Embed Size (px)
Citation preview

MAKING SMARTER STEEL:THE ONE-CRANE SOLUTIONREVISITING NUCOR’S JEWETT MELT SHOP

Eight years in, Nucor’s new-design melt shop in Jewett, TX shaves $10.2 million from capital expense and operating costs and approaches zero unplanned crane-related downtime.

Executive Summary
The One-Crane Solution at Nucor Jewett has resulted in:
• saving Nucor significant money in initial equipment cost
• substantial maintenance savings over traditional DC controls
• a safer working environment for maintenance crews in the Control Rooms on the cranes
• reduced time that crews are on the cranes, exposed to the Melt Shop environment
• more time to work on other equipment to keep reliability of the entire facility higher
• improved cost-competitiveness of its operation, on multiple levels, including saving
over $10.2 million in building, equipment and maintenance costs
“We’re very happy with the reliability we’re seeing after eightyears, as the cranes have not caused any significant downtime.We attribute that to two factors: the design and quality of thecranes themselves, and the preventive maintenance practiceswe’ve established around a single-crane solution,” he said. “But one of the very best aspects of this whole project has beenthe cooperation between Konecranes and Nucor in designing thereliability into these cranes.”
- Tommy Massey, Maintenance Manager
“We received some criticism from the industry when we firstembarked on this project, but we had confidence in Konecranesand their capability. I also had confidence in our team here inJewett that we had looked around every corner, and that thiswas the right thing for Nucor. We felt confident that we haddone everything that we could, and that Konecranes was goingto meet their side of the bargain. We couldn’t be more pleasedabout how it has worked out.”
- John Farris, Mill Manager
“The greatest contribution to safety is that the cranes are reliable.”- Tommy Massey, Maintenance Manager
Making Smarter Steel 3

Nucor conceptualized the $100 mil-lion mini-mill expansion with a sin-gle crane for each critical function:one charge crane, one ladle crane,one caster-maintenance crane, andone billet-handling crane. With nobackup cranes anywhere in thisscenario, industry-watchers wereskeptical, both of the single-craneapproach and the unconventionalcranes they selected. It was thefirst time a U. S. steelmaker hadpurchased hot-metal cranes of thiscapacity featuring AC variable-frequency controls, which offer sub-stantial maintenance savings andreduced downtime over traditionalDC controls.
Nucor’s primary motivation for thenew melt shop was to improve thecost-competitiveness of its operation.Since the mill’s products are mer-chant-grade bars, angles and lightstructurals, cost-per-ton is a primaryfactor in improving market share.
“The steel making business is capi-tal intensive. We were confident wecould complete the project onbudget and on time. The challengewas how much value could we packinto $100 million. The team’s mis-sion was to build a melting andcasting facility that would provide acompetitive advantage in safety,quality and operational perform-ance for years to come. To accom-plish this, our team challengedtradition and searched for differentideas from around the world and inother industries. One key area beg-ging for something different wasoverhead cranes. We could not getcomfortable with the traditional no-tion of a backup crane and insteaddecided to find a crane manufac-turer capable of building a singlecrane with built-in redundancy.Konecranes was selected as thepartner to innovate our severe dutycrane application,” said John Far-ris, Jewett’s maintenance managerat the time, and now mill manager.“In short, we did not see the addi-tional backup cranes adding valueto our operation.”
In fact, the one-crane solutionsaved Nucor significant money ininitial equipment cost by eliminat-ing backups for the charge, ladleand billet cranes. Nucor’s teamlooked at every design elementthat could impact cost, from thecost of the buildings and cranes tolong-term maintenance and reliabil-ity issues. Manpower was a factortoo – more cranes require moremaintenance workers and opera-tors. The concept of purchasing asingle crane for each function wasrevolutionary, particularly in an op-eration whose goal was zero un-planned downtime for its cranes.Ten years later, with eight years ofactual data on crane uptime per-formance and maintenance costsavings available for review, the re-sults of Nucor’s commitment to anew crane paradigm are there onthe page for all to see.
When Nucor began de-signing a new melt shopfor its Jewett, TX mini-millin 2002, the centerpieceof the design was whatcame to be known as the“one-crane solution.”
4 Making Smarter Steel

An AC approach to steel mill cranesAs Nucor’s material handling part-ner in this venture, Konecranesworked with the steel producer todesign four AC-powered cranes withextensive redundant features thatgave Nucor the equivalent of twocranes in one when it came to relia-bility. The AC variable-frequencycontrols also eliminated some ofthe worst maintenance headachesof DC–powered cranes.
According to Tommy Massey, whosucceeded John Farris as mainte-nance manager at the Jewett mill,the controversial AC versus DCchoice has also been amply vindi-cated over the past eight years.After moving into Farris’s position,Massey implemented new parame-ters for tracking all of the costsand downtime attributed to thecranes, with up to 40 data points insome areas. Eight years after in-stallation in 2004, it is this datathat can be referenced to evaluatethe choices Nucor made in 2002when the purchase orders werewritten.
“Purchasing high capacity craneswith AC inverter rather than DC con-trols has significantly reduced bothour maintenance and downtimecosts, because AC motors don’t re-quire the same frequency of pre-ventive maintenance,” saysMassey. “DC motors with brushesand commutators as part of theirelectrically engineered structuresrequire frequent checking, andbrush wear causes degradation ofthe motors due to a buildup of car-bon dust.”
“Purchasing high capacity cranes with AC in-verter rather than DC controls has significantlyreduced both our maintenance and downtimecosts, because AC motors don’t require thesame frequency of preventive maintenance.”
- Tommy Massey, Maintenance Manager
Making Smarter Steel 5

According to Damon Burrow,Nucor’s melt shop electrical lead,the AC motors are more economi-cal. “Many long-timers in the indus-try believe DC is the only way to gobecause of the amount of torqueand life you get out of them,” hesaid. ”I can tell you just from ourexperience, we have far fewer prob-lems from AC motors, and they aremuch less expensive to replacethan a DC motor. Even if you have aDC motor rebuilt, you can buy abrand new AC motor replacementfor less money.”
Savings through limiting building sizeBut maintenance savings throughthe AC versus DC choice was onlythe tip of the iceberg when it cameto Nucor’s cost-reforming strate-gies for the Jewett melt shop. An-other major factor was overall
building cost. Nucor has estimated that the one-crane solution reducedtheir building cost by 30 percent.
The new melt shop replaced an out-dated facility at the same site withonly 850,000 tons of capacity.Nucor’s new facility elevated capac-ity to 1.2 million tons a year –nearly 50 percent more. Replacingthree 45-ton electric arc furnaceswas a single 90-ton EAF thatshaved melt time from 70 minutesto 35 minutes at 3,000 degrees.Yet the new EAF bay with its 225-foot runway was very compact bymost standards. It would have re-quired at least another 100 feet ofrunway and two additional bays inboth the charge and ladle areas toaccommodate a redundant crane,and the added square footagewould have required more capacityfor the emission control system.
When the new melt shopopened, the cost savingsfor eliminating thosefour bays was estimatedat $4 million USD. If thefacility were built today,the savings would beeven more.
6 Making Smarter Steel

Savings on crane equipmentIn addition to a larger building foot-print and emission system, a tradi-tional two-crane solution wouldhave required purchasing backupsfor the charge, ladle and billetcranes, at a potential additionalcost of another $4.4 million USD in2002, plus $300,000 in installa-tion costs. (In a two-crane solution,the second ladle crane would re-place the caster-maintenancecrane.) Instead, Nucor and liftingpartner Konecranes met this chal-lenge by essentially combining themechanical and electrical resourcesof two cranes into one structuralpackage for maximum reliability.
On each of the four cranes, thebridge and trolley are equipped withfour to eight drive motors. Evenwith half the drives out of operationthe trolley or bridge can still operate,
although at reduced speeds andwith longer acceleration times.Similarly, the main hoists on theladle, charge and billet cranes areequipped with two hoist motorsand differential gearboxes that per-mit them to remain fully functionalat reduced speeds in the event offailure of one of the main hoist mo-tors or inverters. This capabilitywas critical to address Nucor’schallenge of zero unplanned milldowntime attributed to the cranes.
“Looking at the initial cost of twocranes versus one – you pay moreby having redundancy on the cranebut not the same cost as buyingtwo individual cranes to do thesame task,” said Damon Burrow.“In our situation we do not have adedicated crane crew – we haveone maintenance team that workson all of the equipment at the
plant. Time spent doing preventivemaintenance on two cranes takesaway time from our other equip-ment. Having only one crane foreach job gives us more time towork on other equipment to keepreliability of the entire facilityhigher,” Burrow continued.
Making Smarter Steel 7

Downtime cost savingsMaintenance Manager TommyMassey says the downtime costsavings realized through this fea-ture is a major plus. “To replaceone of those drives might take us30 hours, and a repair could take15 – 24 hours. With a spare in-stalled, in a matter of 30 minuteswe can switch the drive and thenschedule a repair of the problemdrive. It’s given us a significant sav-ings over repair or replace time.”
With melt-shop downtime currentlyestimated at around $15,000 perhour, cost savings through inverterredundancy in the scenario Masseyoutlined could range from $90,000to $225,000, depending on howmuch time the repair ultimately re-quires. Downtime savings for a 30-hour replacement would add up toa staggering $450,000. In eightyears, the mill attributes no signifi-cant downtime to the cranes.
Safety considerationsAccording to Massey, the control e-house has also influenced down-time cost by providing a safeworking environment for mainte-nance crews engaged in service ordiagnosis on the cranes. Work getsdone faster with fewer trips up onthe crane.
“The e-house was designed withdouble door enclosures for two rea-sons: first, to keep dust away fromthe electrical equipment which im-proves reliability, and second, it isair conditioned at 80 degrees main-tained,” Massey says. “If we havean electrical fault, a lot of the trou-ble-shooting or work goes on in theair-conditioned space instead ofout in the environment of the meltshop, where temperatures canreach 140 – 145 degrees ambientoutside the e-house on the crane,”he continued.
Also contributing to uptime was the design ofthe AC control house. On the Nucor charge,ladle and billet cranes, each control functionhas two inverters. In pursuit of reliability, Nucorhas a spare inverter pre-wired in the controlhouse for each motion on the crane. A simpleswitching process is all that is needed to bringa spare inverter on line. Inverters will accepttwo sets of parameters, so Konecranes putone inverter between each two primary controlsthat can run either A or B motion.
8 Making Smarter Steel

He noted that the redundant fea-tures, notably gearboxes anddrives, allow workers to keepcranes operating without having toaddress issues while the shop isunder pressure for production.Also, the design of the control sys-tems with the interlocked safetyfeatures that are built in to the op-erating system have had a signifi-cant impact on reducing theamount of operational errors thatcan damage the crane.
“With the reliability of the cranesbeing so high, our crews are not onthe cranes nearly as much as wewould be on an unreliable crane,” says Massey. “The greatest contri
bution to safety is that the cranesare reliable.”
According to Damon Burrow, thecranes also benefit from a ground-based diagnostics feature. “A main-tenance worker can check manyconditions without actually gettingon the crane, which has rotatingequipment and pinch points tothink about,” he said. “If you canlimit the times workers need to geton the crane, you reduce their expo-sure. The job becomes safer andmore effective – fewer hazardsneed to be mitigated to get thesame sort of information you’d normally have to go on crane to retrieve,” he continued.
But according to Massey, theyhaven’t used it much. “It’s greatwhen there is something going onand we can take a quick look fromthe ground first. But honestly, thecranes have been so reliable that itjust hasn’t been a major factor,” hesaid.
Trimming costs along with sparesWith an eye to managing costs, theNucor and Konecranes team alsoworked to design the cranes with ahigh commonality of spares. Nucordidn’t need to purchase as manyindividual items because a sparebridge wheel or hoist motor wouldwork in several places. Initially itwas estimated that the number of

spares Nucor needed to carry wasreduced by 90 percent. Whenasked whether that had translatedinto real savings, Massey was affir-mative, although the spares inven-tory is not among the costsmonitored in his tracking project.
“The spares we did purchase werechosen to make sure we didn’thave extended downtime waiting toorder something,” Massey said.“Here’s where the savings comesin – if we have one hoist motorspare in the warehouse it’s good inone of five spots. Had we not hadsimilar hoist motors on the cranes,in the worst-case scenario if wehad a different hoist motor in eachlocation we would have needed fivespares. The cost savings is in theinventory value we have to keep tomaintain reliability. Waiting forspares to be delivered is not an op-tion,” he stated.
Factoring maintenance cost reductionfor a single crane solutionGetting back to Nucor’s cost-track-ing project, the system tracks ex-penses individually for each of thefour cranes by year, breaking thisdown into three categories:
• Labor that the team spends onthe cranes, • Material checked out of the MROinventory, and • Purchases of non-inventory partsand services required for cranes.
(See Sidebar B, Table 2.) Knowing whatthe actual expenditure was for oneredundant crane, Massey and Bur-row estimated that maintenance forthe two-crane solution that they didnot purchase could be arrived at by
multiplying actual cost by a factorsomewhere between 1.25 to 1.5.Because the redundant cranewould be used less than full time,parts would not wear as quickly.Also, because more repairs andPMs must be done on the singlecrane that is used constantly, main-tenance cost is higher that it wouldbe on one of a pair of traditionalcranes. Still, the $1,785,710 USDMassey and Burrow estimate thatthey saved (using 1.4 as the factor)by not having duplicate cranes is asignificant chunk of their overallcost savings. Also, due to Nucor’spersonnel structure, savings on op-erator salaries and benefits did notfigure as part of the total, as theymight have at another operation.Maintenance planning also be-
comes more important in a singlecrane scenario. “In a traditionaldual crane system you will have acrane that is always available asyour backup – one crane that is inoperation the majority of time. You can easily work on the second
crane if something is wrong,” saysBurrow. “With a single crane sys-tem you have to plan out when youwill do work and repairs much morein depth. I look at it as operatingfrom a preventive style instead of a‘fix it when it breaks because wehave a backup’ style. You will havemore upkeep on the individualcrane, but you will also have fewerworkers doing preventives on twocranes.”
Burrow said that a good example ofthis philosophy is Nucor’s billetcrane, which has the least amountof time available for maintenanceand repairs, as it services bothrolling mills and the melt shop witha capacity of 1.2 million tons. “It actually handles 2.4 million tons
a year, as it moves everythingtwice,” says Burrow. “With new cus-tomer orders, we expect throughputon this crane will soon total threemillion tons per year.”
saved over $10.2 million USD in building, equipment and mainte-nance costs with its crane pro-gram, while successfully movingeight million tons of steel. A side-by-side comparison of the cranesthey purchased alongside a moretraditional two-crane solution, alsoquoted by Konecranes in 2002,shows where the savings can befound. (See Sidebar B, Table 1.)
For those considering following inNucor’s footsteps, Damon Burrowhad some parting thoughts aboutcrane design and how it can con-tribute to operational flexibility andreliability.“We ended up with so many morebenefits we didn’t expect, like hav-ing extra equipment up on thecrane and being able to select adifferent motor or drive and then goback to operating,” he said. “Wecan also use those as trou-bleshooting tools if we are havingproblems or want to do mainte-nance. We can use all these op-tions to get the crane back inoperation faster. Before having re-dundant systems, we had to com-pletely change a piece ofequipment to find out if what wethought was the issue was reallyit,” he said.
Of course, the gold standard re-mains no unplanned mill downtimeattributed to the cranes, and Nucorhas come very close to achieving it.Burrow, who serves as Chairman ofthe AIST crane committee, had thisto say: “You’re going to have to getyour maintenance team and pro-duction team on the same page asfar as operating time and worktime,” he emphasized. “I would def-initely say that the one-crane solu-tion at our facility has changed theway we do things – now it’s just apart of how we operate,” he said.“A lot of concerns voiced when wefirst went with the one-crane solu-tion (that it wouldn’t work, and thatno one had even attempted it be-fore!) have fallen by the wayside.We’ve proven over the last eightyears that it can be done and donereliably.”
Nucor’s Maintenance ManagerTommy Massey agreed.
“We’re very happy with the reliabilitywe’re seeing after eight years, as thecranes have not caused any signifi-cant downtime. We attribute that totwo factors: the design and quality ofthe cranes themselves, and the pre-ventive maintenance practices we’veestablished around a single-crane so-lution,” he said. “But one of the verybest aspects of this whole project hasbeen the cooperation betweenKonecranes and Nucor in designingthe reliability into these cranes.”
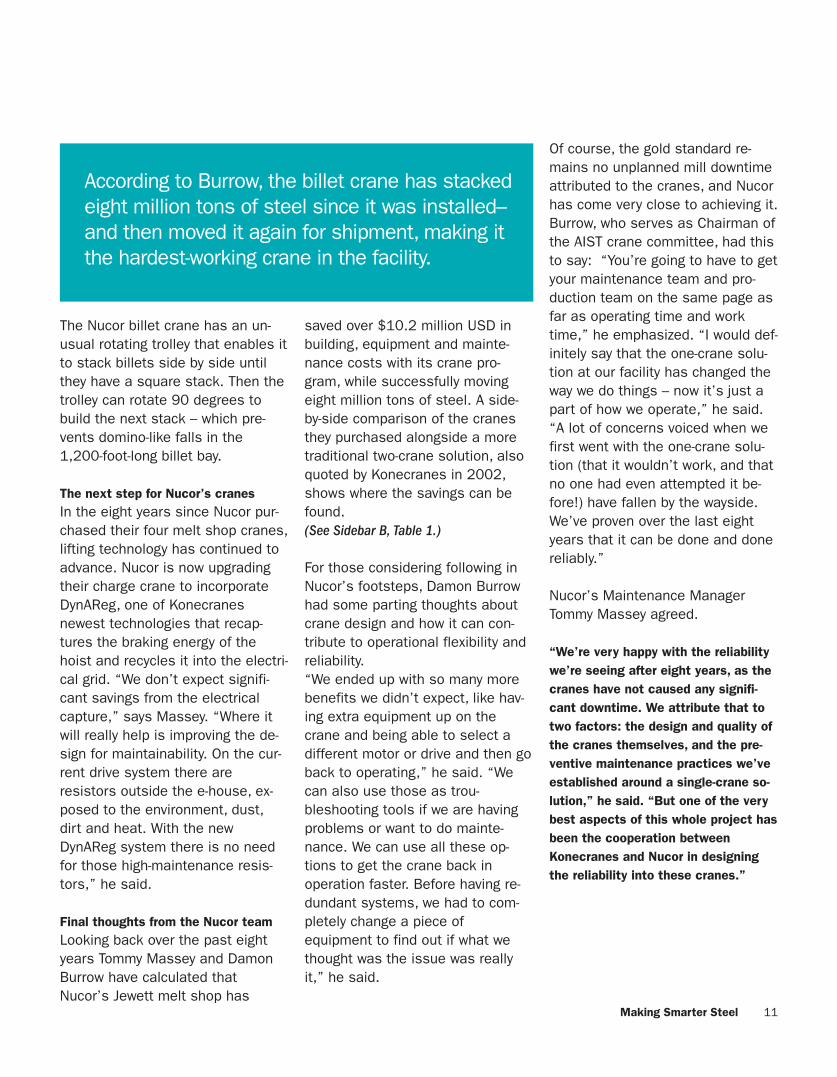
The Nucor billet crane has an un-usual rotating trolley that enables itto stack billets side by side untilthey have a square stack. Then thetrolley can rotate 90 degrees tobuild the next stack – which pre-vents domino-like falls in the1,200-foot-long billet bay.
The next step for Nucor’s cranesIn the eight years since Nucor pur-chased their four melt shop cranes,lifting technology has continued toadvance. Nucor is now upgradingtheir charge crane to incorporateDynAReg, one of Konecranesnewest technologies that recap-tures the braking energy of thehoist and recycles it into the electri-cal grid. “We don’t expect signifi-cant savings from the electricalcapture,” says Massey. “Where itwill really help is improving the de-sign for maintainability. On the cur-rent drive system there areresistors outside the e-house, ex-posed to the environment, dust,dirt and heat. With the newDynAReg system there is no needfor those high-maintenance resis-tors,” he said.
Final thoughts from the Nucor teamLooking back over the past eightyears Tommy Massey and DamonBurrow have calculated thatNucor’s Jewett melt shop has
According to Burrow, the billet crane has stackedeight million tons of steel since it was installed–and then moved it again for shipment, making itthe hardest-working crane in the facility.
Making Smarter Steel 11

According to Nucor’s Mill ManagerJohn Farris, the financial impact ofthe one-crane solution on the Jew-ett mill’s bottom line supports thefeeling they had in 2004 that Nucorhad partnered with the innovator inoverhead crane heavy lifting appli-cations.
According to Farris, the single-craneparadigm allowed the shop to besmaller, and improved efficiencyfrom the environmental controlstandpoint. “We had a very com-pact material flow throughout theplant, so material handling of thescrap and liquid metal is very efficient – the entire operationdoesn’t have to traverse very far.That is key to the efficiency of thismelt shop.”
Farris also pointed out that much ofthe number-crunching that substan-tiated the $10.2 million in savingsNucor has documented from theone-crane solution came from ex-penses they incurred early on, anddo not resemble current costs forconstruction and lifting equipment.
“I would say that $10.2 million is avery conservative number,” saysFarris. “Looking at a traditional ap-proach, the cranes themselveswould have been $4.5 to $5 millioneach that we did not have to buy.That’s $10 million in savings rightthere. An increase in the building
size would be another $5 million,and the bag house would add an-other million. I can see the savingsin today’s dollars from the one-crane solution being $15 to $16million, and I am confident that isstill a conservative estimate.”
“All of the things we wanted to build in, Konecranes was successful in givingus. Our operating cost reflects that. With the technology that is availablenow, and with what’s been proven here, I can’t imagine anyone designing anew melt shop with double cranes today. The only thing that would motivatea business to do that would be if specific material handling demands dictated that having two cranes was the only way to do the work.
- John Farris, Mill Manager
12 Making Smarter Steel

Crane by Crane: Examining the Details(Sidebar A)
All four of Nucor’s melt shop cranes are top-running,double girder designs from Konecranes featuring AC inverter controls.
Nucor’s radio-controlled charge crane is rated CMAA Class F at 200 tons, withtwo auxiliary hoists rated at 75 and 25 tons. The crane is also rated atCMAA Class B at 300 tons for handling major equipment during mainte-nance outages.
Its process begins when the charge crane picks up an 80-ton bucketloaded with around 100 tons of scrap steel, and conveys it to the electricarc furnace, ferrying 35 – 40 loads each day. The 5,000 cubic foot capac-ity bucket required for one charge operation weighs 198 tons when full.The crane’s 75-ton auxiliary hoist is used to open the charge bucket, andthe 25-ton auxiliary allows the operator to change furnace electrodes andaccess areas that cannot be reached by the 75-ton hoist. The 25-tonhoist is equipped for magnet use, further enhancing its maintenancevalue. Total travel distance for the charge crane is only 100 feet, with avertical lift of 90 feet.
The 200-ton ladle crane is a virtual twin to the charge crane, but without the25-ton auxiliary hoist, and with the addition of an operator’s cab. Both cranesare designed for continuous duty in extremely harsh environments, withsplashing molten metal, sparks, flame and fumes, in ambient tempera-tures from 140 degrees to 165 degrees. Carefully located heat shieldsprotect key areas of the cranes, which are engulfed in flame at each fur-nace charge, and exposed to searing heat during ladle handling in thecaster aisle. This crane picks up the ladle of molten steel from a ladle carand moves it to an alloying station and then to the caster, which convertsthe steel into billets. After depositing the ladle, the crane returns for an-other load. The ladle crane travels just 130 feet from alloying station tocaster, with a vertical lift of 90 feet.
The caster maintenance crane, CMAA service class D, is rated at 100 tonswith a 35-ton auxiliary hoist. It is used to clean the slag out of empty la-dles and prepare them for their next use. Full ladles are handled by theladle crane; when they are empty, the caster crane takes over. This craneis also equipped for magnet use on its auxiliary hoist. The caster mainte-nance crane has horizontal travel of more than 400 feet, and vertical liftof 90 feet.
Nucor’s innovative billet crane, rated CMAA class E, is a two-magnet cranewith a 75-ton main hoist and a 12.5-ton auxiliary. It has a unique trolley,which allows turning the hoisting machinery through 270 degrees of rota-tion to position the magnets in any orientation required for billet handling.It handles up to (19) 6.25-in square billets at a time. Because it was de-signed to fit into an older building with limited headroom, this crane hadto be designed with much of the trolley recessed between the girders.The billet crane travels 1,200 feet with a vertical lift of only 50 feet.

Nucor has been able to verify the cost savings of the one-crane solutionat least partially because Konecranes initially offered pricing on a tradi-tional, two-crane solution that was not selected. Looking back at thoseequipment cost numbers, circa 2002, and extrapolating what costs wouldhave been to operate and maintain seven traditional cranes compared tofour redundant cranes, Nucor’s Tommy Massey and Damon Burrow devel-oped a comparison of the two solutions.
Overview of Cost Savings Totaling $10.2 Million USD(Sidebar B, Table 1)
14 Making Smarter Steel
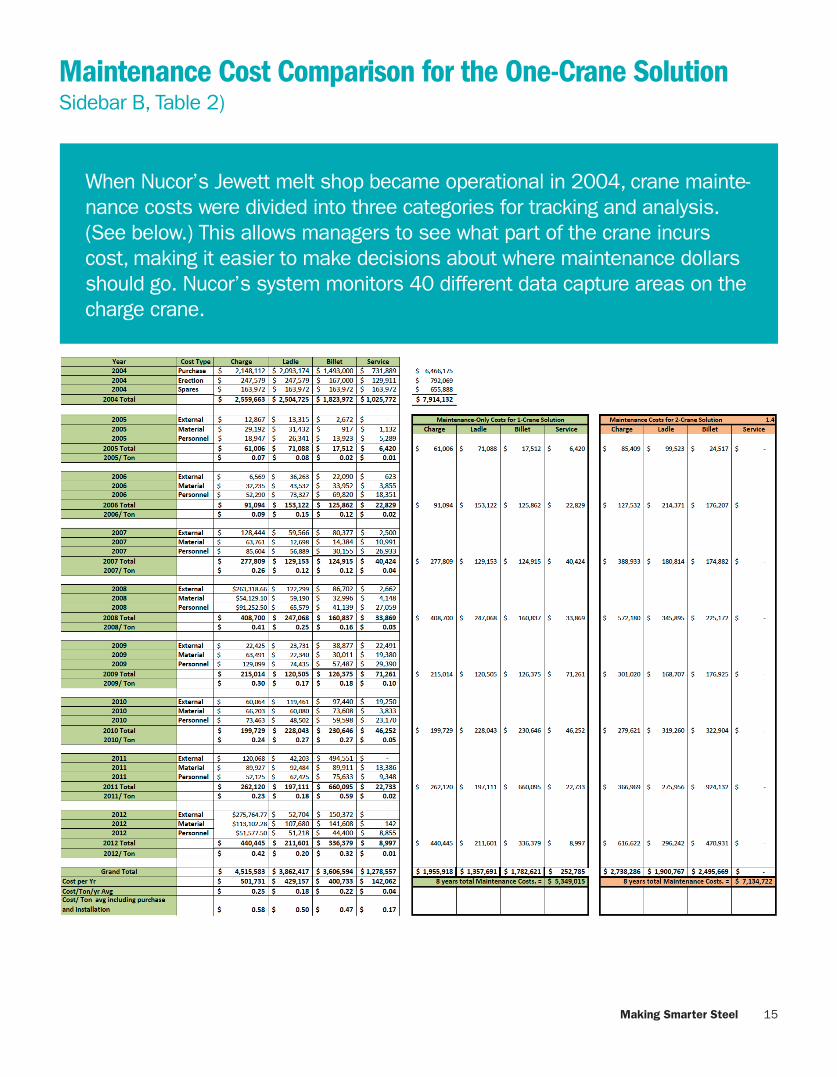
When Nucor’s Jewett melt shop became operational in 2004, crane mainte-nance costs were divided into three categories for tracking and analysis.(See below.) This allows managers to see what part of the crane incurscost, making it easier to make decisions about where maintenance dollarsshould go. Nucor’s system monitors 40 different data capture areas on thecharge crane.
Maintenance Cost Comparison for the One-Crane SolutionSidebar B, Table 2)
Making Smarter Steel 15

Konecranes is a world-leading group of Lifting Businesses™ offering lifting equipment and services that improve productivity in a wide variety of industries. The company is listed on NASDAQ OMX Helsinki Ltd (symbol: KCR1V). With over 11,500 employees at more than 600 locations in almost 50 countries we have the resources, technology anddetermination to deliver on the promise of Lifting Businesses™.
© 2014 Konecranes. All rights reserved. “Konecranes” and “Lifting Businesses” are registered trademarks of Konecranes.