Embed Size (px)
Citation preview
MAR
CH 2
011
Stit
chW
orld 3

TYPE OF BUSINESS
Manufacturer-Exporter
Manufacturer
Machine manufacturer/Agent
Institution Academician
Technologist Any other
S U B S C R I P T I O N F O R M Yes, I wish to subscribe to StitchWorldIndia Sri Lanka Bangladesh Other countries
1 Year (12 issues) Rs.960 US $ 40 US $ 40 US $ 90 2 Years (24 issues) Rs.1680 US $ 70 US $ 70 US $ 160
Educational Institutes / Students (applicable only in India) 1 Year (12 issues) Rs.720 2 Years (24 issues) Rs.1440
Name _________________________________________ Designation ______________________Company/Institute _____________________________________________________________Address ______________________________________________________________________Ph _____________________ Fax ______________ E-mail _____________________________
Payment should be in favour of ‘CONTACT COMMUNICATIONS’,B-32, South Extn., Part-I, New Delhi - 110049, India. Phone: 91-11-47390000, 24602283Fax: 91-11-24651656, Email: [email protected]
Subscribe Online visit our website www.stitchworld.net
StitchWorldwww.stitchworld.net C O N T E N T S
VOL. IX • ISSUE 1
NewsTrack8
Te chTa lkSWFM – UK202 – 50, BY SWF, FOR SPECIALIZEDSEQUINS WORKS MARKETED IN INDIA BY HCA
Te chRev i ew3434 TECHNOLOGY BLENDING INTO FASHION
ADDING VALUE TO THE MERCHANDISE…
16
MARCH 2011 StitchWorld 5
Te chEven t38
16 LEAN INITIATIVE: MADURA GOES MODULARREDUCING MANUFACTURING COST
20 LEAN INITIATIVE: PRATIBHA SYNTEX GOESMODULAR INCREASES PRODUCTIVITY BY65% IN ONE YEAR
22 PATENTS IN GARMENT INDUSTRYTECHNOLOGY ADVANCEMENTS INBUTTON ATTACHING
28 INTERNATIONAL KAIZEN TOUR…KAIZEN MANAGEMENT SYSTEM AT WORKIN SWITZERLAND
30 OPTITEX REAL-TO-LIFE 3D SIMULATIONFOR ONLINE GARMENT SHOPPING
32 PRODUCT DEVELOPMENTFASHION AT WARP SPEED
38 MACHINE MANUFACTURERS PROVIDING‘PRODUCTIVE’ OPTIONS
42 IILF’11: LEATHER A GROWING SEGMENT
11 INTERTEK ORGANIZES TEXTILE SUPPLYCHAIN – TECHNOLOGISTS FORUMIN BANGALORE

From the Editor’s Desk
EditorEditorEditorEditorEditor-in-Chief-in-Chief-in-Chief-in-Chief-in-ChiefDEEPAK MOHINDRA
TTTTTechnical Editorsechnical Editorsechnical Editorsechnical Editorsechnical EditorsPRADIP V MEHTA (US)
PAUL COLLYER (UK)
CLAUDIA OLLENHAUER-RIES (GERMANY)
Copy EditorCopy EditorCopy EditorCopy EditorCopy EditorVEERESHWAR SOBTI
Design & ProductionDesign & ProductionDesign & ProductionDesign & ProductionDesign & ProductionSARFARAZ AHMAD
RAJKUMAR CHAHAL
Photo EditorPhoto EditorPhoto EditorPhoto EditorPhoto EditorJITENDER MEERWAL
Advertising TAdvertising TAdvertising TAdvertising TAdvertising TeameameameameamAMIT MAHARISHI
Asst. Manager-Sales - 09871307950
Subscription EnquirySubscription EnquirySubscription EnquirySubscription EnquirySubscription EnquiryRANI MAHENDRU - 011-47390000
Publisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorPublisher & Managing DirectorRENU MOHINDRA - 09810058986
Head OfficeHead OfficeHead OfficeHead OfficeHead OfficeContact Communications
B-32, South Extension, Part-I, New Delhi-110 049Phone:Phone:Phone:Phone:Phone: 011-47390000, 24602283 FaxFaxFaxFaxFax: 91-11-24604597
E-mail: E-mail: E-mail: E-mail: E-mail: [email protected] , [email protected] associate:eb associate:eb associate:eb associate:eb associate: www.stitchworld.net
Editorial EnquiryEditorial EnquiryEditorial EnquiryEditorial EnquiryEditorial EnquiryE-mail: E-mail: E-mail: E-mail: E-mail: [email protected] , [email protected]
Phone: 41646999, 24602283
PrintingPrintingPrintingPrintingPrintingAsk Advertising Aids Pvt. Ltd.
88, DSIDC, Okhla Indl. Area, Phase-I,New Delhi-110 020 Phone : 26816824
All Rights Reserved © 2009 by Contact Communications
No part of this book may be reproduced or transmitted inany form or by any means, graphic, electronic, ormechanical, including photocopying, recording, taping,or by any information storage retrieval system, withoutthe written permission of the publisher.
Read and comment on my blog at
http://stitchworldmagazine.blogspot.com
MARCH 2011 StitchWorld 7
Whether it is Delhi or Bangalore the companies now have to adjust to working
with the migratory population. In the metro cities getting operators is not
the only difficulty, but the cost at which to get them is also challenging… Companies
big or small now have to make do with contract operators along with their regular
employees to take care of absenteeism and attrition of regular operators. In some
cases one can have an exclusive contract line run after fixing the cost of a garment
based on cost per SMV and manufacture high style content garments on that line.
Also one can have contract operators to take care of critical operations but in that
case, one can’t take any systems, such as Lean, Kaizen, Six Sigma to the maturity
levels and built the culture of passion and commitment in contract workers towards
the work and co-workers, instead one has to keep driving them continuously every
hour of the day. Also the absenteeism gets built in such systems as the operator
absents himself without prior information or changes job even at little extra offer.
Hiring contractual workers for non critical operations and keeping regular employees
for the critical operation is an interesting compromise adopted by many companies.
The critical operations can be defined as an operation where the learning curve is
normally higher, requiring the skill sets to be acquired to move the garment across
all seams not only straight but all curvatures too. Broadly around 20% of the total
employees are required in a given line to handle such operations considered
as critical operations.
Though the Budget proposal presented recently has been under fire from the
industry with little to offer… the 10% increase in excise duty on manufacturing of
branded clothes is indeed a blow, coming at a time when cotton prices are
continuously rising. But one announcement that seems to have skipped the attention
of most is the ‘intent’ expressed by the Finance Minister to increase the share of
manufacturing in the GDP growth from 16% to around 25% over the next decade.
Though no road map to achieve this ambitious target has been defined, it is a
positive starting point for greater support to the manufacturing sector. I think a
good start would be the rationalization of the labour laws, which have been a long
standing demand of the manufacturing industry.
This issue has some very interesting articles with case studies of two diverse
companies like Madura Clothing and Pratibha Syntex going modular through
implementation of Lean. A new series on evolution of sewing industry in its first
article traces the history of button attaching machines through the patents that
have aided in developing the modern day machine. Technology is widening the
scope of application and the article “Technology Blending into Fashion, Adding
Value to the Merchandise…” highlights new developments in machines for
value addition.
Deepak Mohindra
Editor-in-Chief

8 StitchWorld MARCH 2011
V While quantitiesof exports fromIndia decreased(-) 5.30%, valueswere marginally upby (-) 0.87% duringthe period Jan.-Oct.’10. The average UVRfor Indian apparelexports during thefirst ten months wasEuro 17.30 (per kg offabric equivalent).
Apparel imports bythe US during theperiod Jan.-Nov.2010 registered13.55% increase invalue and 16.90%upsurge in volumes.The average UVR ofimports was downfrom $ 2.97 in thesame period last yearto $ 2.88 this year.
Ten months into2010 saw apparelimports into the EUgrow, while the valueof imports was up by5.04% the quantitieswitnessed marginalgrowth of 0.34%. Theaverage UVR remainedhigher than what itwas last year at Euro14.21 (per kg of fabricequivalent).
India saw value ofexports to the USincrease by 10.09%and volumes rise by8.21% in the periodJan.-Nov. ’10 ascompared to the sameperiod last year.India’s UVR witnessedgrowth from $ 3.14 to$ 3.20 during theperiod.
Under the corporatemotto “Ever Onward”,
Japanese manufacturerShima Seiki, the leaders incomputerized flatbedknitting machine technology,celebrated its 49thanniversary recently and helda send-off rally for its100,000th computerizedflatbed knitting machine tobe shipped overseas.
The commemorative machineis a 7 gauge NSSG122-SVmachine, scheduled forinstallation at a knittingfactory in Hong Kong. Thismachine will be the 3,000th
Japan: Shima Seiki Ships 100,000th ComputerizedFlatbed Knitting Machine Overseas
computerized knittingmachine to be installed bythis company.
NSSG122-SV is one of ShimaSeiki’s mainstreamcomputerized knittingmachines and currently itsbest-selling model. It is acompact machine with a48-inch knitting width andan ultra-compact double-system carriage. Highproductivity is realized withthe R2CARRIAGE® – (RapidResponse Carriage) system.WideGauge® knittingcapability allows a singlemachine to knit a wide rangeof gauges for increasedflexibility. The machine also
features Shima Seiki’srenowned DSCS® – DigitalStitch Control System – asstandard equipment forassuring quality consistencyin production.
Shima Seiki began exportingits SEC series machines in1984, and quickly found agrowing market for itsunique combination ofcreative innovation, user-friendliness and solidreliability worldwide. Thesubsequent introduction ofthe SES series in 1989,followed by the SWG seriesWHOLEGARMENT® machines in1995 and the 2006 releaseof the SSG series has helpedShima Seiki to maintain asignificant presenceoverseas as leadingcomputerized flat knittingmachine technologist foralmost 30 years.
The company is todaystrongly placed with totalsales of 29,572 millionJapanese Yen (fiscal yearending March 2010) and witha consolidated sale of 36,874million Japanese Yen.
100,000th computerized flatbedknitting machine getting readyto be shipped overseas
Mimaki Engineering Co.Ltd., a market-
oriented companydedicated to developingnew products based oninkjet and cuttingtechnologies for the sign/graphics, industrial andtextile/apparel markets, in arecently passed resolutionat the Board of Directors’meeting appointed its newChairman and President.
The current President AkiraIkeda has been upgradedand will take up the post ofChairman, while the currentExecutive Vice-PresidentMikio Noguchi has beenpromoted as President. Thischange comes at a timewhen Mimaki Engineeringwill draw up next year’sbudget plan. With the newstructure in the Board ofDirectors’ meeting, MimakiEngineering will aim forcontinuous growth of theMimaki Group in thecoming period.
Japan: Mimakiappoints newChairman andPresident
News Track

MARCH 2011 StitchWorld 9
USA: Tukatech Releases New TUKA3DSoftware suite; e-Design and e-Viewcompliment new version of e-Fit module
Using Tukatech’s TUKA3D software, designers can compare various fabric andpattern options for a particular garment
Tukatech has released the latest version of e-fit, thus completinga part of a 3D software package called TUKA3D – a collection
of 3D software modules for design, fit and collaboration. Thenew features of e-fit include a 20-30% speed increase insimulation, TC2 scan data compatibility, new grouping featuresfor varying stiffness and stretch of parts of a garment. The newpackage released also includes two new and upgraded designand collaboration modules, named e-design and e-view.
Bureau Veritas ConsumerProducts Services (BVCPS)
Bangladesh Limited is allready to set up aninternational standardtesting Laboratory inKarnaphuli Export ProcessingZone (KEPZ) and a LeaseAgreement was signedbetween Bangladesh ExportProcessing Zone Authority(BEPZA) and Bureau Veritasrecently. Member (InvestmentPromotion) of the BEPZA Md.Moyjuddin Ahmed andGeneral Manager of BureauVeritas Consumer ProductsServices Bangladesh ManishKumar signed the deal onbehalf of their respective sides.
The lab, which will besituated at the KarnaphuliExport Processing Zone, offerBVCPS testing, inspection andassessment services to 650RMG units in Chittagongarea. A remarkable history forBangladesh operations,Bureau Veritas is already inprocess and looking tolaunch the laboratory by May
Bangladesh: Bureau Veritas to SetupLaboratory at KEPZ
2011, where 30-32 personnelwill be recruited initially.
Bureau Veritas will alsoprovide inspections andassessment services from thenew office. General Manager(Invest Promotion of theBEPZA AZM Azizur, waspresent at the agreementsigning ceremony.
Bureau Veritas, the world’ssecond largest group inconformity assessment andcertification services presentin over 140 countries ishelping its clients to improvetheir performances byoffering services andinnovative solutions toensure that their products,infrastructure and processesmeet standards andregulations in terms ofquality, health and safety.
PAD system, a multi-platform pattern and
marker making softwaredesigned with a focus onoptimizing fabric usagein apparel industry withmaximum nesting speed,has released its new andre-engineered nestingengine, the ‘PADAutoMark’. The system isclaimed to be the mostadvanced, cost-effectiveand powerful nesting enginefor its superior performancein the market.
The system is a fullyautomatic marker makingsoftware using a uniquealgorithm that creates moreeffective production markersfaster than ever. Comparedwith PAD’s previous nestingengine, the efficiency isimproved by up to 4%.
Hong Kong: PAD introduces ‘PADAutoMark’, a New and Re-engineeredNesting Engine for Apparel Industry
Besides, PAD AutoMark canswiftly produce different stylesof markers; handle specificfabric types such as colourshading which cannot behandled by the old PADengine. The system is a mustitem for every apparelmanufacturer as it helps inimproving productionefficiency and achieves costsaving purpose in contemporarybusiness environment.
(L-R) Md. Shafiqur Rahman,Manager, Finance & Accounts –
Bureau Veritas Consumer ProductsServices Bangladesh; Manish
Kumar, GM, Bureau VeritasConsumer Products ServicesBangladesh; Md. MoyjuddinAhmed, Member (Investment
Promotion) – BEPZA; and AZMAzizur Rahman, GM, (Investment
Promotion) – BEPZA
News Track
10 StitchWorld MARCH 2011
Capital ApparelsTechnology commonly
known as CAT, a supplier to acomplete range ofmachineries for garment/textile industry from worldrenowned manufacturers likeJUKI, TESAN, ZSK, et al. hasintroduced energy savingclutch motors in the marketrecently. The companyhaving a professionallymanaged team of peoplehaving more than 15 yearsexperience in this trade andwith knowledge of garmentsand textiles machineryalso undertakes turnkeyprojects right from thelayout to finishing and hasalready finished manyprojects in Northern andEastern India successfully.
The new device called CosmicClutch Motor Energy Saver,save electricity by60-70% and are a betterreplacement of Clutchmotors that has been in useso far. According to PrabhatChakraborty, MD, CAT, “Thispatented technologymanufactured in Lucknowis available at a cost ofRs. 890/- only and with anadditional amount ofRs. 200/-, the same devicecomes with a replacementguarantee of one year.”
The Cosmic motor can beattached conveniently to alltypes of sewing machineslike lockstitch, overlock,interlock and all bed types ofsewing machine. It shifts tothe stand-by mode when theneedle stops or machine isidle while at the same timewithout Cosmic energy savermachines run at high speedand draws a lot of power,which is a waste and also
Om Sakk (India) Industries Ltd., Panipat(Haryana), a vertical integrated unit
manufacturing fabric, dyeing and home furnishingproducts for domestic and export market, isplanning for backward integration now. The companywhich recently added 50 looms in its weaving sectionplans to manufacture cotton as well as blended yarnswith a spinning division from the same premises inPanipat where they already have weaving, home textilemade-ups manufacturing and garmenting. Amit Gupta,Director who is targeting Rs. 100 crore turnovers ingarment business this year, will also launch its owngarment brand and sell from its retail outlets.
Kapsons Worldwide, a 30-year-old Delhi-basedexport house producing knitted garments with
various kinds of value additions including printingfor women’s wear, has recently put up a new unit inMayapuri with 350 stitching machines. In its old unit,the company has 250 stitching machines. “Our buyerbase is increasing and it was getting difficult for us toexecute their demand from our existing unit, so wedecided to add capacity which is going to double ourproduction,” shares P.K. Bharadwaj, General Managerof the company. The company is presently exportinggarments to US, UK, Italy and Germany.
Noida-based Strange Exports, with an annualturnover of Rs. 43 crore and expecting to touch
over Rs. 50 crores in current year, is putting up 200additional sewing machines for ladies tops. “We aregetting good orders from Spanish and Italian buyersespecially for ladies tops,” shares Anil Bountra, Directorof the company.
The 69-year-old stalwart of India’s export sector,Madanlal J Hinduja has stepped down as
Executive Chairman of Gokaldas Exports witheffect from 15th January 2011. Hinduja started hiscareer in 1968 and successfully steered Gokaldasinto the global market with his drawing skills in design,sourcing, sales and business development. He hasbeen honoured with various awards including theApparel Export Award for Lifetime Achievement,Government of India Award for Outstanding Personnelin Apparel Export, as well as several other exportawards from both the Central and State Governments.“After retirement, Hinduja will not only pursue hishobbies, but also work as a mentor for the companyin its future growth plans,” says Rajendra Hinduja, MD,Gokaldas Exports.
INDUSTRYWIRE FROM APPAREL ONLINEIndia: Capital Apparels TechnologyIntroduces and Patents Energy SaverDevice for Clutch Motor
creates more heat. The newtechnology aids a longerlife of the motor as theburning of its coil isminimum or virtually nil ongetting installed to thesewing machine.
The electric consumption ofthe Clutch motor withCosmic Energy Saver deviceis much lower than theregular Clutch motors anddoes not produceunnecessary vibrationsduring non-stitching time.The Clutch motor works 10hours with powerconsumption of 3 kwminimum everyday inlockstitch machine but withCosmic Clutch Motor EnergySaver device attached to theClutch motor will only draw 1kw or less in 10 hours. Overall,it ensures a more stable lifeto the machine. Chakrabortyalso claims that, “Thisreplaceable (not repairable)device gives the ROI to theinvestor in just 6 months.”
Prabhat Chakraborty, MD, CAT,showing patented COSMICpower saver device for industrialsewing machine
News Track

MARCH 2011 StitchWorld 11
Intertek, a leading provider of quality and safetyservices to a wide range of industries around the world
– from auditing and inspection, to testing, qualityassurance and certification – recently hosted a TextileSupply Chain – Technologists Forum in Bangalore tocreate a platform for industry experts to exchangetechnical information and share best practices.
The first-of-its-kind forum was organized with theobjective of forming a community of practitioners in thetextile industry, where personnel come together tolearn, network and share knowledge. As a third-partytesting and certification organization for the textileindustry, Intertek was instrumental in conceptualizingthis forum. Going forward there are plans to host theforum once a quarter.
The forum started on a collaborative note, withparticipants from buying offices, export houses and theprocessing industry participated in an open discussionabout the direction and objective of the forum and howto grow the community. Columbia Sportswear, WalmartGlobal Sourcing, etc. were some of the buying housesthat were represented. There were also participantsfrom leading export houses like, GoGo International,Indian Designs, etc. Ram Kumar Mills was a fabric mill thatwas represented.
During the forum, Alok Kumar Sharma, GM, Ram KumarMills, gave a presentation on REACH and RSL thatalso included the viewing of a movie highlighting thewaste management.
India: Intertek Organizes TextileSupply Chain – TechnologistsForum in Bangalore
Paramount, an ISO 9001:2000 certified group, well known in Asia asa pioneer in the field of textile testing instrument technology, has
recently introduced cutMaster™ a specialized equipment to cut circularspecimen of any type of fabric for calculating GSM. The equipment ismost economical heavy duty round cutter for GSM and requires nomaintenance, saving on cost of cutting pads and blades which areconsidered mandatory for general sample cutting machines. It canalso be used virtually for any type of material including film, foam,carpet, paper and board.
The size of the sample dia to be cut is 113 mm, ± 0.2 mm and, requiresa complete round to cut the complete sample. Overall dimension and
net weight of the unit is 10.5 (L) x6 (D) x 14 (H) inch and 10.5 kgrespectively that makes it aportable machine.
Its main body is completelymade of mild steel casting for life-long performance. Equipped withthree replaceable hardened HSSrotary cutting wheels requires noblades and cutting pads. Thisportable size machine also hassmooth precision engineeredcomponents for excellentperformance and is suppliedwith Calibration & InspectionCertificates.
India: Paramount introduces cutMaster™,the most Economical Heavy Duty RoundCutter for GSM
cutMaster™ is a specialized equipmentto cut circular specimen of any type offabric for calculating GSM
The team of DyStar that believes in product innovation, focusing onhigh quality, sustainable and cost-effective processes has recentlyopened a Global Auxiliary Competence Centre at its DyStar Indiafacilities in Navi Mumbai. “This is another feather in the cap for DyStarpost the turbulent period,” said Bart van Kuijk, CMO, in his message.
The newly set-up Global Auxiliary Competence Center, inaugurated byRajesh Balakrishnan, Head of the South Asia region, is equipped withstate-of-the-art wet and dry processing machineries for fabricapplication, testing, laundry as well as training facilities.
The center complements the existing technical service facilities andthe CSI Colour Studio which are located within the same DyStar Indiapremises. The facility as a whole fulfils the needs of many stages of thetextile supply chain, from colour development and design throughwet processing, finishing and testing.
Speaking on this occasion, Steve Barron, CEO of DyStar groupcommented, “This is another important step in the growth of DyStarwithin South Asia and globally as we add to our range of servicesavailable to the textile industry”.
India: Global Auxiliary Competence Centreat DyStar India Opens
The first-of-its-kind Intertek forum was attended by membersof leading export houses
Dilip Gianchandani, Regional Director, Intertek said,“These kinds of forums are very much essential for theindustry as this platform not only acts as a networkingavenue, but also there is so much to be gained by allpresent as knowledge is the key factor for growth of thistextile industry.”
News Track

Indonesia’s popular manufacturer of ladies underwear BusanaRemaja Agracipta, producing 18 lakh garments per month, has
implemented the FastReact System. “Maintaining visibility whenbooking orders is vitally important for us to balance capacityutilization and make an achievable commitment to buyers foron-time-delivery,” said S.L. Jain, the President of Busana RemajaAgracipta concernedly.
“Since choosing FastReact, the shipment date predictions have nowbecome accurate. The system has also enhanced our planners’efficiency to handle our current 110 lines and more,” conluded Jain.
Indonesia: Ladies Underwear ManufacturerBusana Remaja Agracipta Adopts FastReact System
S.L. Jain
The joint effort undertaken by A.T.E.Enterprises and DyStar India in
supporting the industry and institutionsthrough their initiative “Training School”has received a very good response. Theprogram, after its rousing success inprominent textile centres in Tirupur, Mumbaiand Ludhiana earlier, was recently launchedfor students in one of the institutions inKomarapalayam, in Tamil Nadu.
Over 200 promising textile technocratsbelonging to various colleges fromErode district like SSM College ofEngineering, SSMITT, Erode Institute ofTechnology, Bannari Amman Institute of
India: A.T.E. and DyStar “Training School” modulereceives overwhelming response in South India
Technology, and PSG Tech attended thetraining on “The Best Practices of PackageDyeing” covering the Fundamentals,Chemistry and Process of Package Dyeing.
While the Process and Chemistry aspectwas jointly presented by Dr. Siva RamaKumar Pariti, Manager Laboratory/DTSand by Errol Fernandes, Manager BusinessDevelopment, DyStar, the machineryaspect was handled by G. Elango, DGMA.T.E. Enterprises (Textile Engineering-Processing – Southern region).
N. Somasundaram, Coimbatore BranchManager, DyStar, thanked the organizersand the students for active participation.
The newly-built campus of theNational Institute of Fashion
Technology (NIFT) at Mangattuparambain the Kannur district of Kerala wasrecently inaugurated by the StateIndustries Minister Elamaram Karim. Thefunction was presided over by theMLA CKP Padmanabhan in thepresence of the MP K Sudhakaran, whileP. Karunakaran was the Chief Guest.
The campus developed on a 3.84-hectareland on a hillock close to the NationalHighway (NH17) in Mangattuparambahas 3,11,000 sq. ft. built-in area comprisingof six buildings including an academicblock, workshop, auditorium, canteenand separate hostels for girls and boys.
India: New NIFT Campus in Kannur Inaugurated
The State Government had entrustedthe Kerala Industrial InfrastructureDevelopment Corporation (KINFRA) asthe implementing agency for setting upthe NIFT campus here. The KeralaGovernment approved the feasibilityreport for setting up of the Institutewith the financial support from theGovernment of India with a total projectcost of Rs. 58.65 crores.
The tendered project cost forconstruction of the buildings isestimated to be Rs. 40 crores. In additionto this, separate tenders for SewageTreatment Plant, with an estimated costof Rs.1.20 crores and landscaping isbeing planned.
Garment Technology Expo,JaipurDate: 14th to 16th May 2011Venue: Amrooda-wala Bagh, Near VidhanSabha, JaipurContact: Ricky Sahni (M – 098101 43711)Tel: 0091-11-4160 1662; 4160 1663Fax: 4160 0833Email: [email protected]: www. garmenttechnologyexpo.comFAIR BRIEF: Trade events dedicated toapparel manufacturing industry givingmachinery, accessories and supportservices.
Texprocess 2011 Frankfurt amMain (Germany)Date: 24th to 27th May 2011Venue: Frankfurt am MainContact: Christina KuhnTel: +49 69 7575 5672Telefax: +49 69 7575 - 67 88Email: [email protected]: texprocess.messefrankfurt.com/frankfurtFAIR BRIEF: With conceptual partners asVDMA Garment and Leather Technologyassociation, the show would seeinternational suppliers of machines,accessories and services for textileprocessing.
International Apparel SourcingShow, New York (USA)Date: 19th to 21st July 2011Venue: Javits Convention, (alongsideTexworld USA), Javits Convention Center,New York City, New York, USA.Contact: Exhibitor Information, Serviceand SalesDavid Pennes, Sales ManagerTel: +1-818-912-6819Email: [email protected] Ludwig, Sales ManagerTel: +1-678-732-2412Email:[email protected]: www.apparelsourcingshow.comFAIR BRIEF: The show which takes placeevery summer alongside Texworld USA,creates a larger sourcing destination forthe marketplace.
ITMA 2011, Barcelona (Spain)Date: 22nd to 29th September 2011Venue: Fira de Barcelona Gran Via, BarcelonaContact: The Organiser, MP International,20, Kallang Avenue, 2nd Floor,Singapore – 339411Tel: +65 6393 0212, Fax: +65 6296 2670Email: [email protected],Web: www.itma.comFAIR BRIEF: The International Exhibition ofTextile Machinery (ITMA) has been heldevery four years since 1951. It is the world’slargest international textile and garmentmachinery exhibition, an event which isowned by CEMATEX.
EVENTS FORTHCOMING
12 StitchWorld MARCH 2011
News Track
“Navis TubeTex” – one of the divisions ofNavis Global, formerly known as Tube-Tex, has been purchased by William J.Motchar, its President & CEO.
Motchar, along with other members ofthe management team, has partneredwith a large investment group, CapitalSouth Partners of Charlotte, NorthCarolina, US to purchase the companyfrom the prior private equityshareholder group. Capital SouthPartners is a private investment groupwith over $ 500 million under managementin a wide variety of industries. On thispurchase Motchar stated that “This isclearly a signal of my confidence in thefuture growth of this company.”
According to Motcher, “It is alsosignificant that a highly sophisticatedinvestment group such as Capital Southhas invested in our company at a timewhen the industry has just reboundedfrom the global economic recession. Ourstate-of-the-art technology combinedwith our industry leading sales andservice network, has allowed us to takefull advantage of the rebound. We willalso continue to invest in research anddevelopment as well as in our technicaland process expertise around the world.Navis TubeTex will launch several excitingnew products at the ITMA exhibition inBarcelona, Spain in September.”
USA: Navis TubeTex Purchased by Company President
Navis Global is engaged in thedesigning and manufacturing offinishing machinery for the textileindustry and provides machinery forknit and woven finishing, padding,drying, compacting/calendering,tentering, dyeing, narrow fabrics,bleaching, raising/napping/surfacefinishing, and material handling. Withthree divisions – “Navis TubeTex” fortubular knit finishing machinery, “NavisPlanaTex” for woven and non-wovenfinishing machinery and “NavisArrayTex” for open width knit finishing– the company has its presence inover 65 countries.
In India, the most popular products ofthe company are Tubular compactorand Open compactor. Former being themost sold product of the company isavailable in a range of equipment toprocess tubular knitted fabrics thatmeet or exceed the standards,demanded by the world’s exportmarkets and has been an all-timefavourite of the buyers. The rangeincludes: The Ultra Nit – relaxing dryerfor improved hand and shrinkages, Pak-Nit II SP Compactor – shrinkage controlfor tubular knits and the Bleach-Nit –continuous rope bleach range. While,the latter with its dramatically improvedappearance, feel, performance and
reduced production cost is becomingmore popular in the Indian market.
The company has expanded intodifficult and sensitive fabrics and is nowbetter equipped to control shrinkagesand weights. According to Anil Behl,CMD, Janaksons Overseas, “These twocompactors provides even less than1% shrinkage to the fabrics and hencetakes an edge over other productsavailable in the market.” NAHARSpinning Mills Limited, Arvind Mills,Classic Knits India Pvt. Ltd., EastmanExports Global Clothing Pvt. Ltd., et al.are some of its key clients.
William J. Motchar, President & CEO, Navis
Germany: MADEIRA – Much more than Just Threads, Introduces New Products
The Madeira team is demonstratingendless possibilities with embroidery
and special effects threads and isconfident that shrink, fading colours,distorted or puckering embroideries canbe avoided.
The company feels that mere inspirationand know-how is not enough, but it isequally important to find out the rightplanning and production partners,starting with the Puncher, which meansdigitizing the graphic so that industrialembroidery machines can run theprograms smoothly.
It is equally important to use the rightthread-mix and stitch types and
techniques which fit to the groundfabric. In many cases, also the backingmaterial which stabilizes the embroiderycan be improved needing the right
embroidery partners whofollow customers’ threadinstructions and care about theembroidery quality.
Highlights of the seasoninclude fluorescent shades fromMadeira’s matt polyester threadFROSTED MATT. Neon coloursseem popular if used as accentsin embroidery or decorativeseams bringing in morecraftsmanship and value to the
collections. Details made from the wool-like BURMILANA, the variegated shadesfrom viscose CLASSIC or the metallizedeffect threads FS make this look perfect!
Modern Pig Appliquéwith Frosted Matt
14 StitchWorld MARCH 2011
News Track


16 StitchWorld MARCH 2011
Problem DefinitionUnder the conventionalsystem Madura had 8 sewinglines. The output achievedfrom the sewing line was650-750 garments per daywith manpower of 57 in anavailable working time of 465minutes. The conventionalsewing line was divided into5 different sections and oneassembly section. The partsof the garment such as collar,cuffs, sleeves, front placket,yoke, pocket, etc. were madeready in the parts sectionand bundled before beingmoved to the assembly
Madura Clothing (MC) is the manufacturing arm of Madura Garments, a leadingfashion and lifestyle company comprising of brands like – Louis Philippe, Van Heusenand Allen Solly. Located on the outskirts of Bangalore in south India, Madura Clothingcomprises of four factories with employee strength of around 3,000 people. Today,reverse migration from the city, coupled with high attrition, scarce availability oflabour and rise in minimum wages have significantly increased manufacturingoperating costs. This has escalated the pressure to reduce operating costs, whileshortening lead times. To meet the challenge Madura has ventured out to implementmodular manufacturing in the apparel sewing department which not only improvedthe working in all areas of operational bottlenecks but also culminated into a“Performance Excellence Trophy 2010” in the manufacturing category at 'Lakshya2010' organised by the IMC Ramkrishna Bajaj National Quality Award (RBNQA), a firstever by any garment manufacturing company. Lal Sudhakaran, Srinivasan Raviee andDivyangana pen down an exclusive journey for SW...
Lean Initiative: Madura Goes ModularReducing Manufacturing Cost
section for stitching. Thedesign of a conventionalsewing line is to achieveoptimization of individualoperations by specializationof operators and balanced asper the work content ofindividual operations,explained through astandard operationbreakdown and everyoperation has a StandardMinute Value (SMV) whichdenotes the cycle time ofoperations in minutes.
Manpower resourcecomprises of 65% of themanufacturing operating
cost and thus itsoptimization would leadto a huge impact on theobjective of bringing downthe factory operatingcost, hence improving thebottom line.
In a conventional line thereis a huge variation of thework content/cycle timeamong the operations thusresulting in underutilizationof the workforce. Theeffort of Madura Clothingwas to identify thereasons for the same andimplement suitable systemsfor improvement.
Tech Talk

MARCH 2011 StitchWorld 17
Project ExecutionThe Lean Six Sigma DFSS(Design For Six Sigma)methodology was chosen tobe the right managementtechnique for this project tobring in the desired effect,followed within the DMADV(Define, Measure, Analyze,Design and Validate)approach.
Define Phase
The problem was defined ashigh manufacturing cost dueto low manpower productivitycoupled with unavailabilityof labour leading to lowerbottom line realization. Theproject CTQ (Critical toQuality) was identified asmanufacturing cost of eachgarment. The CTQ treediagram was done to identifythe right measures to trackthe project progress.
Measure Phase
‘As is’ values were collectedfor the following identified
CTQ’s:
Manufacturing cost pergarment
Number of garments perperson per day
Percentage of lost time
Order completion time[Lead time]
Manpower per line
Output per line per day
Number of operations
Rework percentage
Space required
Analyse Phase
Analysis of the problem wasdone separately for the CTQmanufacturing cost pergarment. The potentialcauses were identifiedthrough a brainstormingsession. The causes weregrouped and a Cause andEffect Diagram was prepared.Further in order to prioritizeand shortlist the potentialcauses, FMEA (Failure Modesand Effects Analysis) was
Manpower resource comprises of 65% of themanufacturing operating cost and thus itsoptimization would lead to a huge impact on theobjective of bringing down the factory operatingcost, hence improving the bottom line
done. The following rootcauses were identified basedon data collection andstatistical validation:
Non Value Addedactivities
Imbalance of workcontent/cycle time amongthe various operations inthe line activities linedup in series
Delay in identifyingquality and productionissues by the next operationdue to large WIP
More Distance travelled/back tracking ofgarment parts
Low Motivation
More space occupied inconventional layout
High Rework percentage
Low flexibility in termsof number of productionorder changes andsmall runs
Design PhaseThe design concept wasdeveloped and customizedto address the above rootcauses in a staged manner.The design phase wasfurther divided into fourstages. The table lists the fourstages, concepts followed ineach stage and thecorresponding root causesaddressed respectively.
The Madura team of Divyangana, Lal Sudhakaran and Srinivasan Ravieereceiving the Lakshya Award
Stage Stage Concept Root causesNo. addressed
I NVA Lean Non Value AddedIdentification and activitiesits reduction/ such as collarelimination inspection, loading, etc.
> Imbalance of work content/cycle time among the variousoperations in the line activitieslined up in series
I I Balancing of work > Delay in identifying qualitycontent/cycle time Lean and production issues by the
next operation due tolarge WIP
> More Distance travelled/back tracking of garment parts
> More space occupied inconventional layout
I I I Group Dynamics Personnel Low Motivation High ReworkManagement percentage
IV Process Capability Six Sigma/ Low flexibility in termsEnhancement Kaizen of number of production
The design concepts developed and customised to address variousactivities in four stages
18 StitchWorld MARCH 2011
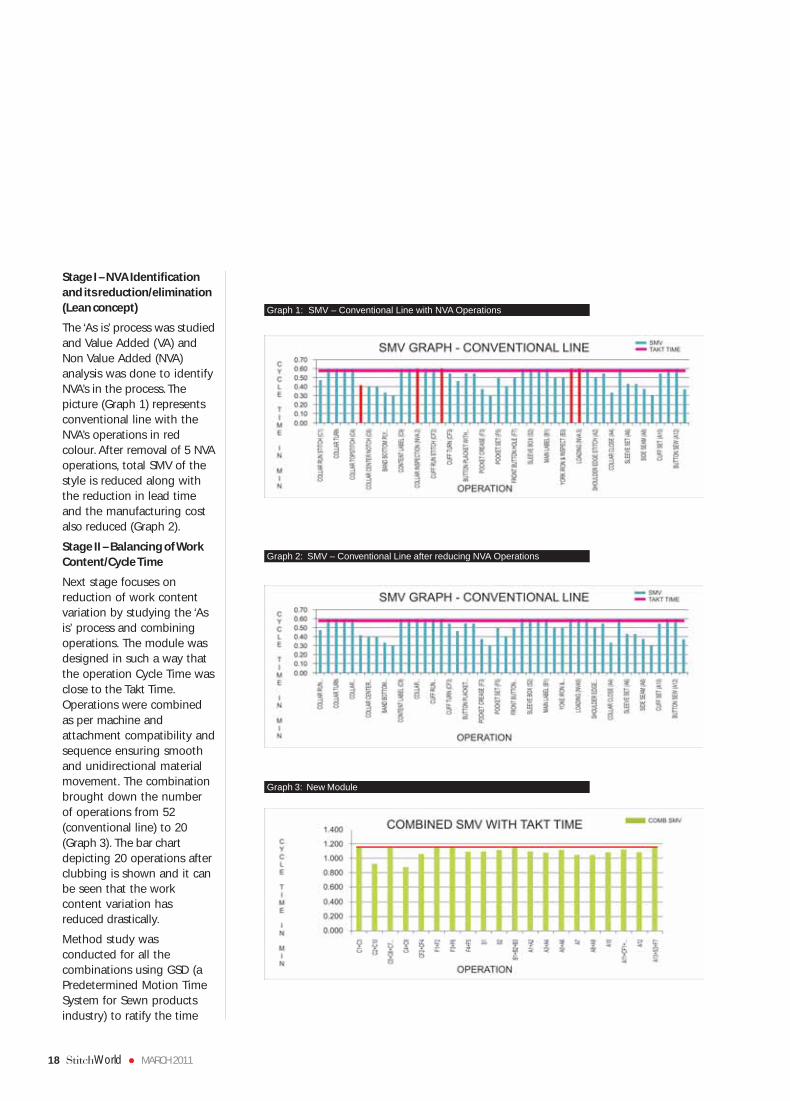
Stage I – NVA Identificationand its reduction/elimination(Lean concept)
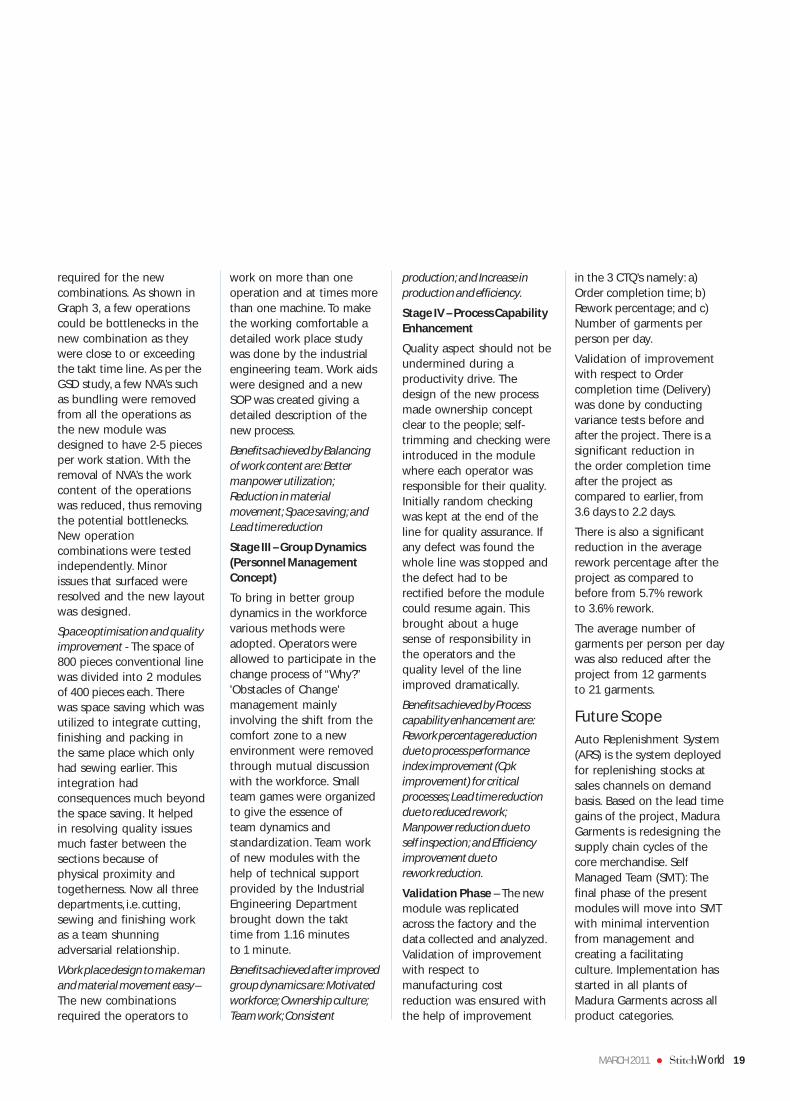
The ‘As is’ process was studiedand Value Added (VA) andNon Value Added (NVA)analysis was done to identifyNVA’s in the process. Thepicture (Graph 1) representsconventional line with theNVA’s operations in redcolour. After removal of 5 NVAoperations, total SMV of thestyle is reduced along withthe reduction in lead timeand the manufacturing costalso reduced (Graph 2).
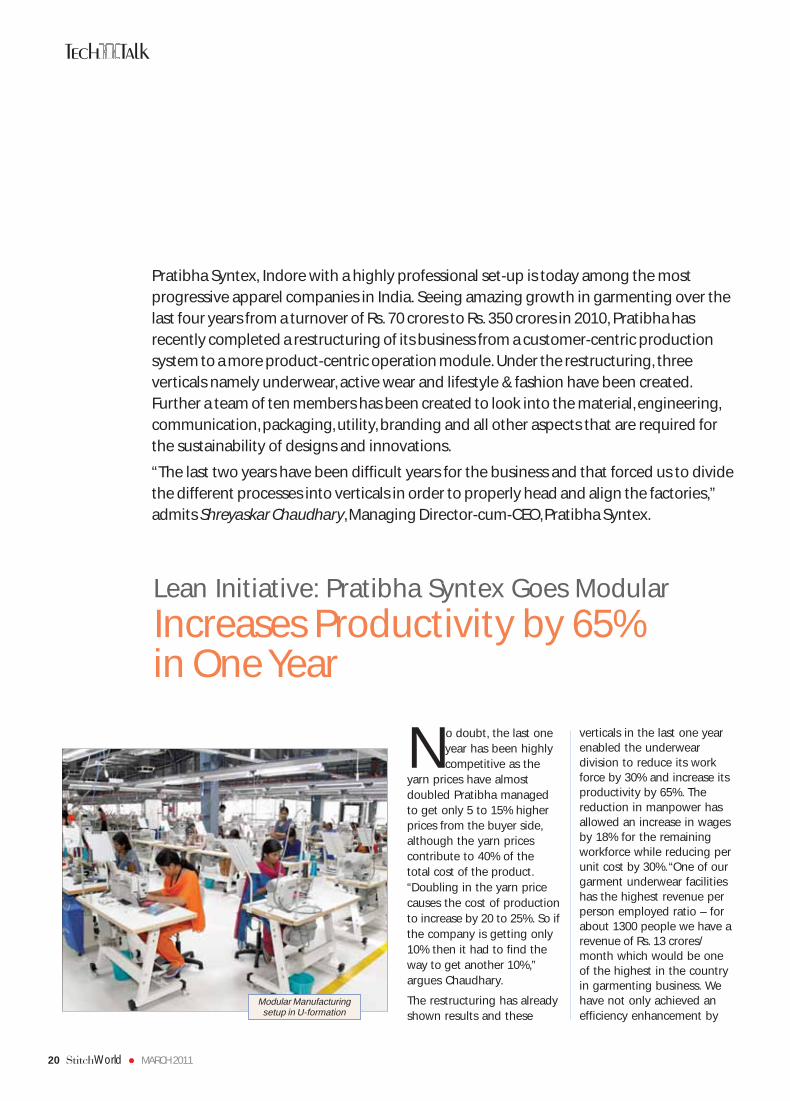
Stage II – Balancing of WorkContent/Cycle Time
Next stage focuses onreduction of work contentvariation by studying the ‘Asis’ process and combiningoperations. The module wasdesigned in such a way thatthe operation Cycle Time wasclose to the Takt Time.Operations were combinedas per machine andattachment compatibility andsequence ensuring smoothand unidirectional materialmovement. The combinationbrought down the numberof operations from 52(conventional line) to 20(Graph 3). The bar chartdepicting 20 operations afterclubbing is shown and it canbe seen that the workcontent variation hasreduced drastically.
Method study wasconducted for all thecombinations using GSD (aPredetermined Motion TimeSystem for Sewn productsindustry) to ratify the time
Graph 1: SMV – Conventional Line with NVA Operations
Graph 2: SMV – Conventional Line after reducing NVA Operations
Graph 3: New Module
MARCH 2011 StitchWorld 19
production; and Increase inproduction and efficiency.
Stage IV – Process CapabilityEnhancement
Quality aspect should not beundermined during aproductivity drive. Thedesign of the new processmade ownership conceptclear to the people; self-trimming and checking wereintroduced in the modulewhere each operator wasresponsible for their quality.Initially random checkingwas kept at the end of theline for quality assurance. Ifany defect was found thewhole line was stopped andthe defect had to berectified before the modulecould resume again. Thisbrought about a hugesense of responsibility inthe operators and thequality level of the lineimproved dramatically.
Benefits achieved by Processcapability enhancement are:Rework percentage reductiondue to process performanceindex improvement (Cpkimprovement) for criticalprocesses; Lead time reductiondue to reduced rework;Manpower reduction due toself inspection; and Efficiencyimprovement due torework reduction.
Validation Phase – The newmodule was replicatedacross the factory and thedata collected and analyzed.Validation of improvementwith respect tomanufacturing costreduction was ensured withthe help of improvement
required for the newcombinations. As shown inGraph 3, a few operationscould be bottlenecks in thenew combination as theywere close to or exceedingthe takt time line. As per theGSD study, a few NVA’s suchas bundling were removedfrom all the operations asthe new module wasdesigned to have 2-5 piecesper work station. With theremoval of NVA’s the workcontent of the operationswas reduced, thus removingthe potential bottlenecks.New operationcombinations were testedindependently. Minorissues that surfaced wereresolved and the new layoutwas designed.
Space optimisation and qualityimprovement - The space of800 pieces conventional linewas divided into 2 modulesof 400 pieces each. Therewas space saving which wasutilized to integrate cutting,finishing and packing inthe same place which onlyhad sewing earlier. Thisintegration hadconsequences much beyondthe space saving. It helpedin resolving quality issuesmuch faster between thesections because ofphysical proximity andtogetherness. Now all threedepartments, i.e. cutting,sewing and finishing workas a team shunningadversarial relationship.
Work place design to make manand material movement easy –The new combinationsrequired the operators to
work on more than oneoperation and at times morethan one machine. To makethe working comfortable adetailed work place studywas done by the industrialengineering team. Work aidswere designed and a newSOP was created giving adetailed description of thenew process.
Benefits achieved by Balancingof work content are: Bettermanpower utilization;Reduction in materialmovement; Space saving; andLead time reduction
Stage III – Group Dynamics(Personnel ManagementConcept)
To bring in better groupdynamics in the workforcevarious methods wereadopted. Operators wereallowed to participate in thechange process of “Why?”'Obstacles of Change'management mainlyinvolving the shift from thecomfort zone to a newenvironment were removedthrough mutual discussionwith the workforce. Smallteam games were organizedto give the essence ofteam dynamics andstandardization. Team workof new modules with thehelp of technical supportprovided by the IndustrialEngineering Departmentbrought down the takttime from 1.16 minutesto 1 minute.
Benefits achieved after improvedgroup dynamics are: Motivatedworkforce; Ownership culture;Team work; Consistent
in the 3 CTQ’s namely: a)Order completion time; b)Rework percentage; and c)Number of garments perperson per day.
Validation of improvementwith respect to Ordercompletion time (Delivery)was done by conductingvariance tests before andafter the project. There is asignificant reduction inthe order completion timeafter the project ascompared to earlier, from3.6 days to 2.2 days.
There is also a significantreduction in the averagerework percentage after theproject as compared tobefore from 5.7% reworkto 3.6% rework.
The average number ofgarments per person per daywas also reduced after theproject from 12 garmentsto 21 garments.
Future Scope
Auto Replenishment System(ARS) is the system deployedfor replenishing stocks atsales channels on demandbasis. Based on the lead timegains of the project, MaduraGarments is redesigning thesupply chain cycles of thecore merchandise. SelfManaged Team (SMT): Thefinal phase of the presentmodules will move into SMTwith minimal interventionfrom management andcreating a facilitatingculture. Implementation hasstarted in all plants ofMadura Garments across allproduct categories.
20 StitchWorld MARCH 2011
Pratibha Syntex, Indore with a highly professional set-up is today among the mostprogressive apparel companies in India. Seeing amazing growth in garmenting over thelast four years from a turnover of Rs. 70 crores to Rs. 350 crores in 2010, Pratibha hasrecently completed a restructuring of its business from a customer-centric productionsystem to a more product-centric operation module. Under the restructuring, threeverticals namely underwear, active wear and lifestyle & fashion have been created.Further a team of ten members has been created to look into the material, engineering,communication, packaging, utility, branding and all other aspects that are required forthe sustainability of designs and innovations.
“The last two years have been difficult years for the business and that forced us to dividethe different processes into verticals in order to properly head and align the factories,”admits Shreyaskar Chaudhary, Managing Director-cum-CEO, Pratibha Syntex.
Lean Initiative: Pratibha Syntex Goes Modular
Increases Productivity by 65%in One Year
No doubt, the last oneyear has been highlycompetitive as the
yarn prices have almostdoubled Pratibha managedto get only 5 to 15% higherprices from the buyer side,although the yarn pricescontribute to 40% of thetotal cost of the product.“Doubling in the yarn pricecauses the cost of productionto increase by 20 to 25%. So ifthe company is getting only10% then it had to find theway to get another 10%,”argues Chaudhary.
The restructuring has alreadyshown results and these
verticals in the last one yearenabled the underweardivision to reduce its workforce by 30% and increase itsproductivity by 65%. Thereduction in manpower hasallowed an increase in wagesby 18% for the remainingworkforce while reducing perunit cost by 30%. “One of ourgarment underwear facilitieshas the highest revenue perperson employed ratio – forabout 1300 people we have arevenue of Rs. 13 crores/month which would be oneof the highest in the countryin garmenting business. Wehave not only achieved anefficiency enhancement by
Modular Manufacturingsetup in U-formation
Tech Talk

MARCH 2011 StitchWorld 21
almost 60%, but alsomanaged to reduce ourcutting waste by 6% in lastnine months,” saysChaudhary. The company isnow looking to apply leanmanufacturing systems.
InventoryManagementFrom an earlier per dayproduction output of 80,000pieces from a single facilityand an inventory of 10 lakhpieces between sewing andpackaging, the company hasmanaged to bring down itssewing to packaginginventory level to 50,000
pieces in a short period ofthree months. This hasresulted in an increase in theproductivity of each sewingline from the earlier 2,000pieces to 2,800 pieces andhas reduced the per lineinventory by 100 pieces.
While, earlier in the cuttingroom the inventory wasabout 5 to 6 lakh pieces thatwas brought down to 1.5lakh pieces. “All this reductionin the inventory level is dueto our policy to simplify theprocess and to detect andrender the defects immediatelyat the point of occurrence,”reasons Chaudhary.
Open space allows for swiftmovement of man and material
Disciplined workforce the strength
Great progress has also beenmade in reducing the‘change-over’ time. Whileearlier, the company used totake 3 to 4 days to get anoutput from a newly stylechanged line for a tee, now ithas started to keep themachine and the peopleready in advance for the timethat helps in keeping the lowWIP level and productionstarts to come out of the linein 1 to 1.5 days. “The team iscommitted to lowereven this time of 1.5 days toan hour by the end ofMarch,” says Chaudhary.
Implementation ofModular ProductionSystemWith the assistance of TBMconsultants, from the end ofDecember 2010, the companyis focusing more on modularproduction system and hasseen good results from then.Under this productionsystem all the central tableshave been removed, alloperators are performing inthe sitting position only, allthe helpers and checkers arealso removed and all of theirfunctions are performed by90% of the operators on theirtables only. Some of theoperators perform on twodifferent machines also,arranged in such a way,keeping in mind thedirection in which themachines are kept for easymovement of the workers.The company intends tochange the working positionof the operators from sittingto standing once the
operators start to understandthe concept of thisproduction system. “Earlierwhere the company had 16lines on the floor it is nowcapable enough toaccommodate 24 lines on thesame floor with lessermaterial and better quality,”says Chaudhary.
Incentive SchemesIn the last one year thecompany has tried fivedifferent types of incentivemechanisms and finally hasarrived to one that is reallyworking. The company is notfollowing the industryprevailing norm ofcalculating an individualworker’s SAM value for his/her incentives, as that causesa disparity among workers,instead the whole team’sSAM is taken into accountand an incentive is providedto the whole team. In theunderwear section, thecompany is having 4 lines’one block as a team thataccommodates 50 to 60persons includingmaintenance, packagingand quality people.
An incentive of around 30%to 40%, after considering thepercentage of the qualityand production, is providedto the staff level personson a weekly basis that hasproved to be a bigmotivational factor. “We don’tprefer to employ labour onthe contract basis and soit is our regular employeeswho work as a cohesiveteam to earn incentives,”concludes Chaudhary.
“We have not only achieved an efficiency enhancement by almost60%, but also managed to reduce our cutting waste by 6% inlast nine months. The company has created a target of a turnoverof around Rs. 25 to Rs. 30 crores per annum and is looking totake it to a level of Rs. 200 crores within the next three years.”
– SHREYASKAR CHAUDHARY, MD-CUM-CEO, PRATIBHA SYNTEX

22 StitchWorld MARCH 2011
The Garment industry has seen revolutionary changes with continuoustechnology upgradations in machinery and equipments aiming at productivityimprovement as well as enhancing quality consistency, keeping the workingmechanism of machines more or less the same. With time the scope of innovationhas moved beyond improvement in quality and quantity towards newerbenchmarks in human safety and environment friendliness. Going through thepatent registry of various developments over the years some commercialised andothers that could not or were not commercialised give an understanding of thedirection of change and future R&D. A series of articles on patents reflectingadvancements of different operational mechanisms in sewing machinetechnology is an effort to trace and interpret developments and their impact onthe sewing machine industry. In the first article of this series, authors Manoj Tiwari,Assistant Professor, NIFT, Gandhinagar and Dr. Prabir Jana, Professor, NIFT, Delhi havediscussed button attaching machines.
Patents in Garment IndustryTechnology Advancements inButton Attaching
Button attaching is nodoubt one of the most
important activity whichenhances the productivity,this can be seen easily bycomparing manual buttonattaching to the automaticbutton attaching. Adding toit, automation doesenhancement in precision,neatness and obviouslyquality in the product.
A known button sewingmachine is generallycomposed of a throat plate
having a needle threadinghole through which avertically movable needlepasses, a feeding platemounted on the throat plateon which a material to besewn is placed, and a buttonholding unit for holding thebutton and pressing thematerial to be sewn whereinthe button is sewn on thematerial while the buttonholding unit movesrightward, leftward andfrontward, rearward. The Button attaching machine
Tech Talk

MARCH 2011 StitchWorld 23
basic principle of buttonattaching is century oldand therefore it is notsurprising to see the patentsissued in this area are asearly as the beginning ofnineteenth century.
Probably the first patentapplication in buttonattaching was filed in 1895(Application No-541860), theinvention was aboutdevelopment of devicehaving a needle capable ofperiodic horizontalmovement in succession andpassing through thestationary button whichneed to be attached. One ofthe earliest patents (USPatent No-596020) grantedfor automation in buttonsewing was in 1897 to John J.Sullivan. In this developmentthere was a provision forholding the horizontalmovements of needle in aperiodic way and anautomatic button feeding isprovided to make the nextbutton ready to be attachedat next button sewingposition. Here the feedingcontrolling is done by arotating cam cylinder. And itis further extended as a leverto the feed control shaftwhich makes the arm to feedthe button or to remainsuspended. This invention isprobably being adopted inall mechanical cam-followerdriven button attachingmachines today. The mainadvantages of thismechanism is that thematerial is stationary duringinitial burst of stitches,
thus avoiding anydisplacement of fabricespecially while attachingsmall reinforcement washerbehind cloth piece.
In 1981, The Singer Companygot the patent (US Patent No-4281782) for inventing abutton sewing devicewherein, a pair of needlescarrying thread which formsa loop, is inserted in theholes of button through thecompressible material andfabric on which button isgoing to be attached. Oncethe needles are up throughholes of the button, aseparate bundle of threads ispassed through both theneedle loops and thenneedles go down and thefree ends of the threadbundle can be knottedfor securing purpose.Though the mechanism issimple and workable, nocommercialisation hasbeen done till date
The button sewing machineis generally fitted with adevice to provideappropriate looseness to thethread between the buttonand the material as well as toretain this looseness and alsoprevent the needle threadfrom being pulled out of theeye of the needle. Thisbutton sewing machine has awire made of elastic materialwhich is interposed betweenthe button and the materialto be sewn. However, in asmuch as the wire has a basesecured to the side of thefeeding plate which is not
Chronology of Patents in Button Attaching
1895 (Application No-541860) - The earliest filedpatent was about development of device having a needlecapable of periodic horizontal movement in successionand passing through the stationary button which needto be attached.
1897 (US Patent No-596020) - One of the earliestpatents granted for automation in button sewing to JohnJ. Sullivan for holding the horizontal movements ofneedle in a periodic way. An automatic button feedingwas provided to make the next button ready to beattached at next button sewing position.
1940 (US Patent No-2207077) - Granted to ButtondexCorporation, for the invention related to developmentof a button positioning device while attaching the button.
1975 (US Patent No -3863579) - Jetsew Inc. got patentsfor button attaching automations for sewing machinebutton allocation related to correct position of the buttonwhich is going to be attached and the transfer mechanismto the button stitching station and lifting and ejection ofthe attached button.
1981 (US Patent No-4281782) - The Singer Companygot the patent for inventing a button sewing devicewherein, a pair of needles carrying thread which forms aloop, is inserted in the holes of button through thecompressible material and fabric on which button is goingto be attached.
1982 (US Patent No-4316562) - The Singer Companygot a patent for developing a button attaching toolequipped with a base with twin needles having the eyesmade of wire.
1989 (US Patent No-4807547) - Manabu Sato fromJapan got the patent for automatic button sewing machinefor stitching buttons in series.
1991 (US Patent No-5046437) - Deals with the inventionto provide a device for use in a button sewing machineutilizing a wire of elastic material which prevents thewire from being warped while at the same time preventsthe needle thread from being pulled out of the eye of thesewing needle.
1992 (US Patent No- 5088428) - Ricky J. Fyre fromMIM Industries Inc. got the patent for a programmablemachine to attach buttons in a cyclic manner. The objectivewas to attach a row of a set of buttons (2 or more) onsleeves of garments like jackets, shirts, etc. with precision,in alignment, in one operation.
2002 (US Patent No-6418868) - Issued to Jeff Rhodesin relation to machines for sewing buttons andspecifically machines for the loading, advancing, aligning,sewing, and ejecting of buttons at a rapid pace.
24 StitchWorld MARCH 2011
stationary and cloth-buttonis pressed against the needle.There were no obviousadvantages over otherconventional mechanism.
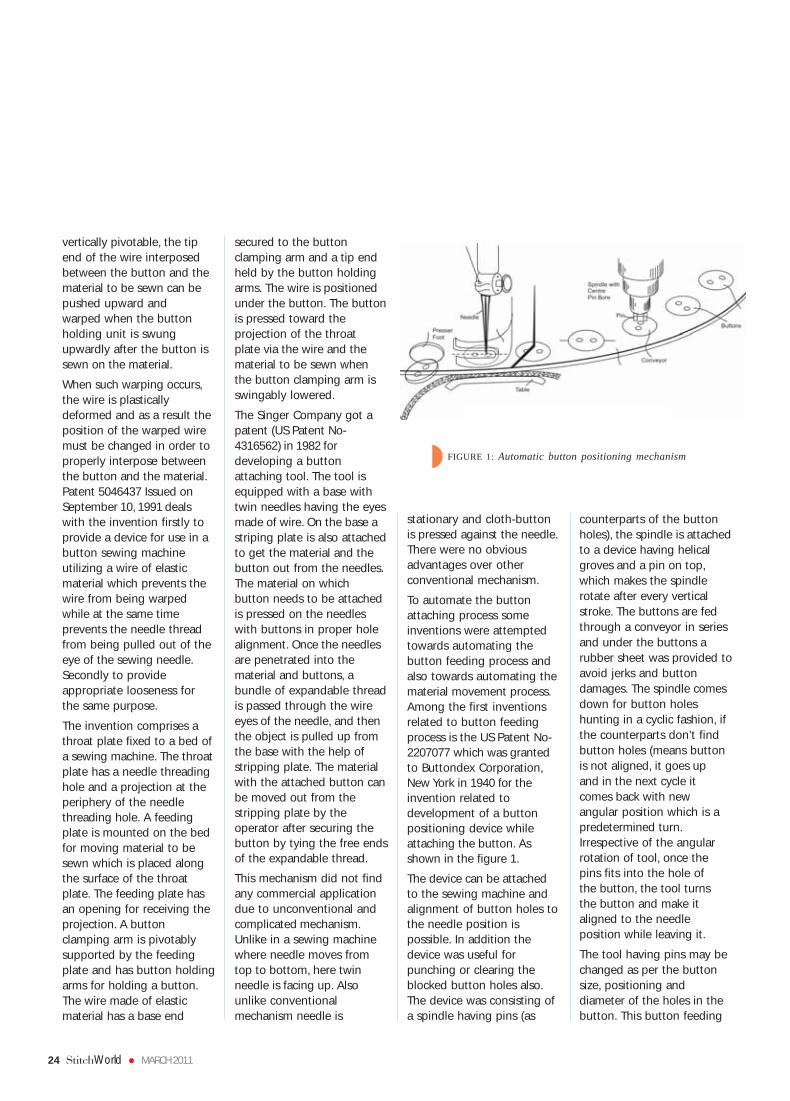
To automate the buttonattaching process someinventions were attemptedtowards automating thebutton feeding process andalso towards automating thematerial movement process.Among the first inventionsrelated to button feedingprocess is the US Patent No-2207077 which was grantedto Buttondex Corporation,New York in 1940 for theinvention related todevelopment of a buttonpositioning device whileattaching the button. Asshown in the figure 1.
The device can be attachedto the sewing machine andalignment of button holes tothe needle position ispossible. In addition thedevice was useful forpunching or clearing theblocked button holes also.The device was consisting ofa spindle having pins (as
counterparts of the buttonholes), the spindle is attachedto a device having helicalgroves and a pin on top,which makes the spindlerotate after every verticalstroke. The buttons are fedthrough a conveyor in seriesand under the buttons arubber sheet was provided toavoid jerks and buttondamages. The spindle comesdown for button holeshunting in a cyclic fashion, ifthe counterparts don’t findbutton holes (means buttonis not aligned, it goes upand in the next cycle itcomes back with newangular position which is apredetermined turn.Irrespective of the angularrotation of tool, once thepins fits into the hole ofthe button, the tool turnsthe button and make italigned to the needleposition while leaving it.
The tool having pins may bechanged as per the buttonsize, positioning anddiameter of the holes in thebutton. This button feeding
FIGURE 1: Automatic button positioning mechanism
vertically pivotable, the tipend of the wire interposedbetween the button and thematerial to be sewn can bepushed upward andwarped when the buttonholding unit is swungupwardly after the button issewn on the material.
When such warping occurs,the wire is plasticallydeformed and as a result theposition of the warped wiremust be changed in order toproperly interpose betweenthe button and the material.Patent 5046437 Issued onSeptember 10, 1991 dealswith the invention firstly toprovide a device for use in abutton sewing machineutilizing a wire of elasticmaterial which prevents thewire from being warpedwhile at the same timeprevents the needle threadfrom being pulled out of theeye of the sewing needle.Secondly to provideappropriate looseness forthe same purpose.
The invention comprises athroat plate fixed to a bed ofa sewing machine. The throatplate has a needle threadinghole and a projection at theperiphery of the needlethreading hole. A feedingplate is mounted on the bedfor moving material to besewn which is placed alongthe surface of the throatplate. The feeding plate hasan opening for receiving theprojection. A buttonclamping arm is pivotablysupported by the feedingplate and has button holdingarms for holding a button.The wire made of elasticmaterial has a base end
secured to the buttonclamping arm and a tip endheld by the button holdingarms. The wire is positionedunder the button. The buttonis pressed toward theprojection of the throatplate via the wire and thematerial to be sewn whenthe button clamping arm isswingably lowered.
The Singer Company got apatent (US Patent No-4316562) in 1982 fordeveloping a buttonattaching tool. The tool isequipped with a base withtwin needles having the eyesmade of wire. On the base astriping plate is also attachedto get the material and thebutton out from the needles.The material on whichbutton needs to be attachedis pressed on the needleswith buttons in proper holealignment. Once the needlesare penetrated into thematerial and buttons, abundle of expandable threadis passed through the wireeyes of the needle, and thenthe object is pulled up fromthe base with the help ofstripping plate. The materialwith the attached button canbe moved out from thestripping plate by theoperator after securing thebutton by tying the free endsof the expandable thread.
This mechanism did not findany commercial applicationdue to unconventional andcomplicated mechanism.Unlike in a sewing machinewhere needle moves fromtop to bottom, here twinneedle is facing up. Alsounlike conventionalmechanism needle is
MARCH 2011 StitchWorld 25
device to clamp is verysimple and similar principle isbeing followed in mostcommercial hopper feedersystem. This device aligns thebutton hole in line withneedle penetration point toavoid needle hitting button.In 1975, Jetsew Inc. also gotpatents for button attachingautomations (US Patent No -3863579) for sewing machinebutton allocation. It wasrelated to correct positionof the button which is goingto be attached and thetransfer mechanism to thebutton stitching station andlifting and ejection of theattached button.
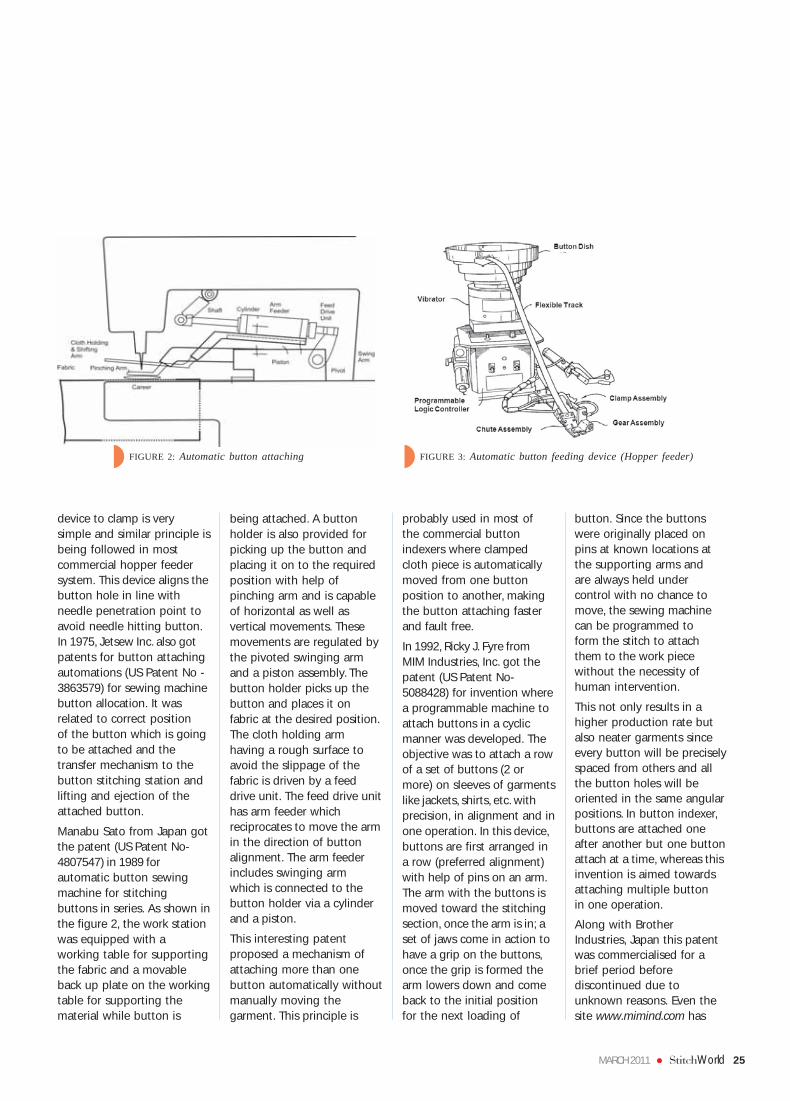
Manabu Sato from Japan gotthe patent (US Patent No-4807547) in 1989 forautomatic button sewingmachine for stitchingbuttons in series. As shown inthe figure 2, the work stationwas equipped with aworking table for supportingthe fabric and a movableback up plate on the workingtable for supporting thematerial while button is
being attached. A buttonholder is also provided forpicking up the button andplacing it on to the requiredposition with help ofpinching arm and is capableof horizontal as well asvertical movements. Thesemovements are regulated bythe pivoted swinging armand a piston assembly. Thebutton holder picks up thebutton and places it onfabric at the desired position.The cloth holding armhaving a rough surface toavoid the slippage of thefabric is driven by a feeddrive unit. The feed drive unithas arm feeder whichreciprocates to move the armin the direction of buttonalignment. The arm feederincludes swinging armwhich is connected to thebutton holder via a cylinderand a piston.
This interesting patentproposed a mechanism ofattaching more than onebutton automatically withoutmanually moving thegarment. This principle is
probably used in most ofthe commercial buttonindexers where clampedcloth piece is automaticallymoved from one buttonposition to another, makingthe button attaching fasterand fault free.
In 1992, Ricky J. Fyre fromMIM Industries, Inc. got thepatent (US Patent No-5088428) for invention wherea programmable machine toattach buttons in a cyclicmanner was developed. Theobjective was to attach a rowof a set of buttons (2 ormore) on sleeves of garmentslike jackets, shirts, etc. withprecision, in alignment and inone operation. In this device,buttons are first arranged ina row (preferred alignment)with help of pins on an arm.The arm with the buttons ismoved toward the stitchingsection, once the arm is in; aset of jaws come in action tohave a grip on the buttons,once the grip is formed thearm lowers down and comeback to the initial positionfor the next loading of
button. Since the buttonswere originally placed onpins at known locations atthe supporting arms andare always held undercontrol with no chance tomove, the sewing machinecan be programmed toform the stitch to attachthem to the work piecewithout the necessity ofhuman intervention.
This not only results in ahigher production rate butalso neater garments sinceevery button will be preciselyspaced from others and allthe button holes will beoriented in the same angularpositions. In button indexer,buttons are attached oneafter another but one buttonattach at a time, whereas thisinvention is aimed towardsattaching multiple buttonin one operation.
Along with BrotherIndustries, Japan this patentwas commercialised for abrief period beforediscontinued due tounknown reasons. Even thesite www.mimind.com has
FIGURE 2: Automatic button attaching FIGURE 3: Automatic button feeding device (Hopper feeder)

26 StitchWorld MARCH 2011
already come down, andinterestingly enough, Brotherowns the domain.
Since the time button feedermechanism became popular,effort was targeted towardssimplifying the mechanismfor possible retrofitarrangement. The US PatentNo-6418868 issued to JeffRhodes, US in 2002 relates tomachines for sewing buttonsand specifically machines forthe loading, advancing,aligning, sewing, and ejectingof buttons at a rapid pace.The traditional devices havedemanded multi-step, labourintensive installationincluding many adjustmentsto ensure proper placementof interrelated mechanicalparts. Such machines haveused swing arms, rotary discs,or other elements to movebuttons into position undera sewing needle and tosubsequently displace theoriginal button and advancea new button into position.
Now in the new patentedtechnology the limit switcheswere used to monitor therange of motion for
mechanical push bars and tocoordinate, in sequence, thesteps to advance, tilt, andorient button engaging pins.
The key feature of theinvention was the usage of aProgrammable LogicController for orientationand advancement of thebuttons, which eliminatesthe time consumingactivities of setting up oflimit switches used forcontrolling theadvancements. The inventiongreatly reduces the timerequired to set-up anautomatic button sewingattachment because iteliminates the need tocarefully position a series oflimit switches. The usageof the programmablecontrollers made the designcompact and handy in termsof fitting it on the industrialsewing machine.
The figure 3 is the pictorialview of the automaticbutton feeder. The clampassembly can be mountedon the machine head baseunder the machine upperarm. The chute and gear
assembly are fitted on theclamp assembly. The chuteassembly includes a chutemounted on the clampframes’ sloped face. The chutedefines the button path tobe entered from the buttondish to the sewing positionthrough a flexible track. Thecontroller opens air valves tothe air cylinders so that thebutton that needs to beattached can be engagedwith proper alignment. Anadvance air cylinder isattached to one end of theclamp assembly with anextension rod. The supply ofcompressed air from thecontroller forces the cylinderand the extension rod whichactivates the gear assemblyand moves a button fromthe loading position intothe button path of thechute assembly and to thesewing position.
Button sewing machines aregenerally provided with abutton feed device forautomatically feedingbuttons one by one to thesewing point on the sewingmachine. The buttons aresuccessively stitched to afabric as the sewing needle ismoved up and down at thesewing point. When thebutton supply hopper runsshort of buttons or the chuteis jammed with buttons, sothat no button can besupplied any longer, or whena button fed to the sewingpoint is not properly held inposition and hence cannotbe clamped, thereby button-free stitches with no buttonsewn are formed on thefabric as the sewingoperation progresses. With
the conventional buttonsewing machines, therefore,the operator is alwaysrequired to pay attention tothe manner in which thebuttons are fed. As a result,the button sewing operationcannot be automatized orstill needs manual labour.
Patent 4594953 Issued onJune 17, 1986 deals with theinvention to provide a novelbutton sewing machinecapable of reliablypreventing button-freestitches from being formedon a fabric. Other objectivesof the invention are firstly toprovide a button sewingmachine capable of reliablydetecting whether a buttonis present or not, not onlyupon a button supply failurein a button feeding devicebut also upon a buttongripping failure in a buttongripping device. Secondly, theinvention provided adetector so that the sensor isnot required to change itsattached position even whenthe distance between thegripping portions of a pair ofbutton gripping arms isvaried dependent on thebutton size at the time buttonsare fed. To achieve theaforesaid objective, a buttonsewing machine according tothe present inventionincludes a detector device fordetecting whether a buttonis gripped by the grippingportions of a button grippingdevice, and a control deviceresponsive to a button-indicating signal from thedetector device for drivingthe main shaft of the sewingmachine to enable a sewingneedle to sew the button.
FIGURE 4: Button attach by hollow needles

MARCH 2011 StitchWorld 27
While above mentionedinventions fulfil theirobjectives andrequirements, the needremains for a device that ismore efficient and quickerto use than earlierinventions. One handybutton attaching device wasdeveloped by Gilbert F.Hasid and awarded patent(US Patent No-6702162) in2002. Gilbert used a flexibleneedle that can easily bend
and has perforations thateasily tear allowing the userto quickly separate theneedle from the thread. Theobjective was to firstlyprovide a new buttonfastening apparatus whichincludes thread havingneedles attached thereto. Asshown in figure 4, this buttonattaching device consists of apair of elongated memberseach having slits along thelength (actually hollow
needles) pointed at one endand a thread passed throughit. The elongated membersare flexible and preferablymade of plastic materials. Thethread is knotted at theadjacent ends so that theelongated members aresecured together by thethread. Thereafter, theelongated members arepassed through the holes ofthe button and the fabriclayer(s) on which button is
going to be attached. Thisinvention is quite recent anduses unconventionalcomponents like hollow andflexible needle. Althoughthis invention is unlikely tobe used in industrialmachines, it presents anopportunity for developingand commercialising anew button fasteningapparatus that could beeasily carried in a purse orwallet for emergencies!
Editor's note
The analysis of advantages and disadvantages are purely the authors’ point of viewand a feedback or suggestion from readers is most welcome.
Conclusion
The seemingly unimportant mechanisms in a running machine generally gounnoticed till it needs maintenance or repair. The collection of inventions presentedhere provides an array of advantages and disadvantages, opportunities and lostopportunities for industry and academia to ponder upon.

28 StitchWorld MARCH 2011
Kaizen tours are an integral part of the service offerings of the KaizenInstitute worldwide. Joint participants from around the world this yearincluded Bangalore-based Madura Clothing – the manufacturing arm ofMadura Fashion and Lifestyle (MFL), the largest player in the domesticmarket and sole representative in the event from India. The team,comprising of S. Raviee, K.C. Srinath and K.R. Jeyaram, were recently on atwo-day tour accompanied by three world class 5S Swiss-based companies.The site visit at the Gemba Research Institute and the discussions heldthere, allowed the participants to experience Kaizen improvements and thesubsequent results achieved at the site. The tour gave participants a“behind the scene” view of the production and service segments of the tourpartner facilities; providing a look at current KAIZEN trends in a relaxed andenjoyable atmosphere.
International Kaizen Tour…Kaizen Management System atWork in Switzerland
Madura Clothing has been organizing ahost of initiatives to drive performancesin their factories. Being an early
practitioner of Kaizen and 5S concepts throughtheir Aditya Birla Business Excellence initiative ofWorld Class Manufacturing (WCM), they havematured into an organization of highempowerment to employees at all levels. There hasbeen almost 16,000 Kaizens which has beenimplemented as late as November 2010 which is5 Kaizens per employee.
With such an environment existing already, it isnatural for the company to take its engagement toseminars of International exposure a nd it is withthis objective that a senior team from MaduraClothing attended the international Kaizen
benchmark tour in Zurich, Switzerland. The purposewas basically to understand Kaizen ManagementSystem at work there. Major topics covered were 5SBest in class, Kaizen, SMED Workshops, Flow JIT,Lean Assembly, and Autonomous Maintenance.Kaizen in the class room was followed by factoryvisits to SIKA Schweiz, Trumpf, Baar Machinen AG.
After a short introduction from the host site, theteam experienced the practical side of Kaizenlive and in person. They also enjoyed the chanceto network with fellow tour participants andKaizen experts and share experiences with them.Witnessed in action were also the other powerfulsystems like the Total Productive Maintenance(TPM), Kanban, Continuous Flow System and manymore management systems.
Tech Talk

MARCH 2011 StitchWorld 29
Madura Clothing team with Masaaki Imai(2nd from left). Others are (from L to R)K.R. Jeyaram, S. Raviee and K.C. Srinath
Team members sharing best practicesat Madura Clothing
board is placed. Every employeewho is dissatisfied with theservice available in the factory,places visual guide of thumb onthe respective score graded from30% to 100%. If scores for acertain section are given less, thenaction is taken immediately.
(3) OEE Development and its WeeklyReview: Overall EquipmentEffectiveness (OEE) which is a vitalcomponent of the leanmanufacturing and anestablished method of measuringmachine’s performance needs tobe reviewed on a weekly basis.
(4) 8 AM meeting: An everydaymorning review meeting whichhappens at the shop floor beforeemployees get into their job.
(5) Culture of problem solving:Different issues that needimmediate attention, arediscussed at a meeting pointon the shop floor. A culture tosolve and overcome the problemis maintained.
The presence of Masaaki Imai,known as the father of Kaizenmovement, and also the Chairmanof Kaizen Institute, proved a hugeinspiration for the team. Duringthe interaction with the MC team,Imai emphasized on the need ofsustainability of these initiativesfor longer years to bring in thecultural transformation inorganizations. He also evinceda lot of interest in the activitiesMadura was involved intheir factories.
Some of the Key Learnings
(1) Reduce and Recycle waste: Ensurethat all water bottles are storednear the meeting point and with aplant nearby. See that the leftoverwater is not wasted but usedfor watering the plants, thusreutilizing the water.
(2) Display of Employee satisfactionthrough Innovative methods: Atshop floor, in each section, an‘employee satisfaction’ display

30 StitchWorld MARCH 2011
Today, consumers want to be empowered by technology. They demandthe ability to not simply purchase an item that they see for sale online,but desire first to select the style, colour, fabric and other characteristicsand then see their planned purchase on a full 3D model as if theythemselves are wearing it.
OptiTex Real-to-Life 3D Simulationfor Online Garment Shopping
According to ForresterResearch, clothing isthe largest individual
component of online retailsales accounting for nearly40% in the US. In UK, webbased shopping nowaccounts for 8.2% of allclothing sales and isexpected to rise to 11.5% by2013. Major investment inservice and technology byseveral key players hasdriven market growth overthe last few years.
Challenges
An online retailers’ majorchallenge is to improve the
shopping experience andminimize the gap betweenbuying online and in thephysical retail site, wherethe customer can touch,feel and try on the garmentbefore deciding to buy,resulting in poor onlineconversion rates, significantlost sales, reduced averageorder sizes and productreturns of up to40%. Another reason foronline retail challenge isthat while every personknows his generic size(S,M,L,Xl…), whenpurchasing online, thatrelative size is a subjective
view and two shoppers withthe same size of clothing,can have different bodyshapes, which can lead todifferent needs and results.
How does 3Dsimulation work?
The simulation of fabricbehaviour on a real body isbased on an advancedsimulation algorithm whichuses a discrete set of finiteelements that account for allinternal and external forcesthat arise in reality such asstretch, shear, bending,gravity and the human bodyacting on the cloth. WithOptiTex new technology anyexisting retail website canprovide a full 3D shoppingexperience, using practicallyany web browser or webenabled device, includingsmart phones.
3D Simulation: WayAhead
Customization and full 3Dvisualization capability iswidely regarded as anessential requirement forthe growth of web basedapparel shopping. The
OptiTex 3D simulation
Tech Talk

MARCH 2011 StitchWorld 31
possible benefits forretailers of online shoppingare huge. The technologycan help minimizeinventory, produce forspecific customer ordersand avoid unnecessarysample production.Although making use ofstandard sizes enablesmanufacturers to produceat the lowest possible cost,each year they end up withtens of billions of dollars ofexcess inventory due tofailure in selling thegarments in those sizes andcolours. Many leadingretailers, including Nike,Tommy Hilfiger, Polo RalphLauren, Lands’ End and
Target, have launchedonline clothingcustomization programsthrough which thecustomer provides data onpersonal sizing andsoftware generates apattern, forwards it to thefactory, which in turn cutsand sews the material andships the finished garmentdirectly to the customer.Many analysts believe thetrend will intensify.
Though the market for 3Dsoftware solutions for web-based apparel shopping isstill at an early stage,Brides.com, Daz3D, Spoom, ISaw it First, Logical Apparel,Masskon, Muta Sport, and
My Style Rules are usingOptiTex to show theirclothing collections in full3D. Successful pilots, basedon individual modules, canbe accessed on the websiteof NikeTea. Many of
OptiTex’s high profile largeretail customers are todayworking with 3D Runway,offering the possibility ofseamless extension fordeployment on theironline stores.
Brides.com is using OptiTex to show their clothing collections

32 StitchWorld MARCH 2011
With the increasing intervention of IT in the fashion industry, cool styles on theramp can now be seen in stores in just six weeks. The complete supply chainfrom identifying a trend to sourcing to actual delivery is now geared to meetthe needs of fast fashion. In this chain designers are expected not only tounderstand consumer demands, but also pre-empt the same so that productdevelopment is a bang on effort to notch up healthy sales figures. They cannotafford to go wrong and it is here that IT plays a critical role in analyzing marketindications from around the world.
New developments in technology to aid PD will be one of the major focusareas at the Messe Frankfurt organized ‘Texprocess’ in May. The depth ofunderstanding that reflects in the organisation and presentations at the fairare born from the strong associations with industry. Well known names in thetextile and apparel industry from Europe are actively involved in the fair. Someinteresting evolutions for PD to watch out for…
Product DevelopmentFashion at Warp Speed
Today, designers can assess internationaltrends from their own desk throughhighly efficient, fee-charging trend portals on
the internet, and implement the results of thispreliminary work and research at trade fairs or indiscussions with other designers and buyers fromthe industry. Technical sketches with indications ofdetailing like the choice of fabric and othermaterials/accessories needed, tables ofmeasurements for various sizes are all achievableusing product data management (PDM) programmes.With the software, development partners, in houseor at the manufacturer’s, can use password-protecteddata information as per authorisation level foreasy management and communication of data withother members in the chain.
The booster: Virtual work aids
Digitally created mood boards for the sales teamshow the colours, the designs and the fit of thegarment. Animated 3D visualisations, sometimescalled “virtual catwalks” are today within thegrasp of even medium-sized firms. So that salesteams no longer need real sample collections to getmarket feedback. While production can start assoon as the feed backs are received in standardproducts, the more difficult styles require longerpreparation time.
Prototypes are required for new developments, inorder to bring together the design, the fit, the priceand the quality and to ensure that they are allappropriate for the intended target consumers.
Tech Talk

MARCH 2011 StitchWorld 33
Using IT support, pattern masters workout the new patterns, taking intoconsideration the elasticity and thedrape of the material. High-techversions of the widespread cuttingand grading systems offer twodifferent ways: the first starts with thetwo-dimensional pattern and “dresses”the virtual model, taking account ofthe parameters that have beenentered for the particular fabric.
Rather like a thermal image, theprogramme shows where the fabricstretches. Any manual corrections tothe 3D model are then calculated bythe software to effect the requiredchanges at the 2D level. The secondway picks up on traditional modellingtechniques: the designer draws wherethe lines go on the 3D model and thesoftware calculates the 2D patternfrom that. However, this method onlyworks for close-fitting clothes.
Despite the growing use of 3D modelsfor sampling, most retailers still preferthat prototypes are tried out by thedesigner “for real”, at great cost of timeand money. For this, either theproduct sample or people travel halfway round the world. To cut down ontravelling time and expense manycompanies are now taking advantageof video conferences for the fittingstage and their experience seems tobe positive. The Tommy Hilfigerbrand, for example, began a five-yearproject of this kind in 2010. Specialistsprovide mannequin dolls specificallyfor these purposes, which simulate thesoftness and pliability of the humanbody. Some of the dolls are producedin line with the standardmeasurements of current seriesproduction; others are manufacturedaccording to the measurementspecifications customer items. Thisguarantees that a size 38 is, therefore,
always and across all continents, triedout on one and the same model, evenif not a human one.
The eye of a needle: Time andcapacity planningOnce the sample is approved,programmes for production planningand control (PPC) are important as theyindicate available capacity and relatelength of production time to delivery.There are other programmes availablethat can calculate the manpowerrequirement on a particular style byanalyzing potential sales of theproduct based on past sales figures ofcomparable products.
The challenge: Compatiblesoftware
When the software programmes tosupport PD were initially introduced,they were less flexible, but now theyare becoming more and morecompatible with one another. Theleading companies agreed onstandards at an early stage, so thatdata can be exchanged betweenprogrammes. In addition, theconcentration of providers to just afew has led to specific software beingintegrated into large suites ofprogrammes. Nevertheless, there arenot really any all-through solutions,which link all stages completely, andthe situation is still complicated.
Three types of software exist: design-oriented programmes with a link tosales promotion, pattern design andproduct data management, traditionalcutting and grading programmes andprogrammes for production planning,which represent a furtherdevelopment. Their modularconstruction enables these large-scalesolutions to be adapted to the needsof individual users.
The dichotomy: Mass-produced items/individuality
The original path of a garment ledfrom manufacturer to retailer tocustomer, often with severalwholesalers on the way and theprinciple of pre-ordering – wherebyonly the number of items orderedwere manufactured. Even today, aconsiderable part of the fashionindustry, including the shoe andleather-goods sector, works in thisway. However, companies that arefully-integrated having their owncreative teams, their own productionfacilities (including powergeneration) as well as their ownlogistics and sales outlets are bestable to exploit the advantages ofIT and shorten the period from initialidea to market product (time-to-market), pace their advertising andproducts exactly and achieve qualityand price advantages through thequantities produced.
This integrated chain phenomenon isincreasingly being seen in Germanywith shopping centres beingdominated by the big chains. Fashionitems have become cheaper, butalso more uniform, heavily orientedto the mainstream. But the pendulumis swinging back; the trend isnow moving away from mass-produced goods, with 30,000 or moreitems for each design and eachcolour, and towards small-runproduction and made-to-measureitems. The textile industry has alsoadjusted to smaller quantities,introducing flexible capacity andoptimised machines that are easy tochange over. An important steptowards this end was thedevelopment of high-performanceinkjet printers and inks for textileswith high levels of colour fastness.
Spread over an exhibition area of 50,000 square metres,Texprocess 2011 will see some 500 companies displaythe latest machines, plant, processes and services forthe apparel and textile processing industries including,innovative solutions in IT and logistics. Some 25,000trade and professional visitors are expected.

34 StitchWorld MARCH 2011
Technology Blending into FashionAdding Value to the Merchandise…
With the global market becoming more competitive, retailers all over havebeen demanding greater value from apparel manufacturers. For this theindustry needs to have constant innovation through value additions in basicgarments, which are rapidly becoming the core of any design. ‘Surfaceenhancements’ are no more for high fashion, and masses too are seekingvalue adds at competitive prices. Making products fall in line with the everchanging international trends is a challenge, more so as it is also importantto meet ‘price points’.
Technology is playing a strong role, replacingmany hand applications that were both time-consuming and expensive. Indeed with new
machines being developed by many globaltechnology providers to cater to this growingdemand, has been many big brands display newertechnologies for enhancing the applications ofvarious types of value additions, building aconnection between fashion and technology,like never before…
Value addition can be achieved by either sewingtechnology or through different surfacedecoration techniques like printing and stoneattaching. StitchWorld reviews value additionachieved by decorative stitches, using variousattachments in sewing machines, different types ofembroidery, attaching of stones and various metalson fabric surface and attaching of appliqué.
Decorative StitchesShirringThe ‘smocking’ technique of gathering fabric withthe use of elastic is used in more and more fashiongarments in the current times, along with the
"W-A018-16048PQSM” Shirring stitchmachine, under theumbrella of Mehala
Tech Review

MARCH 2011 StitchWorld 35
application of decorative stitches on top.To make this technique more accessibleand much faster, MURATA, a brand of theWeixiang Machinery Company ofTaiwan, has an entire line of smokingand shirring machines, with pin-tuckattachments available for many ofthem, its Indian agent under theumbrella of Mehala.
The “W-A018-16048 PQSM” Shirring Stitchmachine is a single thread and multi-needle machine, which has a 12 mmpresser foot lift and maximum speed upto 1500 SPM. Suitable for sewingornamental shirring with elastic threadon ladies’ dresses and children’s dresses,this machine is the largest chain stitchshirring-smocking-pin-tucking machinein the world. Unlike the other shirringmachines which have up to 33 needles,this particular model ranges up to 118needles, using as many as 354 threads.
Other brands that offer similar shirring isKansai Special 12 or 33 needle DFBseries, Variomatic from Japan.
Attachments in SewingMachines
Pin-tucksPin-tucks, technically recognized as foldsin fabric which are stitched on the top tobe held in place, are usually used in thefashion industry to give a plain fabric adecorative effect. From vintage to amore modern interpretation, pin-tucksof different widths are perfect to imparta simple and modern surfaceenhancement in any apparel piece.
The “WX008-33048PTV” Shirt Pin-tuckingmachine, by MURATA (under Mehala), is
A live sample being created, displayingthe Shirring technique
A sample look of Pin-tucks
“WX008-33048PTV” Shirt Pin-tucking machineby MURATA marketed in India by Mehala
GK0058, for making ruffles with chain stitchby Highlead marketed in India by HCA
128 MR, for making ruffles, by Highleadmarketed in India by HCA
suitable for tucking on all kinds ofproducts. With a maximum of 33 needlesand a speed of 1500 SPM, 66 differentnumbers of threads can be used,enabling any size of tucking within thewidth of the needle gauge, which can bechosen as per requirement.
RufflesRuffles are a glamorous and femininedecoration in hi-fashion garments,which look fabulous and can bebeautifully incorporated into agorgeous dress, skirt or blouse designsas they are meant to upgrade the look,and attract attention. In order to make

36 StitchWorld MARCH 2011
this stunning technique of surfacedecoration more accessible to massfashion, Highlead has come up with twomachines which specialize only inmaking different types of ruffles, in allpossible fabrics.
The first machine is 128 MR, which is asingle needle, lock stitch machineenabling 14 fixed basic designs and atotal of 28 variation types of rufflespossible. The other one is GK0058 whichis double needle and works with a chainstitch, imparting 14 design types.
Ruffling attachments are available fromNgai-shing, Susei and other severalattachment suppliers and can be fittedto any single needle lockstitch machine.
EmbroideryChain Stitch – EmbroideryBringing together operations like chainstitch along with cording, 3D-towel,multi-colour/size sequins, laser cuttingand engraving works, an all-in-onesingle machine, Aura Technologies,known to provide specialized machineryin the garment industry, has launched850 RPM normal speed embroiderymachine, which for the first timeenables embroidery on fabric usingthe ‘chain’ stitch.
Being one of its kind, we have a separateattachment that enables ‘chain stitch’along with other regular operations,which usually is not possible in other
embroidery machines as all of them tillnow have only offered the lock stitch.
Sequin – EmbroideryOne of the most glamorous valueadditions of all, available in a widevariety of colours and geometricalshapes, sequins are commonly used asdecorations for all product categories inthe fashion industry ranging fromclothing, jewellery, bags and otheraccessories. Imparting a glam quotient toany design, sequins are the glitteringdivas of every leading garments andfashion houses around the world.
A specialized automatic embroiderymachine for motive sequin, exclusivelyfor specialized sequin works, is beinglaunched by SWF, named SWF/M – UK202– 50. This machine enables application ofvarious sequin sizes such as SQ30/30D
Magicfix VT-141M, an automatic Hotfix Motif Making machine, byAura Technologies
A sample displaying various embroidery stitchesby Aura Technologies
SWFM – UK202 – 50, by SWF, for specialized sequins worksmarketed in India by HCA
and SQ41i, to create optimal instrumentdesigns which are a combination of lownoise actuating system and durability. Tomake the process easier, it has alsoadopted presser foot doe motivesequins. Through this machine, masssequin application on fabrics is possiblewhich makes it all the more exclusive.
Sequin embroidery is available fromother multi-needle embroidery machinesuppliers like ZSK, Tajima, etc. and alsoGolden Wheel single needle machine.
Surface ApplicationHotfix Stones and StudsOver the past two years, the trend ofdecoration with rhinestones andsmall stones has become a true hypewithin the industry. Specialist retailersand the world of fashion havebeen familiar with this method forsome time, and now it can also beused in the advertising industrybecause the technologies have becomeeasier to use.
Finding solution to improvise on theapplication of this upcoming trend, AuraTechnologies is offering Magicfix VT-141M, which is an automatic HotfixMotif Making machine. Unlike theprevious machine which could onlyoffer two colours of rhinestones at atime, this machine can apply 4 differentcolours and sizes of rhinestones andstuds at the same time.
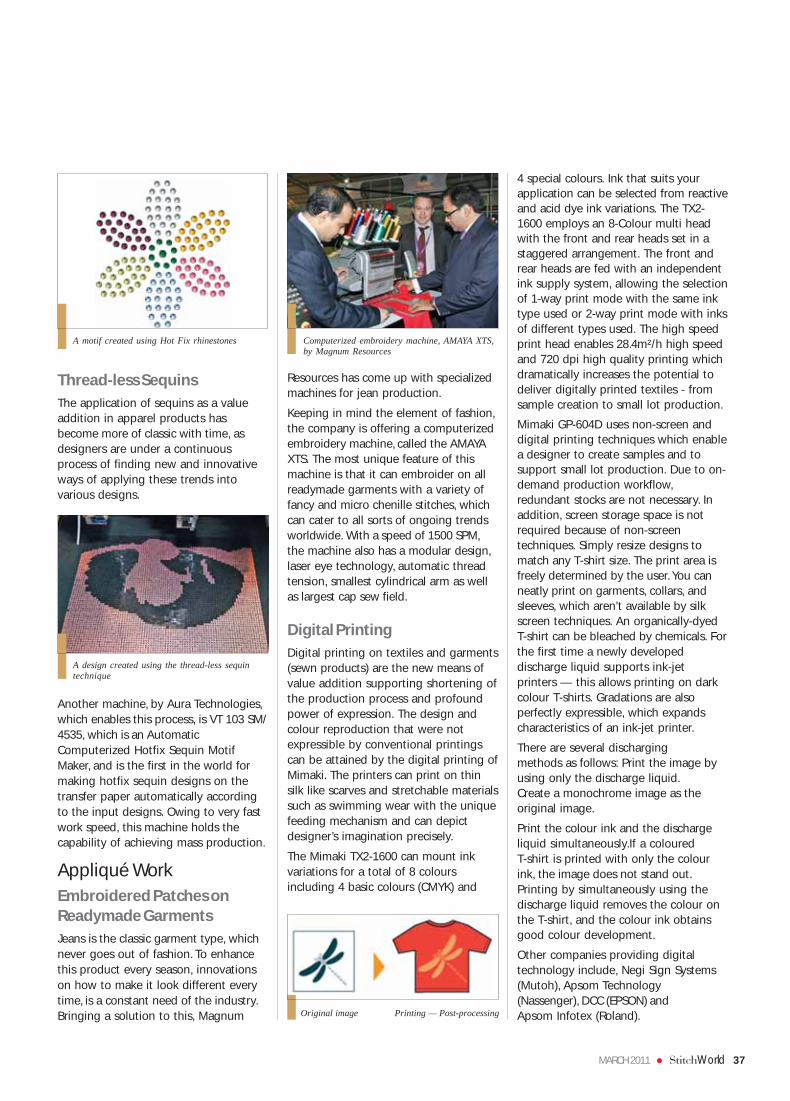
MARCH 2011 StitchWorld 37
A motif created using Hot Fix rhinestones
A design created using the thread-less sequintechnique
Thread-less SequinsThe application of sequins as a valueaddition in apparel products hasbecome more of classic with time, asdesigners are under a continuousprocess of finding new and innovativeways of applying these trends intovarious designs.
Computerized embroidery machine, AMAYA XTS,by Magnum Resources
4 special colours. Ink that suits yourapplication can be selected from reactiveand acid dye ink variations. The TX2-1600 employs an 8-Colour multi headwith the front and rear heads set in astaggered arrangement. The front andrear heads are fed with an independentink supply system, allowing the selectionof 1-way print mode with the same inktype used or 2-way print mode with inksof different types used. The high speedprint head enables 28.4m²/h high speedand 720 dpi high quality printing whichdramatically increases the potential todeliver digitally printed textiles - fromsample creation to small lot production.
Mimaki GP-604D uses non-screen anddigital printing techniques which enablea designer to create samples and tosupport small lot production. Due to on-demand production workflow,redundant stocks are not necessary. Inaddition, screen storage space is notrequired because of non-screentechniques. Simply resize designs tomatch any T-shirt size. The print area isfreely determined by the user. You canneatly print on garments, collars, andsleeves, which aren’t available by silkscreen techniques. An organically-dyedT-shirt can be bleached by chemicals. Forthe first time a newly developeddischarge liquid supports ink-jetprinters — this allows printing on darkcolour T-shirts. Gradations are alsoperfectly expressible, which expandscharacteristics of an ink-jet printer.
There are several dischargingmethods as follows: Print the image byusing only the discharge liquid.Create a monochrome image as theoriginal image.
Print the colour ink and the dischargeliquid simultaneously.If a colouredT-shirt is printed with only the colourink, the image does not stand out.Printing by simultaneously using thedischarge liquid removes the colour onthe T-shirt, and the colour ink obtainsgood colour development.
Other companies providing digitaltechnology include, Negi Sign Systems(Mutoh), Apsom Technology(Nassenger), DCC (EPSON) andApsom Infotex (Roland).
Resources has come up with specializedmachines for jean production.
Keeping in mind the element of fashion,the company is offering a computerizedembroidery machine, called the AMAYAXTS. The most unique feature of thismachine is that it can embroider on allreadymade garments with a variety offancy and micro chenille stitches, whichcan cater to all sorts of ongoing trendsworldwide. With a speed of 1500 SPM,the machine also has a modular design,laser eye technology, automatic threadtension, smallest cylindrical arm as wellas largest cap sew field.
Digital PrintingDigital printing on textiles and garments(sewn products) are the new means ofvalue addition supporting shortening ofthe production process and profoundpower of expression. The design andcolour reproduction that were notexpressible by conventional printingscan be attained by the digital printing ofMimaki. The printers can print on thinsilk like scarves and stretchable materialssuch as swimming wear with the uniquefeeding mechanism and can depictdesigner’s imagination precisely.
The Mimaki TX2-1600 can mount inkvariations for a total of 8 coloursincluding 4 basic colours (CMYK) and
Original image Printing — Post-processing
Another machine, by Aura Technologies,which enables this process, is VT 103 SM/4535, which is an AutomaticComputerized Hotfix Sequin MotifMaker, and is the first in the world formaking hotfix sequin designs on thetransfer paper automatically accordingto the input designs. Owing to very fastwork speed, this machine holds thecapability of achieving mass production.
Appliqué WorkEmbroidered Patches onReadymade GarmentsJeans is the classic garment type, whichnever goes out of fashion. To enhancethis product every season, innovationson how to make it look different everytime, is a constant need of the industry.Bringing a solution to this, Magnum
38 StitchWorld MARCH 2011
Productivity, Labour Cost and Green Environment are the factors that has madean impact on all the major sewing machine manufacturers and that could beclearly seen in their latest offerings at the recently concluded Knit Tech Fair inTirupur. Kansai Special, JUKI, LOIVA, Brother et al. have added an application and/or device to their products that enhances the productivity and also cuts downon the manpower requirement. Team StitchWorld takes a review of latestdevelopments in sewing machines for productivity improvement.
Machine Manufacturers Providing‘Productive’ Options
KANSAI SPECIALFocus on MultiOperationsIntroduced for the first time,Kansai Special’s new cylinderbed interlock (REX-9803MG)machine performs 5 differentoperations namely; tapeattaching, hemming, left foldcovering, center covering andplain seaming, which wereearlier done by 5 differentmachines by simply changingsome parts which areincluded in the package. This3 needle and 5 threadmachine has DLC coated(Diamond-like CarbonCoating) needle bar thatprevents it from rusting andensures long life of needlebar mechanism.
This machine is very specificto knit garments like polo-shirts, T-shirts and other
lady’s wear and is verycompetitive in pricing. “Wehave developed this machineto increase the productivityand flexibility, keeping inmind customers’ demand thatcan be fulfilled by a singlemachine,” stated PraveenKumar Jhadav, Country
Manager-India, KansaiSpecial. The gauge parts areeasily attachable taking notmore than 15-20 minutes soone operator can do fiveoperations with a singlemachine, cutting down onmanpower requirement. Thecompany claims that only
Hideo KOGE, Director; Yoshihide Morimoto, Vice Executive, GM, Sale;Anil Anand, MD, HCA; Praveen Kumar Jhadav, Country Manager-India andMotoyuki Hatakeyama, Sales Deptt - team Kansai Special
Tech Event

MARCH 2011 StitchWorld 39
one other sewing machinemanufacturer has such aversatile offering.
The company has alsointroduced smallattachments like threadwiper so that the garmentgoes to the next operationdirectly, instead going fortrimming and checkingseparately. Power saving andeco-friendly machinesavailable with Kansai Specialhave been successfully triedin factory working conditionsand the company claimsthat the machines save on70% power consumptionas comparing to normalservo and clutch motors byusing specially designed‘servo motors’.
JUKIIncreasing FlexibilityJuki had on display manymulti-operation machineswhere two operations like
gathering and attachingfrills could be done in onesmooth operation. Earliertwo machines were neededfor these two operations. Butthe machine which wasattracting most attentionwas JUKI’s MF-7800D seriesmachine, wherein unlike theconventional models, theoiling mechanism insidemachine frame has beeneliminated and a specialgrease of its own is usedfor lubrication.
Grease-filled bearings havebeen adopted for the crankrod that allows themachine’s frame mechanismto demonstrate outstandingdurability without beingoiled. The needle barmechanism and spreadermechanism have beenapplied with a specialsurface treatment thatrestricts the leakage of oilfrom the needle bar, presserbar or spreader shaft that
(L-R) Kokichi Shirota, Managing Director; Baalasubramanian C., BranchManager and K Prakash, Sales - team Juki India
reduces the stain removingand re-sewing worksubstantially and therebyimproves the quality offinished products.
“The machine is also flexibleand without changing ofthread tension andreplacing any part of themachine, a stitch type can bechanged over to soft-seams/well-tensed seams simplyby changing the path ofthe thread,” informsBaalasubramanian C.,Branch Manager, JUKI IndiaPvt. Ltd. This means that thesame machine can handletwo distinct products likeinnerwear and outerwearwith equal efficiency.
As per Juki policy allmachines from the brandare manufactured undergreen processes whichsubscribe to the concept ofreduced-reused-recycled.Previously availablemachines provided with belt
driven servo motors are nowinbuilt with reduced sizeddirect drive motors in mainshaft. Since the oil stains onsewing products areremoved, the quantity of thestain remover used insewing plants is alsoreduced. This results in lowerpower consumption and agreen environment.
LOIVADeskilling OperationsA specialist in automatedoperations, LOIVA’s AUTO JIGMJ-3400 SNLS machineworks without sensorstickers and is used formaking run-stitch of collars,cuffs, pocket flaps, shouldertabs, etc with precision andease. It ensures higherproductivity as well asconsistency in quality. Byusing this factories can de-skill the above operations.“Through this machine we
Anshuman Dash, MD, Loiva Intech with his versitile AUTO JIG machine thatimproves productivity in specialised operations
The 11th edition of Knit-Tech, knitting technology tradefair saw over 150 participants from Italy, Taiwan, Japan,Korea, besides India displaying innovative labour andenergy saving machines in knitting, sewing,embroidery, dyeing and printing segments

40 StitchWorld MARCH 2011
can de-skill the multi-processes required in suchoperations like marking,stitching and margin cuttingand considerably increasethe output. While a skilledoperator will make amaximum of 70 pieces perhour, depending on theorder size, only 2 unskilledoperators can perform thesame operation with aproductivity of 150 to 220pieces per hour,” statesAnshuman Dash, MD,LOIVA INTECH.
The machine can sew at themaximum speed of 3000SPM, which provides thehigh productivity in thefield. Considering theimportance of cycle timealong with machine speed,the machine is designedin such a way that acycle time of the operationis minimized by usingpowerful steppingmotors and pneumaticsystems controlledby microprocessor.
Loiva also has patentedtechnologies of buttonfeeder attachment andbutton wrapping & knotting,available in the ST-12 andST-10 models that make abeginner more productive
than skilled operators. Whilethe former is used to feedthe buttons to the buttonclamps of the button sewingmachine with a feeding timeof 0.4-0.7 seconds, the latteris used for wrapping &knotting of the buttons afterproviding looseness in abutton stitch machine. Thewrapping frequency,knotting frequency andoperation time of themachine is 1-300, 1-3 (max.50) and 3.5 seconds on 50wrapping frequency,respectively. “Apart fromthese technologies, wealways stand with ourcustomers, understand theirproblems and try to maketheir machines run as soonas possible,” says Anshuman.
BROTHERINTERNATIONALSaving on Energy andLabourAttracting much attention atthe fair was the direct drive-programmable ElectronicPattern Sewer withcylindrical bed from Brother,available in two popularmodels BAS-311G and BAS-326G that provides highsewing quality and
Randeep Sahani, GM, Brother International, interacting with clients at theKnit Tech Fair 2011
(Standing) Leo Yang, Sales Executive, Shing Ling Sewing Machine, as hiscolleague demonstrates the new technology
increased productivity for awide range of applicationswhile saving energy. Boththese SNLS machines withsteeping feed mechanismand pulsar motor drive canstitch up to 20,000 stitchesper pattern with a stitchlength of 0.05-12.7 mm. Withan AC servo motor of550W and sewing speed of2,700 RPM, both modelsprove to be moreeconomical and productive.
According to RandeepSahani, GM, BrotherInternational, “These modelsallow the replacement ofthe work clamps and feedplates very quickly andaccurately, hence reduces thelead time as well as savesthe labour cost.”
Brother has also establishedthe “Brother Green Label” inconformity with ISO 14021international standard andJIS Q14021 JapaneseIndustrial Standards. Bothmodels have been approvedfor this standard. The modelsare environment-consciousmachines, achievingindustry’s top energy savingwith the direct system, use oflead-free Solder in all PCB,and significant extension ofthe hook’s lifetime.
SHING LING,TAIWANEnsuring SmoothOperations to Save onCritical TimeShing Ling machines fromTaiwan being marketed inIndia by Hi-Tech SewingSystems has been selling inthe country for the last oneyear. The company showcasedtwo specialized machines thatare user-friendly and ensureproductivity. The VG-888A-N600/AST is an interlockmachine with left-hand knifefor hemming. The left-handknife ensures a neat finishhem for both soft and elasticto hard and steady seam.
The machine has a compactservo motor, pneumatic top,under bed trimmer andventuri device. The otherinteresting machine was theVG-888S-RP fitted with smallcylinder bed and rear pullerto achieve a smooth feedperformance on stitchcovering and hemming workwith utmost efficiency. “Ourmachines are very sturdy andhave longer life and flexibleto ensure quality stitchingeven in case of fabric withlycra,” says Leo Yang, SalesExecutive, Shing LingSewing Machines.

MARCH 2011 StitchWorld 41

42 StitchWorld MARCH 2011
The 26th edition of India International Leather Fair (IILF), Chennai – IILF 2011,organized by India Trade Promotion Organization (ITPO) in collaboration with theCouncil for Leather Exports (CLE) saw over 400 exhibitors, including 128 from 19countries spread over 9,000 sq. metres display a wide range of products.
IILF’11: Leather a Growing Segment
(Third from left) Ajay Lohia, Director, Threads (India) Limited with his team
With India poised totake a giant leap inleather exporters,
CLE Chairman M. RafeequeAhmed said an ambitioustarget had been set todouble the exports ofleather and leather productsfrom $ 3.6 billion in 2010-11to $ 8.25 billion by 2013-14and for this he called fordoubling of productioncapacity. “To achieve thistarget, we need to increasethe production capacity by60 to 70 per cent over thenext 2-3 years in varioussectors such as garments,leather goods, zippers, liningand soles. Uttar Pradesh willaccount for large portion ofit and could provideemployment to 5 lakhpeople,” he said. TheChairman also soughtcreation of a separate fundfor promoting Indian brandsand direct financialassistance could beprovided to individualcompanies for promotingtheir own brands at least tothe extent of about 10 percent of their export turnoverfor a period of five years.
This year the focus was on‘organic’ leather. As usual, newfinishes, textures and coloursmade the fair lively.Swarovski with its fashionshow highlighting crystalembellished leather bags,clutches, shoes andaccessories includingsaddlery was a shop stopper.Two halls were dedicatedto machine supplierswith technology formanufacturing shoes, bags,apparel, seat covers… rightfrom designing to cuttingto stitching. Though therewere many interestingtechnologies, the two thatattracted attention were fromMauser Spezial at the HCAstall and Mitsubishi at theTurel display area.
Mauser Spezial, Germanyshowcased two very versatilemachines, one for stitchingleather products and theother specifically for top-stitching in shoe production.The first, MA 335 cylinder bedsewing machine is fitted withmoving binder for very neatbinding in convex andconcave curves in leatheraccessories, upholstery and
Rene Volker, Marketing Manager; Richard Hayward, Intl. Sales and ServiceManager; Werner Nauerz, GM, Mauser Spezial with Anil Anand, MD, HCA
Tech Event

MARCH 2011 StitchWorld 43
shoes. The machine is fittedwith G-version large hookand suited for working ontubular shapes speciallypiping work on bags,suitcases and upholstery. Themachine can come withautomatic needle positioner,presser foot lifter, underthread trimmer and can befitted with pneumaticallycontrolled work aids.
The second machine, the MA570/590 series of post-bedmachine is a twin needlelockstitch machine which canbe used for all top stitchingof shoe, luggage and othermedium to heavy material.The roller presser footdrive ensures smoothmanoeuvring of acute curvesand clear visibility duringsewing. The machine comeswith new integrated pico-drive mechanism, which isenergy saving, environment-friendly and still generates30% higher torque thanusual drives. The machine cancome with automatic needlepositioner, presser foot lifter,and easily adjustable underthread trimmer which can cutvery short thread ends. The
Gary Vau, Senior Sales Engineer, ISM Division-Sales; Tadashi Itakura,Manager, Sales Administration Dept. Manager, Sales Section andViraf Turel, MD, E H Turel & Co.
(Second from left) Rajeev Pradhan, Asst. VP (Speciality Business)Vardhman Yarns & Threads with his team
Sanjeev Grewal, Regional Director, Amann with his team
unique electromagneticallycontrolled backtackingdevice with additional handswitch on sewing headenables intermediate tackingpossible during sewing.
At the Turel booth, Mitsubishi,Japan was showcasingleather patch attachingtechnology. The PLK-G seriespattern tacking machine hasindustry leading sewingspeed of 2800 stitches perminute, powerful penetrationforce even at the start ofsewing with 750W directservo motor andprogrammable presser footheight adjustable functionthat prevents skip stitchesand thread breakage whenstitching variable materialthickness. While the highersewing speed resulted in20% reduction of sewingcycle time, direct driveservo motor resulted in40% to 55% reduction ofpower consumption.
Adoption of USB memoryand high speed processingsystem has greatly shortenedthe time required to inputand modify patternprogramming by 65% to 90%.
With exports of leather products poised to risefrom $ 3.6 billion in 2010-11 to $ 8.25 billion by2013-14, capacity expansion is on the cards.Two halls were dedicated to machinesuppliers with technology for manufacturingshoes, bags, apparel, seat covers… right fromdesigning to cutting to stitching
The inching key hasimproved the speed ofclamp movement and workefficiency. Skipped stitchesand thread breakage areprevented by changing thepresser foot heightaccording to materialthickness. The programmedand saved presser foot dataensures no re-adjustmentrequired during anymaterial thickness changesinfuture. Optional deviceslike pneumatic 2-stepneedle thread tensioner,needle thread breakagedetector ensures beautifulflawless stitch and 2-stepleft/right alternatingclamp stitches variablethickness very easily.
Large high visibility easy touse LCD touch typeoperation panel withexplanation function madethe pattern programmingeasier and quicker. Thesemachines can be connected
The Coats-Opti India team at IILF Fair, Chennai
to a factory’s productionnetwork and ultimately toEthernet throughprogrammable controllernetwork making patternselection simple.
Another interesting featurewas the presence of allinternational and nationalthread manufacturers withspecialized offerings for theleather industry. With hugeand well stocked boothsAmann, Madeira,Gutermann were amongthe international brands atthe show, while Vardhman,Coats and Threads IndiaLtd. were the Indiancompanies on display.
Leather is an importantsegment for the threadindustry with great focuson the quality of thread. Inthe coming years thisindustry is poised togrow bigger, is theunanimous opinion of thethread suppliers.
44 StitchWorld MARCH 2011

46 StitchWorld MARCH 2011