OPERATIONS MANAGEMENT
PROGRESS REPORTPROJECT ON MALTA SOAP, ISLAMABADMBA 2k13 (A)
Submitted toMr. Kamran Khalid
Submitted byMehjabeen MalikMarvi AshokMarvi SohailZainab
NasimSaad Kazim
MALTA COMPANY PVT LTD
Company DescriptionMALTA soap factory is a renowned company
engaged in the manufacture of laundry soaps and toilet soaps, based
in Islamabad (Pakistan), the company has been consistently
delivering quality products for a significantly long time. It has
been catering to ever growing demands of local market. Company
utilizes state of the art equipment for manufacturing of various
types of products. The company is presently manufacturing four
brands of laundry and toilet soaps.
About The ProductSoap is the traditional washing compound made
from oil fats and caustic alkali. Soap is surfactant used in
conjunction with water for washing and cleaning that historically
comes in solid bars. Soap is an item of daily necessity as cleaning
agent. It is mass consumer item in both rural and urban areas. Soap
may be divided into toilet soap and washing soap. Laundry soap is a
oil based soap and used widely for washing clothes as well as for
bathing in rural area in many countries. The demand of this soap is
very high in many countries.
Toilet soap is basically the kind that is used by consumers at
home for personal care and hygiene, specifically for use on
skin.
Market PotentialKeeping in view the demand potential and a
number of established brand, as well as local manufacturer in the
market, there is still shortfall in the existing market. The market
for washing soap is encouraging even in remote areas People are now
willing to use washing soap as they are recognizing importance of
cleaning. A number of soap making unit may come up to meet the
shortage in the regional market.In the toilet soap market, new
product innovation such as liquid soap, soap-free synthetic
detergents and no-wash soap have taken an increasing share of the
market from traditional soap bars. However still there are large
companies manufacturing soap including toilet and washing soap
InterviewWe interviewed Sheikh Waseem, of Malta Soap. Ltd. We
were briefed about the companys main product line and the entire
process through which the product is produced. After looking at the
entire process of soap formation, we came to the conclusion that
the companys production process is process focus where the product
(soap) is being produced via a continuous process.
SOAP MAKING PROCESS AT MALTA SOAP1) Acquisition of raw
materials2) Saponification process (cooking in kettles)3) Washing
4) Drainage (settling)5) Soaking process (color addition)6)
Drying7) Compression and finishing8) Cutting9) Stamping and
packagingThe process is initially started with acquisition of raw
materials. The raw material used for soap making at MALTA Soap is
Palm oil (Malaysian palm oil) Fatty acid Caustic sodaThe palm oil
basically is supplied or comes in two forms i.e. 1) Bulk (huge
tanks)2) In used drums The oil that comes in drums is melted
through tanks which are of 4000 kg (each batch). The measurements
are marked on these tanks and the amount of oil required is taken
up through pipes accordingly. The oil is provided steams through
nozzles and is transferred to kettles.
From here, the saponification process is started. This process
takes place in kettles; the soap kettle consists of steam coils.
Oil/ fats are fed by pump from storage tank and the process is
started. Palm oil, caustic soda and water are basically used in
composition of soap in a certain ratio. The required quantity of
caustic Lye (water) of certain required concentration is added
during the process. Solution is then heated (boiled) by using these
steam boiler/kettles. At MALTA soap, there is one big and three
small kettles. The huge kettle has the capacity of 50 tones whereas
the remaining three have 35-40 tones capacity.
In these kettles, the solution or ingredients are reacted and is
cooked and mixed simultaneously for 8-10 hours. This is known as
the cooking. 2-3 hours rest is given after the cooking of
solution/ingredients. After this, the washing process starts; the
soap solution is washed for 4 hours. In case further processing is
needed, the solution is taken back to soap kettles where is further
processes and cooked approximately 2-3 times.
The drainage process (settling) starts after the soap solution
is washed. It takes 36-48 hours for soap mixture to settle down. At
this stage, the impurities are drained, soap rises and lye is left
at the bottom.
After 36-48 hours are completed, the mixture is brought through
pipes to the crutcher (soaking process) where colors and perfumes
are added. Here, soap and silicate is mixed. Moreover, first level
of testing is carried out at this stage to ensure the brand
specifications are being met. The moisture is further removed to
avoid breakage of soap. This process takes 10-15 minutes.
From crutcher, the soap moves to the drying machine where
showering and polishing takes place. Here, the liquid state is
converted to solid state as the soap is being dried. After this,
the soap is then fed to the soap plodder machine which is used for
compression and better finishing of soap. From here the final
output of soap in bar form is produced. Long bars of soap are
produced through shaping plate and the shapes of these bars are
adjusted in accordance with brand specifications.
The cutting process follows the plodder machine, where the soaps
are further cut into smaller pieces on the cutting table. Manual
work is involved here.
After the cutting process the 2nd level testing is performed
where the weight is checked to be within the Lower and Upper
Specification Limits. This also signifies the process to be under
control. Moreover, if any soap is wasted here so it goes back to
the compression stage.
The bars of soap are stored in racks and from here the workers
are involved in oiling, stamping and packaging of soap. Soap that
is formed is packed into its labeled brand packaging and is further
stored into the warehouse till completion of the order for
subsequent delivery to the market.
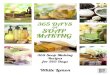
Soap kettles consist of steam coils; saponification process
takes place here. Solution or ingredients are reacted and
mixed/cooked. The cooking process takes 8-10 hoursMelted oil from
tanksCooking process in Soap kettlesRaw materials (Palm
oil/fats/caustic soda etc)
Washing processAfter weight is checked, soap is packaged and
labeled according to various brands
Further processing with soap
Impurities are drained; soap rises and lye left at bottomMolten
soap flows through pipes to a tank where color is added in crutcher
and quality is testedWashing process takes 4 hours and 36 hours
required for settlement of mixtureLiquid to solid stateStamping and
packaging processRecycling wasteCutting processLong bars of
soapsCompression and finishing of soapSoaking process; color mixing
and testingShowering and polishing through drying machineSettling
of mixture; Soap mixture is allowed to settle downSolid bars are
cut according to desired size on a cutting table manually.Soap
plodder machine is used here for compression and better finishing.
From here soap in long bars are produced through shaping plateLarge
solid bars cut by slabber Cutting processPackaging YES NO YESNOTIME
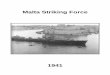
FUNCTION MAPPING
CustomerOrder ProductReceived Product
SalesProcess Order
Raw Material (packaging)Wait
PlantStampingPloddingSaponification
PackagingPackaging
Warehouse
wait
Transportmove
1 day 4 days
1 day
6 days
a. The time required to manufacture an order can vary with the
quantity to be delivered, however for the standardization the order
size selected is of 50 tons. All the calculations are based upon
this assumption.2) Customer: Customer place the order the time
given to the customer is 6-7 days. The time can vary depending upon
the size and quantity of order.3) Sales: Sales department then
process the order and makes the schedule for the order. It also
ascertains what all kind of raw materials are required.4) Raw
Material: The raw materials required can be classified into two
main categories. a. Manufacturing: The Company maintains inventory
of manufacturing raw materials for 60 days. So as soon as the order
is received the production department can start the production (
provided there are no orders already lined up). b. Packaging: the
company doesnot maintain an inventory for packing materials and
purchase the raw material according to requirement depending upon
order size and quantity. Lead time for packing material is 4 day.
5) Plant: The plant starts its working and requires 4 days to
finish the order. The soap made is then moved to the packing
department where the packing material is also made available. 6)
Packaging: Packing material and finished products both are made
available in the packing department where the soap is packed into
its brand packaging. 7) Warehouse: Production of the complete order
requires time. The company has to maintain finished goods inventory
till the complete order is manufactured and packed.8) Transport:
Once the order is complete the company thendelivers it to the
desired customer. The delivery is scheduled on the same day or the
next day.
CAUSE-AND-EFFECT DIAGRAMMaterial Manpower
Independence awareness Inadequate trainingInadequate supply
resources (natural gas and electricity)
Human errorLate arrival of imported raw materials
Health of workers
Improper working conditionsUnclear prioritization of
shipmentCustomer specification defined late in processLate
deliveryInspectionsQuality checksPoor safety
procedurepolicyMaintenance policySOP'sImproper maintenance Setup
timeMachine failure Limited capital for purchasing/expansion
Limited capacity Low skilled laborWorkload and FatigueAbsenteeism
and turnoverQuality of materialsDefective materialsPower
interruptionSupplier dependenceMachine Method
Cause and effect (Fish bone diagram) for MALTA SoapIn order to
show the causes of a specific event (late delivery to the customer)
at MALTA Soap and to indicate the best potential areas for further
exploration and analysis we have utilized the following tool i.e.
Ishikawa diagram. Material Inadequate supply resources (natural gas
and electricity) Late arrival of imported raw materials Quality of
materials Supplier dependence Defective materials Power
interruption
Manpower Independence awareness Inadequate training Human error
Health of workers Low skilled labor Absenteeism and turnover
Workload and Fatigue
Machine Limited capacity Limited capital for
purchasing/expansion Setup time Machine failure Improper
maintenance
Method Improper working conditions SOP's Maintenance policy Poor
safety procedure Inspections Customer specification defined late in
process Unclear prioritization of shipment Quality checks
CAPACITY PLANNING
Expected demand New capacity DEMAND
1 2 3 TIME (PERIODS)
The type of strategy used at Malta soap factory is leading
because they have usually excessive capacity as compared to
expected demand. The monthly demand is 100 tons where as the
capacity maintained by the company is 50 tons more than the monthly
demand, which makes 150 tons. They fulfill the orders within 7-10
days by running the plant continuously and for the rest of the
month capacity remains unused just to save the cost of electricity
and gas.It is cleared from the figure that they acquire capacity to
stay ahead of demand with new capacity being acquired at the start
of first time period. This capacity handles increased demand until
the start of second time period. Then at the beginning of second
month, new capacity of 100 ton is again acquired which allows the
soap factory to stay ahead of demand until the start of next month.
This means that capacity is acquired incrementally i.e. at the
beginning of first month and at then at the start of second
month.According to their operations manager, excess capacity gives
them flexibility due to which they do more setups. Their production
runs have shortened. So they include enough capacity in one period
to maintain expected demand for multiple periods.Design Capacity,
Effective Capacity, Utilization and EfficiencyMalta Soap and
Chemical Factory has a design capacity of 84 tons calculated as
follows:Hourly production: 1.5 tonsNo. of employees: 22No. of
shift(s): 1Hours in one shift: 8Design Capacity = 1.5 tons/hour*8
hours per shift*1 shift*7 days = 84 tons/weekThis is basically what
the factory would ideally produce if there were no constraints and
everything was to go smoothly but in reality, this isnt
possibleemployees slack, power goes out, time lags are there and
occasional mistakes are inevitable. These constraints coupled with
industry policies and limitations, the utilization of the factory
is only 30% therefore actual output is around 42
tons;i.eUtilization= Actual Output/Design Capacity0.30=Actual
Output/84Actual Output=0.30*84 Actual Output= 24 tons weekly
Monthly =100The factory operates at an efficiency of 85% as per the
acquired information which means that its actual output is not far
from the effective capacity. We couldnt attain a particular figure
for the effective capacity but it can be calculated by the
information available to us:Efficiency = Actual Output/Effective
Capacity0.85 = 24/ Effective capacity Effective Capacity = 28
tonsThis is the production the firm expects to have over the course
of a week.Process Capability IndexFor every firm it is of extreme
importance to deliver products right on specification. To ensure
the capability of the process firms set a tolerance limit within
which if the specifications were to vary, they would be rendered
acceptable. Malta soap and chemicals factory has two main design
considerations: the size of the bars of soap and the amount of
caustic soda in the soap(Caustic soda increases the abrasiveness of
soap; which enhances its cleaning power; and can be potentially
harmful to the skin if added in excess). The design specifications
for the size and volume are + 0.01 and for caustic soda are + 0.05.
According to the interviewee about 90% of the outputs are within
specification(process yield=90%) which means a Cpk of less than
1.00 which is the least a process should have to be called capable.
For a process yield of 90%, the corresponding sigma level is 2.8 or
a Cpk value of 0.93.How is the factory process focused?The factory
is organized around specific activities which have been outlined in
the process flowchart. The factory is divided into units whereby
every unit is responsible for different processes or is devoted to
it. Similarly, the supervision is also broken down across different
units performing different jobs and duties which enhance the
facilitys flexibility. The production is characterized as being low
volume but high in variety because it manufactures multiple brands
of soap. Each process is designed to perform varying activities.
Another reason for terming the factory as process focused is that
its utilization is as low as 30% which is a trait attributable to
process focused facilities.BOTTLENECK IDENTIFICATION:A bottleneck
(or constraint) in a production process means the machinery that
requires the longest time in operations of the final product for
certain demand. For Malta soap we tried to identify their capacity
as compared to their demand, though their plants total capacity or
design efficiency supports their demand but in doing so they need
to work through certain equipment that has the lower effective
capacity in the whole system and it limits the systems output. Here
the phenomena such as increase of inventory before a bottleneck is
prevalent because the machineries behind the bottleneck produce
more in terms of quantity but due to bottleneck lesser amount can
be moved to next process.Malta soap has equipment called Kettles
which has the capacity of producing 50 ton at a time and that whole
material has to go through the next process where it would move to
crutcher for the purpose of adding silicate and perfumes. And that
crutcher is considered to be a bottleneck because it has only the
capacity of 1 Ton(100 kg)at a time that put constraint on the whole
process, the owner believes that if they could add a bigger
crutcher (2000 kg) or another with the same size they can increase
their productivity. Because due to this machine huge piles of
cooked material lay behind it, waiting for their turn and occupying
the space, as until this doesnt finish up the whole 50 ton of first
lot they cannot put material into that for next order. Re-order
point:In inventory management Malta soap has two different
categories for inventories to order, first is the Palm oil that
they have with them mostly about 70% for their work and when they
have to reorder they do it 1 month before it ends. While on the
other side Empty cartons are the other inventory which they order 4
days before the finished goods are complete and needs to be
packaged. So this shows that they do not rely on the last day at
which inventory ends and they reorder it but rather they focus on
having atleast 60 days backup inventory before they ask for new
order.
![SOA - ceit.aut.ac.irceit.aut.ac.ir/~sa_hashemi/My Research/0-Selected Papers/2... · - Scalability -Flexibility [-p] SOA ... XML-RPC SOAP SOAP SOAP SOAP SOAP XMLSOAP SOAP HTTP](https://img.pdfslide.us/doc/110x75/5aad6c0a7f8b9a2e088e2be0/soa-ceitautac-sahashemimy-research0-selected-papers2-scalability-flexibility.jpg)