Embed Size (px)
Citation preview















March - April 2017 365
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
PEER REVIEWEDKNITTING
1. IntroductionIn the recent years, there is an increase in awarenesstowards eco-friendliness. This is due to the environ-mental pollution and global warming [1]. In Textilefield also, the requirement has increased for eco-friendly products. These products are less harmful forthe consumers and the environment [2]. Convention-ally the cotton fibres are grown by using syntheticfertilizers and harmful pesticides, which will have animpact on the characteristics of the garments made outof these cotton fibres. Generally, the fabric is pro-cessed by using synthetic chemicals, which would causeskin allergies and even skin cancer [3]. Moreover, theeffluents produced in the synthetic processing are notbiodegradable and required more water for washing[4]. Organic cotton farming is done without usingpesticides, herbicides, insecticides, chemical fertiliz-ers or any other chemicals. Organic farming involvesusing natural resources like compost. Compost is de-rived by mixing the waste of plants & animal refuse[5]. Bioprocessing can simply be defined as the appli-
cation of living organisms and their components toindustrial products and processes [6]. Bioprocessing isthe application of biological organisms, systems orprocesses to manufacturing industries [7]. Today en-zymes have become an integral part of the textile pro-cessing. With the increase in awareness and regulationabout environment concerns, enzymes are the obviouschoice because enzymes are biodegradable and theywork under mild conditions saving the precious en-ergy [8]. Conventional chemical processes are gener-ally severe and fibre damages may occur. However,enzymes are characterized by their ability to operateunder mild conditions. As a result processes may takeplace without additional harm to the fibre. Enzymesare also readily biodegradable and therefore poten-tially harmless and environmentally friendly [9]. Thecomparative study gives the similarities and differencesbetween the properties of both the fabric samples. Themain objectives of this study are i) to study the prop-erties of the single jersey weft knitted grey fabric pro-duced from organic cotton., ii) to study and comparethe properties of fabric samples produced using con-ventional chemicals and other with enzyme in thepreparatory processes, iii) to study and compare theproperties of the both dyed samples prepared formconventional and enzymatic preparatory processes, iv)to analyze the advantages and disadvantages of boththe preparatory processes.
Bio-Processing of Organic Cotton Weft Knitted Fabric
Mr. D. Sureshkumar*1, Dr. M. Krishnakumar2
1Department of Fashion Technology, National Institute of Fashion Technology,2Associate Professor, Department of Fashion Management Studies,
AbstractIn the recent years, the requirement for eco-friendly products in textiles has also got momentum. The cottonfibres, which are grown by using synthetic fertilizers and harmful pesticides and have a significant impacton the characteristics of the garments and the causes health hazards to the users of the garments. Thesynthetic chemicals, which are used in the wet processing of cotton, are not biodegradable and requiredmore water for washing. Natural products like enzyme may substitute some synthetic chemicals. An efforthas been made in this study to develop fabric samples, which are eco-friendly in nature and a comparativestudy of properties has been done with fabric samples, which are produced by conventional syntheticmethods. The similarities and differences between the properties of both the fabric samples are discussedin the comparative study. This study also helped to study the advantages and disadvantages of bio-process-ing and further experiments could be made by using natural dyes.
KeywordsBioprocessing, eco-friendly, enzyme, fabric properties knitted fabric, organic cotton,
*All correspondances should be addressed to,Mr. D. Sureshkumar,Assistant Professor,Department of Fashion Technology,National Institute of Fashion Technology,Dharmasala, Mangattuparamba, Kannur - 670562, Kerala.Email: [email protected]: 09037968481

March - April 2017366
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2. Literature review2.1 Organic CottonAs per the National Organic Standards Board, USA,Organic agriculture is defined as an 'ecological pro-duction management system that promotes and en-hances biodiversity, biological cycles and soil biologi-cal activity. It is based on minimal use of off-farminputs and on management practices that restore, main-tain and enhance ecological harmony' [10].
Organic cotton farming is done without using pesti-cides, herbicides, insecticides, chemical fertilizers orany other chemicals. Conventional cotton uses up to10% of all agricultural chemicals, 25% of all insecti-cides consumed in the planet while using only 3% ofthe farming land. In general, organic cotton is grownusing methods and materials that have low impact onthe environment with the organic production systemsreplenishing and maintaining soil fertility reducing ofthe use of synthetic pesticides, fertilizers and buildinga biologically diverse agricultural system [11]. Certi-
Processing, the Enzymatic removal of starch sizes fromwoven fabrics has been in use for most of this centuryand the fermentation vat is probably the oldest knowndyeing process. Bioprocessing also offers the potentialfor new industrial processes that require less energyand are based on renewable raw materials [14].
2.2.1 Enzymes in bioprocessingToday enzymes have become an integral part of thetextile processing. Though enzyme in desizing appli-cation was established decades ago, only in recent yearsthe application has widened with new products intro-duced. With the increase in awareness and regulationabout environment concerns, enzymes are the obviouschoice because enzymes are biodegradable and theywork under mild conditions saving the precious en-ergy [15]. Enzymes being biocatalysts and very spe-cific are used in small amounts and have a directconsequence of lesser packing material used, the trans-portation impact is lower. In an overall considerationenzymes are the wonder products [16].
Table 2.1 Types of enzymes and their applications
S.No Type of enzyme Application
1 Amylases To decompose starches in sizing preparations
2 Catalases Act on Hydrogen Peroxide to decompose it into water and oxygen
3 Protease,lipases & pectinase When combined, act on Proteins, Pectins andnatural waxes to effectscouring
4 Laccases Decompose indigo molecules for wash-downeffect on denim
5 Cellulases Break down Cellulosic chains to remove protruding fibres by degra-dation & create wash-down effect by surface etching on Denims
fication of organic cotton production adds credibilityto the final product assures the buyer of the organicstatus of the product and encourages payment of pre-mium prices to farmers who engage in organic prac-tices. Organic agriculture protects the health of peopleand the planet by reducing the overall exposure totoxic chemicals from synthetic pesticides that can endup in the ground, air, water and food supply, and thatare associated with health consequences, from asthmato cancer [12].
2.2 BioprocessingBioprocessing can simply be defined as the applica-tion of living organisms and their components to in-dustrial products and processes. Bioprocessing is theapplication of biological organisms, systems or pro-cesses to manufacturing industries [13]. In Textile
2.3 EnzymesEnzymes are biological catalysts. A catalyst is anysubstance which makes a chemical reaction go faster,without itself being changed [17]. A catalyst can beused over and over again in a chemical reaction: itdoes not get used up. Enzymes are very much thesame except that they can be easily denatured by somemeans. Enzymes must have the correct shape to dotheir job. Enzymes change their shape if the tempera-ture or pH changes, so they have to have the rightconditions [18]. Conventional chemical processes aregenerally severe and fibre damage may occur. How-ever, enzymes are characterized by their ability tooperate under mild conditions. As a result processesmay take place without additional harm to the fibre.Enzymes are also readily biodegradable and thereforepotentially harmless and environmentally friendly [19].
KNITTING

March - April 2017 367
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2.3.1 Properties of the enzymesi) Enzymes accelerate reaction (High reaction rates)Enzymes accelerate a particular chemical reaction bylowering the activation energy for the reaction. Theyachieve this by forming an intermediate enzyme -substrate complex, which alters the energy of the sub-strate such that it can be more readily converted in tothe product. The enzyme itself is released unaltered atthe end of the reaction, thus acting as a catalyst.
ii) Enzymes are specific in their actionEnzymes are specific in their activity, which describesthe enzymatic strength towards a particular substance.Enzyme activity is a measure of substrate moleculesconverted into product in a unit of time, per moleculesof enzyme when the enzyme is fully saturated with thesubstrate. This is a key value for determining anenzyme's selling price, its dosage and thus, its cost inactual use.
iii) Enzyme activators and inhibitorsSome of the bivalent metallic cations activate certainenzymes as for example Ca++, Sr++, Mg++, Zn++,Co++ etc sensitize the substrate towards enzymaticattack. Some of the chemicals like alkalis, antiseptics,acid liberating agents tend to inhibit the enzymes ac-tivity. Enzymes activity is inhibited by blocking cer-tain useful groups. The inhibitors possess certain af-finity to the enzymes and thus there occurs a compe-tition between the substrate and the inhibitor to com-bine with the enzyme which retards the reaction.
iv) Enzymes can replace hazardous chemicalsQuite a number of chemicals used in textile chemicalprocessing are known to pose various environmentalproblems and hazardous to the persons working with,if not rigidly controlled. The use of an enzyme canoften replace a number of such chemicals which aretoxic and are better avoided where possible. The useof an enzyme catalyzed reaction may permit muchshorter times for a certain process to occur and milderconditions to be employed, thus being both safer andmore cost effective.
v) Enzymes are biodegradableAfter completion of an enzymatic reaction the enzymeswhen released in drain water get decomposed to aminoacids by various proteolytic enzymes secreted by mi-cro organisms present in sewerage plants which arethen available to re-enter the food chain [20].
vi) Chemical reactions at mild conditionsRequirement above means in particular that there willbe enzymes functioning under mild conditions of tem-perature, pH, etc., as well as enzymes adapted to harshconditions such as extreme cold (in arctic or high-altitude organisms), extreme heat (e.g., in organismsliving in hot springs), or extreme pH values (e.g., inorganisms in soda lakes).
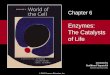
2.3.2 Mechanism of enzyme action - Lock & KeytheoryEnzymes act like tiny molecular machines toensure that molecules come into contact with eachother and react. Like a key fitting into a lock, chemi-cal molecules fit into pocket-like structures located onan enzyme. These pockets hold the molecules in aposition that will allow them to react with each other,ensuring that they are close enough together and alignedproperly for a reaction to occur. In this way, enzymesspeed up reactions [21]. The enzymes are not changedthemselves by the reaction. When the reaction is com-plete, enzymes release the product(s) and are ready tobring together more molecules and catalyse more re-actions. Enzymes have active centers, which are thepoints where substrate molecule can join. Just as aparticular key fits into a lock, a particular substratemolecule fits into the active site of the enzyme. Thesubstrate forms a complex with the enzyme. Later thesubstrate molecule is converted into the product andthe enzyme itself is regenerated (Fig.2.1)
Fig. 2.1 - Lock & Key model of enzyme specificity
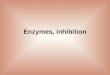
The process continues until the enzyme is poisoned bya chemical bogie (Fig.2) or inactivated by extremes oftemperature, pH or by other negative conditions in theprocessing environment.
Fig. 2.2 - Poisoning of enzyme
KNITTING

March - April 2017368
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2.3.3 SourcesCommercial sources of enzymes are obtained from threeprimary sources, i.e., animal tissue, plants and microbes.These naturally occurring enzymes are quite often notreadily available in sufficient quantities for food appli-cations or industrial use [22].
2.4 Different applications in bio-processing2.4.1 BIO-catalysis (Organic synthesis)Biocatalysis is the general term for the transformationof non-natural compounds by enzymes. The acceler-ated reaction rates, together with the unique stereo-,regio-, and chemoselectivity (highly specific action),and mild reaction conditions offered by enzymes, makesthem highly attractive as catalysts for organic synthe-sis.
2.4.2 Bio-singeingThis mode of finishing has been specifically devel-oped to achieve clearer pile on terry towel goods. Whentreated with an enzyme, which is a powerful cellulasecomposition, gives clearer look to the pile, improvesabsorbency and softness.
2.4.3 Bio-desizingConventionally, desizing was done treatment withcaustic soda at high temperature. The chemical treat-ment was not totally effective in removing the starch(which leads to imperfections in dyeing) and also re-sults in a degradation of the cotton fibre resulting indestruction of the natural, soft feel, or hand, of thecotton. The use of enzyme to replace starch-based siz-ing agents result in complete removal of starch-con-taining size without fibre damage is best obtained byusing enzymatic desizing agents [23].
2.4.4 Bio-scouringCotton could be treated with bio-scouring enzyme al-though the techno-economical parameters were notconductive. But, it had a bright future due to rigorouseffluent treatment since disposal of both caustic sodaand soda ash was causing environmental concern.Advantages of bioscouring were lower BOD, COD,TDS, and the alkaline media of water, extent of cottonweight loss, which was a boon to the knitting industry,lower alteration of cotton morphology i.e. less damagesince it was specific to pectin and waxes and not cel-lulose besides increased softness [24].
2.4.5 Bio-bleachingEarlier denim was bleached with chlorine to get lighterdenim or wash down effect. Bio-bleaching had been
adapted for denim where Indigo specific lipases wereused to bleach indigo. The advantages were environ-ment friendly application, non-AOX generation andcellulose was not affected. A bio-bleaching or lipasetreatment on denim gave an authentic wash resultingin an excellent look, which was better than a neutralwash and a grey cast, which was used in bleaching.
2.4.6 Peroxide killersEnzymes acts as peroxide neutralisers after bleachingand it ensured shade quality particularly with reactivedyes, reduced the complexity of treatment after perox-ide bleaching and conserved water. They did not affectreactive dyes and only react with the peroxide [25].
2.4.7 Bio-polishingBio-polishing or cellulase enzyme treatment of lyocelltype of regenerated cellulose could produce peach likeeffect. Bio-polishing give cleaner appearance to thegarment besides wash down effect.
2.4.8 Bio-carbonizingPolyester / cellulosic blends after dyeing and/ or print-ing are occasionally treated with strong solution ofsulphuric acid to dissolve cellulosic component. Theresultant goods are soft and have a peculiar fluffy feel.This process is risky due to highly corrosive acid thatis also difficult to treat in an ET plant. The processdeveloped at UNO, has none of the above drawbacks.It offers a safe and eco-friendly to the obnoxious prac-tice of using sulphuric acid. The goods are treatedwith cellulose enzyme based formulation to achievedissolution of cellulosic fibres.
2.4.9 Degumming of silkSilk is made up of two types of proteins like fibrin andceresin. In the case of enzymatic treatment, a ceresinspecific protein was used to degum the silk withoutcausing damage, impart softness and increase dyeuptake of about 30%. If silk was degummed by alka-line treatment, there was damage to fibrin and heavyweight loss.
2.4.10 Textile auxiliariesTextile auxiliaries such as dyes could be produced byfermentation or from plants in the future (before in-vention of synthetic dyes in the nineteenth centurymany of the colours used to dye textiles came fromplants e.g. woad, indigi and madder). Many microor-ganisms produce pigments during their growth, whichare substantive as indicated by the permanent stainingthat is often associated with mildew growth on textilesand plastics.
KNITTING

March - April 2017 369
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2.4.11 Enzymatic decolourizationEnzymes can be used in effluent treatment of dyeingwater to remove the colour. It is known that 90% ofreactive dyes entering activated sludge sewage treat-ment plants will through unchanged and be dischargedin to rivers. Biological treatments have been used toreduce the COD of textile effluents. Instead of usingthe chemical treatments, various biological methodscan be used to treat the water from the textile industry[26].
2.4.12 Finishing of cotton knitsCellulase enzyme treatments increasingly find appli-cations in cotton hosiery sector to enhance aestheticfeel as well as surface clarity. Ultrazyme Super is anenzyme -based formulation, well suited for use inwinches or high turbulence soft flow machines [27].
2.4.13 Bio-Denim WashingAnother use of cellulase enzyme is in the fading ofdenims. Earlier the effect was obtained by washingdenim with pumice stones. The major problem withstone washing is that lot of sludge gets deposited inthe effluent tank due to worning of pumice. The sludgehas to be separated from effluent water and disposedoff. The use of stones was, therefore, replaced bycellulase enzymes [28].
3. Materials and Methods3.1 Materials usedThe grey fabric used for processing is single jerseyweft knitted fabric made from organic cotton. Thespecifications of the grey fabric is given in table 3.1Sodium hydroxide and Hydrogen peroxide were usedfor conventional combined scouring and bleaching. Anenzymatic scouring and bleaching agent, Bactosal COIP was used for combined enzymatic scouring andbleaching process. The dyeing was carried out by us-ing three Remazol (Reactive hot brand) dyes in iden-tical conditions. The details of the dyes used are givenbelow:(1) Drimarene Red CL5B(2) Drimarene Yellow CL2R(3) Drimarene Blue HFRL
Table 3.1 Grey Fabric Properties
S.No. Parameter Value
1 Courses/Inch 58
2 Wales/Inch 28
3 Areal Density (GSM) 130.35
4 Loop Length (cm) 0.274
5 Tubular Width (inch) 30.50
6 Bursting Strength (kg/sq.cm) 7.1
7 Washing Shrinkage % (Length) 1.56
8 Washing Shrinkage % (Width) 24.0
9 Spirality (%) 19.4
The dyeing were done in self and combination shadesof three different depths:
(1) Light - 0.5%(2) Medium - 2.0%(3) Dark - 3.5%
3.2 Methods3.2.1 Conventional preparatory processConventional combined scouring and bleaching pro-cess was carried out by using sodium hydroxide andhydrogen peroxide. The recipe is given below in table3.2:
Table 3.2 Recipe for conventional preparatory process
S.No Name of the chemical Percentage
1 Imerol NLF - Wetting Agent 0.5%
2 Imacol Cg - Lubricant 0.5%
3 2UDI - Demineraliser 0.5%
4 Soda ash 0.3%
5 Sodium hydroxide 0.5%
6 Hydrogen peroxide 2.0%
7 Acetic acid 0.5%
The combined scouring and bleaching bath was pre-pared by adding the wetting agent, lubricant, aceticacid and soda ash to the bath. The grey fabric wasintroduced into the bath. The pH should be maintainedin the range of 9-9.5 throughout the process. After 10minutes, Sodium hydroxide was introduced into thebath, at room temperature. After 10 minutes, Hydro-gen peroxide was added to the bath. Then the tempera-
KNITTING
Texttreasure
The art and science of asking questions is thesource of all knowledge
- Thomas Berger

March - April 2017370
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
ture was raised to 80°C. After 15 minutes, demineraliseris added. Then the temperature of the bath is raised to98°C. The process is continued for further 45 minutes.Then the temperature is reduced to 80°C. After that,draining is done and hot wash was given at 80°C for15 minutes. Then neutralization is done [29].
3.2.2 Enzymatic preparatory processEnzymatic combined scouring and bleaching processis carried out by using Bactosal
CO IP, an enzymatic scouring and bleaching agent.The recipe is given below in the table 3.3:
Table 3.3 Recipe for enzymatic preparatory process
S.No. Name of the chemical Percentage
1 Imerol NLF - Wetting Agent 0.5%
2 Imacol CG - Lubricant 0.5%
3 2UDI - Demineraliser 0.5%
4 Bactosal CO IP - Enzymaticscouring and Bleaching agent 0.12%
5 Soda ash 0.3%
6 Acetic acid 0.5%
7 Bactosal Apm - Enzyme killer 0.6%
The combined scouring and bleaching bath was pre-pared by adding the wetting agent, lubricant, aceticacid and soda ash to the bath. The grey fabric wasintroduced into the bath. The pH should be maintainedin the range of 9-9.5 throughout the process. After 10minutes, enzymatic scouring and bleaching agent wasintroduced into the bath. Then the temperature wasraised to 80°C. After 15 minutes, demineraliser wasadded. The temperature was raised to 98°C and con-tinued for further 45 minutes. Then the temperature isreduced to 80°C and draining is done. After that hotwash is given at 80°C for 15 minutes. Then neutraliza-tion is done. After that enzyme killer is added to ter-minate the action of enzyme [30].
3.2.3 Dyeing processFor dyeing, Remazol (Reactive hot brand) dyes areused. Three basic colours are used in self and combi-nations. The details of the dyes are:(1) Drimarene Red CL5B - D1(2) Drimarene Yellow CL2R - D2(3) Drimarene Blue HFRL - D3
The dyes are used in self and combinations in three
different shades such as 0.5%, 2.0% and 3.5%. Thedifferent combinations used are D1, D2, D3, D1+D2,D2+D3, D1+D3, D1+D2+D3. The procedure used fordyeing is common for all the combinations and shades.The recipe used for the dyeing process is given belowin the table 3.4:
Table 3.4 Recipe for dyeing process
S.No. Shade % 0.5% 2.0% 3.5%
1 Dye owm owm Owm
2 M:L ratio 1:15 1:15 1:15
3 Common salt (g/l) 30 60 70
4 Soda ash (g/l) 10 15 20
Note: owm - own weight of the material.
The dye powder was sprinkled slowly with stirring, inrequired quantity of water for dissolution at 60-70°C.The amount of water depends on the solubility of thedyestuff. Addition of urea improves the solubility ofthe dyestuff. The required amount of urea was mixedwith dyestuff powder and pasted with cold water. Thenthe required amount of water was added at 60-70°C tocarry out dissolution.
The dye bath is set with soft water at 50°C. The scouredand bleached fabric was entered and run for 5 to 10minutes. Then the dyestuff is added slowly and run for15 minutes. 1/3 quantity of dissolved common saltwas added and run for 10 minutes. Simultaneously thetemperature was raised at a rate of 1°C/min. Again 1/3 quantity of dissolved common salt was added andrun for 10 minutes. Then the remaining 1/3 quantityof dissolved common salt was added and the tempera-ture was raised to 80-85°C. Dyeing is carried out atthis temperature for further 15 minutes. Then the re-quired quantity of soda ash (dissolved in soft water)and the dyeing is continued at 80-85°C for another 60-75 minutes. Then the fabric is drained and rinsed withhot and cold water.
After treatment is given by using 1g/l soap, 1-2g/lSandopur and 0.5-1.0g/l soda ash, at a pH of 9-9.8 andat a temperature of 85-90°C, for 30-60 minutes.
Fixation is carried out with 1-2% Sandofix WEI andsoda ash, at 35-40°C and pH 9.0, for 30 minutes.
3.3 TestingVarious properties of the fabric samples were testedafter the preparatory process and after the dyeing pro-
KNITTING

March - April 2017 371
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
cess. The methodology used for testing various param-eters is discussed in this section.
3.3.1 Bursting strengthThis test method describes the measurement of theresistance of knitted fabric to bursting using a hydrau-lic or pneumatic diaphragm bursting tester. Ten circu-lar specimens having 125 mm (5 inch) diameter areprepared. No two specimens from knitted fabric shouldcontain the same wale or course yarns. The burstingstrength is expressed in kg/sq.cm.
3.3.2 Washing shrinkageThis test method is intended for the determination ofdimensional changes of fabrics when subjected to homelaundering procedures used by consumers. Test speci-mens are conditioned in the standard testing atmo-sphere. Samples are laid on a flat surface. Using atemplate for the selected test size, mark specimensparallel to the selvage or fabric length direction. Speci-mens should be taken from areas with different length-wise and widthwise yarns. Length direction of thespecimen should be identified before cutting them outof the sample. Mark each 380 x 380 mm (15 x15 inch)test specimen with three 250 mm (10 inch) pairs ofbenchmarks parallel to the test specimen length andthree 250 mm pairs of benchmarks parallel to the testspecimen width. Each benchmark must be at least 50mm (2 inch) from all test specimen edges. Pairs ofbench marks in the same direction must be spacedapproximately 120 mm (5 inch) apart.
Then washing, rinsing and drying of the samples aredone as per the required number of cycles. The speci-mens are conditioned for at least 4 hours. Each testspecimen is laid without tension on a flat, smooth,horizontal surface. Measure and record the distancebetween each pair of benchmarks to the nearest milli-meter. The length and width averages are separatelycalculated using the formula:
Average% DC = 100(B-A)/Awhere,DC= Average dimensional changeA = Average original dimensionB = Average dimension after laundering
Both the average original and average final dimen-sions are the averages of the measurements in eachdirection made on all test specimens. When the finalmeasurement is smaller than the original measurement,it results in a negative dimensional change, which is
shrinkage. When the final measurement is larger thanthe original measurement, it results in a positive di-mensional change, which is growth.
3.3.3 Scouring lossThe extent of scouring process is most simply assessedby measuring the weight loss of the cotton material.This method gives the information of impurities re-moved during the scouring process. The scouring losspercentage is calculated by the formula:
Scouring loss% = (A - B)/A x 100where,A = Sample weight before scouringB = Sample weight after scouring4.3.4 Absorbency
Absorbency is one of the several facts that indigencetextile processing such as fabric preparation, dyeingand the application of finish and often interchangedwith the term wettability. The absorbency characteris-tics of a fabric can indigence the uniformity and com-pleteness of bleaching and dyeing by the ability totake in water into the fibre, yarn or fabric construc-tion. The suitability of a fabric for a particular use isalso dependent upon a fabric's ability and propensityto take up water. To assess the efficiency of cottonscouring process, absorbency tests are more useful.Two methods of absorbency tests are carried out:(1) Drop test(2) Wicking height test
Drop test:In this method, a drop of water is allowed to spread onthe test specimen. A lamp is suitably placed so that theimage of the lamp is seen on the drop. The time takenfor the image of the lamp to just disappear at the edgeof the drop is noted by using a stop watch. The timeis the measure of the absorbency of the sample.
Wicking height test:In this method, a fabric specimen is cut to the size of12 inches. The lower end of the fabric strip is made totouch the water in such a way that half an inch heightof the fabric is kept immersed inside the water level.To keep the fabric strip in straight configuration, aload of 10 grams is applied on the bottom of fabricstrip. The beaker is filled with distilled water. Thefabric is allowed to touch the water in the beaker. Thestop watch is started. The rise of the water level in thefabric in 10 minutes is observed. After 10 minutes, thewicking height in cm is measured.
KNITTING

March - April 2017372
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
3.3.5 Whiteness indexThe simplest objective method of evaluating the de-gree of whiteness colorimetrically is to measure theamount of white light reflected by the white objectand correlate the reflectance with the whiteness. While,colour has three dimensions and can be expressed interms of lightness, saturation and hue or in terms ofthe coordinates L, a, b. these specifications are notsensitive enough to define whiteness. Ideal whitenessshould have L = 100 and since it has to be perfectlyachromatic, a and b should also be zero. In practice, Lmay vary from 40 to 200, while a and b are very small,having a value of ±5 for white textiles. The value ofL varies considerably depending upon the spectropho-tometer used. Thus the whiteness index will also varydepending upon the spectrophotometer used even ifthe formula used for calculating this index is the same.Whiteness is a subjective quality where preferencesvary. Hence, there is some disagreement as to what ispreferred white although there are several whitenessscales, indices and formulae. In textile materials, white-ness is inversely proportional to the degree of yellow-ness. Since the all yellow objects absorb strongly inthe blue region, the simplest and the most widely usedformula for computing the whiteness index W was:
W = Rbwhere,Rb is the reflectance in the blue region of the visiblespectrum.
When reflectometers are available, the nominal wavelength used was 456nm. If a spectrophotometer is used,this wavelength is 460nm.
While none of the formulae totally meet these require-ments, the CIE formula meets many of them. Hencethis formula is recommended for regular use. How-ever, it should be used for textile samples which arewhite and not creamy or brownish like wool. The CIEhas limited the use of the formula to whiteness above40. The tint of the sample should be mentioned. Whitesamples having a dominant wavelength of 466nm areconsidered neutral. If the value of the tint T is within±0.5, the sample is neutral. If the value is negative, thesample has a reddish tint. If the value is positive, thesample has a greenish tint. For a good white material,the tint value should be within ±5.5.
3.3.6 Colour differencesColour strength (k/s value) of the dyed sample wasmeasured on Data Spectra Flash 5100 Spectrophotom-eter. These values are computer calculated from re-
flectance data according to Kubelka-Munk equation:K/S = (1-R)2/2R
where,K = light absorption co-efficientS = light scattering co-efficientR = reflectance of the dyed samples
Whenever it is desirable to minimize the variations inreflectance values obtained from different spectrom-eters, the specular component shall be included. Thereflectance values shall be converted into X, Y, Ztristimulus values using the colour matching functions(spectral tristimulus values) in the CIE (InternationalCommission on Illumination), 1964 supplementarystandard colorimetric system(100 observer data) forilluminant D65. Whenever a master reference is estab-lished, the tristimulus values shall be converted intothe x, y chromaticity co-ordinates and recorded to-gether with the Y tristimulus value.
The X, Y, Z tristimulus values of a specimen repre-senting the reference and of a specimen representing asample shall be determined by using either a spec-trometer or a tristimulus colorimeter. These values shallthen be converted into L*, a*, b* values using theequations given in the CIE publication. If any one ofthe ratios X/Xn, Y/Yn or Z/Zn is equal to or less than0.008856, the equations given in note 1 of sub-clauseof CIE publication shall be used. The L, a, b values ofthe reference and the sample shall then be used tocalculate the colour difference in CIELAB units usingthe equations given in CIE publication. ]
(a) A lightness component(b) A chroma component(c) A hue component
Whenever the colorimetric data x, y, Y of a masterreference are established, the tolerances for workingreferences shall be given in CIELAB units.
Colorimeter measures the amount of visual red, greenand blue components reflected from a particular coloursample. The tristimulus values, X, Y, and Z revealmetamerism. Spectrophotometer gives non-metamericcolour matches spectral reflectance. Color eye is acombination of a colorimeter and a spectrophotometer.Reflectance value for each fabric was measured at 30different places using spectrophotometer. While mea-suring reflectance value, three parameters namely L, aand b are obtained:
KNITTING

March - April 2017 373
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
L = lightness of the colourA = redness or greenness of the colourB = blueness or yellowness of the colourThe colour non-uniformity (SE) is achieved by:
SE = (SL2+Sa2+Sb2)1/2
3.3.7 Washing fastnessA specimen of the textile in contact with one or twospecified adjacent fabrics is mechanically agitated underspecified conditions of time and temperature in a soapsolution, then rinsed and dried. The change in colourof the specimen and the specimen and the staining ofthe adjacent fabrics are assessed with the grey scales.The apparatus used is Launderometer and non-corrod-ible stainless steel balls approximately 0 cm in diam-eter. The adjacent fabrics used are acetate rayon, cot-ton, nylon, polyester, acrylic and wool. The chemicalsused are standard soap ECE detergent (4gpl-withoutoptical brightener) and sodium perborate.
Attach a specimen measuring 4x10 cm to a piece ofthe multifibre adjacent fabric, also measuring 4x10cm, by sewing along one of the shorter sides, with themultifibre fabric next to the face of the specimen. Placethe composite specimen in the container and add thenecessary amount of soap solution, previously heatedto 40±20°C, to give a liquor ratio of 50:1. Treat thecomposite specimen at 40±20°C, for 30 minutes. Re-move the composite specimen, rinse it twice in coldgrade 3 water and then in cold running tap water for10 minutes and squeeze it. Open out the compositespecimen (by breaking the stitching except on one ofthe shorter sides, if necessary) and dry it by hangingit in air at a temperature not exceeding 60°C, with thetwo or three parts in contact only at the line of stitch-ing. Assess the change in colour of the specimen andthe staining of the adjacent fabrics with the grey scales.Report the numerical for change in the colour of thespecimen and for staining of adjacent fabrics.
3.3.8 Rubbing fastnessA specimen of the textile is rubbed with a dry rubbingcloth and with a wet rubbing cloth. Two alternativesizes of rubbing finger are specified, one for pile fab-rics and one for other textiles. The staining of therubbing cloths is assessed with the grey scale. Theapparatus required are crock meter, adjacent fabric and5x5 CMS 100% cotton over fabric.The specimen size is 14x5 cm. Fasten each test speci-men by means of clamps to the baseboard of the test-ing device so that the long direction of the specimenfollows the tract of the device.
For dry rubbing, with the dry rubbing cloth flat inplace over the end of the finger of the testing device,rub to and fro in a straight line along a track 10 cmlong on the dry specimen, 10 times to and fro in 10seconds, with a downward force of 22N or 9N.
For wet rubbing, repeat the test described as in dryrubbing with a fresh dry specimen and with a rubbingcloth that has been wetted with water by placing it onthe grating and dropping evenly on to its own mass ofwater, or use any method to ensure a take up about100%. After rubbing, dry the cloth at room tempera-ture. Remove the cloth and evaluate the degree of stainwith the help of grey scale and assign the ratings.
Table 3.5 Colourfastness rating statement
Grade Rating of change in Rating ofcolour staining
5 Excellent Negligible stain
4 Good Slight stain
3 Fair Unsociable stain
2 Poor Considerable stain
1 Very poor Severe stain
4. Results and Discussion4.1 Comparison after preparatoryThe grey single jersey weft knitted fabric was pre-pared for dyeing in two types of preparatory processes.One is conventional combined scouring and bleachingdone by using sodium hydroxide and hydrogen perox-ide. The other one is the combined scouring and bleach-ing done by using enzyme. The properties of the fabricsamples prepared in both the processes were studiedand the comparison of the properties is given in table4.1.
From the above results, it was found that there is nosignificant variations between the two samples in termsof course density, wale density, areal density, looplength, tubular width and absorbency. Bursting strengthis more in enzymatically processed fabric. Spirality isless in the enzymatically processed fabric. With re-spect to washing shrinkage, shrinkage is in lengthwisedirection and elongation is in widthwise direction inboth the fabrics. Lengthwise shrinkage is slightly lessand the widthwise elongation is slightly more in caseof enzymatically processed fabric. Scouring loss iscomparatively less in the enzymatically processed fab-ric. Whiteness is more in case of the conventionally
KNITTING

March - April 2017374
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
processed fabric than the enzymatically processed fab-ric.
4.2 Eco testingThe testing was done to check the presence of organochlorine pesticides (GC-MSD) in all the dyed samples.The results show that none of the pesticides weredetected up to 0.5 ppm. From the results, it is under-stood that the dyed samples, prepared from both thepreparatory processes, are free from pesticides.
Table 4.2 Eco Test Results
S.No. Organo Chlorine Pesticides Status(GC-MSD)
1 2,4,5-T ND2 2,4-D ND3 Azinophosmethyl ND4 Azinophosethyl ND5 Aldrine ND6 Bormophose-ethyl ND7 Capatafol ND8 Carbaryl ND9 Chlordane ND10 Chlordimeform ND11 Chlorfenvinphos ND12 Coumaphos ND13 Cyfluthrin ND14 Cyhalothrin ND
15 Cypermethrin ND16 DEF ND17 Deltamethrin ND18 DDD ND19 DDE ND20 DDT ND21 Diazinon ND22 Dichlorprop ND23 Dicrotophos ND24 Dieldrin ND25 Dimethoate ND26 Dinoseb and salts ND27 Endosulfan, a ND28 Endosulfan, b29 Endrine ND30 Esfenvalerate ND31 Fenvalerate ND32 Heptachlor ND33 Heptachloroepoxide ND34 Hexachlorobenzene ND35 Hexachlorobenzene, a ND36 Hexachlorobenzene, b ND37 Hexachlorobenzene, d ND38 Lindane ND39 Malathion ND40 MCPA ND41 MCPB ND
Table 4.1 Comparison of samples after preparatory processes
S.No. Test Parameters Combined Scouring and Bleaching Combined Scouring and(Conventional) Bleaching (Enzymatic)
1 Courses / inch 48 50
2 Wales / inch 40 42
3 Areal Density (GSM) 150.39 154.25
4 Loop Length (cm) 0.272 0.272
5 Tubular Width (inch) 20.67 21.25
6 Bursting Strength (kg/sq.cm) 4.75 7.3
7 Spirality (%) 13.6 11.2
8 Washing Shrinkage, % Length 7.44 6.96
9 Washing Shrinkage, % Width +2.52 (+Elongation) +3.40 (+Elongation)
10 Scouring loss (%) 6.2 3.74
11 Absorbency (seconds) Below 1 Below 1
12 Whiteness Index CIE 77.57 (-0.50 Reddish) 58.85 (-2.01 Reddish)(Using Macbeth 7000ASpectrophotometer
KNITTING

March - April 2017 375
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
42 Mecoprop ND43 Metamidophos ND44 Methoxychlor ND45 Mirex ND46 Monocrotophos ND47 Parathion ND48 Parathio-methyl ND49 Phosdrin/Mevinphos ND50 Propethamphos ND51 Profenophos ND52 Quinalphos ND53 Toxaphene ND54 Trifluralin ND
Note: ND - Not detected up to 0.5 ppm
4.3 Colour coordinatesThe colour non-uniformity value (SEab*) is very lowin all cases except in medium and dark shades of the
combination D1+D2. It is because of the difference inthe hue values of the conventionally processed fabricsample and the enzymatically processed fabric sample.The colour non-uniformity is not significant in othercases. The reasons for this non-uniformity may beproblems in the fabric which affect the absorbency,lack of affinity of the fabric towards the particular dyecombination, etc.
In case of light shade (0.5%), the colour strength val-ues of conventionally processed fabric samples wereslightly more than enzymatically processed fabricsamples.
In case of medium shade (2%), the colour strengthvalues are more for conventionally processed fabricsample than enzymatically processed fabric sample,except in the combinations D2 and D1+D2.
Table 4.3 Colour Co-ordinates (ILL 1 D65-10)
Dyes Shade % L* C* h* SEab*
C E C E C E
D1 0.5% 64.28 60.48 45.98 49.10 350.00 351.44 5.06
2.0% 47.46 46.44 60.58 60.22 359.26 359.49 1.11
3.5% 42.27 41.35 60.90 60.57 3.01 3.60 1.16
D2 0.5% 82.64 81.39 57.63 58.55 76.14 75.39 1.73
2.0% 77.10 78.06 72.15 72.40 71.77 71.88 1.00
3.5% 69.46 68.36 88.16 88.40 66.24 65.93 1.22
D3 0.5% 56.20 55.67 25.95 25.53 263.53 263.08 0.71
2.0% 38.06 36.79 31.04 30.83 270.55 271.12 1.33
3.5% 31.04 30.63 31.34 31.26 274.82 275.14 0.45
D1+D2 0.5% 65.42 63.83 43.34 43.95 33.19 33.06 1.71
2.0% 51.48 51.86 68.35 61.37 42.72 34.46 11.65
3.5% 46.27 46.58 65.52 59.81 34.54 20.88 15.95
D2+D3 0.5% 66.98 66.04 13.43 14.10 134.84 131.09 1.46
2.0% 42.12 41.79 17.79 17.96 130.44 130.09 0.39
3.5% 35.21 34.50 17.47 17.32 128.96 129.72 0.76
D1+D3 0.5% 57.45 55.76 25.73 25.77 300.02 300.64 1.71
2.0% 34.57 34.17 34.05 33.78 303.15 302.74 0.55
3.5% 26.40 28.01 33.38 34.00 301.63 303.72 2.12
D1+D2+D3 0.5% 59.72 58.63 5.61 6.09 30.23 24.08 1.34
2.0% 39.95 36.09 8.01 8.34 27.14 16.98 4.13
3.5% 31.85 29.34 8.23 7.96 25.32 23.47 2.54
KNITTING

March - April 2017376
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
In case of dark shade (3.5%), the colour strength val-ues are more for conventionally processed fabric samplethan enzymatically processed fabric sample, except inthe combinations D1+D2 and D1+D3.
4.4 Washing and rubbing fastnessIn general, the washing and rubbing fastness resultsshow fair to excellent grades both in conventional andenzymatically processed fabric samples. Washing fast-ness included change in colour and staining on mate-rials like wool, acrylic, polyester, nylon, cotton andacetate. Rubbing fastness included dry and wet rub-bing. In most of the cases, the fastness properties ofboth the fabric samples were more or less, the same.In the combination D1+D2+D3, the change in colourwas slightly less in case of conventional sample thanenzymatic sample. In the case of staining with cotton,the conventional sample showed slightly better result.In dry rubbing, the combination D1+D3 showed betterfastness properties in the enzymatic sample than theconventional sample.
5. ConclusionFrom the results and discussions, it is concluded thatthe enzymatic processing treatment have many advan-tages and few disadvantages when compared with theconventional processing treatment.◆ Scouring loss is reduced in enzymatically pro-
cessed fabric because the impurities alone are re-moved, without damaging the fabric.
◆ Bursting strength is more and spirality is reducedin the enzymatically processed fabric.
◆ No significant variations in dimensional proper-ties of both the fabrics.
◆ No traces of pesticides were found in both thefabrics.
◆ Variation in colour absorption occurred in onlyone combination (D1+D2) - medium and darkshades.
◆ No significant variations in washing and rubbingfastness properties.
◆ The only disadvantage of the enzymatic processwas low whiteness index than the conventionalprocess.
References
[1]. Chikkodi. S. V, "Ecofriendly Textiles", TextileResearch Journal, December 1995, pp 564-569.
[2]. Krishnakumar.M, "Eco-Textiles: An approach togreen consumerism, Textile review, 2009.
[3]. Jason Duke, "Eco friendly clothing",www.fibre2fashion.com.
[4]. Jeff.T, "Eco friendly fabric",www.articlesfactory.com
[5]. Gopalakrishnan.D, "Organic cotton - An over-view", www.fibre2fashion.com.
[6]. Tauber.M, Gübitz.G and Cavaco-Paulo.A,"Bioprocessing", 2001, AATCC Review 1,
[7]. Abhishek Jadhav & Javed Sheikh, "Bio-process-ing of textiles", www.fibre2fashion.com.
[8]. Aehle. W," Enzymes in Industry - productionand applications", 3rd ed., Wiley-VCH Verlag,2007.
[9]. Nalankilli.G, "Applications of enzymes in Tex-tiles", Colourage, October 1998, pp 17-19.
[10]. Patra.A.K & Chattopadhyay.D.P, "Organic cot-ton cultivation", Textile Asia, August 1998, pp46-48.
[11]. Wong.K, Tao.X.M, Yuen.C.W.M & Yung.K.W,"Organic cotton", Textile Asia, March 1997, ppNo. 47-52.
Table 4.4 Comparison of Sk/s values
Dyes SK/S Values
Light shade (0.5%) Medium shade (2%) Dark shade (3.5%)
C E C E C E
D1 1538.47 1413.71 1071.55 1036.71 937.89 906.89
D2 1745.96 1688.47 1523.16 1564.33 1310.16 1271.82
D3 932.39 908.74 453.43 424.71 318.15 310.51
D1+D2 1392.24 1337.64 1005.19 1047.92 925.07 977.81
D2+D3 1136.42 1094.93 405.83 398.86 285.60 275.12
D1+D3 1044.68 983.94 442.40 432.16 285.00 317.36
D1+D2+D3 988.46 954.39 455.16 384.88 308.44 270.51
KNITTING

March - April 2017 377
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
[12]. Edward Menezes, "Organic cotton processing",www.fibre2fashion.com.
[13]. Kundu, A.B., Ghosh.B.S, Chakrabarti.S.K andGhosh.B.L, "Biotechnology in Textiles" 1991,Textile Research Journal, 61, 720.
[14]. Shirish kumar.G.V.N, "Scope of biotechnologyin textiles", Journal of Textile Association,
March-April, 2007, pp.263-266.[15]. Buschle-Diller.G. and Yang.X.D, "Enzymes for
processing", 2001, Textile Research Journal,71, 388.
[16]. Chattopadhyay.D.P, Sharma. J. K & Chavan. R.B,"Enzymes in Textiles" Indian Journal of Fibre& Textile Research, June 2000, pp.121-129.
[17]. Kumar.A, Mee - Young yoon and Charles Purtell,"Enzymes for Textiles", Textile Chemist &Colourist,. April 1997, pp 37-42.
[18]. Churi R.Y., Khadilkar S.M. and Sule S.S., "En-zyme Systems for processing cellulosic Textiles",Colourage - April 2004.
[19]. Clarke, A.J," Biodegradation of Cellulose, En-zymology and Biotechnology", TechnomicPubl., Lancaster, 1997.
[20]. Navnath.D.Pingale, "Eco-friendly textiles throughapplication of bio-technology", ]www.fibre2fashion.com.
[21]. Georg M. Guebitz, Walter Steiner and ArturCavaco-Paulo, "Enzymes in Fibre Processing",Biocatalysis and Biotransformation, 2004 VOL.22 (5/6). p. 297.
[22]. Hayavadana J. and Renuka D., "Tissue Engi-neering", Asian Textile Journal, 12, (9), 107,(2003).
[23]. Chattopadhyay.D.P, "Basic enzymology and ap-plications of cellulases in textile processing",www.fibre2fashion.com.
[24]. Eun Kyung Choe, Chang Woo Nam, Sung RyongKook, "Implementation of batchwise bioscouringof cotton knits", Biocatalysis and biotransforma-tion, 2004, vol.22(5/6), pp. 375-382.
[25]. Shivendra Parmar and Tanveer Malik, "Biotech-nological application in Textiles",www.fibre2fashion.com.
[26]. Abadulla.E , "Enzymatic decolourization of Tex-tile Dyeing Effluents", Textile Research Journal,70 (5), 2000, pp 409-414.
[27]. Mehra R.H., Mehra Anil R., Mehra Arun R andMehra Sanjay R., "Enzymatic Softening of Tex-tiles", Indian Textile Annual and Directory, 1992-93, pp.77-84.
[28]. Ramachandran.T and Karthik.T, "Applicationof genetic engineering and enzymes in Textiles",IE (I) Journal.TX, 84, 32, (2004), pp.32-36.
[29]. Shenai V.A, "Technology of bleaching and mer-cerizing", Sevak publication.
[30]. Biljana Mangovska, Goran Dembovski, IgorJordanov, "Structural characteristics of cottonknitted fabrics after enzymatic and alkaline scour-ing", Bulletin of the Chemists and Technologistsof Macedonia, Vol. 23, No. 1,2004, pp. 19-28.
❑ ❑ ❑
KNITTING
The Textile Association (India) Visit us onwww.textileassociationindia.org
Follow us on

March - April 2017378
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
1. IntroductionThe demand for natural dyes has been increasing inthe context of environmental safety throughout theglobe. In many of the world's developing countries,natural dyes can offer not only a rich and varied sourceof dyestuff but also the possibility of an income throughsustainable harvest and sale of these dye plants. Natu-ral dyes have a far superior aesthetic quality which ismuch more pleasing to the eye. Wearing a naturallydyed textile gives a feeling of being with nature whichthe consumers are able to enjoy today. The advance-ments in natural dye processing are able to address afew limitations of natural dyes today.Even thoughnatural dyes are in forefront due to the ban on theuseof certain synthetic dyes having thepotential to releasebanned amines on reduction. A lot of repetitiveresearchhas been indicating an advanced level of re-search in the gaps identified.
The colouration of cotton textiles being cellulosic is amature and highly efficient industrial technology. Anumber of distinct cotton dyeing processes and classesof cotton dye have been developed and are particu-larly suited to certain product types. The most com-monly used dyes for cotton are reactive, direct, vat
and sulphur dyes. The levels of wash-fastness achievedusing direct dyes is generally not good, hence manu-facturers generally recommend an after treatment toimprove it with the compounds which are cationic innature. Reactive dyes form a covalent bond with cot-ton fibres, so provide moderate to good fastness prop-erties. Vat and Sulphur Dyes being insoluble in natureare applied by a two-step process in which water-soluble forms of the dye are absorbed by cotton andsubsequently after treated to yield insoluble dyes inthe fibre to give good to excellent fastness properties.Acid dyes and cationic dyes lack affinity for the cot-ton fabric and only surface deposition occurs due tothe ionic attraction. These dyes can be fixed on cottonwith the help of natural or metallic mordant. Similarly,natural colourants which lack affinity for cotton areapplied onto the fabric with the assistance of mor-dants, which helpto bind of the dyes to thefabric byforming a chemical bridge from dye to fibre and hence,improves dye-pickup and its fastness properties.
Home furnishings and apparels are exposed to a widevariety of conditions which may affect the fastness ofa colour, such as light, perspiration, laundering, drycleaning, gas fumes and crocking [1]. When a colouredtextile is subjected to particular conditions, e.g. duringwashing one or more of several things may happen.There may be analteration in hue, colour, value orintensity. In certain cases, there may be analteration inall three. Further, under certain conditions, e.g. during
Standing Bath Technique for Cost Reduction in CottonDyeing with Marigold
M. D. Teli*, Somling B. Viveki & Pintu PanditDepartment of Fibres and Textile Processing Technology,
Institute of Chemical Technology.
AbstractAs per increasing stringent norms of environment and demand of marigold, it is a necessity to conserve thecolorants as well as mordant like alum during colouration of textile. Dyeing of cotton with the marigoldflower is achieved by standing bath technique for dyeing as well as mordanting. UV-visible spectrophotom-eter showed non-relationship between absorbance value and concentration of multiple heated dye bath. Therequired amount of colourants and mordants were determined by using theoretical calculation as well asexperimental out comes. Thermal property of marigold was studied by FTIR which showed loss of somegroups on heating of dye solution. The present study indicates that the results obtained have good potentialin saving 80% water and asignificant amount of dye, thus causing lesseffluents and reducing the cost ofproduction.
KeywordsStanding bath technique, marigold, cotton, mordant, dyeing.
*All the correspondence should be addressed to,Prof. (Dr.) M. D. TeliDepartment of Fibres and Textile Processing Technology,Institute of Chemical Technology Matunga (E), Mumbai-400019Email : [email protected]
PEER REVIEWED DYEING

March - April 2017 379
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
washing coloured material may acquire new colourand adjacent white material may become coloured dueto the transfer of dye from the originally dyed mate-rial, which is generally known as staining[2].The reac-tions with substituents also lead to colour modifica-tion by affecting auxochromes groups [3]. The UVlight is an important cause in the weakening of fibresand fabrics, and in the fading of practically all dyes,and in the photo-degradation of many other substances[4].The type of mordant is also found to be importantin determining the light fastness of natural colouredtextiles. Some natural colourants undergo markedchanges in hue on washing due to the presence ofaneven small amount of alkali in washing mixture,highlighting the necessity to know the pH of alkalinesolution used for the cleaning of textiles dyed withnatural colourants [5].
However, due to dwindling supply and increasing de-mand of water in the textile industries, a better alter-native is to attempt to further elevate the water qualityof wastewater effluent from a secondary wastewatertreatment plant to a higher standard for reuse. Thus,far very little attention has been paid to this aspect [6].The investment in the search for methodologies to moreeffective treatment of these effluents can be muchsmaller than that spent in tertiary treatment to removethese products in alow level of concentrations and inthe presence of much other interference. This requiresaction that the cost / benefit are reviewed and thedevelopment of new techniques for wastewater treat-ment capable of effective removal of these dyes isintensified and made economically viable [6-7]. Analternative to minimize the problems related to thetreatment of textile effluents would be the develop-ment of more effective dye that can be fixed on to thefiber with higher efficiency, decreasing losses on tail-ings waters and reducing the amount of dye requiredin the dyeing process, reducing certainly cost andquality of the effluent.
In accordance with the sustainability parameters, natu-ral products have been used by many researchers innatural dyeing techniques. A lot of plant sources liketamarind seed coat, flower waste from the temple andEmblicaofficinalis G. fruit (amla), sterculia fruit shellextract etc has been utilized for natural dyeing [8-12].African marigold (Tagetes erecta L.), a major sourceof carotenoids and lutein, is grown as a cut flower anda garden flower, in addition to being grown for itsmedicinal values. Marigold flowers (Tagetes), whichare yellow to orange-red in colour, are a rich source of
lutein, a carotenoid pigment. Tagetes species belong-ing to family Asteraceae, are most common in theplantkingdom, which is used in different areas like cos-metic preparation, medicines as well most widely usedin textile dyeing. It is found in different coloursanddifferent fragrances. The yellowcolour is most com-mon. In eastern countries cut flowers are used loose orin garlands for social and religious purposes.Marigoldis indigenous to central, eastern and southern parts ofEurope. The marigold plant has been grown in Euro-pean gardens from the12th century and is used in thepopular culture dates back to those times, but it iswidely distributed in the world now. Due to the shortperiod needed for its cultivation, it is convenientlygrown as part of a multicrop system, rotated with otheragricultural or horticultural crops.
The present work deals with a need of sustainabletextile processing technology for natural dye applica-tion on cotton fabric. The main objective of this studyis to explore the potential of using standing bath tech-nique so that amount of dye and mordant used wouldbe optimized which if found successful in effect willcause cost saving as well as saving in water and low-ering in effluent load. Thus, it is aimed that after firstdyeing is over, the same dye bath would be made useof repeatedly. The addition of some quantity of freshdye at every stage of new dyeing cycle will be done.In this study, the typical relationship is expected to befound out to replenishment of the used dye baths.
2. Materials and Methods2.1MaterialsCotton (100%) was purchased from Arvind LtdAhmadabad and chemicals were collected from labo-ratory grade of S.D Fine Chemicals Ltd Mumbai.Natural waste colorants were collected fromSiddhivinayak temple, Mumbai.
2.2 Preparation of mordants solutionA 5% (w/v) stock solution of potassium aluminumsulphate was prepared by dissolving 5 gm of potas-sium aluminum sulphate in water and final volume of100 mL was made. Complete dissolution was achievedby proper stirring for a homogeneous solution.
2.3 Extraction of natural colourantsA stock solution of the dye (5%) was prepared byboiling 5 gm dry pulverized marigold flower in 100 mlof water for 1 hour. The extract was filtered and madeto original volume and used for dyeing. Reflux methodwas used for extraction of colourant to achieve themaximum colour yield.
DYEING

March - April 2017380
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2.4 Mordanting and dyeing processMordanting of silk fabrics with 20% (owf) was donein Rota Dyeing Machine with material to liquor ratio1:30. The fabrics were introduced at a room tempera-ture, then the temperature was slightly increased to60°C and run for 30 minutes with continuous rotating.After mordanting, fabrics were removed and squeezedand then dyeing was carried with a 50% (5 gm driedflower for dyeing of 10 gm of cotton fabric) shade.The fabrics were introduced at a room temperatureand the temperature was raised to 60°C and run for 60minutes with continuous rotating.
2.5 Absorbance values of dried flowerA spectrophotometer is employed to measure theamount of light that a sample absorbs. The instrumentoperates by passing a beam of light through a sampleand measuring the intensity of light reaching a detec-tor. The intensity of light (I0) passing through a blankwas measured. The intensity of light (I) passing throughthe sample solution was also measured. Experimentaldata was used to calculate two quantities: the transmit-tance (T) and the absorbance (A).
IT= ----- ; A= - log
10T
IoThe transmittance is simply the fraction of light in theoriginal beam that passes through the sample andreaches the detector. The remainder of the light, 1 - T,is the fraction of the light absorbed by the sample. Inmost applications, one wishes to relate the amount oflight absorbed to the concentration of the absorbingmolecule. It turns out that the absorbance rather thanthe transmittance is most useful for this purpose. If nolight is absorbed, the absorbance is zero (100% trans-mittance). Each unit in absorbance corresponds withan order of magnitude in the fraction of light transmit-ted. For A = 1, 10% of the light is transmitted (T =0.10) and 90% is absorbed by the sample. For A = 2,1% of the light is transmitted and 99% is absorbed.
2.6 Colour value by reflectance methodThe dyed samples were evaluated for the depth ofcolour by reflectance method using 10-degree observer.The absorbance of the dyed samples was measured onRayscan Spectra scan 5100+ equipped with reflectanceaccessories. The Kubelka Munk function or K/S val-ues were determined using thefollowing expression;
K (1-R)2
--- = -----------S 2R
where, R is the reflectance at complete opacity; K isthe Absorption coefficient & S is the Scattering coef-ficient Dyed fabrics were simultaneously evaluated interms of CIELAB colour space (L*, a* and b*) valuesusing the Spectra scan 5100+. In general, the higherthe K/S value, the higher the depth of the colour onthe fabric. L* corresponding to the brightness-dark-ness (100- white, 0- black), a* to the red-green coor-dinate (positive- red, negative -green) and b* to theyellow-blue coordinate (positive -yellow, negative -blue). As a whole, a combination of these entire co-ordinates enables one to understand the tonal varia-tions.
2.7 ATR- FTIR analysisAttenuated Total Reflection (ATR), Fourier TransformInfrared (FTIR) spectra of the untreated and treatedsilk fabrics, were recorded using Shimadzu FTIR-8400Smachine with a scan rate of 32 scans per minute at aresolution of 1 cm-1 in between 700 - 4000 cm-1.
2.8 Evaluation of washing fastnessEvaluation of colour fastness to washing was carriedout using ISO II method. A solution containing 5 g/Lsoap solution was used as the washing liquor. Thesamples were treated for 45 min at 50 0C using liquorto the material ratio of 50:1 in rota machine. Afterrinsing and drying, the change in colour of the sampleswas evaluated on the respective standard scales (rating1-5, where 1-poor, 2 -fair, 3-good, 4-very good and 5-excellent).
2.9Evaluation of rubbing fastnessDyed fabric was tested for colour fastness to lightaccording to BS1006 UK/TN. The light fastness wasdetermined using artificial illumination with Tungstenlamp as a source, at atmospheric pressure and tem-perature. The samples were compared with the stan-dard scale of blue wool (ratings, 1-8, where 1 - poor,2 - fair, 3 -moderate, 4 - satisfactory, 5 - good, 6 -better, 7 - very good and 8 - excellent).
2.10Evaluation oflight fastnessDyed fabric was tested for colour fastness to lightaccording to BS1006 UK/TN. The light fastness wasdetermined using artificial illumination with Tungstenlamp as asource, at atmospheric pressure and tempera-ture. The samples were compared with the standardscale of blue wool.
DYEING

March - April 2017 381
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
3. Results and Discussion3.1 Standing dye bath technique on cotton fabricIn this work, an attempt is made to conserve naturaldyes during their application on textiles such as silkby using UV-Spectrophotometer to estimate dye re-quirement for replenishment. In other words, after thefirst dyeing was done, the dye bath was replenishedwith fresh colour and readjusted for next set of dye-ing. Marigold dye extract was obtained by refluxingand it was used for calibration dyeing. Optical densityagainst concentration curve was plotted in order toestablish the relation between the two. Subsequently,actual dyeing experiments were carried by thepre-mordanting method of dyeing. Alum was used as amordant. In these cases, after the first dyeing was over,the bath was replenished with fresh dye in differentproportion making use of calibration curve which in-dicated the extent to which the fresh dye solution wasto be added. The relationship was attained with re-spect to the amount of fresh dye liquor required to beused in the next dyeing cycle and then dyeing wasrepeated. Five times dyeing was repeated before dyebath was finally drained out. The repeat dye bath wasadjusted for the equivalent optical density of the li-quor after replenishment. Finally, dyeing thus obtainedwere expected to give equivalent K/S values and thusit was anticipated that a lot of dye, other chemicals aswell as water could be conserved with such standingbath technique (SBT) in the dyeing of natural colourslike marigold.
The filtrate dye solution was evaporated in the ovenfor conversion into solid powder form. Then this drieddye powder was used for calibration curve using UV-Visible spectrophotometer by preparing 1 % of stockdye solution from oven dried powder. Oven dryingwas carried out at 700C for 12 hours. By drying, it wasfound that when 10 gm of marigold flowers wereextracted in 100 ml of water by Reflux extraction at aboil for 1 hour. 3.1 gm of dye powder was obtainedafter oven drying of the above-extracted solution. Itmeans that 31% of pure dye powder was collected.For the preparation of calibration curve, 1% of dyepowder was dissolved for making 100 ml aqueoussolution.
3.2 FTIR Analysis
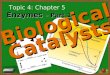
Figure 3.1:Effect of thermal treatment on functionalgroups of colourant
FTIR analysis was carried out to detect structural lossof dye due to heating during extraction as well asduring oven drying. It was observed that loss of func-tional groups did take place in marigold dye by heat-ing. FTIR images in Figure 1 explain that there was aloss of a functional group of extracted dye solutionwith oven dried powder. When compared with that offresh dried flower curve, the functional group such ashydroxyl, alkanes, a, b-unsaturated esters and ketonegroups of FTIR absorbance values of 3340.48, 2918.48,and 1731.96 cm-1 respectively were found to be al-most missing after drying the flowers in theoven (13).Hence, their functional groups although are seen promi-nently in curve B in Figure 1, are very much sup-pressed to a negligible extent in curve A of the samefigure. Such functional groups are affected due to theproperties of marigold being influenced drying byheating.
3.3 Effect of heating time of dye solution on colourdepth (K/S)By the previous study of pre-mordanting and dyeingusing calibration curve, it was clear that there was aloss in K/S values of standing bath samples. There-fore, it was important to study the effect of heat on thedepth of shade. This was because replenishment bathwas not exactly same as that of the fresh bath. Replen-ished bath always contained unused dye (repeatedlyheated) and fresh dye. As we have seen that the dyemay have got adversely affected in terms of its affinitydue to heating and thus of non-linear relationship be-tween concentration of dye and K/S values existed.This further proves that the repeatedly heating of dyesolution causes a loss in affinity of dye. Hence, nearlyadjusted optical density values with partial replenish-
DYEING
Texttreasure
The truth will set you free, but first it will makeyou miserable
- James A. Garfield

March - April 2017382
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
ment with fresh dye does not give satisfactory valuesfor the dyeings so obtained. An attempt was thus madeto study the effect of heat. For this study, 5% dye wasextracted and this stock solution was taken for furtherstudy.
Figure3.2: Relationship between of heating time andcolour depth (K/S)
Initially, dyeing was carried out using this extracteddye solution and it was considered as the first sample.Then only extracted dye solution was heated for 600Cfor 60 minutes in rota dyer, same as dyeing conditionwithout a sample. The second sample was dyed fromthis heated stock dye solution. Similarly, again sameextracted dye solution was heated for 600C for 120minutes in rota dyer and dyed the third sample fromthis solution. A similar experiment was carried for 180,240 minutes and samples were dyed. Finally, the fab-ric performance was assessed by K/S values of thedyeing and it became very clear that there was areduction in K/S values of the dyed substrate due tothe multiple times heating of dye solution in the samebath as shown in Figure 3.2 Results show that heatingof same dye bath for multiple times in standing bathis responsible for giving non-linear relationship, be-cause of loss in affinity of dye towards the fabric dueto heating. Hence, we cannot simply use the exactamount of dye for replenishment of bath by usingcalibration curve and it needs some more fresh dyesolution [13].
Figure 3.3: Relationship between heating time andoptical density of dye
Furthermore, another study was considered for heatingeffect on the optical density of dye solution. For this5, 10, 15, 20, 25 and 30 ml of dye solution was takenand its volume was made to 100 ml with water. Thesesix different concentration solutions were heated indi-vidually for 60, 120,180, 240 minutes. Optical densityvalues of there were assessed of these solutions atintervals of 60 minutes as shown in Figure 3.3 Resultsshow that optical density was not affected by heatingof natural marigold dye solution. In other words asobserved earlier, optical density measurement andadjustment for preparing repeat baths, do not complywith final dyeing which is required to be of almostsame K/S values for perfect colour matching in vari-ous batches of dyeing.
This further indicates that there should be further ad-ditional fresh dye needs to be added, over and abovethe amount required to adjust for getting same opticaldensity (O.D). In other words with repeat bath, start-ing O.D. of the bath will go on increasing as we go fora higher number of baths for repeat dyeing.
3.4 Replenishment of dye bath by trial and errormethod for cottonTheprediction was made to replenish the dye bath byusing trial and error method. In the pre-mordantingmethod, first mordanting was carried out and followedby dyeing. The fresh mordanting bath was used formordanting for each sample with theapplication of 20%(owf). Dyeing was performed for 50% of shade at600C for 60 minutes in rota dyer. The results in Table1 show the trend of concentration variation of replen-ishment of dye bath. When 75% fresh dye solutionwas used for replenishment there was an increase inK/S values than that of the K/S obtained for the initialbath sample. For every additional 2% dye solution, the
DYEING
Texttreasure
Education is not the filling of a pail, but thelighting of a fire
- William Butler Yeats

March - April 2017 383
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
K/S values further increased. For 75% + 6% fresh dyeaddition maximum increase in K/S was as high as31.19% as compared to the initial bath sample.
Table 3.1: Trend of depth in trial anderror method (1st trial)
Bath No. % Addition K/S (75%)
1 Bath 1 = Initial bath 14.91 (% change)
2 Bath 2 = Bath 1 + 75 % offresh dye solution 15.28 (+2.48)
3 Bath 3 = Bath 2 + 77 % offresh dye solution 17.10 (+14.69)
4 Bath 4 = Bath 3 + 79 % offresh dye solution 17.92 (+20.19)
5 Bath 5 = Bath 4 + 81 % offresh dye solution 19.56 (+31.19)
The results in Table 3.2 show the trend of concentra-tion variation of replenishment of dye bath and K/Svalues. When 70% + 2% increase on every stage wasused for replenishment, there was a gradual increasein K/S values than that of the K/S obtained from ini-tial bath sample. For 76% (70% + 6%) fresh dye ad-dition, maximum increase in K/S was as high as 14.45%as compared to initial bath sample.
Table 3.2: Trend of depth in trial anderror method (2nd trial)
Bath No. (%) Addition K/S (70%)
1 Bath 1 = Initial bath 14.95 (% change)
2 Bath 2 = Bath 1 + 70 % offresh dye solution 15.41 (+3.07)
3 Bath 3 = Bath 2 + 72 % offresh dye solution 16.08 (+7.59)
4 Bath 4 = Bath 3 + 74 % offresh dye solution 16.84 (+12.64)
5 Bath 5 = Bath 4 + 76 % offresh dye solution 17.11 (+14.45)
When 65% was used for replenishment there was K/S near about the same than that of the obtained frominitial bath sample and that of maximum variation of2.27% (Refer Table 3.1). Finally, this 65% additionwas optimised by trial and error method and was usedfurther. Hence, we used this concentration as anoptimised concentration. The results of this optimisedexperiment using 65% + 2% increase in every nextbath for the addition of fresh dye in standing bath aregiven in Table 3.3
Table 3.3: Trend of depth in trial anderror method (3rd trial)
Bath No. (%) Addition K/S (65%)
1 Bath 1 = Initial bath 14.98 (% change)
2 Bath 2 = Bath 1 + 65% offresh dye solution 15.32 (+2.27)
3 Bath 3 = Bath 2 + 67 % offresh dye solution 15.31 (+2.21)
4 Bath 4 = Bath 3 + 69 % offresh dye solution 15.08 (+0.67)
5 Bath 5 = Bath 4 + 71 % offresh dye solution 15.12 (+0.93)
Table 3.4: Effect of standing bath techniqueon dyeing of cotton
Bath Quantity of dye solution K/S L* a* b*No. addition (ml) Values
1 Bath 1 = Initial bath 14.98(% change) 64.68 0.82 53.22
2 Bath 2 = Bath 1 + 65% of 15.32fresh dye solution (+2.27) 66.79 2.25 58.38
3 Bath 3 = Bath 2 + 67 % of 15.31fresh dye solution (+2.21) 67.38 2.61 59.75
4 Bath 4 = Bath 3 + 69 % of 15.08fresh dye solution (+0.67) 67.04 2.23 58.54
5 Bath 5 = Bath 4 + 71 % of 15.12fresh dye solution (+0.93) 66.98 2.11 58.55
Then 65% of dye addition for next dye bath was op-timized from initial stock dye solution and then everytime 2% increasing addition was made in next dyeingbaths and these details are shown in Table 3.4 By 65%addition with 2 % increase, which was optimised onthe basis of achieving near about same K/S values forthe final dyeing obtained by replenishment up to fivebaths. Also, it was found that the deviation in K/Svalues of thedyed sample up to five baths was maxi-mum up to 2.27%, which is quite acceptable. Lookingat a* and b* values, there was not much difference intonal variation.
3.5 Fastness properties of standing bath dyed samplesPerformance properties such as wash fastness, lightfastness, and rubbing fastness were measured. Washfastness assessed by using ISO II methods and ratingsare shown in Table 5 which indicate that it was be-tween 4-5 (very good to excellent). Light fastnessvalues were constant of rating 6 (good). Dry rubbingfastness properties were 4 to 5 i.e. very good to excel-lent and wet rubbing fastness was in between 3 to4(fairly good to good). All five bath samples showedgood fastness properties, which are all acceptable. In
DYEING

March - April 2017384
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
the post-mordanting method, dyeing was performedfor 50% of shade at 600C for 60 minutes in rota dyerfollowed by mordanting. The fresh mordanting solu-tion was used for mordanting of each sample at aconcentration of 20% (owf)
Table 3.5: Effect on fastness properties of standingbath dyed samples
Bath Wash Light Rubbing Fastness
number Fastness Fastness Dry Wet
1 4-5 6 4-5 3-4
2 4-5 6 4-5 4
3 4-5 6 4-5 3-4
4 4 6 4-5 3-4
5 4 6 4-5 3-4
3.6 Effect of standing dye bath on K/S values ondyed cotton for post-mordanting dyeing techniqueHere, 80% (trial and error) of dye added for next dyebath were optimized from initial dye solution and thengoes on increasing with addition by 2 % in next dye-ing baths as per the details are shown in Table 3.6 By80% addition with increment of 2 %, which was op-timized on the basis of achieving same K/S values byreplenishment up to five baths. Also, the deviation inK/S values of the dyed fabric of up to five baths waslimited to a maximum of 2.07%. By this post-mordanting method depth achieved was higher thanpre-mordanting method, also it gave slightly reddertone.
Table 3.6: Effect of standing dye bathon K/S values of dyed cotton
Bath Quantity of dye solution K/S Values L* a* b*No. addition (ml)
1 Bath 1 = Initial bath 18.39 62.86 8.753 61.42(% change )
2 Bath 2 = Bath 1 + 80% of 18.01fresh dye solution (-2.07) 65.37 8.256 65.26
3 Bath 3 =Bath 2 + 82 % of 18.69fresh dye solution (+1.63) 64.53 8.154 63.55
4 Bath 4 =Bath 3 + 84 % of 18.60fresh dye solution (+1.14) 64.37 8.453 64.01
5 Bath 5 =Bath 4 + 86 % of 18.13fresh dye solution (-1.41) 64.88 9.002 65.48
3.7 Assessment of fastness properties on dyed cottonfabricfor post-mordanting dyeing techniqueFastness properties assessed such as wash fastness,light fastness, and rubbing fastness were measured for
all the dyed samples. The results of wash fastness wereassessed by ISO II method and ratings are shown inTable 7, which lye in between 3-4 (i.e. good to verygood).The light fastness values are constant of rating6 (good). Dry rubbing fastness properties were lyingbetween 4/5 i.e. very good to excellent and wet rub-bing fastness 4 (very good). All five bath samplesshowed near about satisfactory fastness properties. Inthe meta-mordanting method, dyeing and mordantingwere performed at the same time in the same bath.Dyeing was performed for 50% shade from 5% stocksolution and 20 % (owf) of mordant at 600C for 60minutes in rota dyer.
Table 3.7: Effect of standing bath technique onfastness properties of dyed fabric
Bath Wash Light Rubbing Fastness
number Fastness Fastness Dry Wet
1. 1 3-4 6 4-54
2. 2 3-4 6 4-54
3. 3 4 6 4-54
4. 4 3-4 6 4-54
5. 5 3-4 6 4-54
3.8 Effect of standing bath on K/S values on dyedcotton by meta-mordanting dyeing techniqueHere, 70% of dye addition and 10% of mordant addi-tion were optimized from initial dye solution and thenit went on increasing by the addition of 2 % for nextdyeing baths for dye as per the details shown in Table3.8 By 70% addition, with 2 % increment was opti-mized on the basis of achieving same K/S values bydyed fabric up to five baths. In the case of mordantconcentration, it was kept at 10% constant withoutprogressive increment in mordant. Also, the deviationof K/S values up to five baths was maximum of 2.21%for consecutive samples.
DYEING
Texttreasure
"In rivers, the water that you touch is the lastof what has passed and the first of that whichcomes; so with present time."
- Leonardo da Vinci

March - April 2017 385
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Table 3.8: Effect of standing bath onK/S values of dyed cotton
Bath Quantity of dye solution K/S Values L* a* b*No. addition (ml)
1 Bath 1 = [50% (owf)dye 16.30+ 20% (owf) mordant] (% change) 68.04 6.62 69.33
2 Bath 2 = Bath 1 + 70% offresh dye solution + 15.9410% mordant (-2.21) 67.39 6.002 67.13
3 Bath 3 = Bath 2 + 72 % offresh dye solution + 16.1410% mordant (-0.98) 69.20 5.39 68.71
4 Bath 4 = Bath 3 + 74 % offresh dye solution + 16.0610% mordant (-1.47) 69.63 4.88 68.12
5 Bath 5 = Bath 4 + 76 % offresh dye solution + 15.9810% mordant (-1.96) 69.88 4.69 68.06
3.9 Fastness properties of standing bath of dyed cot-ton by meta-mordanting dyeing techniquePerformance properties such as wash fastness, lightfastness, and rubbing fastness were measured. Washfastness were assessed by using ISO II methods andratings are shown in Table 3.9 which indicate that itwas between 4-5 (very good to excellent). Light fast-ness values were constant of rating 6 (good). Dry rub-bing fastness properties were 4 to 5 i.e. very good toexcellent and wet rubbing fastness was in between 3to 4 (good to very good). All five bath samples showedacceptable or satisfactory fastness properties.
Table 3.9: Effect on fastness propertiesof cotton fabric
Bath Wash Light Rubbing Fastness
number Fastness Fastness Dry Wet
1 1 4 6 4-53-4
2 2 3-4 6 4-54
3 3 4 6 4-53-4
4 4 4 6 4-53-4
5 5 4 6 5 3-4
3.10. Effect of different mordanting methods on depthof cotton fabricFigure 4 clearly shows that there was the difference indepth of shade with respect to mordanting methods.Out of three methods, post-mordanted samples gavemore depth than meta-mordanted samples which werefollowed by pre-mordanted samples. It is to note thatthe mechanism with which mordant works in the dye-ing of natural dye is that of complex formation. Hence,
in the pre-mordanting method where the fabric is firstimpregnated in mordant, it is within the fibres andsubsequent top dyeing makes the metal mordant has toattract the dye within the interior of the fabric. Whereasin a post-mordanting method, the metal is on the topof the dye applied and will attract the dye upwards.Hence, the relatively higher amount of dye will be onthe surface as compared to the reverse case of pre-mordanting, where the dye-metal complex will be rela-tively in the interior. Thus post-mordanting gives higherK/S values as compared to pre-mordanting. However,the fastness properties of post-mordanting dyed samplessuch as wash fastness are inferior to those obtained forpre-mordanting, supporting the mechanism proposed.
Figure3.4: Relationship between different mordantingmethods and K/S values
4. ConclusionsReplenishment of dye bath for cotton dyeing by pre-mordanting method was achieved at 65% of initial dyeconcentration with progressive increase in 2 % inaddition to the next dye bath. In thecase of thepost-mordanting method, it was achieved at 80% of freshdye addition, as initial dye concentration with progres-sive increment in 2 % for next dye bath. For themeta-mordanting method, 70% of dye along with 2% in-crease in every single step of dyeing was used in ad-dition to 10% of the original fresh mordant used bathwas sufficient. Also, all these replenished bath samplesshowed good fastness properties.The light fastness was6 (good), wash fastness was in the range 3-4 (good tovery good). Dry rubbing fastness was 4 to 5 (verygood to excellent) and a wet rubbing fastness was inthe range 3 to 4 i.e. good to very good. Also, thismethod saved almost about 80 % of water which wasrequired in every bath for dyeing and hence, thismethod generates only 20 % effluent with the sameshade reproducibility on fabric depth and also saves
DYEING

March - April 2017386
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
on dye. This standing bath technique of natural dyeingis having thus great potential saving of dye, water andthus cost of production.
References1. Simpson, L.P.; Koester, A.W. Dyeing and
Colourfastness in Fabrics.1995.2. Sharma, A.; Grover, E. Colourfastness of Walnut
Dye on Cotton, Indian Journal of Natural Prod-ucts and Resources 2011, 2(2), 164-169.
3. Wypych, G. Colour Fading in Textile Materials,Handbook of Material Weathering 2nd Edition,Chem Tec Publishing 1995, 203-215.
4. Cristea, D.; Vilarem, G. Improving Light Fastnessof Natural Dyes on Cotton Yarn. Dyes and Pig-ment 2006, 70, 238-245.
5. Samanta, A.K.; Konar, A. Dyeing Of Textiles withNatural Dyes, Perrin, E.Ed., Natural Dyes, in Techopen science, 2011.
6. Lin, S. H.; Chen, M., L. Purification of textilewastewater effluents by a combined Fenton pro-cess and the ion exchange. Desalination 1997,109 (1) 121-130.
7. Mozia S. Photo catalytic membrane reactor(PMRs) in water and wastewater treatment. Sepa-ration and Purification Technology 2010, 73 (2)71-91.
8. Teli, M. D., Sheikh, J., Mahalle, K., Labade, V.,& Trivedi R. Application of Tamarind seed coatin the dyeing of cotton and silk using catechu andheena. Journal of the Textile Association 2012,73, 90-95.
9. Teli, M. D., Valia, S. P., & Kolambkar, D. Flowerwaste from temple for dyeing of cotton and cot-ton/silk. Journal of the Textile Association 2013,74, 210-214.
10. Prabhu, K. H., Teli, M. D., & Waghmare, N. G.Eco-Friendly dyeing using natural mordant ex-tracted from emblicaofficinalis g. fruit on cottonand silk fabrics with antibacterial activity. Fibersand Polymers 2011, 12, 753-759.
11. Teli, M. D.,Pandit, P., & Jangle, A.Antibacterialproperty of Sterculia foetida fruit shells. AsianDyer 2015, 12 (1), 40- 44.
12. Teli, M. D., Pandit,P., & Ugale, P. SterculiaFoetida Fruit Shell for Multiple Wellness Proper-ties to Organic Cotton. Asian Dyer 2016, 13(4),31-35.
13. Hamid, N.; B. Inclusive complex formation be-tween natural dye extracted from Pitaya skin andb-cyclodextrin: kinetic and thermodynamic study.Master thesis 2011.
❑ ❑ ❑
DYEING
www.textileassociationindia.org
A leading responsive & international languages translating website …
We offer banner advertising and advertising/editorial opportunities to compa-
nies operating in textile supply chains to help them reach new customers andenter new markets.
Influence key decision makers in global textile supply chains via our news and
information.
Make more people aware of your brand and services and raise your profile in
global textiles industry.
Book an advertising BannerContact :
[email protected]+91 9819801922

March - April 2017 387
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
1. IntroductionThe performance of engineered sports apparel is largelydetermined by complex relations between various fac-tors - material surface structure, mechanical proper-ties, thermal and moisture characteristics and the sizeand shape of the athlete's body. Sports apparel withadvanced performance characteristics has had a majorimpact in high speed sports such as ski jumping, down-hill skiing, cycling, speed skating, swimming and sprintrunning [1]. The main requirements of sports fabricscan be classified into two main categories - Essentialrequirements and Performance enhancement needs.Thermo-physiological comfort and freedom of move-ment are the fundamental necessities apart from di-mensional stability, light weight, odour reduction etc.The other aspect of sportswear is performance enhance-ment of the sportsperson. Two principles primarilygovern the design and engineering ofPerformanceEnhancing Sportswear i.e. application of compressionon specific muscles to increase blood flow and appli-cation of principles of aerodynamics to reduce wind orair drag in high speed sports like skiing [2]. Lots ofresearch and review articles concerned with variousaspects of thermal comfort and elastic behavior ofknitted fabrics have been reported. [3-7,28-31] How-ever there is a lack of comprehensive coverage ofvarious research work in the field of Performance
Enhancing Sportswear. Therefore in present paper anattempt has been made to consolidate the work in thisarea. The impact of nanotechnology in various areashas also been discussed.
2. Essential Functional Requirements2.1 Thermo-Physiological ComfortThe important textile properties for thermo physiologi-cal comfort are -Thermal conductivity, Moisture vapourpermeability, Water absorption, Wettability, Wicking,Rate of drying and Air permeability. [4] Waterproofbreathable fabrics that convey water vapour [bodyperspiration] out through the material while remainingimpervious to external liquids are widely used in sports-wear.
The influence of two production parameters which aretension and elastane composition were investigated onthe comfort characteristics of the compression gar-ments. Specifically, the absorption and wicking char-acteristics were found to be closely related with theporosity of the fabrics whereas the vertical wickingcharacteristics were influenced from the changes inpathways and disturbances of the pores of the fabric.Drying on the other hand, was found to be closelyrelated with the thickness and initial water content ofthe fabric [8].
It was reported that fabrics knitted at longer loop lengthhas more permeability to air and moisture vapour withbetter absorption and overall moisture managementcapacity but lower in-plane wicking as compared tofabric knitted at shorter loop length [9].
Performance Enhancing Sportswear - A Review
Meenu Munjal & Dhirendra Sharma*M. L. V. Textile & Engineering College
AbstractThe essential requirements of a regular sportswear apparel is thermal comfort and freedom of movement,other properties such as dimensional stability, odour reduction, light weight etc. are also desirable. As thecompetition among sportspersons is increasing now-a-days, the sports technology has improved a lot andperformance enhancing sportswear is one of the key factor in high speed sports. The two major aspects ofperformance enhancement is -firstly, compression wear, which involves application of graded pressure onto specific parts and secondly, the study of aerodynamic behavior to reduce fluid drag in high speed sports.The present paper reviews the work in the field of performance enhancing sportswear - the approaches andevaluationtechniques followed by various researchers.
KeywordsAerodynamic drag, compression garments, recovery, sportswear, stretch, thermal comfort.
*All correspondence should be addressed to,Dr. Dhirendra Sharma,Head, Department of Textile Technology,MLVTextile and Engineering College,Bhilwara.Email : [email protected]
PEER REVIEWEDREVIEW ARTICLE

March - April 2017388
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The concept of layered clothing has been popular insportswear design. In layered clothing, the functionsof various layers can be optimized according to spe-cific end use and climatic conditions and seasons.Usually, three layers are identified - inner layer pro-vides comfort by keeping skin dry, mid layer providesthermal insulation and outer layer protects from windand/or water. In layered fabric, the inner layer made ofhydrophobic filaments and outer layer made of hydro-philic fibre is preferred [3].
Tetra channel and hexa channel fibre cross-sectionsoffer more surface area for liquid to transport and givesbetter wicking ability and faster drying [3]. High techsynthetic fabrics are light weight, capable of transport-ing moisture efficiently, and dry relatively quickly.
Gore-tex, an innovative water proof breathable mate-rial, comprises of extended layer of microporous PTFEsandwiched between two layers of nylon. The size ofthe smallest drop of water is greater than 100 µm andthe size of water vapour molecule is in the range of0.0004 µm. The pores of Gore-tex are less than onemicrometer in diameter, a single water drop is about20,000 times bigger than the holes in microporousGORE-TEX, and a water molecule is about 700 timessmaller than the pores. Thus it selectively transferswater vapour only and prevents liquid water transport[10].
2.2 Freedom of MovementThe sportswear fabric needs stretch and recovery prop-erties to be a close fit to the body and also completerecovery after stretching. There are two quantities thatare generally measured: one is the extension at a givenload, which is a measure of how easily the fabricstretches; the other is how well the fabric recoversfrom stretching to this load, usually measured as growthor residual extension.
The typical values of stretch that are encountered duringthe actions of sitting, bending, or flexing of knees andelbows are Back flex 13-16%, elbow flex lengthwise35-40%, circumferentially 15-22%, seat flex 25-30%,across 6% and knee flex lengthwise 35-45%,circumferentially 12-14%.
Knitted fabrics are preferred for sportswear, as thesefabrics have greater elasticity and stretchability ascompared to woven fabrics. [35]Knitted fabrics allowbetter extensibility, recovery, shape retention andvapour transmission than woven fabrics. [36] Techni-
cal knitted fabrics that are moisture wicking tend to bemore open in structure on the back than on the face.[5]
Lycra [Elastane] is widely used in sportswear for itssuperior stretch and recovery properties. DynamicElastic recovery [DER] can assess the instantaneousgarment response due to body movement; the bareelastane plaited fabric is found to have higher DERthan fabric knitted from spandex core-spun [3].
3. Performance Enhancement Needs3.1 Compression Athletic WearThe application of compression on specific muscles toincrease blood flow is used to enhance the perfor-mance of a sportsperson. The degree of pressure pro-duced by a compression garment is determined by acomplex interrelation between the following principalfactors: the construction and fit of the garment, struc-ture and physical properties of its materials, the sizeand shape of the part of the body to which it is appliedand the nature of the sporting activity undertaken.Ithas been proposed that the ratio of tensile force T tocircumference C represents a quantitative measure thatmay provide an approximation of many fabric proper-ties that are relevant in design of compression andgeneral sports garments.[33]
The pressure threshold of discomfort was found to bearound 70g/cm2 which is close to the average capillaryblood pressure of 80g/cm2 near the skin surface [6].Biomechanical considerations form the basis of designof specialized clothing classes e.g. sportswear, wherecompression may be applied on selected muscles toenhance performance and reduce fatigue [11]. Com-pression garments are reported to cause reduction inmetabolic energy consumed for running at specificspeed. It additionally enhances lactate removal andimproves oxygen supply. It has been reported thatcompression shorts resist fatigue due to reduced muscleoscillation during landing in sports like sprints or jumpevents [3].
The effects of compression apparel on the damping ofsoft tissue vibration andmuscle activity during tread-mill running have been investigated. The results showedthat the compression apparel increased the dampingand decreased the muscle activity. Compression ap-parel has a positive effect on soft tissue vibrationdamping and muscle activity in running [12].
Fabrics knitted with lower loop length, coarser elastane
REVIEW ARTICLE

March - April 2017 389
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
and modified cross-section of polyester filament showhigher interface pressure with lower rate of pressuredrop and good elastic recovery [9].
The tight fit and elastic nature of the garment mayhave a performance enhancement and injury reductionrole by assisting the muscles [13].
The implications for the use of compression garmentsas a means for improving recovery after exercise havebeen studied. The lowered systolic venous pressureafter exercise suggested that external pressure appliedto the lower limbs could make the superficial veinsless compliant, reducing venous pooling and possiblyimproving muscle oxygenation [14].
The impact of different laid-in stitches knitting de-signs on structuralcharacteristics, tension behavior, andinterfacial pressure performances induced by circularknittedfabrics through knitting constructional designhave been investigated. The elastic hoses with corpo-rations of laid-in and more tuck loops generated thelower values in elastic hysteresis and tensile energy inboth course and wale directions in stretch, while thehoses with more inlay threads floated behind technicalface increased the elongation property but reducedtensile resilience properties [15].
An attempt has also been made to study the effect ofinlay yarn pre-tension at the time of manufacturing ofstretch fabrics on the pressure generated by the gar-ments. [32]
Recent developments in fibres, fabrics, and finishingtechnologies enabled researchers to develop compres-sion sportswear that is based on a graded applicationof pressure to the extremities of the body in order topump the blood back to the heart faster.
Fig. 3.1: Application of graded pressure
The reported benefits of compression wear are - re-duce muscle soreness and swelling, reducing muscleoscillation during a vertical jump or fall, increase VO
2
max [a physiological index of sports performance],reduce collection of blood lactate levels in the tissue,reduce muscle injury or cramps [16]. VO
2 is a mea-
sure of cardiovascular fitness. It is maximum rate ofoxygen measured during incremental exercise.
Warp knitted fabrics are used with multiple fine qual-ity yarns. These fabrics do not have any natural stretch.The spandex mix imparts desired amount of elasticityand perfectly controlled compression. Circular knitfabrics, which have natural stretch make it difficult tomaintain the appropriate level of compression, more-over, it is less durable and likely to run if snagged[17].
The high density caused by shrinkage in the course-wise due to yarn floating rather than overlapping in-fluenced the weight and thickness of knitted fabrics.Yarn floating reduced course-wise elasticity and in-creased wale-wise elasticity in the fabric stretch test;however, yarn overlapping reduced elasticity in bothdirections.
3.2 Aerodynamic DragIn high speed sports a major part of the athlete's forceis used to overcome wind resistance, for example inoutdoor cycling it is typically 90%, and in high speedice skating, it is more than 75%. Therefore it is fair toassume that even a small improvement in the aerody-namic properties can cause a considerable enhance-ment of performance [19]. The drag force has twocomponents - one is friction drag-acting on the surfacein the boundary layer and other is the pressure drag-which is due to pressure difference between the wind-ward and leeward side of the body. With high pressurein the front, and low pressure behind, the cyclist feelsthe pull backwards, resulting in reduction in hisspeed.The surface structure [roughness, seam and fi-bre direction] of sports garments has significant effecton aero/hydrodynamic drag. [1]
The instrument used to measure aerodynamic drag isawind tunnel, which consists of a tubular passage withthe object under test mounted in the middle. Air ismade to move past the object by a powerful fan sys-tem or other means. The test object is instrumentedwith suitable sensors to measure aerodynamic forces,pressure distribution, or other aerodynamic-relatedcharacteristics.Instead of the air standing still and anobject moving at speed through it, the same effect
REIVEW ARTICLE

March - April 2017390
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
would be obtained if the object stood still and the airmoved at speed past it. In that way a stationary ob-server could study the moving object in action, andcould measure the aerodynamic forces being imposedon it.[20]
Fig. 3.2: Experimental arrangement to measure liftand aerodynamic drag [21]
The double layer concept of knitted fabrics is suitablefor performance sportswear, where each layer is sepa-rate from the other. Aerodynamic properties of thisassembly, where the base layer is made of 100% wooland an external layer made of 100% filament polyes-ter were determined. Fabric samples were placed overa single diameter cylinder to imitate the human leg.The aerodynamic resistance was acquired at differentspeeds relevant to high speed winter sports. In gen-eral, it is established that the surface roughness has animportant effect on the drag coefficient. Garment sur-face roughness depends on combination of factors suchas fibre choice and fabric construction; porosity [open-ness/tightness] and thickness of fabric assembly. Allof these factors, in turn, depend on fabric's cover fac-tor [CF]. Cover factor is the most important factor forthe determination of fabric's physical properties. [22]
The following fabric factors mainly govern garmentaerodynamics - fabric air permeability and fabric sur-face texture. The air permeability may be influencedby yarn construction, fabric cover, fabric stretch andfinishing factors. The fabric surface texture is influ-enced by fibre selection, yarn and fabric construction,fabric thickness and seam positioning.
The standard cylindrical arrangements in wind tunnelenvironments that can provide precise data on aerody-namic drag and lift and can be correlated to fabric
surface textures and material properties has been ex-amined. Due to complex surface structure, the aerody-namic behavior of a fabric is significantly differentcompared to a smooth surface [21].
The aerodynamic drag of three commercially availablenylon/spandex running apparel at four velocities hasbeen measured. Under all conditions, the high sheenand tight fit allowed air drag reduction of between17.5% to 7.4% at running speeds. A hood over hairwas responsible for 6 of 7.4% reduction in air drag.[23]The fundamental difference between knitted and wo-ven fabric structures makes the former favourable inbody fitting apparel such as aerodynamic sports ap-parel. The aerodynamic properties of the fabrics de-pend on the air permeability and on the roughness ofits resultant surface. [19]
It hasbeen recommended to use filament yarn ratherthan spun yarn in high performance suits. [24] Textileswith high permeability had higher drag than textileswith low permeability at super critical speeds. Theeffect of stretching on aerodynamic drag of alpine skicompetition suits has been reported. Results indicatedthat roughest fabrics experienced flow transition atsomewhat higher speed when stretched to 100% indi-cating that surface becomes smoother. [25]
The aerodynamic behaviour of 80/20 PET/spandexknitted fabrics under a range of angles of attack [0 to90 degrees] has been investigated and all the threeforces [drag, lift and side forces] and three moments[yaw, pitch and roll] at a timehas been reported. Themaximum and minimum value of lift to drag ratio wasobtained at 45 and 75 degree respectively.[26]
In a number of sport disciplines characterized by highspeed, aerodynamic performance of sports apparel is amajor concern. The goal is to reduce the aerodynamicdrag force and thereby increase speed. One fabricproperty which has been considered an influencingparameter on aerodynamic performance is the air per-meability. A weak dependence of flow transition onair-permeability could be found, but this could beconsidered to have a limited effect on the aerodynamicperformance of sports garments [27].
3.3 Nanotechnologyhas gained much momentum in recent years due to itswide application of principles and products. One ofthe biggest problems in sports is that of smelly gymclothes and sports equipment. Silver has been usedtraditionally due to its natural antibacterial and anti-fungal properties. This is where nanotechnology comes
REVIEW ARTICLE

March - April 2017 391
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
in. Nano silver particles that typically measure around25 nm gives particles a small volume, but a very largesurface area at the same time. The large surface areaenables the particles to interact with more bacteria andfungi, which greatly improves its effectivenessinkillingthem.[34]
Developments in nanofibres, nano-finishes, nano-mem-branes and nano-composites can be used to impartantimicrobial, anti UV, moisture control, thermo regu-lation properties etc. at the molecular level withoutaffecting the inherent flexibility and comfort of thefabric [11].Nanotechnology is allowing scientists tocreate new ,ultra-light weight swimwear that allowsthe swimmer to practically glide through the water.The water absorbed by the new fabrics is 2% of thefabric weight compared to the 50% absorption of theprevious materials, resulting in low drag swimwear.[34]
4. Summary◆ Sports apparel requirements can be classified into
two categories - essential ones - Thermo-physi-ological comfort and freedom of movement andperformance enhancement - compression wear andaerodynamic aspects.
◆ The concept of layered clothing, withthe innerlayer made of hydrophobic filaments and outerlayer made of hydrophilic fibre and tetra channeland hexa channel cross-sectional fibres havingmore surface area for liquid to transport are widelypopular for their better wicking ability and fasterdrying. Gore-tex, a water-proof breathable mate-rial is also being widey used in sports apparel.
◆ Lycra, for its superior stretch and recovery prop-erties, in combination with filament yarns havingwarp knitted structures is used for highly elasticsports apparel.
◆ Compression garment, by creating an externalpressure gradient, thereby reducing the spaceavailable for swelling, is widely used in sportsgarments. The compression garments provide thewearer with the enhanced blood flow, bettermuscle oxygenation, reduced fatigue, faster re-covery, reduced muscle oscillation and reducedmuscle injury.
◆ In a number of sport disciplines characterized byhigh speed, aerodynamic properties of sports ap-parel is a concern. The goal is often to reduce theaerodynamic drag force and thereby increasespeed. The various factors affecting aerodynamicdrag are- textile type, garment fitting, garmentstretching, air permeability, seam positioning etc.
References1. Fuss F C, Subic A, StrangwoodMandMehta R,
Routelage Hand book of sportstechnology and en-gineering, 233.
2. Gupta D, Indian J Fibre Text Res, 36(4), (2011)321.
3. Manshahia M and Das A, Indian J Fibre TextRes, 39,( 2014) 441.
4. Wardiningsih W, "Study of Comfort Properties ofNatural and Synthetic Knitted Fabrics in Differ-ent Blend Ratios for Winter Active Sportswear"Thesis, B.App.Sci in Textile Technology, 2001School of Fashion and Textiles Design and So-cial Context, RMIT University, Melbourne June,2009.
5. Ozdil N and Subhash A, Electronic Journal ofTextile Technologies, 8(3), 68 (2014).
6. Mani S, Anbumani N, Journal of Engineered Fi-bres and Fabrics, 9(1), (2014).
7. Kandhavadivu P, Rathinamoorthy R, Surjit R,Indian J Fibre Text Res, 40, 243 (2015).
8. Saricam C, Journal of Engineered Fibers and Fab-rics, 10(3), (2015).
9. Das A, "Pressure and comfort characteristics ofCompression athletic wear", First TextileAcademia Conference, IIT Delhi, 17-18 Feb 2016.
10. Water proof breathable fabric - explained, FullerM and Taylor M (2012) http://www.ukclimbing.com/articles/page.php?id=4556
11. Gupta D, Indian J Fibre Text Res, (36), (2011)327
12. AurelCoza and Benno M. Nigg, "Compressionapparel effects on soft tissue vibrations",Conf. Pro-ceedings, Biomech. 2011.
13. Doan B K, Kwon Y, Newton R,Shim J, Popper EM, Rogers R A, Bolt L R, Robertson M AndKraemer WJ, Journal of Sports Sciences,21,(2003), 601.
14. Bakken B, "The Influence of lower body com-pression clothing on markers of running economyduring sub maximal treadmill running", M.Sc.Thesis, Montana State University, 2011.
15. Rong L, Terence T. L , Wang S X, Journal ofEngineered Fibers and Fabrics, 8(4), (2013).
16. Venkatraman P, Tyler D, "Applications of Com-pression Sportswear", Materials and Technologyfor Sportswear and Performance Apparel,Abingdon: CRC Press, (2015), 171.
17. Leung Et, Rob Duffield, William J. Et., ChrisMcdonald, "Design and development of compres-sion garments for various applications"Report |(6)(2014)
REIVEW ARTICLE

March - April 2017392
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
18. Sang J S, Lee M S, Myung Ja Park, Fashion andTextiles, (2015).
19. LMBardel, Oggiano L, Troynilkov O, Konopov I,Journal of Engineered Fibers and Fabrics, 8(3),(2013).
20. https://en.wikipedia.org/wiki/Wind_tunnel21. Chowdhury H, Alam F, Mainwaring D, Subic
A,Tate M, Forster D, Jordi Beneyto-Ferre,SportsTechnol., 2, No. 3-4, 81, (2009).
22. Konopova I, Oggianob L, Carrascoc G C,Troynikova O, Satranb, Alam F, Procedia Engi-neering, 2,2837 (2010).
23. Brownlie L, Mekjavic I, Gartshore I, Mutch B,Banister E, Ann. Physiol. Anthrop.6, 133(1987).
24. Oggianoa L, Brownlieb L, Troynikovc O, BardalaL M ,Sætera C, Saetrana L, Procedia Engineer-ing, 60, 91, (2013).
25. Bardal L M, Reid R, Procedia Engineering, 34,44,(2012).
26. Moria H, Choudhary H, Aldawi F, Alam F,Procedia Engineering, 56, (2013) 297.
27. Bardal L M, Reid R, Sports Engineering,17(2),83,(2014).
28. Chen Q, Tang K P M, Ma P, Jiang G & Xu, JText Inst (11), (2016).
29. Ozkan E and Meric B, Text Res J,85 (11),( 2014).30. Varshney R K, Kothari V K&Dhamija S, J Text
Inst,101, (2010).31. Kothari V K, Indian J Fibre Text Res, 31,(3),
177,(2006).32. Chattopadhyay R, Gupta D&Bera M, J Text
Inst, 103, (2012).33. Troynikov o, SubicA, AlamF, Procedia Engineer-
ing,(6), 2823,(2010).34. TaylorD, (2008). http://nanotechnology.unlv.edu/
ee453_fall2008_projects/ee453_project7.pdf35. Uttam D, IJIEASR, 2,(1),34,(2013).36. ShishooR.,Textiles in sports, The Textile Institute,
CRC Press, Woodhead Publishing Lim-ited,104,(2005).
❑ ❑ ❑
REVIEW ARTICLE
TAI continuing Education ProgramsFor enhancing the Skill and Knowledge of working personnel
in Textile Trade and IndustryDid you discontinue your education,during earlier stage of your career?
NO WORRY ……. TAI is at your assistance.Join our ATA or GMTA courses.
ATA is equivalent to Diploma in Textiles andGMTA is equivalent to B Tech Textiles.
The courses are distance education programs and you can take up the courses,as per your convenience tomanage both your
JOB and EDUCATION.
Hurry Up and contact us at:Chairman, PAC
The Textile Association (India)2, Dwarkanath Mansion, Near Nirmal Nursing Home,
91, Ranade Road Extension, Shivaji Park, Dadar (W),
Mumbai - 400 028 India
Tel.: +91 22 2446 1145, Fax: +91 22 2447 4971
E-mail: [email protected]

March - April 2017 393
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
1. IntroductionIn the present competitive environment,fabrics produc-ers, who are open to change and diversification, haveopportunities to survive and grow. In the textile world,innovation inyarn& fibres is continuously growing,havingdefinite bearing on potential todevelop newproduct range of textile apparels & fashion fabrics.The focus of the article is to create awareness on theavailability of such specialty/next generation yarn andfibres to create new woven and knitted fabrics, just bytheir applications.
Product life cycle have its own age and goes on chang-ing with the changing needs of the customers. Hencewe need to diversify from commodity products andmould ourselves to the changing product life cycle.
Product life cycle:-Kindly Visualise, as above, theproduct life cycle. Products are developed and intro-duced in the market (Introduction phase). If theproductsare accepted by the end users, then growth ofthe product (Growth phase) starts. Producers earn prof-
its as long as there is pull for the product by the cus-tomers. After some time each product becomes com-modity product and hencedemandsand value additionstarts coming down.This is called as maturity phase.At this juncture the manufacturers need to take posi-tion to survive and grow because decline phase affectsthe business adversely. The Consumers always lookfor new and innovative ways to value add their prod-ucts. This is the time to develop new products. Thisphase is called development phase. This cycle repeatsperiodically asthe Consumers always look for new andnew ways to continuously add value and demand fortheir products.
Figure 1.1 : Product life cycle
Creation of Innovative Value Added New GenerationFabrics by Application of Specialty Synthetic Yarns
V. K. GuptaConsultant-Synthetic yarns and fibres, Director-Eurotex Industries and Exports Ltd.
AbstractThe focus of this article is to use specialty synthetic yarns for producing specialty fashion, comfort andutility fabrics. In the developed and developing countries speciality fabrics of today are being produced byapplication of specialty yarns. However in less developed countries, conventional commodity yarns arebeingused in making of fabrics. In the developed and developing countries regular exhibitions are beingheld on such specialty man made yarn and fibres like Nylon, Polyester, Rayon, Acrylic, etc. Leading fabricmanufacturers like Tactel/Dupont, Nylstar, Li-Peng, etc. take active participation to create awareness on thechanging trends in the textiles.Saree and dress material manufacturers in India like Surat, always look for new yarns for creating valueadded distinct apparels on continuous basis as competition is quite severe. In fact, countries like Japan andChina are using such specialty synthetic yarns to make apparels for India. Through this article, I am makingan attempt to encourage use of specialty man made yarns for making fashion fabrics, silk like fabrics forenhanced lustre, comfort fabrics and safety fabrics like flame retardant fabrics.
KeywordsHollow light weight, more yield,Shaped yarns, Cool effect, Air Permeability, Unique Dye effects
Author:-V.K.Gupta,M.: 9810027860,E-mail: [email protected]
PEER REVIEWEDWEAVING

March - April 2017394
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2. Present Textile ScenarioNatural yarns like Cotton and silk yarns were devel-oped and remained as king for making textile appar-els for a long time. Cotton availability declined due torequirement of land for other purpose like growinggrains and vegetables. Real estate development alsocame in picture which reduced availability to growcotton. With increased labour and processing cost, thecost of cotton yarn went on increasing. Similarly puresilk has declined due to cost of growing and labourcost. At this point, substitution of natural yarns startedcoming. Polyester yarn started replacing cotton in abig way due to low cost and better properties. Nylonyarn started replacing silk. Hence Polyester and Nylondress material and Saree with new versatile designsbecame fact of life in the textile apparels.
Commodity polyester yarns came in huge volumes.Similarly nylon commodity also saturated the dressmaterial, Sarees and other woven and knitted goodsmarket. Now trend started modernising and so declineof commodity Polyester & Nylon yarns started for usein textiles. Now product life cycle has shifted to newSpecialtyproducts in Nylon, Polyester and also inRayon.
In this article, new next generation man made yarnsshall be projected for fulfilling changing needs of thecustomers and end users.
◆ Specialty Synthetic Yarns to Produce Next Gen-eration/Specialty Woven and Knitted Fabrics:-Recent developments in the Man Made SpecialtyYarn and Fibres are revolutionary. Some of themare:
A) Special Shaped Nylon and Polyester High Per-formance Yarns:-Normally, synthetic yarns are produced with round ortrilobal/triangular cross sections. Recent developmentofshaped yarn has given rise to specialtycross sectionsfor changing yarn reflectance pattern. Some importantshapes are quadralobal (four lobs), Pentagonal (fivelobes), Hexagonal, Octagonal. Such shapes create scat-tered reflectance of light and exhibits special effects.
High performance /Shaped YarnsQuadralobal (four lobs) Cross Section Nylon/ Polyes-ter
Figure 2.1 : Mechanism of Creation of Cool Effectand Silk like reflectance in Synthetic Yarns
The modified cross section Yarns like four lobed(quadrilobal) actually have more gaps between twosuch yarns in the woven and/or knitted fabrics as com-pared to normal circular or trilobal cross section yarns.Shaped yarns have higher surface cover area comparedto the normal and hence it soaks more perciparationfrom the human skin, speeds up the conduction andremoves from the gaps (pores) between the yarns. Sopersiparation out easily and faster. The air permeabil-ity in such fabrics is also much more and so results incool effect.
Such yarns also give silky appearance due to yarncrosss section shapes. For example, quadrilobal havefour legs compared to circular and/or triangle crosssction. Four curved portions reflect the light inconcentated focus star shape. This creats silk like re-flectance in the fabric. Due to special cross section,fabrics dry quickly and dyed fabrics appear darkercompared to normal synthetic yarn cross sections. Feelalso becomes soft.
Shaped Yarn Special Characteristics:*Cool effect,*Sophisticated glittering,*more Like silkeffect.*Deeper dye compared to round/trilobal crosssection.*Crisp effect.*Higher fabric surface cover&fabricyield.* Quick drying.
End use applications:-*Ladies Salwar suit/Dress material for cool effect andair permeability.*Cool effectSarees -blouse, Salwar -suit in the warm climate.*Gents shirting, T shirts &apparel.*Hosiery, under garments for vicking action
WEAVING
Texttreasure
It is strange that only extraordinary men make thediscoveries, which later appear so easy and simple.
- Georg C. Lichtenberg

March - April 2017 395
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
and cool effect.*Sports Wear, like tracksuits.*Knitwears for dress material. *WindCheaters.*Inner Liners. *Crepe bandage.
B) Hollow Synthetic Yarns:-Specialty:- 20-25% Hollow hole in the yarn withoutadverselyaffecting external surface and yarn character-istics compared to normal solid yarns. Light in weightof the fabrics, due to hole in centre,is equivalent to thehollow portion. The hole in the centre also retardsheat/cold conductivity compared to the solid yarns.
Cross section of hollow yarn20-25%Hollow portion in the centre
End use applications (USP):-*Light weight fabrics knitted and/or weaved apparels.*Ladies wear like Salwar Suit, Sarees, skirt,*Men'sApparel, Wind Cheaters and T shirts. *Sportswear,Hosiery, Knit wears.*Inner lining fabrics. Summerjackets. *Netting knitted fabrics, Burka and Duppatta.*Airtex light-weight fabrics.*Light weight Jeans.*TShirts.*Medical use like Crepe bandages.
Advantages of Hollow Nylon yarns (USP):-*Suitable for weaved and knitted fabrics.*Customershappy to get 15-20% more fabric Length vs Normaland so more fabric yield/unit weight. *Feather toucheslight weight fabrics*Comfort, heat insulation and lightweight feather touch fabrics.*Good for use in fabrics,All types of Knitting, Bolting cloth, Medical.
C) Versatile dye effect yarns for lively &fancy ef-fect fabrics:-*Cationic Dyeable Synthetic Yarns:-Both, nylon and polyester are extensively used in In-dia to make woven and knitted textile apparels. Theyare used in a big way in dress material for ladies like
salwar suit, skirts, blouse and mainly in sarees. Gentsclothing is also mainly with Nylon and polyester yarns.
Normal Polyester filament yarn is dyeable with dis-perse dyes. Disperse dyeing is done at high tempera-ture and pressure but Dyed products do not exhibitlively deep dyeing. However,Normal Nylon filamentyarns are dyed with acid dyes, resulting deep and livelydyeing effects.
Cationic dyeable Nylon and Polyester are specialtyproducts. Polyester and /or Nylon are anionicallymodified in polymer stage so that the yarns can bedyed by cationic dyes. Cationic dyeable Polyester /Nylon yarns do not require high pressure and tempera-ture dyeing like in polyester but it is dyed at lowtemperatures to give deep and lively dyeing effect.
Cationic dyeable Polyester is available in India sincea long and being used for specialty effects in the fab-rics but cationic dyeable Nylon was not available inIndia. Recently cationic Dyeable Nylon has been pro-duced in India. Cationic dyeable nylon is used forhigh class fabrics to giveversatile specialty effects isandgaining momentum in the woven and knitting segmentsfor rich silk like fabrics.
End Use applications and advantages of CationicDyeable Synthetic Yarns:-a)Differential Dye/ Multicolour Effects:- If the fab-ric made of normal nylon and cationic Nylon with anydesign and dyed in acid dye bath or cationic dye bath,there shall be differential dye effect because cationiccomponent shall not dye with acid dyes and vice versa.If such combination of Nylon and cationic dyeablenylon is dyed in the same bath containing acid dye andanionic dyes, the both the components shall dye as wedesire depending on the recipe.
Similarly fabrics made of Polyester and Cationic dye-able Polyester and dyed with anionic dyes then normalpolyester shall not be dyed, giving very goodmulticolour design effect.
b)Ease of dyeing: In polyester, the cationic dyeablepolyester dyes at low temperatures without high pres-sure and hence saving in energy. The shades obtainedare also deep and lively for making beautiful fabrics.
*UltraDeep and Very Light Dyeing Nylons: Ultradeep and light dyeabilty yarns are created in Nylon bymodifying the polymer at Polymerisation stage. It dyes
WEAVING

March - April 2017396
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
extremely deep to produce deep dyed apparels likeSarees and dress material. Similarly very light shadedyeability yarns are pre produced by chemical modi-fication during Nylon Polymerisation. Such a varia-tion in dyeing with acid dyes can produce high differ-ential dye effect and also designs, as we desire,by usingnormal dyeable, ultra deep dyeable and/or light dye-able nylons. Beautiful fabrics are possible with differ-ent permutation and combinations.
*Modified polyester for deep dye effect when dyedwith disperses dyes: Normal polyester yarnhas a rigidbackbone; this combined with significant crystallinity,makes it difficult to dye. The dyeability can be in-creased by using a copolymer during Polycondensa-tion process of making polymer. The modified polyes-ter dye easily and comparatively darker due to reducedcrystallinity and presence of copolymer.
*Spun Dyed Synthetic yarns for dyed/designed fab-rics:-a) Various methods for dyeing nylon and polyester
yarns for use in fabrics:-*Dope dyeing by dye mixing duringPolymerisation.*Dyeing of the chips through aprocess.*Conventional yarn dying.*Spun dyeing-master batch feeding in spinning.
b) Specialty of spun dyeing:- *Dyed during yarn spin-ning by dosing master batch dyed chips throughweigh feeder.
c) Advantages of master batch spun dyed POY &FDY yarns:-
*Low dying cost, compared to the above methods.*Easychange over from one colour to other.*Small dyed lotspossible.*Less mix up chances.*Less cost to thecustomers.*Very good light and wet fastness as com-pared to conventional dyeing.
End use applications (As drawn, textured, air tex-tured yarns):- All applications, where dyed yarns areneeded.*Textile Apparels through weaving and/or knit-ting routes.*Tapes/ low width.*Sox and hosiery prod-ucts like track suits.Host of other end use applications.
D)Bi-Shrinkage/ Differential Shrinkage Polyester/Nylon yarns:-Introduction and technical back ground of Bi-shrinkage yarns:-Bi-shrinkage yarns are combination of two yarns ofdifferent shrinkages combined to create one composite
yarn. The yarns are characterised by the special "Shrinkbulk effect", i.e. when fabricsknitted or woven manu-factured from such a yarn and subjected to hot wetprocessing/finishing, theyarn differentially shrinks. Theshrinkage differs from filament to filament .Thus lowshrink components loop out from the core, unlike thehigh shrink components (as shown in the diagrambelow). This provides the bi-shrinkage product with avery nice textured effect, peach effect, brushed effector terry loop effect, depending on the fabric construc-tion, and the component yarn characteristics used.
*Synthetic Yarns with Bi-shrinkage effect:- Polyes-ter filament yarns are widely used for making Bi-shrink-age by adopting different methods.Now Nylon Bi-shrinkage yarns are also available, which are made byunique technique for effective bi-shrinkage effects.
*End use application to create Bi-Shrinkage Yarns(BSY) :-Differential or Bi-shrinkage effect can be produced byvarious ways, e.g. ATY process, combining on dou-bler or draw winder or Draw texturizing. One NormalPolyester/Nylon yarn and the other Bi-shrinkage yarn.These days Air Texturing process (ATY) is very popu-lar to produce excellent textured BSY with lower costcompared to draw texturizing process.
The process has the potential to create yarns that canalso replace textured yarns in certain applications.In principle, BSY (bi-shrinkage) yarns result in asoft-touch fabric with a very different feel.Japaneseresearchers claimed that "it provides a brushedfeelwithout the brushing".
* Specialty of BSY yarns in knitted and Wovenfabrics:-1) Peach skin effect. 2) Textured effect. 3) Brushedeffect. 4) Terry loop effect. 5) Shingosen fabrics (Japa-nese) with aesthetic touch.
E) Bi-Component Yarns:- The man-made fibres/yarnsof two strongly bonded (but separable)polymers od
WEAVING

March - April 2017 397
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
different chemical and/or physical construction.
Due to the different shrinkage behaviour of the twopolymers, when treated, crimping takes place, whichcan also be described as chemical-thermaltexturising.The most important end use applicationsare in knitted fabrics, woven fabrics, textile floor cov-ering, non wovens, etc.
F) Flame retardant Yarns:- Fire accidents generallyresults in considerable loss of life and property. Mainlyfire accidents occur due to burning of textile yarns/fibres. The blend yarns like polyester and cotton arehighly flammable. Nylon and Polyester flame retar-dant yarns resist such types of burning. Such yarns areused to makefire protection fabrics, Ladies kitchenapron and also apparels prone to fire hazard. Fire re-tardant fabrics are used in hotels for furnishing andlinen. In aircraft also fire retardant fabrics are used.
G) Antibacterial/deodorant Yarns:- Now people arevery health conscious and so need to make biodegrad-able, antibacterial,deodorant textile apparel. Moreoverbacterial growth in fabrics cause skin irritation, offen-sive odour, visual spoilage and disfiguring stains mak-ing the fabrics unusable.Hence creation of such yarns/fibres/fabrics is essential and is being done now.
H) Hygroscopic Yarns:- Yarns and fibres with lessmoisture absorption and regain,cause multiple prob-lems like Static development, skin allergy. Althoughpolyester yarn has all the advantages in apparel butmoisture regain is a problem. Now process has beendeveloped to increase moisture absorption to createcomfort and avoid skin diseases.Nylon and Polyesterhygroscopic yarns are available for comfort and feellike natural yarns.
I) Optically whitened Yarns:- Lustre and whitenessofNylon and /or polyester yarns and fibres can bealtered by additives and /or surface structure of theyarns. Knitted/woven fabrics made from such yarnsexhibit specialenhancedwhiteness on permanent basis.Normally such yarns are used in knitting, speciallynetting fabrics, bolting cloth and other apparels.
J) Micro fibres/Yarns:- Very fine individual denierper filament yarns in Synthetic yarns are called Microfibres/Yarns. Low denier with high number of fila-ments in yarn exhibits a soft feel, soft gloss and highfabric density. Such micro silk type yarns are becom-ing high value added for textile fabrics of modern age.
Following is broad classification of yarns on the basisof denier per individual filament:-
Yarn/ Fibre type Denier per filament (dtex)1. Coarse Over 72. Medium - fine 2.4 to 73. Fine 2.4 to 1.04. Micro 1.0 to 0.35. Super-micro below 0.3
There is high growing demand for high grade apparel.Fabrics, using low denier textured microfilament yarnscreats high quality fabrics with excellent touch, drapeand gorgeous appearance.End uses of microfiberalsoinclude water and wind proofing properties suit-able for fabrics like wind cheaters and similar applica-tions. Finding increased use in fashion clothing, sports-wear. Micro-fibres are most suitable for filter media intechnical textiles.
K. Airtexured Yarns:- Aitextured yarns have becomevery popularas specialised yarn to create special ef-fects for apparel as well as furnishing/industrial use.Special airtex machines are used to make normal tex-tured yarns and also creating in big special effects likedifferential shrinkage, differential dye effect, thick &thin yarn, slub effect, interlaced yarns and many oth-ers.
Airtextured yarns can offer an entirely different lookand hand to any fabric. Airtextured yarns can be usedin broad range of fabrics from simple light weightsrim all the way to very heavy duty soft luggage fab-rics, from light weight swim wear to heavy weightparkas. End use products are becoming very popular,like sewing thread, sports-wear, Leiser wear, Men'sand Ladies apparel, Rain wear, automotive fabrics,coating, decorating fabrics.The airtex yarncan substi-tute nicely expensive natural fibres like silk, wool andcotton and still feel spun like, can replace very expen-sive fine count spun yarns for dress weight and blouseweight fabric. ATY yarns can replace coarse countyarnsor heavy denier false twist yarns.
Compared to draw textured yarns, ATY is a yarn withzillions of small loops, which give it a distinct feelingand look, whereas DTY is ayarn with preferably no,loops at all. The loops in AY contribute to the bulkand loft of a fabric, where as in DTY the even crimpin every filament creates the bulk and volume of thefabric.
WEAVING

March - April 2017398
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
ATY yarn has advantages of high yarn stability, highbulk, reduced boiling shrinkage,low and uniform pack-age take off tension, high pilling resistance, uniformappearance, sizing of warp beams may not be neces-sary for slower running looms.
The ATY process can be used to create varying effectsby using specialty fibres as indicated in this chapter.Combining two or more yarns in this process is calledas commingling, which helps in making fancy spe-cialty yarns.
ATY Yarns are available for weaving and knittingsegment manufacturers.
3. ConclusionCustomer needs are never static but dynamic, chang-ing with the time. Textile fashion world has changedtremendously. It is necessary to cope up with the chang-ing fashion in apparels, comfort, lustre, feel, designs,furnishings, safety fabrics, unique drape, handle, dyeadvantages, easy care. Strength, suppleness, weatherproofing and breathable etc, synthetic yarns are con-tributing significantly through versatile effects, shapes,enhanced air permeability and cool effect,feather touchhollow, increased moisture absorbance, flame retardency(knitted and woven segments). Creating aware-ness on such changes is the main objective of thisarticle.
Now the fabric manufactures (Weaving & knittingsegments) can take initiative to create tomorrow's fab-ric today.The change shall be comparatively economi-cal with higher value addition through unique range ofapparels with added advantages to the customers. Forexample, hollow yarns shall give more woven/knittedfabric yardage per unit weight, associated with lightweight apparels for comfort, without losing on itscharacteristics. Using shaped yarns, airtex yarns, widerange of sports-wear, wind cheaters, T shirts,high per-formance fabrics for ladies wear are possible. The skillto orient differently,various yarns in 100% and/or com-binations can create wide range of apparels with uniqueget up.
References1. Dictionary of Man Made Fibres by Hans J.
Koslowskiand Sachtleben.2. International fibre journals.3. SpecialtyPolyamide and Polyester yarns by
Dr.T.Manabe.5. Technical brochure, Li Peng/ Lealea Enterprises,
Taiwan.6. Tactel Dupont Technical brochure.7. Technical literature -Barmag/Saurer.
❑ ❑ ❑
WEAVING
Connecting you with right
audience for strengthening
business promotion
www.textileassociationindia.org

March - April 2017 399
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
1. IntroductionGlobalization and fast changing business practicesputting organizations under tremendous pressure toconstantly improve product or process quality, deliv-ery index, performance, and responsiveness along withreducing costs. Organizations also increasingly explor-ing ways to leverage their supply chains and givingmore focus on the role of suppliers in their chain. Inother wards firms are now more trying to utilize theirresources and increasing the value of the supply chainand in return they are experiencing more flexibilityand responsive to the demands and customers.Outsourcing allows firms to utilize the capabilities,expertise, technologies, and efficiencies of their sup-pliers. Increased outsourcing, however, implies greaterreliance on suppliers and commensurate need to man-age the supplier base. Development and maintenanceof long-term relationships between buyers and sellersis the key to industrial buying success. Existing sup-plier relationships are a powerful competitive advan-
tage for company. Relational exchanges can contributeto product differentiation and create barriers to switch-ing for suppliers and buyers.
Today, large and small companies are making partner-ships with suppliers a foundation of their supply strat-egies. At an operational level, the benefit to a buyer ofdeveloping close relationships with key suppliers comesin the form of improved quality or delivery service,reduced cost, or some combination thereof. At a stra-tegic level, it should lead to sustainable improvementsin product quality and innovation, enhanced competi-tiveness, and increased market share.
The Indian Apparel Industry has an overwhelmingpresence in the economic life of the country. It is oneof the earliest industries to come into existence in thecountry. The sector has a unique position as a self-reliant industry, from the production of raw materialsto the delivery of end products, with considerable value-addition at every stage of processing apart from pro-viding one of the basicnecessities of life, the apparelindustry also plays a pivotal role through its contribu-tion to industrial output, employment generation andthe export earnings of the country.
The Indian apparel market has demonstrated resilience
Study to Determine Factors affecting long-termBuyer-Vendor Relationship in Domestic Apparel Industry
Akhilendra Pratap Sonkara, Dr. Chet Ram Meenab*Dept. of Fashion Communication, National Institute of Fashion Technology, Raebarelia
Dept. of Textile Design, National Institute of Fashion Technology, Mumbaib
AbstractGrowing Indian apparel industry with fast changing business practicesand fashionis putting organizationsunder tremendous pressure to constantly improve product quality, delivery, performance and responsivenessalong with reducing costs. Even though both buyer and supplier want to sustain their relationship so thatthey can concentrate on only these above mentioned points but due to conflicts and issues they stop workingwith each other and look for other resources which again require a lot of time to understand the require-ments of both vendor and buyer. There are so many of issues which occurs while buyer and supplier worktogether to achieve their business goals but not all the issues play major role for friction and further indiscontinuation of buyer and vendor relationship.Hence alittle empirical research has been conducted to findout the factors which are often the reason for friction between the buyer and vendor.Findings show thefactors that are very often and often the reason for friction between a buyer and supplier and affect theirlong-termrelationship. If worked upon further, these findingswill help industry to look after these issues tohave a healthy and long term business relationship.
KeywordsBuyer, Vendor, Relationship, Apparel Industry, Suppliers, Business etc.
* Dr. Chet Ram Meena,Assistant Professor, Department of Textile Design, Room No. 310,Plot No.- 15, Sector- 04,National Institute of Fashion Technology, Kharghar,Navi Mumbai- 410210Mobile: +91- 9920720970Email: [email protected]
PEER REVIEWEDAPPAREL

March - April 2017400
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
and growth in an environment characterized by sloweconomic growth. The domestic apparel market, whichwas worth INR 207,400 Cr as of 2012, is expected togrow at a compound average growth rate (CAGR) of10% over the next decade. Further, the recent omis-sion of excise duty on branded apparel has providedan impetus to retailers in terms of the overall marketsentiment.Indian apparel market is segmented in threedifferent ways: segmentation by user category, seg-mentation by use and segmentation by price.
1.1: Buyer and Vendor RelationshipBuyer is the person or organization that purchasesproducts from suppliers. A buyer could be a manufac-turer purchasing raw materials or a customer buyingfinished product from a manufacturer. The relation-ship between the buyer and seller can be either shortor long term, involving regular purchases based onestablished agreements. Both short term and long termbuyerand seller relationships have advantages and dis-advantages. Short term relations can be useful when adegree of flexibility is required. For example, shortterm agreements give the buyer the option to switchsuppliers for their next purchase. They can also bebeneficial in markets where the prices of materials arevolatile and long term commitments are not appropri-ate. The high level of competition to win short termcontracts can also provide opportunities for price dis-counting and special deals to be done. However, shortterm arrangements also have their disadvantages. Theygenerally provide little scope for payment and orderflexibility. For example, a new supplier on a shortterm agreement will want a definite order and promptpayment. There is no trust built up over time betweenparties, so the opportunity to share market informationis also reduced.
There are many advantages that come as a result ofhaving strong buyer and seller relations over a periodof time. There is a greater commitment from bothgroups which means that you will be better able torely on them when it comes to orders and payments.There may also be more scope for discounts after therelationship is established and there may be more flex-ibility in the timing of payments. Trust between thebuyer and seller is developed over time and this mayallow for the sharing of information, forecasts, knowl-edge and customers between the buyer and seller.
1.2: Necessity of having Buyer -Supplier Relation-ship in IndustryBuyer-supplier relationship in the supply chain is one
of the most important elements of supply chain inte-gration. Establishing and managing effective relation-ships at every link in the supply chain is becoming theprerequisite of business success. High volatility in theretail industry reflects rapid fluctuations in customerdemand and unpredictable market trends. In addition,environmental diversity reveals uncertainty in the glo-bal business environment. Facing market volatility anddiversity, retailers are encouraged to develop a longterm relationship with their partners to deal with un-expected market demands.
Business relationship stands on understandings ofmutual business needs, benefits and sincere wish tocontinue relationship for the common shared objec-tive. The most important element of the supply chainis buyer-supplier relationships. A sustainable and ef-fective relationship is the prerequisite of organizationalsuccess. The priorities like resource maximization,investments, time and regulatory compliance may forcethe relationship into stressed zone. The role of organi-zations is to make a balance of mutual expectationsand to address the issues well within time frame sothat healthy relationship between buying organizationand selling organization can prevail.
1.3:Dimensions of Buyer-Supplier RelationshipThere are five prominent dimensions of the buyer-supplier relationship:
1.3.1: TrustTrust is a crucial factor in sustaining the complexbusiness network and contributing to the success of afirm in business communities. Trust indicates "aperson's reputation for trustworthiness on both a pro-fessional and personal level as well as credibility in abusiness situation". The reputation of the supplier'sfairness has a significant effect on its credibility in thebusiness, and consequently satisfactory credibility willcreate higher level of trust.
1.3.2: CommunicationEffective communication in channel relationships canenhance levels of channel membercoordination, satis-faction, commitment levels and performance. In fash-ion apparel industry, frequent communicationbetweenbuyers and suppliers can expedite quick and accurateresponse to volatilemarket and reduce the costs andimpact of inaccurate forecasts. Withthe presence oftrust and support, channel members are more willingto pass informationupward and promote bidirectionalcommunication. Consequently, itwill help better match
APPAREL

March - April 2017 401
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
supply with demand and increase profitability forchannelmembers. Effectivecommunication is crucial tomaintain a long-term buyer-relationship and achievehigh performance.
1.3.3: Interpersonal RelationshipInterpersonal relationships play a significant role inIndian domestic industry hence if maintained it willhelp to manage the long term business relationship.
1.3.4: CooperationCooperation between the exchange parties reflects theexpectations of working together to achieve mutualand individual goals jointly. The cooperative inter-business relationship is primarily based upon personaltrust between business parties. Most businessmen saythat the most reliable sources of information come fromclose relationships within and among business organi-zations. Without close relationship, the suppliers orbuyers are not willing to share information and haveless intention to cooperate.
1.3.5: Power-DependenceThe issue of power is closely associated with the na-ture of dependency in business relationships. Powerplays a significant role in the supply chain, and thedifferent sources of power have differing impact oninter-firm relationships and the performance of theentire supply chain.
1.4: Purchasing ProcessThe relationship between a buyer and supplier startswith the negotiation process which actually involvesthe mutual discussion and agreement between the buyerand supplier as to the terms of various business trans-actions. It is the bargaining activity that occurs be-tween buyer and supplier over certain goods and ser-vices to avoid any conflicts later on. This processprovides an opportunity for both the parties to under-stand each other requirement so that accordingly theycan set their goals. A variety of activities involved inthe process help them to meet their objective. Chiefamong the negotiating activities are:
1.4.1: Buying AuthorityWhen buyer is employed by the brand/company, he orshe is given the authority to act on behalf of that firmas a duly authorized agent and will represent the firmin dealing with merchandise resources. Generally inindustry buyers are specialized in their categories andthey only deal for their category.
1.4.2: Securing Discounts and AllowancesA second activity involved in the negotiation processis securing discounts and allowances. A discount orallowances may be defined as any reduction in the listor quoted cost to buyer by vendor.There are three kindsof discounts available for the buyer by supplier theseare Quantity Discount, Seasonal Discount and CashDiscount.
1.4.3: Arranging Transportation and DistributionArranging transportation and distribution is a thirdimportant negotiating activity. When considering trans-portation arrangements, the buyer should ask himselfor herself two important questions: Who is to pay forthe cost of transportation? And who is to own themerchandise and be responsible for it while it is enroute?Transportation terms offered by the vendor maybe either prepaid of to be paid by brands when itreaches to their warehouse.Time and cost are twoimportant elements the buyer must consider whendetermining methods of transportation and storage.
Distribution arrangements also require close consider-ation. Since many brands have spent millions of dol-lars to create state of the art distribution centers thatcan process huge amounts of merchandise efficientlyand in cost saving manner, distribution negotiation mustbe made carefully.
1.4.4: Seeking Price GuaranteesSeeking price guarantee is a necessary activity in thenegotiation process. The retail buyer may seek a guar-antee from the vendor to protect him or her againstpossible future price fluctuations. For example a buyermay ask for the seasonal discount along with the priceguarantee. The vendor may be willing to make conces-sion to obtain early orders from buyers. The priceguarantee is fairly common for seasonal merchandisebecause the vendor is eager to encourage the buyer toplace early orders, or the vendor may use price guar-antee along with the quantity discount to encouragebuyer's of staple goods to place especially large or-ders.
1.5: Causes of Friction between Vendors and BuyersThere are some important causes of friction whichoccurs between vendors and buyer while they worktogether.1.5.1: Shipping ProblemsEarly, late and split shipments can cause friction be-tween vendors and buyers. For example, if the buyer
APPAREL

March - April 2017402
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
has limited storage space then it may be impossiblefor him to accept merchandise before the given deliv-ery date in purchase order. Also early shipment re-quires early payment which can affect buyer financialplanning for the season. So if a buyer doesn't want anearly shipment of goods, this should be clearly writtenin the order form.
Late shipments also cause problems for the buyers.They may find themselves with an inadequate assort-ment of merchandise, which may cause their customerto shop elsewhere. The buyer may be stuck with outof season goods. Prior information from the vendorwould help buyer to plan more effectively and elimi-nate heavy markdowns.
Split shipments often are an unusual hardship for thevendors as well as the buyer. A manufacturer/ vendorwho is not able to ship the entire order in one go maymake a partial shipment on the confirmed deliverydate with a notation that remainder will be shipped ata later date. However when the balance portion is ready,the buyer may refuse to accept the goods/ merchan-dise, even though he or she has not previously notifiedthe vendor of intention to reject the goods.
1.5.2: Product Quality IssuesPoor product quality shipped by the vendor may alsobe the cause of friction. For example if the product isnot up to the quality which was specified by the buyermay lead to dispute between buyer and supplier.Qualityissues can be fabric defect, trims and accessories de-fects and print / embroidery quality not up to the markor different from what was approved earlier. Qualityissues in garmenting and fitting.
1.5.3: Return and Adjustments of GoodsSome brand return the goods after the season is overor merchandise is not selling properly in store to thesupplier, when they have no legal right to do so. Forexample if the merchandise is having very poor re-sponse from the customer in store they will returngoods to vendor saying quality issues or some otherissues.
Vendor may agree to take back merchandise, particu-larly if the brand is a good customer of them. On theother hand, some vendors may refuse to accept legiti-mate returns or to make adjustments when they them-selves are responsible for the fault. Such practices willcause friction and lead to poor vendor buyer relations.If objectionable practices become excessive, the buyer
may seek another vendor or the vendor may drop thebuyer account.
1.5.4: CancellationA cancellation policy should be agreed on betweenbuyers and vendors. The following list is the represen-tative of conditions under which orders may be can-celled:◆ When merchandise is not shipped by the final
due date specified on the "Purchase order".
◆ Major Quality concerns.
◆ When the vendor or manufacturer receives a can-cellation notice from the buyer.
◆ Buyer and vendor mutually agreed upon the can-cellation.
1.5.5: Special Orders and Minimum OrdersSpecial orders enable buyers to provide for specialneeds of customers or to target some specific group ofcustomer for expansion. On the other hand, specialorders are costly for manufacture to handle and there-fore they avoid working on them. To discourage spe-cial orders, a manufacture may charge an extra han-dling fee, which buyer object rather strongly.
1.5.6: Selling Competitors and ExclusivesVendor selling same product line to competitor's buy-ers also causes friction between both the parties assome time it leads to copying of styles.Exclusive agree-ments may be arranged between vendors and buyers.The purpose of exclusive agreement is primarily toprotect the buyers from having the same goods offeredfor sale to his her Competitors.
1.5.7: Fashion PiracyFashion piracy is matter of concern among vendorsthemselves. However, occasionally a buyer will copya vendor's sample or hold out a sample and seek an-other supplier to reproduce the article. Buyers andvendors must establish policies prohibiting such prac-tices.
1.5.8: SubstitutionsOften a vendor will have to send the buyer substitutesfor the original merchandise offered. Sometimes whenreorder is placed by the buyer it's not possible forvendor to get the same fabric again, so they buy simi-lar fabric to produce the order and meet the demand.In such cases supplier should notify the buyer of thesubstitution and get the permission to ship the goods.Sending goods without the prior notification and ap-
APPAREL

March - April 2017 403
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
proval can leads to a friction between buyer and sup-plier.
1.5.9: Failure to follow Instruction & Improper com-municationFinally, friction between vendors and buyers is causedby failure to follow instruction like not following theproper method of shipping the goods as advised by thebuyer can lead to more expenses, similarly in produc-tion also if buyer instructions are not being followedcan lead to poor quality product.
Improper communication too is an important factor ofcausing friction between both the parties. Hence boththe parties should communicate properly so that trans-parency between business and relationship can bemaintained.
4 Methods & Materials4.1 Research DesignPlanning of the process to collect and analyze theneeded information. After doing the literature surveyand studying the buyer vendor relationship and itsimportance and based out of the working experienceof the author, objective of this research paper was tofind out the major factors which affect the buyers andsuppliersrelationship.A quantitative research needed tobe done using empirical research method to collect theaccurate data and result. Therefore following steps havebeen followed to conduct the survey.
4.1.1: Description of InformantsAbout 50 informants were asked to participate in theresearch. The informants work in various positions incompanies and involved in buying, manufacturing,developing and managing relationship. Their geographi-cal locations were Delhi NCR, Ludhiana and Banga-lore. Reason for this was to have a more varieties ofinformants so that a clear picture can be drawn.
4.1.2: Plan for Sampling and RecruitmentSampling design refers to part of research that dealswith the method of selecting items for research study.Description of Method:
Step I: Step I of sampling design is to define the popu-lation. In context to this researchobjective suitable agegroup for samplingwas28-35 years with minimum 7-8years of experience to get the accurate input.
Step II: Sampling Technique SelectionBefore asking questions directly initial interactions were
conducted to getthe idea about their opinion for thistopic. An informal interview was conducted with 25-30samples to find out the issues which normally occuron regular basis and affect their working and relation-ship with their buyer/ vendor.
To get the proper results and to evaluate the opinionreceived from the samples a questionnaire was pre-pared which was covering all the 5 dimensions of abuyer vendor relationship. Next step was to float it tothe samples by email. Research method, which wasused to conduct this survey, was empirical researchmethod in which informants had to answer the ques-tion based upon their experiences in industry.
Step III: Step IIIwas to select the sample size, whichcan give the correct picture of the entire population.Lookingat the geographical reason, age group andexperience of handling buyer/ vendor,45 samples werecontacted who represents approximately 3% of totaltarget population but out of those 35 samples respondedand further only 30 received questionnaires were ad-equate for data analysis and result.
4.1.3: EthicsThe author had obtained consent verbally before ask-ing them to fill the questionnaire which was sent tothem through email.Some samples didn't have time todo the same so the survey was conducted through tele-phonic conversation so that desired number of samplesresponse can be maintained. There will not be anybenefits to theinformants directly but as far as benefitsto industry, it is hoped that this will provide informa-tion aboutmajor reason for conflicts between the buyerand vendor those further can be looked upon by indus-try experts to find solutions or way to avoid these. Itmay help other students/researchers who are also in-terested in this topic.
5. Result and Discussion30 samples were collected which represents the targetgroup. The method for the sample selection and re-search was empirical research method. The outcomeof the data analysis described below.
5.1 Conflicts between Buyer and VendorThe analyzed data through simple questions (Annex-ure I) reflects that every buyer and supplier face someconflicts while working together. 100% of samplingpopulations of buyer and vendor have faced some kindof conflicts.5.2 Importance of Maintaining the Buyer andVendorRelationship
APPAREL

March - April 2017404
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Table shows that 100% of population thinks that it isvery much important to maintain the buyer supplierrelationship. Reason for this they think is that if it willbe maintained and nourished,it will save their timeand cost both and also it will help them to plan andachieve their business goal more efficiently and effec-tively.
Table5.1: Importance of Maintaining BuyerVendor relationship
Very much Important Not that rrelevantImportantI Important
30 0 0 0
100% 0% 0% 0%
5.3 Short Shipment DeliveryShort shipment delivery term used when shipped quan-tity is less than the quantity mentioned in the purchaseorder. Nowadays almost all the established brands havepre booked order quantity and if they receive lessquantity its affect their sales and business goal for thatseason. Figure 5.1 shows that 7% of people say thatvery often it's the main reason for their friction, whereas50% of sampling population says often this is the mainreason for their conflicts with the buyer, 27% of sam-pling population selected sometimes and 17% of sam-pling population says that hardly it is the reason forconflicts between their relationship with buyer/vendor.
Figure 5.1: Short Shipment Delivery against thePlaced Order
5.4 Product Quality IssuesConsumers are very much aware about the productquality and the price they pay for that product. Sowhen they receive or find the product inferior or notup to the price they have paid, It affect their buyingwith that brand and also they do bad mouthing aboutthe poor quality of the brand's product. Which alsoaffect the brand image hence when a buyer placesanorder with their supplier they specifically mentionall the quality related terms with them to avoid any
issue at later stage.Still if a buyer receives any issuerelated to qualityits affect their relationship, as shownin below Table 5.2 27% of sampling population saysthat it's the main reason for their conflicts, 43% optedfor often the reason for conflicts whereas only 23%and 7% of population says sometimes and hardly re-spectively as a reason for conflicts.
Table 5.2: Quality Issues in Shipped Styles
Never Hardly Sometimes Often Very oftenor almostconstantly
0 2 7 13 8
0% 7% 23% 43% 27%
5.5 Return of Finished Goods to the VendorThere are so many reason for returning the goods tosuppliers it can be quality related issue, late deliverybythe vendor to the brand without giving any priorinformation and also if product is not saleable fewbrands return the goods which is ethically not right assupplier manufacture goods as per the brands require-ments and if return, it will gave them a big loss. Henceif such kind of issues arises every season it affects therelationship between the buyer and supplier.As showin Table 5.3 that 20% of population says that if itoccurs for 2-3 season they discontinue their businessrelationship, 27% opted for often a reason, 17% cho-sen sometimes, 23% and 13%says hardly and neverrespective for the reason for friction. It is because ifthere is some serious qualityconcern vendor don't cre-ate any issue and accept the goods.
Table 5.3: Return of finished goods to the vendor
Never Hardly Sometimes Often Very oftenoralmost
constantly
4 7 5 8 6
13% 23% 17% 27% 20%
5.6 Late Delivery of GoodsFigure 5.2 shows that it's a very crucial point as 37%of sampling population says that if delivery will belate it's going to affect the sale for that season and willlead to markdown and subsequently to a loss that iswhy it's very important for a supplier to follow thegiven delivery date and if they don't adhere they dis-continue working with them. 33% of sampling says
APPAREL

March - April 2017 405
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
that often it's the reason for their friction, 27% and 7%opted for sometimes and hardly respectively.
Figure 5.2: Late Delivery of Goods
5.7 Early Delivery of GoodsEarly delivery term used when vendor supply goodsbefore the confirmed delivery date. It happens rarelyand accepted by buyers most of the time as shown inbelow Table 5.4, 33% of populations have chosen itnever the cause of friction, 0% for very often andoften.But some time it causes problem as if the goodsdelivered before the confirmed date then accordinglypayment need to be done which can disturb financialplan of the buyer that is why here we can see that 23%and 43% of population is saying sometimes and hardlya reason for conflict.
Table 5.4: Early Delivery of Goods
Never Hardly Sometimes Often Very oftenor almostconstantly
10 13 7 0 0
33% 43% 23% 0% 0%
5.8 Late Delivery DiscountWhen supplier gets the goods manufactured late andunable to meet the delivery date, he proposes somediscount on the confirmed cost so that buyer doesn'tcancel the order. Sometimes they do it willingly butmost of the time its brand who put discount after cal-culating their losses.Table 5.5 shows that 47% of popu-lation says that this issue often becomes the cause offriction as most of the times suppliers don't want togive any discount on the goods manufactured. 30%says sometimes and 40% selected hardly the reasonfor conflicts whereas 0% of population opted it asvery often and never becomes the cause for friction.
Table 5.5: LateDelivery Discount
Never Hardly Sometimes Often Very oftenor almostconstantly
0 7 9 14 0
0% 23% 30% 47% 0%
5.9 Fashion PiracyFashion piracy is copying styles without having anypermission from the concern authority. Sometimes it'sthe buyer who picks other brand's styles which arerunning with the vendor and sometimes its vendor whoforward other buyer's design to another buyer in orderto get more order. In domestic apparel industry itslittle common but sometimes it creates issue betweenbuyer and supplier. As shown in below Table 5.6only13% people selected often the reason for conflict, 30%selected sometimes and 23% hardly have any issuewith it. 33% selected it never a reason for conflicts ifit's done with few changes.
Table 5.6: Fashion Piracy
Never Hardly Sometimes Often Very oftenor almostconstantly
10 7 9 4 0
33% 23% 30% 13% 0%
5.10 Order Cancellation by BuyersOrder cancellation that is not very common in domes-tic apparel industry as almost all the orders are prebooked order. Perhaps that is the reason for acceptinglate delivery goods. After analyzing the data, it hasbeen found that 20%, 37% and 17% of populationselected sometimes, hardly and never a reason forconflicts respectively. Reason for this could be it's nota so frequently occurring issue whereas 7% and 30%of population opted very often and often a reason forconflicts as its issue directly related to financial goalof the company.
Figure 5.3: Order Cancellation by Buyers
APPAREL

March - April 2017406
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
5.11 Changes in Style by Buyer after Order Confir-mationFrequently changes in styles after the order is con-firmed create havoc which leads to short shipments,late delivery and financial losses. But again it's notvery frequent so only 17% of population selected it asa reason for conflicts, 30% population opted for some-times and never for the reason for conflicts and 23%opted it as hardly a reason for conflicts between thebuyers and suppliers.
Table 5.7: Changes in Style by Buyer after OrderConfirmation
Never Hardly Sometimes Often Very oftenor almostconstantly
9 7 9 5 0
30% 23% 30% 17% 0%
5.12 Unrealistic Lead TimeLead time define the time require to complete an orderby the supplier. Some buyer gives very unrealistic leadtime for order processing to the supplier which ini-tially vendor accept to increase their brand portfoliobut if it happen frequently they drop that brand. Figure5.4 shows that 3% and 27% of sampling populationopted it as very often and often a reason for conflict.20% selected it sometimes, 30% selected it hardly and20% selected never as a reason for conflicts in theirrelationship with buyer/ supplier.
Figure 5.4: Unrealistic Lead Time
5.13 Improper Communication between Buyer andVendorTo maintain a healthy and long term relationship withbusiness partners it's very important to follow a propercommunication through emails and phone. If commu-nication is being done properly it will avoid so manyproblems to happen while working. And if a propercommunication is not being followed it will createhavoc that leads to an unhealthy relationship. Table5.8 shows that improper communication is a cause for
discontinuing the relationship, 10% selected very of-ten, 13% selected often the reason for conflict butmajor population selected it sometimes, hardly andnevera reason for their conflicts with the buyer/ sup-plier.
Table 5.8: Improper Communication betweenBuyer and Vendor
Never Hardly Sometimes Often Very oftenor almostconstantly
6 8 9 4 3
20% 27% 30% 13% 10%
5.14 Non-Profitable Prices Offered by BuyersReason for accepting non profitable price could beattracting vendor or large quantity but it repeatedly novendor would like to accept the same. As shown inTable 5.9, 27% selected it often the reason for conflictwhereas rest of the sampling population opted some-times, hardly and never a reason for conflicts.
Table 5.9: Offering Non Profitable Price
Never Hardly Sometimes Often Very oftenor almostconstantly
4 4 14 8 0
13% 13% 47% 27% 0%
5.15 Payment Issues after Delivery of the GoodsThis is a major problem in domestic apparel industry,even though before placing order both parties con-firmed the payment term but most of the time paymentget delayed from buyer end which make vendor toeither stop working or work on advance payment term.
Figure 5.5 shows that 27% of population selected veryoften and 33% population selected it often a reasonfor conflicts and only 40 % population selected it assometimes, hardly and never a reason for conflicts.
APPAREL
Texttreasure
Equipped with his five senses, man explores the uni-verse around him and calls the adventure Science.
- Edwin Powell Hubble

March - April 2017 407
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Figure 5.5: Payment Issues afterDelivery of the Goods
5.16. Minimum Order Quantity IssueIn domestic apparel market this too is a major area ofconcern and a reason for not havening a long-termrelationship with their buyer and supplier. This issuearises because every day some new brand is beinglaunch in the market and initially they cannot afford tohave a bigger quantity or sometimes for promotionalactivities or to target a special group of customer com-pany place order with less quantity, for which vendorask for the up charge and if not they are very reluctantto accept less quantity order which make buyer to lookfor the new supplier.23% and 40% of sampling popu-lation have selected it as a major reason for their con-flicts with the vendor whereas only 36% of populationselected sometimes and hardly a reason for conflicts.
Table 5.10: Minimum Order Quantity Issue
Never Hardly Sometimes Often Very oftenor almostconstantly
0 4 7 12 7
0% 13% 23% 40% 23%
5.17. Factory Compliance IssueIn Indian domestic market very few brands are con-cern about the factory compliance most of the brandonly look for the cheap cost and that is very muchvisible in below Table 5.11. 47% of population se-lected it as never a reason for conflicts and rest of thepopulation selected sometimes and hardly a reason forconflicts.
Table 5.11: Factory Compliance Issue
Never Hardly Sometimes Often Very oftenor almostconstantly
14 9 7 0 0
47% 30% 23% 0% 0%
6: ConclusionThis study was done to understand and find out thereasons, whichare majorly the causes for frictionsbetween a buyer and vendor relationship and alsobecome the obstacles in building a long term buyervendor relationship, it was done keeping the domesticapparel industry in mind. If a buyer, supplier worktogether to achieve a combined objective with havingtrust upon each other can have a long-term relation-ship and they also be able to maintain it properly. Italso shows that they are aware about the causes offriction between them but unable to control it and ifgiven the opportunity they would like to work upon tohave a smooth relationship. Both the parties are alsoaware that searching a new buyer and supplier everyseason will require a lot time to again building up therelationship.This study shows that very often and of-ten the reason for the friction between a buyer andvendor relationship.
APPAREL
ADVERTISEMENT INDEX
Birla Cellulose Cover3 Rieter India Ltd. A-2
China Homelife A-7 Rieter India Ltd. (Copmponents) Cover 2
ITMACH A-4 Reliance Industries Ltd. Cover 1
Lakshmi Machine Works A-1 Techtexil India A-3
Liva A-5 Textile Sourcing Show A-6
Precision Rubber Ind. Pvt. Ltd. A-8 Unitech Techmech Cover 4

March - April 2017408
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Annexure ISurvey Format
Name
Age
Profile
Company
1 Have you face anyconflicts with your yes Nobuyer / supplier
Irrelevant Not that Important Very muchimportant important
2 Is it important tomaintain the buyer Never Hardly Sometimes Often Very often orsupplier relationship almost constantly
3 Short Shipment
4 Quality Issues
5 Return of Goods
6 Late Shipment
7 Early Shipment
8 Discount
9 Fashion Piracy
10 Order Cancellation
11 Changes from Buyer
after order confirmation
12 Unrealistic lead time
13 Non Profitable price offers
14 Improper Communication
15 Payment Issue
16 MOQ Issues
17 Factory Compliance Issues
APPAREL
www.textileassociationindia.org
Perfect pathway creating aglobal business identity!!!

March - April 2017 409
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
References
1. Rosenau, Wilson, Apparel Merchandising, 2ndEdition, pp 234-245, 312-345, 2006.
2. M. S. Bohlinger, Merchandising Buying, 5thEdition, pp112-134, 265-293, 2001.
3. Manoj Kumar Mohanty, Dr. P. Gahan, BusinessIntelligence Journal, 5 (2), pp 319-333, July2012.
4. http://www.impgroup.org/uploads/papers/4210.pdf., assessed on 20/07/2015.
5. http://news.thomasnet.com/procurement/2013/04/09/the-nature-ofbuyer-supplier-relationships-is-changing, assessed on 25/07/2015.
6. Manohar U. Kalwani and Narakesari Narayandas,Journal of Marketing,59(1), pp 1-16, January1995.
7. Jared M. Hansen, Journal of Business & Indus-trial Marketing, 24(3/4) pp 227-236, March 2009.
8. h t t p : / / w w w. a c a d e m i a . e d u / 4 6 8 7 9 8 8 /Indian_Apparel_Market_Current_Status_and_Future_Outlook, assessed on 20/07/2015.
9. https://www.scribd.com/document/188513657/p437-Final, assessed on 22/07/2015.
10. http://www.hopq.info/essays/Supplier-Relation-ships-a-Strategic-Initiative-1617250.html,assessedon 02/08/2015.
11. http://www.fibre2fashion.com/industry-article/2234/buyer-vendor-relationship-in-apparel-indus-try, assessed on 08/08/2015.
12. http://www.industryweek.com/regulations/how-sustain-successful-supplierbuyer-partnerships, as-sessed on 11/08/2015.
❑ ❑ ❑
APPAREL
The Textile Association (India)
Professional Awards Committee (PAC)
To enlarge the matrix of services to the Textile Trade andIndustry, PAC invites proposals on need based training program /
Technical Consultancy Work for execution on certain agreedTerms & Conditions.
For more details, please contact/write to:
Chairman, PACThe Textile Association (India)
2, Dwarkanath Mansion, Near Nirmal Nursing Home,91, Ranade Road Extension,
Shivaji Park, Dadar (W), Mumbai - 400 028 IndiaTel.: +91 22 2446 1145, Fax: +91 22 2447 4971
E-mail: [email protected]: www.textileassociationindia.org

March - April 2017410
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Formerly, Director, ATIRA,Ahmedabad
Mr. A.R. Garde had worked for33 years at Ahmedabad TextileIndustry's Research Associa-tion, Ahmedabad, as researcher,consultant and trainer in tech-nical and management areasbefore he was selected to leadin 1990 as Director. In his 7years as the CEO, he and hisdozen colleagues turned aroundthe fortune of ATIRA: the ma-chinery, instruments and equip-ment was modernized, backlogsin maintenance and employeebenefits were filled in, and thedepreciation and reserve fundswere increased substantially.
Mr. Garde's techno-managerialoutput is over 270 papers, 2books, and contributions to 6books; and over 100 paperspresented at conferences withinand outside India. After retire-ment, he has published 7 bookson management (including inMarathi and Gujarati), 3 bookson ethics. His one book onmodern Hinduism (in English,Marathi and Gujarati) showshow Hinduism has adapted it-self to become suitable for the21st century, without having tocompromise on any of its coreprinciple.
Ashok R. Garde
Techniques of Operations Research that can find meaningful application inthe textile industry are Linear Programming and Queueing Theory. Workusing the Queueing Theory was done by ATIRA in the mid 1950 to find outthe impact of relevant factors on the utilization of machine time when anoperator minds a number of machines. The automatic looms were just beingintroduced in the textile industry which was accustomed to giving either twoor four looms to a weaver to attend. Tables were developed to show theimpact of attention time, number of looms allocated to a weaver, and thestoppage rate of the looms on the efficiency losses. It was clearly seen thatas the number of looms allotted to a weaver increases, the 'machine interference'increases slowly at first and much faster after a critical number is reached.The machine interference is the amount of time a stopped loom waits for theweaver to come and restart it. The greater the time needed for 'repairing' thefault at the loom, which mainly depends on the skill of the weaver, and thegreater the stoppage rate of the looms, the greater is the time lost on machineinterference. In 1980s, when the use of automatic looms had increasedsubstantially, ATIRA developed a diagnostic system for analyzing andimproving loom shed efficiency by using these tables. Many mills were helpedto detect whether the worker skill, the loom stoppages or the organizationalfactors were responsible for the low efficiency.
Looms put together the warp and weft yarns to form cloth which is sold asthe final product, with or without further chemical processing such as bleaching,dyeing or printing. The average efficiency of the looms in a weaving shed -the shed efficiency -plays a major role in deciding the profit performance ofthe mill. When a weaver attends to 16 automatic looms, good mills achieveshed efficiencies of the order of 90% and above. A loss of just 1% in efficiencymeans a loss of about 1% in the profits of the mill, which range usuallybetween 4% and 9% of sales. In other words, achieving high loom shedefficiency is key factor in managing profitability.
ADesperate Overseas Call
The management of a reputed Indian group of mills had taken over themanagement of a mill in Sri Lanka, which was faring badly in terms ofprofitability.The CEO whom they had sent to turn around the mill had beenin place for over a month, and the situation looked almost incurably hopeless.The efficiency of the loom shed with 384 automatic looms was of the orderof 46%, which is about half of what good mills should get. The looms werepurchased from an East European manufacturer because these were muchless expensive than the Swiss counterpart. The weavers were young girls,freshly trained, with a large turnover of over 30%. The loom stoppages werehigh, also because of mechanical failures beside breakages of warp and weftyarns. The mill had realised that given these conditions of poor quality oflooms and of weavers, the chances of improving loom efficiency were almostnil.
As a last resort, the CEO decided to call in ATIRA, because this group wasa member of ATIRA and he was aware of the kind of work we were doingas applied research. After all, it is better for a third party to give the verdictof 'no improvement possible' rather than the mill staff saying so! But there
The Case of the MalignedManufacturer
TEXPERIENCE

March - April 2017 411
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
was some reservation on the part of the top managementat the headquarters of the group. "These research fellowswith their theoretical knowledge may spend too muchtime to even diagnose the situation. Secondly, we wanta practical solution, not some theoretical advice! So, youmay call only one person (not a team) as consultant andgive that consultant only one week of assignment, nomore." ATIRA decided to accept this challenge and sentan experienced consultant familiar with weaving as wellas with spinning, since the quality of yarn influences thebreakage rates at looms which in turn decide the loomshed efficiency.
The Mill Situation
On reaching the mill, it was seen that the mill had quitea few strengths:
1. The Weaving Manager, in charge of the looms, hadextensive experience in erection and repairs ofautomatic looms of the kind that the mill possessed.
2. The management information system had all theright kind of records on all aspects of working ofthe mill.
3. The quality and process control system was welldeveloped and was systematically followed.
4. The spinning machinery was reasonably modern andwas well maintained by an experienced SpinningManager, who was a textile degree holder.
5. The supervisory staff was enthusiastic; was readyto cooperate in tackling the situation.
However, all seem to have been convinced that poorquality of looms, and low skills of the girl weavers werethe only reasons for the low loom shed efficiency. Andalso, both these factors are beyond their control.
The Diagnosis
The millhad allotted 16 looms to a weaver and hadprovided 1 reliever per 4 weavers as was the standardpractice in developing countries at that time in 1990s.This meant that the effective loom allocation was [(4x16)/(4+1)=12.8, say] 13.Examination of data on warp(lengthwise yarns) breakages and on weft (widthwiseyarn) breakages showed that these were much higherthan the standard values for 16 loom allocation.
So, it was necessary to determine with sufficient reliabilityand with adequate proof the true causes for the observedlow level of efficiency. This was done by using thediagnostic system developed by ATIRA (Analysis of LoomShed Efficiency, PD Kimothi and AR Garde, 1982, ATIRAResearch Note) based on the tables on Machine EfficiencyLoss as expected by applying the queueing theory.Anextract from these tables is shown in Table 1.
Table 1
Machine Efficiency Loss due to Attending Faults andMachine Interference: Automatic Looms
t N a 1.0 4.0 9.0 10.0
Att. Int. Att. Int. Att. Int. Att. Int.
55 6 6.1 1.0 9.4 3.6 14.0 12.4
8 5.4 1.4 8.9 5.3 11.9 20.5
10 5.1 1.7 8.2 7.4 9.9 31.9
12 4.8 2.1 7.5 10.0 8.3 43.2
14 4.5 2.4 6.8 13.1 7.1 51.3
16 4.3 2.7 6.1 16.7 6.2 57.4
20 3.8 3.3 5.0 29.5 5.0 65.9
24 3.5 3.8 4.1 41.4 4.1 71.7
Att. = Percentage loss in running efficiency due to weaverattending faults
Int. = Percentage loss in efficiency due to the loomswaiting for attention of the weaver: machine interferenceloss.
Table 1 shows an extract from these extensive tablesshowing the losses in running efficiency of the looms asgoverned by the loom allocation N, average time inseconds to repair a fault, and the loom stoppages perrunning hour, a. Losses due to loom stoppages for causesother than these two items of fault clearance and waitingfor weaver would be over and above these numbers; forexample, if the repair of mechanical fault requires a skilledfitter to be able to attend the loom, it may take an hourof wait. Such losses are to be subtracted from the 'runningefficiency' to obtain the loom shed efficiency thatcorresponds to the production per loom shift.
For any given average time taken to clear a fault, t, anda given rate of machine stoppages, a, the machineefficiency loss due to interference, i, increases with thenumber of looms allotted, N, to the weaver. The lossincrease exponentially as the allotment goes higher. Thiseffect is much greater at high levels of stoppages. Asillustration, given t=55 and a =1, for n=6, the loss i isonly 1%; but at 24 looms, it is 3.8%. These numbersbecome much higher when s=9: the loss with just 8 loomsis 25% and with 24 looms it is as high as 71.7%.
The first question to be answered in this mill was," Is theskill level of the weavers adequate?" The mill had nodata on the time taken by weavers (t in table 1, column1) to attend to different types of stoppages on the loom.To conduct time and motion studies to determine a trulyrepresentative average time for clearing a fault wouldhave taken unduly long time and efforts. Therefore, asimpler way out was to use the 'norm' based on workdone in other mills with similar looms. This time wastaken as 50 seconds, a little more than the standard time
TEXPERIENCE

March - April 2017412
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
of 45 seconds for this types of looms with skilled workers,to be on the conservative side in estimating the expectedefficiency.We looked up Table 1 for an effective allocationof 13 looms, given the high loom stoppage rate. Theexpected running efficiency loss for attending is 7.7%and for interference is 43.0 %. The total loss in runningefficiency is thus 50.7% which should give the expectedrunning efficiency as 49.3%. Knowing from the millrecords that the efficiency loss due to other factors wasabout 7%, the expected shed efficiency was about 43%.With t as 45 seconds, the expected shed efficiency workedout to be 55 -7 = 48%.But, the mill was getting actualefficiency of about 46%. This would mean that the averagetime for fault clearance by the weaver girls was around48 seconds: quite good. So, the average loom efficiencywas as expected from well-trained skilled weavers.
Conclusion on day 2:Weaver skill is adequate; lowskill is not the reason for low loom efficiency.
The consultant's trust on the results of queueing theorywas fine: but the conclusion that the worker skill is notinadequate was not acceptable to the loom shedsupervisors as well as to the Weaving Manager and alsoto the CEO. Obviously, this conclusion went totallyagainst their experience of several years! How can aperson from a research institute conclude about the workerskill on the second day of visit to the mill and that, too,without even going to the loom shed and observing thegirl weavers doing their work? Frankly, even theconsultant was surprised at this conclusion. He decidedto test it by a simple but practical way and to demonstrateto the mill that the table of interference losses does indeedwork in practice.
Looking up the tables for the right number of looms tobe allotted for the existing high rate of loom stoppages,he found that the number is just 9 (in place of 16 withthe same allocation of 1 reliever for 4 weavers). So, heshowed the machine interference tables to the WeavingManager and the CEO, and suggested that the mill triesout this allotment in one group of 64 looms (16x4 beingreplaced by 9x7)and giving 2 relievers to this set of 9weavers (one of them had to mind 10 looms).The tableshowed that such a change would increase the runningefficiency at t=50 and N=8 (effectively)from 55% to 71%,since the machine interference loss was extremely highfor 16 loom allocation. This allocation was implementedthe very next day and the efficiencies of each of these 64looms was tracked. The result was as expected -overnight,this set of looms gave running efficiency of 74% (sincethe time t for this mill was like 48 seconds) and actualefficiency due to stoppages for maintenance etc. was about67%. From 46% to 67% overnight was a 'miracle' for themill. The mill agreed to observe this setoff 64 looms fora week and then change over the entire loom shed to 9looms per weaver. This result was a strong confirmationthat weavers' skill level was OK. The same set of weavers
gave much higher loom efficiency!
And the same 'poor quality' looms from the East Europeanmanufacturer gave this higher efficiency. It could be seenfrom the interference tables, that if the existing high loomstoppage rate of about 9 per running hour could bebrought down to the level of about 1 that good millsachieve, the running efficiency of the loom shed can beas high as 92-93%. Therefore, the next step was to analysethe loom stoppages into three main categories: warpbreaks, weft breaks and mechanical failures. (Fortunately,the mill had extensive detailed records on all these.)These numbers per running hour of the loom were about4, 1 and 4 respectively. The yarn related stoppages weremost likely to be due to poor yarn quality, since themaintenance of loom was quite good. The parts withwhich these warp and weft yarns come in contact weresmooth.
The consultant sat down with the loom maintenancesupervisor and did a quick exercise: how much time wouldit take to repair each kind of mechanical fault that occurredin an hour? A somewhat over estimate of time requiredshowed a surprising result: the efficiency loss should beabout 1% but was as high as 7%! This category wisefault analysis also showed that one particular small faultwas the most recurring fault. This fault consisted of afork (just like the fork one uses on dining table) whichsensed the presence of weft on the loom was gettingtwisted and the weft yarn was slipping out of it. Thiswould immediately cause the loom to stop, as if the weftis broken. Straightening the fork and inserting the weftyarn in it again was a 'repair' that would take only 3-4seconds. But the efficiency loss due to this mechanicalfault was very high; the loom where the weft yarn hadslipped out owing to twisted fork would need to wait tillthe person from the maintenance team arrived at the loomto repair the fault. The system this mill followed was tosend the repair mechanic on a 'first reported, first served'basis. This observation led the consultant as well as themaintenance supervisor to quickly change the system.Priority was to be given to repair faults that take lesstime over those which take more time. The machine faultswere classified into three categories by the maintenancesupervisor who was much more knowledgeable than theconsultant in these matters. Moreover, all agreed that thestraightening of the twisted fork may as well be done bythe weaver/reliever weaver herself, rather than reportingabout it and waiting for the mechanic to appear for thissimple repair. Given these system improvements basedon common sense 'Queueing Theory', the mill wasconfident that the efficiency loss due to mechanicalfailures would come down to about 1% as expected ina good mill.
Conclusion on Day 4: The mechanical condition ofthe looms is OK; it is not responsible for the high lossin efficiency ---the quality of manufacture of these looms
TEXPERIENCE

March - April 2017 413
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
is good, except for the quality of the weft sensing fork.Replacing the fork on all looms with a stronger versionwas planned to eliminate this defect. The cost of suchreplacement was negligibly small.
It was clear by now that even with all these improvements,the efficiency of the loom shed would not reach the 90%level, even with 9 looms allotted to a weaver. It wasnecessary to reduce the breakage rate of the warp yarnsto about 0.5 per loom hour and that of weft yarn to 0.1per loom hour so that high efficiency of around 90% canbe achieved even with 16 looms allotted to a weaver.(The mechanical fault related stoppages reduced almostto 0.1 per loom hour, which is the norm for good mills,when the 'twisted fork' fault was taken away.) The needwas to improve yarn 'quality': over to the SpinningManager.
Assessment of Yarn Quality
TheSpinning Manager and his colleagues were surprisedto know that the quality of yarn that they supply to theweaving department was not up to the mark. The QualityControl Manager, too, was uncomfortable since the yarntest reports had consistently shown the quality to be goodin comparison to the internationally accepted norms. Theyarn strength and the yarn unevenness (which is a measureof how irregular the yarn is in terms of variation inthickness of the yarn) were quite good. But the fact ofhigh breakage rates in weaving had to have reasons andthese needed to be eliminated.
Applied research at ATIRA had led to two significantobservations with respect to yarn quality as it influencesthe yarn breakages in post spinning operations of winding,warping, sizing and weaving on the loom. Firstly, notonly the average quality -yarn strength or yarn evenness-but the frequency of those rare 'outliers' that lie beyondthe 'normal' variability also decide the breakage rate. Whenthe averages are poor, the outliers become even moreweak. Secondly, during winding, the elimination of undulythick and unduly weak places in the yarn is critical towarp and weft yarn breakages on the loom. Thisdiagnostic approach helped in tackling quickly the millsituation.( In the absence of such diagnosis, the millpersonnel usually take actions at several unimportantplaces, spend considerable time and efforts, also incurundue expenditure, but still do not get the desired result.Such a situation had prevailed in this mill also.)
We first examined the setting of the electronic yarnclearers employed on the winding machines. These wereimproved to ensure a good removal of thick places above3 times the average yarn thickness etc. The yarn tensionlevel was high enough to eliminate weak places in yarn,because the yarn would break at such weak places anda knot or a splice would replace it.
Available data on single thread strength was examinedfor outliers i.e. values lying outside of the normal range
of three times the coefficient of variation on either sideof the average value for several different yarn counts.These were pooled and were found to be about 14% ---a very high number compared to the theoreticallyexpected number of maximum 3%. Inspection of the ringframes (last stage of spinning where yarn is formed as atwisted thin strand of fibres) showed defects like eccentricfront rollers, damaged drafting aprons, worn out ringsand vibrating spindles.
This demonstration of 'poor quality' of yarn in the contextof its performance in weaving was revealing to thespinning and quality control staff. They immediatelydecided to take appropriate maintenance and repairmeasures to bring down such defectives to the minimum.Such corrective actions would need about a month tocover all ring frames (spinning machines) and the resultantimprovement in weaving would need at least a fortnightto be detectable.
Conclusion on Day 6: Although the average yarn qualitywas good, the defectives were too many. Eliminating thedefectives by specific actions would give the desiredreduction in breakage rates at looms.
By the seventh day, the stipulated last day of the visit ofthe consultant from ATIRA, two more sections of 64looms in the weaving shed were changed to 9 looms perweaver. Each of these also showed similar big jump inthe loom efficiency. Weavers had started 'repairing' theweft fork fault enthusiastically: after all, their wages weredependent on the efficiency of the looms they attend (i.e.on production in metres per shift in the group of loomsthey attend). All the 9-loom weavers were happy to receivehigher wages owing to the increased productivity of theirlooms. The CEO, who had half -wondered whether theincrease in efficiency due to change in allocation from16 looms to 9 looms was by 'chance', was fully convincedthat the interference tables developed on the basis ofqueueing theory using simplifying assumptions truly holdin mill practice.
This result was a good demonstration of the fact that thesimplifying assumptions such as 'the weavers attend tolooms in cyclic manner, the loom stoppages occur atrandom, averaging the time of fault repair over timingsranging from 3 seconds to as high as 10 minutes (rarelyneeded) does not hurt the prediction accuracy much etc.
The Case Rests Here
A chance encounter with the CEO, who had returnedfrom Sri Lanka after his contract appointment with themill was over, gave the ATIRA consultant an opportunityto get a feedback. The overall efficiency of the loomshed had increased to 88% with 16 looms per weaver inabout 4 months after the consultation visit. The lossmaking mill had turned around and was making goodprofits.
TEXPERIENCE

March - April 2017414
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Graphene is a rapidly rising star in the perspective ofmaterials science. The name graphene is given to a flatmonolayer of carbon atoms strictly packed into a two-dimensional (2D) honeycomb lattice. It is consideredto be a basic building block for graphitic materials ofall other dimensionalities as it can be wrapped up into0D fullerenes, rolled into 1D nanotubes or stackedinto 3D graphite.
Carbon is arguably the most fascinating element in theperiodic table being the base for DNA and all life onEarth. It can exist in various forms. The most commonform of carbon is graphite that consists of stackedsheets of carbon with a hexagonal structure. Underhigh pressure diamond is formed, which is a meta-stable form of carbon.
Fullerenes are a new form of molecular carbon. Themost common, called C60, contains 60 carbon atomsand looks like a football made up from 20 hexagonsand 12 pentagons which allow the surface to form asphere. The discovery of fullerenes was awarded theNobel Prize in Chemistry in 1996. Similarly a quasi-one-dimensional form of carbon, carbon nanotubes,have been known for several decades and the singlewalled nanotubes since 1993. These can be formedfrom the graphene sheets which are rolled up to formtubes, and their ends are half spherical in the sameway as the fullerenes.
Figure 1: Structures of graphitic forms
It was well known that graphite consists of hexagonalcarbon sheets that are stacked on top of each other, butit was believed that a single sheet could not be pro-duced in isolated form such that electrical measure-ments could be performed.
HistoryGraphene may be the most remarkable substance everdiscovered. Graphene-like structures were alreadyknown since 1960's, but there were experimental dif-ficulties in isolating single layers in a way that elec-trical measurements could be performed on them, andthere were doubts that this was practically possible.
It is interesting to consider that everyone who has usedan ordinary pencil has probably produced graphene-
The series of chapters under the title, 'Graphene A Wonder Material' are being published in the Journal ofTextile Association. The nanomaterial Graphene has been attracting a lot of attention over the past few years.Thankful to its unique combination of a simple structure of bonded carbon atoms with its multitudinous andcomplex physical properties. This series covers the extraordinary features of graphene, its different methodsof preparation and isolation, useful applications in various fields of science and technology, its scienceinvolved in the technology of textiles, and finally ending up with its future prospects.
This series is written primarily as an introductory text for the readers of those interested or already workingin graphene and putting up its essence in the textile related areas, who wish to acquire a broad knowledgeof graphene and its application in textiles.
In the present chapter, the readers are being given a brief introduction to the emergence of different carbonforms. The history involved in the discovery of such wonder material- graphene and how it came into theexistence of materials science. An outline of the extraordinary properties and its applications in diverse fieldsare also being mentioned.
Chapter 1GRAPHENE A WONDER MATERIAL : History
Saptarshi Maiti, Pintu Pandit, Geetal Mahajan, R. V. Adivarekar & M. D. Teli
TEXNOTE

March - April 2017 415
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
like structures without knowing it. A pencil containsgraphite, and when it is moved on a piece of paper, thegraphite is cleaved into thin layers that end up on thepaper and make up the text or drawing that we aretrying to produce. A small fraction of these thin layerswill contain only a few layers or even a single layer ofgraphite, i.e., graphene.
Thus, the difficulty was not to fabricate the graphenestructures, but to isolate sufficiently large individualsheets in order to identify and characterize the grapheneand also to verify its unique two-dimensional (2D)properties. This is what Geim, Novoselov, and theircollaborators succeeded in doing. The Nobel Prize inPhysics 2010 honours two scientists who have madethe decisive contributions to this development. Theyare Andre K. Geim and Konstantin S. Novoselov, bothat the University of Manchester, UK. They have suc-ceeded in producing, isolating, identifying and charac-terizing graphene.
On one evening, in the fall of 2002, Geim was think-ing about carbon. He specializes in microscopicallythin materials, and he wondered how very thin layersof carbon might behave under certain experimentalconditions. Graphite, which consists of stacks of atom-thick carbon layers, was an ideal material to workwith, but the standard methods for isolating superthinsamples would overheat the materials, destroying it.So Geim took the help of one of his new Ph.D. stu-dents, Da Jiang, the task of obtaining as thin a sampleas possible- perhaps a few hundred atomic layers, bypolishing a one-inch graphite crystal. Many weeks later,Jiang delivered a speck of carbon in a petri dish. Butafter looking into the microscopic images, it was foundthat the thinnest layer was not achieved.
Geim had an idea of using Scotch tape, having one ofits side sticky. He peeled off the layers of carbon thatmake up the graphite from the pencil lead and placedit under a microscope. This time he saw that the graph-ite layers were thinner than any others he'd seen. Byfolding the tape, pressing the residue together andpulling it apart, he was able to peel the flakes down tostill thinner layers. He had isolated the first two-di-mensional material ever discovered: an atom thick layerof carbon, that appeared, under an atomic microscope,as a flat lattice of hexagons linked in a honeycombpattern. Theoretical physicists had speculated aboutsuch a substance, calling it "graphene", but had as-sumed that a single atomic layer could not be obtainedat room temperature. But Geim saw, graphene, re-
mained in a single plane, developing ripples as thematerial stabilized.
Figure 2: Graphene sheet
Geim with the help of one of his Ph.D. students namedKonstantin Novoselov, began working fourteen hour aday studying graphene. In the next two years, theydesigned a series of experiments that uncovered star-tling properties of the material. Because of its uniquestructure, electrons could flow across the lattice unim-peded by other layers, moving with extraordinary speedand freedom. It can carry a thousand times more elec-tricity than copper.
Geim and Novoselov wrote a three-page paper describ-ing their wonderful discoveries. But it was twice re-jected by Nature where one reader stated that isolatinga stable, two-dimensional material was almost "impos-sible," and another said that it was not a "sufficientscientific advance." But in October, 2004, the paper"Electric Field Effect in Atomically Thin CarbonFilms," was first published in Science, which aston-ished scientists from every nooks of the world.
Labs around the world started studies using Geim'sScotch-tape technique, and researchers identified otherproperties of graphene. Although it was found to bethe thinnest material in the universe, it was aroundtwo hundred times stronger than an equivalent weightof steel- indeed, the strongest material ever found. Itwas also as pliable as rubber, that it could stretch toalmost hundred and twenty percent of its length. Themobility- the speed at which an electric charge flowsacross a semiconductor was very high- of up to twohundred and fifty times that of silicon. Finally, in 2010,six years after Geim and Novoselov published firstpaper of their outstanding excellence on graphene, theywere awarded the Nobel Prize in Physics.
TEXNOTE

March - April 2017416
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Graphene's propertiesGraphene is a single layer of carbon packed in a hex-agonal (honeycomb) lattice, with carbon-carbon dis-tance of 0.142 nm. Its the world's first 2D material andis one million times smaller than the diameter of asingle human hair. Since graphene's isolation in 2004it has captured the attention of many scientists, re-searchers and industry worldwide.◆ It is the lightest but immensely tough◆ It is 200 times stronger than steel, but is incred-
ibly flexible◆ It is the thinnest material possible to exist till
now◆ It is just one-atom thick but absorbs 2.3% of light
so it can be seen with the naked eye◆ It is a superb conductor and can act as a perfect
barrier- not even helium can pass through it◆ It is electrically as well as thermally very much
conductiveIt is most sought after material under research forapplications.
Figure 3: Applications of Graphene
SummaryThe development of this material, opens up new exist-ing possibilities. It is the first crystalline two-dimen-sional (2D) material and it has unique properties,making it very interesting both for fundamental sci-ence and for future applications. Although sporadicattempts to study graphene can be traced back to 1859,there has been an explosion in research around thematerial since 2004, when Professor Sir Andre Geimand Professor Sir Konstantin Novoselov of the Uni-versity of Manchester discovered and isolated a singleatomic layer of carbon for the first time. They re-ceived the Nobel Prize in Physics in 2010 in recogni-tion of their outstanding breakthrough.
Bibliography1. Colapinto J., Annals of Innovation, Dec., (2014).2. Geim A. K. and Novoselov K. S., Nature Mate-
rials, 6, 183-191, (2007).
About the authors
Mr. Saptarshi Maiti is currently pursuing Ph.D. (Tech.)in Fibres and Textile Processing Technology in the De-partment of Fibres and Textile Processing Technology,under Prof. (Dr.) Ravindra V. Adivarekar, at Institute ofChemical Technology (ICT), Mumbai, India. His researchareas of interest are Graphene, Dendritic structures,Nanotechnology, Textile dyeing and Green processing ofTextiles.
Mr. Pintu Pandit is currently pursuing Ph.D (Tech.) inFibres and Textile Processing Technology in the Depart-ment of Fibres and Textile Processing Technology, un-der Prof. (Dr.) Mangesh D. Teli, at Institute of ChemicalTechnology (ICT), Mumbai, India. His research areas ofinterest are Graphene, Plasma Technology,Nanotechnology, Natural dyeing and Multifunctionalfinishing of Textile materials.
Ms. Geetal Mahajan is currently pursuing Ph.D. (Tech.)in Fibres and Textile Processing Technology in the De-partment of Fibres and Textile Processing Technology,under Prof. (Dr.) Ravindra V. Adivarekar, at Institute ofChemical Technology (ICT), Mumbai, India. Her researchareas of interest are Fermentation Technology in Tex-tiles, Textile colouration, Speciality finishes, Natural dyes,Green processing of Textiles using Natural products.
Prof. (Dr.) Ravindra V. Adivarekar is currently Professorand Head of the Department of Fibres and Textile Pro-cessing Technology at the Institute of Chemical Technol-ogy (ICT), Mumbai, India. His research areas of interestare Textile colouration, Green processing of Textiles,Medical Textiles, Graphene, Enzyme manufacturing andapplication, Natural dyes for Textiles and Cosmetics,Novel Textile Processing Techniques and Textile com-posites. He has around 5 years of Industrial Experiencemainly of Processing and Dyestuff manufacturing com-panies prior to being faculty for last 13 years. He hasfiled 4 patents and published around 150 papers in jour-nals of National and International repute.
Prof. (Dr.) Mangesh D. Teli is a senior most Professorand former Head of the Department of Fibres and Tex-tile Processing Technology as well as former Dean atthe Institute of Chemical Technology (ICT), Mumbai,India. He is a Fellow of CSIR-CNRS (France),Maharashtra Academy of Science, Honorary F.T.A andShiksha Ratna. His research areas of interest are Natu-ral dyes, Plasma Technology, Nanotechnology, Graphene,Super absorbents and Speciality finishes. He has guided120 Master's and Doctoral students with over 370 pub-lications/conference presentations and edited 25 books.He is an Independent Director of Siyaram Silk Mills,Chairman of Editorial Board of JTA and a ManagingTrustee of Baha'i Lotus Temple, Delhi.
TEXNOTE

March - April 2017 417
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The Textile Association (India)
TAI - Mumbai Unit
UNIT ACTIVITY
TAI Mumbai Unit successfullyorganized seminar on
"Opportunities in the CurrentChallenges in Weaving Sector"
The Textile Association (India), Mumbai Unit orga-nized One Day Seminar on "Opportunities in theCurrent Challenges in Weaving Sector" on 22ndApril 2017 at Hotel fortune Park Galaxy, Vapi (Gujarat).The seminar was inaugurated by Mr. Ajit B. Chvan,Secretary and CEO, Textiles Committee, Ministry ofTextile, Government of India, Mumbai.
Inaugural SessionMr. V. C. Gupte, Chairman, TAI, Mumbai Unit wel-comed the Chief Guest and Guests of Honour Mr.Mahesh Pandya, Director, Arvind Mafatlal Group ofIndustries and Mr. G. V. Aras, Director, A.T.E. Enter-prises Pvt. Ltd. He also welcomed the Awardees, Speak-ers, Press, Media and delegates.
Chief Guest, Ajit B. Chavan, Secretary,Textiles Committee, Ministry of Textiles,Government of India lighting the lamp
Mr. Shyam Master, Weaving Consultant receivingThe Lifetime Achievement Award by the hands of
Chief Guest Mr. Ajit B. Chavan
Mr. Haresh B. Parekh, Convener of the Seminar whilegiving the highlights said that in spite best efforts inmodernization through various schemes such as TUFs,Technology mission for technical Textiles, the indus-try is still lacking in the area of up-gradation of tech-nology in weaving. In fact, it is desirable to replacemachines with appropriate choice of technology anddevelopment of modern management styles particu-larly for decentralized weaving sectors. Mr. Parekhsaid that this seminar aims to give an opportunity tothe textile technologists to share their thoughts to meetthese challenges and wished that the interaction in theseminar will be highly productive and beneficial.
Mr. Hasmukh Shah, CEO, Kiran Threads receiving TheLifetime Achievement Award by the hands of Chief Guest
Mr. Ajit B. Chavan

March - April 2017418
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
UNIT ACTIVITY
Panel Discussion Session: Dr. G. D. Nadiger,Research Advisor, SASMIRA and
Moderator addressing the gathering.
Standing (L to R): Mr. Haresh B. Parekh, Convenor ofthe Seminar, Mr. T. K. Chandra, Seminar Advisor,
Mr. T. K. Sengupta, Vice President, TAI, Mumbai Unit,Mr. Mahesh Pandya, Director, Arvind Mafatlal Group of
Industries, Arvind Mafatlal Group of Industries,Ajit B. Chavan, Secretary, Textiles Committee,
Ministry of Textiles, Government of India, Mr. G. V. Aras,Director, ATE Enterprises Pvt. Ltd., Mr. V. C. Gupte,
Chairman, TAI, Mumbai Unit, Mr. A. V. Mantri,Hon. Secretary, TAI, Mumbai Unit
Mr. Tapan Kumar Chandra, the Advisor of the Semi-nar said that the textile is essential in our day-to- daylife. Twenty first century's fashion is very dynamic,trendy & versatile. Today, manufacturing of vari-ous textiles are also vast in all the areas with inclusionof speed, which is very high to serve huge population.Keeping all these in mind, lot of new development andresearch for the manufacturing of textile machinery;accessories would be the ongoing activities. In addi-tion, it requires training of all the work force to havelatest knowledge of latest developed machine. TheTextile association has taken bold step to fulfil today's
requirement and will continue to take further commit-ment to serve textile industry for all the new develop-ments.
Mr. G. V. Aras, Director, A.T.E. Enterprises Pvt. Ltd.in address said that the textile industry is gearing upto its past status due to vibrant domestic and globalmarkets. He reiterated that in the coming years, theacronym IT would stand for "Indian Textiles" as theIndian textile industry is gearing up fully to meet theglobal requirements with modern technologies.
Mr. Mahesh Pandya, Director, Arvind Mafatlal Groupof Industries who was the Guest of Honour congratu-lated the TAI, Mumbai Unit for organising exclusiveseminar on Weaving at Vapi.
The Textile Association (India), Mumbai Unit has seta precedent of felicitating the textile professionals fortheir outstanding contribution in the field of textileindustry. In this Seminar, the TAI, Mumbai Unit felici-tated Mr. Shyam Master, a very Senior Weaving Con-sultant and Mr. Hasmukh Shah, CEO, Kiran Threadswith "The Lifetime Achievement Awards" as token ofappreciation for their land mark achievements in thefield of textiles.
Mr. Ajit B. Chavan, the Chief Guest in his inauguraladdress informed that Textiles Committee can take upthe issues related to policy intervention to create in-dustry friendly climate for meeting the global chal-lenges. He appreciated the efforts of Textile Associa-tion (India), Mumbai unit in creating a platform byarranging the seminar in the vibrant textile Cluster-Vapi, Gujarat.
Mr. A. V. Mantri, Hon. Secretary, TAI, Mumbai unit,proposed vote of thanks.
Technical SessionDuring the technical session, following seven paperswere presented by the eminent speakers.
◆ Mr. Guruprasad S. Shetty, Senior Manager (Fab-ric Forming), ATE Enterprises Pvt. Ltd. presentedthe paper on "Latest Developments in Warp Prepa-ration (Karl Mayer)". He briefed the develop-ments in warping and their comparative advan-tages in achieving enhanced efficiency and qual-ity.
◆ Mr. Amit R. Singh, Senior Sales Manager, Itema

March - April 2017 419
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
UNIT ACTIVITY
Weaving (India) Pvt. Ltd. expressed his views on"Innovations in Weaving". He emphasized the de-velopments in the weaving machines towardsachieving higher productivity and better quality.
◆ Mr. Babasaheb Alugade, Regional Sales Man-ager, Picanol India Pvt. Ltd. presented the paperon "Picanol - Ultimate solution for the challengesin weaving sector".
◆ Mr. Kamal Shah, General Manager (Mktg.),Prashant Group of Companies discussed the im-portance of "World Class Preparatory Machin-ery". He emphasized the achievements of theinnovations in meeting the global demands.
◆ Mr. P. K. Singh, President, Luwa India Pvt. Ltd.presented the paper on "An Effective Humidifi-cation System for Weaving". He discussed therole of maintaining proper humidity to achievethe desired level of productivity and quality. Pre-cise environmental conditions, according to himgood be achieved by the Luwa humidificationsystem.
◆ Mr. Sanjay L. Gajul, Sr. Marketing Manager(Technical), S. A. Pharmachem P. Ltd. made thepresentation on "Size Recovery - Cost Effectiveand Eco Friendly" In his presentation, Mr.Sanjaydiscussed the salient features of the size recoverysystem developed by them.
◆ Mr. Mohit Mahajan - Territory Manager-West,ExxonMobil Lubricants Pvt. Ltd. presented thepaper on "Advancing productivity with MobilSHC in Textile Industry". Mr. Mohit spoke on theimportance of lubricant in achieving the desiredtribological performances in the weaving sectorwith special reference the synthetic lubricantsbeing developed by them.
Panel DiscussionsPanel discussions on "Upgrade Weaving Technologyto meet export target" was moderated by Dr. G. S.Nadiger, Research Advisor, SASMIRA. The Panel of
experts comprised of Mr. A. A. Bambardekar, WorksDirector, Raymond Limited, (Textile Division-Vapi),Mr. A. G. Kurien Aracken, Vice President - Q.A.(Weaving), Alok Industries Limited, Mr. T. K.Sengupta, Technical Advisor, Fibre2 Fashion Pvt. Ltd.and Mr. Shyam Master, Weaving Consultant.
Dignitaries Sitting in the Auditorium
Dr. Nadiger briefed the audience that 3Es and Q arethe key aspects to face the challenges and avail theopportunities to meet the global demand. The 3Esincluded Energy, Efficiency and Environment and Qstood for quality of the output. He summarized thatthe seminar has so far highlighted theses issues byvarious speakers and further reinforcement and toconceptualize the future strategies could be done dur-ing this session by way of the brief of the experts andinteraction with delegates. Each of the panel membersgave their views on the theme of the panel discussion.It was followed by one to one interaction. Panel mem-bers substantiated various aspects. The interaction wasquite fruitful to bring home the futuristic strategies formeeting the challenges. Delegates suggested to havesimilar programs be organised at Vapi as it would bequite useful for the industry.
The seminar was attended by over 200 delegates andthe interactive delivery of various papers and one toone interaction during panel discussion made the semi-nar event very effective.
Visit Us On :Website : www.textileassociationindia.org

March - April 2017420
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Celebrated 66th Anniversary
Sri ArunavaKundu, Vice Chairman, TAI West BengalUnit, delivering welcome address
The Textile Association (India) West Bengal UnitCelebrated, 66th Anniversary and organized a half dayTechnological Conference with the theme "TextileToday" on 25th February 2017 at Academy of FineArts, 2, Cathedral Road, Kolkata.
Sri ArunavaKundu Vice Chairman of the Unit inaugu-rate the function with welcome address.
Technical Session Chairperson was Dr. Sadhan Ch.Roy, Ex-Professor IJT, Kolkata University and fourBrilliant Papers were placed in the Technical Sessionas follows:
Dr. Ashis Kumar Samanta, Prof. Dept. of Jute and FibreTechnology (IJT), University of Calcutta,
presenting his paper
TAI - West Bangal Unit
Sri. Anirban Dutta, Assistant prof. Department of Textileand Apparel Technology, Govt. College of Engineering &
Textile Technology, Serampore,West Bengal presenting his paper
◆ Fire Retardant finish of Jute Textiles with NanoZnO dispersed in polymethylsiliconate by Dr.Ashis Kumar Samanta, Department of Jute andFibre Technology, University of Calcutta, India.
◆ User friendly chemical processing of Jute, Dr.SambhuNathChattopadhyay& Dr. Nimai ChandraPan from ICAR National Institute of Research onJute and allied Fibre Technology, Kolkata 12,Regent Park, India.
Dr. KausikBal, UGC Prof. University ofCalcutta presenting his paper
Dr. SambhuNathChattopadhyay presenting the paper
UNIT ACTIVITY

March - April 2017 421
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
◆ How does the Fabric surface influence the warm-Cool Feeling?By Dr. KausikBal, UGC Professor University ofCalcutta, Kolkata, India.
◆ A comparative Analysis of the Influence of dif-ferent parameters on the production time and fre-quency of stitching fault in case of garment pro-duction by Sri Anirban Dutta, Asst. Professor,Department of Textile & Apparel Technology,Govt. College of Engineering & Textile Technol-ogy, Serampore, West Bengal.
View of Participants
View of Participants
56 person participated in the Technical session fromTextile, Hosiery and Garment Sector. Substantial num-bers of Textile and Fashion Student also shared thesession with question and answer.
Dr. Sadhan Chandra Roy, Ex. Prof. IJT Kolkata, chair-man of the technical session, conducting the session
Sri. Asoke Kumar Mukherjee, Honorary Secretary, TAIWest Bengal Unit proposing Vote of Thanks
Sri Ashoke Kumar Mukherjee, Hon Secretary, WestBengal Unit gave vote of thanks to Authors of the fourbrilliant papers and the participants and members ofour unit for active support to celebrate the functionsuccessfully.
There was a Tea Break and High Snacks arrangementat the end of function.
A souvenir was also published in the occasion anddistributed to the participants.
UNIT ACTIVITY
JTA : An effective marketing toolfor strengthening business promotion

March - April 2017422
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Quarterly Seminar onLatest Developments in Winding and Twisting
Mr. T. L. Viswanathan, presenting welcome address
TAI - South India UnitThe Textile Association (India) - South India Unitconducted their quarterly Seminar on "Latest Devel-opments in Winding and Twisting"presented by ATE /SAVIO on 28th February, 2017 at SriKasturiSreenivasan Textile Museum, Coimbatore.
Mr. T.L. Viswanathan, Vice President, TAI South In-dia Unit welcomed all the participants and presentedhis welcome address. Mr. Mohanram, Deputy GeneralManager and Mr. Prabakar, Deputy General Manager,A.T.E. explained all the new developments in Windingand Twisting machines with Power point Presentationand Video clippings.
Seminar was attended by about 150 members and itwas well appreciated by the participants as it was veryinformative. There was a good interaction with thespeakers.
Mr. T.A. Venkatachalam, Vice President proposed thevote of thanks.
Four leading textile research institutes in India viz.BTRA, Mumbai, ATIRA, Ahmedabad, SITRA,Coimbatore and NITRA, Ghaziabad have beenorganising Joint Technological Conferences over theyears. In this annual event, latest finding of the re-search programs with reference to the latest techno-logical developments are disseminated. In this context,57th Joint Technological Conference was held atBTRA, Mumbai on 17th and 18th February, 2017.Nearly, 300 delegates from industry, trade and aca-demics participated in this conference. The highlightof this conference was one full day on 'Geosynthetics',under the sponsorship of Textile Commissioner's Of-fice, Ministry of Textiles, GoI and the other day wasdevoted to R&D in Emerging Areas, Protective Tex-tiles, Product Development, Eco-friendly process, etc.related to traditional textiles.
Chief Guest Dr. Kavita Gupta, Textile Commissioner,Ministry of Textiles, GoI. lightening the lamp
The event was inaugurated by Dr. Kavita Gupta, Tex-
tile Commissioner, Ministry of Textiles, GoI. Dr. KavitaGupta, in her inaugural address, said that in India only10% of textile products belong to technical textiles ascompared to developed nations such as Germany where50% of textile products belong to technical textilecategory.
Current market size of technical textiles in India is Rs.1 lakh crore and the market is growing at 20% CAGR.In order to grow in high value technical textiles seg-ment, we should focus on research that is demandbased and market driven.
Moreover, ability to translate research output in tocommercialisation is the need of the hour. She stressedthe importance of the link between academia and theindustry.
Dr. Anjan K. Mukhopadhyay, Director, BTRA welcomedthe dignitaries and the delegates.
Dr. Anjan K. Mukhopadhyay, Director, BTRA wel-comed the dignitaries and the delegates. He briefed
Proceedings of 57th Joint Technological Conference
NEWS

March - April 2017 423
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
the audience about this conference profile and saidthat one full day was devoted to 'Geosynthetics' thatcould open up an avenue for the conventional textilemanufacturers to interact with Geosynthetics manu-facturers/users to know the opportunities available interms of machinery, processes, etc. to make technicaltextile products, especially geosynthetics. He also saidGerman Textile Machinery Manufacturing Companieshave also taken part in this conference by way of pre-sentations on needle-felt nonwoven and latest machineinnovations on treatment of Geotextiles.
Mr. NarendraDalmia, Deputy Chairman, GoverningCouncil, BTRA presided over the inaugural session. Inhis presidential speech, he talked about the researchprojects of all four TRAs currently in progress andtheir findings as well as the operational performance.He said that innovation is the key word and this iswhere the Research Associations play an importantrole and appreciated excellent work done by all thefour TRAs to help the industry in its goal to havebetter operational efficiency.
Mr. Rajesh Nath, the Managing Director for VDMA inIndia made the Key note address introducing VDMA,Textile Machinery and the solutions and competenceof VDMA members also in the area of machinery,plants and components for geotextiles applications. Thisyear, VDMA completes 125 years with its presence inGermany.
With the theme of the event being Geotextiles, he spokeabout Geotextiles being ambitious textile products thatare tailor-made according to the intended application.Depending on application, the soil quality has also tobe considered when choosing geotextile material.Nonwovens, woven and warp-knitted geotextiles,geogrids, of all geotextiles used around the world,nonwovens were estimated to make up over 65 % interms of area.
In order to produce tailor-made geotextiles, appropri-ate machinery is needed and VDMA can guide theindustry to the right manufacturers as per the require-ment.
Dr. C.R. Prayag, Officiating Director, ATIRA proposedvote of thanks.
First day proceedingsIn this two-day conference, first day was allotted ex-clusively for 'Geosynthetics' and personnel fromgeosynthetics manufacturers, users of geosynthetics andTRAs presented their papers. There were 5 technicalsessions in the first day.
In the first session, chaired by Mr. S. Bagli, ChiefTechnology Officer, Strata Geosystems, Mumbai, twopapers were presented. One is on 'Geosynthetics: Chal-
lenges in using in Navi Mumbai projects' by Prof.Anand.R. Katti, Professor, DattaMeghe College ofEngineering, Navi Mumbai & Managing Director,Nagar YuwakShikshanSanstha, Airoli and another on'Application of Geosynthetics in Canals' by Mr. VivekP. Kapadia, Chief Engineer & Addl. Secretary, WaterResource, Gandhinagar, Gujarat. The papers were wellreceived by the audience and good interaction wasseen during question and answer session.
In the second session, two papers were presented. Thissession was chaired by Mr. Vivek P. Kapadia, ChiefEngineer & Addl. Secretary, Water Resource,Gandhinagar, Gujarat. The first paper was on 'Metalnet covered sand fill bags for erosion and flood con-trol' by Ms. Sonal Kulkarni, Maccaferri Environmen-tal Solutions Pvt. Ltd., Gurgaon and second one wason 'Geosynthetic systems for coastal erosion controlwith case reference of Alleppay Kerala' by Mr.RohitChaturvedi, Vice President Business Develop-ment, Flexituff International Ltd., Madhya Pradesh.
The third session was chaired by Mr. Guru Vittal, ChiefScientist, CRRI, New Delhi. The following three pa-pers were presented.
◆ Strengthening of road subgrade and slope stabili-zation using Jute Geosynthetics-Mr. Pradip Kr.Choudhury, Principal Technologist, National JuteBoard, Kolkata.
◆ Geogrids for retaining walls - Mr. SatishNaik,Chief Executive Officer,Best Geotechnics Pvt. Ltd,Mumbai.
◆ Geostrap for RE walls - Mr. MangeshShinde,Divisional Head (South & West Region), Rein-forced Earth India Pvt. Ltd., Navi Mumbai.
Prof. A. R. Katti, Professor, DattaMeghe College ofEngineering, Navi Mumbai & Managing Director,Nagar YuwakShikshanSanstha, Airoli, chaired thefourth session. Two papers viz., (i) Rehabilitation forexisting landfills - Mr. Aditya Agarwal, CEO, JeevanProducts, Navi Mumbaiand (ii) Hydraulic propertiesof geo-textiles: An experimental study - M/s. SeemaPatel, R.V. Chikhani, Rajesh Patel and Jignesh Patel,ATIRA, were presented.
In the fifth session, Prof. S.G. Vinzenekar, Ex. Princi-pal, VJTI, Mumbai chaired the proceedings. The fol-lowing three papers were presented in this session.
◆ Challenges and potentials of using Geosyntheticsin Road and Bridges by Mr. P.L. Bongirwar,Retired Principal Secretary, PWD.
◆ Vacuum PVD for fast soil stabilization by Mr.V.V. Vaishampayan, Managing Director, SohamFoundations, Navi Mumbai.
NEWS

March - April 2017424
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
◆ Geotechnical expertise at BTRA by Mr. SriRamchandran, BTRA.
Second day proceedingsIn the second day, there were 7 technical sessions.Papers from all four TRAs were presented in the areasof protective textiles, emerging areas, spinning, prod-uct development, eco-friendly products, etc. In the end,there was a special session by German Textile Ma-chinery (VDMA), in which two papers were presented.
The focus of the First session was 'Emerging Areas'chaired by Dr. M.K. Talukdar, Kusumgar CorporatesPvt. Ltd., Mumbai. There were three papers in thissession and all were from BTRA. Titles were as fol-lows.
◆ Use of electron beam irradiation for solution ofbiodegradation enhancement in textile industry byM/s. SmitaDeogaonkar, Megha Patel, BTRA andKaushlesh P. Rawat, BARC.
◆ Development of silver coated electro-conductivecotton fabric using electron beam radiation tech-nology by M/s. Kumar Krishnanand and Amol G.Thite,BTRA.
◆ Adhesion improvement of coated textiles by at-mospheric plasma treatment by M/s. Pratik Joshiand ShitalPalaskar,BTRA.
In the second session, following two papers related to'Protective Textiles' were presented. Dr. A.K. Rakshit,Executive Director, ITTA, Mumbai chaired the pro-ceedings.
◆ Protective textiles to protect against electromag-netic radiation - M/s. Pawan Sharma, Seema Pateland C.S. Vora , ATIRA.
◆ Development of work wear for workers workingin cement industry - M/s. M.S. Parmar,ShwetaSaxena, VasundharaVerma and SatypriyaDash (M/s Arvind Ltd.) [NITRA].
Prof. S.G. Vinzenekar, Ex. Principal, VJTI, Mumbaichaired the third session on 'Spinning'. The followingthree papers were presented.
◆ A new approach on study of twist contractionlevels in modern ring spinning process by M/s.D. Jayaraman and V. Vijayajothi,SITRA.
◆ Influence of combing of polyester/cotton blendedmaterial on yarn quality compared to the tradi-tional processes by M/s. D. Jayaraman and N.Vittopa, SITRA
◆ Achievable levels of UKG in modern spinningmills (Present and Future scenario) by M/s. N.Vasanth Kumar and S. Chandirasoodan,SITRA
Chairman of the fourth session was Dr. AnirbanGuha,Associate Professor, IIT Bombay and the sessiontopicwas 'Product Development'. The following three pa-
pers were presented.
◆ Concept paper on development of nano-fibre basedwater filtration device for human beings by Mr.Chetan Mahajan, ATIRA.
◆ Electronic drape tester based on image analysistechnique by M/s. ArindamBasu, Sanjeev Shukla,KrishanDewan and PaurushGodhar, NITRA.
◆ Development of smoothness testers for finishedfabrics by M/s. M.S. Parmar, NidhiSisodia,Maheshwar Singh and VasundharaVerma, NITRA.
In the fifth 'General' session, the following three pa-pers, dealing with spinning productivity, garmentworkpractices and water conservation in textile wetprocessing, were covered. Prof. S.G. Vinzenekar,Ex.Principal, VJTI, Mumbai chaired this session.
◆ Productivity in spinning mills-2016 (based onSITRA's 33rd Productivity Survey) by M/s. J.Sreenivasan and P. Subash, SITRA.
◆ A study of work practices in Indian garment fac-tories by M/s. Vivek Agarwal, M.M. Tiwari,ShwetaSaxena, Kushagra Prakash and M.K.Bansal, NITRA.
◆ Practical approaches for water conservation intextile wet processing by M/s. TanajiKadam andM.S. Kulkarni, BTRA.
Prof. D.P. Chattopadhyay, Professor, M.S. University,Vadodara chaired the sixth session on the topic of'Eco-friendly Products'. There were two papers and the sameare given as follows.
◆ Eco-friendly jute reinforced composite based toi-let with bio-digester by M/s. KiranDev, T.Gangopadhyay, Ashok Kumar, M. Karthigeyan,Pravin Patel, K.K. Misra, C.S. Vora and S.S.Rathod, AITRA.
◆ Development of infant baby clothings usingecomordant and natural dyes on cotton fabric withantibacterial activity by M/s. K. H. Prabhu, S.Sivakumar and E. Prakash, SITRA.
In the last session, personnel from German TextileMachinery (VDMA) presented the following two pa-pers.
◆ Mr. Hjalmar Schwab, Sales Manager, DILO Sys-tems on "Latest technique and technology for theproduction of needle felted nonwovens and theirapplications".
◆ Mr. JuergenHanel, Business Development Man-ager-Technical Textiles, A. MonfortsTextilmaschinen on "Latest machine innovationsfor treatment of Geotextiles".
In the end, Dr. Anjan K. Mukhopadhyay, Director,BTRA thanked all those who have contributed forthesuccess of this event.
NEWS

March - April 2017 425
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The Children & Baby Maternity Expo 2017 witnessedsome great new initiatesthis year like the "Fashion NKids Conclave". This conclave wasconceptualized &cumulated by Suvin Advisors on 12th April, 2017 from10.00am to 1.00pm. The conclave provided platformto entire value chain in kidswear segment for knowl-edge sharing on latest developments & provided ex-pert opinions on safety & quality control issues inTextiles used for kidswear& Baby products.
The Session began with a welcome note by Mr.PankajShende - Project head of CBME followed byMr. AvinashMayekar, Managing Director & CEO,Suvin Advisors key note address on "Overview of Kidswear & specialized textiles for babies & kids."
The Conclave then addressed the various segments inkids wear value chain starting with Mr.RiteshKhandelwal, Vice President Global BusinessDevelopment, Birla Cellulose presentation on "Roleof Viscose in Kids wear" providing great insights aboutthe specialized characteristics of Viscose & how Birlacellulose viscose Fibre "Liva" is preferred by momsfor its gentle feel & comfort.He also announced that Aditya Birla group will soonbe venturing into kids wear sector & launching theirown kids wear brand.
Later, Mr. Sundarmurthy Krishnan, National Head-Intertekprovided an informative talk on "Quality con-trol issues in Kids wear" & how care needs to be
Fashion N Kids Conclavesuccessfully organized
adopted while selecting accessories for kids & babiesapparels. He also highlighted thevarious do's & don'tsthat needs to be taken care of whileusing garmentaccessories such as zippers and fastners.
Mr. Kamal Johari Managing Director, Nobel Hygieneenlightened the delegates on "Innovation in diapertechnology" presenting evolution of diapers & high-lighted various difficulties faced by Indian manufac-turers for producing good quality & cost effectiveproduct. Later on Mr. NitinMathur -Product Manager,IIGM presented on "Innovation in Garmenting tech-niques" showcasing latest stitching machineries &advanced technologies available to avoid sharpenedaccessories & fasteners from causing injuries to thekids. The conclave was then addressed by Ms. ManjiriParanjape-Sr. General Manager- Rossari Biotech on"Role of Dyes & Chemicals in Kids wear" She ex-plained how chemicals can be used to provide special-ized properties like fragrance, Anti-odour, Antimicro-bial, Mosquito repellant etc in kidswear& various al-ternatives to hazardous chemicals.
The conclave then witnessed Panel discussion on "En-vironmental Evolution of Fashion on Kidswear" Mod-erated by Mr. Avinash Mayekar &the panelist were Dr.Ullhas Nimkar - Managing Director -Nimkartek Tech-nical Services, Mr. Vikas Sharan- Vice President- ATEEnterprises Pvt. Ltd. , Manish Daga- Managing direc-tor -Cotton Guru, Mr. Kamal Johari - Nobel Hygiene& Mr. Sundarmurthy Krishnan- Intertek. The Paneldiscussed on the future growth prospect in kidswearindustry & provided expert opinion on internationalnorms, Future of cotton based products, treatments tobe adopted to reduce impact of effluents caused bydyes & chemicals& many other issues.
The conclave concluded with thanking note & an urgeto textile Industry to come forward & create manymore such events to help India become a global leaderin kids wear segments.
NEWS

March - April 2017426
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The USTER®TESTER 6-C800 is ready for the mostdemanding technical textiles applications.
The amazing diversity of technical textiles applica-tions is matched by the wide variety of quality char-acteristics needed in the raw material used - sofilament yarn producers know they must work tothe most stringent specifications and standards.Quality failings, especially in the critical parameterof yarn evenness, can be expensive, but theUSTER®TESTER 6-C800 provides fast, accuratetesting to the tightest tolerances, protecting filamentproducers against customer complaints and claims.
Raw materials for technical textiles cover a wide rangeof end-uses and performance requirements. Viscosefibers, for instance, are found in lightweight blousesas well as in wire cording and high-speed car tires.Polyester, common in low-price clothing, is also trans-formed in special high-tech versions, for sophisticatedsportswear and outdoor clothing.
Countless other examples of technical applications forfilament yarns span sectors such as medical, indus-trial, transport, engineering and protective clothing.
Despite this variety of products, there is one funda-mental requirement which is common to all: the abso-lute need for yarn evenness, measured to close toler-ances, to ensure that the functional and aesthetic prop-erties of the finished article achieve the high qualitystandards that customers demand.
Reliable test resultsEfficient testing routines and the right testing equip-ment are the key to avoiding customer dissatisfaction,quality claims and the loss of future business for fila-ment producers.
Fast and accurate: quality assured for filament yarns
Evenness testing has to combine reliability, accuracyand speed. The USTER®TESTER 6-C800 is speciallydesigned for filament yarn testing, to meet these crite-ria perfectly. At its heart is the new Capacitive Sensor,providing more accurate and reliable test results thanever before.
Typically, filament yarns show a CVm value around 1,so that even small deviations in evenness are likely tocause noticeable defects in the fabric. The increasingcomplexity of applications and performance standards- with fabrics needing to protect against water, wind,cold, heat, and even bullets - means that evenness isan absolute requirement.
For this vital parameter, spinners have for decades beendepending on the USTER CVm value, now recognizedas the defining global standard for evenness.
The USTER®TESTER 6-C800 combines reliabilitywith top speed operation. All models operate at thetest speed of 800 m/min. Running on the automaticsetting, the high sample throughput rate gives evenbetter detection of quality exceptions. The result islower labor costs and improved control of quality forthe business.
See it at TechtextilThe latest USTER®TESTER for filament yarn will bepresented at Techtextil 2017 in Frankfurt, Germany,the leading global showcase for technical textiles. TheUSTER display (Hall 6.1, booth B65) will present theproduction optimization and quality assurance benefitsto show visitors.
As well as the advantages already described, theUSTER®TESTER 6-C800 offers three new uniquefeatures to help yarn producers increase efficiency andimprove quality. The measurement of interminglingsis an innovation saving time and preventing variationsin subsequent fabric appearance. An automatic twistscan facility has been developed, assist filament qual-ity monitoring by making twister settings easier.
And the Knowledge Based System (KBS) quicklytraces the cause of a quality problem on the spinningmachine, with no need for extra settings or input fromthe machine supplier, via a single click on the spectro-gram display.
NEWS

March - April 2017 427
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Stricter criteria for regenerated fibres& category"Combined Products" added
Version 5.0 of the Global Organic Textile Standard(GOTS) has been released. GOTS is the worldwiderecognized standard for the processing of textiles madewith 95 percent (label grade "organic") or at least 70percent (label grade "made with organic") certifiedorganic fibres.
GOTS' core provisions such as the minimum contentof certified organic fibers and the general bans on theuse of toxic and harmful chemicals, conventional cot-ton, virgin polyester, GMOs, substances derived fromGMOs and nanotechnology have been maintained.
The criteria for the "additional fibre material" are nowstricter regarding the environmentally improved andcertified regenerated cellulosic fibres: The use of Vis-cose and Modal is now restricted to 10% (25% forsportswear and socks). Lyocell may still be used up to30% because of its more sustainable manufacturingprocesses.
For the first time GOTS will allow "Combined Prod-ucts" such as prams with textile fabrics, bassinets, carseats or furniture with textile fabric upholstery to havecertified and labelled fabric components.
Regarding the GOTS social criteria an explicit sectionon Ethical Business Behaviour including a corruptionban was added, based on the UN Global CompactPrinciples. The mandatory GOTS Social ComplianceManagement System for the first time includes guid-ance on the use of tools such as SAI Social Finger-print™ to help companies measure and improve theirsocial performance.
Global Organic Textile Standard (GOTS) -New version 5.0 released
"Revision of GOTS always walks a fine line betweenstrict and verifiable criteria and the needs of the mar-ket. For example, version 5.0 includes the tighteningof composition requirements with respect to regener-ated cellulosic fibres. On the other hand, the newpossibility of combined products with fabric compo-nents certified to GOTS helps include a range of prod-ucts that could not carry the GOTS label in the past.This helps to increase our contribution to sustainabledevelopment." says Rahul Bhajekar, GOTS DirectorStandards Development and Quality Assurance.
GOTS 5.0 is the result of a year-long revision processwith multi stakeholder input which is repeated everythree years. All relevant Stakeholders who operateinternationally with expertise in the fields of organicproduction, textile colourants& chemicals, social cri-teria & industry, NGOs and consumer interests wereinvited to participate. Invited organizations includedGreenpeace, Clean Clothes Campaign, Fair LabourAssociation, FairWear Foundation, IFOAM, ILO,Transparency International, Social Accountability In-ternational (SAI) and Textile Exchange.
The list of all stakeholders and more about the revi-sion process can be found on GOTS website (http://www.global-standard.org/the-standard/revision-procedure.html).
GOTS Version 5.0, the Manual for ImplementationVersion 5.0, a list of relevant changes and further in-formation regarding GOTS can be found on http://www.global-standard.org.
GOTS was developed by leading international stan-dard setters - Organic Trade Association (U.S.), Japan
Expertise insideBuilt-in knowledge now comes as standard forUSTER® instruments, along with the renowned Swissaccuracy. The sophisticated sensor technology in theUSTER®TESTER 6-C800 is rooted in continuousR&D aimed at higher performance and extended ap-plications - echoing progress in the technical textilesyarns themselves. The new Capacitive Sensor empow-ers filament yarn producers with the expertise to de-liver right-first-time quality, no matter how demandingand innovative the application. It creates a chain ofcustomer satisfaction, from USTER to its customers,and on to the customer's customers…
Media contact:Edith AepliSenior Manager Marketing & CommunicationUster Technologies AGSonnenbergstrasse 10CH - 8610 Uster / SwitzerlandDirect +41 43 366 38 80Mobile +41 79 916 02 91Fax +41 43 366 39 58E-mail [email protected]
NEWS

March - April 2017428
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Organic Cotton Association, International AssociationNatural Textile Industry (Germany), and Soil Associa-tion (UK), which formed an International WorkingGroup to define globally recognized requirements that
ensure the organic status of textiles. GOTS' operatingunit, the Global-Standard gemeinnützige GmbH, is anon-profit organization. For more information aboutGOTS see www.global-standard.org.
Team of India ITME Society are receiving the Award
India International Textile Machinery Exhibitions So-ciety (India ITME Society) is established in 1980 tosupport and serve the Textile Engineering Industrythrough exhibitions, Events, Trade Promotion Services,Education Scholarships, Student Placements, andConsultancy etc.
India ITME Society plays a pivotal role in strengthen-ing the domestic as well as international Textile Indus-try by facilitating exchange of knowledge, technologytransfer & encourages Foreign Direct Investments &Joint Ventures etc.
India ITME Society has been successfully serving theIndustry for last 37 years and hosts 2 Mega Interna-tional Textile Technology events in India addressingdifferent aspects of industry requirements and focus-ing on future technology, i.e. 10International TextileMachinery Exhibitions (ITME) and 1 Global TextileTechnology Engineering Show (GTTES).
As ITME Society is a public service organization,strives to create events where the focus is not in bring-ing in exhibitors and visitors under one roof but createconducive atmosphere, opportunity and facilitate cus-tomer connect and market access not only in domesticmarket but all across neighbouring regions as well asglobally. India ITME Society has expanded its activi-ties and provides support to Textile and Textile Engi-
India ITME -2016 Exhibition awardedExhibition Excellence Awards in EEA-2017
neering Industry in many fields.
Recently, India ITME- 2016 Exhibition was nominatedand qualified for the awards under below categories:◆ Knowledge Hub Category◆ Best use of Technology Category◆ Corporate Excellence Category◆ Excellence in Operations.
Ms. Seema Srivastava, Executive Director,with her Awards
Apart from the above awards won by India ITMESociety, Ms. Seema Srivastava, Executive Director alsohas won an individual award under the "DistinguishedAchiever in Exhibition Industry" Category.
The awards were constituted by Exhibition Showcase,supported by UFI, IAEE, IndianExhibitions Confer-ences & Events Services Association (IESA), IndianExhibition Industry Association (IEIA), Indian Indus-tries Association (IIA), PIOCCI & hosted by India ExpoMart, Noida.
India ITME Society was shortlisted out of the 10nominations. The award function was held on 18thMarch 2017 at India Expo Mart, Greater Noida.This isthe Second year India ITME Society is winning award.
Indian Textiles and Textile Engineering Industry arehonoured and feeling proud for this award.
NEWS

March - April 2017 429
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
L to R: Zhao Qing, Xinjiang Uygur Autonomous RegionVice Chairman; Stefano Gallucci, SantexRimar GroupCEO; FerdinandoBusinaro, SantexRimar Group Presi-dent; Liang Yong, Xinjiang Uygur Autonomous Region
People's Government Deputy Secretary-General, XinjiangTextile and Apparel Employment Leading Group Office
DirectorSantexRimar Group, Leading Group Office for Devel-opment of Employment-Centered Textile and ApparelIndustry in Xinjiang Uygur Autonomous Region andChina Textile Information Centre, jointly organizedFUTURE TEXTILE ROAD - The future of the newtextile industry: a dialogue between Xinjiang, Chinaand Europe, a Forum which retraces the Silk Road toopen a new dialogue between the Asian continent andthe Mediterranean Sea on 16th May, 2017 at Urumqi,Xinjiang.
The aim of the event is to build an innovative platformfor the future development of the global high-end tex-tile industry and the long-term construction of thecooperation system between different Countries alignedwith The Belt and Road Initiative.
"According to the ten-year plan, by 2023, Xinjiangwill build China largest cotton textile production baseand the largest garment export processing base. More-over, Urumqi will turn into a fashion capital of Central
Asia" said Zhao Qing, Xinjiang Uygur AutonomousRegion Vice Chairman.
Gao Yong, China Textile Industry Federation PartySecretary and Secretary General, pointed out that theForum is expected to create an efficient platform forinternational cooperation, build closer and strongernetwork of partners, promote textile industry exchangesat a wider and higher level.
Zhao Qing, Xinjiang Uygur Autonomous Region ViceChairman, during the Forum Opening Ceremony
"Xinjiang has become one of the most competitiveand rapidly developing textile zone in China, evencompared with Vietnam and other regions of South-east Asia. The industry output value is planned to in-crease from 30 billion RMB in 2014 to 400 billionRMB in 2023. Xinjiang is the nearest region of Chinato Europe with the shortest and less expensive trans-port time: international freight train through Xinjiangtakes only 12 days to Germany. By 2023, Xinjiangwill become the largest cotton textile industry base ofChina and the most important clothing export base inWestern China" explained Liang Yong, Xinjiang UygurAutonomous Region People's Government DeputySecretary-General, Xinjiang Textile and Apparel Em-ployment Leading Group Office Director.
"We are here to open a new dialogue between Xinjiang,
FUTURE TEXTILE ROADThe future of the new textile industry:
a dialogue between Xinjiang, China and Europe
NEWS

March - April 2017430
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
China and Europe: "Future Textile Road" stays forbrand-new connections which are being establishedbetween different Countries and Regions. We want tocontinue to prove our commitment to the Chinese tex-tile industry with this new important milestone inXinjiang. Xinjiang definitely represents a great oppor-tunity for the global textile industry" repliedFerdinandoBusinaro, SantexRimar Group President.
L to R: Stefano Gallucci, FerdinandoBusinaro, ZhaoQing,Gao Yong, Yang Zhaohua, Liang Yong,
Calvin Woolley, Global Supplier Development Leader -Textiles Category Area, Ikea
Stefano Gallucci, SantexRimar Group CEO added:"SantexRimar Group wants to join The Belt and Roadinitiative. We want to bring our know-how and expe-rience in providing solutions for the textile industryand help customers become successful".
Giovanni Bonotto, Creative Director, Bonotto; ChengYingfen, Designer Director, Xinjiang Atlas Researchand Development Promotion Center; FrancescoDallaRovere, President, Sinv Holding; Arthur Huang,CEO and Founder, Miniwiz; Pietro Pin, Head of NewTechnologies Research and Development, Benetton
Group; Cristiano Seganfreddo, Artistic Director, Krizia;Su Xiao, President, ShangdongRuyi Group; SunWeiting, Chairman, Huafu Top Dyed Melange YarnCo., Ltd; Calvin Woolley, Global Supplier Develop-ment Leader - Textiles Category Area, Ikea - gave aspeech during the first day of the Forum.
Forum contents shifted from Ikea commitment tosustainability and new materials to Bonotto exampleof producing high quality fabrics for the most impor-tant fashion brands of the world; from cutting-edgeChinese textile companies such as Ruyi and Huafu tothe high-performance applications of recycled materi-als of Miniwiz.
ZHUCHONGYUN COLLECTION. East & West Melody
The essence of the dialogue between Xinjiang, Chinaand Europe was perfectly represented by the Forumspecial content: ZHUCHONGYUN COLLECTIONdesigned and curated by Zhu Chongyun, Founder ofMarisfrolg Group, Board Chairman of Marisfrolg andCreative Director. Thanks to a unique expression ofstyle Zhuchongyun is aiming to develop fashion intoart with no distinction between the East and West. Thedisplayed collection, named East & West Melody,combines and reshapes traditional East cultural ele-ments with Western contemporary design techniques.
Gao Yong, China Textile Industry Federation PartySecretary and Secretary General; Yang Zhaohua, Vicepresident of China Textile Industry Federation, ChinaChairman of the China Textile Industry Association;PengYanli, Deputy Secretary-General of China TextileIndustry Association; QiaoYanjin, President of ChinaTextile Industry Association, Director of ProductivityPromotion Department of China Textile Industry As-sociation, Director of China Textile Information Cen-ter were among the almost 200 people who attendedthe first day of the Forum.
The event represented a unique opportunity forSantexRimar Group to join and promote a strategic
NEWS

March - April 2017 431
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
initiative: for the first time an Italian machine manu-facturer has gathered some of the most important play-ers to explore the future growth of the textile industry.
As Cristiano Seganfreddo, Artistic Director of Krizia,said during his speech: "Creativity is the new weavingmachine. The yarns of this loom are dialogue betweendifferent cultures, technology, art, design, sustainabilityand cultural engagement. For future textile roads weneed to weave new ideas and not only physical yarns!"
About the organizers:Leading Group Office for Development of Employ-ment-Centered Textile and Apparel Industry in XinjiangUygur Autonomous Region is a coordinating bodyestablished for the implementation of the strategicplanning which is set up by the Chinese Central Gov-ernment, namely, one million employment program inXinjiang (2014-2023).
The office of the leading group is in the general officeof the people's government of Xinjiang Uygur Autono-mous Region.
Its main duties are:1. Study and solve the major issues in the planning
process, draft and report industrial policies, mea-sures and suggestions to Central Government andthe Party Committee and the people's governmentof Autonomous Region.
2. Supervise and coordinate the using of special fundof textile and clothing industry and evaluate theeffect of fund using.
3. Conduct supervision, assessment and statisticalanalysis to the implementation of the program.
4. Hold industrial activities such as Asia-Europe SilkRoad Fashion Festival.
China Textile Information Center (CTIC) is an au-thoritative information and consulting services organi-zation in China's textile industry and also the largestcomprehensive research and public service organiza-tion of the industry. CTIC is dedicated to pushingforward the development, transformation and upgrad-ing of textile industry; promoting the spread and ap-plication of textile technology and cultural creativities;supporting closer integration of the textile industry withfashion industry, cultural and creative industry andinformation industry as well as emerging industries ofstrategic importance; and helping Chinese textile andapparel enterprises improving their product quality,market presence and international competitiveness.Headquartered in Beijing, CTIC has many branch of-fices spread over many cities including Shanghai,Guangdong, Fujian, Jiangsu and Zhejiang, and morethan 20 wholly-owned and holding subsidiary compa-nies.
SantexRimar Group is a machinery manufacturer anda partner for customized solutions which provides themost efficient technology in respect to productivity,energy saving and sustainability, low maintenance costsand state of the art production processes.
SantexRimar Group is present in Switzerland, China,India and Turkey with headquarters in Italy and hasmore than 30,000 customers throughout the world.100 years of experience, worldwide customer sales,service and support organization together with in-houseR&D, mechanical and software engineering make theGroup a complete system solution provider.
SANTEX RIMAR GROUPLocalitàColombara 5036070 Trissino, Vicenza - [email protected] / www.santexrimar.comwww.santexrimar.com.cn
The world-leading USTER®QUANTUM 3 generationof yarn clearers is set to reach a notable milestone inthe autumn months, when the one millionth unit willbe produced at USTER headquarters in Switzerland.The market success of the clearer has been acceleratedby the launch of the latest version of theUSTER®QUANTUM 3, which offers new featurestargeting intelligent quality management at specific
Fast forward to a million…USTER®QUANTUM 3Anniversary Edition boosts
clearer sales to early milestonefashion-oriented applications.USTER is preparing to celebrate the production of itsone millionth USTER®QUANTUM 3 clearer, whichhas enjoyed unprecedented sales since its launch in2010. Pioneering concepts such as Smart Limits andthe YARN BODY have made the clearer an attractivechoice for more than thousand mills worldwide, andthe introduction of the USTER®QUANTUM 3 Anni-
NEWS

March - April 2017432
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
versary Edition in 2015 has increased that appeal sig-nificantly.
P_UQC3_TM_AE_0204_2
On-trend… and on-qualitySpinning mills need to act fast to take advantage ofimportant fashion trends. But yarns which hit the spotin terms of aesthetic appeal must also meet the exact-ing quality standards required in certain of these spe-cialized applications.
Jeans 1_960x720Jeans 2_1200x1600
The latest edition of the successfulUSTER®QUANTUM 3 yarn clearer addresses boththese demands, thanks to new features which allowspinners to deliver yarns which are on-trend and alsoon-quality.
Core Yarn Clearing and Color/Shade Variation areunique innovations which put spinners in control ofquality and avoid claims and complaints in importantapplications such as stretch denim and sportswear, andin the newly-fashionable market for mélange and sub-tly-colored yarns.
The Core Yarn Clearing feature withUSTER®QUANTUM 3 is the first-ever automatedsolution to monitoring and assuring the quality of yarnswith an elastane center encased by a cotton or syn-thetic outer. Fabrics with stretch and fancy slub effectscreated in this way continue to be extremely popularin both fashion items such as denim jeans and in func-tional garments and sports clothing.Common problemswhen producing these yarns can occur when the innerelastane component is either missing or positioned off-center within the wrapper element. The Core YarnClearing feature uses powerful sensors and algorithmsto detect any such problems and ensures that down-stream customers receive a stretch yarn which per-fectly meets their specifications. Using the built-inSmart Limits facility, the correct tolerances can be setquickly and easily, so that any bobbins containing coredefects are blocked and removed.
The new Shade Variation feature of theUSTER®QUANTUM 3 overcomes several potentialproblems which can lead to unacceptable color andshade differences. This is particularlyimportant forspinners operating in the growing market for mélangeand color-effect yarns. Here, human error can causebobbins of differing colors or shades to be acciden-tally mixed in a single yarn lot.
If that occurs, the problem can be difficult or impos-sible to identify in the yarn with the naked eye. Anda single rogue bobbin can ruin a yarn lot, leading todisastrous and conspicuous results such as a barré effectin the final fabric. The risks of a mistake are oftenmagnified by the insufficiently controlled process,inadequate lighting conditions in mills, and the possi-bility of operatives with poor eyesight or imperfectcolor vision.
Today, latest technology in the USTER®QUANTUM3 and its Shade Variation (SV) facility provides a sepa-rated clearing channel which deals specifically withcolor deviations. When clearing limits are set, the SVfeature immediately starts checking the bobbin as itruns on the winding machine, after which the Continu-ous Shade Variation (CSV) takes over to monitor theentire length of the bobbin, based on reference datawhich enables detection of even the most subtle varia-tions in mélange yarns.
Tradition of innovation"It's more that we hoped for, how much the new CoreYarn Clearing and the Color/Shade Variation features
NEWS

March - April 2017 433
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
have been appreciated. And we are proud to have al-ready reached the milestone this year of one millionUSTER®QUANTUM 3 clearers sold, thanks to thisboost," says Andreas Gantenbein, Product ManagerYarn Clearing within Uster Technologies. The effortUSTER makes to maintain its strong innovation tradi-tion has once again been recognized by spinners world-wide. This success will be celebrated on the day theone millionth clearer is produced. Whenever USTERstages an event of this type, the company reaffirms itscontinuing commitment to innovation. "Yarn clearerswill help customers keep in step with fashion trends -and will always be developed to be a sound invest-ment for the future," says Gantenbein.
Media contact:Edith AepliSenior Manager Marketing & CommunicationUster Technologies AGSonnenbergstrasse 10CH - 8610 Uster / SwitzerlandDirect +41 43 366 38 80Mobile +41 79 916 02 91Fax +41 43 366 39 58E-mail [email protected]
EcoVeroTM branded viscose fibers achieve the nextmilestone in Lenzing's sustainability journey by of-fering eco-friendly viscose with the lowest environ-mental impact in the industry1 - setting the newindustry wide benchmark in the sustainability ofviscose fibers.
Rising consumer awareness of environmental aware-ness
The environmental awareness of consumers has beengrowing steadily over the last decade, more recently inthe fashion and textile industry. Textile consumptionis expected to double by 2025, and the industry isanxiously looking for more sustainable solutions withminimal eco-footprint. Achieving low environmentalimpact requires developing eco-friendly raw materialsand a sustainable manufacturing process.
EcoVero™ fibers - new industry standard ineco-friendly viscose
Lenzing addresses this unmet market need for moresustainable viscose by launching EcoVeroTM fibersthat set a new industry standard in sustainable viscosebased on three pillars: the use of sustainable woodsources (FSC® or PEFC® certified), an ecologicalproduction process (significantly lower emissions andwater impact than conventional viscose), and full sup-ply chain transparency by identifying EcoVeroTM fi-bers in the final product.
EcoVeroTM fibers - use of sustainable wood sourcesEcoVero™ fibers are made from wood, a natural andrenewable raw material. The wood comes from sus-tainable forestry plantations that are certified by in-dustry-leading associations such as FSC®. Lenzing hasa comprehensive wood sourcing policy that goes aboveand beyond the call of duty to ensure that the mostsustainable wood sources are used for viscose produc-tion.
EcoVeroTM fibers - significantly lower emissionsand water impact than conventional viscoseLenzing enforces strict environmental standards dur-ing viscose production and has invested millions overthe years to achieve eco-friendly production process.For example, Lenzing's viscose production sites whereEcoVero™ fibers are produced comply with the strin-gent guidelines of the EU Eco Label, a world-leadingenvironmental manufacturing standard.
The EU Eco Label is a sign of environmental excel-lence and is awarded to products and services meetinghigh environmental standards throughout their
NEWS

March - April 2017434
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
lifecycles: from raw material extraction to production,distribution and disposal. In addition, the flagship vis-cose production in Austria uses a significant amountof renewable bio-energy in the manufacturing process.
EcoVeroTM fibers - full supply chain transparencyWith EcoVero™ fibers, Lenzing launches one of themost environmentally friendly viscose fibers. A spe-cial manufacturing system enables us to identifyEcoVera™ fibers in the final product, long after thetextile processing and conversion steps. Thus, retailersand brands are fully assured that they are indeed in-corporating the eco-friendly viscose, and not a genericmarket viscose. "With this special identification tech-nology for EcoVero™ fibers, we are supporting thetrend in the fashion industry towards greater transpar-ency. It is becoming increasingly important to knowwhere the products come from and which path theyhave covered," Robert van de Kerkhof, Chief Com-mercial Officer, explains.
Marketing Service for EcoVero™ fibersEcoVero™ fibers, our next milestone in Lenzing'ssustainability journey, offer an extensive marketingservice package and are part of Lenzing's Branding &Licensing Program. Fabrics containing EcoVero™ fi-bers can be certified at our in-house certification cen-ters in Europe and Asia.
Launch of EcoVero™ fibers in autumn 2017The new EcoVero™ fibers will be launched at theglobal textile trade shows from autumn on. Right nowthe sampling phase has started and special customersare developing products using EcoVero™ fibers.
For more information please contact:Mag. Christina Kreuzwieser, MBAHead of Marketing Communication Europe & Ameri-casPhone: +43 (0) 7672 701-2331E-mail: [email protected]
NEWS

March - April 2017 435
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
A luxuriously soft fabric from Birla Cellulose:Brand Ambassador Kangana Ranuat walks theramp
LIVA Crème, the new age fabric from the Aditya BirlaGroup, was launched on 21st April, 2017 at Mumbaiby Mr. Kumar Mangalam Birla, Chairman, Aditya BirlaGroup. Speaking on the occasion Mr. Birla stated,
Mr. Kumar Mangalam Birla, delivering his speech
LIVA Crème, the new age fabric from the Aditya BirlaGroup, was launched on 21st April, 2017 at Mumbaiby Mr. Kumar Mangalam Birla, Chairman, Aditya BirlaGroup. Speaking on the occasion Mr. Birla stated,
"I recount that when we set out on this journey, ourvision was to create value for the entire value chain ofviscose based fabrics. I am so pleased to say that theecosystem of our LAPF partners has resulted in alsoplacing India on the global map. We are now a pre-ferred sourcing destination of viscose based products.This is truly in the spirit of the 'Make in India' initia-tive of our honourable Prime Minister".
"One of the finest examples of customer centricitywithin the Group has been our VSF business. Frombeing just product focused, the business has movedsuperbly to "providing solutions" to customers byworking seamlessly with the value chain. LIVA's end-to-end ecosystem of a high quality product, continu-ous innovation, the LAPF network and aspiration cre-ated by communication and brand engagement is agreat case study in consumer focus." added Mr. Birla.
Mr. Birla introduced the next innovation - Liva Crèmefabric.Embedded in it is the core promise of Liva.Coupled with it are the enhanced features of luxuriousfineness and softness. In spawning Liva Crème, he,complimented the LAPF partners who he said haveembellished the product with their experience andexpertise. The event was launched amidst a lot offanfare and glitterati with Bollywood actress and LivaCrème brand ambassador Kangana Ranaut walking theramp. Liva Crème fabric - a new variant of Liva fabric- offers consumers the luxurious soft feel which isfluid and natural.
The fashion show had modeled exclusive Spring Sum-mer '17 collections of Allen Solly, Van Heusen Shop-pers Stop, Biba and Pantaloons made in Liva Crèmefabric.The Liva tagged garments will be availableacross premium brands like Allen Solly, Van Heusen,Shoppers Stop, Biba, Pantaloons and Lifestyle amongothers. Renowned designers namely Nikhil Thampi,Shivan-Naresh and Ka-Sha have created collectionsfor Allen Solly, Van Heusen and Shoppers Stop re-spectively. Focus markets for Liva Crème will be Delhi,Mumbai and Bangalore. Garments made of LIVACrème can be identified with the gold and creamcoloured tag at the stores.
Mr. Dilip Gaur and Mr. Rajeev Gopalwith Brand Ambassador
"Overall, the designer associations with leading brandsto create exquisite Liva Crème collections, a stunningcampaign with Kangana Ranaut and premium point ofsale communication will all work towards positioningLiva Crème as a premium brand in the minds of con-sumers," added Mr. Rajeev Gopal, CMO - BirlaCellulose.While designers have loved the fabric, each
LIVA CRÈME Launched byMr. Kumar Mangalam Birla
NEWS

March - April 2017436
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
designer has interpreted Liva Crème fabric in theirown creative way.
"It is always our endeavor to offer something new toour customer. Liva Crème fabric has all the attributesof Liva fabric while offering the added benefit of luxu-rious soft feel. The fabric has found tremendous re-sponse from women consumers, as per a researchconducted in Mumbai and Delhi. The proposition ofluxurious softness has been crafted basis theirfeedback"saidMr.Dilip Gaur, Business Director -Pulp& Fibre.
Designers - Nikhil Thampi, Ka-Sha, Shiven and Nareash
"Liva Crème fabric is very light, very airy and breath-able. It has a fluid nature with a luxurious soft feel.With Liva Crème it's very easy to be comfortable andwe believe in making clothes which are comfortable.It was really interesting collaboration and was fun towork with the team", said KarishmaShahani Khan (Ka-Sha) who has used Liva Crème for her exclusive col-lection at Shoppers Stop."It was a great experience designing the collectionwith Liva Crème fabric. It is a nature based fabric thatis exquisite. It has an effortless drape and has a uniqueluxurious feel. We let the fabric give a design direc-tion to us. Liva Crème was a great starting point to thecollection. The fabric blend very effortlessly with thedesign", said the designer duo - Shivan and Nareshwithrespect to their exclusive Liva Crème collection forVan Heusen.
"Liva Crème is a nature based fabric which has a greatbalance of fluidity and luxurious softness. The fabricis fluid and premium. Liva Crème fabric was a com-plete dream to work with. The whole collaborationcame together really well. I got to create some greatdesigns for Allen Solly with Liva Crème. The mirageof all three brands coming together is a dream cometrue and I hope you all like the collection", said theenthusiastic Nikhil Thampifor his collection for AllenSolly with Liva Crème.
Kangana RanautWalking the ramp
Brands who have partnered with Liva Crème areequally excited about this association.
"Our association with Liva Crème team has been veryencouraging for our brands Haute Curry and Kashish.The entire Liva Crème team has been an integral partof our product development journey. Our associationfrom R&D to designer collaboration have been veryencouraging. A wide range of products has been show-cased with detail adaptation. Support and training forour front end Customer Care Associates has been fa-cilitated making this an end-to-end successful project.Garments made with Liva Crème fabrics are also show-ing good sales conversion.
Liva Crème is a promising fabric and we look forwardto a long term partnership and innovation from theLiva team", said ShilpaGulatee R. (Head Private Brandsat ShoppersStop).
About Birla CelluloseBirla Cellulose represents the Pulp and Fiber businessof the Aditya Birla Group. Birla Cellulose pioneeredthe Viscose Staple Fibre (VSF) in India. Birla Cellu-lose fibers are of 100% natural origin, highly absor-bent, have good fall and feel, and are completely bio-degradable. As an extremely versatile and easilybendable fibre, VSF is widely used in apparels, hometextiles,dress material, knitted wear and non-wovenapplications. Birla Celluose commands a major worldmarket share in the Manmade Cellulose fiber domain.
NEWS

March - April 2017 437
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
PHD Chamber successfully organised Technical Tex-tiles Exhibition cum Buyer-Seller Meet on 23rd-24th March, 2017 at PHD House, New Delhi.
Technical Textiles is the sunrise segment of the globaltextile industry. With increasing competition and di-minishing margins in the production of conventionaltextiles, textile manufacturers in industrialised coun-tries have switched over to production of value-addedtechnical textiles. In India the technical textile indus-try contributes to roughly 12% of Indian textile indus-try at present which is very less compared to otherdeveloping countries like China where technical tex-tile industry accounts for around 20% of the textilesector.
PHD Chamber in the past has actively taken up issuesrelated to Textile Industry and technological up-grada-tion for the growth of the industry as well as socio-economic growth of the economy.
Against this backdrop and to promote usage and ap-plication areas of technical textiles,PHD Chamber inassociation with O/o Textile Commissioner, Ministryof Textiles, Government of India and Northern IndiaTextile Research Association (NITRA) organised a 2day Exhibition cum Buyer-Seller Meet on TechnicalTextiles on 23rd-24th March 2017 at PHD House, NewDelhi.
PHD successfully organisedTechnical Textiles Exhibition cum Buyer-Seller Meet
L. to R.: Dr. Arindam Basu, Director General, NITRA;Surgeon Rear Admiral, Joy Chatterjee, Additional
Director General - Medical Services, Indian Navy; Mr.Ram Poddar, Co-Chairman, Industry Affairs Committee,
PHD Chamber; Mr. Sanjay Aggarwal, Chairman,Industry Affairs Committee, PHD Chamber; Air Commo-dore Deepak Gaur, Indian Air Force, Dr. V. K. Kothari,Professor - Textiles Department, IIT Delhi and Mr. Vivek
Seigell Director, PHD Chamber
The Exhibition was inaugurated by Air CommodoreDeepak Gaur, Principal Director-Medical Services,Indian Air Force, Surgeon Rear Admiral, Joy Chatterjee,Indian Navy, Dr. Arindam Basu, Director General,NITRA; Dr. V. K. Kohli, Director, Regional O/o Tex-tile Commissioner, Ministry of Textiles, Governmentof India, Dr. V. K. Kothari, Professor - Textiles De-partment, IIT Delhi, Mr. Viren Mehta, Vice President-Marketing, Fibre2Fashion, Mr. Sanjay Aggarwal, Chair-man, Industry Affairs Committee, PHD Chamber, Mr.Ram Poddar, Co-Chairman, Industry Affairs Commit-tee, PHD Chamber and Mr. Vivek Seigell, Director,PHD Chamber.
The Exhibition was inaugurated by Air CommodoreDeepak Gaur, Principal Director-Medical Services,Indian Air Force, Surgeon Rear Admiral, Joy Chatterjee,Indian Navy, Dr. Arindam Basu, Director General,NITRA; Dr. V. K. Kohli, Director, Regional O/o Tex-tile Commissioner, Ministry of Textiles, Governmentof India, Dr. V. K. Kothari, Professor - Textiles De-partment, IIT Delhi, Mr. Viren Mehta, Vice President-Marketing, Fibre2Fashion, Mr. Sanjay Aggarwal, Chair-man, Industry Affairs Committee, PHD Chamber, Mr.Ram Poddar, Co-Chairman, Industry Affairs Commit-
NEWS
Texttreasure
Teach self-denial and make its practice plea-sure, and you can create for the world a des-tiny more sublime that ever issued from thebrain of the wildest dreamer.
- Sir Walter Scott

March - April 2017438
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
tee, PHD Chamber and Mr. Vivek Seigell, Director,PHD Chamber.
Mr. Sanjay Aggarwal, Chairman, Industry AffairsCommittee, PHD ChamberMr. Sanjay Aggarwal, Chairman, Industry AffairsCommittee, PHD Chamber in his welcome addressmentioned that Textile industry in India is vital for itseconomic growth as it generates employment in largenos. Mr. Aggarwal also added that the technical textileindustry has been expanding proportionally in respectto the entire textile industry.
He mentioned that India's Textile growth at present isestimated at $108 billion which is expected to rise to$220 billion by 2021. He further added that Technicaltextiles accounted for around 29 per cent share of theglobal textile revenues.
Mr. Ram A Poddar, Co-Chairman, Industry AffairsCommittee, PHD ChamberMr Ram A Poddar, Co-Chairman, Industry AffairsCommittee, PHDCCI, said that India's textiles sectoris one of the oldest industries in Indian economy dat-ing back several centuries. He added that even today,textiles sector is one of the largest contributors to India'sexports with approximately 11 per cent of total ex-ports and is labour intensive.
Dr. Arindam Basu, Director General, NITRA
Dr. Arindam Basu, Director General, NITRA; SurgeonRear Admiral, Joy Chatterjee, Additional DirectorGeneral - Medical Services, Indian Navy; Mr. Ram
Poddar, Co-Chairman, Industry Affairs Committee, PHDChamber; Mr. Sanjay Aggarwal, Chairman, IndustryAffairs Committee, PHD Chamber; Air Commodre
Deepak Gaur, Indian Air Force,
Dr. V. K. Kohli, Director, Regional Office of TextileCommissioner, Ministry of Textiles, Govt. of India andMr. Vivek Seigell Director, PHD Chamber
Dr. Arindam Basu, DG, NITRA in his address saidthat Textiles have over decades evolved from beingused only for protection earlier to presently focusingon aesthetics and fashion side. He added that new fi-bres and technologies including Technical Textiles,have helped produce good quality textile productswhich are much more suitable for user.
Dr. Basu said that Technical Textiles presents a win-win situation for both industry as well as buyers. Heexplained that for Industry technical textiles giveshigher residue and profit per unit is much more orbuyers he mentioned that Technical textiles increasesefficiency as well as provide an added protection in-creasing the overall quality of end product.
Dr. Arindam Basu said that over last 3 years IndianTechnical Textile industry has come up and many in-ternational standard products have come up in Indiawhich has led to an increase in import substitution oftextiles.
Air Cdr Deepak Gaur, Principal Director-MedicalServices, Indian Air ForceAir Cdr Deepak Gaur, Principal Director, Indian AirForce focused on importance of Protective and Medi-cal textiles within the broad classification of TechnicalTextiles. He said that one of the most important thingfor a medical textiles manufacturer is to reduce hospi-tal acquired Infections as the bacteria, virus and fungiadversely affects the environment.
Air Cdr Deepak Gaur mentioned that in India there isspace for both disposable as well as reusable technicaltextiles.
Air Cdr Deepak Gaur said that the lack of dynamicstandards is a persistent problem with respect to Tech-nical Textiles industry and needs to be addressed andshould be done after consultations with all relevantstakeholders including centres of excellence.
He further mentioned that the Indian Defense forcesincluding Army, Navy and Air Force aim to equip itssoldiers with state of the art NBC (Nuclear BiologicalChemical) warfare equipment to sustain in adversecircumstances.
NEWS

March - April 2017 439
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Air Cdr Deepak Gaur said that Indian Air Force hassuggested DRDO to tie up with foreign protectivetextiles manufacturers so that sophisticated and supe-rior products can be made in India for our soldiers.
Dr. V. K. Kothari, Professor, Textiles Department,IIT DelhiDr. Kothari in his address highlighted the importanceof Technical Textiles for India and the world .He saidthat the Technical Textile manufacturers in India mustlook to how they can diversify their product range toareas which are more promising.
He also mentioned that Indian manufacturers mustfocus on innovation and developing new products tomake it competitive in the market. Dr. Kothari sug-gested the technical textile industry to collaborate withinstitutions like IIT Delhi for research related oppor-tunity/problems which industry would like to workupon.
Surgeon Rear Admiral Joy Chatterjee, AdditionalDirector General-Medical Services, Indian Navy
Surgeon Rear Admiral Joy Chatterjee, Additional Direc-tor General - Medical Services, Indian Navy checking
products at display at a stall
Surgeon Rear Admiral Joy Chatterjee, Additional Di-rector General-Medical Services, Indian Navy in hisaddress said that requirement of textiles for the 3 de-fense forces of India is similar.
He mentioned that Indian Navy has 10 dedicated hos-pitals as compared to 12 for Indian Air Force and 140from Indian Army. He added that level of medical carevaries in these hospitals and range from small 40-50beds to huge tertiary care hospitals of 800 beds.
Surgeon Rear Admiral Joy Chatterjee said that overdecades medical practices in India have grown tre-mendously to the extent that they have nearly caughtup with the western developed countries. Adding fur-ther he mentioned that good quality surgical drapesand dressings have contributed to this.
Surgeon Rear Admiral Joy Chatterjee said that althoughaffordability is one of the critical factors for procure-ment department but honesty towards patients andcustomers must be a priority for the hospitals. Hefurther explained this by citing the case of many spu-rious products, not only drugs but also medicaldisposables which have come up in the market and areof poor quality. He added that these products get passedbecause of their lowest bid and does not set a goodprecedent and suggested the Chamber to interveneappropriately.
Surgeon Rear Admiral Joy Chatterjee concluded byurging the Technical Textiles industry to collaboratewith DRDO and make state of the art products forIndian Navy as the demand for no. of utility suits andclothing is huge.
A view of the gathering during the Inaugural Session
Inauguration of Buyer-Seller Meet by the dignitaries
NEWS

March - April 2017440
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Dr. V. K. Kohli, Director, Regional Office of TextileCommissioner, Ministry of Textiles, Govt. of IndiaDr. V. K. Kohli in his address at the Inaugural Sessionhighlighted the potential of Indian Textile Industry. Hesaid that India has the capacity to produce wide vari-ety of products which cater to both India as well asoverseas markets. He said that technical textiles aremanufactured primarily for their performance and ef-ficiency.
Dr. Kohli mentioned that market for Technical Tex-tiles in India stood at Rs 92,499 crore in 2015-16 andis expected to grow at a 12% CAGR and reach Rs 1,16,217 crore by 2017-18 and added that India wouldplay a key role in shaping the global technical textilesindustry with increasing power of purchasing of In-dian consumers.
NEWS
Dr. V. K. Kohli said that development and industrial-ization are the main drivers for the demand of Tech-nical Textile products in a country and the demand fortechnical textiles is expected to stay steady during theperiod 2015-2020, due to a broadening application inend-use industries, such as automotive, construction,healthcare, and sports equipment etc.
He also mentioned that the Govt. of India has launchedmany schemes like TUFS (Technological Up-grada-tion Fund Schemes) and Amended TUFS focusing onincreasing Textile Exports from India. Dr. Kohli addedthat the Govt. of India is also setting up of India's firstintegrated textile city in Andhra Pradesh.

March - April 2017 441
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
NEWS
2016/DEE/10
2016/INE/202016/INE/21
05 12

March - April 2017442
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
NEWS

March - April 2017 443
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
NEWS

March - April 2017444
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
NEWS

March - April 2017 445
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
JOURNAL OF THE TEXTILE ASSOCIATIONVOLUME 76 - MAY 2016 TO APRIL 2017
SUBJECT INDEX
Subject Authors Issue Page
●●●●● EDITOTIAL:◆ World Textile Conference - 2 M.D. Teli 1 2◆ Celebrating 10th year of India ITME 2016 R. V. Adivarekar 2 2◆ Yojanas in favour of Textile Sector R. V. Adivarekar 3 158◆ Demonetization - A near term or long term snag R. V. Adivarekar 4 217◆ Hitting centuries through science : Kudos to ISRO R. V. Adivarekar 5 294◆ Graphene - the most Remarkable Substance ever discovered R. V. Adivarekar 6 362
●●●●● APPAREL:◆ Study to Determine Factors Affecting Long-Term Buyer- AkhilendraPratapSonkar & 6
Vendor Relationship in Domestic Apparel Industry Dr. Chet Ram Meena
●●●●● DYEING:◆ SterculiaFoetida Fruit Shell used for Dyeing and Ultra-violet M. D. Teli, PintuPandit& 3 169
Protection Properties to Worsted Wool PrateetiUgale◆ Correlation of L* a* b* Values of the Coloured Sampleswith V.D. Deshpande, K. D. Deshpande 3 175
their Reflectance Curves & Vinod S. Gokarna◆ Preparation of Eco-friendly Carriers and their Applications in M. M. El-Molla, M. Helmy & 4 226
Textile Dyeing A. Abd-Elghany◆ Standing Bath Technique for Cost Reduction in Cotton M. D. Teli, Somling B. Viveki&
Dyeing with Marigold PintuPandit
●●●●● FINISHING:◆ Finishing of Canvas Fabric Using Natural Plant Source Geetal Mahajan & R. V. Adivarekar 3 181◆ Finishing of Knitted Fabrics using ZnOnano Particles for Gopalakrishnan P.P. & 4 243
Antibacterial and Ultraviolet Protection K. Thangamani
●●●●● KNITTING:◆ Modelling of Thermal Characteristics of Knitted Fabrics Dr. Senthilkumar P. & 3 161
Using Finite Element Method Ms. Punitha V.◆ Bio-Processing of organic Cotton Weft knitted Fabric Mr. D. Sureshkumar & 6 365
Dr. M. Krishnakumar
●●●●● MARKETING:◆ Use of Advertisements and Media by Apparel Brands: M. D. Teli, AranyaMallick& 2 105
What Works Best? Dipanwita Ray
●●●●● OTHERS:◆ Rich Cultural Heritage and Costumes of Koch Tribe Anshu Sharma 1 22◆ Awareness among Modern Consumers about Textile and M. D. Teli, ApoorvaMetkari & 1 33
Apparel Brands & their Eco-friendly Angle Pintu Pandit◆ Consumers Attitude towards Apparel E-Shopping as Related Preeti Singha & Radha Kashyapb 2 117
to Ease of Use, Security and User's Relative Advantages◆ A Survey Report on Retail Salesperson and Serious Mangesh D. Teli, 5 316
Consumers in Textiles and Apparels: Win-win strategy Bhagyashri Annaldewar,Bholenath Upadhyay &Pooja Panchal
●●●●● PRINTING:◆ Patterns from Nature: Contact Printing ÖzlenenErdemIsmal 2 81◆ Sorghum Starch Thickener for Printing of Natural Dyes Mangesh D. Teli, Pallavi A. Shitole 4 235
&AranyaMallick
●●●●● PROCESSING:◆ A Study on Acoustic Properties of Rice Straw E. Tholkappiyan , D. Saravanan, 5 308
Reinforced Cement Boards D. Sushmitha, P. Leela Devi &S. Deepthi
NEWS

March - April 2017446
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
●●●●● REVIEW ARTICLE:◆ Performance Enhancing Sportswear - A Review Meenu Munjal & Dhirendra Sharma 6
●●●●● SPINNING:◆ An Experimental Investigation of the Effects on Sewing Ghada Ali Abou-Nassif 4 221
Needle Penetration Force◆ Impact of Spinning Parameters & Components on Rotor Nitin T. Patil, Prof Dr. S. P. Borkar, 5 297
& Air-Jet Yarn Properties Dr. Stephan Weidner-Bohnenberger& Marc Schnell
●●●●● TECHICAL TEXTILES:◆ Sisal/Carbon and Jute/Carbon Hybrid Composites Dhanraj Desai, Girendra Pal Singh, 1 17
Pallavi Madiwale, Sujata Pariti &R. V. Adivarekar
●●●●● TESTING:◆ Comparison of Application of Finite Element Analysis in P. Senthilkumar& V. Punitha 1 12
Prediction of Performance of Textile Materials◆ Effect of Twist Multiplier on Weight and Thickness of Kathirrvelu S. Subramanian & 2 92
Single Jersey Knitted Fabrics Dereje Berihun Sitotaw◆ Dimensional Stability of Cotton, Cotton/Tencel, and Tencel Ramasamy K. A., Nalankilli G. 2 99
Plain Weft Knitted Fabrics - Spirality and Fibrillation & Shanmugasundaram O. L.
●●●●● TEXPERIENCE:◆ Texperience - Business world is like a Battle field, Win it V. K. Gupta 1 43
through Sun Tzu Strategy◆ Texperience - Yarn Printing Ashok Athalye 2 120◆ Texperience - Miles to go in dyeing N. N. Mahapatra 3 185◆ Texperience - Jugad R. N. Yadav 4 248◆ Texperience - How to Control Hard Waste R. N. Yadav 5 324◆ Texperience - The Case of the Bad Manufacturer A. R. Garde 6
●●●●● TEXNOTE:◆ Chapter 12: Textile Scaffolds for Vascular Tissue Recovery Pallavi Madiwale, 1 47
and Regeneration Mrs. Rachana Shukla &R. V. Adivarekar
◆ Chapter 13: Challenges and further scope for textiles in PallaviMadiwale, 2 123medical scaffolds Mrs. Rachana Shukla &
R. V. Adivarekar◆ Waste water management strategies in Textile industry Rachana Shukla & R. V. Adivarekar 3 187◆ Molecular Machines on Textile Surface Ms. Geetal Mahajan & 4 253
Sandeep More◆ Clays: Perspective in Textiles SaptarshiMaiti, 5 327
Debarghya Mukherjee,Geetal Mahajan & R. V. Adivarekar
◆ Graphene a Wonder Material - History Saptarshi Maiti, PintuPandit,Geetal Mahajan, R. V. Adivarekar & 6M. D. Teli
●●●●● WEAVING:◆ An Investigation on the Role of Sewing Tension and Samuel Wesley D. & 1 5
Thread's Extension and Shrinkage on the Puckering of Rengasamy R. S.Lock Stitched Seams
◆ Influence of Ply Yarn Twist Direction on the Properties Prof. Narkhedkar R. N. & 5 305of 100% Catton Fabric Mr. Kupelur R. K.
◆ Creation of Innovative Value Added New Generation V.K. Gupta 6Fabrics by Application of Specialty Synthetic Yarns
NEWS

March - April 2017 447
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
FORM IV (See Rule 8)Statement about ownership and other particulars about Newspaper
JOURNAL OF THE TEXTILE ASSOCIATION
1. Place of Publication : The Textile Association (India), Central Office2, Dwarkanath Mansion, Near Nirmal Nursing Home,91, Ranade Road Extension, Shivaji Park, Dadar (W),Mumbai - 400 028.
2. Periodicity of Publication : Bi-Monthly (Six issues in a year)
3. Printer's Name : Shri Ashok Bagwe Nationality : Indian
Address : Sundaram Art Printing Press12, WadalaUdyogBhavan, Naigaum X Road,Wadala, Mumbai - 400 031.
4. Publisher's Name : Shri J.B. SomaNationality : IndianAddress : 7-A/203, New DindoshiGiridarshan CHS. Ltd.
New Dindoshi MHADA Colony, Near NNP No. 1 &2, New Dindoshi, Goregaon (East),Mumbai - 400 065
5. Editor's Name : Dr. Ravindra V. AdivarekarNationality : IndianAddress : Dept. of Fibres& Textile Processing Technology
Institute of Chemical Technology,Matunga, Mumbai - 400 019
6. Name and address of individuals who own the : The Textile Association (India), Central Officenewspaper and partners holding more than 1% 72-A, Santosh, 2nd Floor, Dr. M.B. Raut Road,of the total capital ShivajiPark, Dadar, Mumbai - 400 028
I, J.B. Soma, hereby declare that the particulars given are true to the best of my knowledge and belief.
Mumbai (Sd/-)1stAPRIL 2017 J.B. SOMA
Publisher
NEWS

March - April 2017448
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
FORTHCOMING EVENTS
INDIA
6th Technotex 2017 ConferenceMinistry of Textiles, Govt. of India in associationwith (FICCI)Advantage India: Emerging Global ManufacturingHub for Technical TextilesDate : 12-14th April, 2017Venue : Bombay Exhibition Centre, Goregaon (E),
Mumbai Contact:Mr. Pradeep AhireFICCI-MSC, Krishnamai, Plot No.33-B,Sir Pochkhanwala Road, Worli,Mumbai - 400 030
M. : +91-9594933131/9324058239E-mail : [email protected] : http://www.technotexindia.in
3rd International Textile Exhibition - Textile Expo2017 SuratDate : 14-16th April, 2017Venue : SIECC Surat International Exhibition &
Convention Centre, SuratContact : Textile Graph Event Management
S-3, Second Floor, Sardar Complex,Central Road No. 6, Udyognagar,Udhna, Surat - 394 210, Gujarat (India)
Tel. : +91-0261-2278787, 2902727M. : +91-9825118176, 8866065888, 9979873343E-mail : [email protected],
[email protected] : www.textileexpo2017surat.com
The Textile Association (India) - Mumbai UnitorganizingSeminar on "Opportunities in the CurrentChallenges inWeaving Sector"Date : 22nd April, 20177Venue : Hotel Fortune Park Galaxy, Daffodil Hall,
N.H. No. 08, Vapi - 396 195 (Gujarat)Contact : Mr. Haresh B. Parekh, Convener
The Textile Association (India), Mumbai UnitAmar Villa, Behind Villa Diana, Flat No. 3,Near Portuguese Church / Maher Hall, 86,College Lane,Dadar (W), Mumbai - 400 028
Tel. : +91-22-24328044 24307702,Fax : +91-22-24307708E-mail : [email protected],
[email protected],Website : www.texstileassociationindia.com
Every effort is made to ensure thatthe information given is correct.You are however, advised to re-check the dates with the organizers,for any change in schedule, venueetc., before finalizing your travelplans.
Techtextil India 2017International Trade Fair for Technical Textiles andNonwovensDate : 13-15th September, 2017Venue : NSC Complex, Goregaon (E),
Mumbai - IndiaContact : PriyankaPawar - +91-22-61445990
Jesica John - +91-22-61445937E-mail : [email protected],
Jesica.john@ india.messefrankfurt.com
ITMACH INDIA - International Textile Machinery& Accessories ExhibitionDate : 07th to 10th December, 2017Venue : Helipad Exhibition Center, Gandhinagar,
Ahmedabad, Gujarat (India)Contact : ArvindSemlani -M. : +91-9833977743E-mail : [email protected]
Radhika Boddu -M. : +91-9867127598E-mail : [email protected]
BhaveshThakar -M. : +91-9375322449E-mail : [email protected] : www.ITMACH.com
ABROADLargest International Textile and GarmentTechnology ExhibitionDate : 20th to 26th June, 2019Venue : FIRA CE Barcelona Gran Via,
Barcelona, SpainContact : Daphne Poon
Marketing Communications DirectorITMA Services Pte Ltd.73 Ubi Road 1, #08-48 Oxley BizHub,Singapore 408733
Tel. : (65) 6849 9362 M: (65) 94789543E-mail : [email protected] : www.itma.com