Embed Size (px)
Citation preview
Major Factors That Affect The Severity and Frequency of Wood Machining Defects
• Tool geometry• Feed rate• Grain direction• Species• Moisture content (MC)
* Defects can be caused from a combination of more than one.

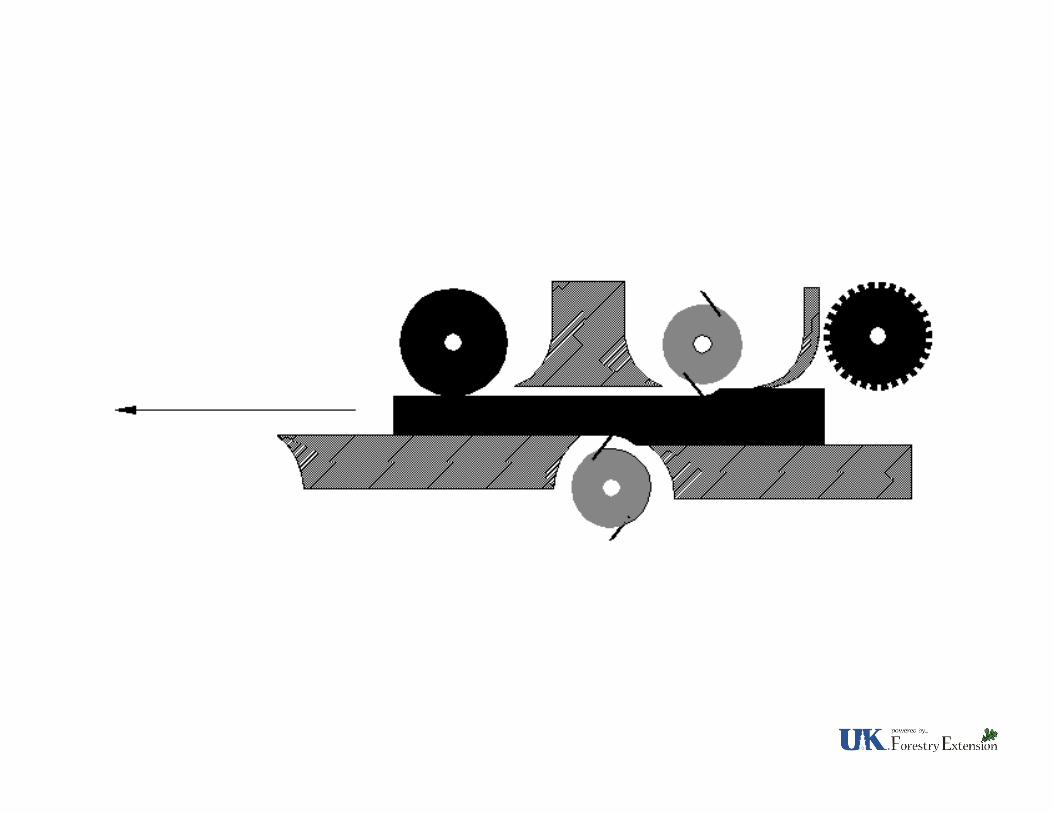
First, Before We Get to Deep, How Does Wood Cut?
• A force being applied to the wood causes failure in the wood structure that produces the separation
• This failure is affected by the strength properties of the wood which in turn is impacted by the moisture content …. the strength is affected by moisture content

Let’s Start with Tool Geometry
Three angles• Rake or hook angle• Clearance angle• Sharpness angle• The three = 90 degrees

The larger the back clearance angle the more airflow at the knife tip.

Hook Angles Can Affect the Type of Failure or Chips Being
ProducedToo large (steep) = Tearout (type 1 chip)
Too small = Fuzzy grain (type 3 chip)
Full control of the cut (type 2 chip)
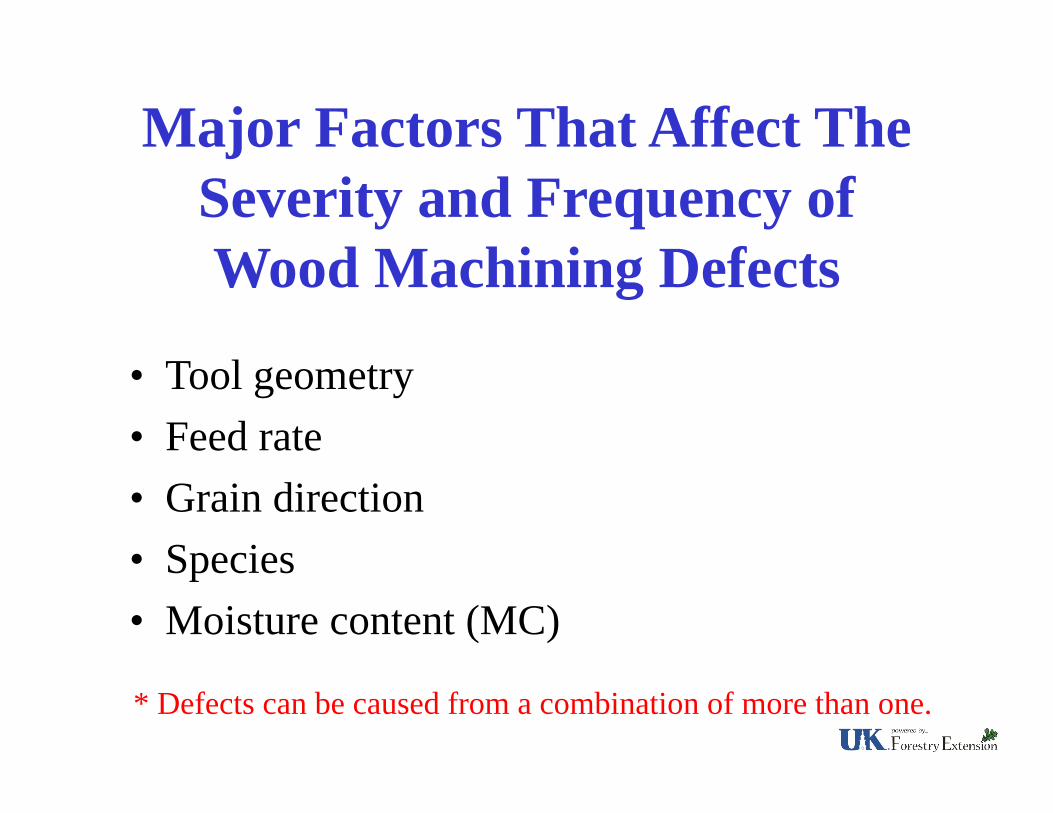
Hook Angles Are Determined By?
• The species of wood being machined• The MC of the wood being machined
Machining and Related Characteristics of United States HardwoodsE.M. Davis, Forest Products Laboratory, Technical Bulletin No. 1267
Wood Machining Processes, Peter Koch 1961
Generally Speaking the Softer the Wood the Greater the Hook Angle. The Harder the Wood the Smaller the Hook Angle
12°: Oak, Hickory, Maple
30°: Eastern White Pine, Western Redcedar

• Less KMPI (knife marks per inch). – Quality is determined by KMPI.
• More chip load per knife. – May increase our chip load/size causing tear
out (a minimum of .020 is recommended by Wienig).
How About Feed Rate?
The faster the feed rate of the machine:

1”
12 knife marks
16 -18 KMPI is optimum

Grain Direction ?
With the grain Against the grain

How Does The SpeciesAffect Machining?
Red Oakcross section
Sweet Gumelectronmicroscopicview
Sycamorecross section
White Pineelectronmicroscopicview

How Does The Moisture Content or Drying Affect
Machining?• Target MC for most plants 6-8 % MC
– Too wet (above 11%) - fuzzy grain– Too dry (below 6%) - chip out
• Drying stresses– Case hardening & reverse case hardening– Primary wood
• Wood machined with a MC of 8% will machine with less machining defects than if machined with a MC of 6%
Machining and Related Characteristics of United States HardwoodsE.M. Davis, Forest Products Laboratory, Technical Bulletin No. 1267


Common Machining Defects
• Tear out• Fuzzy grain• Raised grain• Chip bruising• Knife burn• Chatter• Snipe• Planer Split• Bow/crook

Chipped Grain/Tear Out
• Too large a hook angle• Grain swirls/direction• Feed rate• Depth of cut• Improperly set chip breaker• Dull knives• Too low MC

Fuzzy Grain
• Too small hook angle• Tension wood• High MC

Raised Grain
• Too low hook angle• Dull knives• Excessive jointing• Excessive pressure by
feed rolls, hold downs, chip breakers, and pressure bars
• High MC …. above 12%

Dulling Tools
Sharp Tool Dull Tool


Chip Marks/Chip Bruising
• Exhaust system• Knives sticking out
of the cutterhead to far
• MC … weight ?

Chatter• Spindle bearing wear• Loose dovetail slides• Unbalanced cutting tools• Pressure shoe and chip breaker not
properly positioned.– Chip breaker roughly 1/8”
deflection– Pressure shoe .020” -.030”
deflection• Spring tension not properly adjusted on
the pressure shoe and chip breaker. • Uneven lumber ….. lumber not dried
flat


Burn Marks
• Stock not being fed continually through the machine.
• Improper grindingtechniques (side clearance?).
• Dull tooling• Stressed warped lumber

To Help Prevent Boards From Developing Bow or Crook After
Machining
• Remove an equal amount of material off of all sides of the stock.
Good
Bad

Snipe• Cutterheads not set tangent
to outfeed bedplates or fences.
• Chipbreakers, pressure shoes, and holdovers not correctly set.
• Fences and or bedplates not properly aligned to one another.
• Warped stock
Note: Move bedplates, chipbreaker, and pressure shoe to within an 1/8” of the cutting circle.




Planer Split
Feed roll pressure
Rip board in half before planning
Board can regain shape after surfacing
• Avoid low MCs, which make wood more brittle and increase cup;
• more cup in low grade is unavoidable
• Avoid excessive pressure from rollers or knives