Embed Size (px)
Citation preview

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 11
Manufacturing Cost Estimating
Techniques for estimating in a manufacturing environment
“Early in the morning factory whistle blows,Man rises from bed and puts on his clothes,
Man takes his lunch, walks out in the morning light,It’s the working, the working, just the working life.”
- “Factory,” Bruce Springsteen
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Acknowledgments• ICEAA is indebted to TASC, Inc., for the
development and maintenance of theCost Estimating Body of Knowledge (CEBoK®)– ICEAA is also indebted to Technomics, Inc., for the
independent review and maintenance of CEBoK®
• ICEAA is also indebted to the following individuals who have made significant contributions to the development, review, and maintenance of CostPROF and CEBoK ®
• Module 11 Manufacturing Cost Estimating– Lead authors: Gabriel B. Rutledge, Christina M. Kanick, Daniel V. Cota,
Heather Nayhouse– Assistant authors: Crystal H. Rudloff, Richard L. Coleman– Senior reviewers: Richard L. Coleman, Fred K. Blackburn– Reviewers: Donnie Hustrulid, Casey D. Trail– Managing editor: Peter J. Braxton
2Unit IV - Module 11
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 33
Unit IndexUnit I – Cost EstimatingUnit II – Cost Analysis TechniquesUnit III – Analytical MethodsUnit IV – Specialized Costing
11. Manufacturing Cost Estimating12. Software Cost Estimating
Unit V – Management Applications
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 44
Manufacturing Overview• Key Ideas
– R / NR, Fixed / Variable, Direct / Indirect
– Fringe, Overhead, G&A– Time standards
• Time and motion studies– Scrap / yield rate
• Practical Applications– Green Labor– CERs vs. rates– Composites– Make or buy– Capital improvements– Parametric modeling of inputs– CAD / CAM– Classified Manufacturing
• Analytical Constructs– Standard Time = (Measured Time)
* Pace / (1-PF&D)– Direct Labor Costs = Std Time *
Realization Factor * Wage Rate– Realization Factor = Actual Time /
Standard Time– Time series analysis
• Moving average
• Related Topics– Cost Accounting– Change Order Estimating– Industrial Engineering (IE) /
Planning– DFMA– Lean / Six Sigma– Material / Subcontracting6 11
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 55
Manufacturing Outline• Core Knowledge
– Introduction– Manufacturing Process Overview– Manufacturing Functional Cost Elements
• Engineering• Tooling• Manufacturing• Quality Control
– Labor and Material Estimating– Manufacturing Issues
• Resources• Related and Advanced Topics
4
DoD Form 1921-1 Functional Cost
Hour Report displays costing information by functional cost
elements.
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 66
Introduction• Manufacturing cost estimating is the complement of
techniques used to forecast resources for the manufacturing environment
• The objective of this module is to:– Explain the general components of the manufacturing
process;– Discuss considerations or concerns the cost analyst must be
aware of in the manufacturing environment; and– Provide manufacturing cost estimating techniques to address
those issues• Manufacturing cost estimating is focused on the
process– Hardware cost estimating is focused on the end item
12 “Hardware Estimating,” Galorath Incorporated, http://www.galorath.com/wp/tag/hardware-estimating.
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 7
Warning: Making a smaller antenna is different than
making an antenna smaller!
7
Manufacturing Analogy Estimate• The Space and Technology Company that manufactures satellites
is creating an estimate for a new satellite • The antenna subsystem that will be used on the new satellite is
very similar to that of an existing satellite the company also manufactures
Attribute Analogy Satellite New SatelliteAntenna Subsystem Weight 500 lbs 300 lbsT1$K: $21,000 ?
Q: What is the 1st unit cost of the new satellite antenna subsystem?
A: $21,000 * (300 / 500) = $12,600KCost1
Weight
Cost
X1
X
2
X2
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 88
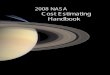
Manufacturing Parametric Estimate
2
Q: What is the 1st unit cost of the new satellite antenna subsytem?
A: 32.5 * 300 + 12,716 = $22,466K
Attribute New SystemSatellite Antenna Subsystem: 300 lbsCost: ?
3
4
Antenna Subsystem Cost CER
y = 32.50x + 12716.10R2 = 0.82
0
10000
20000
30000
40000
50000
60000
0 200 400 600 800 1000 1200
Weight (lbs)
Cos
t (T1
$K)
Cost (T1$K) Weight (lbs)15950 3219175 8618725 14521500 48021000 50038300 60028550 74038575 82047300 88043650 91448875 1010
Using the satellite manufacturing example from the previous slide, suppose that the Space and Technology Company had several analogous satellite antenna to use as historical data points.
Note: This estimate for the same new system is much higher than the analogy estimate on the previous slide. This illustrates the perils of
factors, and arises due to the y intercept.
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 99
Development vs. Production
Production Functions
Development Functions
1
Defense Acquisition Guidebook, DAU, https://acc.dau.mil/CommunityBrowser.aspx?id=332533.
7
AKA Program Definition and
Risk Reduction (PDRR)
AKA Engineering and Manufacturing
Development (E&MD)
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1010
Hardware Development Cycle
HW Rqmts
Analysis
Detail
DesignProduction
Syst
em
Req
mts
Ana
lysi
s
Syst
em
Des
ign System
Integration & Test
PDR CDRSRR
Functional BaselineA Spec
Allocated BaselineB Spec
Product BaselineC Spec
TRRSDR
Prelim
Design
Test
Support Functions (Sustaining Engineering & Management)
Defense Acquisition University.
PRR
AKA “Design-to” Spec
AKA “Build-to” Spec
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Manufacturing Flow Diagram• Receiving• Tooling• Machining• Sub-assembly
• Assembly• Finishing/Quality
Control• Shipping
Unit IV - Module 11 1111
Figure: TruCut Fabricator Plant Layout
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1212
Cost Elements in Manufacturing• Engineering• Prototyping• Setup
– Facilities– Tooling– Test Equipment
• Production Run– Labor
• Touch / Support Labor• Labor / Overhead Rates
– Material• Subcontracts / Purchased Parts / Raw
Material• Material Burdens
17
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1313
Engineering and Prototyping• Concept Design• System Design• Prototypes
– Experimental Development Models (XDMs)– Advanced Development Models (ADMs)– Engineering Development Models (EDMs)– Preproduction Models (PPMs)
• Modeling and Simulation (M&S)• Detailed Design / Drawings
4
Tip: Prototype costs are a good basis for estimating Recurring Production unit costs. EDMs are most common.
“Analyses of the Relationship Between Development and Production Costs and Comparisons with Other Related Step-up/Step-down Studies,” Paul L. Hardin, Daniel A. Nussbaum, NCCA, 7 January 1994
http://www.ijee.ie/
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1414
Production Setup• The “non-recurring” process of setting
up prior to performing a production run of a component
• Production Setup includes:– Process Engineering – define / refine
manufacturing procedures– Facility Layout – establish manufacturing
flow– Tooling and Test Equipment – develop
layout and procedures
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 15
Integrated Software tools are often referred to collectively as CAD / CAM / CAE and can be used in conjunction with
three-dimensional (3D) modeling.15
Production Setup Considerations• Manufacturing Environment
– Prototype vs. (Full-Rate or Limited-Rate) Production• Degree of Automation
– Computer-Aided Design (CAD)• Used for design and particularly drafting (technical drawing and engineering
drawing) of a part or product
– Computer-Aided Manufacturing (CAM)• Used to manufacture physical models
– Computer-Aided Engineering (CAE)• Used to supports engineers in tasks such as analysis, simulation, design,
manufacture, planning, diagnosis, and repair
• Availability and Flexibility of Tooling / Test
11
7
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1616
Facilities• Capital Investments/Improvements
– Production house often works single program– Development house often has several
programs– Costs spread more for development
• Facilities Capital Cost Of Money (FCCOM)• Facility Maintenance
Tip: Facilities can be a Direct or Indirect expense, but needs to be accounted for.
AKA Cost Of Facilities Capital (COFC)
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1717
Tooling and Test Equipment• Tooling
– Required to produce (e.g., lathe) and support (e.g., jigs and fixtures) components during production and test
– Soft Tooling / Rate Tooling– Requires maintenance and recapitalization
• Test Equipment– Required to qualify design and verify manufacturing
process yielded acceptable component– Can be segregated into mechanical / electrical
• Mechanical ground support equipment (MGSE) + electrical ground support equipment (EGSE) = aerospace ground equipment (AGE)
– Requires maintenance and recapitalization
1
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 1818
Estimating Setup Costs
• When developing estimates for production setup– Consider commodity type– Account for production rate– Consider automation
• Consider applying a percent reduction factor from a differentanalogy program
• Commonly estimated by analogy to similar programs or by parametric CER– Scale by T1 cost (or labor hours)– Scale by Weight (or other sizing parameter)
Tip: Be sure estimating methods account for the considerations listed earlier
Double Analogy
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 19
Production Run Characteristics• Recurring Cost Elements
– Labor• Touch / Support Labor• Labor / Overhead Rates
– Material• Subcontracts / Purchased Parts / Raw Material• Material Burdens
• Considerations– Learning Curve / Production Breaks– Process “Improvements”
• Integrated Product Teams (IPTs)• Lean Manufacturing• Six Sigma• Agile Production
7
16
12
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2020
Estimating Labor Costs
• Manufacturing / Production Labor can be estimated by the following methods:– Build-up from detailed labor standards– Analogy to actual labor hours from similar
project– Parametric CER of actual labor hours from
similar “in-family” projects
Build-up is the most common method used in Manufacturing Cost Estimating2
DAU course “CLB029 Rates” introduces the basics of wrap rate development as it relates to cost estimating
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2121
Direct and Indirect Labor
• Account for both direct labor and indirect labor in manufacturing estimates
• Direct Labor = touch labor• Indirect Labor = support functions such as “-
ilities”– Industrial and Manufacturing Engineering– Supervisory and Management Support– Ancillary labor
Total Labor =Direct Labor + Indirect Labor
Warning: Every organization accounts for direct and
indirect costs differently!
13
15
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2222
Manufacturing Build-Up EstimateLabor and Time Standards
• Standards are a direct result of time studies and work measurement
• Time standard is the amount of time allowed to complete a given task
• In addition to estimating, the following operational areas require accurate time and cost data in a manufacturing environment– Production control– Plant layout– Purchasing– Cost accounting and control– Process and product design
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2323
Time Studies• A time (and motion) study is a method for
establishing an allowed time standard for performing a specific task– Method to determine a “fair day’s work”
• Time study analysts can employ many different techniques to establish a time standard– Stopwatch time studies– Computerized data collection– Standard data – Formulas– Work sampling studies– Predetermined time systems
Tip: Time studies should be based on your data, whenever possible!
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 24
• Many factors should be taken into consideration during the development of a time standard:– The amount of work– The type of work– The prescribed work method– Fatigue– Delays (personal and unavoidable)– Unit at which standards are derived
• Standard Time = Measured Time * Pace1-PF&D
– Personal Fatigue and Delay (PF&D)• PF&D factors can run as high as 25%
– Pace is a measure of relative rate• Pace may be related to position on the learning curve (unit number),
maturity of work, and worker experience• As an area of considerable variation, it should be used with great care
Development of Time Standards
AKA Standard Time
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2525
Use of Time Standards• Predict direct labor costs
– Direct Labor Costs = Std Time * Realization Factor * Wage Rate• Measure labor efficiency
– Efficiency = Earned Hours of Production / Actual Labor Hours
• Determine employee wages and incentives – Provides a yardstick to measure individual performance
• Compare work methods• Determine plant capacity• Improve production control• Size workforce and new equipment purchases• Coverage of standards is often more complete in earlier
phases of work on a unit than in later– Simple repeatable actions are easiest for standards (e.g., time to
weld 1 meter of ½” steel, time to install 1 meter of ½” pipe, etc.)
Earned hours of production is calculated from the time standards of the work produced
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 26
Realization Factor and Efficiency• Realization Factor (FR) and Efficiency Factor (FE) both
compare actual labor hour to a previously determined standard effort – FR = Actuals / Standard <1 good, >1 bad– FE = Standard / Actuals >1 good, <1 bad– FR = 1/ FE, FE = 1/ FR
• As already noted, FR (FE) is likely to change with unit, because this is implicit in the theory of learning
• It is speculated that FR (FE) and Pace are intimately connected
Standard Time is used to set a benchmark that the operator should meet.
Realization factors are metrics to determine how close operators performed to the standard time.
5
11
FR AKA Variance Factor FE AKA Performance to
Standards (PTS)
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 27Unit IV - Module 11 27
Manufacturing Build-Up EstimateUsing Labor Standards
• An estimator is trying to estimate the number of man-hours required to fit, weld and grind an assembly at a shipyard
• The work on new assembly will be performed in an uncovered work area that has a Personal Fatigue & Delay (PF&D) factor of 25% associated with it
• The assembly work would normally be performed in a covered shop area with a 10% PF&D factor
Operation Standard (mhr / lf) Normal PF&DFit 2.5 10%Weld 1.7 10%Grind 0.8 10%
Q: The new assembly has 750 linear ft that must be fit, welded, and ground. How many manhours should be estimated for each operation of the new assembly?
A: Fit mhrs = 2250, Weld mhrs = 1530, Grind mhrs = 720
Standard Time = Measured Time * Pace1-PF&D
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2828
6%
7%
8%
9%
10%
11%
12%
13%
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
QA
Supp
ort F
acto
r
Support Labor
• Support Labor = Non-“touch” labor that supports the manufacturing process– Manufacturing Engineers– Industrial Engineers– Quality Control– Parts, Materials, & Processes
• Typical estimates– Factor of Touch Labor– LOE (FTEs per time)
MonthMachining Standard
Hours
Quality Assurance
Hours
Average Monthly
RatioJanuary 42.0 50.0 11.90%February 48.0 48.0 10.00%March 47.0 47.0 10.00%April 56.0 40.0 7.14%May 50.0 59.0 11.80%June 52.0 58.0 11.15%July 49.0 50.0 10.20%August 48.0 57.0 11.88%September 49.0 45.0 9.18%October 52.0 44.0 8.46%November 50.0 47.0 9.40%December 43.0 48.0 11.16%
747 Center Bulk Head Machining
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 2929
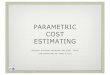
“Non-Standard” Labor Element Example – Quality Assurance (QA)
• Non-Standard CER Development– Projected future cost of QA for next January will
be 10.12% of machining standard hours
6%
7%
8%
9%
10%
11%
12%
13%
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
QA
Supp
ort F
acto
r
QA CER 10.12% of machining standard hours
Month Machining Std MH QA Hours Factor
Jan 420 50 11.9%Feb 480 48 10.0%Mar 470 47 10.0%Apr 560 40 7.1%May 500 59 11.8%Jun 520 58 11.2%
Jan-Jun 491.7 50.3 10.24%
Jul 490 50 10.2%
Aug 480 57 11.9%Sep 490 45 9.2%Oct 520 44 8.5%Nov 500 47 9.4%Dec 430 48 11.2%
Jul-Dec 485 48.5 10.00%
Jan-Dec 488.3 49.4 10.12%
Avg Factor 10.19%
747 Bulkhead Machining
11
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 30
QA Rate vs. Month
6.0%
7.0%
8.0%
9.0%
10.0%
11.0%
12.0%
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
QA Non-Standard CER Example• Note that a statistical examination of this problem produces a similar result
with a very different approach:– There is no significant function linking QA to Machining hours– There is no significant difference in regression of the full year vs. the halves– The CV of the monthly ratios is small at 14.6%– So, we resort to a year-long ratio of 10.12%
QA vs. Machining Hours
y = -0.0289x + 63.537R2 = 0.0354
y = -0.0451x + 70.352R2 = 0.0843
y = -0.026x + 63.115R2 = 0.0296
35
40
45
50
55
60
400 420 440 460 480 500 520 540 560 580
Machining Hours
QA
Hour
s
Jan-Dec Jan-Jun Jul-DecLinear (Jan-Dec) Linear (Jul-Dec) Linear (Jan-Jun)
Month Machining Std MH QA Hours Factor
Jan 420 50 11.9%Feb 480 48 10.0%Mar 470 47 10.0%Apr 560 40 7.1%May 500 59 11.8%Jun 520 58 11.2%Jul 490 50 10.2%Aug 480 57 11.9%Sep 490 45 9.2%Oct 520 44 8.5%Nov 500 47 9.4%Dec 430 48 11.2%Jan-Dec 488.3 49.4 10.12%Avg Factor 10.19%
Std Dev 1.48%CV 14.6%
747 Bulkhead Machining
Factor Histogram
0
0.5
1
1.5
2
2.5
3
3.5
7.00%
7.50%
8.00%
8.50%
9.00%
9.50%
10.00
%
10.50
%
11.00
%
11.50
%
12.00
%
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3131
Considerations in Manufacturing
• Learning Curve• Production Breaks
– Schedule Delays– Engineering Changes – Rework and Retrofitting– Shut-down Breaks
• Green Labor• Process Improvements• Make or Buy
2
7
100% Loss of Learning
0
20
40
60
80
100
120
0 5 10Unit Number
Uni
t Cos
t
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3232
• Using the example of satellite antenna subsystems previously discussed, calculate the total cost of the satellite antenna subsystems for the first 4 satellites from our previous example assuming a 90% Cumulative Average LCS– Lot Size 4– Learning Curve Theory CumAv– Learning Curve %, T1 90%, $22,466K
– Answer Total Cost = aX b+1 =$22,466 * 4 ^ 0.848
» $72,790K
Learning Curve Example
3
7
1+= baXTotal
LCS Example
0
5000
10000
15000
20000
25000
0 1 2 3 4 5Unit
Cos
t ($K
)
152.090.0log2 −≈=b
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3333
Production Break Example• Stress fractures in vertical tail of F/A-18 C/D
– Design change required to reinforce vertical tail implemented at 85th unit
– Design change and retooling cause a break in production– Break in production increases costs and reduces efficiency
• Break analysis– Units 1 through 84 should be treated as a dataset– Cost of Unit 85 is determined using break analysis and a
new learning curve is run from there to predict the cost of future units
7
100% Loss of Learning
0
20
40
60
80
100
120
0 5 10Unit Number
Uni
t Cos
t
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3434
Make or Buy
• Product manufacture and delivery responsibility of IPT Lead leads to creative use of resources
• IPT Lead may incorporate “Make or Buy” process
• Might be more cost effective (or faster) to buy a part from an outside vendor instead of making the part in-house
13
AKA Backdooring
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3535
Rates Estimating
• Direct Rates• Indirect Rates
Direct Labor Cost ($) =Direct Labor Rate ($/hr) x Labor Hours
Total Labor Cost ($) =(1 + Overhead Rate) x Direct Labor Cost ($)
3
Tip: Correct application of labor and overhead rates is extremely important for pricing
Warning: Overhead rates are usually additive, but like many such numbers, may be stated as either additive (100%
more) or multiplicative (200%). Be sure of which you are using.
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3636
Labor Elements and Burdening• Direct Labor
– Direct Salary• Gross Pay
– Fringe Benefits• Paid Time Off (PTO) – vacation, sick, holiday• Health Plan• 401K, Pension
• Indirect Functions– Supervisor and Management Salaries– Operating Expenses
• Lease, utilities, etc.– Subcontract and Material burdens– General and Administrative (G&A) expenses
• Payroll, Marketing, Corporate Expenditures– Facilities Capital Cost Of Money (FCCOM)
Tip: Don’t forget Fee!14
14
19
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3737
Rates Example
18
Total dollars divided by total hours: $15,132 / 145
Accounts for Fringe benefits that are the Company contribution to health plan, 401K, etc.
Company A Company BManufacturing Labor Standard 100 Hours 150 Hours
ENGR Support Labor Factor 45% 25%ENGR Support Labor 45 37.5
MFG Direct Labor Rate 25.00$ 20.00$ ENGR Labor Rate 40.00$ 35.00$
Fringe Rate 50% 50%
MFG OH 100% 100%ENGR OH 80% 80%
Material Cost 2,500.00$ 2,500.00$ Material Burden 10% 10%
G&A Burden (non value added) 20% 20%Cost Through G&A 15,132.00$ 15,352.50$
What is the Fully Burdened WRAP Rate? 104.36$ 81.88$
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3838
Labor Rate Challenges• Use of Correct Labor Rates
– Skill mix required for estimating– Labor category determines labor rate
• Forward Pricing Rate Agreements (FPRAs)– Include business base assumptions– Account for cost of living adjustments (COLA)
• Organized Labor issues • Regulatory Issues
– Labor laws – Premium Pay
6
Skill Mix Example Direct Rate HoursEngineer 1 25.00$ 1,000 Engineer 2 30.00$ 500 Engineer 3 40.00$ 250 Engineer 4 50.00$ 250 Composite Rate 31.25$
Composite Rate = Σ (Direct Rate * Hours) / Σ Hours
Federal Acquisition Regulation (FAR) 15.801
16
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 3939
Material Cost Estimating
• Material Costs and Types of Materials
• Material Concerns– Tolerances– Quality– Scrap Rates– CAD/CAM
• Material Manufacturability
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4040
Material Costs• Raw Material
– Material to be transformed by manufacturer into a product– Example: Steel Plate transformed to Hull Structure by Welding
and Shipfitting Processes• Purchased Parts
– Materials to be installed by manufacturer to make a final product– Example: Prefabricated Doors and Hatches installed on a Ship
• Subcontractor Costs– Costs associated with an outside company that produces a
product or performs a service– Determined by make/buy analysis– May include Long-Lead Material– Examples: Power Plant subcontract, Armament subcontract– Often labeled as “Material” by the contractor, even though it may
be part or all labor• Examples: Consultants, Engineering Services
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4141
Types of Raw Materials• Metal
– Ferrous– Nonferrous
• Non-Metal– Organic– Inorganic
• Composites• Bonding Material and Laminates• Exotic Materials
– Radar-Absorbing Material (RAM)– Composite Tubing– Coating Materials
8
Methods exist to enable the costing of various
types of materials
Aluminum machining costs less than stainless steel
with same strength properties after anodizing
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4242
Material Concerns• Tolerances
– Performance– Reliability– Manufacturability
• Quality– Defects– Performance Properties– Vendor Self-Inspection– In-process Inspection
• Scrap Rates– Rework– Percentage of end item material– Negotiated Material Usage Allowance (MUA)
• CAD/CAM– Material Take-off List (MTOL)
Quality Assurance costs reduced with the implementation of vendor
self-inspection program
7
9Tip: Scrap Rates ensure that we
include costs associated with material loss/waste
Warning: The error is in the denominator: Scrap rate is
not a percentage of total material used
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4343
Material Usage Allowance (MUA)• Material usage has been tracked for the last 20 air
vehicles of the B2 canopy panel with a stable design –no change for 20 units
• A new design is implemented for the 21st canopy panel
18%
20%
22%
24%
26%
28%
30%
32%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Units
MUA
5-unit moving average for MUA is 22.6%
24.2%24.4%901121124.2%24.4%901121222.2%20.0%901081322.0%18.9%901071422.7%25.6%901131521.8%20.0%901081620.7%18.9%901071721.6%24.4%901121822.7%24.4%901121922.4%24.4%9011220
23.8%23.8%23.8%22.4%22.4%23.6%
5-Unit Moving Average
90909090909090909090
Delivered Product Weight
22.2%20.0%30.0%24.4%22.2%22.2%20.0%23.3%24.4%27.8%
Delta/Unit
11010108911781127110611051084111311221151
Raw Material WeightUnit
24.2%24.4%901121124.2%24.4%901121222.2%20.0%901081322.0%18.9%901071422.7%25.6%901131521.8%20.0%901081620.7%18.9%901071721.6%24.4%901121822.7%24.4%901121922.4%24.4%9011220
23.8%23.8%23.8%22.4%22.4%23.6%
5-Unit Moving Average
90909090909090909090
Delivered Product Weight
22.2%20.0%30.0%24.4%22.2%22.2%20.0%23.3%24.4%27.8%
Delta/Unit
11010108911781127110611051084111311221151
Raw Material WeightUnit
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4444
MUA Example
• Additional inputs:– The mass properties engineer estimates the weight of the
new panel at 100 pounds– The cost of the raw material is $200 per pound
• Solution:– The raw material needed for the newly designed panel is:
100 x (1 + 22.6%) = 122.6 pounds– The estimated raw material cost is:
$200 x 122.6 pounds = $24,520• Consideration:
– Estimators need to assess design changes and drawing revision numbers and not assume design stability
10
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4545
Material Cost Estimating Example• 3-inch diameter cover
plate machined from 4-inch aluminum plate raw stock
• 3-inch diameter cover plate machined from 3-inch aluminum plate raw stock
• 3-inch aluminum plate raw stock is used to produce square cover plate
Material cost $10
Machining cost $5
Total cost $15
Scrap rate 126.4%
Material cost $7
Machining cost $4
Total cost $11
Scrap rate 27.3%
Material cost $7
Machining cost $0
Total cost $7
Scrap rate 0.0%
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4646
Material Take-Off List (MTOL)• CAD drawing of ship compartment• Generate Material Take-Off List (MTOL)
CAD graphics courtesy of Northrop Grumman Shipbuilding –Gulf Coast.
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4747
MTOL Example• MTOL table includes standard items and factors
– In this case, linear feet (LF) of pipe and cost per foot for different diameters
• MTOL quantities also support Labor estimating
FIREMAIN PIPE
1” 4” 6”
Length (LF) 10 100 30
Unit Cost/LF $50.00 $30.00 $60.00
Cost $500.00 $3,000.00 $1,800.00
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4848
Material Manufacturability• Material Mix• Manufacturability of Metals/Non-Metals• RAND Study Findings
– Weighted Material Cost Factor (WMCF)– Effect on Recurring Manufacturing Labor Costs– Relative Factor based on Late 1980s Aluminum Fighter
Airframe
• Example:– Airframe is 25% aluminum, 30% titanium, 35% graphite epoxy
composites, and 10% steel– WCMF = (0.9x0.25) + (1.61x0.3) + (1.58x0.35) + (1.27x0.1)
=1.388
Military Airframe Costs: The Effects of Advanced Materials and Manufacturing Process, Obaid Younossi, Michael Kennedy, and John C. Graser, Rand, MR-1370-AF, 2001
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 4949
Manufacturing Summary
• In this module, we have covered manufacturing-specific issues such as:– Development vs. Production– Production Set-up Activities– Production Run Characteristics
• Labor Estimating• Rates Estimating• Materials Estimating
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5050
Resources – Books• Machining and Metalworking Handbook, Ronald Walsh, 1998• Machinery’s Handbook, 26th ed., April 2000,
http://www.industrialpress.com• Methods, Standards, and Work Design, 10th ed., Andris
Freivalds and Benjamin W. Niebel,1999• Maynard’s Industrial Engineering Handbook, Harold Bright
Maynard, Kjell B. Zandin, • Capacity Measurement and Improvement: A Manager’s Guide
to Evaluating and Optimizing Capacity Productivity, CAM-I, 1996• The Machine That Changed the World : The Story of Lean
Production, James P. Womack, Daniel T. Jones, Daniel Roos, Harper Perennial, 1991
• Military Airframe Costs: The Effects of Advanced Materials and Manufacturing Process, Obaid Younossi, Michael Kennedy, and John C. Graser, Rand, MR-1370-AF, 2001
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5151
Resources – Web• Institute of Industrial Engineers, http://iienet.org• Dassault Systèmes, makers of CATIA,
http://www.dsweb.com• I-DEAS by EDS, http://www.sdrc.com/ideas• DoD IPPD Handbook,
https://acc.dau.mil/CommunityBrowser.aspx?id=106001• Defense Acquisition University, Course CLB029 Rates,
https://learn.dau.mil• Defense Cost and Resource Center,
http://dcarc.cape.osd.mil/CSDR/FormsReporting.aspx#DIDs
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5252
Related and Advanced Topics• Information Technology (IT) Services• Manufacturing Process Issues• Labor Estimating Issues• Correcting Standards and
Realization Factor• Classified Manufacturing Issues
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
IT Services• Many of the key ideas can be applied to the
delivery of services such as IT– Recurring/Non-Recurring, Fixed/Variable,
Indirect/Direct Costs– Labor rate development– Labor Build-ups:
• Equipment• Engineering• Quality Control i.e. Testing and
Evaluation
– Make or Buy
Unit IV - Module 11 53NEW!
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5454
3D Modeling Example• Computer simulated modeling of an
aluminum component part machining operation
• Non-recurring cost savings realized by not performing a hard tool proof operation– Quantification of cost savings is unique to each
manufacturer– Hard tool proof requires the making of an actual
first article or test part– The making of the test part is eliminated by using
simulation computer applications
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5555
Estimating CAD/CAM/CAE • When developing CERs for production setup
time, considerations must be made for using CAD/CAM/CAE versus hard tool proof– The setup cost per pound using simulation
techniques is much less than the setup cost per pound using the hard tool proof method
• CAD/CAM/CAE-based data for similar programs may not exist– Consider applying a percent reduction factor from
a different analogy program
3D modeling saves setup time and cost
Warning: When developing set-up CERs differentiate between methods
(Simulation vice First Article)
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5656
Integrated Product andProcess Development (IPPD)
• Integrated Product Team (IPT) theory– Product orientation instead of functional
orientation• Need cost estimating and analysis
representation on IPT– Essential to provide input to Engineering
Change Board (ECB) decisions, design trades
– Keeping up can become a challenge• Budget allocation by IPT (see Example)
4
16
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5757
Integrated Product Team(IPT) Example
• Lower Wing Panel IPT– IPT budget of $200K– IPT Lead allocates the budget to functions
that make wing panel• Mfg, Tooling, Quality, Mfg Eng, IE, Overhead,
etc.– Various ways to allocate budget
• Status quo• Estimate based on historical trends or
benchmarking data• Current estimate• Arbitrary allocations
Warning: Arbitrary allocations should be avoided!
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5858
Lean Manufacturing• Embraces a philosophy of continually
increasing the proportion of value added activity of the business through ongoing waste elimination and streamlining of operations
• Provides companies with tools to survive in global market that demands higher quality, faster delivery, and lower prices– Reduces waste chain– Reduces inventory and floor space requirements– Creates more robust production systems– Appropriate material delivery systems– Improves layouts for increased flexibility
The Machine That Changed the World : The Story of Lean Production, James P. Womack, Daniel T. Jones, Daniel Roos, Harper Perennial, 1991
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 5959
Lean Manufacturing
Scrap
Work in process inventory level(hides problems)
Unreliable Vendors
Capacity Imbalances
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6060
Lean Manufacturing
Lot Size
Cost
Setup CostOriginal optimal lot size
New optimal lot
size
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6161
Lean Manufacturing Techniques• Just-in-Time (JIT) Production
– Inventory strategy to improve the return on investment by reducing in-process inventory and its associated carrying/holding costs
• Kanban System– Related to JIT Production and is a signaling pull system that
determines what to produce by the actual customer demand. • Value Stream Mapping
– Analyzes the flow of materials and information currently required to bring a product or service to a customer
• Poka-yoke– “Mistake-proofing” methodology for production
• 5S– Philosophy and way of organizing and managing the workspace
(normally a shared workspace) and work flow with the intent to improve efficiency by eliminating waste, improving flow, and reducing process unreasonableness
20
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6262
Six Sigma• Originally developed by Bill Smith at Motorola in the mid
1980s to be a measure of quality that strives for near perfection
• Methods integrate principles of business, statistics, and engineering to achieve tangible results
• It drives towards the notion that if there are six standard deviations between the mean and the nearest requirement limit, there will be practically no items that fail to meet the requirements
• Statistical Take Away:– Decrease of process variation (variance is the square of the
process standard deviation) in order to increase your process sigma resulting in lower costs and higher customer satisfaction
Six Sigma Websitehttp://www.sixsigmasystems.com/what_is_six_sigma.htm
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6363
Agile Manufacturing• Allows flexibility and nonconformity to
procedures– Production workers do not necessarily follow
established production line arrangements
• Traditional estimating techniques not applicable
• No longer a repetitive operation– Difficult to predict future of nonconforming
operationAgile manufacturing allows flexibility
on the production floor with highly skilled workers
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6464
Agile Manufacturing
Labor Standards and Learning Curve may not apply in Agile Manufacturing
• Agile Manufacturing vs. Mass Production/Assembly Line
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6565
Quality Assurance (QA)• Quality Assurance (QA) Inspection and
Reporting Methods– Non-Destructive Inspection (NDI) vs.
sampling inspection– Statistical Process Control (SPC)– Computerized Inspection Equipment
• Labor estimating related to Quality Assurance discussed later
AKA Quality Control (QC)
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6666
QA Tools – Coordinate Measurement Machine (CMM)
• Three axes of movement that are all driven manually or by the computer
• Usually have glass or metal scales, similar to long rulers, on each axis that is read by an encoder with light or a laser
• The machine uses touch trigger probes to measure parts• Not only can figure out the XYZ position of the point that it
took but since the probe is deflecting it, it can also tell you the vector of the hit
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6767
QA Tools – Portable CMMs• Two angular encoders in each of the “wrist”, “elbow”, and
“shoulder” joints.– One measures how much you rotate it around that axis while the
other measures the angle you flex it at• The length from the shoulder to the elbow, from the elbow
to wrist, and from the wrist to the center of the probe are all known lengths
• The software uses these to figure out where the probe is in space
• These do not deflect, so the userhas to help the software figureout the vector of points bymeasuring features in a specificway– Dependent on how the software works
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6868
QA Tools – Laser Trackers• For these servos, which are small motors
that use error-sensing feedback to correct the machine, rotate the laser around the base and angle it up or down based on have encoders
• It tracks the SMR ball and knows the distance to it and the angles that the laser is at when taking the measurements
• It does not know how to make compensations when you measure features, so you have to correct the software if it guesses an inside diameter when it really was an outside diameter
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 6969
Labor Rates Example –Correct Labor Mix
• Estimate labor cost to manufacture precision optical sensor– Cost of a sensor was incorrectly estimated
because a mechanic’s labor rate was used– Instrument maker needed instead– Must add 20% labor rate premium to
correct estimate
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 7070
Labor Rates Example –Rate Premiums
• Rationale for adding the 20% premium– The risk of scrapping an optical lens is
extremely high– It takes 12 months to produce the lens– One minor flaw requires total scrap
• Because of instrument makers’ skill level, a premium of 20% is paid to maintain the manufacturing capability– The premium is a small price to pay for the
expertise
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 7171
Organized Labor Issues Example• Manufacturing a 747 wing panel in the Boeing
Everett plant requires the use of machinists represented by the machinist union
• A contract stipulation between the union and Boeing requires the annual wage adjustment for cost of living (COLA) increases
• This adjustment must be forecasted to determine the cost of manufacturing the wing panel
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 72
Correction of Standards/FE
• Correction for unit: Often, standards are at a notional (sometimes unspecified) unit – Actual work (performance) requires fewer MH on later units because of
learning– You can just use FE as a relative measure on a unit-to-unit basis and check
that the correct learning step down is occurring, or, equivalently correct for unit
• Correction for maturity: Actual work (performance) requires fewer MH in the early part of a unit and more MH as the unit becomes more complete and cramped/full – In ships, early work ("shop") takes fewer MH than mid work ("ways/blocks")
and still fewer MH than in the last phase ("water") – The transition is smooth and curvilinear, although shipbuilders act as if it is a
step function (variously called the 1/3/8 rule, and the like, for MH to do a given task in shop/blocks/water environments)
• Unit vs. Maturity: Unit is a greater effect than maturity for far-apart units but maturity is the greater effect for close-together units – Maturity dominates farther out on the flatter part of the learning curve, almost
regardless of unit
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 73
Efficiency Factor (FE) as a Metric
• FE can be a valid metric if standards cover a broad enough spectrum – If rigorously done per the IE discipline, FE is objective – It can be a very useful metric for a single unit, like a
ship, provided you adjust for unit number and maturity as well as workforce composition
– It can be a useful metric facility-wide, but if you don't adjust for current unit mix, work maturity mix, and workforce composition, it’ll be useless
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 74
Using FE as a Metric• Factory- or yard-wide, adjust all units to an arbitrary or notional unit
sequence number– If there is not a steady-state "typical mix" FE /PTS will be distorted– A shipyard example:
• If you have a single class of ships proceeding across 25 units, with a good mix of first trimester, second trimester and third trimester ships, the PTS (FE) yard-wide will slowly improve automatically
• One LHD, being about as many MH as all the other work in the yard put together, will pull yard-wide PTS up or down depending on its unit and its work maturity, causing occasional big saw-tooth humps or dips (as LHDs start and finish)
• The unit and maturity effects must be corrected for PTS (FE) to be a usable metric • For comparison of two or more completed units, maturity of work
disappears as a problem• To use PTS or FE ratios for a later in-progress unit comparing it to an earlier
complete unit, adjust for unit and take special care that you have good evidence of the percent progress at which the comparison is made– If standards are uniformly applied and measured, “percent standards earned” is
a good way to determine comparable points for comparison
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 75
FE and Standards Summary
• Summary: PTS or FE are good metrics if you have good coverage and can adjust for unit and maturity – Unit corrections are a problem everywhere, but
maturity corrections are most important for facilities building big, few-and-far-between units and less important for facilities building little, fast paced units
– To carefully generalize beyond what we really know:• Ships must correct for both unit and maturity• Aircraft and satellites probably should correct for both• Missiles, electronics, ordnance, wheeled and tracked vehicles
and the like may only have to correct for unit
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 7676
Classified Manufacturing Issues
• Equipment Utilization• Secure Facility Certification• Transport of Materials/Parts• GFE Implications• National Priority Issues
11
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Unit IV - Module 11 7777
ClassifiedManufacturing Example
• A satellite was manufactured and ready for delivery
• The customer (Government) was expecting the contractor to provide free on board (FOB) at launch site
• No contract provision for transporting to Government site
• Cost had to be estimated for special delivery truck certified to carry classified material to the Government site
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017

© 2002-2013 ICEAA. All rights reserved.
v1.2
Moving Averages (MAs)• Moving averages are a diagnostic tool, perhaps a descriptive tool
– Not a predictive or inferential tool– If there is a trend, the moving average lags– If there isn't a trend, MA(k) yields the "same answer" as the average but forsakes all
but the last k points• CI for average is SQRT(n/k) wider than it needed to be
– Not to mention the t penalty
• 30 points of history, 12-point moving average: CI is 1.58 times wider
– If the MA is lower, there's no inferential test to determine if the drop is statistically significant
• MAs are a form of smoothingGreatest contribution is in “making noisy data less noisy”
• MA(k) graphic:– Successively larger values of k yield
successively smoother lines– Serves to convince us that there is no trend– We are now safe in using all the data points
• Best possible average (tightest CI and PI)
QA/MachingShowing Successive Moving Averages
0%
2%
4%
6%
8%
10%
12%
14%
0 2 4 6 8 10 12 14
Factor 2 per. Mov. Avg. (Factor) 4 per. Mov. Avg. (Factor)
6 per. Mov. Avg. (Factor) 8 per. Mov. Avg. (Factor) 10 per. Mov. Avg. (Factor)
NEW!
Presented at the 2017 ICEAA Professional Development & Training Workshop www.iceaaonline.com/portland2017