Embed Size (px)
Citation preview
Copyright © 2013 by The McGraw-Hill Companies, Inc. All rights reserved. McGraw-Hill/Irwin
Manufaktur
4-2
• Arti Penting Kualitas • Perspektif manufaktur • Strategi Manufaktur • Pengembangan Manufatur
Kontemporer
Ikhtisar Manufaktur
4-3
Delapan Dimensi Kualitas • Kinerja (Performance)
– How well the product performs in comparison to how it was designed to perform
• Keandalan (Reliability) – Likelihood that the product will
perform throughout its expected life
• Daya Tahan (Durability) – The actual life expectancy of the
product • Kesesuaian (Conformance)
– Does the product meet its specifications as designed
• Fitur (Features) – What different functions or tasks
can the product perform • Estetika (Aesthetics)
– Is the styling, color, workmanship pleasing to the customer
• Servis (Serviceability) – What is the ease of fixing or
repairing the product if it fails • Kualitas yang dipersespsi
(Perceived Quality) – Based on customer’s experience
before, during and after they purchase a product
4-4
• Total quality management (TQM) adalah filosofi yang berfokus pada memenuhi harapan pelanggan terhadap semua kebutuhan, di semua fungsi perusahaan, dan mengakui semua sebagai pelanggan, baik internal maupun eksternal
• Elemen dasar TQM: – Komitmen dan dukungan manajemen puncak – Memelihara fokus pada pelanggan dalam
produk, jasa, dan kinerja proses – Operasi terintegrasi di dalam dan diantara
organisasi – Komitmen untuk perbaikan berkelanjutan
(continuous improvement)
Total quality management (TQM)

4-5
Standar Manaje,men Kualitas dari ISO
• The International Organization for Standards (ISO) dibentuk setelah perang dunia kedua
• ISO 9000—International Quality Standard – Dimulai tahun 1994 – Sekarang yang berlaku ISO 9000:2008 dan
akan diperbaharui menjadi ISO9001:2014 • ISO 14000—International Environmental
Standard – Dimulai tahun1998 – Saat ini berkalu ISO 14001:2004
4-6
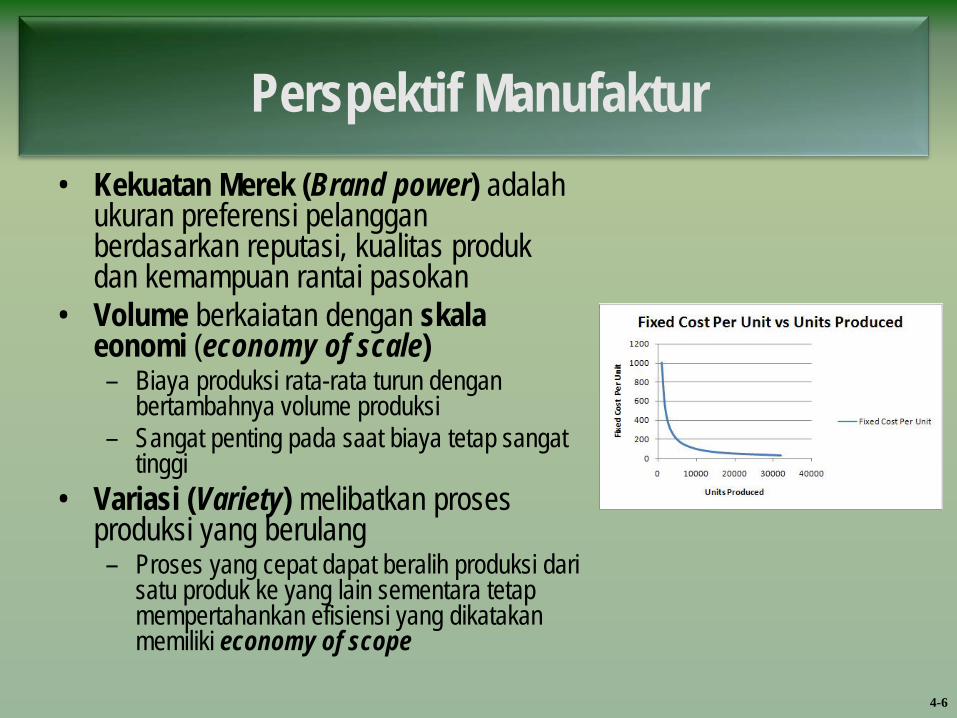
• Kekuatan Merek (Brand power) adalah ukuran preferensi pelanggan berdasarkan reputasi, kualitas produk dan kemampuan rantai pasokan
• Volume berkaiatan dengan skala eonomi (economy of scale) – Biaya produksi rata-rata turun dengan
bertambahnya volume produksi – Sangat penting pada saat biaya tetap sangat
tinggi • Variasi (Variety) melibatkan proses
produksi yang berulang – Proses yang cepat dapat beralih produksi dari
satu produk ke yang lain sementara tetap mempertahankan efisiensi yang dikatakan memiliki economy of scope
Perspektif Manufaktur
4-7
• Kendala (Constraints) berinteraksi dengan volume dan variasi untuk membuat proses manufaktur realistis – Kapasitas adalah berapa banyak produk dapat dihasilkan dalam unit waktu
tertentu – Tingkat fleksilibitas Peralatan – Setup/Changeover mempertimbangkan seberapa cepat dapat
berubah dari satu produk ke berbagai produk yang lain • Leadtime mengukur perbedaan waktu antara saat order
memproduksi sampai produk ada di tempat pengecer
Perspektif Manufaktur
4-8
• Job shop creates a custom product for each customer • Batch process manufactures a small quantity of an item in
a single production run • Line flow process has standard products with a limited
number of variations moving on an assembly line through stages of production
• Continuous process is used to manufacture such items as gasoline, laundry detergent and chemicals
• Modifications of the above can create new options – Mass customization produces a unique product quickly and at a
low cost using a high volume production process
The four basic manufacturing processes
4-9
• Engineer to Order (ETO) is used when products are unique and extensively customized for the specific needs of individual customers
• Make to Order (MTO) relies on relatively small quantities, but more complexity – Requires much interaction with customer to work out design and specification – Usually shipped direct to customer
• Assemble to Order (ATO) is when base components are made, stocked to forecast, but products are not assembled until customer order is received – Manufacturing postponement practiced here
• Make to Stock (MTS) features economies of scale, large volumes, long production runs, low variety, and distribution channels
Manufacturing strategies should match market requirements
4-10
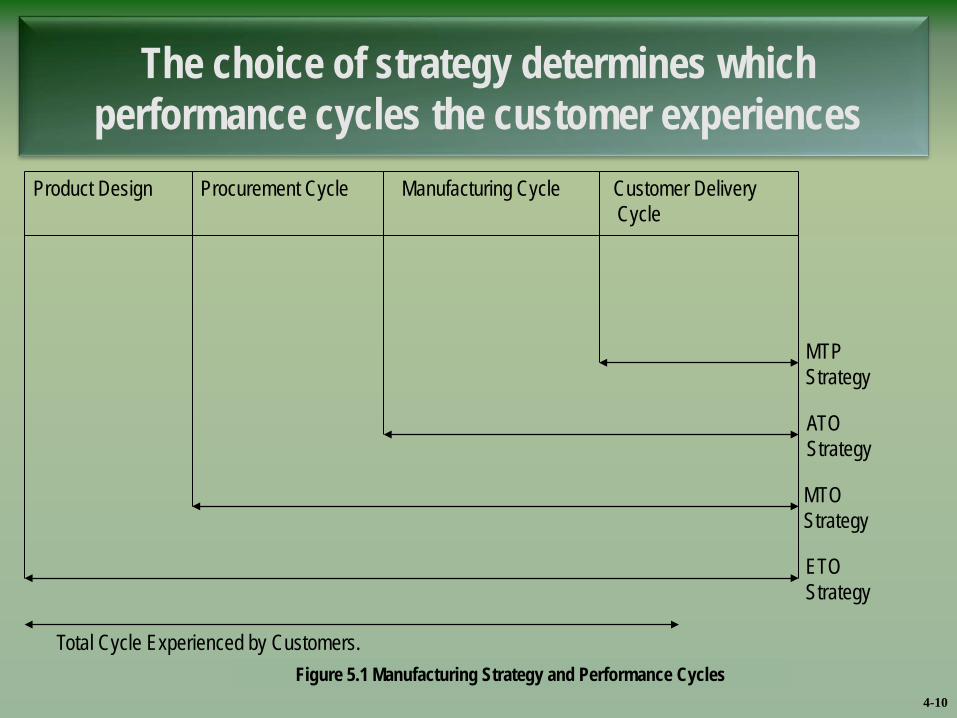
The choice of strategy determines which performance cycles the customer experiences
Figure 5.1 Manufacturing Strategy and Performance Cycles
Product Design Procurement Cycle Manufacturing Cycle Customer Delivery Cycle
ETO Strategy
MTO Strategy
ATO Strategy
MTP Strategy
Total Cycle Experienced by Customers.
4-11
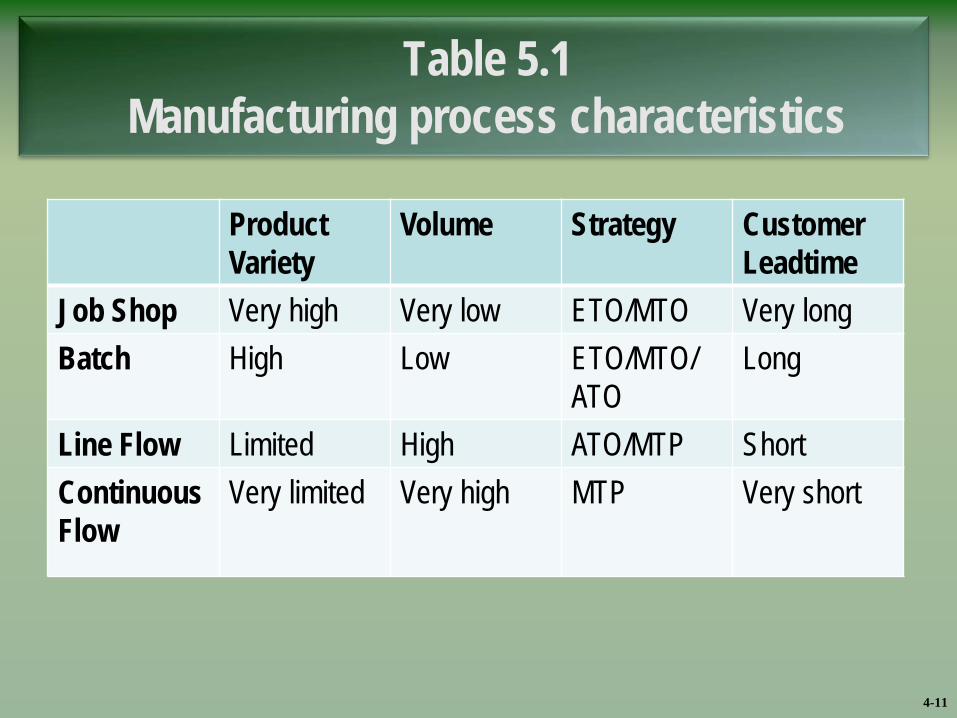
Product Variety
Volume Strategy Customer Leadtime
Job Shop Very high Very low ETO/MTO Very long Batch High Low ETO/MTO/
ATO Long
Line Flow Limited High ATO/MTP Short Continuous Flow
Very limited Very high MTP Very short
Table 5.1 Manufacturing process characteristics
4-12
• Total cost of manufacturing (TCM) includes: – Procurement and production activities – Inventory and warehousing activities – Transportation activities
• TCM generally expressed as cost per unit • Procurement and production costs go down
as volume goes up • Inventory and warehousing costs go up as
volume goes up • Transportation costs go down as volume
goes up, but level off at high volumes
Total cost of manufacturing
4-13
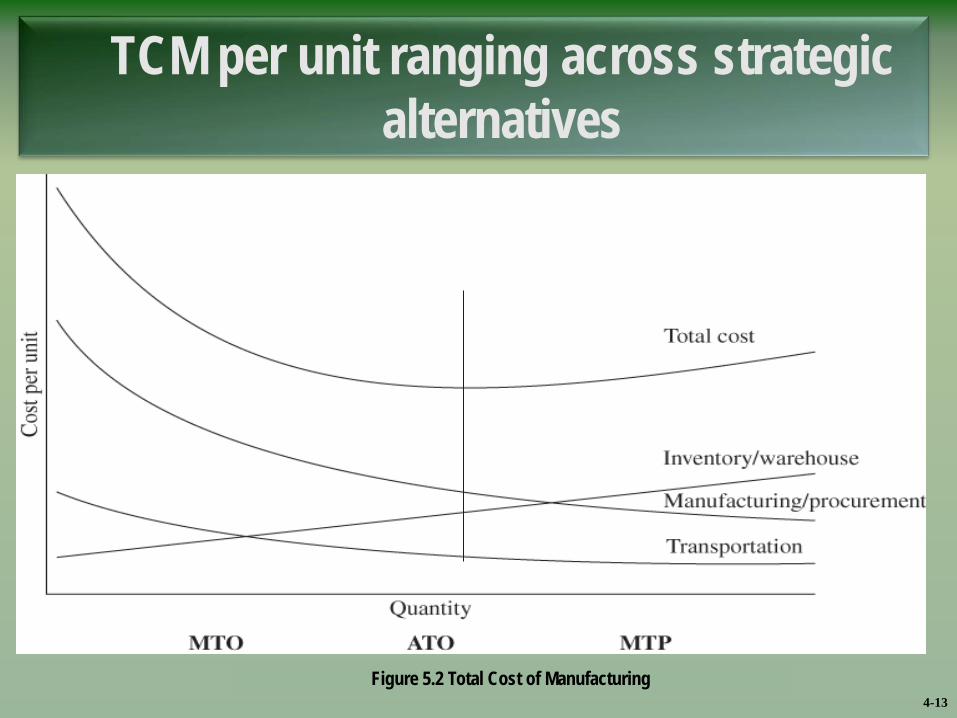
TCM per unit ranging across strategic alternatives
/MTS
Figure 5.2 Total Cost of Manufacturing
4-14
What is it? • Objectives, key capabilities
Where does it work? • Market, industry, technological characteristics
What does it take to succeed? • Resources and relationships • Priorities, processes, and practices • Cross functional interfaces • Metrics
For each strategy we’ll discuss:
4-15
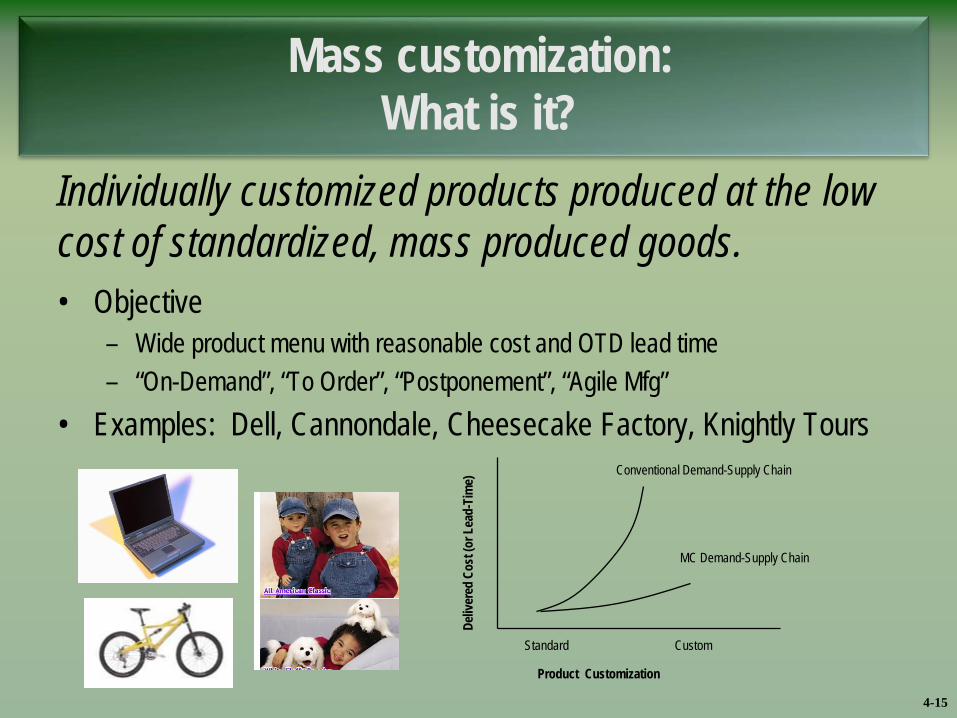
Individually customized products produced at the low cost of standardized, mass produced goods. • Objective
– Wide product menu with reasonable cost and OTD lead time – “On-Demand”, “To Order”, “Postponement”, “Agile Mfg”
• Examples: Dell, Cannondale, Cheesecake Factory, Knightly Tours
Mass customization: What is it?
Deliv
ered
Cos
t (or
Lea
d-Ti
me)
Product Customization
Conventional Demand-Supply Chain
MC Demand-Supply Chain
Standard Custom
4-16
Market Characteristics: • Sufficiently large customer segment that values “translatable variety”
• Turbulent, dynamic market
• Unpredictable demand - but not entirely unpredictable!
• Little impact of regulation or other constraints (designer drugs?)
Product/Process Characteristics: • Modular or adjustable product building blocks
• Predictable components/functions interactions
• Standardized process/skill building blocks
• Reasonable lead times, steps, work content
Mass customization: Where does it work?
4-17
• Sense – Direct relationships with customers – demand management – Technologies: measurement, data capture, communication, CRM, POS
• Interpret – Technologies: imaging, data translation, configuration management,
CAD/CAE/CAPP – Product modularity and good configuration management
• Respond – Close relationships with supply chain elements (VI?) – Technologies: CAM, FMS, mixed model lines, digital tracking and control,
cellular mfg • Critical functional integration:
– Mktg-Sales-(Design)-Mfg
Mass customization: What does it take to succeed?
4-18
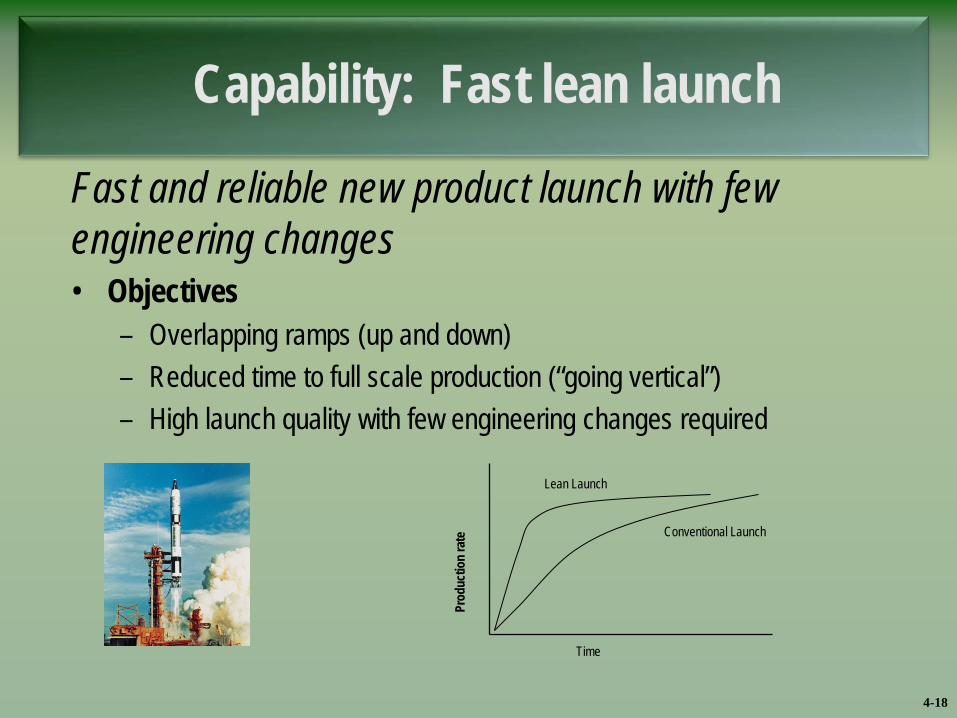
Fast and reliable new product launch with few engineering changes • Objectives
– Overlapping ramps (up and down) – Reduced time to full scale production (“going vertical”) – High launch quality with few engineering changes required
Capability: Fast lean launch
Prod
uctio
n ra
te Conventional Launch
Lean Launch
Time
4-19
Structural and Infrastructural Elements – Design–launch–build teams, DFMA, Process simulation, CE
• Production engrs and plant workers involved 36 months before launch (vs. 9 months before launch in old system)
– Hi fidelity (on-line) prototype and pilot production (release for tooling) – Adaptable plant hardware (e.g., conveyances, IS, …) – Manage varying conditions (product, process, geography) with
standardized launch process – Smart use of platform design and modularity strategies – Learning organization – ability to quickly develop and adopt new skills
and processes
Lean launch example: BMW
4-20
• Manage reaction to “discipline” imposed on product design
• Shape value system to add launch quality as a priority while preserving design flexibility
• Find manufacturing talent to make contributions in NPD
• Balance competing priorities of production vs. prototyping on the shop floor
• Manage critical functional integration: Design-Mfg
Lean launch: Key challenges
4-21
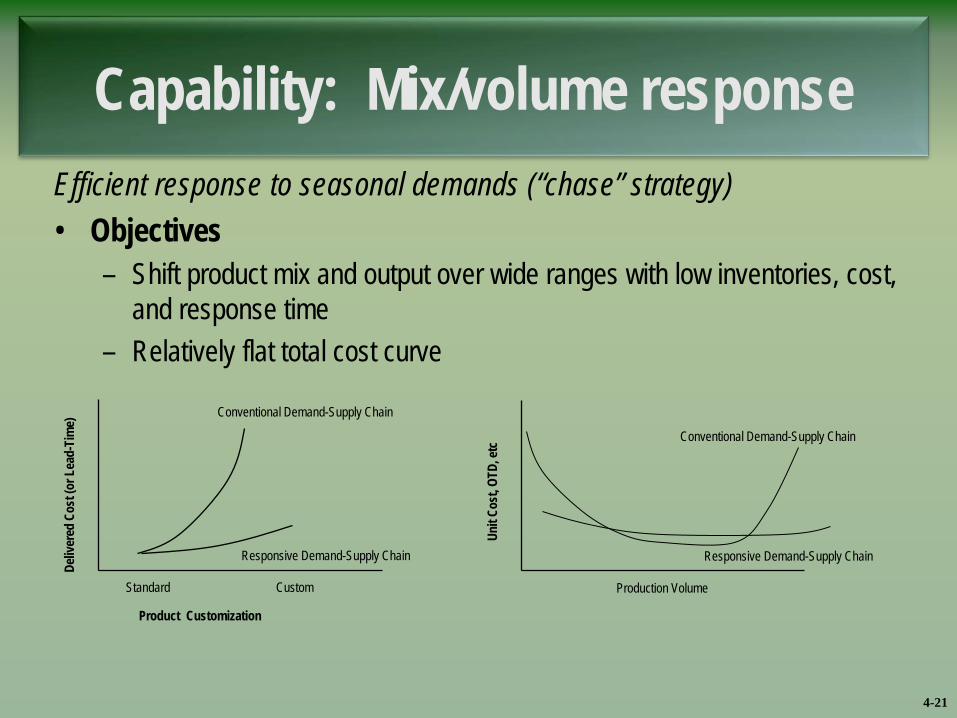
Efficient response to seasonal demands (“chase” strategy) • Objectives
– Shift product mix and output over wide ranges with low inventories, cost, and response time
– Relatively flat total cost curve
Capability: Mix/volume response
Unit
Cost
, OTD
, etc
Conventional Demand-Supply Chain
Responsive Demand-Supply Chain
Production Volume
Deliv
ered
Cos
t (or
Lea
d-Ti
me)
Product Customization
Conventional Demand-Supply Chain
Responsive Demand-Supply Chain
Standard Custom
4-22
Structural and Infrastructural Elements – Production, supply, channel management personnel meet weekly – Scalable, flexible capacity
• Cross-trained, incentive-driven labor • “Tunable” factory – Teams reassign operators hour-to-hour, create recovery plans as
needed, Planners reassign personnel to other factories day-to-day, Mgmt transfers product build among factories season-to-season
• Flexible suppliers – Required to be able to increase shipments by 25% on 30 days notice, 50% in first 90 days of new product, VMI, production plans shared weekly, on-line consumption visibility
– Demand management – sales incentives, lead time promises
Mix/volume response example: Dell servers
4-23
• Improved aggregate planning models – Cost accuracy
– Model sophistication
– Smart uses of slack capacity; external sources of capacity (surge); temporary labor or overtime
• Complimentary products or activities (prototyping?)
• Labor for capital substitution
• Find proper “balance” in modularity and common building blocks
• Critical functional integration: Supply-Mfg-Sales
Mix/volume response: Key challenges
4-24
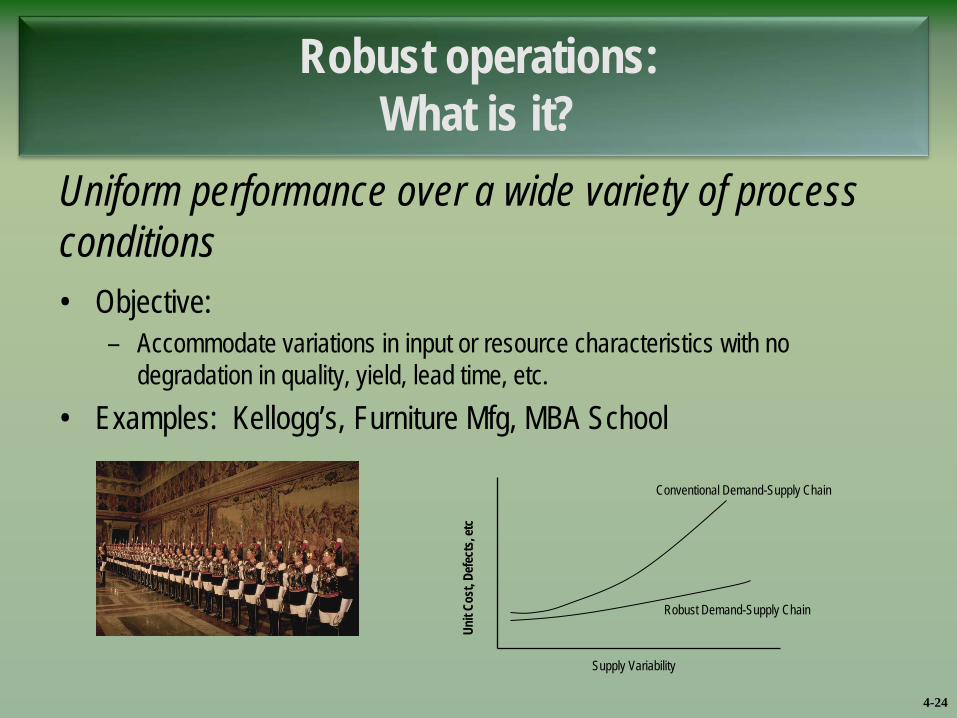
Uniform performance over a wide variety of process conditions • Objective:
– Accommodate variations in input or resource characteristics with no degradation in quality, yield, lead time, etc.
• Examples: Kellogg’s, Furniture Mfg, MBA School
Robust operations: What is it?
Unit
Cost
, Def
ects
, etc
Conventional Demand-Supply Chain
Robust Demand-Supply Chain
Supply Variability
4-25
• High variability in input material characteristics
• High variability in resource characteristics or availability
• Substitute materials or resources are possible
• Cost of materials is a high percentage of unit cost
Robust operations: Where does it work?
4-26
• Sense and accommodate – High level of process knowledge – understand
process physics
– High level of process capability
– Process flexibility – ability to make adjustments appropriate to incoming requirements
• Critical functional integration: – Purchasing-Process Engrg-Mfg
Robust operations: What does it take to succeed?
4-27
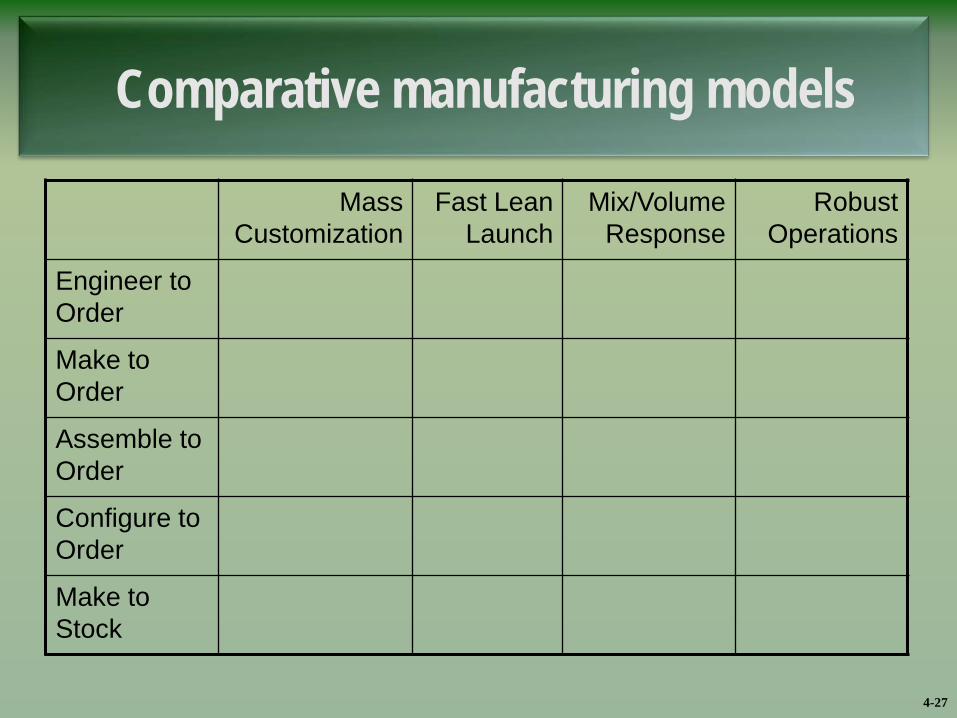
Comparative manufacturing models
Mass Customization
Fast Lean Launch
Mix/Volume Response
Robust Operations
Engineer to Order
Make to Order
Assemble to Order
Configure to Order
Make to Stock
4-28
• Lean is a philosophy of manufacturing that emphasizes the minimization of the amount of all resources (including time) used in the operation of a company
• Defining principle is the elimination of “waste”
Lean systems
4-29
Produce only the products that customers want
Produce products only as quickly as customers want them
Produce products with perfect quality
Primary objectives of lean systems
Produce in the minimum possible lead times
Produce products with features that customers want and no others
Produce with no waste of labor, materials or equipment
Produce with methods that reinforce the occupational development of workers
4-30
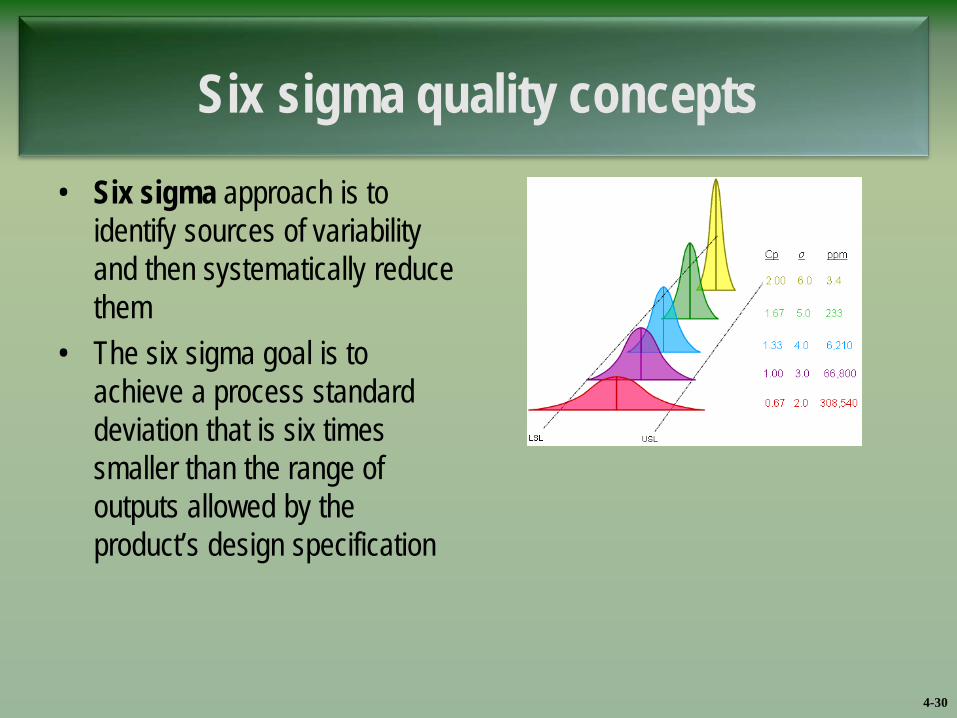
• Six sigma approach is to identify sources of variability and then systematically reduce them
• The six sigma goal is to achieve a process standard deviation that is six times smaller than the range of outputs allowed by the product’s design specification
Six sigma quality concepts
4-31
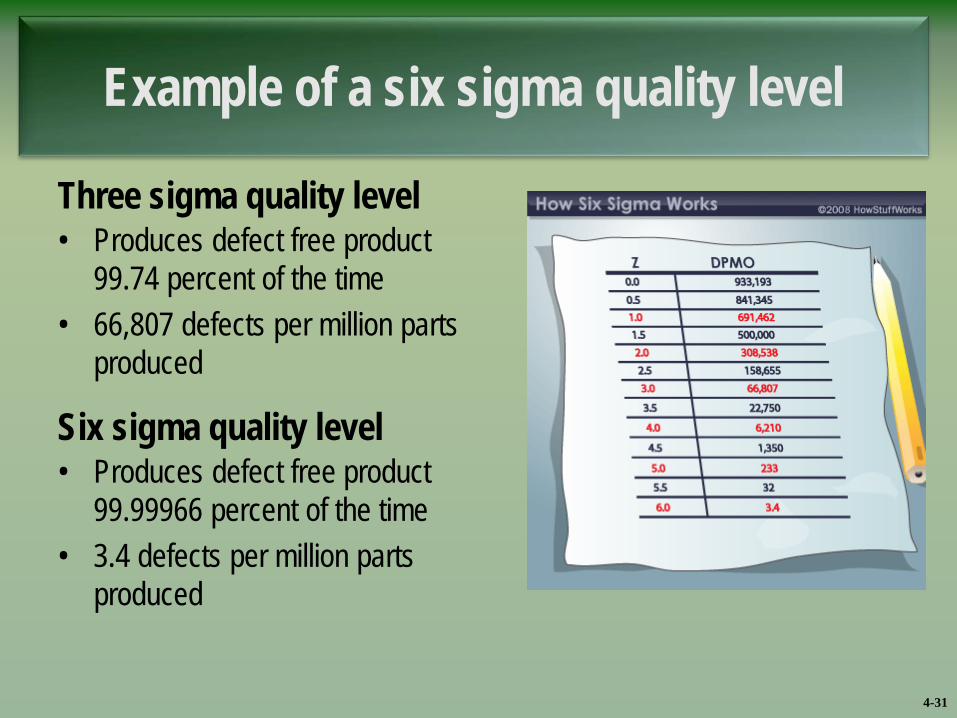
Example of a six sigma quality level
• Produces defect free product 99.74 percent of the time
• 66,807 defects per million parts produced
• Produces defect free product 99.99966 percent of the time
• 3.4 defects per million parts produced
Three sigma quality level
Six sigma quality level
4-32
• Resources must be procured, positioned, and coordinated as needed to support the manufacturing strategy selected
• Four approaches to achieve this are: – Just-in-time (JIT) – Materials requirements planning (MRP) – Design for logistics – Performance based logistics
Logistical interfaces
4-33
• Just-in-time only produces to a customer order (ATO, MTO)
• Purchased materials and components arrive at the manufacturing or assembly point just at the time they are required for the transformation process
• Raw material and work in process inventories are minimized
• Demand for materials depends on the finalized production schedule
• Lot sizes are as low as one unit • Close cooperation with suppliers is
essential!
Just-in-time (JIT) interfaces
4-34
• For more complex manufacturing (MTO, ETO) where large numbers of components or assemblies are used to produce a final product
• Procurement has a key role in insuring all the components are obtained on time to make an end item – Key information requirement is the bill of
materials (BOM) • Planning sometimes spans multiple
manufacturing locations (e.g. Boeing Dreamliner)
Materials Requirements Planning (MRP) interfaces
4-35
• Design-for-assembly – focuses on minimizing the number of parts and on easing assembly processes.
• Design-for-product-servicability – focuses on easing the disassembly and reuse of product components.
• Design-for-six-sigma – systematically evaluates the consistency with which a good or service can be produced or delivered given the capabilities of the processes used.
Design for manufacture
4-36
• Design for logistics includes the requirements and framework for logistical support in the early phases of product development
• Considers – What we are going to make – How we are going to make it – What logistics capabilities do we need – How we are going to integrate our
suppliers into the process – Any subassembly manufacture by
suppliers – The need for outsourcing of some
parts or assemblies
Design for logistics interfaces
4-37
• Initiated by US Department of Defense to purchase performance outcomes instead of individual transactions defined by product specifications
• Government specifies desired outcomes and lets suppliers determine the best way to meet those requirements
• Currently limited to government purchasing but business organizations are expected to adopt the practice
Performance based logistics interface
4-38
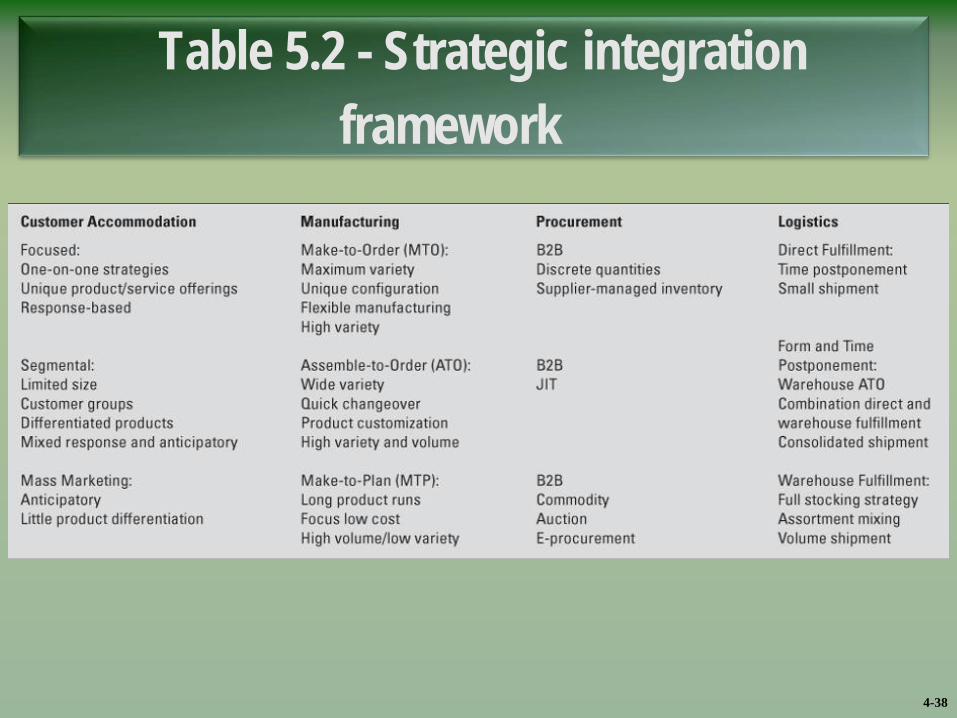
Table 5.2 - Strategic integration framework





























