Embed Size (px)
DESCRIPTION
Manual Prença tijolo ecologico ecobrava.
Citation preview

ECO BRAVA
MANUAL DE
OPERAÇÃO E
MANUTENÇÃO

ÍNDICE
01.0 APRESENTAÇÃO.................................................................... 01 02.0 APLICAÇÃO............................................................................. 02 03.0 ESPECIFICAÇÕES TÉCNICAS............................................... 03 04.0 CONHECENDO SEU EQUIPAMENTO.................................... 04 05.0 FUNCIONAMENTO BÁSICO.................................................... 05 06.0 FUNCIONAMENTO DETALHADO (COMPONENTES)............ 06 07.1 Posição parada e desligada...................................................... 07 07.2 Posição carregamento do composto (mistura)......................... 08 07.3 Posição prensagem do composto (mistura)............................. 09 07.4 Posição saque do composto (mistura)..................................... 10 08.0 MONTAGEM E REGULAGEM................................................. 11 09.1 Regulagem da caixa depósito.................................................. 12 09.2 Lubrificação dos bicos graxeiros.............................................. 13 09.3 Óleo Hidráulico......................................................................... 14 10.0 TROCA DE MATRIZES............................................................ 15 11.0 MANUTENÇÃO........................................................................ 16 11.1 Limpeza.................................................................................... 17 12.0 PROCESSO DE FABRICAÇÃO............................................... 18 12.1 Solo ideal.................................................................................. 19 12.2 Umidade Ideal........................................................................... 20 12.3 Traço......................................................................................... 21 12.4 Cura.......................................................................................... 22 14.0 CERTIFICADO DE GARANTIA................................................ 27

APRESENTAÇÃO
A Elaboração deste MANUAL DE OPERAÇÃO E MANUTENÇÃO, destina-se
a informar e orientar o operador quanto ao uso da ``Eco Brava´´ no sentido de
obter maior durabilidade em seus componentes aumentando a vida útil do
equipamento, com o máximo de desempenho que suas características oferecem.
Recomendamos e declaramos imprescindível a leitura deste manual que
deve ser feita com muita atenção, para que com toda a segurança se obtenha o
perfeito desempenho da máquina.
APLICAÇÃO
A Eco Brava refere-se a uma máquina hidráulica, para fabricação de
tijolos e pisos de acordo com os padrões do modelo oferecido prensados pela
Eco Máquinas.

ESPECIFICAÇÕES TÉCNICAS
TIPO.........................................................BRAVA
PRODUÇÃO.............................................. Até 1600 UNIDADES 8 horas/dia
COMPACTAÇÃO....................................... Até 06 toneladas (Potência Hidráulica Nominal)
MEDIDAS DOS TIJOLOS............................ 25 x 12,5 x até 08 (cm)
CAIXA DEPÓSITO...................................... 64 litros
BOMBA HIDRÁULICA.............................. de engrenagem
COMANDO HIDRÁULICO.........................Dupla Ação
RESERVATÓRIO DE ÓLEO.........................13 litros (10 p/ operação)
MOTOR ELÉTRICO*
-trifásico.................................................... 3CV, 220/380 Volts 60Hz
-monofásico...............................................3CV, 110/220 Volts 60Hz
CHAVE DE ACIONAMENTO........................Liga/desliga adequada p/ o motor
DIMENSÕES DA MÁQUINA P/TRABALHO
-largura.........................................................44 cm
-comprimento...............................................101 cm
-altura............................................................142 cm
PESO............................................................. 174 kg
CONHECENDO SEU EQUIPAMENTO
FUNCIONAMENTO BÁSICO
Com operação simples e prática o processo se resume a pequenos
estágios. Aqui mostraremos resumidamente o funcionamento da máquina em
cada estágio explicando com imagens os movimentos que a máquina deverá
fazer em cada componente no momento de cada estágio.
1º Verificar a rotação do motor indicado por um adesivo com a direção
do mesmo;
2º Verificar se sua fonte de energia condiz com a especificação técnica
do motor instalado em sua máquina na parte de especificação técnica do seu
manual;
3º Ligar a máquina na chave de acionamento no botão (liga) de cor verde
para enfim começar a ajustar o primeiro posicionamento da máquina;
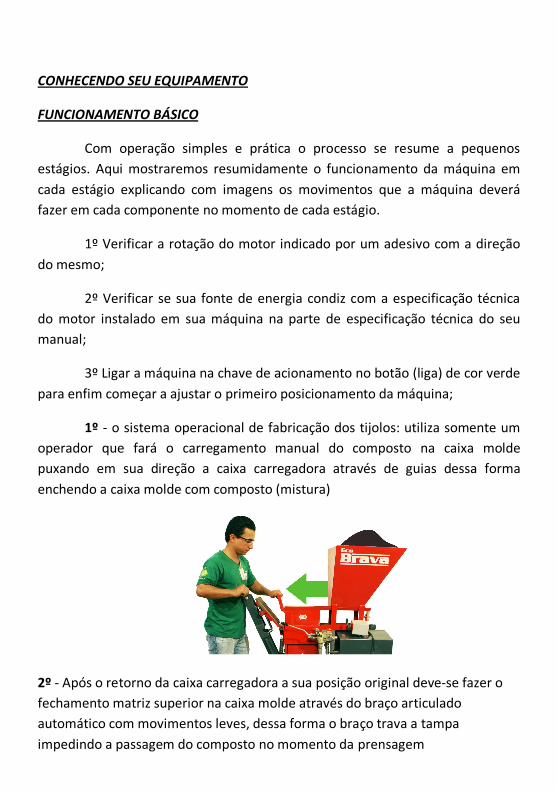
1º - o sistema operacional de fabricação dos tijolos: utiliza somente um
operador que fará o carregamento manual do composto na caixa molde
puxando em sua direção a caixa carregadora através de guias dessa forma
enchendo a caixa molde com composto (mistura)
2º - Após o retorno da caixa carregadora a sua posição original deve-se fazer o
fechamento matriz superior na caixa molde através do braço articulado
automático com movimentos leves, dessa forma o braço trava a tampa
impedindo a passagem do composto no momento da prensagem

3º - A prensagem é feita através da alavanca do comando hidráulico com um
simples toque para cima até o limite de prensagem determinado pelos estopes
4º - O saque do tijolo é feito com o mesmo movimento para cima da alavanca do
comando hidráulico possibilitando a retirada do tijolo;
FUNCIONAMENTO DETALHADO (COMPONENTES)

Aqui veremos o funcionamento completo da máquina em todos os
detalhes com os desenhos dos componentes isolados que se movimentam entre
si, para melhor entendimento.
1 - POSIÇÃO PARADA E DESLIGADA
Nessa posição os braços puxadores (1) devem estar puxados para trás,
dessa forma, eles abrem a caixa molde (2) para que não haja um maior desgaste
e conseqüentemente perda de rendimento da mola retratora (3).
A haste (4) do cilindro de prensagem (5) deve estar recolhida, dessa
forma ela estará preparada e posicionada para a próxima operação da máquina.
A caixa carregadora (6) deve estar na posição de recebimento do
composto (mistura) da caixa depósito carregada (8), dessa forma ela vai estar
preparada para a próxima ação da máquina com o composto (mistura) em seu
interior (7)

2 - POSIÇÃO CARREGAMENTO DO COMPOSTO (MISTURA)
Nessa posição os braços puxadores (1) devem estar puxados para trás,
dessa forma, eles abrem a caixa molde (2) permitindo que a mesma receba o
composto da caixa depósito (7) através da caixa carregadora (6).
A caixa carregadora (6) é puxada manualmente em direção a
caixa molde (2), neste momento a mesma já foi carregada por gravidade pela
caixa depósito (7), assim o composto (mistura) é transportado para a caixa
molde também por gravidade, estancando a caixa depósito (7)
automaticamente.
A haste (4) do cilindro de prensagem (5) permanece recolhida,
possibilitando assim que a caixa molde (2) receba a quantidade ideal do
composto (mistura) a ser prensado.

3 - POSIÇÃO PRENSAGEM DO COMPOSTO (MISTURA)
A caixa carregadora (6) deve voltar a mesma posição que se encontrava
na POSIÇÃO ABERTA (DESLIGADA), somente deste forma será possível o próximo
passo abaixo, ja que, a caixa molde (2) fica livre para abertura e fechamento.
Nessa posição os braços puxadores (1) devem estar posicionados para
frente, acima da caixa molde (2), fechando-a e deixando preparada para a
prensagem.
Na prensagem a haste (4) do cilindro de prensagem deve subir até o
limite determinado pelos batentes inferiores (5) através da alavanca de

acionamento (6) do comando hidráulico de dupla ação (7) que ao acionado para
cima prensa o composto (mistura) armazenado dentro da caixa molde (2).
4 - POSIÇÃO DE SAQUE DO COMPOSTO (MISTURA)
A caixa carregadora (6) se mantém na mesma posição anterior que é a
mesma da posição ABERTA (DESLIGADA), ficando pronta para iniciar todo o
processo de produção novamente.
Os braços puxadores (1) devem estar posicionados para trás, dessa
forma, eles abrem a caixa molde (2) deixando-a livre para passagem do
composto (mistura) prensado que será retirado. Obs: Antes do recolhimento dos
braços deve-se com um pequeno toque na alavanca recolher a haste do
cilindro.

A retirada do composto (mistura) prensado da caixa molde (2) se dá
através da haste (4) do cilindro de prensagem (5) que deve subir até o limite do
seu curso através da alavanca de acionamento (8) do comando hidráulico de
dupla ação (7) que ao acionado ergue o composto (mistura) até uma posição
segura para sua retirada.
MONTAGEM E REGULAGEM
Ao receber seu equipamento devemos sempre estar atentos aos
seguintes procedimentos de montagem e regulagem antes do funcionamento
normal da máquina:
Regulagem da Caixa Depósito - Se a sua caixa depósito não estiver parafusada
ao suporte na máquina, deve-se primeiro posicionar alguma ferramenta (chave)
abaixo da caixa depósito e com um pequeno solavanco ergue-la para cima sem
apertar os parafusos (esq.)

- Com a ferramenta ainda posicionada os parafusos devem ser apertados, dessa
forma a folga de aproximadamente 1mm impede o atrito entre os conjuntos
(esq.), o mesmo procedimento deve ser aplicado a parte traseira da caixa
depósito (dir.)
Lubrificação dos bicos graxeiros - deve ser feito diariamente, com graxa comum
industrial logo abaixo ao eixo de fixação do cilindro, são 2 pontos, em lados
distintos da máquina conforme ilustração abaixo:
Óleo Hidráulico – recomendamos o hidráulico 68 que deve ser trocado num
período máximo de 6 meses, na imagem abaixo encontramos a tampa do tanque
de óleo (esq.) e a tampa de escoamento do tanque (dir.)

TROCA DE MATRIZES
A Eco Brava oferece além das matrizes para tijolo modular a matriz
canaleta, antes do início de produção desses tijolos deve-se tomar as seguintes
precauções na troca de matrizes.
- Soltar a matriz inferior de seu suporte para posterior retirada do calço do tubo
modelador menor
- Com a base móvel inferior recolhida retirar a porca que trava o tubo modelador
no seu suporte

- Retirar o calço do tubo modelador menor e notar que, ao retornar o tubo
menor a sua posição original deverá haver diferença de altura entre os dois
tubos conforme seqüência abaixo:
- Deve-se inverter as posições das matrizes onde a matriz superior servirá de
base para fixação da matriz canaleta, que será fixada na região da matriz onde o
parafuso deve ser retirado conforme seqüência:
- A Matriz Inferior é posicionada e parafusada no suporte da matriz superior
(esq.) dessa forma a máquina fica pronta para produzir os tijolos canaleta (dir.)

MANUTENÇÃO
Para que todos os componentes da máquina tenham um bom
desempenho por longo tempo, é indispensável que se tenha sempre uma boa
manutenção. Colocamos aqui, alguns pontos que não devem ser esquecidos:
Limpeza - A máquina deve ser limpa todos os dias principalmente na caixa
molde, matrizes, caixa carregadora e caixa depósito), esses locais são os que
mais apresentam restos de compostos (misturas) que se acumularam durante o
dia no processo de fabricação;
- A limpeza da caixa molde deve ser feita principalmente nos:
- copos da matriz superior (fig.x)
- no mancal articulador de fechamento e abertura da caixa molde (fig.y)
- nos tubos modeladores (fig.z)
- na cabeça dos batentes inferiores (fig.w)
- Essa limpeza deve ser feita por ar comprimido, pincéis (trinchas) ou escovas de
aço, em nenhum momento deve ser usado algum produto químico a não ser que
seja aconselhado e orientado por um técnico da Eco Máquinas;

SOLO IDEAL
O solo é o elemento que entra em maior proporção na mistura, ou
seja, no composto homogeneizado como solo-cimento, resíduo de
construção civil ou industrial, ou somente resíduos e entre outros
materiais utilizados para a fabricação, portanto é muito importante se

atentar à escolha correta dos materiais utilizados neste processo,
principalmente do solo (terra), que deve ser selecionado de modo que
permita o uso da menor quantidade possível de cimento.
- Embora existam solos que sozinhos não podem ser utilizados no
processo, há possibilidade de se misturar dois ou mais tipos para
obtenção de um solo viável que se estabilize e possa ser usado na técnica
solo-cimento e entre outros.
- O solo antes de ser homogeneizado (misturado) com o cimento ou
outros, deve estar de preferência seco, mas caso não seja possível, o
aconselhável é no máximo úmido porque um solo molhado é difícil de ser
prensado pela ação da água por agregar os grãos criando vazios dentro da
caixa molde onde são moldados e prensados.
- É importante destacar que o solo também deverá estar isento de
matéria orgânica, preferencialmente, sendo peneiradas para retirada das
raízes, folhas, etc.
- É muito importante fazer uma avaliação prévia da jazida do solo (terra)
que será utilizada, realizando testes e ensaios de compactação, para
analisar a quantidade que você precisa em sua produção e não faltar no
meio do lote desejado.
UMIDADE IDEAL
A umidade deverá ser uniforme, de acordo com o tipo do solo
(terra) que está sendo utilizado, sendo uma variável de 5% a 20% de água.
Levando-se também em conta a umidade registrada no solo (terra) e no
cimento usado, devemos observar o teor de umidade em que se encontra
depois da homogeneização (solo e cimento ou resíduos de construção
civil e industrial), pois após uma averiguação manual, adiciona-se a
quantidade de água necessária para uma boa prensagem. Se o solo
armazenado estiver totalmente seco fica mais fácil de achar a dosagem de

água correta e continua da mesma forma. Vale lembrar que sempre vai
ser a mesma dosagem de água se continuar o mesmo tipo de solo seco.
Logo abaixo verificamos na figura 1 a aparência do solo úmido
ideal, na figura 2 a aparência do solo compactado (teste da mão) e na
figura 3 a aparência da consistência do solo ideal umedecido.
Comportamento e problemas em solos muito úmidos: Quando o
composto está muito úmido a qualidade e o acabamento do produto final
são afetados, porque pode haver SOMENTE A MOLDAGEM do composto
(mistura) e NÃO A PRENSAGEM DO MESMO. Além de dificultar a
estabilização do padrão da altura apresentando ainda, algumas patologias
no produto final, não só no formato e acabamento, mas também na
alteração da sua resistência. Exemplo: Ao se apresentar uma curvatura na
parte superior, uma de suas laterais com péssimo acabamento, nas
extremidades pode-se encontrar pequenas fissuras. Tudo isso se dá pela
quantidade excessiva de água e pela falta de prensagem.
Abaixo podemos verificar na figura1 a fragilidade de uma
moldagem onde o composto (mistura) não demonstra resistência, na
figura2 essa fragilidade é vista no saque do composto (mistura) que
demonstra trincas e rachaduras, na figura3 fica visível o acabamento das
arestas prejudicando devido ao alto índice de umidade do composto
(mistura)
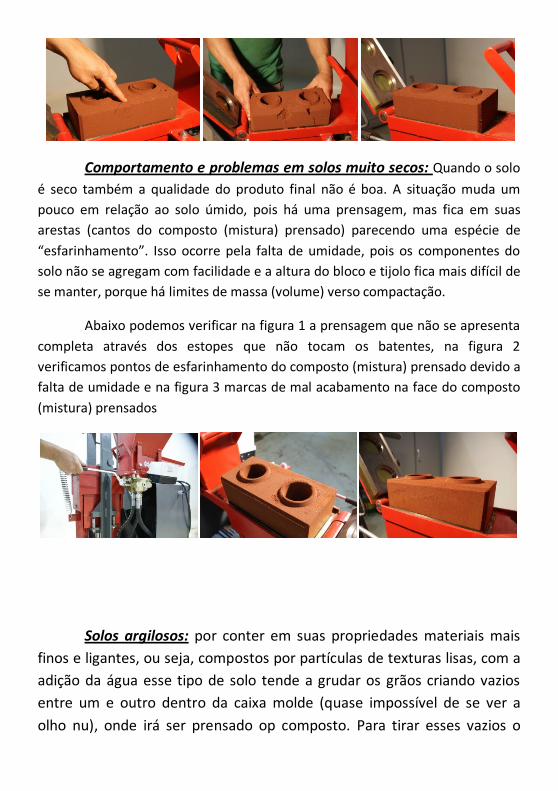
Comportamento e problemas em solos muito secos: Quando o solo
é seco também a qualidade do produto final não é boa. A situação muda um
pouco em relação ao solo úmido, pois há uma prensagem, mas fica em suas
arestas (cantos do composto (mistura) prensado) parecendo uma espécie de
“esfarinhamento”. Isso ocorre pela falta de umidade, pois os componentes do
solo não se agregam com facilidade e a altura do bloco e tijolo fica mais difícil de
se manter, porque há limites de massa (volume) verso compactação.
Abaixo podemos verificar na figura 1 a prensagem que não se apresenta
completa através dos estopes que não tocam os batentes, na figura 2
verificamos pontos de esfarinhamento do composto (mistura) prensado devido a
falta de umidade e na figura 3 marcas de mal acabamento na face do composto
(mistura) prensados
Solos argilosos: por conter em suas propriedades materiais mais
finos e ligantes, ou seja, compostos por partículas de texturas lisas, com a
adição da água esse tipo de solo tende a grudar os grãos criando vazios
entre um e outro dentro da caixa molde (quase impossível de se ver a
olho nu), onde irá ser prensado op composto. Para tirar esses vazios o

equipamento oferece alturas alternativas através de seus batentes para
obter uma ótima prensagem, desta forma, com a umidade adicionada
resultará numa altura ideal lembrando sempre que, a correção para que
os tijolos não fiquem muito argilosos é imprescindível.
Problemas em solos muito argilosos: abaixo temos exemplos de
tijolos com solo muito argiloso que não foram corrigidos, na figura 1
podemos verificar que o solo tende a ficar grudado na matriz inferior
deformando o tijolo, na figura 2 pode-se verificar as imperfeições no
acabamento das faces dos tijolos que ficam com aquela aparência devido
a tendência do solo grudar nas laterais das matrizes quando o tijolo sobe
para o saque e na figura 3 é visível as imperfeições nas arestas dos tijolos
que não ficam lisas e perfeitas devido também a tendência do solo grudar
nos cantos das ferramentas.
Solos mais arenosos ou mistos: Por conter em suas propriedades
materiais ou compostos de partículas redondas e/ou lisas, são muito mais
suscetíveis à compactação que aqueles que possuem partículas com
arestas vivas ou angulares. Por obter quantidade maior de areia não
tende a grudar tanto os grãos um no outro, criando menos vazios entre os
mesmos dentro da caixa molde, possibilitando um bloco e tijolo com
alturas dentro do padrão estipulado na especificação técnica do
equipamento. A adição de água mesmo assim, deve ser considerada
importante, como já foi explicado no item solo mais argiloso, sempre
fazendo teste manual e a própria máquina vai dando resultado de
prensagem se está satisfatório ou não.

Solos mais arenosos ou mistos: abaixo temos exemplos de tijolos
com solo muito arenoso ou mistos que não foram corrigidos, na figura 1
podemos verificar que o solo tende a ficar grudado na matriz superior, na
figura 2 e em suas faces fica visível o processo de esfarinhamento do
tijolo e o acabamento imperfeito.
TRAÇO
Para a fabricação dos tijolos será aquele que lhe conferir valor médio de resistência à compressão igual a 2,0 MPa (20 Kgf/cm2) resistência, de modo que nenhum dos valores individuais esteja abaixo de 1,7 Mpa (17 Kgf/ cm2) resistência, na idade mínima de sete dias. A absorção de água não deve ser superior a 20% de infiltração, nem apresentar valores individuais maiores que 22% de infiltração. Estes valores serão encontrados quando for feito testes laboratoriais em universidades, laboratórios independentes e entre outros, ou seja, no local mais próximo onde você estiver produzindo.
Podem ser feitas diversas misturas com diferentes quantidades de cimento, água e solo, ou adição de areia, até conseguir um traço que atenda aos requisitos da ABNT. Para verificar o Traço Ideal, no mínimo, moldam-se vinte tijolos solo–cimento na própria Prensa Hidráulica, sendo que quatro serão utilizados para a realização do ensaio à compressão simples e dois são para o ensaio de determinação do teor de absorção d’água, e o restante que sobrou serve para deixar como prova se necessário.
Então, poderemos definir traço da seguinte maneira: 12 baldes de solo para 01 balde de cimento e a água de acordo com a necessidade para uma excelente compactação. Mas devemos lembrar que o traço ótimo é aquele que atinja a normas da Associação Brasileira De Normas Técnicas –ABNT, ou superior ao exigido por ela.
Nós temos obtido excelentes resultados com vários tipos de traço como por exemplo: há regiões onde geralmente é difícil de encontrar solo mais adequado e que utilizam traço de 10 parte de solo x 1 parte de cimento, mas também temos obtido resultados com traços de 16 parte de solo x 1 parte de cimento, 15 parte de solo x 1 parte de cimento e assim sucessivamente.
Mas o mais utilizado mesmo é de 12 partes de solo x 1 parte de cimento em boa parte dos lugares onde visitamos. Os traços de 16 x 1 são índice de solo elevado e o controle de qualidade deve ser bem rigoroso para não obter resultados desiguais na mesma fabricação, o mesmo deve ocorrer com os outros traços com misturas bem homogêneas.
CURA
Pode ser feito por aspersão manual, mecanizada, automatizada e por imersão. Mas é importante destacar, que em qualquer uma das alternativas citadas anteriormente, deve-se manter as peças na cura umedecida por 7 dias.
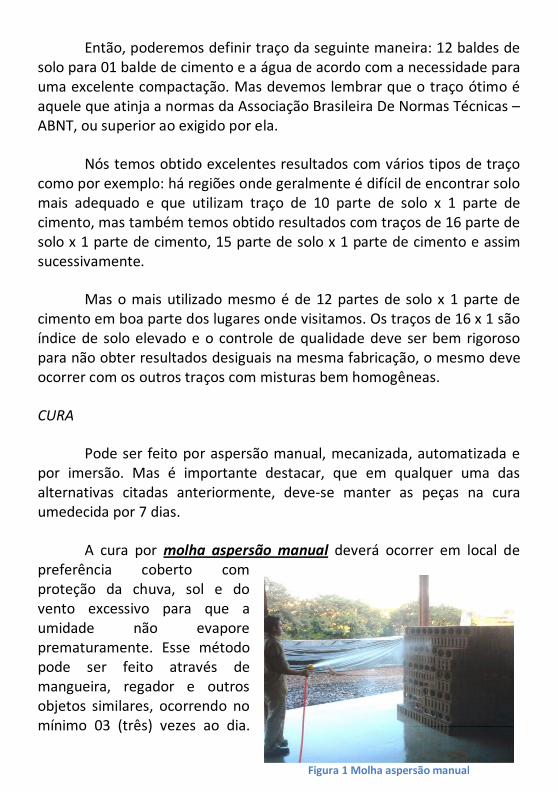
A cura por molha aspersão manual deverá ocorrer em local de preferência coberto com proteção da chuva, sol e do vento excessivo para que a umidade não evapore prematuramente. Esse método pode ser feito através de mangueira, regador e outros objetos similares, ocorrendo no mínimo 03 (três) vezes ao dia.
Figura 1 Molha aspersão manual

Ao iniciar esse processo de molhar deve ser do tipo chuvisco fino e leve, tomando os cuidados necessários para que nas primeiras horas a água adicionada sobre o produto não seja forte demais para não afetar a qualidade do mesmo.
Se a molha for forte tende a ocasionar pequenos defeitos inclusive, suas faces podem ficar mais ásperas, como também afetar de alguma forma sua resistência, tirando um pouco da compressão exercida sobre o produto. Após umas doze horas do início da cura, os Blocos e Tijolos Ecológicos ganham mais resistência, desta forma a adição da água pode ir aumentando gradativamente ficando até mesmo mais forte. A pessoa deve sempre se preocupar com a qualidade, para isso não deve faltar umidade no produto prensado.
Obs. As peças devem ser mantidas úmidas através de sucessivas molhagens a cada 2 horas. Isto pode variar de acordo com o tipo do solo utilizado, fique atento a considerações citadas.
A cura por molha aspersão mecanizada pode ser feita através de bico aspersores (utilizados para passar veneno ou para molhas em galinheiros, e entre outros), uma espécie de sistema de nevoa de água. O processo ocorre através de mangueiras ou canos elevados e
distribuídos com vários bicos aspersores fixados e ajustados para que fique em cima do produto a ser umedecido, quando aberto o registro da rede de água vaporizam penetrando levemente nos Blocos, Tijolo ou Pisos ecológicos. Trata-se de um sistema barato e de fácil instalação, que dispensa ficar regando. Deve ocorrer no mínimo 3 vezes ao dia. O sistema
automatizado é o mesmo sistema da mecanizada, a diferença consiste na
aquisição de um sensor de umidade e calor (falta de umidade), que
será acionado automaticamente conforme o ajustado, para manter a
umidade sempre que necessário (úmido).
Figura 2 Sistema mecanizado e automatizado

No sistema de imersão
deve-se em uma área plana e
coberta após a prensagem, os
produtos fabricados devem ser
estocados em paletes a uma altura
máxima de 1,5 metros para cura,
este empilhamento deve ser firme
para movimentações por carros
transportadores, empilhadeiras,
pórticos, ponte rolante, e entre
outros.Após serem prensados e
empilhados, se o produto estiver secando rapidamente, deverá ser molhado
levemente após umas doze horas da compactação (prensagem).
Os tijolos serão imergidos (mergulhados) dentro de um tanque por
mais ou menos uns 2 minutos para que fiquem totalmente encharcados de
água, em seguida, deve-se erguer o palete do tanque deixando escorrer o
excesso de água e fazer o acondicionamento deles em um espaço. Deve-se
cobrir o produto com lona preta de preferência para que a umidade fique
estanque, por um período aproximado de 7 dias, depois deste processo
retirasse a lona e se houver necessidade, deixe no tempo.
Trata-se de um sistema com o custo um pouco mais elevado, por
demandar mais equipamentos para seu transporte e processo, mas é
considerado mais eficiente em relação a redução do tempo e qualidade do
produto final, por deixar a umidade sempre uniforme. Mesmo sendo um
processo avaliado de forma positiva, é menos utilizado por exigir maior
aporte financeiro.
Figura 3 - Sistema de imersão

