-
MANUFACTURING PROCESS
BKT 1 DCP4062
7.0 COMPOSITES
INTRODUCTION A composite material is a material system composed
two or more physically dinstinct phases whose
combination produces aggregate properties that are different
from those of its constituents. The
tecnological and commercial interest in composite materials
derive from the fact that their properties are
not just different from their components but are often far
superior.
LEARNING OBJECTIVES At the end of this course the student will
be able to:
Explain three categories of composites
Describe the composites production techniques
LEARNING OUTCOMES At the end of this course the student has the
ability to:
Explain the technologies for the production of components from
composite
7.1 INTRODUCTION
Composites are produced when two are more materials or phases
are used together to
give a combination of properties that cannot be attained
otherwise. Composites
materials may be selected to give unusual combination of
stiffness, strength, weight,
high temperature performance, corrosion resistance, hardness and
or conductivity.
Composites can be metal-metal, metal-ceramic, metal-polymer,
ceramic-polymer,
ceramic-ceramic or polymer-polymer.
Metal-ceramic composites, for example include cemented carbide
cutting tools, silicon
carbide fiber-reinforced titanium, and enameled steel.Composites
can be placed into
three broad categories: particulate, fiber and laminar, based on
the shape of the
materials. Concrete, a mixture of cement and gravel, is a
particulate composite. Plywood
having alternating layers of wood veneer is laminar
composite.
-
MANUFACTURING PROCESS
BKT 2 DCP4062
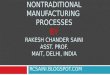
Comparison of the three types of composite materials. a)
Particulate composite, b) Fiber - reinforced composite, c) Laminar
composite.
Classification of composites: three main categories;
particle-reinforced (large-particle and
dispersion-strengthened)
fiber-reinforced (continuous (aligned) and short fibers (aligned
or random)
structural (laminates and sandwich panels)
Figure below shows a simple idea for the classification of
composite materials which
consists of three main divisions.
A classification scheme for the various composite types
Composites
Particle Reinforced Fiber Reinforced Structural
Large Particle
Dispersion
strengthened
Continuous
(aligned)
Discontinuous
(short)
Laminates
Sandwich panels
Aligned Randomly oriented
a b c
-
MANUFACTURING PROCESS
BKT 3 DCP4062
Properties of composites depend on;
properties of phases
geometry of dispersed phase (particle size, distribution,
orientation)
amount of phase
Abalone shell, wood, bone and teeth are among the examples of
naturally occurring
composites. Composite materials may be divided into two
categories, (i) composite
materials at macro scale and (ii) composite materials at micro
scale.
Example of composite materials at macro scale is steel
reinforced concrete while
composite materials at micro scale are carbon or glass-fiber
reinforced plastics (CFRP
or GFRP). These composites offer significant gain in specific
strengths are among
materials use in airplanes, electronic components, automotive
and sporting equipment.
7.2 PARTICLE-REINFORCED COMPOSITES
Large particles and dispersion-strengthened are the two
sub-classifications of particles-
reinforced composites. The distinction between these is based
upon reinforcement or
strengthening mechanism.
7.2.1 LARGE PARTICLES
The term large is used to indicate that particle-matrix
interactions cannot be
treated on the atomic or molecular level rather continuum
mechanic is used.
For most of these composites, the particulate phase is harder
and stiffer than the
matrix.
These reinforcing particles tend to restrain movement of the
matrix phase in the
vicinity of each particle.
In essence, the matrix transfers some of the applied stress to
the particles, which
bear a fraction of the load.
The degree of reinforcement or improvement of mechanical
behavior on strong
bonding at the matrix-particle interface.
Some familiar large-particles composites are concrete, being
composed of
cement (the matrix) and sand and gravel (particulates).
Particles can have quite a variety of geometries, but they
should be of
approximately the same dimension in all directions.
-
MANUFACTURING PROCESS
BKT 4 DCP4062
For effective reinforcement, the particles should be small and
evenly distributed
throughout the matrix.
The volume fraction of the two phases influences the behavior;
mechanical
properties are enhanced with increasing particulate content.
Particles used for reinforcing include ceramics and glasses such
as small mineral
particles, metal particles such as aluminum, and amorphous
materials, including polymers and carbon black.
Particles are also used to produce inexpensive composites.
Reinforcers and
matrices can be common, inexpensive materials and are easily
processed.
An example of particle reinforced composites is an automobile
tire which has
carbon black particles in a matrix of polyisobutylene
elastomeric polymer
7.2.2 CONCRETE
Concrete is a common large-particle composite in which both
matrix and
dispersed phases are ceramics materials
Concrete and cements are always incorrectly interchanged.
Concrete is cement strengthened by adding particulates. The use
of different
size (stone and sand) allows better packing factor than when
using particles of
similar size.
Concrete is a composite material consisting of an aggregate of
particles that
bound together in a solid body by some type of binding medium
known as
cement.
7.2.3 DISPERSION-STRENGTHENED COMPOSITES
Metals and metal alloys may be strengthened and hardened by
uniform
dispersion of several percent of fine particles of a very hard
and inert material.
The dispersion phase may be metallic and non-metallic such as
oxide materials.
7.3 FIBRE-REINFORCED COMPOSITES
Technologically, the most important composites are those in
which the dispersed phase
is in the form of a fiber. Most fiber-reinforced composites
provide improved strength,
fatigue resistance, Youngs Modulus, and strength-to-weight ratio
by incorporating
strong, stiff but brittle fibers into a softer and more ductile
matrix.
-
MANUFACTURING PROCESS
BKT 5 DCP4062
The matrix material transmits the force into fibers, which
carries most of the applied
forces. The matrix also provides protection for the fiber
surface and minimizes diffusion
of species such as oxygen, or moisture that can degrade the
mechanical properties of
fibers. The strength of the composite may be high at room
temperature and elevated
temperature.
Glass fiber in polymer matrix produce fiberglass for
transportation and aerospace
applications. Fibers made of boron, carbon, polymers and
ceramics provide exceptional
reinforcement in advanced composites based on matrices of
polymers, metals, ceramics
7.3.1 FIBER ORIENTATION AND CONCENTRATION
The arrangement or orientation of the fibers relative to one
another, the fiber
concentration and the distribution all have a significant
influence on the strength
and other properties of fiber-reinforced composites. With
respect to orientation,
two extremes are possible;
i. A parallel alignment of the longitudinal axis of the fibers
in a single direction. ii. Totally random alignment.
Continuous fibers are normally aligned as in figure 8.7 or
partially oriented. The
composite is stronger along the direction of orientation of the
fibers and weakest
in a direction perpendicular to the fiber. For discontinuous,
random fibers, the
properties are isotropic.
-
MANUFACTURING PROCESS
BKT 6 DCP4062
Figure 8.7: a) Continuous and aligned fiber, b) discontinuous
and aligned fiber, c)
discontinuously and randomly oriented fiber-reinforced
composites.
7.3.2 THE FIBER PHASE
An important characteristic of most materials, especially
brittle ones, is that a
small-diameter fiber is much stronger than the bulk material.
The probability of
the presence of a critical surface flaw that can lead to
fracture diminishes with
decreasing specimen volume and this feature is used to advantage
in the fiber
reinforced composites.
Materials used for reinforcing fibers have high tensile
strengths. On the basis of
diameter and character, fibers are grouped into three
classifications;
Whiskers -Very this single crystals that have extremely large
length- to-
diameter ratios.
Fibers -Materials classified are either polycrystalline or
amorphous and
have small diameters.
Wires- Fine wires have relatively large diameters which utilized
as a
radial reinforcement in automobile tires for example.
Fibers classifications
-
MANUFACTURING PROCESS
BKT 7 DCP4062
7.3.3 THE MATRIX PHASE
The matrix phase of fiber composites serves several
functions.
i. Binds fiber together and acts as the medium by which an
externally applied
stress is transmitted and distributed to the fibers.
ii. Protect the individual fibers from surface damage as a
result of mechanical
abrasion or chemical reactions with environment. Such
interactions may
introduce surface flaws capable of forming cracks at low tensile
stress
levels.
iii. Due to matrix softness and plasticity, it prevents the
propagation of brittle
cracks from fiber to fiber, which could result in catastrophic
failure (matrix
phase act as barrier to crack propagation) whereby matrix
separates the
fibers.
It is essential that adhesive bonding force between fiber and
matrix be high to
minimize fiber pull-out. Bonding strength is an important
consideration in the
choice of the matrix-fiber combination. The ultimate strength of
the composite
depends to a large degree on the magnitude of this bond.
Adequate bonding is to
maximize the stress transmittance from the weak matrix to the
strong fibers.
7.3.4 POLYMER MATRIX COMPOSITE
Polymer impregnated with other fiber materials, carbon being the
most common
also form composites. Carbon in fiber form has a much higher
specific modulus
than glass. It also has a better resistance to temperature and
corrosive chemicals
but more expensive and has only limited short fiber utilization.
The aircraft
industry is currently implementing carbon reinforced composites
as structural
components of their new aircraft as a weight savings
measure.
Various polymer impregnated with boron fibers have been
utilized. E.g. helicopter
rotor blades are constructed using boron fibers in an epoxy
resin.A new
generation of high strength polymeric aramid fibers is beginning
to be selected for
composites used in lightweight structural components, such as
aerospace,
aircraft, marine and sporting equipments.
-
MANUFACTURING PROCESS
BKT 8 DCP4062
Other fiber materials such as silicon carbide, silicon nitride
in polymer matrix are
in research. Also included, carbon-carbon composites, which are
composed of
carbon fibers embedded within carbonized resin matrix which are
designed
principally for high-temperature aerospace applicant.
7.3.5 METAL MATRIX COMPOSITE
Metal-matrix composites are either in use or prototyping for the
Space Shuttle,
commercial airliners, electronic substrates, bicycles,
automobiles, golf clubs,
and a variety of other applications. While the vast majority is
aluminum matrix
composites, a growing number of applications require the matrix
properties of
super-alloys, titanium, copper, magnesium, or iron.
Like all composites, aluminum-matrix composites are not a single
material but a
family of materials whose stiffness, strength, density, and
thermal and electrical
properties can be tailored. The matrix alloy, the reinforcement
material, the
volume and shape of the reinforcement, the location of the
reinforcement, and the
fabrication method can all be varied to achieve required
properties.
Regardless of the variations, however, aluminum composites offer
the advantage
of low cost over most other MMCs. In addition, they offer
excellent thermal
conductivity, high shear strength, excellent abrasion
resistance, high-temperature
operation, non-flammability, minimal attack by fuels and
solvents, and the ability
to be formed and treated on conventional equipment.
Aluminum MMCs are produced by casting, powder metallurgy, in
situ
development of reinforcements, and foil-and-fiber pressing
techniques. They are
applied in brake rotors, pistons, and other automotive
components, as well as golf
clubs, bicycles, machinery components, electronic substrates,
extruded angles
and channels, and a wide variety of other structural and
electronic applications.
Super-alloy composites reinforced with tungsten alloy fibers are
being developed for
components in jet turbine engines that operate temperatures
above 1,830
F.Graphite/copper composites have tailor-able properties, are
useful to high
temperatures in air, and provide excellent mechanical
characteristics, as well as high
electrical and thermal conductivity.
-
MANUFACTURING PROCESS
BKT 9 DCP4062
They offer easier processing as compared with titanium, and
lower density compared
with steel. Ductile superconductors have been fabricated with a
matrix of copper and
superconducting filaments of niobium-titanium. Copper reinforced
with tungsten particles
or aluminum oxide particles is used in heat sinks and electronic
packaging
Titanium reinforced with silicon carbide fibers is under
development as skin material for
the National Aerospace Plane. Stainless steels, tool steels, and
Inconel are among the
matrix materials reinforced with titanium carbide particles and
fabricated into draw-rings
and other high-temperature, corrosion-resistant components.
7.3.6 CERAMIC MATRIX COMPOSITE
As with metal-matrix composites, the three main types of
reinforcement are
continuous fiber, discontinuous fiber, and particulate
reinforced.
Advantages:
Very high operating temperatures, chemical inertness (lack of
action) low
thermal expansion (0.5 to 8.5 x 10-6 oC-1) and wear and
erosion
resistances.
Disadvantages:
Density (2.2 - 3.95.g / cm3), low toughness, low ductility, high
fabrication
temperatures and expensive.
Common Matrices are:
Glasses (boron silicate glass, lithium aluminum silicate (LAS)
glass,
aluminum silicate (AS) glass.
Engineering ceramics (alumina (Al2O3), silicon nitride (Si3N4)
zirconia
(ZrO2), SIALON (Al2O3+Si3N4) - improved strength.
Common Reinforcement are:
Carbon, Boron Nitride (BN), Silicon Carbide (SiC) Alumina
(Al2O3)
-
MANUFACTURING PROCESS
BKT 10 DCP4062
Example of multilayered self-healing matrix ceramic matrix
composite produced.
7.3.7 CARBON-CARBON COMPOSITE
Carbon-carbon composites consist of highly-ordered graphite
fibers embedded in
a carbon matrix. C-C composites are made by gradually building
up a carbon
matrix on a fiber pre-form through a series of impregnation
steps or chemical
vapor deposition. C-C composites tend to be stiffer, stronger
and lighter than steel
or other metals.
Carbon Carbon Composites
Processing carbon-carbon composites consists of building up of
the carbon matrix
around the graphite fibers. There are two common ways to create
the matrix: through
chemical vapor deposition and through the application of a
resin.
-
MANUFACTURING PROCESS
BKT 11 DCP4062
7.4 STRUCTURAL COMPOSITES
A structural composite is normally composed of both homogeneous
and
composite materials the properties of which depend,
- properties of the constituent materials.
- geometrical design of the various structural elements.
-
Laminar composites and sandwich panels are two of the most
common structural
composites.
7.4.1 LAMINAR COMPOSITES
Is composed of dimensional sheets or panels that have a
preferred high strength direction such as is found in wood
and
continuous and aligned fiber reinforced plastics.
The layers are stacked and cemented together such that the
orientation of the high-strength direction varies with each
successive layer.
One example of a relatively complex structure is modern ski
and
another example is plywood.
7.4.2 SANDWICH PANELS
Consist of two strong outer sheets which are called face
sheets
and may be made of aluminum alloys, fiber reinforced
plastics,
titanium alloys, steel.
Face sheets carry most of the loading and stresses.
Core may be a honeycomb structure which has less density
than
the face sheets and resists perpendicular stresses and
provides
shear rigidity.
Sandwich panels can be used in variety of applications which
include roofs, floors, walls of buildings and in aircraft, for
wings,
fuselage and tail-plane skins.
-
MANUFACTURING PROCESS
BKT 12 DCP4062
Structural composites for a) laminar composites and b) sandwich
panels.
7.5 PRODUCING THE COMPOSITES
Composite is produced dependent on the application and the
materials.
7.5.1 CONTINUOUS FIBER COMPOSITES
Continuous fiber composites are produced with more
specialized
techniques:
a. Hand lay up: Tapes, mats or fabrics are placed against a
form,
saturated with polymer resin, rolled to assure good contact and
then
cured. Fiberglass car and truck bodies can be produced this way,
but is
slow an expensive.
a) Laminar composites
b) Sandwich panels
-
MANUFACTURING PROCESS
BKT 13 DCP4062
b. Bag molding: Tapes and fabrics are placed in a die. High
pressure
gases or a vacuum are introduced to force them together to get
bonding. Military
aircraft skins have been produced this way.
c. Matched die molding: Short fibers or mats are placed into a
two part die,
when the die is closed, the composite shape is formed.
d. Filament winding: This method is used to produce pressure
tanks and
rocket motor casting. One or more continuous fibers are wrapped
around a form
or mandrel to gradually build up a solid shape. The filament can
be dipped in the
polymer matrix resin prior to winding, or the resin can be
impregnate around the
fiber during or winding.
-
MANUFACTURING PROCESS
BKT 14 DCP4062
Metal matrix composites with continuous fibers are more
difficult to produce.
Other methods include using PM and using closed dies to compress
layers
together.
7.5.2 LAMINATES
Laminar composites include very thin coatings, thicker
protective surfaces,
claddings, bimetallic laminates and a host of others. In
addition, the fiber
reinforced composites produced from tapes of fabrics can also be
considered as
partially laminar. Many laminar composites are designed to
improve corrosion
resistance while retaining low cost, high strength or light
weight. Other important
applications include superior wear or abrasion resistance,
improved appearance
and unusual thermal expansion characteristics.
7.5.2.1 Production Methods
a. Rolling
Most of the metallic laminar composites, such as claddings and
bimetallic
are produced by hot or cold roll bonding.
-
MANUFACTURING PROCESS
BKT 15 DCP4062
b. Explosive bonding
An explosive charge can provide the pressure required to join
metals. The
pressure produced during explosive bonding strips away
surface
impurities and forces the surface together at high pressures.
This process
is well suited for joining very large plates that will not fit
into a rolling mill.
c. Co-extrusion
Very simple laminar composites, such as coaxial cable, are
produced by co-
extruding two metals through a die in such a way that the soft
material
surrounds the harder material. Similarly, the thermoplastic
polymer could be
extruded around a metal conductor.
-
MANUFACTURING PROCESS
BKT 16 DCP4062
d. Brazing
Brazing can join composite plates. The metallic sheets are
separated by a very
small clearance, preferably about 0.075mm, and heated above the
melting
temperature of the brazing alloy. The molten brazing alloy is
driven into the thin
joint.
e. Pressing
For small components, high pressures at elevated temperatures
provide welding.
Hot pressing is frequently used to cure the adhesive in
laminates.
-
MANUFACTURING PROCESS
BKT 17 DCP4062
7.5.2.2 Examples and Applications
There are a huge number of laminar composites, extremely varied
in their
properties and characteristics. Description of some common types
as follows:
Laminates
a. Plywood, in which an odd number of wood veneer piles are
stacked so that
the grain is at right angles in each alternating ply. An
adhesive such as phenolic
or amine resin glues the piles. Plywood permits wood products to
be available in
large sizes yet be inexpensive and resistant to splitting and
warping.
b. Safety glass is a laminate in which a plastic adhesive, such
as Polyvinyl
Butyral, joins two pieces of glass; the adhesive prevents
fragments of glass from
flying about when the glass is broken. Laminate are used for
insulation in motors,
for gears and for decorative items such as Formica counter tops
and furniture.
c. A recently developed laminate, Arral (Aramid Aluminum
laminate) has been
developed as a possible skin material for aircraft. An Aramid
fiber, such as
Kevlar, is woven into a fabric impregnated with an adhesive, and
laminated
between layers of aluminum. The composite Iaminate has a usual
combination of
strength, stiffness, corrosion resistance and light weight. In
addition, fatigue
resistance is improve, cracks that begin in the outer aluminum
layers are stopped
on reaching the Aramid layer. The adhesives laminates combine
unusual
characteristics including light weight, flame retardance, impact
strength,
corrosion resistance, easy forming and machining and good
insulation
characteristics.
Schematic diagram of an Aramid Aluminum laminate, Arall
-
MANUFACTURING PROCESS
BKT 18 DCP4062
Hard Surfacing
Hard, wear resistance surfaces can be deposited on softer, more
ductile
materials by fusion welding techniques known as hard-surfacing.
Hard surfacing
alloys include hardenable grades of steel, irons and steels that
produce hard
carbides, cobalt base alloys, and certain non-ferrous alloys.
Composite tungsten
carbide welding rods can also be used to provide tungsten
carbide at the wear
surface. Similar welding procedures can improve corrosion
resistance or heat
resistance at surfaces.
Clad Metals.
Clad materials provide a combination of good corrosion
resistance with high
strength. Alcad is a clad composite in which commercially pure
aluminum is
bonded to higher strength aluminum alloys. The pure aluminum
protects the
higher strength alloy from corrosion. The thickness of the pure
aluminum layer is
about 1 % to 15% of the total thickness. Alcad is used in
aircraft construction,
heat exchangers, building construction, and storage tanks, where
combinations
of corrosion resistance, strength, and light weight are
desired.
Bimetallic
Temperature indicators and controllers take advantage of the
different
coefficients of thermal expansion of the two metals in the
laminar composite. If
two pieces of metal are heated, the metal with the higher
coefficient of thermal
expansion becomes longer (see Fig. below ). If the two pieces of
metal are rigidly
bonded together, the difference in their coefficients causes the
strip to bend and
produce a curved surface. If one end of the strip is fixed, the
free end moves.
The amount of movement depends on the temperature; by measuring
the
curvature or deflection of the strip, we can determine the
temperature.
The effect of thermal expansion coefficient on the behavior of
bimetallics a) Two metals
are apart, b) Two metals are joined together
-
MANUFACTURING PROCESS
BKT 19 DCP4062
Metals selected for bimetallics must have:
a. Very different coefficients of thermal expansion
b. Expansion characteristics that are reversible and
repeatable
c. High modulus of Elasticity
Often the low expansion strip is made from Invar, an iron-nickel
alloy while the high
expansion strip may be brass, Monel, manganese-nickel-copper,
nickel-chromium-iron,
or pure nickel. Bimetallics can act as circuit breakers as well
as thermostats; if a current
passing through the strip becomes too high, heating causes the
bimetallic to deflect and
break the circuit.
Concrete
Concrete is a common construction material. It is a particulate
composite in which an
aggregate, usually gravel and sand, is bonded in a matrix of
cement. A cementation
reaction between water and the minerals in the cement provides
the required strength.