post-use window recycling is that manual deglazing and frame breaking close to the point of collection and prior to size reduction gives the highest quality recyclate.
6.3.2. Sorting flooring Post-use flooring can contain a wide variety of non-PVC materials, including rubber, linoleum and asbestos-based products. If contractors removing end of life asbestos-based flooring follow UK regulations properly they should treat it as a hazardous material and take special precautions for removal and disposal. However sometimes they do not realise that this is what they are handling and treat it as normal waste. If post-use flooring is recycled in future procedures will have to be established which ensure that asbestos-containing material is removed safely at the sorting location and disposed separately. Recent practical trials in Spain by Epfloor have demonstrated that higher value products can be obtained if the flooring is sorted further to separate plastisol flooring from calendared flooring and to separate highly coloured materials. Post-use vinyl flooring waste in the UK is also likely to contain up to 20% safety flooring. The abrasives contained in this material can damage recycling equipment. A small scale trial at Swintex Ltd in Bury51 has demonstrated that satisfactory products can be manufactured from safety flooring and that the wear rates should not be intolerable if the material is added at reasonably high dilution. However the moulders will expect to pay reduced prices due to the increased wear on their machinery. If low grade flexible PVC recyclers in the UK cannot be persuaded to accept a percentage of safety flooring then this material will have to be eliminated as far as possible at the point of collection and any residual quantities removed by hand for feedstock recycling or disposal to landfill. The likely separation solution will be a simple hand sorting belt manned by operators who pick the different flooring types off the belt and drop them into different containers. The sorting will be most efficient of done on material which is not size reduced. Trials by flooring recyclers in Germany and Spain indicate that it is easier to separate flooring by hand in the form of rolls, tiles and large pieces than by automatic methods once the material is shredded.
51 Private communication, Steve Mitchell-Yorke, Swintex Ltd, Bury
Viability of UK PVC recycling for higher value products 28

6.4. Centralised or distributed processing When developing a collection and recycling network for waste PVC there are two processing options. Material may be:
• Collected and transported to a central point for sorting, size reduction and processing • Collected and processed locally by a network of distributed processors.
The optimum solution will be dictated by the economies of scale of the processing facilities and the cost and environmental impact of transport for the waste materials. Most mechanised PVC recycling processes require throughput of the order of thousands of tonnes/yr in order to achieve reasonable economies of scale. This favours centralised final processing. When initially collected window and pipe waste has low bulk density. There are also safety issues involved in multiple handling and transport of broken window glass. These factors favour on-site or regional deglazing, primary size reduction and metal removal for windows and pipes prior to transport to central recycling plants. On the other hand flexible PVC flooring waste compacts naturally when loaded so it is likely that full 18.5te loads of unshredded material can be transported in standard 40 cubic metre skips. This means that it is more likely to be cost effective to transport this material over longer distances prior to sorting than for windows. However, depending on the relative costs of hand-sorting and transport it may still be more cost–effective to hand sort regionally in order to avoid moving large quantities of non-PVC material and because the different sorted fractions may need to be transported in different directions. This trade-off will have to be explored as collection volumes increase. At present insufficient work has been done on large scale collection of these wastes for a clear conclusion to be drawn on where deglazing, sorting and primary size reduction should be done centrally or locally. What is clear is that once the material is reduced to a shredded, sorted feed the cost of transport is not excessive and the economies of scale favour centralized further processing.
6.5. Post-industrial vs Post-use recyclate Post industrial PVC waste is produced during the manufacture of new PVC products. It therefore of the same age as the virgin material used to make those products and contains the same additives. Recyclate made from post-industrial waste can therefore be used in new products with no concerns about additive compatibility or the possible presence of unwelcome ‘legacy’ additives that are no longer used. This in turn means that further post-industrial waste created during the manufacture of new products that contain a proportion of post-industrial recyclate will also create no worries about additive content or compatibility. See section 4.3 for definitions of post-use and post-industrial PVC waste. One of the important effects of using PVC recyclate made from post-use waste material in new products is that this has the potential to introduce ‘legacy’ additives such as cadmium into the new products. This immediately means that any recyclate made from post-industrial waste created during the manufacture of those products could also contain these legacy additives. Post-industrial PVC recyclate is already used in large quantities in both the windows and piping sectors and is used to some extent in the flooring sector. It is an efficient way for the industry to conserve resources. It will create substantial problems for the existing post-industrial recyclate market if ‘legacy’ additives enter the post-industrial recyclate stream. The solution is probably to earmark certain products where inclusion of legacy additives will not present problems for use of post-use PVC recyclate and to ensure that post-industrial recyclate from those product lines is segregated from other post-industrial recyclate that does not contain post-use material. In the windows sector cavity closures and certain other specialist profiles have been proposed as outlets for post-use recyclate. It has been estimated that applications of this type have the potential to use the majority of high grade post-use PVC window recyclate that is likely to be produced in the UK for the foreseeable future. At present in the UK items such as cavity closures are largely made from post-industrial recyclate. This means that in future, if post-use recyclate is to be used in these applications instead, then post-industrial recyclate must be moved up the value chain by further upgrading to allow its use in applications such as co-extruded window profiles.
Viability of UK PVC recycling for higher value products 29

6.6. PVC Map In the course of this project a database was constructed of the companies which are involved with PVC waste recycling in the UK. This has been developed into a ‘PVC-map’ for the UK. Company details and expanded versions of this map are shown in Appendix 1.
0 100 miles
100 km
MRF rigid & flexible PVC
VR
VR Rubber & Plastics
MooreBros
VR
VR
Hunt Bros
Handlink
Longfields
VR
VR
Sita
Sita
SitaSita
Sita
MRF flexible PVC
Smith
Plascore
Cleanaway
Cleanaway
Cleanaway
Cleanaway
Cleanaway
MRF rigid PVC
Avon Reclamation
PenfoldPlastics
EB Waste Philip Tyler
EMR
EMREMR
Recycle Plastics
PPR
EMR
EMR
EMR
EMRDodsworth EMR
Reprocessor, flexible PVC
Rainbow
NewtonSwintex
K2 Polymers
Reprocessor rigid PVC
PVC Group
Polypro
Dekura
Ecoplas
Reprocessor vinyl wallpaper
JFB Cores
Frogmore
Newton
AJ Pellit
Mole PlasticsOxford Plastics
Plastic Trading Ltd
Polyone
Tripenta
Processor, flexible PVC
Marley
Duflex
Dell
Ruberoid
Armstrong
Armstrong
JSP
SwintexMelba
CF Booth
Polyfloor
Processor rigid PVC
AnglianBowaters
HW Plastics
Amco
Veka
WHS Halo
EurocellSynseal
PremieruPVC
Figure 6.5 Distribution of companies involved in PVC recycling in the UK, March 2004. Points to note from the map are the limited number of PVC waste re-processors in the UK (shown as blue points) and their concentration in the North West of England.
Viability of UK PVC recycling for higher value products 30

6.7. Summary Windows, pipes and flooring are the best target waste streams for increasing post-use PVC recycling in the UK. This is because they arise in the largest volumes and have potential to be recycled to high value products. The waste streams all arise principally in the construction sector so there is potential to use common collection routes for all three streams. Potential collection routes are:
• Supplier take-back • Civic amenity and trade waste sites • Construction waste MRFs • Contracted special collections
Trials are in progress or planned to test all four collection routes. Preliminary results from these trials indicate that for windows, deglazing and frame breaking should be done as close to the point of collection as possible. This will reduce transport costs and minimize contamination of the PVC fraction with glass and rubber seal strips prior to further size reduction and metal removal. Pipes require only limited feed preparation but transport costs can be reduced by primary size reduction close to the point of collection. Flooring should be sorted prior to size reduction in order to separate safety flooring and non-PVC material such as rubber and asbestos-containing tiles. Further sorting of the PVC material into plastisol and calendared fractions will add significant value to the high grade recyclate. It is likely that the optimium processing strategy will involve distributed collection, manual pre-processing and size reduction with centralized processing to higher grade recyclates.
6.8. Conclusions During the course of this project practical collection routes have been identified for the three most promising PVC-rich waste streams in the UK: Windows, pipes and flooring. Most of these routes have been tested on a preliminary basis by the project’s industry collaborators. Material will have to be collected from all over the UK for centralised processing. Development of nationwide primary collection and sorting infrastructure for PVC will present a significant challenge requiring new commercial arrangements to fund and co-ordinate the collections. The fact that the existing PVC reprocessors are largely concentrated in the North West of England is unlikely to present a barrier to further development of recycling. Once PVC waste material is reduced in size it can be transported substantial distances without excessive cost. Collection methods will be similar for all three streams so a common approach to this task may be appropriate.
Viability of UK PVC recycling for higher value products 31

7. Recycling methods for UK PVC waste
7.1. Method The ‘Waste Not Want Not’ waste strategy published by the Prime Minister’s Strategy Unit in 2003 proposes that disposal solutions for waste materials should be considered in terms of a hierarchy of options52:
Extend life
Re-use
Mechanical recycling
Feedstock recycling
Incineration with energy recovery
Landfill
Options near the top of the hierarchy are generally accepted to have the lowest environmental impact. However some observers argue that incineration with energy recovery to produce power has similar environmental impact to mechanical recycling because it can substitute usage of new fossil fuels. Some commentators make a distinction between closed-loop mechanical recycling where waste material is re-processed to a purity where it can be used to make more of the products from which it arose and open loop mechanical recycling where waste is processed to make new, often lower-value products. This is referred to by some as ‘downcycling’. The companies making these products would resist this term strongly. They make highly specified products with useful lives which are frequently longer than the products from which they originated. In this report the term downcycling is not used but a distinction is made between low grade PVC recyclate and high grade PVC recyclate. Low grade recyclate is material that may contain substantial levels of non-PVC impurities but is still suitable for manufacture of good quality, long life products. High grade recyclate is material that has been subjected to further processing in order to remove the great majority of non-PVC impurities so that it can be used for high-specification applications, which may include closed loop recycling or manufacture of other products. For example high grade recyclate from windows may be used to make top quality ducting or high grade flexible recyclate from flooring may be used to make cable insulation. The following sections review and compare the alternative recycling or disposal options for the two broad waste streams targeted by this study:
• Rigid PVC windows & pipes • Flexible PVC flooring.
The conclusions drawn will be relevant to most of the other PVC-rich waste streams arising in the UK.
52 ‚Waste not want not – A strategy for tackling the waste problem in England’ Prime Ministers Strategy Unit, 2003 http://www.number-10.gov.uk/su/waste/report/05.html
Viability of UK PVC recycling for higher value products 32

7.2. Land fill Virtually all post-use PVC-rich waste in the UK is currently landfilled, apart from 5-10,000te/yr of post-use flexible PVC from cable waste which is used to make road cones and similar products and about 8,000te/yr of PVC collation trays from supermarkets which is currently exported for hand sorting and recycling in China mixed with polyolefin films. Landfill is not a sustainable long-term option for PVC disposal. Landfill space is running out and the supply of raw materials for PVC is also finite. Although PVC buried in a landfill is extremely stable and is likely to remain unchanged for hundreds of years there is still potential for leaching of stabilisers and heavy metal additives, although landfill operators would contend that properly operated landfills do not release leachate.
Fig 7.2 Landfill is the current disposal route for most UK post-use PVC53
The cost of landfill in most parts of the UK is around £26/te, comprising Government landfill tax of £16/te plus the disposal fee charged by the landfill operator of about £10/te. The cost of disposal to landfill sets the base price for alternative PVC recycling options. The EU Landfill Directive is increasing disposal costs somewhat by increasing the regulatory compliance burden on landfill operators. However there is still plenty of landfill capacity available in the UK and the industry is very competitive so disposal costs are not expected to rise greatly in the near future. The main driver for change is increasing landfill tax. The Government aims to increase the tax by £3/te each year up to the current target of £35/te tax. The longer term benchmark disposal cost against which other recycling options must be compared is therefore about £45/te.
7.3. Incineration with energy recovery In other European countries serious consideration is being given to co-incineration of PVC waste with other materials. PVC has a reasonably high calorific value and can substitute fossil fuels for power generation. The practical advantages of this approach are that minimal sorting is required and the technology is well established. However, burning large quantities of PVC does add complications. Although most energy from waste incinerators already include lime scrubbers and comprehensive dioxin control systems in order to control Sox, NOx and chlorides arising from other components of mixed waste, the additional HCl scrubbing load required adds to the cost of the facility and the potential for dioxin formation is increased. Heavy metal additives used in the PVC waste will become part of the ash residue from the incinerator and have to be disposed. In the UK attitudes to air quality are more stringent than in some other parts of Europe. This is reflected in the UK’s strict implementation of the EU Waste Incineration Directive and the hostile attitude of planners and local communities to new waste incineration proposals. This has tended to make incineration an expensive option. In addition, the Ofgem rules for renewable power generation make it clear that power generated as a result of incineration of waste containing fossil-fuel derived materials such as plastic does not qualify as renewable. It therefore does not qualify for issue of tradeable Renewable Obligation Certificates (ROCs). ROCs allow power generators to obtain a very substantial premium (currently about 400%) over the base price for non-renewable power in the UK. The result of these rules is that any form of power generation from waste plastic is not commercially attractive in the UK at present. These factors combine to make incineration a high cost and impractical option for PVC-rich wastes collected in the UK. 53 Photo courtesy of WRAP
Viability of UK PVC recycling for higher value products 33

7.4. Feedstock recycling The original aim of feedstock recycling process development was closed loop recycling to polymer by recovering HCL or Chlorine and hydrocarbon oil. A further benefit of feedstock recycling which has come to the fore in recent years as pressure on some of the additives used in PVC has increased is that it either destroys or separates out the ‘legacy’ additives, thereby preventing them from re-entering the product stream. Six alternative processes were tested across Europe between 1995 and 2003 with support from the European Council of Vinyl Manufacturers (ECVM) and major chemical and waste management companies5455. Several of these trials failed to deliver satisfactory results. The ECVM investigations concluded that possible options for feedstock recycling in Europe include:
• The Dow/BSL Rotary kiln process at Schkopau, Germany – which recovers HCl and a crude oil for process heating
• The RGS90 hydrolysis process at Stigsnaes, Denmark – which recovers salt and a crude oil More recently several Japanese feedstock recycling processes have been announced. One of these, developed by Sumitomo Metals, appears to show particular promise. However gate fees for waste polymers in Japan tend to be considerably higher than in Europe which may help its viability there. The economics of the Sumitomo process have not yet been evaluated in detail by ECVM for the European context and it is not considered further in this report.
54 ‘Options for Poly Vinyl Chloride Feedstock Recycling’, Plast Rubb Comp, Vol 28, No 3, 1999 55 Private communications, R Buhl, ECVM task Force and Alan Hunter, EVC, 2003
Viability of UK PVC recycling for higher value products 34

7.4.1. Dow/BSL Schopau feedstock recycling process Dow has been operating a commercial feedstock recycling plant at its Schopau site near Leipzig, Germany, since 1999. The facility is capable of treating high chlorine-containing waste.
DOW/BSL Process (Schematic)DOW/BSL Process (Schematic)
PVC WastePVC Waste Other (chlorinated) Other (chlorinated) WasteWaste
Rotary KilnRotary Kiln
Afterburning ChamberAfterburning Chamber
Steam GenerationSteam Generation
Flue Gas CleaningFlue Gas Cleaning
HCl Absorption and PurificationHCl Absorption and Purification StackStack
SlagSlag Recovered Energy: Recovered Energy: SteamSteam
ClCl22/VCM/PVC /VCM/PVC ProductionProduction
EmissionsEmissions
Figure 7.4.1 Schematic of the Dow BSL Recovery process, and view of the plant56
Initial trials demonstrated that the technology is robust and suitable to treat large quantities of most kinds of PVC waste products, including cables, flooring, roofing membranes, coated fabrics and others. A field trial was launched in 2002 using the German waste management company Ascon as "clearing house" for the waste suppliers, with Dow as the plant operator and Vinyl 2010 as the main source of funding. The facility processed 1020 tonnes of mixed PVC waste by the end of March 2003, with the recovered chlorine used on-site for new VCM/PVC production. The Dow gate fee is set at 250 Euro/ton excluding pre-treatment and logistics. The available PVC recycling capacity is a maximum of 15 k tonnes per annum. At present only limited amounts of PVC waste are being processed by the facility.
56 Photo courtesy of Dow BSL
Viability of UK PVC recycling for higher value products 35

7.4.2. RGS90 Stigsnaes feedstock recycling process Of the processes currently available, the RGS90 Stigsnaes process appears to be the most practical option for UK PVC waste. The process converts PVC to salt solution for electrolysis and a crude oil for refining. The outputs are relatively low value products but it is a clean process which avoids the risk of dioxin formation. It concentrates heavy metal additives as a paste which can then be disposed safely in specialist landfills, recovered back to metals or (as at Stigsnaes) incorporated in stable glass-like sand blasting media
Stigsnaes Process (Schematic)Stigsnaes Process (Schematic)PVC Waste Caustic Soda NaOH
Thermal Hydrolysis250°C
Gradual Pyrolysis600°C
CnHnFractions
Inorganic Fractionincl. Heavy Metals
Gasification(Recovery)
<<Carbogrid>>Recycling
Industrial Use(Recycling)
Extracted Heavy Metals for Disposal
Aqueous SolutionNaCl
Purification
Fig 7.4.2a Process schematic for the RGS90 Stigsnaes PVC feedstock recycling process
RGS90, a privately-owned Danish waste management company has converted a commercial large scale hydrolysis plant for feedstock recycling of waste PVC With support from the Danish Environmental Protection Agency, the Danish plastics industry and Vinyl 2010. Phase 1 of the trial programme to identify modifications required in the existing hydrolysis unit was successfully completed in 2001. The trials demonstrated that de-chlorination to well below 0.1% weight of chlorine can be achieved and that heavy metals and other additives can be successfully removed. Phase 2 of the trial programme during 2002 tested the performance of a new pyrolysis unit to post-heat and separate the dechlorinated hydrocarbon fraction that is produced by the hydrolysis, again with positive results. The research led Stigsnaes and parent company RGS90 to upgrade the plant to commercial scale. The investment is supported by a grant from the EU’s LIFE programme, and by Vinyl 2010, who are to support the new plant with a 4 million euro grant. Plant modification has started, with 30 k tonnes contracted to Vinyl 2010. The expected plant start-up is in quarter 4 of 2004. The expected gate fee is €190/te, including pre-treatment, but excluding transport costs. Capital cost for a plant in the UK has not been estimated by RGS90 because the first plant is a conversion of another process. However it is likely that the capital cost will be substantially higher on a new site so the net processing charge will also be higher than for the Danish plant. The plant will have a capacity of about 40,000te/yr of PVC waste per year. This is more than is required for Scandinavia at present, which means that PVC-rich waste from the UK could in principle be exported to Denmark for recycling there.
Viability of UK PVC recycling for higher value products 36

Fig 7.4.2b RGS90 Stigsnaes feedstock recycling plant, Denmark57
7.4.3. Markets for feedstock recyclate
In Denmark the Stigsnaes process will be integrated with RGS90’s Carbogrit process. The Carbogrit plant was commissioned in 2003 and makes grit blasting media and feedstock for mineral wool from sewage sludge and mineral waste products.
Fig 7.4b RGS90 will integrate its Stignaes feedstock recycling and Carbogrit sludge recycling processes58
The alternative Dow Schopau PVC feedstock recycling process produces hydrochloric acid solution and combustion fuel.
57 Photo courtesy of RGS90 58 Diagram courtesy of RGS90
Viability of UK PVC recycling for higher value products 37

7.4.4. Conclusions Feedstock recycling offers several practical advantages.
• Minimum sorting is required. • The process either destroys legacy additives or removes them as concentrated salts in form of a filter cake
(RGS90) or a slag (Dow/BSL) • The output materials are used in-house by the process operators so there is no need to develop new markets
for the products. However final products are low value so gate fees have to be high and capital cost of the plant is also high. The RGS90 process can accept pure PVC waste streams, including safety flooring59, while the Dow/BSL process requires PVC to be diluted with other waste materials. The RGS90 process isolates heavy metal additives from PVC as a filter cake while the Dow process incorporates them in a slag along with other non-combustible materials. Of the available solutions the RGS90 hydrolysis process has the lowest proposed gate fee, is closest to the UK and uses a process route which is intrinsically cleaner than the Dow/BSL option. It is therefore likely to be the optimum solution for the UK if the feedstock recycling route is chosen.
59 Private communication, Mr Jan Procida, RGS90, May 2004
Viability of UK PVC recycling for higher value products 38

7.5. Vinyloop solvolysis process Although it involves the use of chemical process plant, solvolysis is technically a mechanical recycling method because the PVC waste does not change its chemical composition as a result of the recycling process. Vinyloop® is the only commercially available solvolysis or dissolution process for PVC. Vinyloop was developed by the PVC manufacturer, Solvay S.A., starting in 1998 with the aim of producing high grade recyclate from dirty PVC streams as an alternative to mechanical separation or feedstock recycling. The Vinyloop process can handle both rigid and flexible PVC waste. Different plant configurations are required for the alternative feedstocks but the essential features of the process and its economics are similar.
Fig 7.5 Solvay 11,000te/yr Vinyloop® plant, Ferrara, Italy60
Solvay has one full scale plant operating at Ferrara in Italy with a capacity of up to 10,000 tonnes a year, mostly for cable waste, and several further projects awaiting investment decision in France, Japan and other countries. The company also has two pilot plants at its research facility in Brussels. The smaller pilot unit has an output capacity of 300g/batch, the larger one, about 15Kg. These plants are available for trials on any PVC waste streams which may be commercially viable for treatment by the Vinyloop route.
7.5.1. Process description The Vinyloop process has five main steps:
• Dissolve in solvent that is selective for PVC. • Filter to remove contaminants. • Re-precipitate PVC compound as 200-350 micron powder • Dry and bag • Solvent regeneration
It qualifies as a type of mechanical recycling process because the PVC compound does not change chemical form. As with other mechanical recycling techniques the process recycles PVC compound. Stabilisers, plasticizers and pigments plus any contaminants below about 80 micron are re-precipitated as part of the final product. Trials on the Ferarra demonstration plant or at Solvay’s pilot facility in Brussels have demonstrated that the process can handle a wide range of waste PVC feed materials at up to 20% contamination levels. Materials successfully processed include:
• Cable waste • Post-use windows • Post-use flooring • Blister packaging • Automotive door seals
The solvent mixture used in the process does not dissolve polyolefins, rubbers, silicones or PET but will dissolve Polystyrene and certain other styrenics. This is not a problem for most PVC-rich waste streams, which generally contain a low level of styrenic polymers.
60 Photo courtesy Solvay S.A.
Viability of UK PVC recycling for higher value products 39

Vinyloop® - Copyright Solvay S.A.
Preparation of the rawmaterials
Dissolving
Filtering
Precipitation
Introduction of the solvent
Introduction of the steam
Recuperation of secondarymaterials to be valorized
Treatment of theaqueous slurry
Packaging of theprecipitated PVC
Regeneration of the solvent
Filtering and drying
Fig 7.5.1 The Solvay Vinyloop process for regeneration of PVC61
At the precipitation stage, additives can be incorporated. This allows the properties of the output to be adjusted. For example, at the Vinyloop Ferrara plant a plasticizer is added to regenerated PVC cable waste in order to adjust the Shore hardness. A variant of the process (Texyloop –) has been developed for PVC coated fabrics. It uses a different separation system to separate polyester fibres from the PVC solution. Solvay has carried out processing trials at pilot scale and is awaiting final investment decision for a full scale plant at Ferrari, France with a partner from the coated fabric industry.
7.5.2. Markets for Vinyloop recyclate The Vinyloop process makes a uniform PVC compound in powder form with all non PVC contamination above about 80 microns in size removed. Average particle size is normally around 3microns.
00
Solvay has developed the process recently to produce two fractions with about 50% by weight of particles below 200 microns and 50% in the range 200-350 microns. Outlets for recyclate are higher value applications where Vinyloop material can substitute virgin compound.
Fig 7.5b Micrograph of Vinyloop regenerated PVC granules62
61 Diagram courtesy of Solvay S.A. 62 Photo courtesy Solvay S.A.
Viability of UK PVC recycling for higher value products 40
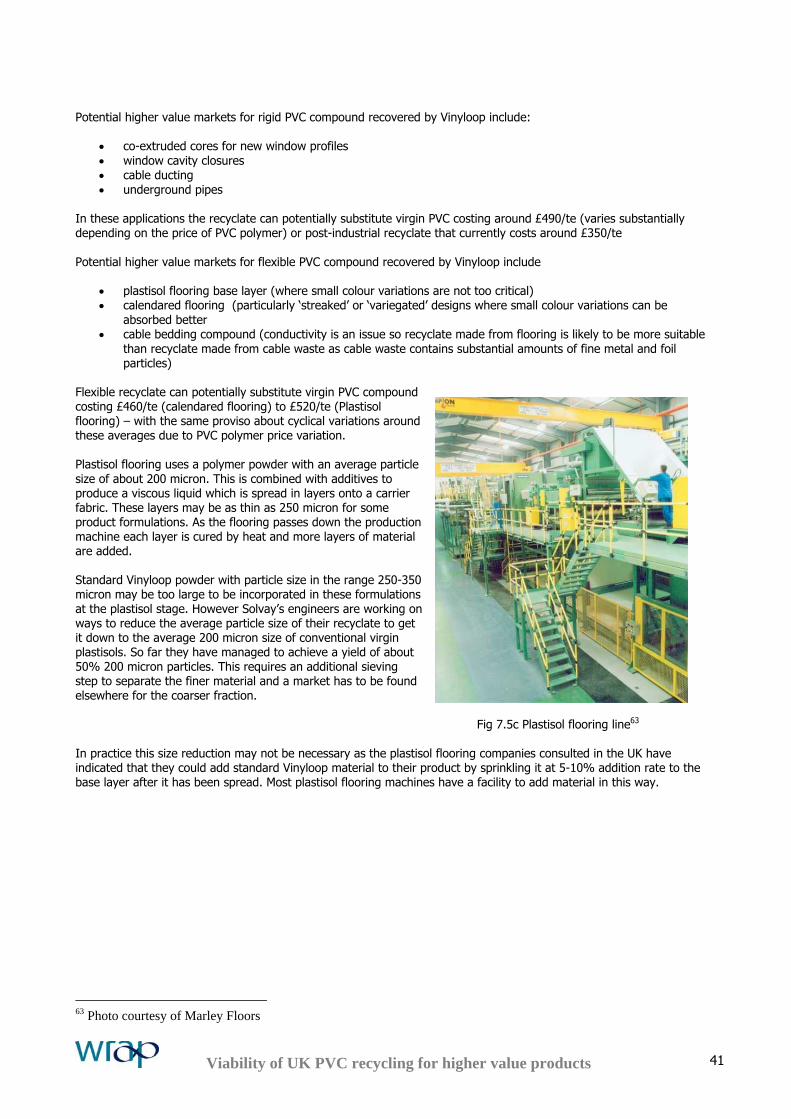
Potential higher value markets for rigid PVC compound recovered by Vinyloop include:
• co-extruded cores for new window profiles • window cavity closures • cable ducting • underground pipes
In these applications the recyclate can potentially substitute virgin PVC costing around £490/te (varies substantially depending on the price of PVC polymer) or post-industrial recyclate that currently costs around £350/te Potential higher value markets for flexible PVC compound recovered by Vinyloop include
• plastisol flooring base layer (where small colour variations are not too critical) • calendared flooring (particularly ‘streaked’ or ‘variegated’ designs where small colour variations can be
absorbed better • cable bedding compound (conductivity is an issue so recyclate made from flooring is likely to be more suitable
than recyclate made from cable waste as cable waste contains substantial amounts of fine metal and foil particles)
Flexible recyclate can potentially substitute virgin PVC compound costing £460/te (calendared flooring) to £520/te (Plastisol flooring) – with the same proviso about cyclical variations around these averages due to PVC polymer price variation. Plastisol flooring uses a polymer powder with an average particle size of about 200 micron. This is combined with additives to produce a viscous liquid which is spread in layers onto a carrier fabric. These layers may be as thin as 250 micron for some product formulations. As the flooring passes down the production machine each layer is cured by heat and more layers of material are added. Standard Vinyloop powder with particle size in the range 250-350 micron may be too large to be incorporated in these formulations at the plastisol stage. However Solvay’s engineers are working oways to reduce the average particle size of their recyclate to get it down to the average 200 micron size of conventional virgin plastisols. So far they have managed to achieve a yield of about 50% 200 micron particles. This requires an additional sieving step to separate the finer material and a market has to be found elsewhere for the coarser fraction.
n
Fig 7.5c Plastisol flooring line63
In practice this size reduction may not be necessary as the plastisol flooring companies consulted in the UK have indicated that they could add standard Vinyloop material to their product by sprinkling it at 5-10% addition rate to the base layer after it has been spread. Most plastisol flooring machines have a facility to add material in this way.
63 Photo courtesy of Marley Floors
Viability of UK PVC recycling for higher value products 41

7.6. Mechanical separation – windows and pipes This section reviews the mechanical separation options for post-use PVC-rich window and pipe wastes. The market for mechanically separated recyclate splits into two segments, each requiring a different specification:
• low grade, suitable for long life concrete replacement products where surface finish is not of paramount importance
• High grade, suitable for closed loop recycling to windows and pipes or similar high spec products like ducting, conduit or rainwater goods
Both require deglazing and primary size reduction of the waste feed (Section 6.3)
7.6.1. Low grade mechanical separation – windows and pipes
Production of recyclate from windows or pipes for low grade applications requires hand or automated deglazing and fragmentation plus metal removal umagnets and eddy current separators.
sing
Most fridge recyclers in the UK have facilities capable of carrying out the fragmentation and metal removal parts of the process. The low grade recyclate produced will still contain substantial dirt, rubber and metal contamination.
Fig 7.6.1 Low grade recyclate from post-use windows Fragmented and metal removed by a fridge recycler64
Markets for low grade window/pipe recyclate Low grade window and pipe recyclate has been used by Swintex Ltd in Bury to produce long-life concrete-substitute products with significant performance advantages over concrete (light weight, long life, better resilience). The manufacturing technique used is compression moulding. Other companies in UK can use the same feed material to make other long-life products such as fence posts and plastic wood substitute. Potential sales volume for these products once they are established in the market place is over 50,000te/yr and possibly much higher. This market therefore presents an exciting new outlet for rigid PVC recyclate. It is particularly interesting for the PVC industry because it substitutes a non-PVC product in a very long life application. Low grade rigid PVC recyclate competes with agglomerated polyolefin waste, which can often be used in the same applications. PVC density is higher (~1.6 te/m3 vs ~0.95 te/m3 for polyolefin) but performance is better in terms of impact resistance, colour and temperature resistance.
64 Photo courtesy of Steve Weston, Costdown
Viability of UK PVC recycling for higher value products 42

Prices are set by the market price of agglomerated polyolefin waste. This is mostly imported from Europe at present at prices in the range £70-140/te (UK plastic collections are mostly exported to China without agglomeration). However in future it is anticipated that more polyolefin waste will become available within the UK as more councils start dry recyclable collections and the Chinese government restricts imports of European waste plastic. This will reduce prices for polyolefin waste in the UK. Long run prices for low grade PVC waste in concrete substitute and similar applications are therefore likely to be in the range £40-70/te65.
7.6.2. High grade mechanical separation – windows and pipes There are already several small to medium scale recyclers operating in the UK windows sector, all processing post-industrial scrap. None of the UK processors currently routinely process post-use PVC although most have expressed interest in doing so and have conducted small scale trials of their own. Their processes are all different and have not been disclosed to this project but are believed to involve different combinations of hand sorting, sink/float separation, drying, size reduction, air separation, optical picking, tribo electric separation, electrostatic separation, eddy current and magnetic metal separation. The major separation problems that have to be tackled are removal of fine metal particles, coloured PVC and the silicone mastic used for sealing during and after installation. Metal particles cause specs of colour. Silicone mastic does not melt in the extruder and tends to expand as it comes out of the die, creating surface imperfections. Recent trials in the UK on post-use window waste have demonstrated that with limited further process development enhanced mechanical separation processes of the type already operated by several UK post-industrial PVC recyclers should be sufficient to produce clean PVC chip of a standard suitable for use in high grade extrusion applications. A report on these trials is attached at Appendix 4
Fig 7.6.2a Cavity closure section made with 40% post-use window recyclate66
Other trials by Epwin Group during 2003 led to the production of a high quality whole new window from 100% recycled post-use windows. No details of the processing techniques used or production yields achieved have been disclosed by Epwin but the quality of the recyclate produced was high and Epwin group are convinced that, given a degree of subsidy, they can process large volumes of post-consumer windows to high grade applications using relatively straightforward development of their existing mechanical separation processes. In Germany the windows recycling sector is further advanced than in the UK. There are at least three large window recycling plants in Germany, all of which tackle some post-consumer material alongside post-industrial windows. The VEKA plant handles about 8,000te/yr of post-use windows. It is understood that the Tonsmeier plant processes similar or larger quantities of post-use material. A description of the VEKA plant is attached at Appendix 2.
65 Axion Recycling Ltd, Private Communication, April 2004 66 Photo courtesy of Anglian Windows
Viability of UK PVC recycling for higher value products 43

Markets for high grade window/pipe recyclate High grade window and pipe recyclate has potential to replace virgin polymer in applications where surface finish or the presence of legacy additives such as cadmium stabiliser is not critical. These include:
• Window cavity closures • Underground drainage pipes • Ducting
Cavity closures are extruded profiles which form a part of the window assembly. They are not exposed to view once the window is installed. At present they are normally manufactured from either virgin polymer or post-industrial recyclate.
Fig 7.6.2b Section drawing showing position of cavity closure in relation to a double glazed PVC window unit67
7.6.3. Melt filtration
A processing step which offers the potential to produce a high grade product with very low levels of contamination is melt filtration. It uses standard extrusion technology that is available widely in the polymer compounding sector. Melt filtration involves melting pre-cleaned and size-reduced chips in an extruder and forcing the melt through a screen with apertures in the range 60-90 micron. An automatic screen changer removes the screen as it becomes blocked and replaces it with a new one while the first is cleaned. Melt filtration of flexible PVC is common. However melt filtration of rigid PVC is more difficult because of the higher pressures and temperatures required to process unplasticised material. Hydro Polymers at Newton Aycliffe has recently announced that it plans to produce recycled rigid PVC by melt filtration. Results of its initial trials are expected later in 2004. Melt filtration of rigid PVC waste has potential to produce very clean recyclates. However, potential drawbacks are:
• Higher processing cost – extrusion processes generally add £80-100/te of extra processing cost • Silicone mastic particles that are larger than the screen aperture can potentially squeeze through the screen
under the high temperature and pressure conditions used. A silicone removal process may therefore be required upstream of the extruder – adding further cost
7.6.4. Mechanical separation of rigid PVC - conclusions
• There are several potential outlets for low grade rigid PVC recyclate in the UK among processors making concrete substitute products. Prices are low and limited by competition from polyolefin wastes but only minimal sorting, metal removal and size reduction of the recyclate is required
• It is possible to produce high grade PVC chips from post-use windows by improving the mechanical separation techniques used already. The chips produced are suitable for direct use in closed loop recycling, substituting virgin PVC compound in blends or co-extruded sections to make windows and similar products.
• Hydro Polymers are likely to prove shortly that melt filtration of rigid PVC is possible, producing a high value recyclate. However there will be a cost penalty for the additional extrusion cost
67 Diagram courtesy Anglian Windows
Viability of UK PVC recycling for higher value products 44

7.7. Mechanical separation – flooring As for windows, flooring recycling options spilt into two main segments with different recyclate purity requirements:
• low grade – used by makers of traffic cones and long life concrete replacement products such as safety barrier bases
• High grade - used for closed loop manufacture of new flooring, cable compound, etc
7.7.1. Low grade flooring recyclate Production of low grade recyclate requires:
• Hand sorting to separate: o safety flooring o non-PVC materials o PVC tiles that may contain asbestos
• Shredding to approx 10mm pieces • Removal of any residual metals
No further processing is expected to be required for most low grade applications Section 6.3.2 discusses the issues surrounding hand sorting in more detail. Markets for low grade flooring recyclate There are several flexible PVC processors in the UK with capacity to handle substantial tonnages of low grade post-use flooring recyclate. These include Swintex, Melba and Oxford Plastics. Between them they are thought to process in excess of 20,000te/yr of flexible PVC waste. Much of this is post-industrial scrap but they do already consume some post use PVC cable waste. They mostly use compression moulding techniques to produce products such as road cone bases, traffic calming ramps (‘sleeping policemen’) and safety barrier bases where the flexibility, durability and high density of PVC are an advantage. These processors currently process a mixture of inputs which include PVC cable scrap and a variety of post-industrial PVC wastes. They can handle a high degree of contamination and some may be able to handle a percentage of safety flooring. However the supply price must be right to compensate for wear on their moulds. Prices for low grade flexible PVC recyclate are limited to between £0-50/te by oversupply from other post-industrial PVC waste sources. The potential for growth in the product lines currently made by these processors is relatively modest. Product innovation will be required to stimulate demand. There are signs that the moulders are responding to this challenge as they see new low cost supplies of feed material developing.
Viability of UK PVC recycling for higher value products 45

7.7.2. High grade mechanical separation - flooring Two potential mechanical separation routes have been developed for production of high grade recyclate from flooring in Europe:
• The AGPR recycling plant at Cologne was developed as a collaborative venture by the German PVC flooring industry to demonstrate the potential for closed loop recycling of PVC.
• More recently, Techniplasper, a privately-owned specialist recycler of flexible PVC based near Barcelona in Spain has developed a process for production of high grade flexible PVC recyclate using melt filtration as the final separation step.
AGPR flooring process, Cologne The AGPR facility in Cologne is a long-established demonstration plant that was developed by the German flooring industry for recycling PVC flooring to produce a fine powder suitable for use in plastisol flooring. It was established near Cologne in 1994 following a series of pilot trials. The process involves:
• Hand sorting to remove safety flooring and non-PVC material • Hammer mill to knock off most glue, cement and dirt • Air separation • Cryogenic milling with liquid nitrogen cooling to reduce particles to the size required for plastisol flooring (less
than 200 micron) and to homogenize any contaminants Capacity of the AGPR plant is up to 5,000te/yr but in practice throughputs have always been much lower and are currently only about 500te/year. The organization has found it difficult to collect substantial tonnages of post-use flooring and its backers have not encouraged development of the collection system in recent years because the operation requires substantial subsidies. Direct operating cost of the process is said to be around €250/te of input material (excluding all staff costs), split roughly as follows:
€/te
Liquid nitrogen 60 Power 40 Packaging and shipping product 30 Repairs and maintenance 30 Landfill for 15% of feed which cannot be recovered 15 Security, insurance, admin, etc 75 Total 250
Cost of collection is around €125/te. At present AGPR does not charge a collection fee to originators of waste. The recyclate currently sells for €75-120/te (£50-80/te). The selling price is low because:
• The single hammer-milling step which does the bulk of the material cleanup is insufficient to produce a really clean recyclate
• The cryogenic milling circuit used is unable to produce a tight particle size distribution. This means that the final product is prone to dusting – which makes it difficult to use.
These factors restrict the number of end-users who are prepared to take the recyclate. The useful lessons which may be learned from the AGPR plant are that hammer milling is an effective and relatively low cost method for primary cleaning of post-use flooring and that cryogenic milling of flooring is surprisingly inexpensive (costing about €100/te for power and nitrogen). Introduction of modern plastic separation techniques as used for windows, such as optical sorting, sophisticated air separation, tribo-electric/electrostatic separation and melt filtration should offer the potential to produce top quality granular recyclates at reasonable costs. If these recyclates are required in powder form then modern cryogenic milling techniques should allow the production of materials with tighter size distribution than is achieved at AGPR. AGPR currently lacks the resources to pursue such process improvements.
Viability of UK PVC recycling for higher value products 46

Techniplasper flooring process, Barcelona Techniplasper in Spain has extensive experience of recycling post industrial flexible PVC using melt-filtration and has become involved in recycling post-use flooring more recently. Techniplasper has not disclosed the details of its separation process but it is known to include initial hand sorting and finishes with melt filtration to produce colour-standardised 1mm or 3mm granules. The hand-sorting step eliminates non-PVC material and safety flooring and then divides the material into two streams. One mostly calendared flooring and one mostly plastisol flooring. The yields achieved by Techniplasper’s trial have not been disclosed. Techniplasper is confident that it can adjust colour in its extruders to achieve a consistent colour specification. The colour specified will have to be somewhere in the range light grey-brown to black but once a specification is set the company says that it will be able to use its normal compounding procedures to maintain the target colour within a variation limit of 1.5∆E. This is within the limits normally set by UK flooring makers.
Fig 7.7.2 Micrograph of 1mm melt-filtered PVC granules from Techniplasper68
As part of the Epfloor trials (see section 8.3) a sample of melt filtered post-use flooring product from Techniplasper will be sent to Air Products in the USA for cryogenic milling. This trial will confirm the likely liquid nitrogen and power consumption for a modern milling circuit and demonstrate whether a satisfactory particle size distribution can be achieved. When the Techniplasper trial material is delivered during June 2004 it will be tested at pilot and production scale by three UK flooring manufacturers alongside Vinyloop recyclate from the same German/Austrian starting material. Markets for high grade mechanically separated flooring recyclate Applications for high grade flexible recyclate include calendared and plastisol flooring, cable bedding and hoses. Techniplasper aims to produce 3mm granules for use in calendared flooring and extrusion applications such as cable making and 1mm microgranules for use by plastisol flooring makers. Discussions with flooring makers in the UK indicate that the 3mm granules should be usable as direct blends with virgin granules in proportions from 5-10%. Techniplasper’s 1mm microgranules are too large to be incorporated in the plastisol by most flooring makers but, as for Vinyloop recyclate, the flooring companies consulted in the UK have indicated that they could add the material by sprinkling it at 5-10% addition rate onto the base layer after it has been spread. If the market demands it may be possible to cryogenically mill melt filtered granules to produce a 100 micron powder that could potentially be used to substitute virgin polymer directly in plastisols.
7.7.3. Mechanical separation of flexible PVC from flooring - conclusions
• There are several potential outlets for low grade flexible PVC in the UK. Compression moulders can use it to make products such as safety barrier bases and traffic cones. Prices are low and limited by an over-supply of flexible PVC recyclate but only minimal sorting and size reduction of the recyclate is required
• Based on initial results from trials at Techniplasper in Spain it appears to be possible to produce high grade PVC recyclate from post-use flooring by using established sorting techniques followed by melt filtration.
• Large scale trials are under way but it is not yet certain whether mechanical separation followed by melt filtration or the Vinyloop solvolysis process provides the best technical solution for producing high grade recyclate from post-use PVC flooring.
68 Photo courtesy Peter Thomas, Marley Floors
Viability of UK PVC recycling for higher value products 47

The issue of legacy additives It is possible to check the origin of post-industrial waste streams to establish that they do not contain legacy additives since traceability for this material is easy to achieve. However it is not possible to do the same for post-use PVC waste. PVC windows have been installed in large numbers in the UK since the mid 1980s. Post-use PVC windows may therefore be up to 25 years old, though many will be much newer. Many of the older windows will contain additives which have since been phased out. Post-use flooring may be up to 50 or 60 years old, although most of the waste stream will be much younger and some will comprise short life off-cuts. A substantial proportion of the waste stream collected will therefore contain varying levels of ‘legacy’ additives such as cadmium stabiliser which are no longer used in new PVC compounds because of concerns over leaching or human toxicity. No reliable sorting techniques are currently available to identify most legacy additives in post-use PVC. None of the potential mechanical recycling options separate legacy additives. However many observers argue that inclusion of recyclates containing legacy additives, particularly heavy metals, in new long life products presents an effective method of ‘locking them up’, thereby preventing them from entering the environment through landfill or incineration. The current EU Cadmium Directive, implemented in UK law by Statutory Instrument No 1643, prevents the addition of cadmium stabilizer to new products and limits the cadmium stabiliser content from recyclate to 100mg/Kg69 in a specified range of applications as follows:
• packaging materials • office or school supplies • furniture • clothing • floor and wall coverings CN code number • coated textiles • pipes and their fittings • swing doors, • vehicles • coated steel sheet • wiring insulation
There is no restriction on use of cadmium stabiliser in other PVC products such as windows and rainwater goods. A derogation is currently under discussion with the EU which would prevent the use of new cadmium stabilizer in all new products but would allow the use of recyclates containing higher levels of cadmium in certain long-life applications including windows, rainwater goods and underground pipes. Initial assessments of the likely level of cadmium stabiliser in new products after dilution indicate that cadmium levels will on average be below the EU limit of 100 mg/Kg for most applications however manufacturers or recyclate suppliers will need to prove this and occupational hygiene assessments will need to be carried out to demonstrate that processing of products containing legacy additives is safe. Mechanical recycling does not necessarily address the concern of those organisations such as Friends of the Earth that object to the use of phthalate plasticizers in flexible PVC. Their concern about these additives is that they may be hormone disruptors and may accumulate in the human body. If these additives return to use as recyclates they could still be bioavailable. An assessment must then be made between the relative exposure risks from the landfill or incineration disposal routes compared to inclusion in new long-life products. A further issue to be considered is that as soon as post-use recyclate is introduced into new products the post-industrial scrap that is generated in the process of manufacturing those products will also contain small amounts of legacy additives and will need to be assessed in the same way as post-use scrap.
69 Statutory Instrument 1993 No. 1643 The Environmental Protection (Controls on Injurious Substances) (No. 2) Regulations 1993 www.legislation.hmso.gov.uk/si/si1993/Uksi_19931643_en_1.htm
Viability of UK PVC recycling for higher value products 48

7.8. Conclusions Landfill and incineration with energy recovery are unlikely to be politically or environmentally viable options for UK PVC-rich waste in the long term. The remaining recycling options are summarized below:
Mechanical Recycling Feedstock Recycling
Conventional Dissolution Processes with Cl-Limitation
Processes withoutCl-Limitation
Preference for pre-sorted products
Target product : Hydrocarbons (H-C)
e.g. “Vinyloop”
Suitable for unsorted plastic mixtures and composites
Target product : Hydrochloric Acid (HCl)Hydrocarbons (H-C)
PVC waste Feedstock recycling separates legacy additives for recycling or safe disposal and requires only limited sorting of the input stream. However it produces very low value products and is therefore an expensive option overall. It is unlikely to be a viable recycling option for the UK unless inclusion of legacy additives in new products must be avoided in future. Mechanical recycling using either mechanical separation techniques or the Solvay Vinyloop solvolysis process is likely to be the best solution for both rigid and flexible PVC waste streams in the UK. Substantial markets already exist in the UK for low grade rigid and flexible PVC waste. Users of this material make long life products such as concrete substitute items by compression moulding or extrusion. Technical solutions have been identified for production of high grade recyclate suitable for substitution of virgin polymer in high value rigid and flexible products at 5-20% addition rate. The most practical high grade recycling option for post-use window and pipe waste streams is likely to be mechanical separation to produce cleaned chip for direct extrusion in combination with virgin material to make new window profiles, pipes and similar products. The most practical option for post-use flooring waste is likely to be either participation by the UK industry in a shared European Vinyloop project or development of mechanical separation and melt-filtration as offered in Spain by Techniplasper. Material from these processes may be used for closed-loop recycling in new flooring or other flexible PVC products. The EU Cadmium Directive restricts the level of cadmium from recyclate in certain PVC products to below 100mg/Kg but not in windows, rainwater goods and many other items.
Viability of UK PVC recycling for higher value products 49

8. Recycling trials
8.1. Method This project helped to co-ordinate several separate practical PVC recycling trials that have taken place in the UK and elsewhere over the past year. This section reviews and summarises the results of the trials that are most relevant to PVC-rich waste streams in the UK. Incineration with energy recovery was discounted as a practical option for the UK by this study. Outputs and operating costs of feedstock recycling processes have been well-documented by other studies (Section 7.4). Their products are relatively low value commodity-type products and the process operators generally charge a net processing fee which takes account of any credit they may get for sale of the recycled products. For the above reasons only mechanical recycling trials were reviewed in detail for this project. The main aim of the trials coordinated with this project was to identify recycling processes for the target PVC-rich waste streams which allow the production of added-value recyclates. Substantial trials have been undertaken or are in progress of:
• The Vinyloop solvolysis process for cable waste, window waste, made up textile waste and flooring waste • Mechanical separation and melt filtration for flooring waste • Mechanical separation for window waste • Extrusion processing of wallpaper waste
Most of these trials are on-going so intermediate results are presented where appropriate and pointers are provided to where further information can be obtained as the trials progress. Where possible, samples of final PVC recyclate were taken to the University of Bradford Polymer IRC for testing. Results of the laboratory testing are reported in Section 9.
8.2. Vinyloop Solvolysis trials Substantial trials have been carried out by Solvay using the Ferrara demonstration plant in Italy and the pilot plant in Brussels. Materials tested include:
• Post-use window waste collected by the German window recycler, Dekura • Flooring waste collected in Germany and Austria by the AGPR flooring recycling organisation for Epfloor • Cable waste collected by Solvay and its partner from the Italian cable stripping sector • Made up textiles collected in France for the planned Texyloop project at Ferrari • Blister packaging collected by Solvay • Automobile door seals collected by Solvay
Good quality recyclate was produced in each case. Detailed data on the yield of usable recyclate was not made available by Solvay. Extrusion processability and physical properties of samples of all these recyclates have been tested in the polymer IRC at Bradford University for this project. Full test results are available on the website established for this project70. Results of the window and flooring waste trials only are reported in this document (Section 9). Only flooring recyclate from the Vinyloop process is being tested at pilot and full production scale for use in closed loop recycling by UK companies because this stream is believed to have the greatest potential for recycling by this route in the UK. Epfloor has recently funded a trial at the Ferrara Vinyloop plant to produce a 30 tonne batch of mixed post-use PVC flooring collected in Germany and Austria by the German PVC flooring recycling organisation, AGPR.
70 www.recyclepvc.com
Viability of UK PVC recycling for higher value products 50

1 tonne samples of flooring recyclate from this trial have been shipped to the UK PVC flooring makers, Marley, Polyflor and Altro and will be tested by these companies during May and June 2004 in parallel with samples from a similar trial of the Techniplasper melt filtration process for flooring. The results of these trials and similar trials on the same material elsewhere in Europe will be reported by Epfloor later in 2004.
8.3. Mechanical separation trials – windows and pipes Several trials have been carried out during the course of this project in the UK to demonstrate mechanical separation of rigid PVC for both low grade and high grade applications
8.3.1. Low grade windows/pipes – compression moulding Swintex Ltd in Bury has produced good quality concrete replacement products from rigid PVC. Their plant has capacity to produce limited volumes at present but the company plans to invest shortly in new equipment which will increase output to 10,000te/yr initially, with potential to grow further. Swintex is market-testing these products and has gained approval from key users in the target market. Swintex is now seeking funding support for its expansion programme.
8.3.2. High grade windows/pipes – mechanical separation During late 2003 a series of practical processing trials were conducted in collaboration between Anglian Windows, Ecoplas, Axion Recycling and Costdown to examine two issues:
• Whether it is possible to reprocess a percentage of recycled post-use window waste into cavity closure extrusions using a loss in weight gravimetric dosing system.
• The effectiveness of different processes for the removal of contamination from post-use window feedstock. The trials were funded by Vinyl 2010, the BPF and EPPA. A report is attached at Appendix 4. The results indicate that 5-10% of normal Anglian post-use recyclate with residual contamination can be reliably dosed into cavity closures. With an additional recyclate cleaning stage of either tribo-electric separation or air-blown vibratory sieving, this percentage can be increased to at least 40%. The resulting cavity closures met the current in-house standards of dimensional consistency. The extrusion process remained stable over the 10 hour period of the extrusion trial and ran in total for 72 hours with dosed post-use window recyclate. Surface contamination analysis conducted during the trial indicated that contaminants were divided into three types, fine specks less than 0.5 mm in size, larger particles roughly 0.5 to 2.0 mm in size which were often silicone mastic and lumps of larger contaminant > 2.0mm in size. No metal or glass appeared to be present. As a result of the Anglian trials it is clear that dosing a percentage of post-use window recyclate into cavity closure profiles is a technically viable route for the disposal of the post-use waste collected by Anglian Windows. Since this initial trial, Anglian Windows has extruded a further 6 tonnes of post-use waste in cavity closures. This material was collected through its own network of installers and processed by the same method. The processing trials at Anglian Windows and similar work by Epwin Group (unpublished) indicate that large scale production of high grade recyclate from windows and pipes should be technically feasible in the UK. Further trials are now under way, funded by WRAP71, to assess the practicalities and economics of large scale collection, deglazing and size reduction of post-use windows collected by routes other than supplier take-back. These trials will
71 WRAP Replacement window recycling project led by Building Research Establishment – due to report late 2004
Viability of UK PVC recycling for higher value products 51

compare the effectiveness of manual frame breaking and rubber seal removal followed by shredding with fully automated size reduction and metal removal at fridge recycling plants. Assuming that these trials are successful investment will be needed in collection infrastructure and training for the staff who will perform the deglazing and primary size reduction operations. Some additional investment will also be required to enhance the processing operations of the existing post-industrial waste PVC recyclers.
8.4. Mechanical separation trials - flooring
8.4.1. Low grade flooring – compression moulding Several UK compression moulders already process large quantities of post-industrial PVC flooring scrap. They can tolerate substantial impurity levels. They have indicated that they could move to processing post-use flooring without difficulty, provided it is delivered already size-reduced to below 25mm, is available at a lower price than their existing feed streams and excludes safety flooring. No specific processing trials were therefore required for this project. The market is already proven, subject to price.
8.4.2. Safety flooring The issue that has deterred existing flexible PVC recyclers from handling safety flooring is the potential for abrasion damage to their shredders and moulding equipment. With adequate supplies of other less aggressive PVC materials available the recyclers have not attempted to find processing solutions. This research at Bradford highlighted the importance of being able to process safety flooring in the UK because it will comprise a substantial proportion of the collected PVC flooring waste stream. The option of incurring cost to separate safety flooring from the waste stream in order to protect downstream processing equipment and then incur further cost to dispose it to landfill is not attractive. It would save landfill costs of around £10/te of collected waste flooring and improve the recycling percentage if safety flooring could be left in the low grade recyclate stream. Axion Recycling therefore identified a shredder company (Mastermagnets Ltd, Birmingham72) which supplies a shredder designed for abrasive materials. A 500Kg sample of safety flooring was supplied by Altro to Mastermagnets and size reduced to 10-25mm without difficulty. This material was sent to Swintex, who processed it successfully to make safety barrier bases. Wear on the shredder was reported as acceptable. Swintex is still assessing the likely wear costs for long term processing of safety flooring in their compression moulding equipment. Further practical trials are likely to be required to resolve this question.
8.4.3. High grade – melt filtration Epfloor has funded a trial by Techniplasper on 30 tonnes of flooring material collected by AGPR in Germany. This trial is proceeding in parallel with a similar trial of the Vinyloop process (Section 8.2). The same three UK flooring manufacturers will test the melt-filtered material and compare its performance with the Vinyloop product. Epfloor expects to report the results later in 2004
72 www.mastermagnets.co.uk
Viability of UK PVC recycling for higher value products 52

8.5. Wall paper processing trials The wallpaper sector in the UK generates 15,000te/yr of production waste. All of this material is currently landfilled A wallpaper industry consortium comprising the Wallpaper Manufacturers Association (WMA), Zen Wallcoverings, the Fine Decor Company and European Vinyls Corporation is concerned about the current low level of post-industrial wallpaper recycling in the UK and has initiated two related recycling development projects: Pulping equipment has been developed by Dassett Ltd to separate PVC and paper fractions from post-industrial scrap paper in collaboration with Frogmore Paper Mill, a museum which also develops paper products. This project has processed vinyl wallpaper samples using the pulper to produce two fractions. A paper-rich fraction and a PVC-rich fraction.
8.5.1.1. Frogmore pulping trials During 2003 and early 2004 An industry group funded experiments at Frogmore Paper Mill, a paper-making museum in collaboration with Dassett Ltd using an old type of paper pulper which has potential to provide a low cost method for separating wallpaper waste into PVC-rich and paper-rich fractions. The paper-rich fraction has been shown to be suitable for re-use in conventional recycled paper making. Frogmore produced a reel of paper using a 4:1 blend of recycled waste paper with the paper-rich fraction. This material may have potential as an inter-layer for packaging sacks with improved wet strength.
8.5.1.2. Brunel extrusion trials The wall paper industry consortium contracted the Wolfson Centre of Brunel University to produce a compounded PVC/paper mixture from the PVC-rich fraction produced at Frogmore. First trials of this technique using a small extruder at Brunel have produced samples with excellent surface finish and physical properties which should make the recyclate suitable for added-value fibre-reinforced PVC extruded products for applications such as cores for paper reels and architectural coving. Further work is now planned to try combining whole PVC wallpaper with liquid plasticizer waste that is also generated by the wallpaper companies in order to produce a fibre-reinforced product directly – eliminating the need for the Frogmore pulping step. This will improve the economic viability of the process.
Fig 8.5.1.2 Sample of extruded product from vinyl wallpaper73
73 Courtesy Wolfson Centre, Brunel University
Viability of UK PVC recycling for higher value products 53

8.6. Made up textile Volumes of collectable made-up textile in the UK are low. However trials were conducted with coated textile recyclates in the course of this study and are reported here.
8.6.1. Texyloop Solvay has carried out extensive development of a variant of the Vinyloop process called Texyloop74. The use of this process to recycled PVC and polyester from made up textiles in Europe has been licensed by Solvay to a joint venture company with a French partner. This process produces similar high quality PVC compound to the conventional Vinyloop process but also separates long staple length polyester fibres for re-use in non-woven fabrics and similar materials. So far trials have been conducted at pilot scale in preparation for construction of a larger scale plant at Ferrari in France. These trials produced clean polyester fibres suitable for re-use in a range of non-woven products and a good quality PVC recyclate. Details of laboratory tests on this PVC recyclate are available on the website created for this project75. It will be difficult to justify a stand-alone Texyloop plant in the UK given the likely modest collection volumes. Based on the economic evaluations for the Vinyloop process reported in this study (section 10.4) a UK Texyloop plant processing waste made up textiles is likely to need to handle 3-4 times the expected maximum collectable volume of around 2,500te/yr (section 5.5) in order to be commercially viable. However when the Ferrari plant is commissioned it may provide a useful processing route for UK material.
8.6.2. UK mechanical separation trials As part of this WRAP-funded project pilot tests were conducted by Steve Weston of Costdown to establish the potential feasibility of recycling coated textile waste in the UK. Smith Contractors Ltd attempted to separate a 2 te sample of post-industrial made up textile waste generated by Vitapruf Ltd. Shredding, granulation and air classification were used to separate the PET fibre from the PVC matrix. The separation was not completely successful, resulting in a contaminated PVC fraction. However the fibre fraction was used by Ruberoid Ltd to produce single ply roofing products. The cost of processing by this route (~£150/tonne) exceeded the market value of the output (~£50/te) so the trials were not continued further. Green Peacock Recycling Ltd and Herbold Ltd carried out trials on shredding post-industrial MUT waste. Feeding problems, including wrapping around the shredder shaft, and fluffing were reported by both companies. A special shredder design would be required for large scale processing.
74 www.texyloop.com 75 www.recyclepvc.com
Viability of UK PVC recycling for higher value products 54

8.7. Summary Feedstock recycling Feedstock recycling was not tested in the course of this study because the processes available in Europe make generic, low value products (low grade oil and salt solution or HCl gas) and their feasibility is well-documented in the progress reports of the Vinyl2010 organisation76. Solvolysis Large scale PVC recycling trials have been carried out using Solvay’s Vinyloop solvolysis process on:
• Cable waste • Flooring • Windows • Made up textile
In each case the feed material was sourced outside the UK but is likely to be representative of material that could be collected in the UK. Good quality recyclate was produced in each case. Material from all of the above trials was tested at the Bradford University Polymer IRC for this project. Mechanical separation of windows and flooring for low grade applications Basic mechanical separation techniques have been tested for both windows and flooring in the course of this project. In both cases a low grade product with a value in the range £0-70/te can be produced by shredding and metal removal. Flooring
For flooring it is necessary to sort the feed first to remove the bulk of the non-PVC materials (rubber, asbestos-containing tiles, linoleum, etc) and for most end-users, to remove the safety flooring. Shredding flooring is relatively straightforward. A type of shredder has been identified and tested in the course of this trial which can also shred safety flooring without difficulty if required. This trial was conducted by Axion Recycling for the BPF and Vinyl2010. The low grade flexible recyclate produced by this route is suitable for immediate use in the manufacture of traffic calming ramps, safety barrier bases and similar products. Windows
For windows a practical separation technique for production of low grade recyclate is likely to involve deglazing by hand on site or at a specialist facility followed by shredding or fragmentising and magnet + eddy current metal removal to reduce the material to metal-free pieces in the size range 25-50mm. Tests carried out for the BPF and EPPA in the course of this study have demonstrated that the network of commercial fragmentisers which has developed across the UK to process waste refrigerators and other large WEEE items appears to be suitable for this task. The low grade rigid recyclate produced is suitable for immediate use in the manufacture of concrete replacement products. Mechanical separation of windows for high grade applications There are already several competing recyclers of post-industrial rigid PVC waste in the UK. These companies produce high-quality rigid PVC recyclate and in most cases also manufacture new items from recycled PVC.
76 Vinyl 2010 website, publications section, http://www.vinyl2010.org/index3.html
Viability of UK PVC recycling for higher value products 55

Trials carried out in the course of this study and experience of the VEKA and Tonsmeier companies in Germany demonstrate that with additional capital investment and further trials to build experience the existing UK post-industrial recyclers should be able to produce high grade recyclates from UK post-use rigid PVC waste in the form of 3-8mm chips without the need for high temperature extrusion processing or compounding. The separation processes which would need to be introduced or enhanced by the existing UK recyclers are likely to include:
• Multi-stage size reduction • Air classifiers • Optical sorting • Electrostatic separation of light metal fragments • Tribo-electric separation for rubbers and silicone • Washing and sink/float separation for dirt removal and extraction of polyolefins
Trials carried out in collaboration with Anglian Windows indicate that the chips produced should be suitable for addition at 10-50% with virgin polymer to extruded cavity closure profiles and for co-extrusion as the core of exterior window profiles (with a virgin polymer outer layer). Melt filtration trials at Hydro Polymers in the UK will shortly test the efficacy of this technique for rigid PVC. There may be high-value applications where the extra cost of extrusion is justified by the higher value of the finished product. Mechanical separation of flooring for high grade applications Techniplasper, a privately-owned specialist recycler of flexible PVC based near Barcelona in Spain has developed a process for production of high grade flexible PVC recyclate using melt filtration as the final separation step. Three UK flooring manufacturers are testing materials from this process Wallpaper recycling Although the wallpaper sector produces virtually no collectable post-use PVC waste it does produce substantial tonnages of post-industrial PVC-rich waste, most of which is currently landfilled. In the course of this study practical trials were initiated by the Wallpaper industry and European Vinyls Corporation to find a way to recycle this material. Preliminary results of pulping trials at Frogmore Paper Mill and extrusion trials at Brunel University indicate that good results will be achieved by shredding and direct extrusion of waste PVC wallpaper with the addition of waste liquid plasticizer to produce a semi-rigid fibre-reinforced extruded profile. This profile is likely to have interesting applications for manufacture of a range of added-value building and packaging products. Made up textiles Several potential recycling routes for made-up textile waste were tested during the course of this project. Of these the two that appear to provide the best potential are:
• Shredding to below about 10mm for inclusion in low grade compression-moulded products • The Texyloop solvolysis process (variant of the Vinyloop process) which produces clean polyester fibres and a
powdered PVC compound The low grade shredding option will produce a very low value recyclate but has low processing cost. The Texyloop process produces higher-value recyclates. The fibre fraction could be used direct in non-woven fabrics or recompounded to make new polyester products. The PVC compound could be used in similar ways to Vinyloop flooring recyclate. However the Texyloop process would be very expensive to build in the UK for the relatively low collectable waste volume. The Texyloop plant that is planned for Ferrari in France provides a potential future outlet for UK made up textile waste.
Viability of UK PVC recycling for higher value products 56

8.8. Conclusions Practical recycling trials coordinated in collaboration with this study have demonstrated that good quality recyclates can be made:
• For low grade rigid applications by shredding or fragmentising and metal removal in existing fridge processing facilities in the UK
• For low grade flexible applications by hand-sorting to remove non-PVC materials and (if necessary safety flooring) followed by simple shredding
• For high grade rigid applications by producing clean 3-8mm chip for direct addition alongside virgin polymers. The existing post-industrial rigid PVC recyclers in the UK are likely to be able to develop this capability with additions to or enhancement of their existing separation facilities. Melt filtration trials for rigid PVC are under way at Hydro Polymers but results are not yet available
• For high grade flexible applications by the Vinyloop process or by a combination of hand sorting, mechanical separation and melt filtration. Samples of post-use flooring recyclate have been produced by both methods and will be tested shortly in closed loop recylaing by 3 UK flooring manufacturers. These results will be reported by Epfloor
Trials funded by a wall paper industry consortium at Brunel University have demonstrated that an interesting fibre-reinforced extruded product can be made from post-industrial PVC-rich wallpaper waste. Trials during this project of methods for recycling made up textiles have demonstrated that a practical low grade recycling route is likely to be shredding for inclusion in compression moulded products and that the Texyloop process to be built in France provides a solution for high grade recycling of made-up textile
Viability of UK PVC recycling for higher value products 57

9. Recyclate properties compared to virgin compound
9.1. Method One of the principal aims of this project was to measure the key properties of post-use PVC recyclates made by a range of possible recycling routes and to compare them to the equivalent virgin PVC compounds that would be used in the same applications. Much of the work carried out during this project involved laboratory testing to compare samples of recyclate obtained by different recycling processes against equivalent virgin compounds. The results of these tests are summarised and assessed in this section. Two main sets of tests were performed on the high grade recyclate samples supplied by the project’s industrial collaborators:
• Extrusion tests to establish the likely processability of the materials in comparison with virgin compounds • Physical property tests to establish the likely performance of the recyclates in use
The Bradford team carried out much more detailed testing than is reported in this section. In particular, tests were carried out on recyclates made from other starting materials, not just windows and flooring. These results are not included in this report because it was concluded that the study should focus on the two largest collectable PVC waste streams in the UK: rigid windows & pipes and flexible PVC flooring. The full set of detailed results are available from the website established for this project by Bradford University77. They include results for tests on recyclates made from:
• Window waste • Flooring waste • Pipes waste • Cable waste • Blister packaging • Wallpaper • Made up textiles • Automotive door strips
No tests were carried out on recyclate or virgin compound from rigid PVC pipe or PVC supermarket collation trays because no suitable samples were submitted to Bradford University for test. Details of the measurement techniques used for the laboratory tests are provided in Appendix 3.
77 www.recyclepvc.com
Viability of UK PVC recycling for higher value products 58

9.2. Rigid PVC windows This section summarises the results of tests on virgin PVC window profile compound compared with rigid PVC recyclate made by:
• Solvolysis by the Vinyloop plant at Ferrara, Italy post-use windows collected by the German window recycler, Dekura. The resin K value for this compound was stated by Solvay to be K66
• Pre-use post-industrial window scrap collected and processed to 5mm chip by Anglian Windows. Resin K value for this compound is a mixture of K64 and K68
• Mechanical separation of post-use windows collected from installers and processed to 5mm chips at an in-house separation facility by Anglian Windows. Resin K value for this compound is uncertain but thought to be primarily a mixture of K64 and K68.
• Mechanical separation and melt filtration of post-use windows collected at the Weaver Vale council housing refurbishment project in Cheshire by Dekura Ltd (a UK post-industrial window recycler). Resin K value unknown
• Virgin PVC dry-blend compound as used in window extrusions, supplied by Anglian Windows. Resin K value K68
9.2.1. Extrusion processing Samples were processed in laboratory scale extruders to compare their processability. The trials were repeated in both single and twin screw extruders. The windows industry typically uses twin-screw extruders but processors of recyclate for other end-use applications may use single screw machines. Single screw machines may be more sensitive to product variation so both types were tested. In practice there was no significant difference in the conclusions for the single and twin screw machines so the single screw results are presented here as they will be of interest to a greater range of potential users. The full set of results is available on the website hosted by Bradford University for this project at www.recyclepvc.com .
Comparison of Shear Viscosity vs Apparent Wall Shear Rate for Virgin Window Frame and Recycled Materials Processed in a Single Screw Extruder at a Die
Temperature of 200C
3.30
3.40
3.50
3.60
3.70
3.80
3.90
4.00
1.10 1.20 1.30 1.40 1.50 1.60 1.70 1.80 1.90Log Apparent Wall Shear Rate
Log
She
ar V
isco
sity
Anglian Virgin WF Dryblend
Anglian Pre-Use WF Waste Chipped
Anglian Post-Use WF Waste Chipped
Vinyloop WF Waste XX121 Powder
Weaver Vale WF Waste Pellet
Fig 9.2.1a Comparison of shear viscosity for window recyclates with virgin compound The Weaver Vale melt-filtered recyclate and the Anglian Pre and Post-Use chipped recyclate materials have very similar shear viscosity behaviour to virgin Anglian dryblend. The Vinyloop material shear viscosities are somewhat lower, although still within the range of shear viscosities measured for other virgin window compounds that were measured during the trials. It may be that the German post-use window material which was used as a feed for the Vinyloop trial had a different formulation.
Viability of UK PVC recycling for higher value products 59

The melt-filtered Weaver Vale material produced a good quality strip showing that much of the contamination had been removed during melt filtration. The Anglian post-Use recyclate contained occasional small pieces of silicon mastic and in one case a short section foamed, signifying the presence of a foamed PVC product with the recycled window frames. The highest quality strips were obtained from Anglian Pre-Use recyclate.
Comparison of Energy Input vs Mass Flow Rate for Virgin and Recycled Window Frame Materials Processed in a Single Screw Extruderat a Die Temperature of
200C
5.0E+05
1.0E+06
1.5E+06
2.0E+06
2.5E+06
0.00 5.00 10.00 15.00 20.00 25.00Mass Flow Rate (kg/hr)
Ene
rgy
Inpu
t (J/
kg)
Anglian Virgin WF Dryblend
Anglian Pre-Use WF Waste Chipped
Anglian Post-Use WF Waste Chipped
Vinyloop WF Waste XX121 Powder
Weaver Vale WF Waste Pellet
Fig 9.2.1b Comparison of energy input for window recyclates with virgin compound Over the mass flow rate range investigated both virgin and recycled window frame materials show similar behaviour, with Anglian virgin dry blend and Vinyloop recyclate XX121 being a little lower than the others. This may be because the powder form of the Vinyloop and dry blend materials requires less energy input. Divergence of the curves at higher mass flow rates is observed but trials at higher throughputs would be required to investigate further.
Comparison of P4 Pressure Coefficient of Variation vs Mass Flow Rate for Virgin and Recycled Window Frame Materials Processed in a Single Screw Extruder at
a Die Temperature of 200C
0.00
0.50
1.00
1.50
2.00
2.50
0.00 5.00 10.00 15.00 20.00 25.00Mass Flow Rate (kg/hr)
P4
Pre
ssur
e C
V (%
)
Anglian Virgin WF DryblendAnglian Pre-Use WF Waste ChippedAnglian Post-Use WF Waste ChippedVinyloop WF Waste XX121 PowderWeaver Vale WF Waste Pellet
Fig 9.2.1.c Comparison of melt pressure variation for window recyclates with virgin compound
Melt pressure variation reduces at higher material mass flow rates.
Viability of UK PVC recycling for higher value products 60

The Anglian post-use material has a significantly higher variation than the rest. This is to be expected considering that it contains a mixture of chipped post-use window frame materials from different manufacturers. The Vinyloop batch recovery process, by its nature, would be expected to homogenise window frame materials from different manufactures and this would be expected to reduce variability in the resulting material. The Weaver Vale material has come from one big site but the original windows were from different suppliers. However Dekura Ltd (providers of the Weaver Vale material to this project) blended their Weaver Vale materials to homogenise them and reduce process variability. The Anglian pre-use recyclate is from a single source and shows low variation.
9.2.2. Mechanical properties
44.0
44.5
45.0
45.5
46.0
46.5
47.0
47.5
48.0
48.5
49.0
Tens
ile S
tren
gth
(MPa
)
Anglian Pre-use Anglian Post-use Vinyloop XX121 Weaver Vale Pellet Virgin dry blend
Fig 9.2.2a Comparison of tensile strength at yield for window recyclates with virgin compound
Tensile strength of recyclates compared well with virgin grades indicating that melt filtration and the dissolution process produced no adverse effects on mechanical strength. The presence of contaminants in the Anglian post-use material did not appear to cause a reduction in tensile strength. All recycled materials had a tensile strength of above 45MPa, conforming to the minimum tensile strength requirement (38MPa) stated in British Standard BS7413:2002 for window profile grades of uPVC. In all cases, yield was reached at a strain of approximately 0.1%
2650
2700
2750
2800
2850
2900
2950
3000
3050
Flex
ural
Str
engt
h (M
Pa)
Anglian Pre-use Anglian Post-use Vinyloop XX121 Weaver Vale Pellet Virgin dry blend
Viability of UK PVC recycling for higher value products 61
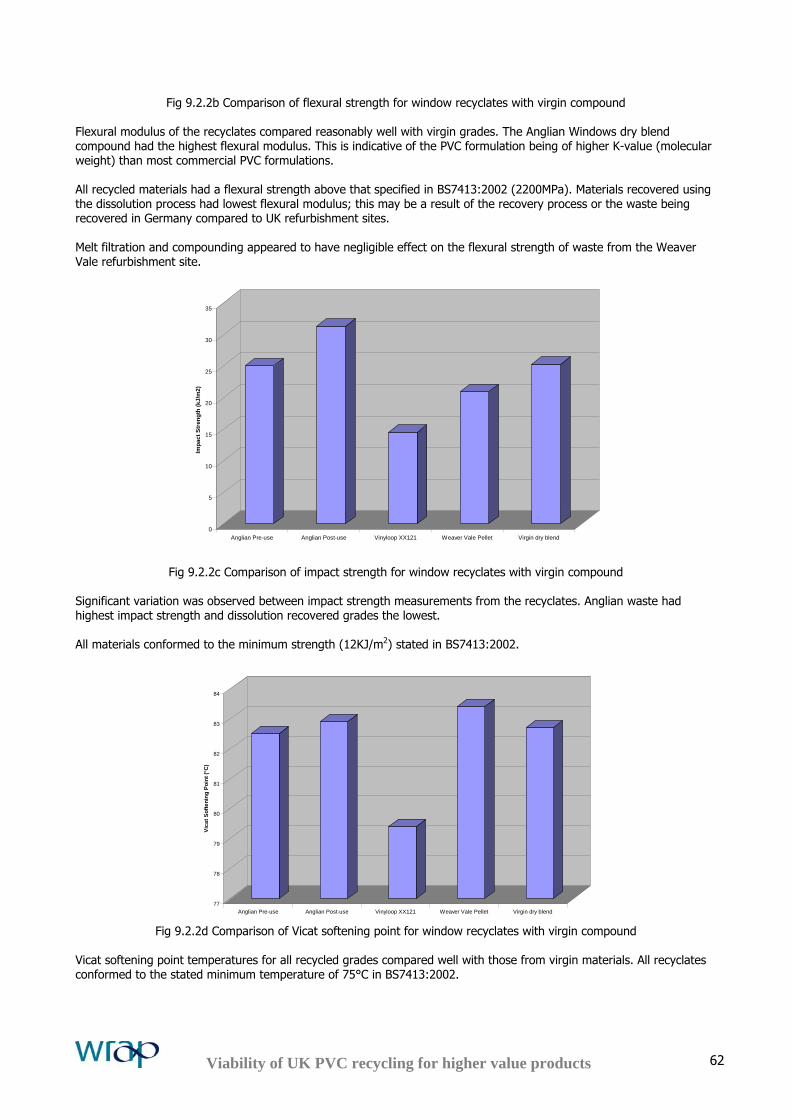
Fig 9.2.2b Comparison of flexural strength for window recyclates with virgin compound Flexural modulus of the recyclates compared reasonably well with virgin grades. The Anglian Windows dry blend compound had the highest flexural modulus. This is indicative of the PVC formulation being of higher K-value (molecular weight) than most commercial PVC formulations. All recycled materials had a flexural strength above that specified in BS7413:2002 (2200MPa). Materials recovered using the dissolution process had lowest flexural modulus; this may be a result of the recovery process or the waste being recovered in Germany compared to UK refurbishment sites. Melt filtration and compounding appeared to have negligible effect on the flexural strength of waste from the Weaver Vale refurbishment site.
0
5
10
15
20
25
30
35
Impa
ct S
tren
gth
(kJ/
m2)
Anglian Pre-use Anglian Post-use Vinyloop XX121 Weaver Vale Pellet Virgin dry blend
Fig 9.2.2c Comparison of impact strength for window recyclates with virgin compound Significant variation was observed between impact strength measurements from the recyclates. Anglian waste had highest impact strength and dissolution recovered grades the lowest. All materials conformed to the minimum strength (12KJ/m2) stated in BS7413:2002.
77
78
79
80
81
82
83
84
Vica
t Sof
teni
ng P
oint
(°C
)
Anglian Pre-use Anglian Post-use Vinyloop XX121 Weaver Vale Pellet Virgin dry blend
Fig 9.2.2d Comparison of Vicat softening point for window recyclates with virgin compound
Vicat softening point temperatures for all recycled grades compared well with those from virgin materials. All recyclates conformed to the stated minimum temperature of 75°C in BS7413:2002.
Viability of UK PVC recycling for higher value products 62

Softening point temperatures for the Vinyloop material were significantly lower than those for mechanically separated recyclates. This may be due to the different source of waste window profile material (Dekura, Germany) rather than UK.
1200
1250
1300
1350
1400
1450
1500So
lid D
ensi
ty (k
g/m
3)
Anglian Pre-use Anglian Post-use Vinyloop XX121 Weaver Vale Pellet Virgin dry blend
Fig 9.2.2e Comparison of solid density for window recyclates with virgin compound
Solid densities of recycled grades were found to be very similar (around 1450 kg/m3). The compounding and melt filtration process carried out on Weaver Vale post-use recyclate caused a reduction in density of 10%, probably due to additives introduced during compounding. Density tests carried out on this material using a helium pycnometer took much longer to complete than all other materials suggesting that one of the ingredients added during compounding was absorbing helium over time. Materials with waxy or soapy consistencies (e.g. some processing aids) are known to cause this effect.
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
Wel
d Fa
ctor
(%)
Anglian Pre-use Anglian Post-use Vinyloop XX121 Weaver Vale Pellet Virgin dry blend
Fig 9.2.2f Comparison of weld factor for window recyclates with virgin compound
Tests on tensile bars machined from welded sections of strip showed that tensile strength was above 75% of unwelded recyclate strength for all samples, conforming to industry standards.
Viability of UK PVC recycling for higher value products 63

9.2.3. Colour Colour variation was not measured for these trials however all of the window recyclates tested were slightly browner than normal virgin material. This will affect their suitability for use in applications requiring a pure white finish. Colour would be less likely to be an issue for these recyclates if they are used as the core for co-extruded sections or in hidden applications such as cavity closures or underground pipes.
9.2.4. Surface defects Surface defects are a major issue for high grade recycling of post-use window and pipe material. Many of the products in which high grade material might be used such as cavity closures, ducting and pipes are white and therefore surface defects are highlighted. Results of commercial scale manual surface defect measurements on post-use window recyclate at Anglian Windows and comparative automated measurements at lab scale using a camera system are described in Appendix 5. It is unlikely that the window recyclates tested for this project could be used back in external parts of white windows due to the colour degradation and surface defects. However they could be used in coloured products, in sections which are hidden from view and in co-extruded profiles with a virgin polymer outer layer.
9.2.5. Additives Thermal stability and heavy metal content of the window recyclates were tested by industrial collaborators in the project as described below:
9.2.5.1. Thermal Stability Thermal stability tests on window recyclates were conducted for this project in the laboratories of Hydro Polymers at Newton Aycliffe. In static tests all recycled grades studied were found to have thermal stabilities comparable to virgin compounds, showing no significant degradation over a period of 2 hours.
Fig 9.2.5.1 Results of static thermal stability tests on window recyclates78
78 Tests by Hydro Polymers laboratory, Newton Aycliffe
Viability of UK PVC recycling for higher value products 64

9.2.5.2. Heavy metals Samples of each recyclate were tested by X-Ray fluorescence and Inductively-Coupled Plasma Spectroscopy (ICPS) at the laboratories of Solvay in Brussels.
% w/w P Cl Cd Ba Pb Anglian pre-use 0.1 47 <0.1 <0.1 2 Anglian post-use 0.4 44 <0.1 <0.1 1.8 Vinyloop XX121 0 49 0.2 0.1 1.9 Weaver Vale Pellet 0.5 50 <0.1 <0.1 2.1
X-ray fluorescence data for window frame recyclates (% by weight)
mg/Kg Cd Pb
Anglian pre-use <10 19000 Anglian post-use 62 19000 Vinyloop XX121 2100 19000
Weaver Vale Pellet 195 19000
Cadmium and lead content determination by ICPS for window frame recyclates (mg/Kg)
For reference: 1% by weight = 10,000 mg/Kg Lead stabiliser was the most common amongst the recycled grades studied. Cadmium was detected in all of the post-use recyclates. The highest levels were in Vinyloop sample XX121, which was made from post-use windows collected in Germany. EU legislation sets a limit of 100ppm on cadmium content in new PVC products for certain applications. High levels of Cadmium in PVC recyclates could limit the allowable percentage addition of recyclate to virgin material for many applications. See section 0 of this report for further details.
Viability of UK PVC recycling for higher value products 65

9.3. Flexible PVC flooring This section summarises the results of tests on virgin PVC flooring compound compared with flexible PVC recyclate. The samples used were as follows:
• Shredded pre-use calendared flooring waste from Polyflor in Manchester in the form of 5mm chip. Resin K value unknown
• Shredded pre-use blown plastisol flooring waste collected in Germany and shredded to 5mm chip which was then extruded and re-granulated to 5mm chip at Bradford University in order to remove the blowing agent. Resin K value unknown
• Virgin PVC flexible PVC flooring compound in powder form as used in spread-coated plastisol flooring, supplied by Marley Floors. Resin K value K70
• Vinyloop recyclate made at the Solvay pilot plant in Brussels from post-use PVC flooring collected in Germany and Austria by AGPR. Resin K value stated by Solvay to be K70.
9.3.1. Extrusion processing Flooring is made by plastisol spread coating or calendaring, not extrusion. However extrusion processing will give a good indication of likely processability by calendaring and also many non-flooring applications for high grade flexible recyclate will involve injection moulding or extrusion.
Comparison of Shear Viscosity vs Apparent Wall Shear Rate for Virgin Flexible and Flooring Materials and Recycled Flooring Materials Processed at a Die
Temperature of 170C
2.8
3
3.2
3.4
3.6
3.8
4
4.2
0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8Log Apparent Wall Shear Rate
Log
She
ar V
isco
sity
Pre-Use Flooring Waste (Polyflor) GranulatedPre-Use Blown Flooring BA Removed (Germany) Gran.Virgin Flooring (Marley) PowderVinyloop Flooring Waste Batch 4 Powder
Fig 9.3.1a Comparison of shear viscosity for flooring recyclates with virgin compound The recycled flooring materials show somewhat different viscosities and all have lower viscosity than the Marley virgin material. The pre-use blown flooring that has had its blowing agent removed shows the lowest viscosity of those tested.
Viability of UK PVC recycling for higher value products 66

Comparison of Energy Input vs Mass Flow Rate for Virgin Flexible Materials and Recycled Flooring Material Processed at a Die Temperature of 170C
0.0E+00
1.0E+06
2.0E+06
3.0E+06
4.0E+06
5.0E+06
6.0E+06
7.0E+06
8.0E+06
0 2 4 6 8 10 12 14 16 18Mass Flow Rate (kg/hr)
Ener
gy In
put (
J/kg
)
Pre-Use Flooring Waste (Polyflor) Gran.Pre-Use Blown Flooring Waste BA Removed Total EnergyVirgin Flooring (Marley) PowderVinyloop Flooring Waste Batch 4 Powder
Fig 9.3.1b Comparison of energy input for flooring recyclates with virgin compound At low flow rates the post-use flooring waste from Marley requires less energy and the pre-use blown flooring waste with blowing agent removed seems to require the largest amount of energy across the full range of flow rates.
Comparison of P4 Pressure Coefficient of Variation vs Mass Flow Rate for Virgin Flexible Materials and Recycled Flooring Materials Processed at a Die
Temperature of 170C
0
1
2
3
4
5
6
7
8
9
0 2 4 6 8 10 12 14 16 1Mass Flow Rate (kg/hr)
P4
Coe
ff. o
f Var
iatio
n (%
)
8
Pre-Use Flooring Waste (Polyflor) Gran.Pre-Use Blown Flooring Waste BA RemovedVirgin Flooring (Marley) PowderVinyloop Flooring Waste Batch 4 Powder
Fig 9.3.1c Comparison of coefficient of variation for flooring recyclates with virgin compound The absolute values of coefficient of variation for all four samples are significantly higher than for the rigid materials examined earlier. As seen in the rigid materials results the coefficient of variation tends to reduce as mass flow rate increases. Virgin and recycled flooring materials have similar behaviour at higher mass flow rates except for the Polyflor pre-use flooring waste.
Viability of UK PVC recycling for higher value products 67

9.3.2. Mechanical properties
0
2
4
6
8
10
12
14
16Te
nsile
Str
engt
h (M
Pa)
Vinyloop batch 4 Pre-use Polyflor Pre-use blown vinyl Virgin dry blend
Fig 9.3.2a Comparison of tensile strength for flooring recyclates with virgin compound Tensile test data for flooring grades exhibited a wide range of tensile deformation behaviour. Data from the 5 tests carried out on each material were closely grouped suggesting that properties were consistent along the extruded strip used to provide tensile samples and providing confidence in the statistical variation of the measurement technique.
0
50
100
150
200
250
300
350
400
Elon
gatio
n at
Bre
ak (%
)
Vinyloop batch 4 Pre-use Polyflor Pre-use blown vinyl Virgin dry blend
Fig 9.3.2b Comparison of elongation at break for flooring recyclates with virgin compound
Viability of UK PVC recycling for higher value products 68

0
200
400
600
800
1000
1200
1400
1600
1800
Solid
Den
sity
(kg/
m3)
Vinyloop batch 4 Pre-use Polyflor Pre-use blown vinyl Virgin dry blend
Fig 9.3.2c Comparison of solid density for flooring recyclates with virgin compound
Pre-use flooring recyclates exhibited lower tensile strength and higher densities in general than Vinyloop recovered grades, suggesting a higher filler content in these formulations. The German blown flooring grade which had been extruded at high temperature (185°C) to remove the gas had highest elongation at break of all flooring recyclates. All recycled grades exhibited a higher tensile strength than the virgin dry blend flooring grade examined. High density appeared to correlate with low tensile strength for the flooring materials investigated.
9.3.3. Colour Colour is an important issue for high grade flooring recyclate. Colour measurements were not made in the course of the tests at Bradford University however it was observed that all of the recyclates were brown or grey-brown in colour and significantly darker than equivalent virgin materials. This means that recyclates will have to be used in highly coloured applications or as base or intermediate layers in coated products where darker colours can be introduced without affecting the aesthetic appeal of the product.
9.3.4. Surface defects No surface defect measurements were made on the flooring recyclates tested.
9.3.5. Additives No additive measurements were made on the flooring recyclates tested
Viability of UK PVC recycling for higher value products 69

9.4. Summary Tests of extrusion processability and physical properties were conducted on a wide range of PVC recyclates by the University of Bradford Polymer IRC and its industry collaborators. Only results of the tests on selected window and flooring recyclates are reported here. The full set of test results is available from the website created for this project79 . For windows, the following recyclates were compared to a typical virgin compound:
• Post-industrial chip prepared by mechanical separation • Post-use chip prepared by mechanical separation • Post-use Powder prepared by the Vinyloop solvolysis process • Post-use granules prepared by melt filtration
For flooring, the following recyclates were compared to a typical virgin compound:
• Post-use powder prepared by the Vinyloop solvolysis process • Pre-use chip from calendared flooring supplied by Polyflor • Pre-use blown vinyl flooring from Germany in chip form after pre-extrusion and chipping to remove blowing
agent The results for windows and flooring demonstrate that the extrusion processing characteristics and key physical properties of the recyclates compared well with equivalent virgin compounds and in all cases exceeded the minimum performance required by the relevant industry standards. Static thermal stability of the window recyclates was good. All of the post-use window recyclates contained significant levels of lead and cadmium. Two exceeded the 100mg/Kg maximum limit set by the EU Cadmium Directive and would have to be diluted with other material for some applications. Heavy metal content was not measured for the flooring recyclates There was an observable degradation in colour for all of the recyclates. This was more significant for the flooring recyclates. Surface defects are a significant issue for both windows and flooring. Large scale trials at Anglian Windows that were carried out during this project indicate that with suitable mechanical separation techniques it should be possible to reduce surface defects to acceptable levels for use in cavity closures and co-extruded sections.
9.5. Conclusions The results of the laboratory tests carried out for this project indicate that both the Vinyloop solvolysis process and advanced mechanical separation methods have the potential to produce acceptable quality high grade recyclates from post-use window waste. The tests also indicate that the Vinyloop process has the potential to produce acceptable quality high grade recyclate from post-use flooring although this flooring will be significantly coloured. The heavy metal content of post-use window waste will have to be monitored to ensure that it does not exceed EU regulatory limits in certain applications. The heavy metal content of flooring recyclate was not checked but should be tested in future.
79 www.recyclepvc.com
Viability of UK PVC recycling for higher value products 70

10. Comparison of commercial potential for recycling options
This section of the report compares the costs and likely revenues for the alternative recycling options for post-use windows and flooring.
10.1. Method Financial business models for processes operating at a throughput of just over 10,000te/yr were constructed by Axion Recycling Ltd for the BPF/ Vinyl 2010 business planning project that proceeded in parallel with this project. The models for the Vinyloop process were validated in detail by Solvay and also used capital cost information prepared for the BPF/ Vinyl 2010 project by Jacobs Engineering Ltd. Similar assumptions to those used for the Vinyloop process were used in the comparative models for the feedstock recycling, mechanical separation and melt filtration process options. The results of Axion’s work were released to this project by the BPF, Vinyl 2010 and Solvay and are reviewed and assessed here.
10.2. Collection and sorting It is assumed that material is collected in skips placed at the depots of larger flooring, window and pipe installers, trade waste sites, construction waste MRFs and larger refurbishment sites as described in Section 6. For this analysis it is assumed that commercial waste management companies will be contracted to collect PVC-rich waste from the various sources identified in Section 6 and that they would also be contracted to do the initial sorting of the feed material. In each of the scenarios considered below it is assumed that to persuade the originators of the waste to segregate their PVC waste it will not be possible to charge a collection fee for the skips in which the PVC is collected. Provision and collection of general waste skips costs around £30-50/te in most parts of the UK so this is the effective disposal cost discount that is assumed to be required in order to persuade people to take the trouble to segregate PVC waste.
Viability of UK PVC recycling for higher value products 71

10.3. Feedstock recycling The most practical available feedstock recycling option for UK industry is expected to be the Stigsnaes plant being developed by RGS90 in Denmark. See section 7.4. PVC-rich waste from the UK could in principle be exported to Denmark for recycling there until collection volumes grow to the point where a plant in the UK could be justified. The net gate fee required by RGS90 in Denmark is £140/te (€180/te), to which must be added collection and transport costs as estimated below:
£/te
Disposal fee paid by waste originator 0
Initial skip hire and collection cost 45
Bulking up and shredding cost 30
Bulk transport to Denmark 40
RGS90 gate fee 140
TOTAL 255
The collection and transport costs shown above are at the low end of the possible range and assume that large volumes of UK waste PVC (10,000te/yr+) are processed at Stigsnaes by this route Every tonne of post-use PVC recycled by this route would therefore cost the UK industry at least £255/te. This equates to a continuing subsidy of £5.1 million/year to process the industry target of 20,000te/yr by 2010. This is not competitive with the projected UK landfill cost of £45/te for construction waste, particularly when the landfill disposal cost is not borne by the PVC industry but by the originators of the waste. It is unlikely that the UK PVC industry would be prepared to pay an on-going subsidy of as much as £255/te. The other feedstock recycling option available in Europe, the Dow Schopau process, will be more expensive because it requires a higher gate fee of €250/te, equivalent to £170/te, to which must be added collection and logistics costs as for Stigsnaes. However if the PVC industry wishes to recycle waste PVC by this route in order to fulfil the Vinyl 2010 commitment it provides a simple solution with no requirement for complex sorting and which avoids the return of legacy additives to the recycle stream.
Viability of UK PVC recycling for higher value products 72

10.4. Vinyloop Solvolysis Vinyloop operating costs and yields are similar for windows, pipes, flooring and cable waste so this analysis compares a generic Vinyloop plant of 12,000te/yr output capacity (13,000te/yr input) with the alternative recycling options. 12,000te/yr capacity was chosen because this is the output of a standard Vinyloop production line and roughly matches the potential collectable volume of either windows or flooring. Solvay prefers to design the process with separate lines to process different PVC waste types because there are small but important differences in the way in which different waste streams are processed. However capital and operating costs for the solvolysis plant will be similar in each case. Detailed financial projections and a capital cost estimate were prepared for a Vinyloop plant with 12,000te/yr output by Axion Recycling, working with Solvay as part of the PVC recycling business planning project funded by Vinyl2010 through the BPF during 2003. Key assumptions used as the basis for these projections were:
• The plant would be built on an existing chemical processing site in the North West of the UK. This would reduce capital costs as existing infrastructure could be used. Three potential host sites were identified and compared. The rental and utility costs for the least expensive site were used as a basis for the projections
• Average recyclate selling price was assumed to be £490/te. This is similar to the cost of PVC virgin compound for the applications in which the recyclate would be used.
• The plant would build up to full capacity over a period of 1 year from start-up. This assumes that collection infrastructure could be built up in preparation for plant start-up with the collected PVC-rich waste going to other lower grade applications until the plant was commissioned.
• Collection system yield of 90%. This implies that 10% of the collected feed material would be removed at the sorting stage (removing non-PVC materials and safety flooring). The model therefore assumes that 15,000te of collected material would yield 13,500te of feed material for the Vinyloop plant.
• Vinyloop process yield of 90%. The 13,500te of feed to the Vinyloop plant yield 12,000te of final high grade recyclate. This implies an overall yield of 80% (total collection volume of 15,000te/yr to produce 12,000te/yr of final product).
• Capital cost on the serviced site of £12.7million (estimated by Solvay) With these assumptions the business would have the following approximate cost structure at full output. Note that costs are estimated per tonne collected, not per tonne of final recyclate:
£/te feed
Disposal fee paid by waste originator 0
Initial skip hire and collection 45
Sorting to remove safety flooring and bulking up 60
Bulk transport to Vinyloop plant 15
Processing costs including overheads and royalties but excluding depreciation (adjusted for 80% overall yield)
159
Product delivery to end-users 12
Total production cost 291
10% depreciation on capital investment of £12.7million 85
Interest charges assuming 30% debt funding 15
Offset by product revenue (£490/te adjusted for 80% overall yield) 392
Approx net loss -1
In order to generate a project IRR of 5% after subsidies the business would require a 35% capital subsidy and an ongoing collection and sorting cost subsidy of £100/te of feed. The IRR is negative without a collection subsidy. It is unlikely that a 35% investment subsidy (£4.5m) or an ongoing collection subsidy of £100/te would be available in the UK for a project of this type. Commercial potential of the process is influenced by scale. Capital and overhead cost for chemical process plant does not increase in direct proportion to throughput so a larger plant could spread its overheads over more tonnes of output.
Viability of UK PVC recycling for higher value products 73

However the total collectable volume of the target PVC waste streams is limited and Vinyloop is a batch process, limited by the maximum vessel size for some of the intermediate operations. This means that economies of scale are not as great as for a fully continuous process. Total processing cost for a recycling system for post-use windows using Vinyloop would be about £50/te higher than for flooring due to the higher costs of collecting and preparing windows. See analysis in next section for a breakdown of the costs for collecting and pre-processing windows.
10.5. Mechanical separation Two alternative high grade mechanical separation scenarios are considered for this study:
• Mechanical separation for windows • Melt filtration for flooring
Other options such as melt filtration for windows and mechanical separation alone for flooring were not considered as separate scenarios because the practical trials and laboratory testing recorded earlier in this report concluded that adequate results can be achieved for windows without the extra expense of melt filtration but that melt filtration would be required for flooring in order to achieve reasonable quality recyclates. High grade mechanical separation for windows Projections for a new mechanical separation plant on an existing site with the same capacity as the Vinyloop option assessed above indicate a capital cost of maximum £5m (this estimate is not based on a comprehensive cost breakdown) and an operating cost excluding depreciation of £101/te of output (£81/te feed). The overall costs would build up as follows:
£/te feed
Disposal fee paid by waste originator 0
Initial skip hire and collection 45
Deglazing and frame breaking 55
Bulk transport to separation plant 15
Fragmentation and metal removal 54
Processing costs including overheads and royalties but excluding depreciation 81
Delivery to end-users 12
Total production cost 262
10% depreciation on capital investment of £5 million 33
Interest charges assuming 30% debt funding 6
Offset by product revenue (£490/te adjusted for 80% overall yield) 392
Approx net profit before tax 91
Windows require a deglazing and frame-breaking step in place of the sorting process required for flooring and they also require fragmentation and metal removal prior to further processing. Assuming the same selling price and production buildup as the Vinyloop option this analysis indicates that a mechanical separation business for post-use windows should require no capital subsidy and no ongoing collection subsidy. It is projected to generate a 17% project IRR, provided it can sell high grade recyclate at £490/te and achieve good process yields . High grade melt filtration for flooring Projections for a new melt filtration plant on an existing site with the same capacity as the Vinyloop option assessed above indicate a capital cost of maximum £7m (note that this is not a comprehensive capital cost estimate) and an operating cost excluding depreciation of £118/te of output (£95/te of feed). The costs build up as follows:
£/te feed
Viability of UK PVC recycling for higher value products 74

Disposal fee paid by waste originator 0
Initial skip hire and collection 45
Sorting to remove safety flooring and bulking up 60
Bulk transport to processing plant 15
Processing costs including overheads but excluding depreciation 95
Delivery to end-users 13
Total production cost 228
10% depreciation on capital investment of £7million 52
Interest charges assuming 30% debt funding 7
Offset by product revenue (£490/te adjusted for 80% overall yield) 392
Approx net profit before tax 105
Assuming the same selling price and production buildup as the Vinyloop option the business would require no capital subsidy and no ongoing subsidy after collection and sorting costs to provide a project IRR of 19%. The economics appear to be slightly better for melt filtration of flooring than for mechanical separation of windows despite the fact that melt filtration uses an expensive extrusion step because it is assumed in this analysis that the costs of collection and pre-processing are significantly higher for windows than for flooring and that the overall yield of both windows and flooring will be about 80%. This is a theoretical estimate only. There are a number of reasons why post-use flooring may be less commercially attractive to process by mechanical separation techniques than post-use windows:
• Process yield for flooring at both the sorting stage and the processing stage may be significantly worse than for windows.
• The suitability of melt filtered recyclate from post-use flooring for high grade use is not yet proven Techniplasper, the company that is conducting a melt filtration trial for Epfloor, has suggested a considerably higher processing cost/te than the estimate provided by Axion Recycling Ltd. This may be because Techniplasper assumes lower levels of throughput as a basis for their quoted costs or because Axion has not identified all of the true costs.
10.6. Summary
Process option (capacity 11,000te/yr recyclate)
Capital cost
£m
Plant operating cost excluding collection
£/te feed
Operating cost including collection
£/te feed
Product revenue
£/te feed
Capital subsidy required
£m
Ongoing collection fee subsidy required
£/te feed
Project IRR
%
Feedstock Recycling
- 140 255 - - 255 -
Vinyloop solvolysis for flooring
13 159 291 392 4.5 100 5%
Vinyloop solvolysis for windows
13 159 341 392 4.5 150 5%
High grade mechanical separation for windows
5 81 262 392 - - 17%
Viability of UK PVC recycling for higher value products 75

High grade melt filtration for flooring
7 95 228 392 - - 19%
Note that the high grade PVC recyclate selling prices assumed in this analysis are not currently achievable in the UK. It is assumed that once a UK-wide PVC recycling system is established then PVC end-users will be prepared to pay prices for high grade recyclate that are close to the price of virgin PVC compound in order to satisfy their PVC recycling targets.
10.7. Possible PVC recycling business plan for the UK A working group from the PVC industry co-ordinated by the BPF and funded by Vinyl 2010 has been working in parallel with this project to develop a PVC recycling business plan for the UK. The business planning work has been conducted by Axion Recycling Ltd. The proposal developed by the group is for an industry-led clearing house company which will contract collections of post-use PVC flooring, windows and pipes and then arrange for this material to be recycled by existing processors to a mixture of high grade and low grade recyclates for use in long life applications. Under this proposal demand for the high grade recyclates would be created by the major window, pipe and flooring companies operating in the UK. They would commit to purchase high grade recyclate from the clearing house at prices close to virgin compound for use in their own products. The margin earned by the clearing house on these high grade sales would fund the collection and reprocessing operations. A summary of this proposal is attached at Appendix 5. It should be emphasised that this is only a proposal and has not been adopted by the industry. Consultations are under way with key industry groups.
Viability of UK PVC recycling for higher value products 76

10.8. Conclusions Feedstock recycling is not an economically attractive option for recycling of post-use PVC in the UK unless the use of mechanical recyclates containing ‘legacy’ additives is deemed unacceptable in the UK. There are several compression moulders and extrusion companies in the UK with the capacity take substantial tonnages of both rigid and flexible low grade recyclate. They are expected to be prepared to pay prices in the range £0-70/te for the recyclate. Mechanical separation to produce clean 5mm chip for re-extrusion is likely to be the best economic option for high grade window and pipe recycling in the UK. If it can be cleaned to a high enough level of purity to substitute virgin polymer in new products then this material should be at least as valuable as post-industrial recyclate at about £350/te. If the PVC industry commits itself fully to the Vinyl 2010 recycling targets then end users like the window and pipe companies may be able to justify paying up to the full price of virgin PVC compound (approx £500/te) in order to satisfy their recycling commitment, provided the high grade recyclate can be used to replace virgin polymer. There are already several PVC recyclers in the UK with the capability to develop their operations to process rigid PVC from post-use windows and pipes given suitable commercial incentives. Either the Solvay Vinyloop solvolysis process or mechanical separation and melt filtration as proposed by Techniplasper in Spain is likely to be the best economic option for high grade flooring recycling in the UK. As for windows, PVC end users such as the flooring companies may be able to justify paying up to £500/te for these high grade recyclates if they can be used to substitute virgin PVC compound in new products. At this stage it is unlikely that construction of a new stand-alone Vinyloop or melt filtration plant for high grade recycling of flooring will be commercially viable in the UK because collection volumes are currently too low and the competing disposal route of landfill is so cheap. However it may be viable for the UK to send material for contract processing at any facility which is developed elsewhere in Europe. It may also be possible for existing extruders and compounders in the UK to collaborate with rigid PVC recyclers on mechanical separation and add melt filtration capacity to their own operations at much lower cost than building a new plant. Landfill is by far the cheapest and simplest option for disposal of post-use PVC in the UK at present. Special economic incentives will have to be put in place if recycling of post-use PVC is to grow in the UK. An industry group, co-ordinated by the BPF has developed an outline business plan for a PVC Clearing House system. The aim of this proposal would be to initiate greater recycling of post-use PVC through a market-based mechanism. This would require end-users to commit to purchase high grade recyclates at prices close to the cost of virgin PVC compound in order to cover the costs of collection, sorting and reprocessing of the post-use PVC waste stream.
Viability of UK PVC recycling for higher value products 77

11. Life cycle analysis for the recycling options
11.1. Objective Section 10 of this report compares the commercial potential of the alternative recycling options. However it is also important to compare the environmental impact of the alternative disposal solutions for PVC. Commercial evaluations can be distorted by political or short term economic factors such as taxation arrangements which favour particular disposal routes. Environmental impact assessments often provide a more effective long term indication for policy makers of the relative attractiveness of alternative recycling options. For this project it was decided to compare the environmental impact of the alternative recycling options by means of life cycle analysis. This method of analysis compares the environmental impacts of each of the alternative recycling or disposal options for a set of 5 environmental impact categories and then compares these to the environmental impacts avoided by using the recyclate produced to substitute other materials. For this study the substituted materials were assumed to be crude oil in the case of feedstock recycling, virgin PVC compound in the case of high grade recyclate and concrete in the case of low grade recyclate (with the further assumption that 1Kg of low grade PVC recyclate substitutes 3Kg of concrete in similar end-uses due to the density difference between the two materials).
11.2. Method PE Europe, a specialist consultancy based at Stuttgart was engaged by Bradford University Polymer IRC to conduct this work. The impact assessment is based on methods and data compiled by the Centre of Environmental Science of Leiden University (CML), Netherlands. The analysis procedures used followed the ISO 14040 standard. The study compared the environmental impact of four scenarios for disposal or recycling of PVC rich waste from windows and flooring The four scenarios considered were:
• Landfill • Mechanical separation • The Vinyloop solvolysis process • Feedstock recycling using the RGS90 Stigsnaes process
The following categories of environmental impact were assessed for each scenario:
• Primary energy consumption (non renewable sources) measures the depletion of non renewable, energy providing resources, such as coal, crude oil, natural gas or uranium in Megajoules of energy
• Global Warming Potential (GWP 100 years) measures the global effect of CO2 and CH4 emissions in Kg CO2 equivalent
• Acidification Potential (AP) measures the local effect of acid rain in Kg SO2 equivalent.
• Eutrophication Potential (EP) is measured in Kg phosphate equivalent; EP is mainly caused by phosphate emissions.
• Photochemical oxidant creation potential (POCP) measures the local effect of summer smog in Kg ethane emissions; POCP is mainly caused by hydrocarbon (HC) emissions.
Viability of UK PVC recycling for higher value products 78

Toxicity potentials and ozone depletion potential were not analysed in this study Ozone Depletion Potential was not assessed because it was assumed by PE Europe that it would not play a significant role in this context since the quantities are all trace emissions and are wholly related to background processes of energy conversion. Therefore these emissions cannot be influenced by the stakeholders of the main process chain under study. Toxicity potential was not assessed because the toxicity models which are used in LCAs are still under development. The toxicity factors are extremely sensitive to the chosen toxicity model. Toxicity potential is not therefore recommended by PE Europe as a measure for reliable decision support. To ensure consistency between the commercial and economic evaluations, the Life Cycle analysis used similar recycling mass balance and transport assumptions to those used as the basis for the evaluation of the UK recycling business plan described in Section 10.6.
11.3. Assumptions System boundaries were defined to include the collection and recycling processes but excluded the process of creating the waste. It was assumed that creation of the waste is inevitable (i.e that re-use or extension of life is not an option) and that the environmental impacts of final product manufacture using virgin compound or recyclate were equal. For window waste it was assumed that the potential disposal options include:
• Landfill • Hand sorting, then size reduction, metal removal and mechanical separation to produce a mixture of high and
low grade recyclates • Hand sorting, then size reduction, metal removal and the Vinyloop solvolysis process to produce a mixture of
high and low grade recyclates Feedstock recycling was not considered as an option for windows because it was considered that the alternative disposal options are likely to be so competitive that feedstock recycling would not be necessary in the UK. Two mass balance scenarios were also considered for both the mechanical separation and Vinyloop options:
• Product output of 50% high grade recyclate, 50% low grade recyclate • Product output of 90% high grade recyclate, 10% low grade recyclate
The aim of these scenarios was to test the relative environmental impacts of recycling to low and high grade products. The processes for making low grade recyclates create less environmental impact than high grade processes but they substitute virgin products such as concrete which may also have less environmental impact. For reference, the comparisons of commercial potential for the alternative process options are made with the assumption that the output of the recycling system will be 80% high grade recyclate,10% low grade recyclate and 10% waste to landfill.
Location of demolition
Landfill
Mechanical Recycling Vinyloop
Low grade secondary
PVC
Production of external energy
Production of utilities
Transports
System boundary
Background processes
High grade secondary
PVC
High grade secondary
PVC
Collection Points
Windows waste
Figure 11.3a: System overview of the End of Life options for PVC-rich window waste
Viability of UK PVC recycling for higher value products 79

A standard composition was assumed for the window waste supplied to the system boundary based on discussions with the project’s industry collaborators:
other metals3,6%
rubber3,0%
glass43,3%
steel4,5%
other plastics3,5% mineral materials
0,4%
S-PVC33,8%
Pigments (TiO2) 1,5%
Fillers (chalk) 2,3%
Impact resistant modifier (MMA)
2,5%
Stabiliser (PbP(OH)31,3%
Paraffins0,4%
PVCcompound
41,7%
Material Composition of Windows PVC Composition of Windows
Figure 11.3b: Assumed window waste composition
For flooring waste it was assumed that the potential disposal options include:
• Landfill • Hand sorting, then size reduction, metal removal and mechanical separation to produce a mixture of high and
low grade recyclates • Hand sorting, then size reduction, metal removal and the Vinyloop solvolysis process to produce a mixture of
high and low grade recyclates • The RGS90 feedstock recycling process
Feedstock recycling was considered as an option in this case because the economic analysis indicated that the alternative disposal options may not be so competitive.
Location of demolition
Landfill
Mechanical Recycling Vinyloop
Low grade secondary
PVC
Production of external energy
Production of utilities
Transports
System boundary
Background processes
High grade secondary
PVC
High grade secondary
PVC
RGS 90 Plant
Oil product, sand blast product, salt
product
Collection Points
Flooring waste
Figure 11.3c: System overview of the End of Life options for PVC-rich flooring waste
Viability of UK PVC recycling for higher value products 80

The graphs shown in sections 11.4 and 11.5 below compare the environmental impact of the four disposal scenarios considered for post-use windows in terms of the five impact categories chosen for the analysis. These categories are:
• Primary energy consumption (PE) • Global warming potential (GWP) • Acicification potential (AP) • Eutrophication potential (EP) • Photochemical oxidation potential (POCP)
The columns on the left in the graph for each impact category show the environmental burdens imposed by the recycling process options as positive values. The columns on the right show the potential environmental credit to be gained by using the recyclate to substitute virgin polymer (with high grade recyclate) or concrete (with low grade recyclate) as negative values.
11.4. Results – windows
Comparison of scenarios for PE (MJ)
-20000
-15000
-10000
-5000
0
5000
10000
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
burdensPE (MJ)
potentialcreditsPE (MJ)
MJ 181 1703 1962 4159 6378
0 -10816 -18931 -11116 -19410
Comparison of scenarios for GWP
-1000
-800
-600
-400
-200
0
200
400
600
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
burdensGWP
potentialcreditsGWP
0 -492 -790 -505 -809
kg CO2-equiv 13 95 110 239 368
Viability of UK PVC recycling for higher value products 81
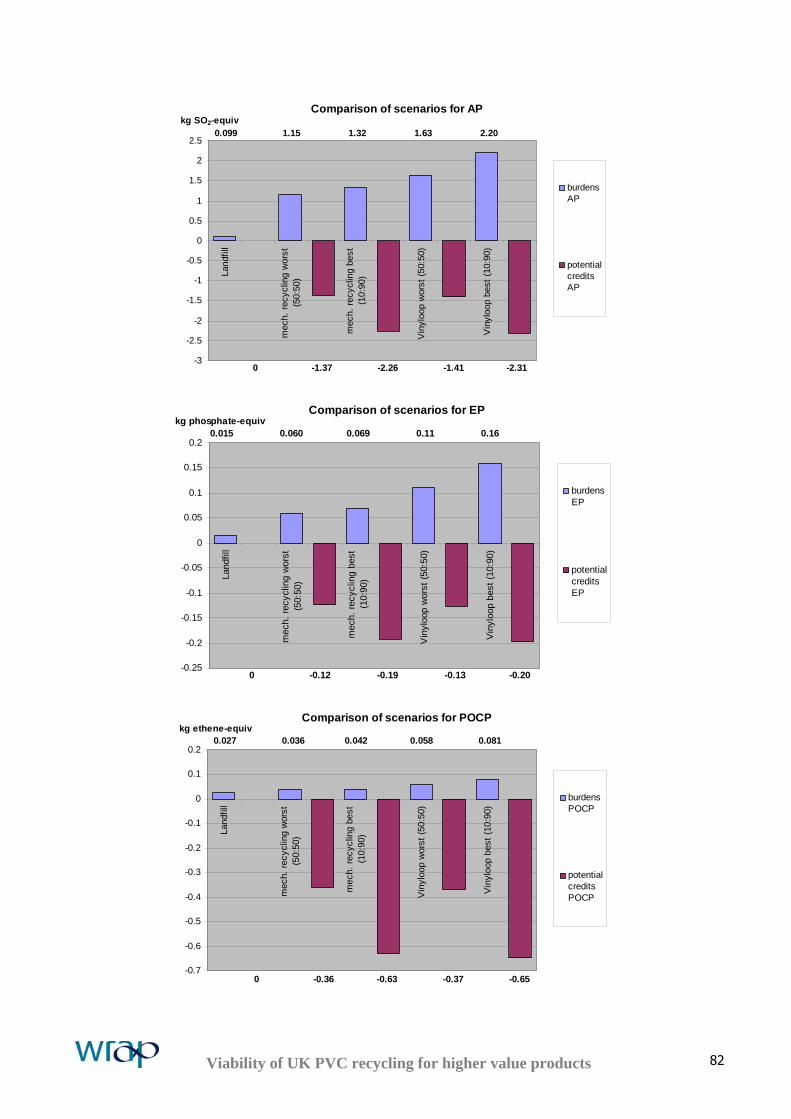
Comparison of scenarios for AP
-3
-2.5
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
2.5
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
burdensAP
potentialcreditsAP
0 -1.37 -2.26 -1.41 -2.31
kg SO2-equiv 0.099 1.15 1.32 1.63 2.20
Comparison of scenarios for EP
-0.25
-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15
0.2
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)burdensEP
potentialcreditsEP
0 -0.12 -0.19 -0.13 -0.20
kg phosphate-equiv 0.015 0.060 0.069 0.11 0.16
Comparison of scenarios for POCP
-0.7
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
burdensPOCP
potentialcreditsPOCP
0 -0.36 -0.63 -0.37 -0.65
kg ethene-equiv 0.027 0.036 0.042 0.058 0.081
Viability of UK PVC recycling for higher value products 82

The results shown above demonstrate that in terms of all the potential environmental impact categories Landfill is by far the worst disposal solution for post-use PVC windows. Feedstock recycling has net positive environmental impact but not as great as mechanical separation or the Vinyloop process The conclusion is also consistent across all impact categories that mechanical separation with melt fltration is the lowest impact option provided that it can achieve a similar ratio of high grade to low grade material as the Vinyloop process (which is the second lowest impact option across all categories). A further interesting conclusion of the analysis is that there is little net additional environmental impact if only 50% of the material is converted to high grade recyclate while 50% is converted to low grade recyclate, substituting concrete. This is because the environmental impact of the process for making low grade recyclate is much lower than either high grade mechanical separation or Vinyloop. This compensates for the smaller environmental benefit from substituting concrete. Breakdown of environmental impacts – primary energy category – 50:50 mass balance The two graphs below compare the breakdown of the environmental impacts for mechanical separation and the Vinyloop process for windows in terms of the Primary energy impact category only. The mass balance scenario in this case is the one where 50% of the material is used to make low grade recyclate (with 1/3 substituting concrete at 1:1 weight ratio and 2/3 substituting concrete at 1:3 weight ratio) and 50% of the material is used to make high grade recyclate.
Windows mech. recycling: PE (MJ)
-12000
-10000
-8000
-6000
-4000
-2000
0
2000
4000
6000
PE (MJ) PE (MJ)
Potential credits for concrete (3:1)
Potential credits for concrete (1:1)
Potential credits for PVC compound
High grade PVC recycling plant
Transport to and from recycling plant
Low grade PVC
Collection point
Transport demolition to collection
MJ 1703
-10816
Windows Vinyloop: PE (MJ)
-12000
-10000
-8000
-6000
-4000
-2000
0
2000
4000
6000
PE (MJ) PE (MJ)
Potential credits for concrete (3:1)
Potential credits for concrete (1:1)
Potential credits for PVC compound
Vinyloop plant
Transport to and from recycling plant
Low grade PVC
Collection point
Transport demolition to collection
MJ 4159
-11116
This analysis demonstrates that the Vinyloop process has considerably more primary energy impact than mechanical separation for windows. Transport of the recyclate has little environmental impact compared to the other steps of the process but the process of collecting, breaking and shredding the windows has substantial primary energy environmental impact. By far the greatest proportion of the environmental benefit comes from substituting virgin PVC compound with high grade recyclate. The environmental benefit of substituting concrete with low grade recyclate is relatively small. The conclusions for the 90:10 mass balance scenario are very similar.
Viability of UK PVC recycling for higher value products 83

11.5. Results – flooring
Comparison of scenarios for PE (MJ)
-25000
-20000
-15000
-10000
-5000
0
5000
10000
15000
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
RG
S90
burdensPE (MJ)
potentialcreditsPE (MJ)
MJ 165 2227 2937 6317 10301 2776
0 -12047 -20732 -12611 -21747 -6997
Comparison of scenarios for GWP
-1000
-800
-600
-400
-200
0
200
400
600
800
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
RG
S90
burdensGWP
potentialcreditsGWP
0 -571 -852 -593 -893 -72
kg CO2-equiv 303 211 256 446 677 386
Comparison of scenarios for AP
-3
-2
-1
0
1
2
3
4
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
RG
S90
burdensAP
potentialcreditsAP
0 -1.39 -2.13 -1.45 -2.23 -0.74
kg SO2-equiv 0.092 1.5 1.98 2.18 3.21 1.24
Viability of UK PVC recycling for higher value products 84

Comparison of scenarios for EP
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
RG
S90
burdensEP
potentialcreditsEP
0 -0.14 -0.20 -0.15 -0.21 -0.07
kg phosphate-equiv 0.013 0.083 0.11 0.16 0.25 0.12
Comparison of scenarios for POCP
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
Land
fill
mec
h. re
cycl
ing
wor
st(5
0:50
)
mec
h. re
cycl
ing
best
(10:
90)
Vin
yloo
p w
orst
(50:
50)
Vin
yloo
p be
st (1
0:90
)
RG
S90 burdens
POCP
potentialcreditsPOCP
0 -0.42 -0.73 -0.44 -0.76 -0.58
kg ethene-equiv 0.10 0.075 0.087 0.11 0.15 0.14
As for windows, these results demonstrate that in terms of all the potential environmental impact categories Landfill is by far the worst disposal solution for post-use PVC flooring. The conclusion is also consistent across all impact categories that mechanical separation with melt filtration is the lowest impact option provided that it can achieve a similar ratio of high grade to low grade material as the Vinyloop process (which is the second lowest impact option across all categories). This is not yet proven by large scale practical trials. If further trials demonstrate that mechanical separation and melt filtration achieves a lower yield of high grade recyclate then Vinyloop may provide the lowest impact option.
Viability of UK PVC recycling for higher value products 85
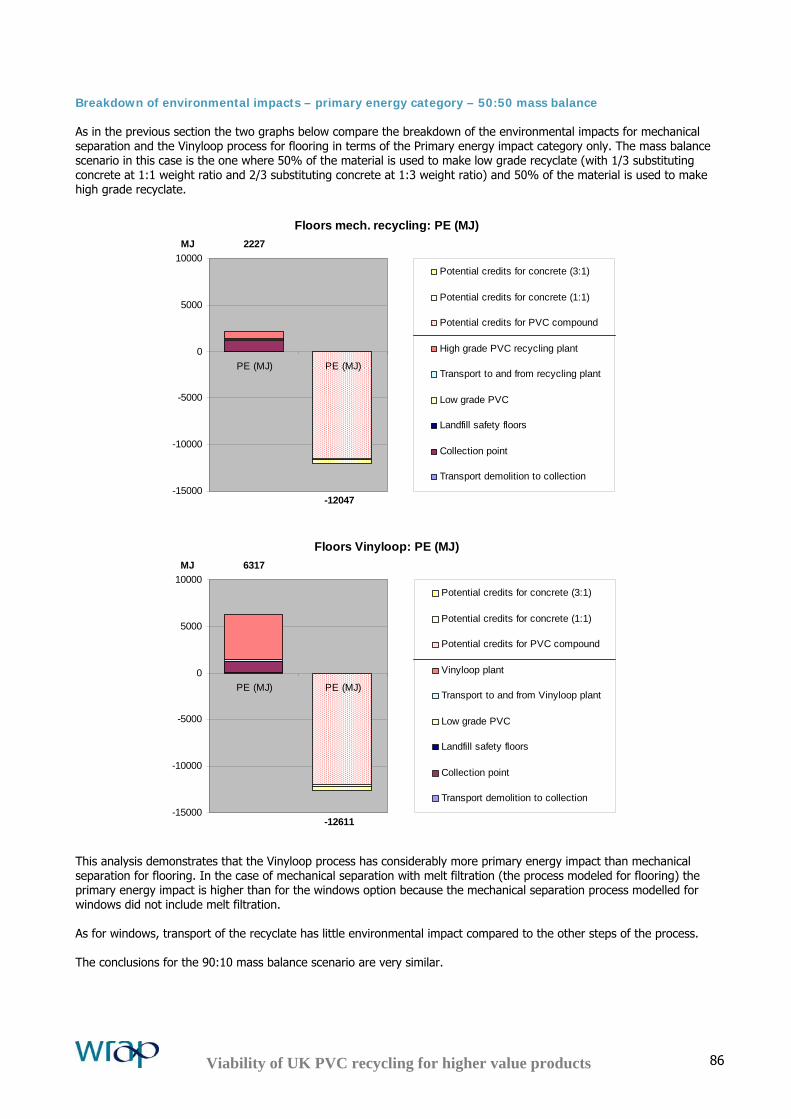
Breakdown of environmental impacts – primary energy category – 50:50 mass balance As in the previous section the two graphs below compare the breakdown of the environmental impacts for mechanical separation and the Vinyloop process for flooring in terms of the Primary energy impact category only. The mass balance scenario in this case is the one where 50% of the material is used to make low grade recyclate (with 1/3 substituting concrete at 1:1 weight ratio and 2/3 substituting concrete at 1:3 weight ratio) and 50% of the material is used to make high grade recyclate.
Floors mech. recycling: PE (MJ)
-15000
-10000
-5000
0
5000
10000
PE (MJ) PE (MJ)
Potential credits for concrete (3:1)
Potential credits for concrete (1:1)
Potential credits for PVC compound
High grade PVC recycling plant
Transport to and from recycling plant
Low grade PVC
Landfill safety floors
Collection point
Transport demolition to collection
MJ 2227
-12047
Floors Vinyloop: PE (MJ)
-15000
-10000
-5000
0
5000
10000
PE (MJ) PE (MJ)
Potential credits for concrete (3:1)
Potential credits for concrete (1:1)
Potential credits for PVC compound
Vinyloop plant
Transport to and from Vinyloop plant
Low grade PVC
Landfill safety floors
Collection point
Transport demolition to collection
MJ 6317
-12611
This analysis demonstrates that the Vinyloop process has considerably more primary energy impact than mechanical separation for flooring. In the case of mechanical separation with melt filtration (the process modeled for flooring) the primary energy impact is higher than for the windows option because the mechanical separation process modelled for windows did not include melt filtration. As for windows, transport of the recyclate has little environmental impact compared to the other steps of the process. The conclusions for the 90:10 mass balance scenario are very similar.
Viability of UK PVC recycling for higher value products 86

11.6. Discussion Results of the environmental impact assessment for both windows and flooring are consistent. They demonstrate that Landfill is by far the worst disposal option across all impact categories and that either Vinyloop or mechanical recycling provides the best recycling option from an environmental point of view across all impact categories, depending on the ratio of low grade to high grade recyclate achieved by the two reprocessing routes. The environmental impact assessment is not consistent with the economic assessment in that Landfill provides the lowest cost commercial option for disposal of post-use PVC. The current low level of taxation and light regulatory restriction on landfilling in the UK does not truly reflect the long term environmental impact of this disposal route. Financial support for alternative recycling solutions from Government or the PVC industry or a voluntary or legislative restriction on disposal to landfill will be required in order to shift PVC disposal routes towards more sustainable solutions. The debate concerning the environmental impact of PVC as a construction material compared to alternative construction materials such as wood was not part of the scope of this project. However this is an active debate among specifiers. Recently the European Commission sponsored a consortium of leading life cycle assessment authorities from Germany, Denmark and Spain, including PE Europe, to provide an assessment of all the available Life Cycle Assessment studies (LCAs) on PVC and its alternatives for a variety of applications, including PVC-U windows80. They looked at 230 LCAs and used the 35 most relevant ones to assess the differences between competing materials. The report states : For windows, one of the most important PVC applications, the available studies conclude that there is no “winner” in terms of a preferable material since most of the studies conclude that none of the materials has an overall advantage for the standard impact categories. It appears that the most promising potential for lowering environmental impacts of windows is expected to be through the optimisation of the design and specific construction processes, which means increasing the quality of the windows with respect to their main function of saving heating energy in the use phase.
80‘Life cycle assessment of PVC and of competing materials’ PE Europe for DG Enterprise and DG Environment http://europa.eu.int/comm/enterprise/chemicals/sustdev/pvc.htm
Viability of UK PVC recycling for higher value products 87

12. Conclusions Overall conclusions of this project are:
• The UK PVC industry is varied, producing a wide range of different products. Recycling solutions are likely to be waste stream or product-specific.
• Currently, limited amounts of PVC are being recycled in the UK with the exception of some clean post-industrial waste. Some pilot schemes for recycling post-use waste are in operation.
• One of the main constraints to increasing recycling of post-use waste PVC is the current limited quantity, consistency of supply and poor quality of collected post-use PVC waste. The viability of post-use PVC recycling will depend as much on the security of supply of waste as on the availability of end-markets for the recyclate.
• Post-use PVC window, pipe and flooring waste streams arise in sufficient quantities in the UK to justify development of separate collection infrastructure
• Mechanical recycling methods already exist which are capable of producing high grade recyclates from these waste streams with only modest further development
• Feedstock recycling is not necessary in the UK unless the use of legacy additives in new products is deemed unacceptable in future
• Both the Vinyloop solvolysis process and mechanical separation (with the addition of melt filtration in the case of post-use flooring) provide potential commercial-scale high grade processing solutions for the UK. Mechanical separation to produce clean chip is likely to be the most commercially viable solution for windows.
• Laboratory testing at Bradford has demonstrated that extrusion processability and physical properties of recyclates provided by these routes meet current UK standards and are comparable with equivalent virgin compounds.
• Product surface finish and colour are potential limitations on the use of post-use PVC recyclate in products where appearance is important.
• Extrusion process variation was found to be higher for recycled material. Mixing of batches of recycled material is recommended to improve homogeneity
• Life Cycle Analysis of the alternative processing options indicates that either mechanical separation or the Vinyloop solvolysis process is likely to be a substantially better environmental option for both windows and flooring than landfill. However the current cost of landfill disposal in the UK is substantially is less than the likely cost of the possible recycling processes and does not reflect the true environmental burden of this disposal route.
13. Recommendations
The following specific recommendations are made as a result of the conclusions of this report:
• The PVC map concept developed by this project to assist parties in the UK trying to locate recyclers for waste PVC should be integrated into existing web-based tools and directories used by the plastics industry.
• Larger scale collection and processing trials to prove the collectable volumes and build up improved data on collection costs
• Local Authority post-use PVC waste collection schemes should be championed by the PVC industry. • An Occupational Hygiene hazard assessment of the use of recyclate containing legacy additives in new products • Tests of compatibility between virgin PVC and recyclate containing different stabiliser types • Encourage development of new long-life concrete substitute products from low grade PVC recyclate • Encourage public sector specifiers to allow use of RPVC in construction products and to insist on separate
collection of PVC waste on refurbishment and demolition project • Support the PVC industry’s proposed clearing house concept to initiate recycling
Viability of UK PVC recycling for higher value products 88

Appendix 1 - UK PVC recycling companies
Name Location Tel: No Waste type(s) taken Output AJ Pellitt Baildon, West
Yorkshire 01274 598099 Rigid PVC-u Granulated PVC-u
ASDAC Ashton under Lyne
01457 834444 PVC
Associated Polymer Resource
Eastleigh 02380 852929 PVC
Avon Reclaim Bridgewater 01278 427371 PVC-u CF Booth Ltd Rotherham 01709 559198 Cable waste (post
industrial) Flexible PVC strippings
Chempound Middlesborough
01642 564909 PVC
Cornwall Paper Co
Redruth 01209 212294 PVC
Dell Plastics Rochdale 01706 648566 Flexible PVC cable Floor mats; hose footwear
Dodsworth Barnsley 01226 386573 Rigid PVC-u frames and off cuts post industrial only
Granulated PVC-u
Ecoplas Selby 01757 282828 Rigid PVC-u cut offs Granulated PVC-u Handlink Bunny 0115 984 6647 Flexible rigid waste Regranulated flex
and chip Hunt Brothers Hinckly,
Leicester 01455 220323 Flexible and rigid PVC
waste post industrial mainly Baled and granulated
Hydro Polymers Newton Aycliffe
01325 300555 PVC Re-compounded pellets
JJ Plastics Manchester 0161 202 6097 PVC Granulated; compound street furniture; decking
John Hannay Broxburn 01506 854724 PVC Granulate JSP Oxford 01993 824000 Flooring and cable stripping Road Cone; speed
ramps K2 Polymers Narborough 0116 275 3407 Flexible post industrial Granulated PVC for
hosepipe Longfield Frodsham 01928 739977 PVC-u off cuts Granulate Melba Bury 01706 625167 Flooring and cable stripping Flooring and cable
stripping Mole Plastics Cirencester 01285 770821 PVC Granulate and
compounded Moore Brothers Frome,
Somerset 01373 462814 Flexible and rigid waste
credit card scrap Baled and granulated
Newton Coated Fabrics
Hyde, Cheshire
0161 367 873 Flexible medical waste Coated fabric (MUT)
Oxford Plastics Enstone 02708 678888 Flexible PVC Re-compounded pellets
Penfold Weston-Super-Mere
01934 832711 PVC-u window profile scrap Granulate and powder
Philip Tyler Cirencester, Gloustershire
01285 885330 Rigid bottle and skeletal laminated
Granulated rigid PVC
Plastic Trading Ltd
Dumfries 01387 255916 PVC-u Granulate
Polymer Industries
Epsom 0208 397 4833 PVC? Re-compounded pellets
Polypro Telford 01952 201631 PVC-u window grade Safety barriers;
Viability of UK PVC recycling for higher value products 89
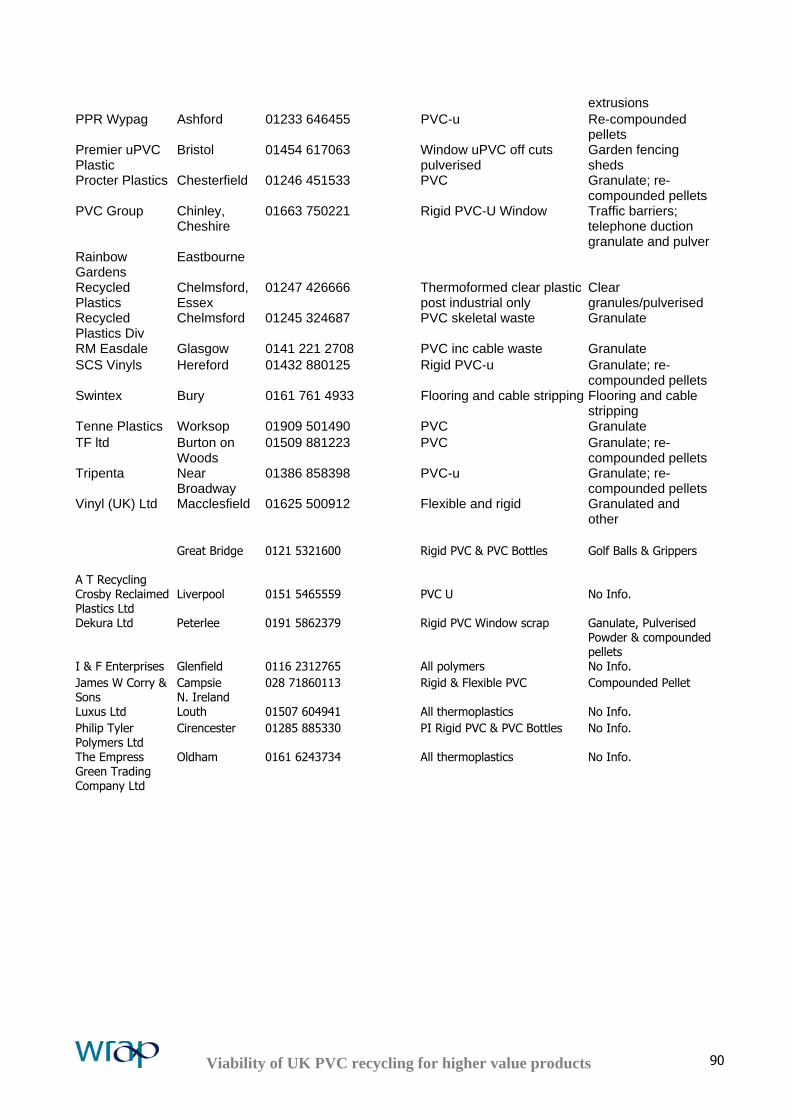
extrusions PPR Wypag Ashford 01233 646455 PVC-u Re-compounded
pellets Premier uPVC Plastic
Bristol 01454 617063 Window uPVC off cuts pulverised
Garden fencing sheds
Procter Plastics Chesterfield 01246 451533 PVC Granulate; re-compounded pellets
PVC Group Chinley, Cheshire
01663 750221 Rigid PVC-U Window Traffic barriers; telephone duction granulate and pulver
Rainbow Gardens
Eastbourne
Recycled Plastics
Chelmsford, Essex
01247 426666 Thermoformed clear plastic post industrial only
Clear granules/pulverised
Recycled Plastics Div
Chelmsford 01245 324687 PVC skeletal waste Granulate
RM Easdale Glasgow 0141 221 2708 PVC inc cable waste Granulate SCS Vinyls Hereford 01432 880125 Rigid PVC-u Granulate; re-
compounded pelletsSwintex Bury 0161 761 4933 Flooring and cable stripping Flooring and cable
stripping Tenne Plastics Worksop 01909 501490 PVC Granulate TF ltd Burton on
Woods 01509 881223 PVC Granulate; re-
compounded pelletsTripenta Near
Broadway 01386 858398 PVC-u Granulate; re-
compounded pelletsVinyl (UK) Ltd Macclesfield 01625 500912 Flexible and rigid Granulated and
other A T Recycling
Great Bridge 0121 5321600 Rigid PVC & PVC Bottles Golf Balls & Grippers
Crosby Reclaimed Plastics Ltd
Liverpool 0151 5465559 PVC U No Info.
Dekura Ltd Peterlee 0191 5862379 Rigid PVC Window scrap Ganulate, Pulverised Powder & compounded pellets
I & F Enterprises Glenfield 0116 2312765 All polymers No Info. James W Corry & Sons
Campsie N. Ireland
028 71860113 Rigid & Flexible PVC Compounded Pellet
Luxus Ltd Louth 01507 604941 All thermoplastics No Info. Philip Tyler Polymers Ltd
Cirencester 01285 885330 PI Rigid PVC & PVC Bottles No Info.
The Empress Green Trading Company Ltd
Oldham 0161 6243734 All thermoplastics No Info.
Viability of UK PVC recycling for higher value products 90

Detailed maps
Viability of UK PVC recycling for higher value products 91
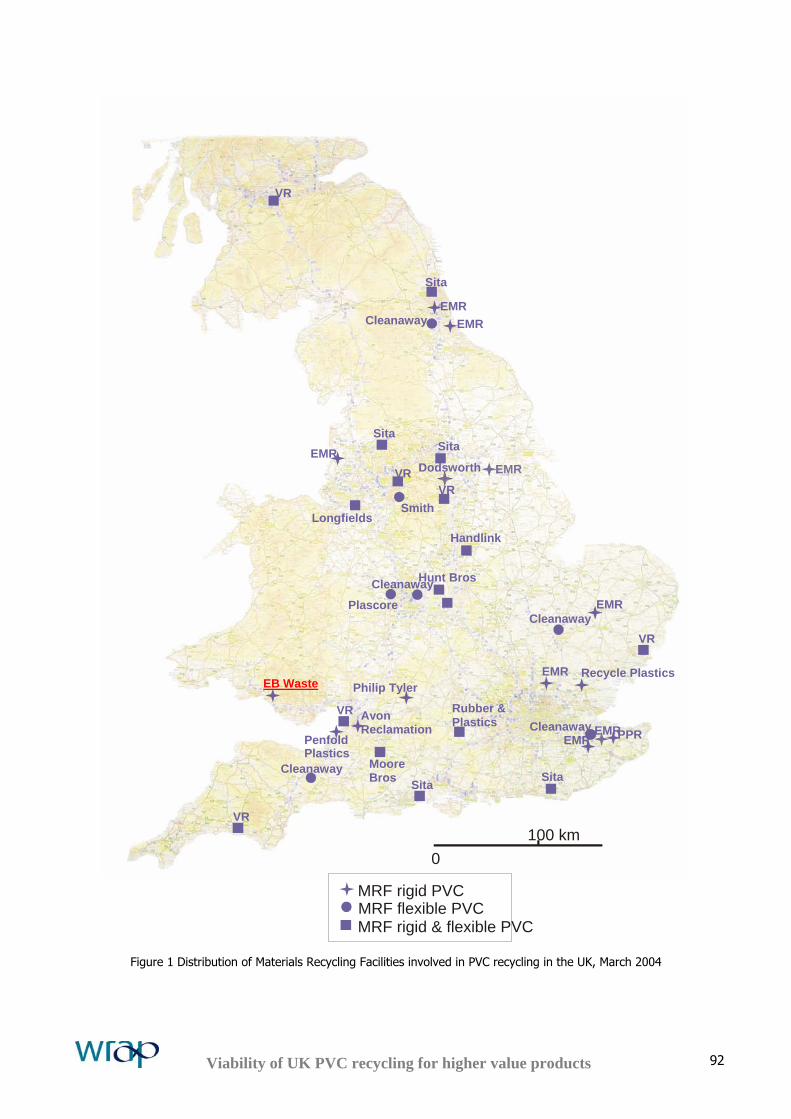
Figure 1 Distribution of Materials Recycling Facilities involved in PVC recycling in the UK, March 2004
0 100 km
MRF rigid & flexible PVC
VR
Sita
VR Rubber & Plastics
MooreBros
VR
VR
Hunt Bros
HandlinkLongfields
VR
VR
Sita
Sita Sita
Sita
MRF flexible PVC
Smith
Plascore
Cleanaway
Cleanaway
Cleanaway
Cleanaway
Cleanaway
MRF rigid PVC
EMREMR
EMRDodsworth EMR
EMR
EMR Recycle Plastics EB Waste Philip Tyler
Avon Reclamation EMR PPR EMR Penfold
Plastics
Viability of UK PVC recycling for higher value products 92
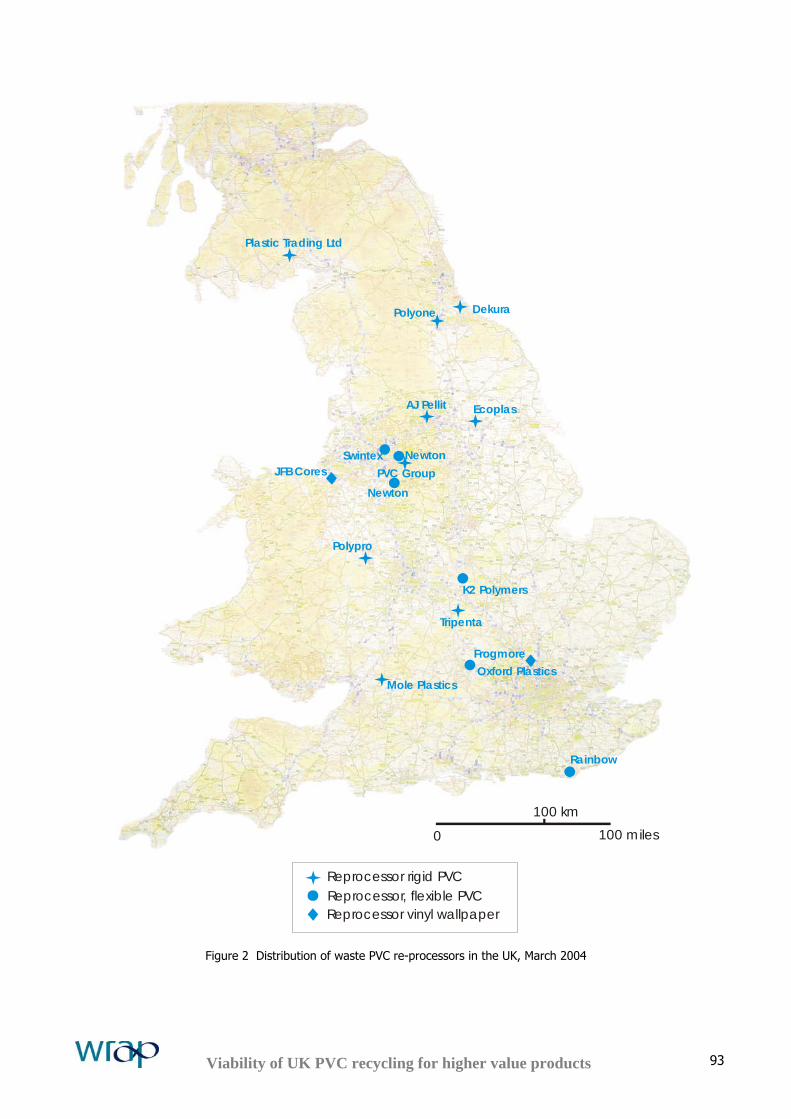
0 100 miles
100 km
Reprocessor, flexible PVC
Rainbow
NewtonSwintex
K2 Polymers
Reprocessor rigid PVC
PVC Group
Polypro
Dekura
Ecoplas
Reprocessor vinyl wallpaper
JFB Cores
Frogmore
Newton
AJ Pellit
Mole PlasticsOxford Plastics
Plastic Trading Ltd
Polyone
Tripenta
Figure 2 Distribution of waste PVC re-processors in the UK, March 2004
Viability of UK PVC recycling for higher value products 93

0 100 miles
100 km
Processor, flexible PVC
Marley
Duflex
Dell
Ruberoid
Armstrong
Armstrong
JSP
SwintexMelba
CF Booth
Polyfloor
Processor rigid PVC
AnglianBowaters
HW Plastics
Amco
Veka
WHS Halo
EurocellSynseal
PremieruPVC
Figure 3 Distribution of virgin PVC processors in the UK, March 2004
Viability of UK PVC recycling for higher value products 94

Appendix 2 – VEKA PVC window reprocessing plant - Germany A useful example of a fully operational large scale window recycling operation of the type that could be developed in the UK is the mechanical separation plant operated by VEKA in Behringen, Germany: VEKA is a large international company, with a strong presence in the windows market. Opened in 1993 it was built at an initial cost of 20 million euros, and an extra 10 million euros has been spent on the plant since then81. The plant processes PVC windows, roller blinds, sheets and PVC profile waste. It has a ~7000 m2 processing hall, and has a maximum capacity of 40,000 tonnes p.a. In 1994 it had a throughput of 7300 tonnes; in 1998 13,500 tonnes, and expected throughput in 2003 was ~20,000 tonnes (i.e. around 50% of its full capacity). The VEKA plant input materials are:
• ~70% post industrial scrap, such as off cuts; • ~10% short life mis-measures; • ~20% old post-use windows.
Transport for the initial waste products is provided by VEKA partners who have containers on their sites. Other window manufacturers also participate.
Fig 1 VEKA plant view
Disassembly and separation of PVC products is claimed to be automatic. The 6metre lengths of clean post-industrial are segregated as follows:
• The highest grade infeed material is segregated from the bulk shredding process. • Six metre lengths of clean post-industrial profiles that can be manually stripped of seals, are fed into a
guillotine and then granulated to produce clean PVC chips – this ‘side-process’ accounts for approx 2,000 tonnes per annum.
• The finished chips are stored in a mixing silo to maintain homogeneous physical properties. The remaining 18,000 tonnes is dealt with in a ‘fully automated’ way as follows: Complete windows are delivered, with rubber seals, mortar residues, etc. An excavator with grapplers removes items from their delivery container and throws them into the feed chute of a large lateral press; this presses parts to a specific width. A shredder (similar in design to a whole-car shredder) works with a hammering machine to break up parts – larger pieces are returned to the shredder, others fall through a grate to a conveyor. The hammer mill operating principle makes it difficult to reduce the PVC down to the required size range in hot weather conditions (over ~25 C).
Fig 2 Metal removal
81 Site visit report for BPF/Vinyl 2010, K Freegard, Axion Recycling, December 2003
Viability of UK PVC recycling for higher value products 95

Ferrous metals are separated from the coarse mixture of PVC, metal, glass, rubber and other materials by a rotating magnetic drum. A sieve drum is then used to separate particles into four size classes: undersize is disposed to landfill, oversize is returned to the shredder. A non-ferrous metal separator (to remove aluminium separators, and fittings and handles) uses eddy currents induced in the materials, causing metal parts to be ejected by repulsion (different materials separated by flight paths), leaving mainly PVC, glass and rubber. A rubber separator takes out part of the rubber strips; the remaining material is then returned to the shredder for regrinding. Grinding of this material (consisting of PVC, glass, mortar, wood) is fed to a sieve drum, for separation into two bands. Pneumatic tables separate wood fragments downwards on a cushion of air; heavier PVC and glass are left; the glass is then removed in a similar manner on pneumatic tables where the lighter PVC is transported downwards on a cushion of air. Finally, PVC from all four size class processing lines is brought together and final metal particles are identified by a metal detection coil. Only completely metal-free PVC is recycled. PVC particles are ground down further by blade mills and are simultaneously washed by water. A second wash is followed by two stages of hot air drying. Granulated PVC is separated into 4 grain sizes, 3,4,5 and 6mm. Small amounts of grains >6mm are fed back to the wet mill. Another rubber separation process is carried out for each size grade. Fine rubber particles are separated on vibration tables. Colour separation is used to separate white from non-white PVC grains; all non-white grains are stored together irrespective of grain size. Several individual colour separation machines have been configured to give a range of separations from ‘coarse’ split / high volume to ‘very fine picking’ / low throughput.
Extrusion & melt-filtration allows final clean up of any ‘rogue’ particles that have escaped earlier processes. At this stage colour master-batches can be added, thereby achieving top-grade colour quality for a larger percentage of tonnage. Dried granulated PVC is stored in six outdoor silos. Regular product samples are taken for quality control purposes in the on-site plastics laboratory. This facility has an array of all the usual physical property test machines (tensile strength, impact, colour etc). A small-scale extruder is used for production of extruded strip samples as a practical means of quality assessment. Environmental issues during this mechanical process include the following: Dust, paper and foil extraction from the air around the shredder is microfiltered. Dust is also extracted at the pneumatic separation tables. The shredder and sieve drum are encapsulated with noise absorbing elements. Water is recirculated – none goes to public sewage. Old products (windows) are only processed purely mechanically – it is therefore claimed that no toxic materials are released during this process. The quality of the output is maintained by a combination of mixing approx 4:1 post-industrial (pre-use) scrap with post-use material. Overall, VEKA estimates that 80% of the output is being re-used in windows production. The remainder is sold at a significant discount for use in piping and other lower specification applications. In the UK it is indicated that this would be expected to sell for £50-£120/tonne depending on residual contamination82. The process economics vary depending upon throughput. The weather influences this, because in hot conditions the recyclate needs to be cooled for hammer milling, which is essentially a fracture process. As might be expected for a multi-input, large-scale process that has been operating for a decade, there is a wide range of output PVC grades and formats. Product can be made as granulate chips, extruded pellet or micronised powder. Each is available as white, off-white, or coloured. The output colour split is 75% white / 25% coloured. The VEKA operation relies on on-going industrial subsidy, but is viewed by the industry as an important practical demonstration of its commitment to large scale recycling of PVC.
82 Private communication, D Wrigley, Epwin, January 2004
Viability of UK PVC recycling for higher value products 96
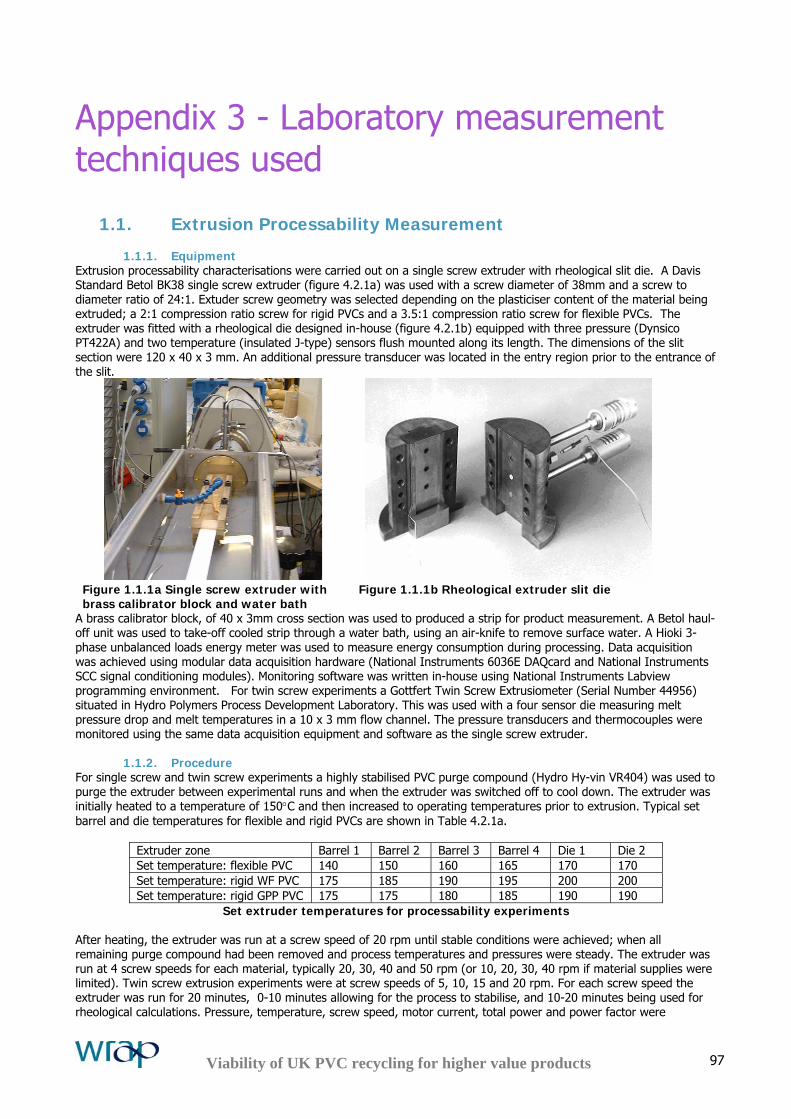
Appendix 3 - Laboratory measurement techniques used
1.1. Extrusion Processability Measurement
1.1.1. Equipment Extrusion processability characterisations were carried out on a single screw extruder with rheological slit die. A Davis Standard Betol BK38 single screw extruder (figure 4.2.1a) was used with a screw diameter of 38mm and a screw to diameter ratio of 24:1. Extuder screw geometry was selected depending on the plasticiser content of the material being extruded; a 2:1 compression ratio screw for rigid PVCs and a 3.5:1 compression ratio screw for flexible PVCs. The extruder was fitted with a rheological die designed in-house (figure 4.2.1b) equipped with three pressure (Dynsico PT422A) and two temperature (insulated J-type) sensors flush mounted along its length. The dimensions of the slit section were 120 x 40 x 3 mm. An additional pressure transducer was located in the entry region prior to the entrance of the slit.
Figure 1.1.1a Single screw extruder with brass calibrator block and water bath
Figure 1.1.1b Rheological extruder slit die
A brass calibrator block, of 40 x 3mm cross section was used to produced a strip for product measurement. A Betol haul-off unit was used to take-off cooled strip through a water bath, using an air-knife to remove surface water. A Hioki 3-phase unbalanced loads energy meter was used to measure energy consumption during processing. Data acquisition was achieved using modular data acquisition hardware (National Instruments 6036E DAQcard and National Instruments SCC signal conditioning modules). Monitoring software was written in-house using National Instruments Labview programming environment. For twin screw experiments a Gottfert Twin Screw Extrusiometer (Serial Number 44956) situated in Hydro Polymers Process Development Laboratory. This was used with a four sensor die measuring melt pressure drop and melt temperatures in a 10 x 3 mm flow channel. The pressure transducers and thermocouples were monitored using the same data acquisition equipment and software as the single screw extruder.
1.1.2. Procedure For single screw and twin screw experiments a highly stabilised PVC purge compound (Hydro Hy-vin VR404) was used to purge the extruder between experimental runs and when the extruder was switched off to cool down. The extruder was initially heated to a temperature of 150°C and then increased to operating temperatures prior to extrusion. Typical set barrel and die temperatures for flexible and rigid PVCs are shown in Table 4.2.1a.
Extruder zone Barrel 1 Barrel 2 Barrel 3 Barrel 4 Die 1 Die 2 Set temperature: flexible PVC 140 150 160 165 170 170 Set temperature: rigid WF PVC 175 185 190 195 200 200 Set temperature: rigid GPP PVC 175 175 180 185 190 190
Set extruder temperatures for processability experiments After heating, the extruder was run at a screw speed of 20 rpm until stable conditions were achieved; when all remaining purge compound had been removed and process temperatures and pressures were steady. The extruder was run at 4 screw speeds for each material, typically 20, 30, 40 and 50 rpm (or 10, 20, 30, 40 rpm if material supplies were limited). Twin screw extrusion experiments were at screw speeds of 5, 10, 15 and 20 rpm. For each screw speed the extruder was run for 20 minutes, 0-10 minutes allowing for the process to stabilise, and 10-20 minutes being used for rheological calculations. Pressure, temperature, screw speed, motor current, total power and power factor were
Viability of UK PVC recycling for higher value products 97

monitored at a frequency of 1Hz. At each screw speed a mass throughput measurement was made by weight averaging three samples of extrudate taken over a measured period of time. A sample of calibrated strip was produced using the calibrator and haul-off device. Set extruder screw speed and haul-off take-up speed were adjusted until the strip filled the calibrator block, producing a strip with 40 x 3mm cross section. When material quantities allowed an extruded sample of approximately 10m was collected for mechanical analysis and surface finish analysis. c) Rheometry Calculations At each extruder screw speed, shear viscosity was calculated from the pressure drop along the slit die, throughput and density of the polymer, using the following calculations:
Shear stress at the die wall, τ wall =
H PL∆
2
Apparent shear rate at the die wall, γ•
=appQ
WH6
2
Apparent shear viscosity,
η τ
γapp
wall
app
= •
Where H = slit height, W = slit width, L = slit length, ∆P=slit pressure drop and Q=volumetric throughput. An indication of extensional viscosity was provided by pressure measured prior to the entrance of the slit die, although due to the complex geometry of the circular to slit convergent cross section, viscometric flow could not be achieved and a value of extensional viscosity could not be calculated. Process variation was quantified by the coefficient of variation measured in die melt pressures during process monitoring (standard deviation/mean*100). A value of coefficient of variation was calculated for each set screw speed.
1.2. Capillary Rheometry
1.2.1. Equipment Off-line analysis of rheology was carried out using a twin-bore RH7-2 capillary rheometer shown in figures 4.2.2a and 4.2.2.b. This comprised of two heated barrels (diameter 15mm) into which pistons were driven down via a common crosshead. Two capillary dies of dimensions 16 x 1 and 0.2 x 1mm were mounted at the barrel exits and Dynisco PT422A pressure transducers measure pressure drop as molten polymer flows through the dies a range of set apparent wall shear rates. Data acquisition and analysis was out carried using dedicated hardware and software
Figure 1.2.1a Rosand RH7-2 twin-bore capillary rheometer
Figure 1.2.1b Schematic representation of Rosand RH7-2
Viability of UK PVC recycling for higher value products 98

1.2.2. Procedure The equipment was pre-heated to the desired test temperatures. Set temperatures were selected to represent extrusion die temperatures for each PVC grade. Typical set temperatures were 200°C for rigid window profile compounds and 170°C for flexible flooring compounds. The left hand barrel of the capillary rheometer was fitted with a long capillary die (dimensions 16 x 1mm diameter), and the right hand barrel was fitted with a corresponding orifice die (0.2 x 1mm diameter). Both barrels were charged with polymer, in pellet, granular or powdered form. The polymer was then compressed by the two pistons until a significant pressure (>1MPa) had been achieved in both barrels. The test was then initiated, comprising of two pre-heating and compression stages totalling 6 minutes. On completion of the pre-test stages, the pistons were lowered at a range of speeds to provide a range of apparent wall shear rates. These were set to represent typical extrusion die wall shear rates. Typical set values were 25, 50, 100, 250, 500, 750, 1000 and 1500 s-1. Pressure drop at each shear rate was monitored through both capillary dies and on completion of the test, rheological flow characteristics (shear stress, shear viscosity and extensional viscosity) were calculated by the test software.
1.3. Macklow-Smith Flow Tests
1.3.1. Equipment Macklow-Smith type tests were carried out on a Rosand RH7-2 twin bore capillary rheometer (see section 2) using a 10 x 1mm slot orifice die (i.e. die length <0.2mm). Pressure was measured at the entrance to the die by a Dynisco PT422A pressure transducer.
1.3.2. Procedure A single bore of the rheometer was used, pre-heated to a temperature of 145°C. The barrel was charged with polymer in pellet or granular form. The piston was depressed to compress the polymer until a pressure above 1MPa was measured. The test was then initiated with two pre-heating and compression stages totalling 20 minutes. The piston was then lowered at a set speed of 124mm/min; this value was set identically for every test stage. The test was terminated when the full charge of material had been extruded from the barrel. From the strip produced (examples shown in figure 4.2.3a, surface finish can be used to estimate the level of PVC compound gelation. Melt pressures recorded during the test were used to give comparative information regarding the processability and consistency of various recycled compounds. Blockages caused by large contaminated particles or problems with degraded material were noted and the information used to determine the optimum method of processing the recyclate (e.g. extrusion or injection moulding).
Figure 1.3.2 PVC extruded strip produced during Macklow-Smith tests
1.4. Tensile Strength Measurement
1.4.1. Equipment Tensile strength measurements were carried out using an Instron 5564 tensometer, shown in figure 4.2.4a. A 2kN load cell was used to measure force during the test. Force and extension were measured at a frequency of 10Hz throughout the test by dedicated software (Instron). Dumbell shaped tensile bar specimens were cut from extruded strip to conform to British Standards BS2782 Method 320C. The tensile specimens had a thickness of nominally 3mm and a span (neck length) of 50mm. Width and thickness of the neck region of each specimen were measured prior to testing. Rigid specimens were machined using a router and flexible specimens were cut from extruded strip using a press and cutter.
Viability of UK PVC recycling for higher value products 99

Figure 1.4.1a Instron 5564 Tensometer Figure 1.4.1b Tensile test specimen and
tensometer grips
1.4.2. Procedure Tests were carried out a room temperature according to BS2782 Method 320C. The load cell was calibrated and zeroed prior to testing. Each specimen was placed in the tensometer using mechanical grips, as shown in figure 4.2.4b. Prior to starting each tests the grip separation distance was zeroed. Upon start-up of a test, the grips separated to give tensile deformation at a rate of 50mm/min for rigid PVC compounds and 500mm/min for flexible PVC compounds. Tests were terminated when the specimen broke apart. Load versus extension was recorded by the machine software.
1.4.3. Tensile Strength Calculation Tensile strength at yield was calculated in MPa from the maximum force measured during the test and the original cross sectional area of the test specimen: Maximum tensile strength at yield = Force/cross-sectional area Elongation distance at break was recorded as a percentage of original span (50mm).
1.5. Flexural Strength Measurement
1.5.1. Equipment Measurement of flexural strength was made using an Instron 5568 tensometer in bending test mode. A 1KN load cell was used to measure force during 3-point bending of PVC strip. Test specimens were 150mm lengths of strip cut from extruded rigid PVC of nominally 40 x 3mm cross section. Sample width and thickness was measured prior to each test. Span between the outer two bend points was 120mm, with a flexural load being applied at the centre as shown in figure 4.2.5a. Force and deflection were measured at a frequency of 10Hz during the test by dedicated Instron Series IX software.
Figure 1.5.2 Flexural modulus testing by 3-point bending
1.5.2. Procedure
Tests were carried out a room temperature according to BS EN178. The load cell was calibrated and zeroed prior to testing. Samples were placed centrally on the two supports and the crosshead lowered until a load of 0.2N was
Viability of UK PVC recycling for higher value products 100
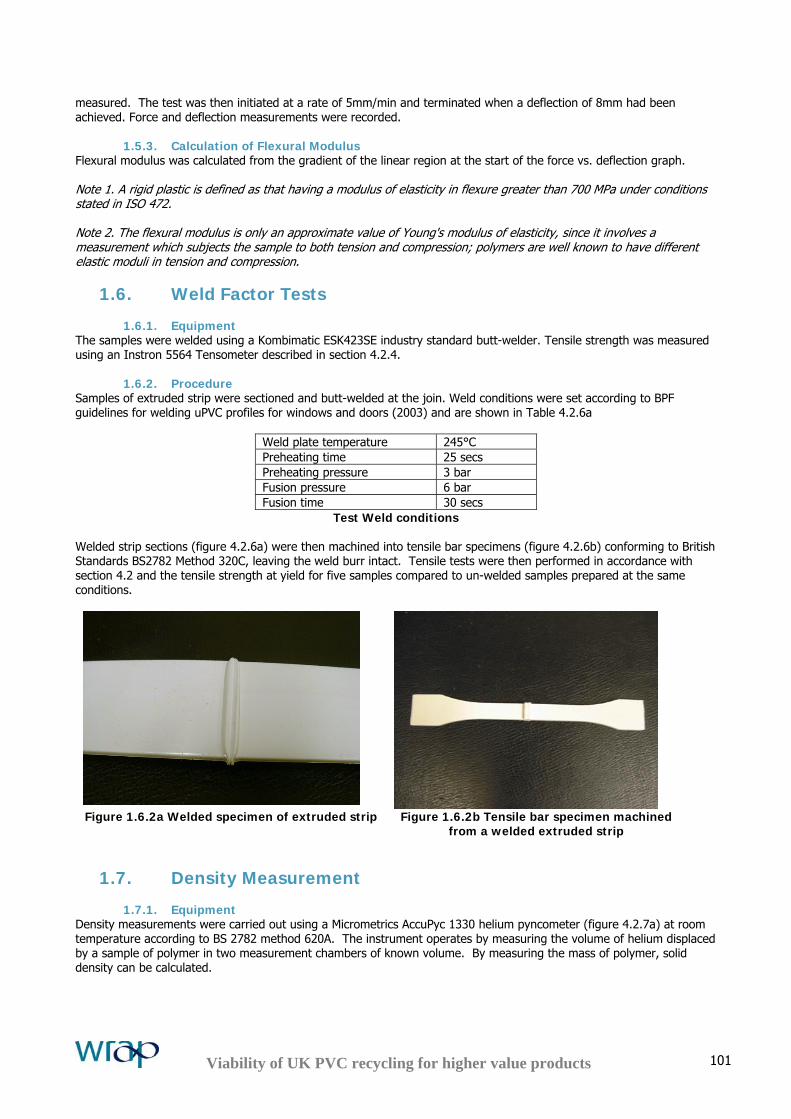
measured. The test was then initiated at a rate of 5mm/min and terminated when a deflection of 8mm had been achieved. Force and deflection measurements were recorded.
1.5.3. Calculation of Flexural Modulus Flexural modulus was calculated from the gradient of the linear region at the start of the force vs. deflection graph. Note 1. A rigid plastic is defined as that having a modulus of elasticity in flexure greater than 700 MPa under conditions stated in ISO 472. Note 2. The flexural modulus is only an approximate value of Young's modulus of elasticity, since it involves a measurement which subjects the sample to both tension and compression; polymers are well known to have different elastic moduli in tension and compression.
1.6. Weld Factor Tests
1.6.1. Equipment The samples were welded using a Kombimatic ESK423SE industry standard butt-welder. Tensile strength was measured using an Instron 5564 Tensometer described in section 4.2.4.
1.6.2. Procedure Samples of extruded strip were sectioned and butt-welded at the join. Weld conditions were set according to BPF guidelines for welding uPVC profiles for windows and doors (2003) and are shown in Table 4.2.6a
Weld plate temperature 245°C Preheating time 25 secs Preheating pressure 3 bar Fusion pressure 6 bar Fusion time 30 secs
Test Weld conditions Welded strip sections (figure 4.2.6a) were then machined into tensile bar specimens (figure 4.2.6b) conforming to British Standards BS2782 Method 320C, leaving the weld burr intact. Tensile tests were then performed in accordance with section 4.2 and the tensile strength at yield for five samples compared to un-welded samples prepared at the same conditions.
Figure 1.6.2a Welded specimen of extruded strip Figure 1.6.2b Tensile bar specimen machined
from a welded extruded strip
1.7. Density Measurement
1.7.1. Equipment Density measurements were carried out using a Micrometrics AccuPyc 1330 helium pyncometer (figure 4.2.7a) at room temperature according to BS 2782 method 620A. The instrument operates by measuring the volume of helium displaced by a sample of polymer in two measurement chambers of known volume. By measuring the mass of polymer, solid density can be calculated.
Viability of UK PVC recycling for higher value products 101

Figure 1.7.1a Micrometrics AccuPyc 1330 helium
pyncometer Figure 1.7.1b Sample holder filled with
recycled PVC tarpaulin sample
1.7.2. Procedure A small amount (typically less than 6g) of recyclate sample under test was selected. The mass of polymer under test was measured using a Mettler BB244 balance (resolution 0.001g). The sample was placed in a steel holder (figure 4.2.7b) and placed inside the pycnometer measurement chamber. On start-up of the test, the test sample was purged 5 times with helium before the first measurement was taken. A total of 5 densities were measured during each test. Typicially 3 samples of material were tested from each batch of recyclate and an average density calculated.
Viability of UK PVC recycling for higher value products 102

1.8. Surface Finish Measurement
1.8.1. Equipment Analysis of surface finish of extruded strip was carried out using a system developed at the University of Bradford by Dr. Rob Spares. Image capture was achieved by the use of a high quality linescan camera (Atmel AVIIVA monochrome camera comprising of 4096 pixels). Data was transferred to the PC via an i2s Horizon Link interface board at line rates up to 10kHz. The software drivers provided for the interface board combine the line data into blocks, typically 256 lines, for transfer to the analysis program. Analysis of the data was carried out by software programmed in-house (R. Spares). A Betol haul-off unit was used to feed extrudate through guides past the camera at controlled speed.
Figure 1.8.1a Surface finish measurement using a line-scan camera and haul-off equipment
Figure 1.8.1b Recycled PVC extrudate;colour indicates defect size (brown = large to blue
= small)
Figure 1.8.1c Large gel particle as identified by image analysis software
1.8.2. Procedure
Lengths of cleaned extruded strip were measured out, typically between 5-10 metres in length. Marks were made at the beginning and end of each measured section. The strip was then fed through the haul-off device passing underneath the line-scan camera. Scans of a line 1 pixel wide were made a frequency of 1000Hz and images stored on computer. The image analysis software then processed the data and identified any defects detected by a change light intensity. Defect count per metre of strip was calculated and an analysis of defect size performed. Defects were quantified by size and catagorised as large (>1mm), medium (0.3-1mm) or small (<0.3mm).
Viability of UK PVC recycling for higher value products 103

1.9. Impact Strength Measurement
1.9.1. Equipment and Procedure Charpy impact tests were carried out at Solvay, Belgium in accordance with standard ISO 179 1eA. Softening Point Temperature Determination
1.9.2. Equipment and Procedure Vicat softening point measurements were conducted at Solvay, Belgium in accordance with standard ISO 306B.
1.10. Thermal Stability Measurement
1.10.1. Equipment The Mill Stick test was developed at Hydro Polymers and uses a two-roll mill with oil heated rolls of 150mm radius. The front roll is heated to a temperature of 185°C and the back roll to a temperature of 175°C.
1.10.2. Procedure The mill rolls were run at a speed of 33 r.p.m. with the nip gap set between 3.5 and 4mm. 150g of material (usually powder) was placed into the nip until a gel was formed at which point the material formed a sheet around the front roll. A timer was then started and every 5 minutes a 12mm square sample was cut out using a brass cutter for a period of 1 hour. Change in colour of samples was noted either visually or by using a photo spectrometer. It has been found (Hydro Polymers) that the first 6 samples taken (i.e. 0-30 minutes) are indicative of how a PVC compound performs in extrusion.
1.11. Inductively Coupled Plasma Spectroscopy
1.11.1. Equipment and Procedure X-ray fluorescence analysis was carried out at Solvay, Belgium. 100 mg of sample was digested with 2 ml of concentrated nitric acid using a micro-wave assisted apparatus (Anton Paar Multiwave - closed vessel system:1000 Watt; ramping in 5 min ; plateau during 20 min). After addition of Scandium as an internal standard, solutions were measured by:
• ICP-OES (Horiba Jobyn Yvon Ultima) against matrix match (HNO3 + Sc) standard solutions prepared from commercial certified Lead and Cadmium solutions
• (Merck CertiPur Standards).
1.12. X-ray Analysis
1.12.1. Equipment and Procedure X-ray fluorescence analysis was carried out at Solvay Belgium.
Viability of UK PVC recycling for higher value products 104

Appendix 4 – Results of recycling trials at Anglian Windows
An Industrial Solution for an Industry Problem ?
One Approach to the Recycling of Post Consumer Window
(PCW) Waste into Long Life Building Products
J.F. Cubitt: Anglian Windows / K.M. Freegard: Axion Recycling
Abstract
A series of trials was conducted to examine two issues:
1) Firstly, whether it was possible to reprocess a percentage of recycled PCW waste into cavity closure extrusions using a loss in weight gravimetric dosing system.
2) Secondly to examine the effectiveness of different processes for the removal of contamination from PCW feedstock.
The results of the trials indicate that a percentage (5-10%) of Anglian PCW recyclate with residual contamination can be reliably dosed into cavity closures. With an additional recyclate cleaning stage of either tribo-electric separation or air-blown vibratory sieving, this percentage can be increased to at least 40%. The resulting cavity closures met the current in-house standards of dimensional consistency and the extrusion process remained stable over the period of the trial, 10 hours, and ran in total for 72 hours with dosed PCW recyclate.
Surface contamination analysis conducted during the trial indicated that contaminants were divided into three types, fine specks less than 0.5 mm in size, larger particles roughly 0.5 to 2.0 mm in size which were often silicone mastic and lumps of larger contaminant > 2.0mm in size. No metal or glass appeared to be present.
As a result of these trials it is clear that dosing a percentage of PCW recyclate into cavity closure profiles is now a technically viable route for the disposal of the PCW waste arising at Anglian Windows.
Viability of UK PVC recycling for higher value products 105

Introduction
Trialling was conducted on a Battenfeld parallel twin-screw extruder, size 90mm x 22D with conventional powder screws. Feeding was provided by two continuous loss-in-weight gravimetric feeders supplied by Plast-Control GmbH one of which was funded by Vinyl 2010. The feeders have a facility to dose a fixed percentage of one material into a second material. Extruded profile was produced using Anglian cavity closure tooling, output was approximately 130 kg/hr at a line speed of 2.5 m/min.
At Anglian, cavity closures are usually produced using clean high quality window recyclate in chip form at a loading of 100%. This recyclate is usually generated from short life windows and is usually referred to as “grade 2” (G2) at Anglian. By utilising a second doser feeding post consumer window waste into PI chip a series of experiments at different dosage levels was conducted to examine the resulting contamination levels in the cavity closure section evident by visual surface inspection.
The post consumer window material used to produce the PCW recyclate in the trials was collected by Anglian from its branch depots. This material is classified as post consumer (PC) if it has been installed or is too dirty for processing into higher-grade recyclates and it consists of short life and long life windows. The long life products, which are generally not Anglian, are being collected from a small number of depots on an ongoing basis as part of an investigation into the viability of PCW recycling. The short life windows are predominantly Anglian. No data is available regarding the split but it is estimated that the balance is around 30% non-Anglian to 70% Anglian. A percentage of these windows will be regarded as too heavily contaminated or too difficult to manually disassemble. This fraction is estimated at 10% and is disposed to landfill.
The collected PC windows are manually deglazed, stripped, excess window sealant removed, broken up and any reinforcement extracted. The recovered PVCU is then sent to an external recycler for granulation and cleaning using conventional post-industrial equipment. This will typically include metal detection, granulation, metal removal, fines removal and colour sorting. The resulting material is an irregular chip which is given an internal “grade 6” (G6) reference and will contain a residual level of contaminants. These have been recognised as silicone and dirt particles during previous extrusion trials.
In the trials being reported on here, three 1 te bags of this “G6” material were identified and a number of samples were taken from each of the bags at different levels. The sample size was approximately 50 kg. The remainder of each bag was then sent to three different secondary cleaning processes. These were:
• A tribo-electric plastic/plastic separator (Hamos, Germany); • An air-blown, vibratory sieve (TGS Seeds, Bury St Edmonds); and • A complete sink/float + wet shaking-table process ('Plastep', RGS90, Denmark).
Viability of UK PVC recycling for higher value products 106

Keith Freegard witnessed each individual PVC recyclate cleaning process and has reported on items 1 and 3 in separate documents (available on request).
In order to observe measurable differences in contamination between different samples it was necessary to find a dosage level of PCW recyclate that generated a significantly high level of surface defects. Accordingly a series of initial trials was conducted at different dosage levels and it was found that at a 40% addition level significant contamination was observed. In order to measure contamination levels it was decided to make visual observations on the 4 external sides of the extruded profile and classify defects into three categories, < 0.3mm, 0.3 -1.0 mm and >1.0mm. Each length of extruded profile was placed on an illuminated bench and one half of the length (3m), was inspected at a distance of approximately 500mm by each of the authors and the number of defects marked, graded and recorded. The count for the entire face side of the length was then made and the number of defects by grade was recorded.
In order to ensure a clean break between each sample run during the trial and to minimise cross contamination between samples care was taken to minimise the possibility of mixing in the feed hopper. In addition a time delay of 20-30 minutes was introduced between material change over and extrusion profile sampling.
(Inspection of the test data seems to suggest that this was adequate given the discontinuous nature of defect curves with respect to time/samples.)
Observations
Rheology Sample 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
RPM 12.5
Torque 75 74 75 72 73 72 73 72 74 72 72 76 75 75 77
Melt Pressure 335 331 329 341 340 341 342 341 342 343 343 333 333
General Processing
Processing was straightforward, the only unusual observation was that fine particles of what appeared to be silicone mastic built up on the die face and in the first calibrator. The die deposits were small and did not appear to affect the process (see photo); however the build up in the calibration system did slightly accelerate the normal effect of reducing vacuum availability with run length which is usually associated with calibrator plateout. Cleaning of this build-up was straightforward and the frequency of cleaning did not change from that which would normally be expected. The trial with 40% loading ran for 10 hours and at the end of the trial the line was left running at 10% loading. In total the line ran for a period of 72 hours without significant issues.
Witnessed Contamination
Contaminants were roughly divided into three types, fine specks less than 0.5 mm in size, larger particles roughly 0.5 to 2.0 mm in size which were often silicone mastic or cavities where mastic had been present and lumps of larger contaminant > 2.0mm in size. No metal or glass appeared to be present.
Viability of UK PVC recycling for higher value products 107

Contamination which was greater than 0.5 mm in size was generally easy to identify however the smaller particles, particularly those which were white in nature were more difficult to resolve repeatably so care should be exercised in interpreting the data for the category 0 to 0.3mm.
Reported inspection has so far concentrated on the external faces of the profile. Inspection of the interior is more problematic, this may be better explored using impact testing techniques.
The Plastep samples
Due to an error in recording samples during the trial the Plastep L sample may not have been reliably distinguished from the other trials consequently until the trial is repeated we will not be able to verify the cleaning potential of this process. There is some evidence to suggest that the washing generated by this operation has reduced the fine particle count which might be expected given the generally dirty nature of PCW windows.
Results
The graph below shows the defect counts per 6 metre length recorded during the trial together with weighted averages. The weighted averages were calculated on the arbitrary assumption that small defects less than 0.3 - 0.5 mm were weighted at 1, defects between 0.3 -1.0 mm were weighted at 2 and defects greater than 1.0mm in size were rated at 3. The perimeter of the profile extruded was 340 mm so the area of each profile length inspected was 2.04 m2.
Surface Defect Analysis 3/3/04
0
50
100
150
200
250
300
350
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
Ang 60
% G2 /
40% P
C
60G2/4
0PC + TGS
60G2/4
0PC + TGS
60G2/4
0PC + TGS
60G2/4
0PC + TGS
60G2/4
0PC + H
AMOS
60G2/4
0PC + H
AMOS
60G2/4
0PC + H
AMOS
60G2/4
0PC + H
AMOS
Plastep
Dirty
Fractio
n
Plastep
Dirty
Fractio
n
TGS Dirty
Fractio
n 2nd
Pas
s
TGS Dirty
Fractio
n 2nd
Pas
s
Plastep
Clea
n Frac
tion
Ang 10
0% G
2 chip
Ang 10
0% G
2 chip
Time of Sample
Num
ber
No of Defects > 1.0 mm in 6m Bar LengthNo of Defects 0.3 - 1.0 mm in 6m Bar LengthNo of Defects <0.3mm in 6m Bar Length
Discussion
The use of the Plast-Control doser enables a percentage of Anglian PCW material to be used on a continuous basis for the production of cavity closure profiles.
Viability of UK PVC recycling for higher value products 108
Clearly the defect levels identified suggest that the Anglian material reprocessed by existing post industrial techniques leaves significant contaminant residues in the recyclate which severely constrains high value end use.
Equally clearly both the tribo-electric and air blown sieve processes offer potential to improve the situation significantly and increase PCW usage.
For the non-optimised conditions used during the clean-up of recyclate in these 'one-off' trials, the Hamos tribo-electric equipment gave a higher yield of useable clean-PVC fraction at 89% compared with the TGS air-blown sieve that yielded 77% useable material with a 33% 2nd-pass required. Estimates vary as to the cost and efficiency of these processes some commercial costs can be as high as 80£/te recovered whereas it has also been estimated that a fully utilised Hamos tribo-electric system could handle circa 5,000 tpa at a cost of less than £10 /te. This increase in total system cost will be offset by the additional upgrade in recyclate value enabled by the 'clean-up' of residual, trace-level contaminants. Furthermore, utilising recyclate as a granulated chip allows lower overall recyclate processing costs than for competing materials in a pulverised powder or melt-filtered pellet format.
During the trial the process conditions associated with all the materials extruded remained reasonably constant even at 40% loading. This is probably due to the high proportion of Anglian material present. With an equivalent loading of a differently formulated recipe it is likely that rheological stability may be affected more substantially. Nonetheless previous trials at Anglian with non Anglian recyclates have indicated that these can be run into cavity closure tooling successfully at loadings of 100% so it is likely that these issues are not likely to be barriers especially when dosage levels can be regulated.
The selection of cavity closure profiles as the basis from which to extrude PCW material into was based upon a number of factors, however the two most critical were.
1) The lower visual standards required of cavity closures compared to window frame profiles as most closure profiles are not seen once installed.
2) The fact that any waste generated during the extrusion process or during the fabrication of cavity closures at Anglian can be controlled and fed back into cavity closures more easily than if used as a co-extrudate in nominally virgin products. I.e. it is far easier to prevent PCW material entering higher grade recyclate loops if it is the form of a cavity closure.
Provided process efficiencies are reasonably high there should be no reason why mixed recyclate (G2 and G6) cannot itself be regarded as G2 material in its next pass as a cavity closure provided adequate thermal stability and lubrication are maintained. I.e. the material can be up-cycled. (It is not normally required to modify or boost the recyclate prior to re-extrusion.)
Viability of UK PVC recycling for higher value products 109

Recommendations Repeat trials should be carried out with alternative source materials, i.e. those originating from more automated size reduction and cleaning processes, e.g. shredded waste. These may have a higher contaminant load and consequently the effectiveness of the different cleaning strategies may change.
Larger tonnage trials should be organised to evaluate the long-run performance of the two processes identified as successfully upgrading PCW material to acceptable quality standards. These long run trials should be utilised to evaluate the actual increases in processing costs versus the quantifiable benefits to the production unit.
Trials with non Anglian PCW material should be conducted to more fully investigate rheological effects.
Future Potential
The approach of using two gravimetric dosers working together opens up several possibilities which may be worthy of further study. These are as follows:-
1) Using an online contaminant detector to feedback a signal to the PCW doser to maximise the dosage of PCW recyclate. Precedents for this exist in the flour milling industry where online cameras monitoring dark speck levels feedback information to a dirty flour stream in order to maximise the use of the lower value dirty flour. This of course assumes that the PCW recyclate is commercially attractive to use.
2) Using an extruder torque feedback signal to regulate the PCW doser to ensure rheological disturbances associated with PCW material are minimised.
3) There is some ad-hoc evidence to suggest that the use of more than one doser to dose chip material may be advantageous from an stability point of view compared to feeding from a single doser due to the random nature of recyclate properties, particularly PC materials. This of course may have relevance in other recyclate applications or already have been contemplated previously by others.
Finally one interesting issue to arise from the debate regarding the use of post consumer recyclate is whether one formulation viscosity type is more suited as a base recipe and another more suited as the dosed smaller fraction. This might be explored using the doser arrangement operated in this trial using recycled or virgin materials.
Acknowledgements
This report would not have been possible without the funding provided by the Vinyl 2010 Research Fund. In particular the authors would like to thank Mercia Gick of the British Plastics Federation (BPF), John Ogilvie : Veka, Steve Weston : Costdown, and Roger Mottram : EVC for supporting this initiative. Finally the trials would not have been possible without the assistance of Roy Coghiel Extrusion Plant Manager at Anglian and Bob Bittlestone at Ecoplas.
Viability of UK PVC recycling for higher value products 110

University of Bradford Surface Defect Measurement Trials Complementary trials were carried out at the University IRC laboratories to assess the level of surface defects in extruded strip produced from samples of the same batches used in the study reported in 4.4.1. The extrusion line and image analysis system described in section 4.2 was used to monitor the number of defects per m of extruded strip. Initial results are shown below for batches KMF1-KMF10.
0
20
40
60
80
100
120
140
Num
ber o
f Def
ects
KMF01 KMF02 KMF03 KMF04 KMF05 KMF06 KMF07 KMF08 KMF09 KMF10
Large defects (>1.0mm)
Medium defects (0.3-1.0mm)
Figure 1 Surface defect measurements made on extruded strip from Anglian post-use window recyclate
0
20
40
60
80
100
120
140
KMF01 KMF02 KMF03 KMF04 KMF05 KMF06 KMF07 KMF08 KMF09 KMF10
Med
ium
Siz
e D
efec
ts/m
Bradford IRC strip
Anglian cavity closure
Figure 2 Comparison of surface defect measurements made at Anglian Windows and Bradford University; medium sized defects Results obtained from extruded strip indicated that batches KMF2 and KMF3 had the highest level of contaminants. This did not correlate to analysis of cavity closures produced at Anglian. Further examination of these batches showed that the surface was rougher than all other batches due a small but continuous instability. The image analysis system detected this roughness as surface defects causing these measurements to swamp defects caused by contaminants. Taking batches 2 and 3 as outliers, there does appear to be some level of correlation between the two sets of measurements.
Viability of UK PVC recycling for higher value products 111

It should also be noted that the extrudate strip measurements at Bradford were made on 10m lengths of strip (~2kg of PVC) compared to 6m lengths of cavity closure (~8kg) at Anglian. Therefore statistically it is uncertain whether samples taken from the same 50kg batch will have identical levels of contamination.
0
20
40
60
80
100
120
140
160
180
Num
ber o
f Def
ects
KMF11 KMF12 KMF13 KMF14 KMF15 KMF16 KMF17 KMF18
Large defects (>1.0mm)
Medium defects (0.3-1.0mm)
Figure 3 Surface defect measurements made on extruded strip from Anglian post-use window recyclate Batches KMF11-KMF18 Surface defect measurements from batches KMF11-18 are shown above. These represent post-use waste which had been treated at Hamos, TGS and Plastep as reported in section 4.4.1. Some of these batches examined here were not used for profile extrusion in the trials at Anglian due to insufficient material availability. These are described below: Batch KMF15 – contaminated fraction, TGS Batch KMF16 – contaminated fraction, Hamos Batch KMF18 – Hamos process, belt fraction The results show that batches KMF11 and KMF12 had the least amount of surface defects, lower than all of the untreated batches (KMF1-10). These had undergone air-blown sieve and tribo-electric contaminant removal processes respectively. The corresponding contaminated fraction from these two processes (batches KFM15 and KMF16) were of very poor surface quality with a large number of large defects present. Other batches representing waste cleaned by the sink float/wet shake process and Hamos belt process produced surface defect levels comparable with untreated post-use waste.
Viability of UK PVC recycling for higher value products 112

Appendix 5 - PVC Clearing House Proposal
This is a copy of the recycling business plan proposal developed by a BPF working group supported by Axion Recycling Ltd. Proposal - PVC Recycling Clearing House It is proposed that the UK should contribute to the Vinyl 2010 PVC Recycling commitment by creating an independent clearing house business with shareholding held by key industry stakeholders in proportions to be agreed. This business will recycle 20,000te/yr of post-consumer PVC waste by 2010. Background Many PVC recycling initiatives have been proposed, investigated and trialled all over Europe over the past few years with few of them going on to process really significant quantities of post-consumer waste PVC on an economically viable basis. Many of these processes produce good quality recyclate but have failed to gain momentum because:
• they are unable to attract the large volumes of feed material required at reasonable cost
• their input quality requirements are too critical so much of the potential feed material is rejected to landfill
• they cannot guarantee sufficiently high value markets for their output In most cases the economics of the process are greatly favoured by increasing scale. Analysis of the economics of collection and recycling for the two major UK post-consumer PVC waste streams (windows & pipes and flooring) by the UK PVC Recycling consortium indicates that the lowest overall cost will be achieved by a high volume multi-process approach which maximises overall diversion from landfill. Waste streams should be collected in bulk on a national basis by a suitably motivated national contractor to ensure economies of scale Each waste stream should then be sorted into several grades of material and diverted to different end-uses, depending on quality, with different levels of reprocessing in each case. Practical experience has demonstrated that the individual players in this chain (waste originators, collectors, reprocessors and end-users) lack sufficient motivation or economic power individually to coordinate and grow the supply chain effectively.
Viability of UK PVC recycling for higher value products 113

Proposed Clearing House Structure The objective of the clearing house will be to create the critical mass of supply and demand for recycled PVC which will enable existing companies in the UK to expand their collection and reprocessing operations for PVC. Without this national cross-industry initiative it is likely that no significant increase in post-consumer PVC recycling will happen. The Clearing House business will establish a contractual framework under which:
• National waste management companies are contracted to collect waste PVC windows, pipes and flooring,
• A network of reprocessors are contracted to sort and upgrade the waste PVC streams
• The lower grade fractions are sold on long term supply contracts direct to moulders of lower value long-life products
• In order to create demand for the highest grade recyclate the window & flooring manufacturers will commit to take this material from the clearing house in proportions to be agreed in advance. Alternatively they will pay a volume penalty fee to the clearing house
• The price paid by the windows and flooring companies for high-grade recyclate will be set at a level which makes the clearing house commercially viable. At current gate fees this will be close to the price of virgin compound.
• The volume penalty fee will be equivalent to the difference between the agreed high-grade recyclate price and the actual low-grade recyclate price achieved by the clearing house.
• The clearing house will require grant funding initially but will become self-sustaining by 2010. Grants are required to support capacity-building loans made to collectors and reprocessors by the clearing house business during the early years and to cover part of the operating expenses of the clearing house company until it can cover its own costs.
• Loans will be repaid in proportion to tonnage collected or reprocessed although those given loans will still be liable to pay interest on outstanding balances and will have to repay in full in event of default of contract.
The spread of risk for all participants will be as follows:
• The clearing house (backed by grants) takes the collection risk
• The recyclers take the product quality and liability risk
• The windows and flooring companies create market demand to make it all happen by committing to take high grade recyclate or pay penalties
Window and flooring companies may also agree deals with the clearing house where they satisfy their agreed offtake commitment by carrying out some or all of the collection and recycling process themselves with no input from the clearing house. These companies may also decide to bid to provide subcontract collection or processing services to the clearing house for extra volume beyond their agreed minimum commitment.
Viability of UK PVC recycling for higher value products 114

Planned recycling routes The clearing house company will organise recycling of the targeted bulk PVC waste streams as follows:- Windows and pipes
Contracting collection of window frames and pipes recovered at demolition and waste disposal sites from a national waste management company and from window installers (making best use of spare capacity within the existing PVC window distribution network)
Contracting sorting, fragmentation and metal removal at fridge recycling plants of collected windows and pipes on a competitive tender basis
Sale of low grade material at market prices to makers of long life construction products (kerbs, fence posts, pipes, plastic wood,etc))
Allocation of high grade material to existing or new reprocessors for toll processing by competitive tender
Sale of high grade recyclate at prices close to virgin to window system and pipe producers for closed loop recycling in proportions to be agreed or collect volume penalty and redirect material to low grade applications if they do not want to take it
Flooring
Collection and initial sorting of flooring from CA sites, installers and major contracts by one or more contracted waste management companies. Material will be sorted into:
o non PVC waste for landfill or other recycling routes o safety flooring o Mixed low grade flooring o High grade calendared flooring o High grade plastisol flooring
Sale of safety flooring and mixed low grade flooring at market prices to makers of long life products such as traffic calming ramps and hoses
Allocation of high grade flooring tonnage to existing or new toll reprocessors by competitive tender for cleaning and melt filtration or dissolution processing (Vinyloop). It is likely that initially these toll processors will be located outside the UK.
Sale of high grade recyclate to flooring producers for closed loop recycling in proportions to be agreed or collect volume penalty and redirect material to low grade applications if they do not want to take it.
Note that window and flooring system companies may also bid to reprocess high grade material for their own use and satisfy their commitment that way.
Viability of UK PVC recycling for higher value products 115

Other activities of the Clearing House company Run national-level PR campaigns to raise awareness Monitor offtake against volume commitments Make loans to build capacity among collectors and recyclers. This will be by a
process of competitive activity between the reprocessors and involve quality, capacity & operating cost evaluation. Loans repaid in proportion to tonnage recycled
Record and report tonnage by market Axion Recycling 15 April 2004 www.axionrecycling.com
Viability of UK PVC recycling for higher value products 116
Appendix 6 – Glossary Abatement of pollution The reduction in landfill pollution by source reduction and waste recycling Additives Materials that are blended with polymers to make them easy to process and give the physical properties required in the end-application. Before PVC can be made into products, it has to be combined with a range of special additives. The essential additives for all PVC materials are heat stabilisers and lubricants; in the case of flexible PVC, plasticisers are also incorporated. Other additives that may be used include fillers, processing aids, impact modifiers and pigments. Alternative fuel Most energy generation processes, for example power stations that produce electricity, are designed to run on a specific fossil fuel such as coal. An alternative fuel is one that can be used to substitute part of the design fuel. Waste streams that have an acceptably high heat value, such as those containing plastics, can be used to advantage as alternative fuels. APME The Association of Plastics Manufacturers in Europe, APME represents the plastics industry at European level and promotes the benefits of plastics in every aspect of life. It co-operates with other industry sectors to provide effective solutions to plastics-related issues through scientific fact and environmental and economic data. Bale A compacted and bound cube of recycled material. Baler Equipment that compacts and binds recyclable materials to reduce volume and transportation costs. (Baling). Best Practicable Environmental Option (BPEO) The BPEO procedure establishes the waste management option, or mix of options, that provides the most benefits or the least damage to the environment as a whole, at acceptable cost, in the long-term as well as in the short-term Bring (drop-off) Recycling Recycling schemes where the public bring material for recycling to centralised collection points (e.g. bottle and can banks) at civic amenity sites, supermarket car parks and similar locations. CARE Consortium for Automotive Recycling. CARE is a collaborative project involving the main UK motor vehicle manufacturers/importers and vehicle dismantlers. Its objective is to research and technically prove processes for materials re-use and recycling with a view to reducing the amount of waste from ELVs going to landfill. Chemical Recycling This is a recycling process in which the molecular links of the materials are modified in order to revert to the raw material. Civic Amenity Waste (CA Waste) A sub-group of household and municipal solid waste, normally delivered by the public direct to sites (civic amenity sites) provided by the local authority. It consists generally of bulky items such as beds, cookers and garden waste as well as recyclables and ordinary dustbin waste. Co-combustion Combustion of different types of fuel in the same combustion process. A typical example is the additon of a plastics-rich waste stream to the combustion of municipal solid waste in order to achieve more stable combustion conditions. Another is the addition of such a stream to an energy generation process that uses a fossil fuel such as coal. Commingled Mixed recyclables that are collected or processed together.
Viability of UK PVC recycling for higher value products 117

Comminution Mechanical shredding or pulverizing of waste; used in solid and water waste treatment. Compactor Equipment that densifies recyclable material and contains it under pressure, not allowing it to expand until it is unloaded. Compound This is a mixture of resin and additives (plasticizers, impact modifiers, stabilizers, pigments etc.) presented in the form of pellets. Construction and Demolition Waste Waste arising from the construction, repair, maintenance and demolition of buildings and structures, including roads. It consists mostly of brick, concrete, hardcore, subsoil and topsoil, but it can also contain quantities of timber, metal, plastics and (occasionally) special (hazardous) waste materials Crusher A mechanical device used to break secondary materials into smaller pieces. Cryogenic Size Reduction Process in which flexible substances are made brittle by cooling to low temperatures, using liquid nitrogen DfE Design for Environment. Procedures and guidelines to design products to minimise their environmental burden over their entire life cycle. DfR Design for Recycling. Procedures and guidelines to design products that are suitable for recycling Dioxins/Furans Dioxins are a family of toxic chlorinated hydrocarbon compounds known chemically as polychlorinated dibenzo-p-dioxins or PCDDs. They are based on two benzene rings joined together by two oxygen atoms. The number of chlorine atoms that can be present ranges from one to eight, with four creating the most toxic of the dioxins. The word dioxins is sometimes used to also include furans, a related chemical family, also toxic. Dioxins and furans can be created as a result of incorrect combustion of waste. However, modern combustors and incinerators are designed to eliminate this possiblity, and in these the presence of high heat value fractions such as plastics can assist the combustion process in order to ensure this. Eco-efficiency Concept of combining economical aspects and assessment of environmental impact, the latter often in the form of a LCA. Eddy current separation A process used to separate non-ferrous metals from the material that comes from the shredder. Non-ferrous metals are of course not magnetic. However, by means of magnets, electrical currents are induced inside the non-ferrous particles which in turn create a secondary magnetic field around them. This allows magnetic techniques to separate them from the stream. End-of-life The final stage in a material or product lifecycle. Materials or products at the end of their life can no longer be re-used and must be sent either for energy recovery, recycling or disposal. (Vinyl 2010) Energy Recovery Energy recovery means the use of combustible waste as a means to generate energy through direct incineration with or without other waste but with recovery of the heat. Feedstock recycling Feedstock recycling is a form of material recycling, particularly well suited to mixed plastics waste. The technology breaks plastics down into their chemical constituents. These can be used as building blocks for a wide range of new industrial intermediate and consumer products. In effect, the plastics are reprocessed at the place of origin, the petrochemical complex.
Viability of UK PVC recycling for higher value products 118

Fraction When a combination of materials, such as the stream of fragments emerging from an automotive shredder, is separated into different groups of materials, each of these groups is referred to as a fraction. In this example, ferrous and non-ferrous metal fractions are usually extracted, the material remaining being shredder residue. Further processing can separate this residue into light and heavy fractions. Gasification Gasification is a method of producing synthesis gas from low or negative-value carbon-based feedstocks such as coal, petroleum coke, high sulphur fuel oil or materials that would otherwise be disposed as waste. The gas can be used in place of natural gas to generate electricity, or as a basic raw material to produce chemicals and liquid fuels. Gate fee When used in connection with the management of waste, a gate fee is a charge which must be paid by the person wishing to dipose of waste to an organisation that processes it or uses it in some way. Landfill charges are also referred to as gate fees. Although some waste streams have an inherent value, for example as a source of energy, the gate fee can be an important part of the overall economics of a process that treats or makes use of waste. Granulator Any device used for grinding plastics into small pieces. Granulation is used as a step to upgrade recycled plastics. During granulation the material is melted and undergoes quality enhancement procedures. In this process impurity material is filtered out (whether ferrous or non-ferrous). Greenhouse gas A gas that contributes to global warming. Some of the energy from the sun which strikes the earth is trapped by the atmosphere and prevented from radiating back into space, a process essential to maintain a gloabl temperature equilibrium. It is thought that increases in the levels of certain gases, in particular carbon dioxide, methane, nitrous oxide, hydrofluorocarbons, perfluorocarbons and sulphur hexafluoride, can cause more heat to be retained in this way, resulting in global warming. The effect of the gas can be either direct, or indirect in that the gas brings about other atmospheric changes that lead to warming. Gases which have this effect, wehether direclty or indireclty, are referred to as geenhouse gases (GHGs). They differ in terms of the magnitude of their imopact on global warming, for example nitrous oxide has 270 times the effect of the equivalent molecular quantity of carbon dioxide. Grinder Any device used for tearing into pieces or fragmenting products or parts of products into a homogenous material or mixed material parts. Grinders are often used for polymeric materials in comparison to shredding of metals. The grinding step is used as a precursor to separation of mixed material parts or to reduce size for more efficient transport. Heat value The amount of energy released when burning a fuel or a material. Units of measurement for fossil fuels are typically GigaJoules per tonne. Plastics waste has a higher heat value than the same weight of coal, and for the same amount of energy generation releases less carbon dioxide into the atmosphere. Identification In order to recycle and recover materials it is very essential that each material be identified. This can be made through a number of methods using various properties of the materials in case. Incineration The controlled burning of waste, either to reduce its volume, or its toxicity. Energy recovery from incineration can be made by utilising the calorific value of paper, plastic, etc to produce heat or power. Current flue-gas emission standards are very high. Ash residues still tend to be disposed of to landfill (in general) K-value This is a characteristic of the PVC resin which describes the length of the polymer molecules. Kerbside Recycling Collection of recyclable or compostable wastes usually from the pavement (hence the name) outside premises, including collections from commercial or industrial premises a well as from households. Landfill Landfills are carefully engineered waste disposal sites. Their aim is to provide a safe and controlled environment into which waste can be deposited and where it is subjected to biological breakdown. Engineering solutions are employed to ensure that landfills do not cause pollution in the form of emissions to water and air, or have a negative visual impact on the surrounding landscape.
Viability of UK PVC recycling for higher value products 119

Landfill Sites Licensed facilities where waste is permanently deposited in a safe and controlled environment and subjected to biological breakdown. Engineering solutions are employed to ensure that landfills do not cause pollution in the form of emissions to water and air or have a negative visual impact on the surrounding landscape. Licensed site A waste disposal or treatment facility which is licensed under the Environmental Protection Act for that function Life cycle analysis An assessment of the environmental impacts associated with the whole life-cycle of a product. Beginning with the extraction of raw materials from the earth, inputs and emissions are measured for each stage, including manufacture of the product, its entire lifetime of use and the processes used at end of life, whether they be disposal or recovery. Analysis of this type enables the true ecological contribution of a material to be assessed. For example, plastics used in automotive applications can reduce weight and therefore fuel consumption, which over the lifetime of a car generates major environmental benefits. And at end-of-life, energy recovery can make a further contribution by substituting coal and reducing greenhouse gas emissions. (see also Life Cycle Assessment) Life Cycle Assessment (LCA) The systematic identification and evaluation of all the environmental benefits and disbenefits that result, both directly and indirectly, from a product or function throughout its entire life from extraction of raw materials to its eventual disposal and assimilation into the environment. LCA helps to place the assessment of the environmental costs and benefits of these various options, and the development of appropriate and practical waste management policies, on a sound and objective basis. Can also provide a basis for making strategic decisions on the ways in which particular wastes in a given set of circumstances can be most effectively managed, in line with the principles of Best Practicable Environmental Option, the waste hierarchy and the proximity principle. Materials Recovery Facility (MRF) A recycling facility that sorts and processes collected mixed recyclables into individual streams for market. Margin The difference between the selling price of a product and the total cost to produce it. Mechanical Recycling The process by which an end-of-life product is reprocessed, without changing the chemical structure of the material, into the same or alternative second-life applications. Mechanical recycling makes ecological and economic sense whenever sufficient quantities of homogeneous, separated and sorted waste streams can be made available. Products collected for recycling this way include bottles, flooring, pipes, roof coverings and window profiles. Micropellet Compact beads of 300 to 400 µm, in which the PVC resin and its additives are distributed. Municipal Solid Waste (MSW) Household waste and other wastes collected by a waste collection authority or its contractors, such as municipal parks and gardens waste, beach cleansing waste and any commercial and industrial waste for which the collection authority takes responsibility. Plasticizer These are organic compounds, sometimes mixed with polymers to make a more flexible plastic. The commonest plasticisers are the phthalates, adipates and citrates. By product type, some 35 per cent of PVC is used for plasticised applications. Precipitated PVC This is a PVC obtained by precipitation after a dissolution step. This is a key featue of the Vinyloop dissolution process. Pyrolysis A process of producing fuels from waste by heating it in an oxygen-deficient atmosphere. Recyclable A material or product that is capable of being recovered via mechanical or feedstock recycling is said to be recyclable.
Viability of UK PVC recycling for higher value products 120
Recycling The conversion of materials from end-of-life products into second life applications. This second life may be a repeat of the first or something entirely different. Involves the reprocessing of wastes, either into the same material (closed-loop) or a different material (open-loop recycling). Commonly applied to non-hazardous wastes such as paper, glass, cardboard, plastics and metals. However, hazardous wastes (e.g. solvents) can also be recycled by specialist companies, or by in-house equipment. Regenerated PVC This is the useful and marketable PVC compound extracted from waste. Reprocessing Operation of reforming reclaimed materials into new products. Shredder/Hammer Mill A shredder is a device used for tearing into pieces or fragmenting products. The purpose of shredding is to obtain clean and directly reusable scrap. Solid Waste Management The handling of activities which provide for the collection, separation, storage, transport, transfer, processing, recycling, incineration, treatment and disposal of solid waste. Sorting/Separation Fractions of mixed materials must often be sorted before sensible recycling can take place. There are numerous methods of sorting materials using various physical properties of the materials. Hydro cyclone separation is a means of separating materials using specific gravity differences. This separation method is a very reliable means of metal and contaminant removal, and is a faster and more reliable method than sink-float technology which also makes use of specific gravity differences. Optical separation can be used to separate out a fragment as small as a pellet, flake or regrind by using a camera that recognizes an impurity because of its colour difference, and removes it from the feed stream. Source Reduction Reducing the quantity of waste which in turn lessens the amount of material that enters the waste stream. Reduction can be accomplished within a manufacturing process involving the review of production processes to optimise utilisation of raw (and secondary) materials and recirculation processes. It can be cost effective, both in terms of lower disposal costs, reduced demand for raw materials and energy costs. It can be carried out by householders through actions such as home composting, re-using products and buying goods with reduced packaging Source Separation The sorting of specific waste materials prior to their collection or deposition into a collection container. Special Wastes Any waste requiring special handling - Defined by the Environmental Protection (Special Waste) Regulations 1996 (as amended) and is broadly any waste on the European Hazardous Waste List that has one or more of fourteen hazardous properties. Stabilizer A stabiliser is a complex mixture designed to have a preventative and curative action in PVC, during processing and to protect the product during its life, including photodegredation. PVC degrades by dehydrochlorination, autooxidation and mechanochemical chain scission and the stabiliser has to prevent these different mechanisms. It also has to remove polyene sequences that give rise to colour development. Heat stabilizer : this is an additive that prevents the decomposition of the PVC resin during the processing. The type and dosage depend of the kind of process. The main stabilisers contain barium, calcium, lead, tin, organics or zinc salts. The PVC Industry made a voluntary commitment to phase out lead in new products by 2015. Usage of Cadmium in new products ceased in 2001. Stripper Device where the solvent is removed from the secondary material by injection of steam in the Vinyloop dissolution process. Stripping Stripping/dismantling operations mean selective removal and handling of components from end-of-life products, particularly those suitable for re-use or material recycling.
Viability of UK PVC recycling for higher value products 121

Sustainable Development The Brundtland Commission described the challenge of sustainable development as "meeting the needs of the present without compromising the ability of future generations to meet their own needs". This encompasses a combination of environmental, social and economic criteria. Sustainable Waste Management Using material resources efficiently, to cut down on the amount of waste we produce. And where waste is generated, dealing with it in a way that actively contributes to the economic, social and environmental goals of sustainable development Volume Reduction Processing waste materials to decrease the amount of space the materials occupy. It is accomplished by mechanical, thermal or biological means. Waste A wide ranging term encompassing most unwanted materials and is defined by the Environmental Protection Act 1990. Waste includes any scrap material, effluent or unwanted surplus substance or article which requires to be disposed of because it is broken, worn out, contaminated or otherwise spoiled. Explosives and radioactive wastes are excluded Waste Arisings The amount of waste generated in a given locality over a given period of time Waste Management Licensing Licences are required by anyone who proposes to deposit, recover or dispose of waste. The licensing system is separate from, but complementary to, the land use planning system. The purpose of a licence and the conditions attached to it is to ensure that the waste operation which it authorises is carried out in a way which protects the environment and human health Waste-to-Energy Waste combustors and incinerators that are able to recover the heat generated during combustion are described as waste-to-energy units. The heat can be used to raise steam which in turn can generate electrical energy. Modern municipal solid waste combustors (MSWCs) are usually designed this way. The combustion process can be managed more effectively when high energy value waste such as plastics are incorporated. Waste Transfer Station A site to which waste is delivered for sorting prior to transfer to another place for recycling, treatment or disposal
Viability of UK PVC recycling for higher value products 122