Embed Size (px)
Citation preview

MAINTENANCE MANUAL
T-42T-51T-65
Multi-Tasking CNC LathesEquipped with a
Fanuc 31i-T Control
Revised: May 29, 2012
Original Instructions
Manual No. M-506A Litho in U.S.A.Part No. M A-0009500-0506 February, 2012
TP7878A

- NOTICE -
Damage resulting from misuse, negligence, or accident is not covered by theHardinge Machine warranty.
Information in this manual is subject to change without notice.
This manual covers the routine maintenance of Hardinge T-42, T-51, and T-65Multi-Tasking CNC lathes equipped with a Fanuc 31i-T control.
In no event will Hardinge Inc. be responsible for indirect or consequential damageresulting from the use or application of the information in this manual.
Reproduction of this manual in whole or in part, without written permission ofHardinge Inc., is prohibited.
CONVENTIONS USED IN THIS MANUAL
- WARNINGS -
Warnings must be followed carefully to avoid the possibility of personal injuryand damage to the machine, tooling, or workpiece.
- CAUTIONS -
Cautions must be followed carefully to avoid the possibility of damage to themachine, tooling, or workpiece.
- NOTES -
Notes contain supplemental information.
© 2012, Hardinge Inc. M-506A

Table of Contents
Offices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . IiiMachine Description and Intended Use . . . . . . . . . . . . . . . . . . . . . . . . . IvMachine Electrical Operating Range . . . . . . . . . . . . . . . . . . . . . . . . . . . IvWarnings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VSafety Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vi
CHAPTER 1 - AIR SYSTEM
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1Air Control Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1Setting the Machine Air Pressure. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2Turret Air Bearing Pressure Regulator . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2Clean the Air Filter Bowls. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2Replace the Air Filter Elements. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3Replace Air Control Assembly Components . . . . . . . . . . . . . . . . . . . . . . . 1-4
Replacing the Filter/Regulator or Coalescing Filter . . . . . . . . . . . . . . . . . . 1-4Replacing the Pressure Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-5
CHAPTER 2 - COOLANT SYSTEM
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1Cutting Fluid (Coolant) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2
Water-Based Coolants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2Coolant Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
Cleaning the Coolant Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4Cleaning the Chip Basket. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-6Cleaning the Coolant Tank . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-7Spindle Coolant Catcher . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-15
CHAPTER 3 - HYDRAULIC SYSTEM
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1System Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1Hydraulic Tank Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2
Filling the Hydraulic Tank . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2Hydraulic Oil Filter Replacement . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-3
Hydraulic Heat Exchanger . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-4Hydraulic System Relief Valve Replacement . . . . . . . . . . . . . . . . . . . . . . . 3-5
CHAPTER 4 - LUBRICATION
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1Importance of Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1Lubrication Alarm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1Axes Grease Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2
Grease Volumes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2Lubrication Procedure. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3
Turret Lubrication. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-5Live Tool Holder Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-6
M-506A i

CHAPTER 5 - MISCELLANEOUS
Control and Axis Drive Battery Replacement . . . . . . . . . . . . . . . . . . . . . . . 5-1Control Battery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1Axis Drive Batteries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-3
Sub-Spindle Part Catcher Alignment [Option] . . . . . . . . . . . . . . . . . . . . . . 5-5Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-5Verifying the Gripper Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-6Adjusting the Gripper Extension . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-7Adjusting the Arm Swing Positions . . . . . . . . . . . . . . . . . . . . . . . . . . 5-8Adjusting the Arm Swing Speed . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-9
Air Filters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-10Cleaning an Air Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-10
Service Access Panels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-11Left Service Access Panel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-11Right Service Access Panel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-12
Checking the Turret Top Plate Alignment (Live Tool Machines Only) . . . . . . . . . . 5-13
CHAPTER 6 - TORQUE LIMITER RESET AND AXIS POSITION RESET PROCEDURES
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1Linear Scales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1Enabling Parameter Edit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-2Resetting the X, Z, or E Axis Torque Limiter . . . . . . . . . . . . . . . . . . . . . . . 6-3Resetting an Axis Position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-5
Z Axis Not Equipped with a Linear Scale . . . . . . . . . . . . . . . . . . . . . . . 6-5E Axis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-10
Live Tool Torque Limiter Reset . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-13Turret Setup Mode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-15
Setting Turret Home . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-15
APPENDIX ONE - PREVENTIVE MAINTENANCE SCHEDULE
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A1-1Standard Maintenance Schedule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A1-1Maintenance Schedule for Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . A1-3Non-Metallic Materials Typically Found in Hardinge Machine Construction . . . . . . . A1-4
APPENDIX TWO - ALARM AND OPERATOR MESSAGES
Alarm Messages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A2-1Operator Messages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A2-8
APPENDIX THREE - MACHINE PHOTOGRAPHS
ii M-506A

APPENDIX FOUR - MACHINE TAGS
Tag Locations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A4-1Tag Part Numbers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A4-10
Tag Kits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A4-10Individual Tags . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A4-10
APPENDIX FIVE - RECOMMENDED SPARE PARTS
T-42 Lathe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A5-1T-51 and T-65 Lathes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A5-3
DOCUMENT REVISION RECORD
M-506A iii

- NOTES -
iv M-506A

OFFICES
Global Headquarters
United States Hardinge Inc.One Hardinge DriveElmira, NY 14902-1507 USATelephone: 607-734-2281web site: www.hardinge.com
Hardinge Subsidiaries
England BridgeportHardinge Machine Tools, Ltd.WhiteacresCambridge RoadWhetstoneLeicesterLE8 6BD EnglandTelephone: +44 (0)116 2869900web site: www.bpt.comemail: [email protected]
Germany Hardinge GmbHSaalestrasse 2047800 KrefeldGermanyTelephone: (49) 2151 496490
China Hardinge Machine (Shanghai) Co. Ltd.Hardinge China LimitedNo.1388 East Kang Qiao RoadPudong , Shanghai 201319Telephone : 0086 21 38108686web site: www.hardinge.com.cn
Taiwan Hardinge Taiwan Precision Machinery Ltd.4 Tzu Chiang 3rd RoadNan Tou City540 Taiwan, R.O.C.Telephone: 886-49-226-0536
Distributor
France Delta Machines3 Rue du Docteur CharcotF-91422 Morangis CedexFranceTelephone: +33 (0)1 60 49 09 74web site: www.delta-machines.fremail: [email protected]
M-506A iii

MACHINE DESCRIPTIONAND INTENDED USE
Applicable Machines: T-42, T-51, T-65 CNC Lathes
This lathe is a numerically controlled machine tool designed to shape cold metal by the applicationof a cutting tool and rotating workpiece capable of performing two or more machining processes (e.g.turning, facing, drilling, grooving and boring) at one set-up of a workpiece and incorporating the follow-ing features:
• Select and change tools from a turret.
• Change the position of the turret relative to the spindle clamped workpiece.
• Select and apply spindle speeds and axis feeds.
• Control auxiliary services (e.g. coolant flow).
• Tailstock provides added support when machining long parts and reduces part deflection.
• Optional sub-spindle provides capability of back side tuning.
• Optional live tooling provide milling capabilities.
This lathe is designed to machine non-hazardous metals only.
Non-hazardous materials such as Tools Steels, Aluminum, and Brass may be machined.
DO NOT machine any flammable, explosive, toxic, or radioactive material.
DO NOT machine any material that produces a hazardous residue, dust, or gas.
DO NOT use any flammable, explosive, or toxic cutting fluids.
In all cases, if in doubt about the content of the material that you wish to machine, contact the mate-rial supplier.
MACHINE ELECTRICAL OPERATING RANGE
Ambient Temperature Range: +5° C to +40° C.
Humidity Range: Up to 40% at a maximum temperature of +40° C.
Altitude: Up to 1000 meters above sea level (minimum)
iv M-506A

WARNINGS AND CAUTIONS
CHEMICAL WARNING
Current laws and regulations require that information regarding chemicals used withthis equipment be supplied to you. Refer to the applicable section of the MaterialSafety Data Sheets supplied with your machine when handling, storing, or disposingof chemicals.
BAR FEED WARNING
Machine should only be used with a bar feed approved by Hardinge Inc.
SPINDLE TOOLING WARNING
Hardinge HQC (Quick-Change) collets MUST NOT be used in applications wherethe spindle is rotating without a bar or workpiece in the collet.
Rotating the spindle without a bar or workpiece in the collet can result in the collethead being expelled from the spindle.
Failure to comply with this warning can result in serious injury or death.
ENTRAPMENT WARNING
DO NOT climb into the machine guard! You may become entrapped.
Due to the compact size of the Hardinge lathes and the provision of side accessdoors to allow servicing of the machine, it is not necessary to climb into the machineguard.
In the unlikely event that this warning is ignored and the main access door is closed,the door will latch shut and cannot be opened from the inside. Another person mustrelease the door lock. Refer to Chapter 15 of the Operator's Manual (M-505) for in-formation on releasing the door lock.
MAIN COOLANT GUARD WARNING
The guards provided with the machine are intended to minimize the risks ofworkpiece ejection and not to eliminate them completely.
INTERLOCKED ACCESS PANEL CAUTION
Opening an interlocked access panel while the machine is cutting a part will forcethe control into a dual check speed or position alarm, which can destroy theworkpiece and/or tooling.
TURRET TOP PLATE ALIGNMENT CAUTION (Live Tool Machines Only)
Check the alignment of the turret top plate with the live tool drive shaft in the eventthat any of the following events have occurred:
• Static tool breakage
• Live tool breakage
• Live tool torque limiter trip
• Machine crash
Refer to Chapter 5 for information on checking the alignment of the turret top plate.
M-506A vii

SAFETY RECOMMENDATIONS
Your Hardinge machine is designed and built for maximum ease and safety of operation. However,some previously accepted shop practices may not reflect current safety regulations and procedures,and should be re-examined to insure compliance with the current safety and health standards.
When this instruction book was printed, the information given was current. However, since we areconstantly improving the design of our machine tools and bar feed systems, it is possible that the illus-trations and descriptions may vary from the machine or bar feed system you received.
Hardinge Inc. recommends that all shop supervisors, maintenance personnel, and machine tooloperators be advised of the importance of safe maintenance, setup, and operation of Hardinge equip-ment. Our recommendations are described below. READ THESE SAFETY RECOMMENDATIONSBEFORE PROCEEDING ANY FURTHER.
Read the appropriate manual or instructions before attempting operation or maintenance of themachine. Make certain that you understand all instructions.
Don’t allow the operation or repair of equipment by untrained personnel.
Consult your supervisor when in doubt as to the correct way to do a job.
Wear safety glasses and proper foot protection at all times. When necessary, wear respirator,helmet, gloves, and ear muffs or plugs.
Don’t operate equipment unless proper maintenance has been regularly performed and theequipment is known to be in good working order.
Warning or instruction tags are mounted on the machine for your safety and information. Do notremove them. If a tag comes off, re-attach the tag at the original position.
Replace any warning or instruction tag if it becomes unreadable. Refer to Appendix Four for tagidentification.
Don’t alter the machine to bypass any interlock, overload, disconnect, or other safety device.
Don’t operate equipment if unusual or excessive heat, noise, smoke, or vibration occurs. Reportany excessive or unusual vibration, sounds, smoke, or heat as well as any damaged parts.
Reduce spindle speed if vibration occurs. Bar stock straightness will have an effect on vibrationand balance of the spindle system.
Machining an unbalanced workpiece may create an ejection hazard. Minimize the risk by coun-ter-balancing or machining at reduced speeds.
Never operate the machine spindle without a work-holding device if the draw tube is in the spin-dle.
Tighten all draw tube screws before beginning spindle operation.
Make certain that the equipment is properly grounded. Consult National Electric Code and alllocal codes.
Disconnect main electrical power before attempting repair or maintenance.
vi M-506A

Allow only authorized personnel to have access to enclosures containing electrical equipment.
Don’t reach into any control or power case area unless electrical power is OFF.
Don’t touch electrical equipment when hands are wet or when standing on a wet surface.
Replace blown fuses with fuses of the same size and type as originally furnished.
Ascertain and correct the cause of a control alarm before restarting the machine.
Keep the area around the machine well lighted, dry, and free of obstructions.
Keep chemical and flammable material away from electrical or operating equipment.
Keep chips clear of the work area.
Don’t use a toxic or flammable substance as a solvent cleaner or coolant.
Make certain that proper guarding is in place and that all doors are closed and secured.
To remove or replace the collet closer it is necessary to remove the guard door at the left endof the machine. Make certain that the guard door is in place before starting the machine.
Don’t open guard doors while any machine component is in motion.
Make sure chucks, closers, fixture plates, and all other spindle-mounted work-holding devicesare properly mounted and secured before starting the machine.
Make certain all tools are securely clamped in position before starting the machine.
Remove any loose parts or tools left on machine or in the work area before operating the ma-chine. Always check the machine and work area for loose tools and parts especially after workhas been completed by maintenance personnel.
Remove chuck wrenches before starting the machine.
Before pressing the cycle start push button, make certain that proper functions are pro-grammed and that all controls are set in the desired modes.
Know where all Emergency Stop push buttons are located in case of an emergency.
Check the lubrication oil level and the status of the indicator lights before operating the ma-chine.
Make certain that all guards are in good condition and are functioning properly before operatingthe machine.
Inspect all safety devices and guards to make certain that they are in good condition and arefunctioning properly before the cycle is started.
DO NOT power up the machine until the guard door vision panel has been inspected and deter-mined to be in satisfactory condition. Failure to inspect the vision panel can result in unsafe op-erating conditions.
M-506A vii

Check the position of the tool top plate before pressing the Cycle Start push button.
Check the position of any load/unload automation before pressing the Cycle Start push button.
Check setup, tooling, and security of the workpiece if the machine has been OFF for any lengthof time.
Dry cycle a new setup to check for programming errors.
Make certain that you are clear of any “pinch point” created by moving slides before starting themachine.
Don’t operate any equipment while any part of the body is in the proximity of a potentially haz-ardous area.
Don’t remove chips with hands. Use a hook or similar device and make certain that all machinemovements have ceased.
Be careful of sharp edges when handling a newly machined workpiece.
Don’t remove or load a workpiece while any part of the machine is in motion.
Don’t operate any machine while wearing rings, watches, jewelry, loose clothing, neckties, orlong hair not contained by a net or shop cap.
Don’t operate any machine while under the influence of drugs and/or alcohol.
Don’t adjust tooling or coolant hoses while the machine is running.
Don’t leave tools, workpieces or other loose items where they can come in contact with a mov-ing component of the machine.
Don’t check finishes or dimensions of workpiece near running spindle or moving slides.
Don’t jog spindle in either direction when checking threads with a thread gauge.
Don’t attempt to brake or slow the machine with hands or any improvised device.
Any machine modification must be reviewed by Hardinge Inc. before implementation.
Use caution around exposed mechanisms and tooling especially when setting up. Be careful ofsharp edges on tools.
Don’t use worn or defective hand tools. Use the proper size and type for the job being per-formed.
Use only a soft-faced hammer on tooling and fixtures.
Don’t use worn or broken tooling on machine.
Make certain that all tool mounting surfaces are clean before mounting tools.
viii M-506A

Inspect all chucking devices daily to make certain that they are in good operating condition. Re-place any defective chuck before operating the machine.
Hardinge high speed spindles are balanced to an ISO G1.0 standard. High speed spindles re-quire a work-holding device balanced to G2.5 or better.
Use maximum allowable gripping pressure on the chuck. Consider weight, shape, and balanceof the workpiece. Check the workpiece for distortion.
Use lighter than normal feedrates and depth of cut when machining a workpiece diameter thatis larger than the gripping diameter.
Don’t exceed the rated capacity of the machine or tooling.
Don’t leave the machine unattended while it is operating.
Don’t clean the machine with an air hose.
Keep tote pans a safe distance from the machine. Don’t overfill the tote pans.
Don’t let stock project past the back end of the collet closer or machine spindle without beingadequately covered and properly supported.
Follow each bar feed manufacturer’s guidelines. For performance and safe application, sizeand use feed tube bushings, pushers, and spindle liners according to bar feed information.
Make certain that any bar feed mechanism is properly aligned with the spindle. If the bar feed isa floor-mounted type, it must be securely bolted to the floor.
During high speed applications, the bar stock must be contained within the collet closer and abar feed not be used. Hardinge Inc. recommends using a bar loader for feeding bar stock dur-ing high speed applications. Bar loaders feed the entire piece of bar stock into the spindle; then,the pusher is disengaged from the bar stock.
Unless otherwise noted, all operating and maintenance procedures are to be performed by oneperson. To avoid injury to yourself and others, be sure that all personnel are clear of the ma-chine when opening or closing the coolant guard door and any access covers.
Because there are so many things that either cannot be done or must not be done when usingthe machine, that is impossible to cover all of them in the documentation. Assume that some-thing is impossible unless the manual specifically states that it can be done.
FOR YOUR PROTECTION - WORK SAFELY
M-506A ix

- NOTES -
x M-506A

CHAPTER 1 - AIR SYSTEM
INTRODUCTION
- WARNING -
The machine must be powered down when the air system’s components re-quire maintenance.
Factory air goes through a filter/regulator system to control the air pressure and remove contami-nants before they get into the machine air supply. If the factory air has excessive moisture, aheavy-duty air dryer must be added to the incoming air line.
The incoming air line must have a minimum inside diameter of 3/8 inch [9.5 mm]. A larger diameterhose may be required if the air line is especially long. The air volume requirement for a machine is ap-proximately 8 to 9 scfm [226 to 255 lm].
AIR CONTROL ASSEMBLY
The air control assembly, shown in Figure 1.1, consists of a main air shut-off valve, filter/regulator,coalescing filter, air manifold, and pressure switch.
Main air lock-out valve "A" turns the air supply to the machine ON or OFF.
The bowls on filter/regulator "B" and coalescing filter "D" are equipped with automatic drains.
Main air pressure switch “E” is preset at 60 psi [4.1 bars]. If the pressure falls below this level, analarm message appears on the control display and the control goes into Emergency Stop.
M-506A 1-1
Figure 1.1 - Air Control Assembly
TP7857B
D
B
C E
F
A

SETTING THE MACHINE AIR PRESSURE
1. Turn the air supply to the machine ON.
2. Pull regulator knob “C”, Figure 1.1, up and set the machine air pressure at a constant pressurefrom 70 psi to 90 psi [4.9 to 6.2 bars]. Press the knob down when adjustment is complete.
TURRET AIR BEARING PRESSURE REGULATOR
Regulator "F", Figure 1.1, controls the turret air bearing pressure. Check the gauge on the regulatorto be sure the pressure is within 18 to 22 psi [1.25 to 1.5 bar].
If necessary, pull the regulator knob down and set the turret air bearing pressure within the speci-fied range. Push the knob up when adjustment is complete.
CLEAN THE AIR FILTER BOWLS
Clean the bowls on Filter/regulator "B" and coalescing filter "D", Figure 1.1, every three months ormore frequently, if necessary:
1. Power down the machine.
2. Turn main air lock-out valve "A", Figure 1.1, OFF.
3. Lift and unthread the bowl sleeve counterclockwise just enough, approximately one eighth of aturn, to release the sleeve and bowl from the filter head.
4. Pour out contaminants that are present in the filter bowls.
5. Wipe the bowls clean with a lint-free cloth and change the filter if necessary.
6. Insert each bowl under a filter head and tighten the sleeve clockwise to seat the bowl O-ring.
7. Grasp the sleeve and pull down to verify that the bowl is secure..
8. Turn the main air lock-out valve ON.
9. Power up the machine.
10. Set filter/regulator "B" to 85 psi [5.9 bars] and check for air leaks. Correct any air leaks asnecessary.
11. Set the filter/regulator below 60 psi [4.2 bars] to test the pressure switch. The control will go intoan Emergency Stop condition.
12. Set the filter/regulator to an operating pressure between 70 psi to 90 psi [4.9 to 6.2 bars].
13. Press the Emergency Stop Reset push button.
14. Press the Reset key if it is still necessary to clear the alarm message from the control display.
15. Check the air system bowl for contamination, moisture, or air leaks. Correct any problems asnecessary.
1-2 M-506A

REPLACE THE AIR FILTER ELEMENTS
Replace the following air filter elements every month or more frequently, if necessary:
• Filter element for filter/regulator "B", Figure 1.1 (Part Number QC-0011350SMC1)
• Filter element for coalescing filter "D" (Part Number QC-0011350SMC2)
1. Power down the machine.
2. Turn main air lock-out valve "A", Figure 1.1, OFF.
3. Replace each filter element as follows:
A) Lift the filter bowl sleeve and turn it counterclockwise about one eighth of a turn to release itfrom the filter head. Do not use excessive force to remove a filter bowl.
B) Wipe the bowl clean with a lint-free cloth and check the O-ring for damage. Replace theO-ring and/or bowl if necessary.
C) To release the filter, unscrew the nylon fixture on the bottom of the filter from the stem. Alignthe replacement filter on the nylon fixture and thread the fixture on the stem until it is tight.
D) Mount the bowl by aligning the bowl and sleeve on the head and turning it clockwise aboutone eighth of a turn to tighten it in place. Pull down on the sleeve to confirm that the bowl is inplace.
4. Turn the main air lock-out valve ON.
5. Power up the machine.
6. Set filter/regulator "B" to 85 psi [5.9 bars] and check for air leaks. Correct any air leaks asnecessary.
7. Set the filter/regulator below 60 psi [4.2 bars] to test the pressure switch. The control will go intoan Emergency Stop condition.
8. Set the filter/regulator to an operating pressure between 70 psi to 90 psi [4.9 to 6.2 bars].
9. Press the Emergency Stop Reset push button.
10. Press the Reset key if it is still necessary to clear the alarm message from the control display.
11. Check the air system bowl for contamination, moisture, or air leaks. Correct any problems asnecessary.
M-506A 1-3

REPLACE AIR CONTROL ASSEMBLY COMPONENTS
Filter/regulator “B” or coalescing filter “D”, Figure 1.1, can be replaced if they become damaged orthe air control assembly can be replaced as a unit. The air control components are assembled withstandard fittings and components.
REPLACING THE FILTER/REGULATOR OR COALESCING FILTER
1. Power down the machine.
2. Turn main air lock-out valve "A", Figure 1.1, OFF.
3. Remove the air assembly unit from the air panel.
4. Loosen the fittings and other components, as needed.
5. Compare the components to be replaced or complete air assembly unit to make certain that thereplacements are the same as the original parts.
- NOTE -
Use just enough sealant to secure the component and fitting. Do not apply sealant tothe first few threads.
6. Replace the air control assembly or disassemble and replace the faulty component.
7. Mount the air control assembly to the air panel.
8. Fasten the drain tube(s) to the component drain(s).
9. If any air lines have been removed, connect the air lines.
10. Turn the main air lock-out valve ON.
11. Power up the machine.
12. Press the Reset key if it is still necessary to clear the alarm message from the control display.
13. Set the regulator to an operating pressure between 70 and 90 psi [4.9 to 6.2 bars].
14. Check the air system bowls for contamination, moisture, or air leaks. Correct any problems asnecessary.
1-4 M-506A

REPLACING THE PRESSURE SWITCH
Pressure switch “E”, Figure 1.1, is designed to send a signal to the control when the main air systempressure falls below 60 psi [4.2 bars]. An alarm message will appear on the control display when themain air system pressure falls below 60 psi [4.2 bars].
1. Power down the machine.
2. Turn main air lock-out valve "A", Figure 1.1, OFF.
3. Unlatch and open access doors "G", Figure 1.2.
4. Follow the pressure switch cable to the plug connection.
5. Disconnect the plug on the pressure switch cable.
6. Press the retention ring on the fitting away from pressure switch "E", Figure 1.1, and remove thepressure switch and cable from the machine.
7. Press the replacement pressure switch into the fitting on the air manifold.
8. Route the cable to the plug connection.
9. Connect the pressure switch cable.
10. Close and latch the access doors.
11. Turn the main air lock-out valve ON.
12. Power up the machine.
13. Press the Reset key if it is still necessary to clear the alarm message from the control display.
14. Check the air system bowl for contamination, moisture, or air leaks. Correct any problems asnecessary.
M-506A 1-5
Figure 1.2 - Rear Access Doors
G
TP7863

- NOTES -
1-6 M-506A

CHAPTER 2 - COOLANT SYSTEM
INTRODUCTION
- WARNING -
The machine must be powered down when the coolant system requires main-tenance.
T-42, T-51, and T-65 machines have a coolant recirculating system for either oil-based or wa-ter-based coolant. The system consists of a coolant tank with filter screens, a pump, openings throughthe turret top plate or through tool holders to directional balls, and a coolant catcher on the rear of themain spindle. Some machines may have other coolant options. Coolant is fed to the work areathrough the hoses and the directional balls. Coolant drains directly from the work envelope into thecoolant tank. Coolant and chip management is very important.
Clean the pan of most of the chips and then pour the coolant directly into the pan. Fill the coolanttank to 1 inch [25 millimeters] above the screen in the chip basket.
Approximate coolant tank capacity is:
T-42 lathe without chip conveyor: 55 gallons [208 liters]
T-42 lathe with chip conveyor: 50 gallons [189 liters]
T-51 and T-65 lathes: 65 gallons [246 liters]
If standard coolant has been activated by the program, pressing the Coolant push button will stopcoolant flow.
If standard coolant has not been activated by the program, pressing the Coolant push button willstart coolant flow. However, if the program is repeated, the Coolant push button must be pressedagain to activate the coolant each time the program is run.
M-506A 2-1

CUTTING FLUID (COOLANT)
Hardinge machine tools are designed using the latest technology and highest quality materialsavailable. However, due to the ever increasing number of cutting fluid (coolant) selections available, itis impossible to test material compatibility with each and every coolant. The two most popular types ofcutting fluids are cutting oils and water-based coolants.
- CAUTION -
Whenever cutting fluids are used, it is essential to follow the manufacturer’srecommendations on the selection and maintenance for that particular fluid.
WATER-BASED COOLANTS
Water-based coolants are a cutting fluid which, when improperly specified or maintained, can af-fect the life of a machine and the quality of the parts made on it. Water-based coolants are designed tosuppress rusting, enhance cutting, increase tool life, promote heat dissipation, and be economical touse.
Some water-based coolants may cause machine corrosion problems and be incompatible with ma-chine components, especially if the fluid is not maintained correctly. Poorly maintained coolants mayresult in rancidity, poor tool life, staining, rusting, foaming, which affect machine performance andmay cause health problems such as dermatitis. Water-based coolants must be correctly specified ac-cording to the machined materials and ensure compatibility with the machine’s components. Refer tothe list of common materials used in the manufacture of Hardinge machines at the end of AppendixOne.
It is extremely critical to follow the coolant manufacturer’s recommendations when using a wa-ter-based coolant. Maintaining coolants per the manufacture’s recommendations will increase themachine’s useful life and will minimize corrosion, rusting, staining, etc., and health problems such asdermatitis. At a minimum, the coolant maintenance should include daily checks and correction of cool-ant concentration, and a measure of coolant pH.
Coolant Concentration
Proper concentration control is essential for optimal tool life, corrosion control, and inhibiting bacte-rial growth. Water soluble coolants lose water by evaporation during normal operating conditionswhich tends to increase the coolant concentration over a normal work shift. The coolant concentrationmust be checked each day.
The coolant concentration must be kept within the specified range determined by the coolant man-ufacturer. Failure to maintain the coolant concentration within this range may result in poor perfor-mance from that fluid. Lean concentrations can lead to rust, rancidity, short tool life, and otherproblems. Rich concentrations can result in foam, residues, health problems such as dermatitis, andincreased coolant costs.
2-2 M-506A

Coolant pH
- NOTE -
Water based coolants are designed to run within the pH range determined by themanufacturer
pH is a measure of a solution’s alkalinity or acidity. There are two common methods used to deter-mine pH. One method is the use of special pH test paper and the other is a pH meter.
The pH of water based coolants typically runs on the alkaline side of the pH scale. A drop in pH indi-cates a growth of microbiological organisms (bacteria). These anaerobic bacteria live on the trampoils and additives found in the coolants. When these bacteria feed on the oils they release an acidicby-product which eventually drives the coolant towards a lower pH level. Typically, the pH range is be-tween 8.5 and 9.2.
Water Quality
The water quality is also an important factor toward achieving optimum coolant performance. Wa-ter that contains dissolved minerals, bacteria, and other impurities (hard water) can sometimes ad-versely affect the coolant selected. An indication of water related problems is the formation of a soaplike scum which adheres to sumps and filters. It is best to consult with your coolant representative todetermine your requirements.
COOLANT MAINTENANCE
- NOTE -
A properly selected and maintained coolant, either oil or water based, will ensure thebest performance from the coolant and machine.
Proper cleaning of the machine is very important before refilling the tank with freshcoolant. Dispose of the used coolant properly.
A daily check of the concentration and pH will help keep the coolant at optimum performance level.In addition to these checks, any tramp oil must be removed from the coolant. Frequent removal oftramp oils will limit the growth of anaerobic bacteria which cause the rancid odors and feed on the ad-ditives in the coolants.
Make-up cutting fluid should be added when needed and according to the manufacturer’s recom-mendation. This make-up coolant is necessary to provide additional fresh coolant which contains theessential additives required to keep the coolant performing properly.
Clean and replace the coolant per the coolant manufacturers recommendations. Bacteria live andcling to all wetted surfaces in the machine. Special cleaners, usually available from your coolant sup-plier, are recommended to flush the system before refilling. These cleaners will kill the bacteria left af-ter draining the machine. It also is recommended that a thorough cleaning, which includes scrapingand removing any sludge found on the bottom and hidden in the top panels of the coolant tank, becompleted before circulating cleaner through the system.
M-506A 2-3

CLEANING THE COOLANT FILTER
The needle on coolant filter pressure gauge "A", Figure 2.1, should be in the GREEN zone whenthe coolant is ON. The coolant filter element and filter housing should be cleaned when the needle is inthe RED zone when the coolant is ON.
1. Verify the machine is powered down.
2. Release latch "B", Figure 2.2, and open the access doors.
3. Wipe filter head "C" and filter housing "D", Figure 2.3, clean with a lint-free cloth.
2-4 M-506A
Figure 2.1 - Coolant Filter Gauge
TP7857B
A
Figure 2.2 - Rear Access Doors
TP7863
B
Figure 2.3 - Coolant Filter
TP7889A
C
D

- CAUTION -
Use care not to spill the coolant contained in the filter housing. Spilling cool-ant on the floor can result in a slipping hazard. Spilled coolant must becleaned up immediately.
Dispose of coolant in the filter housing in accordance with all applicable gov-ernment guidelines. DO NOT introduce the coolant back into the coolant sys-tem.
4. Remove the nut on the top of the filter unit to release the filter housing from the filter head.
5. Remove the filter element from the filter body.
6. Allow the coolant in the filter element to drain into the filter housing.
7. Properly dispose of the coolant in the filter housing.
8. Wash the filter element and the inside of the filter housing with a cleaner recommended by thecoolant manufacturer.
9. Verify the rubber seal is properly seated in the filter head.
10. Install the filter element in the filter body.
11. Slide the filter housing up into mounting position on the filter head.
12. Install the nut on the top of the filter unit to secure the filter housing to the filter head.
13. Close and latch the access doors.
M-506A 2-5

CLEANING THE CHIP BASKET(Machines without Chip Conveyor)
Clean the coolant tank chip basket every forty hours of machine operation or more frequently ifnecessary.
- NOTE -
Open cover "E", Figure 2.4, to access the chip basket on T-42 lathes not equippedwith a chip conveyor.
1. Remove the screws and chip basket "G", Figure 2.5 or 2.6.
2. Wash the chip basket with a cleaner recommended by the coolant manufacturer.
3. Use the screws to install the chip basket in the coolant tank.
2-6 M-506A
Figure 2.4 - Right End of Coolant Tank
TP7952
E
F
Figure 2.5 - Coolant Tank Chip Basket(T-42 Lathe)
G
TP7893A
Figure 2.6 - Coolant Tank Chip Basket(T-51 and T-65 Lathes)
G
TP8222

CLEANING THE COOLANT TANK
- WARNING -
Wear protection and be careful when removing coolant, metal chips, and shav-ings from the tank.
Spilling fluid on the floor can create a slipping hazard. Spilled fluid must becleaned up immediately.
Use a rake and suitable container to remove metal chips and shavings fromthe coolant tank. Injury may result from attempting to remove chips without arake. Dispose of chips and shavings in an environmentally safe manner.
Clean the coolant tank at least once every four months or more frequently if the materials being cutcontaminate the coolant. Clean the tank whenever changing the type or brand of coolant. The coolantcatcher on the spindle compartment end and the coolant filter should also be cleaned whenever thetank is cleaned.
1. Power down the machine.
2. Wait a sufficient amount of time to allow thecoolant to drain into the tank.
3. At the right end of the machine, remove accesscover "H", Figure 2.7.
4. Release the locking handles and disconnectcoolant hose coupling "J", Figure 2.8.
5. If the coolant tank is equipped with a coolantlevel sensor, disconnect cable "I" from thereceptacle on the coolant tank.
6. Release coolant tank clamp "K", Figure 2.9.
M-506A 2-7
Figure 2.7 - Access Covers atRight End of Machine
TP7948
H
Figure 2.8 - Coolant Hose Coupling
J
TP8220
I
Figure 2.9 - Right Coolant Tank Clamp
K
TP7942

7. Release two latches "M" and remove left end skirt "L", Figure 2.10, from the machine.
8. Release coolant tank clamp "N", Figure 2.11.
9. Move the coolant tank from under the machine.
10. If cleaning a coolant tank equipped with a chip conveyor:
A) Remove four screws "O", Figure 2.12.
B) Support the left end of the chip conveyor.
C) Roll the chip conveyor out of the coolant tank.
- or -
If cleaning a coolant tank without a chip conveyor on a T-51 or T-65 lathe:
A) Remove four screws "P", Figure 2.13.
B) Remove tank liner "Q".
11. Rake any chips present into a suitable container and dispose of them properly.
12. Remove the chip basket, Figure 2.12, 2.13, or 2.15.
13. Remove the coolant tank covers, Figure 2.14 or 2.15.
14. Pump the coolant from the tank.
2-8 M-506A
Figure 2.10 - Left End SkirtMounted on Machine
M
L
TP7871A
Figure 2.11 - Left Coolant Tank Clamp
TP7870A
N

M-506A 2-9
Figure 2.12 - Coolant Tank with Chip Conveyor(T-42, T-51, and T-65 Lathes)
TI5789
O
Support this end of the chipconveyor during removal andinstallation.
Chip Basket
NOTE:Two screws "O" located on each side of the chip conveyor.
Figure 2.13 - Coolant Tank without Chip Conveyor(T-51 and T-65 Lathes)
Chip Basket
PQ
TI5864
NOTE:Two screws "P" located on each side of the tank liner.

2-10 M-506A
Figure 2.14 - Coolant Tank Covers(T-42 Lathe with Chip Conveyor, T-51 and T-65 Lathes)
Coolant TankCovers
TI5791
Figure 2.15 - Coolant Tank Covers(T-42 Lathe without Chip Conveyor)
TI5710A
Coolant TankCovers
Chip Basket

15. If the machine is equipped with a coolant chiller:
A) Disconnect the chiller RETURN hose from the coolant tank. Refer to Figure 2.16.
B) Disconnect the chiller RETURN hose from the port on the chiller unit. Refer to Figure 2.17.
C) Apply air pressure (30 psi / 2 bar maximum) at the RETURN port to purge the coolant fromthe chiller unit back into the coolant tank.
D) Connect the chiller RETURN hose to the chiller unit.
E) Disconnect the chiller DISCHARGE hose from the coolant tank.
F) If necessary, place a shallow pan under the coolant filter housing.
G) Loose the fitting on the bottom of the filter housing to drain any remaining coolant from thehousing.
H) Tighten the fitting when draining is complete.
I) Replace the coolant filter element according to the chiller installation and maintenancemanual supplied with the coolant chiller unit.
16. If necessary, place a shallow pan under drain "F", Figure 2.4, and remove the plug to drain anyremaining coolant from the tank.
M-506A 2-11
Figure 2.16 - Coolant Chiller HoseConnections on the Coolant Tank
Hose connected to coolantchiller RETURN port
Hose connected to coolantchiller DISCHARGE port
TI5796
Figure 2.17 - Coolant Chiller Ports
Coolant ChillerRETURN Port
Coolant FilterHousing
TP8082

17. If it is necessary to flush the coolant channels, Figure 2.18 or 2.19:
A) Remove the fittings from the coolant nipple, Figure 2.18 or 2.19.
B) Remove the channel plug, Figure 2.18 or 2.19.
C) Use a hose to feed coolant into the coolant nipple and the channel plug opening to flushchips and shavings from the coolant channels.
D) Remove any chips or shavings flushed from the coolant channels.
E) Drain any coolant present from the coolant tank.
F) Install the channel plug.
G) Install the fittings on the coolant nipple.
2-12 M-506A
Figure 2.18 - Coolant Tank with Covers Removed(T-42 Lathe with Chip Conveyor, T-51 and T-65 Lathes)
TI5792
CoolantChannels
ChannelPlug
CoolantNipple

18. Clean the permanent screen filter mounted in the coolant tank.
19. Clean the coolant tank.
20. Shake out the metal chips from the chip basket.
21. Wash the coolant tank, chip basket, and covers with a cleaner recommended by the coolantmanufacturer. Flush the cleaner from the coolant tank and clean as recommended.
22. Apply pipe sealant to the drain plug and thread it into the tank drain.
23. Replace the coolant tank covers.
24. Install the chip basket in the coolant tank.
25. If working with a coolant tank equipped with a chip conveyor:
A) Support the left end of the chip conveyor.
B) Roll the chip conveyor into the coolant tank.
C) Secure the chip conveyor with four screws "O", Figure 2.12.
- or -
If working with a coolant tank without a chip conveyor on a T-51 or T-65 lathe:
A) Set tank liner "Q", Figure 2.13, into position.
B) Secure the tank liner with four screws "P".
M-506A 2-13
Figure 2.19 - Coolant Tank with Covers Removed(T-42 Lathe without Chip Conveyor)
TI5790
CoolantChannelsCoolant
Nipple
ChannelPlug

26. Position the tank under the machine.
27. Engage the coolant tank clamps.
28. Install left end skirt "L" and engage latches "M", Figure 2.10.
29. Connect coolant hose coupling "J", Figure 2.8, and engage the locking handles.
30. If the coolant tank is equipped with a coolant level sensor, connect cable "I" to the receptacle onthe coolant tank.
31. Replace access cover "H", Figure 2.7.
32. Power up the machine.
33. Open the main guard door.
- WARNING -
Spilling coolant on the floor can result in a slipping hazard. Spilled coolantmust be cleaned up immediately.
34. Pour the coolant directly into the chip pan or chip conveyor. Fill the coolant tank to 1 inch [25millimeters] above the chip basket.
2-14 M-506A

SPINDLE COOLANT CATCHER
The coolant catcher returns coolant that flows through the rear of the spindle. A drain system con-nected to the coolant catcher returns coolant to the coolant tank.
CLEANING THE SPINDLE COOLANT CATCHER
1. Power down the machine.
- CAUTION -
Spindle access cover "O", Figure 2.20, must be taken straight off when it is re-moved.
2. Release the two latches and remove spindle access cover “R”, Figure 2.20.
3. Wipe out any coolant and chips.
4. Wash the coolant catcher with a cleaner recommended by the coolant manufacturer.
5. Install the access cover.
6. Clean and install the coolant tank as described earlier in this chapter.
7. Fill the tank with coolant.
8. Power up the machine and test the coolant flow.
M-506A 2-15
Figure 2.20 - Spindle Access Coverat Left End of Machine
R
TP7947

- NOTES -
2-16 M-506A

CHAPTER 3 - HYDRAULIC SYSTEM
INTRODUCTION
- WARNING -
The machine must be powered down when the hydraulic system requiresmaintenance.
The hydraulic system is located at the rear of the machine on a platform. Hydraulic pressure is usedto operate hydraulic collet closers, spindle brakes, and clamping the turret top plate.
The hydraulic system is equipped with a 5-micron oil filter. Refer to page 3-3 for information on oilfilter replacement.
SYSTEM SPECIFICATIONS
Hydraulic Oil: Mobil DTE 10 EXCEL 32 oil (ISO VG32)
Hydraulic Tank Capacity:
Minimum Oil Level: 10 gallons [38 liters]
Maximum Oil Level: 12 gallons [45 liters]
M-506A 3-1

HYDRAULIC TANK MAINTENANCE
The oil level should be maintained at full or near full to ensure good system cooling, good air dissi-pation, and overall system performance.
FILLING THE HYDRAULIC TANK
1. Power down the machine.
2. Open access doors "A", Figure 3.1.
3. Wipe filler cap “C”, Figure 3.2, and the area around the cap clean with a lint-free cloth.
- WARNING -
Exercise care not to spill the oil.Spilled oil must be cleaned up imme-diately.
- NOTE -
It is recommended that the hydraulic oilbe pre-filtered to 5 micron maximumparticle size before being added to thehydraulic system.
4. Remove the filler cap and SLOWLY fill the tankwith Mobil DTE 10 EXCEL 32 oil until sightgauge ”F” is filled.
5. Replace the cap when filling is completed.
6. Close the access doors.
7. Wait 10 minutes to allow any air in the oil toescape before powering up the machine.
3-2 M-506A
Figure 3.1 - Rear Access DoorsTP7863
A
Figure 3.2 - Hydraulic SystemRelief Valve Adjustment
B
C
D
TP8064
E
F

HYDRAULIC OIL FILTER REPLACEMENT
The oil filter should be checked by viewing red indicator “G”, Figure 3.3.
Oil Filter Replacement Interval
If the red indicator has tripped, try to reset it by gently pressing down on the dome. Replace the filterelement after 2000 hours of operation or if the red indicator does not reset.
Replacing the Oil Filter Element
1. Power down the machine.
2. Open access doors "A", Figure 3.1.
3. Check red indicator “G”, Figure 3.3 to determine the condition of the filter or check the hour-runmeter to verify the number of hours that the machine has been run.
- WARNING -
Exercise care not to spill the hydraulic oil in filter bowl. Spilling oil on the floorcan create a slipping hazard. Spilled oil must be cleaned up immediately.
4. Unthread filter bowl “I” from filter head “H”.
- CAUTION -
Dispose of oil in the filter bowl in accordance with all applicable governmentguidelines. DO NOT introduce the oil back into the hydraulic system.
5. Dispose of the oil from the filter bowl. Wipe the bowl clean with a lint free cloth.
6. Clean the bowl with solvent recommended by the hydraulic oil manufacturer. Wipe it dry with alint free cloth.
7. Wrap the filter element in a rag and pull it straight down to release it from the nipple in the filterhead.
8. Install a new filter element by gently pressing itonto the nipple.
9. Thread the filter bowl onto the filter head handtight.
10. Reset the red indicator by pressing down onthe flexible dome.
11. Fill the tank with hydraulic fluid.
12. Wait 10 minutes for air in the oil to dissipate.
13. Power up the machine.
14. Check for hydraulic fluid leaks around the filterbowl. Tighten the bowl if necessary.
15. Close the access doors.
M-506A 3-3
Figure 3.3 - Hydraulic Oil FilterTP7864
G
H
I

HYDRAULIC HEAT EXCHANGER
The hydraulic unit is equipped with a heat exchanger to reduce and stabilize the temperature of thehydraulic oil. The heat exchanger is located in the top of the coolant and hydraulic system enclosure.
The heat exchanger should be cleaned every 160 hours of operation to ensure maximumheat dissipation.
The heat exchanger air filter should be cleaned every 40 hours of operation to ensure maxi-mum heat dissipation.
1. Power down the machine.
2. Open access doors "A", Figure 3.1, to gain access to heat exchanger "J" and heat exchangerair filter "L", Figure 3.4.
3. Clean the hydraulic heat exchanger.
4. Press release "K" to remove the air filter.
5. Wash the air filter in detergent and hot water.
6. Allow the filter to air dry.
7. Install the filter.
8. Close the access doors.
3-4 M-506A
Figure 3.4 - Hydraulic Heat ExchangerTP7894A
J
L
K

HYDRAULIC SYSTEM RELIEF VALVE REPLACEMENT
1. Power down the machine.
2. Remove access cover "M", Figure 3.5.
3. Replace relief valve "N", Figure 3.6.
4. Replace the access cover.
5. Adjust the new relief valve as follows:
A) Power up the machine.
B) Open access doors "A", Figure 3.1.
C) Wipe filler cap “C”, Figure 3.2, and the area around the cap clean with a lint-free cloth.
D) Remove the filler cap.
E) Remove strainer collar "D" and the strainer to gain access to the lock nut on the mainpressure control valve adjustment screw.
F) Loosen the lock nut on the main pressure control valve adjustment screw.
G) Remove plug "E" to gain access to the main pressure control valve adjustment screw.
H) Use a hex wrench to adjust the main hydraulic pressure to 850 psi [58.6 bar], as viewed ongauge "B".
I) Loosen the lock nut on the relief valve adjustment screw.
J) Rotate the relief valve pressure control adjustment screw counterclockwise to reduce thevalve setting until flow is audibly detected through the relief valve.
M-506A 3-5
Figure 3.5 - Hydraulic SystemSide Access Cover
M
TP8067
Figure 3.6 - Hydraulic SystemRelief Valve
N
TP8065

K) Rotate the relief valve pressure control adjustment screw clockwise to increase the valvesetting until the flow through the relief valve is stopped.
L) Hold the relief valve pressure control adjustment screw and tighten the lock nut.
M) Adjust the main hydraulic pressure to 750 psi [51.7 bar].
N) Hold the main pressure control valve adjustment screw and tighten the lock nut.
O) Install plug "E".
P) Install the strainer and strainer collar.
Q) Install the filler cap.
6. Close the access doors.
7. Press Reset to clear the alarm message.
3-6 M-506A

- NOTES -
M-506A 3-7

- NOTES -
3-8 M-506A

CHAPTER 4 - LUBRICATION
INTRODUCTION
- WARNING -
The machine must be powered down when the grease lubrication system re-quires maintenance.
The lubrication system supplies grease to the following machine components:
• All axis ball screws
• X and Z axis truck bearings
• Y axis truck bearings on machines equipped with Y axis
• E axis truck bearings on machines equipped with a tailstock or sub-spindle
Fresh grease should be added every six months or 1000 hours of machine operation or more fre-quently under severe operating conditions.
IMPORTANCE OF LUBRICATION
Running conditions of this machine depend heavily upon the lubrication management. Make cer-tain that the lubrication system is checked frequently under severe operating conditions to keep thismachine in proper working condition.
LUBRICATION ALARM
The control issues a lubrication alarm message after every 1000 hours of operation. This alarmmessage does not stop the machine; however, Cycle Start is inhibited.
After the required lubrication maintenance has been performed, press the Reset and Feed Holdpush buttons simultaneously to clear the alarm.
M-506A 4-1

AXES GREASE LUBRICATION
- NOTE -
The grease volume presented is dependent upon the grease gun being used; care-fully measure the amount of grease or count the grease gun strokes necessary to lu-bricate the guides and ball screws. Be certain that all air is purged from any greasegun before use.
The center port on the grease manifolds (labeled “BS”) feeds the ball screw for the associated axis.
KLÜBER® Isoflex NCA 15 grease (Hardinge part number TT 0010994NCA) is recommended formachine lubrication. Grease should be added when the linear guides are still warm from operation.
GREASE VOLUMES
Check the grease lubrication system every 6 months (approximate 1000 hours of operation) andadd grease according to the following table:
LocationBall Screw
Grease VolumeLinear GuidewayGrease Volume
X Axis 4 cc 7 cc
Y Axis 3 cc 7 cc
Z Axis 10 cc 7 cc
E Axis (Tailstock or Sub-Spindle) 10 cc 7 cc
When a LINCOLN #1147 grease gun is used (Hardinge Option Part Number TT 0010994-01), thefollowing number of strokes supplies the correct amount of grease:
Location Ball Screw LubeLinear
Guideway Lube
X Axis 4½ strokes 8 strokes
Y Axis 338 strokes 8 strokes
Z Axis 11.5 strokes 8 strokes
E Axis (Tailstock or Sub-Spindle) 11.5 strokes 8 strokes
Make certain that all the sliding surfaces are lubricated well by jogging the axes at 50% of the maxi-mum rapid traverse for a full 30 minutes before resuming automatic machine operation.
4-2 M-506A

LUBRICATION PROCEDURE
- NOTE -
The Y axis is an optional feature.
1. Wait for the cycle to end and that the spindles and slides are stationary.
2. If necessary, jog the turret to a safe position to perform a reference return for the X and Z axes.
3. Press the Rapid Reference mode push button.
4. Press the X Axis Select push button.
5. Press the upper X/Y push button to move the X axis the reference position.
6. Press the Z Axis Select push button.
7. Press the right Z/E push button to move the Z axis the reference position.
8. Press the Jog mode push button.
9. Press the E Axis Select push button.
10. Press the Z/E push buttons to move the E axis (tailstock or sub-spindle) toward the mainspindle to gain access to cover "A", Figure 4.1.
11. Open the main guard door.
12. Power down the machine.
13. Remove cover "A", Figure 4.1, to gain access to E axis grease manifold "B", Figure 4.2.
M-506A 4-3
Figure 4.1 - Access Cover forE Axis Grease Manifold
A
TP7945
Figure 4.2 - E Axis Grease Manifold
B
TP7946

14. Open door "C", Figure 4.3, to gain access the X, Y and Z axis grease manifolds. Refer to Figure4.4.
15. Wipe each grease fitting clean.
- NOTE -
Only use a manually operated grease gun.
16. Attach the grease gun nozzle to the grease fitting; slowly and evenly pump in the specifiedamount of grease. Repeat the process for each grease fitting on all grease manifolds.
17. Wipe the fittings clean of excess grease.
- CAUTION -
Do not overtighten the screws forcover "A" , Figure 4.1. Cover distor-tion and leakage could result.
18. Install cover "A", Figure 4.1, as follows:
A) Install and tighten the four screws next tothe bend in the cover.
B) Install and tighten the remaining six screws.
19. Close and latch door "C", Figure 4.3.
20. Power up the machine.
21. Press the Reset and Feed Hold push buttonssimultaneously to clear the lubrication alarm.
22. Jog the axes at 50% of the maximum rapidtraverse for a full 30 minutes before resumingautomatic machine operation.
4-4 M-506A
Figure 4.3 - Rear Access Doors
C
TP7863
Figure 4.4 - X, Y, and Z Axis Grease Manifolds
TP7936
Y AxisGrease Manifold
X AxisGrease Manifold
Z AxisGrease Manifold

TURRET LUBRICATION
- NOTE -
Grease is used to lubricate the live tooling drive shaft.
The live tooling drive shaft must be lubricated every 2000 hours of operation.
Use KLÜBER® Isoflex NCA 15 grease (Hardinge part number TT 0010994NCA).
1. Move the turret to a convenient position to access top plate cover “E”, Figure 4.5.
2. Open the main coolant guard door.
3. Press the Emergency Stop push button.
4. Power down the machine.
5. Wipe coolant, chips, and other contaminants from the turret top plate.
- NOTE -
Two of the clearance holes for screws "D", Figure 4.5, are tapped for M10 screws.Long M10 screws can be threaded into these holes to aid in removal and installationof the turret cover.
6. Remove ten M8 screws “D” and the associated lock washers to remove turret cover “E”.
- NOTE -
Use a manually operated grease gun.
7. Attach the grease gun nozzle to grease fitting “F”, Figure 4.6.
8. Slowly and evenly pump in approximately 2.0 cc (2 strokes) of the specified grease.
9. Wipe any excess grease from the fitting.
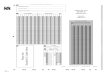
10. Install top plate cover “E”, Figure 4.5, using ten screws “D” and the associated lock washers.Torque the screws to 120 Ib-in [13.6 N•m].
M-506A 4-5
1112
13
141
516
1
23
4
5
67
8
9
10
Figure 4.5 -Turret Top Plate Cover
D
E
TI5713
Figure 4.6 - Live Tooling DriveShaft Grease Fitting
F
TP7944

LIVE TOOL ATTACHMENT LUBRICATION
Verify the drive shaft tang is lightly lubricated with Molylube Anti-Seize grease and that the live toolattachment is properly seated on the turret top plate.
- CAUTION -
The live tool attachment must be removed from the turret top plate each 160hours to be inspected and lubricated. Failure to lubricate the drive shaft tangwill result in damage to the live tool drive system and the live tool attachment.
- NOTE -
Refer to the operator's manual (M-505) for information on installing live tooling at-tachments.
Do not disassemble the live tool attachment. Return the entire assembly to HardingeInc. if repairs are necessary.
Apply a light coat of Molylube Anti-Seize grease to the drive shaft tang beforemounting the live tool attachment on the turret top plate.
1. Move the turret and index the turret top plate to a convenient position where the live toolattachment can be removed.
2. Open the coolant guard door.
3. Wipe coolant, chips, and other contaminants from the live tool attachment and turret top plate.
4. Remove the live tool attachment from the turret top plate.
5. Inspect O-ring “H”, Figure 4.7, to be sure it is in good condition.
6. Inspect the live tool attachment for wear.
7. Apply a light coat of Molylube Anti-Seize grease to tang "G".
8. Mount the live tool attachment on the turret top plate.
9. Close the coolant guard door.
4-6 M-506A
Figure 4.7 - Live Tool Attachment Lubrication Points(Angular Adjustable Live Tool Attachment Shown)
TP7854
GH

- NOTES -
M-506A 4-7

- NOTES -
4-8 M-506A

CHAPTER 5 - MISCELLANEOUS
CONTROL AND AXIS DRIVE BATTERY REPLACEMENT
The recommended replacement interval for the control and axis batteries is once a year.
Battery units are located in two places on the machine:
• The control battery is behind the control display panel and on top of the controlunit
• The drive batteries are on the drive units in the power case
The batteries supply power to maintain control and axes memory when the machine is not turnedON. The control battery is one special lithium battery and the drive batteries are battery packs.
CONTROL BATTERY
- CAUTION -
A fresh battery must be installed at least once a year. Failure to perform thismaintenance will result in the loss of control information.
Battery replacement can be done with the control turned ON or OFF. If thepower is OFF, the change MUST be done within 30 minutes of when the powerwas turned OFF.
Battery Specifications
Hardinge Part Number: 18 -0011865-TB
Voltage Rating: 3 volt
Battery Type: Lithium
M-506A 5-1

Battery Replacement Procedure
1. Power up the machine for a minimum of 30 seconds.
2. Power down the machine.
3. Remove access cover “A”, Figure 5.1.
4. Hold the battery latch to the side of the battery while pulling battery “B”, Figure 5.2, out.
5. Verify that the new battery is like the battery being replaced.
6. Disconnect the battery from connector “C”.
7. Connect the new battery.
8. Put the new battery into the battery slot. The battery latch will snap into place.
9. Dispose of the old battery properly.
10. Mount the access cover.
5-2 M-506A
Figure 5.1 - Back of Operator Pendant
TP7937
A
Figure 5.2 - Control Unit Battery
B
C
TP7891

AXIS DRIVE BATTERIES
- CAUTION -
Fresh batteries must be installed at least once a year. Failure to perform thismaintenance will result in the loss of drive position information.
- NOTE -
The number of axis drive units to be checked will vary, depending on the machineconfiguration.
Battery Pack Specifications
Hardinge Part Number: 18 -0011865-05
Voltage Rating: 6 volt
Battery Type: Lithium
Battery Replacement Procedure
1. Power down the machine.
2. Release six latches "D", Figure 5.3.
3. Open the left power case door.
4. Lift door release "F", Figure 5.4, and open theright power case door.
- WARNING -
High voltage AC will be present inthe power case when the main cir-cuit breaker switch is ON.
5. Move main circuit breaker switch "E", Figure 5.3, to the ON position.
M-506A 5-3
Figure 5.3 - Power Case Doors
D
TI5695
E
Figure 5.4 - Power Case Door Release
F
TP7939

6. Remove battery cover “G”, Figure 5.5:
A) Squeeze the battery cover on the sides.
B) Tip the top of the cover outward.
7. Disconnect the battery plug from the receptacle.
8. Connect the plug from the new battery to the receptacle.
9. Put the new battery in the battery holder and replace the battery cover.
10. Repeat steps 6 through 9 for additional axis drive units.
11. Move main circuit breaker switch "E", Figure 5.3, to the OFF position.
12. Close and latch the power case doors.
13. Dispose of the old batteries properly.
5-4 M-506A
Figure 5.5 - Axis Drive Batteries
TP7892
G

SUB-SPINDLE PART CATCHER ALIGNMENT [Option]
INTRODUCTION
The sub-spindle part catcher allows safe part removal from the optional sub-spindle without ma-chine cycle interruption. It must be factory installed and cannot be retrofitted. The arm and conveyorare aligned at the factory.
The gripper arm is UP in position with the gripper OPEN before the sub-spindle brings theworkpiece into the gripper pads. The workpiece should be gripped without any arm vibration.
The air-actuated arm has several adjustments to properly position gripper “H”, Figure 5.6, in rela-tion to the part.
Check the arm to determine if it should be replaced. It is possible that during a crash the arm mightbe bent, distorted or cracked.
- WARNING -
Operating and maintenance procedures are to be performed by one person.Since the machine is powered up while making the arm position adjustments,be extremely careful that no one else is near the control panel while these ad-justments are being made and the positions are being set.
- NOTE -
Refer to the operator's manual (M-505) for information on changing gripper pads.
M-506A 5-5
Figure 5.6 - Sub-SpindlePart Catcher Gripper
TP7934A
GripperArm
H

VERIFYING THE GRIPPER POSITION
1. Mount a test part in the sub-spindle.
2. Close the guard door.
3. Activate Rapid Reference mode.
4. Press the X Axis Select push button.
5. Press the Rapid Reference push button to move the turret to the X axis reference position.
6. Press the E Axis Select push button.
7. Press the Rapid Reference push button to move the sub-spindle to the reference position.
8. Activate Jog mode.
9. Press the Part Catcher S2 push button to extend the part catcher slide.
10. Press the Part Catcher S2 push button to rotate the part catcher arm to the up position.
11. Press the Part Catcher S2 push button to open the gripper.
12. Carefully jog the sub-spindle forward to position the part inside the gripper pads.
- NOTE -
Observe the gripper while executing the Gripper Close command to determine inwhich direction, if any, the gripper needs to be adjusted.
The gripper should not vibrate or move to accommodate the part being gripped.There should be some clearance between the part and gripper.
13. Close the gripper on the part:
A) Activate Manual Data Input mode.
B) Close the gripper:
C) Key in M227 (Gripper Close).
D) Press the EOB (End of Block) key.
E) Press the Insert key.
F) Press the Cycle Start push button to execute the command.
14. Open the gripper with the M228 command.
15. Activate Rapid Reference mode.
16. Press the E Axis Select push button.
17. Press the Rapid Reference push button to move the sub-spindle to the reference position.
If gripper position or speed adjustment is required, refer the following sections:
• Adjusting the Gripper Extension, page 5-7
• Adjusting the Arm Swing Positions, page 5-8
• Adjusting the Arm Swing Speed, page 5-9
5-6 M-506A

ADJUSTING THE GRIPPER EXTENSION
1. Verify the arm is in the Up position.
2. Verify the gripper is in the Open position.
3. Carefully jog the sub-spindle forward to position the part inside the gripper pads.
4. Loosen screw "I", Figure 5.7.
5. Adjust the gripper extension as needed.
6. Close the guard door.
7. Close the gripper on the part:
A) Activate Manual Data Input mode.
B) Close the gripper:
C) Key in M227 (Gripper Close).
D) Press the EOB (End of Block) key.
E) Press the Insert key.
F) Press the Cycle Start push button to execute the command.
8. Tighten screw "I" to secure the setting.
M-506A 5-7
Figure 5.7 - Gripper Extension Adjustment
TP8080
I

ADJUSTING THE ARM SWING POSITIONS
- NOTE -
The sub-spindle must be at the Reference position to allow the part catcher arm torotate.
Stem “J”, Figure 5.8, is used to set the arm swing down (Home) position and usuallydoes not require any adjustment.
Stem “L”, Figure 5.9, is used to set the arm swing up position.
Threading stems “J” and “L” IN reduces the stroke, which shortens the arm rotationdistance. Threading the stems OUT increases the stroke, which lengthens the rota-tion.
1. Loosen the jam nut on stem “J” or “L”. Loosen the nut only enough to be able to adjust the stem.
2. Adjust the stem.
3. Tighten the jam nut to set the arm swing position.
4. Test the arm rotation several times. Adjust as necessary.
Remove the test part from the machine when adjustment is complete.
5-8 M-506A
Figure 5.8 - Arm Swing Down Adjustments
TP7958
J
K
Figure 5.9 - Arm Swing Up Adjustments
LM
TP7959

ADJUSTING THE ARM SWING SPEED
The arm down rotate speed is adjusted at valve “K”, Figure 5.8.
The arm up rotate speed is adjusted at valve "M", Figure 5.9.
These valves control the amount of air applied to the piston in the air cylinder. Threading a valve INreduces the swing speed.
1. Adjust the arm position as previously described.
2. Loosen the jam nut at valve “K” or “M”. Loosen the nut only enough to be able to adjust thevalve.
3. Adjust the valve.
4. Tighten the jam nut to set the speed of the arm rotation.
5. Test the arm rotation travel several times using the M codes to rotate and retract the arm.Adjust each valve as necessary.
M-506A 5-9

AIR FILTERS
The power case air filter and the spindle drive motor air filter should be visually checked weekly ormore frequently if the air is heavily contaminated.
The power case air filter is located at "N", Figure 5.10.
The spindle drive motor air filter is located at "O".
CLEANING AN AIR FILTER
1. Remove the air filter.
2. Wash the air filter in detergent and hot water.
3. Squeeze out as much water as possible and allow the air filter to air dry.
4. Install the air filter.
5-10 M-506A
Figure 5.10 - Left End of Machine
TP7956A
N
O

SERVICE ACCESS PANELS
The machine is equipped with two front-mounted service access panels. These panels provideeasy access to internal machine components.
- WARNING -
A minimum of two people are required to remove or install left access panel"Q", Figure 5.11.
LEFT SERVICE ACCESS PANEL
Removing the Access Panel
1. Close main guard door "R", Figure 5.11.
2. Power down the machine.
3. Release three latches "P".
4. Disengage the key from interlock switch "S",Figure 5.12.
5. Release two latches "T".
6. Carefully tilt panel "Q", Figure 5.11, outward.
7. Lift the panel to remove.
Installing the Access Panel
1. Aligning the pins in the bottom of the accesspanel with the mounting holes in the machine,set the panel in place.
2. Tilt the panel back into position.
3. Engage two latches "T", Figure 5.12.
4. Insert the key into interlock switch "S".
5. Engage three latches "P", Figure 5.11.
M-506A 5-11
Figure 5.11 - Left End Latches
TP7991
P
Q
R
Figure 5.12 - Top Latches
TP7992A
T
S

RIGHT SERVICE ACCESS PANEL
Opening the Access Panel
1. If necessary, power up the machine.
2. Open main guard door "R", Figure 5.11.
3. Power down the machine.
- NOTE -
Guard step "V", Figure 5.14, can be used to reach door stop bracket "U", Figure5.13.
4. Remove the four flange nuts and door stop bracket "U".
5. Remove guard step "V", Figure 5.14.
6. Release three latches "X", Figure 5.15.
7. Open access panel "W" by sliding it to the left.
Closing the Access Panel
1. Close access panel "W", Figure 5.15, by slidingit to the right.
2. Engage three latches "X".
3. Install guard step "V", Figure 5.14.
4. Use the four flange nuts to install door stopbracket "U", Figure 5.13.
5-12 M-506A
Figure 5.13 - Door Stop Bracket
TP7995
U
Figure 5.14 - Guard Step
TP7993
V
Figure 5.15 - Right End Latches
TP7994
X
W

CHECKING THE TURRET TOP PLATE ALIGNMENT(LIve Tool Machines Only)
- CAUTION -
Failure to check the turret top plate alignment can result in damage to the livetool drive system and live tooling attachments.
It is important to check the alignment of the turret top plate with the live tool drive shaft in the eventthat any of the following events have occurred:
• Static tool breakage
• Live tool breakage
• Live tool torque limiter trip
• Machine crash
- NOTE -
Use a cross-working live tool attachment only. A false backlash check will occur if anend-working live tool attachment is used.
Refer to the operator's manual (M-505) for information on installing turret tooling andindexing the turret top plate.
1. If the top plate is equipped with a cross-working live tooling attachment, index thecross-working live tool attachment to the active station.
- or -
If the top plate is not equipped with a cross-working live tooling attachment, install across-working live tool attachment at the active station on the turret top plate.
2. Open the main guard door, if necessary.
3. Press the control Reset key.
- WARNING -
Exercise extreme care while working near cutting tools mounted on the turrettop plate.
4. Rotating the live tool attachment one fullrevolution by hand, check the forward andreverse backlash at 90 degree intervals. Referto Figure 5.16.
If slight backlash is felt, the alignment of theturret top plate to the live tool drive shaft isacceptable.
If no backlash is felt or binding is detected,the turret top plate is out of alignment.
M-506A 5-13
Figure 5.16 - Checking the Backlash
TP8333

5. If the alignment of the turret top plate to the live tool drive shaft is acceptable, reset turret toolingas needed and continue with machine operation.
If the turret top plate is out of alignment, contact your local machine distributor or HardingeInc. to schedule a service technician to have the turret top plate realigned.
5-14 M-506A

- NOTES -
M-506A 5-15

- NOTES -
5-16 M-506A

CHAPTER 6 - TORQUE LIMITER RESET
AND AXIS POSITION RESET PROCEDURES
INTRODUCTION
Torque limiters are safety couplings that release when excessive pressure is applied to an axis ballscrew or the turret drive shaft.
When resistance is great enough to trip a torque limiter in the event of a collision, the control goesinto an Emergency Stop condition to protect the machine tool from further damage.
Torque limiters are installed on the following:
• Z and X axis ball screws
• E axis ball screw (tailstock or sub-spindle)
• Live tooling drive shaft in the turret (Machine with BMT 45 turret top plate only)
LINEAR SCALES
- NOTE -
Axes equipped with linear scales will display the following alarm message when atorque limiter is tripped:
445 _ Axis: Soft Disconnect Alarm
An axis equipped with a linear scale will retain position data if the torque limiter is tripped.
An axis not equipped with a linear scale will not retain position data if the torque limiter is tripped. Itwill be necessary to reset the axis position according to the procedures beginning on page 6-5.
Refer to the following table to determine if the axis to be reset is equipped with a linear scale:
AxisHigh Performance
MachineSuper-Precision®
Machine
X Yes Yes
Z No Yes
E No No
M-506A 6-1

ENABLING PARAMETER EDIT
- CAUTION -
Use extreme caution when editing machine parameters. Making incorrectchanges in the parameter table may disable the machine or cause undesirablemachine behavior.
Parameter Write Enable (PWE) must be set to “1” to enable parameter editing.
1. Press the Offset Setting key until the Setting (Handy) page is displayed.
2. Press the Setting soft key.
3. If necessary, use the page up/down keys to display the Setting page that contains theParameter Write Enable field.
4. If necessary, use the cursor keys to move the cursor to the Parameter Write Enable field.
5. Press the Manual Data Input mode push button.
6. Key in the number “1" to enable parameter editing.
7. Press the Input key.
Set Parameter Write Enable (PWE) to “0” when parameter editing is complete.
6-2 M-506A

RESETTING THE X, Z, OR E AXIS TORQUE LIMITER
- NOTE -
Refer to “Enabling Parameter Edit”, page 6-2 for information on setting ParameterWrite Enable.
1. Set Parameter Write Enable (PWE) to “1”.
2. Select Jog mode.
3. Select the axis related to the torque limiter that has tripped.
4. Set the Rapid Override switch to X10.
5. Rotate the MPG handwheel in the positive (+) direction until the software limit is encountered.
6. Press the System key.
7. Press the Parameter soft key.
8. Key in 1320 and press the Number Search soft key.
9. Record the number in the E, X, or Z register, depending on the axis to be reset.
10. Use the cursor keys to position the cursor on the number that was recorded.
11. Key in a very large number and press the Input key.
12. Press the System key.
13. On the control display panel, press the right arrow key until the PMC Maintenance soft key isdisplayed.
14. Press the PMC Maintenance soft key.
15. Key in the PMC Signal number and press the Number Search soft key.
If the X axis is being reset, search for PMC Signal X10 and observe bit 0.
If the Z axis is being reset, search for PMC Signal X30 and observe bit 5.
If the E axis is being reset, search for PMC Signal X30 and observe bit 6.
A value of "0" means the torque limiter is properly engaged.
A value of "1" means the torque limiter is tripped.
- NOTE -
The torque limiter alarm will automatically clear when the torque limiter engages ifthe axis is equipped with a linear scale.
If resetting the X axis, press and hold the Enable switch (T-42 lathe) or Enable pushbutton (T-51 and T-65 lathes) while using the MPG handwheel.
16. SLOWLY rotate the MPG handwheel in the + direction until the observed value changes from“1” to “0”.
17. Move the axis in the negative (–) direction to a position within the normal software limits for thataxis.
M-506A 6-3

18. Press the System key.
19. Press the Parameter soft key.
20. Key in 1320 and press the Number Search soft key.
21. Use the cursor keys to position the cursor on the E, X, or Z register, depending on the axis thatwas reset.
22. Key in the number recorded in step 8 and press the Input key.
23. Set Parameter Write Enable (PWE) to “0”.
24. If the axis is equipped with a linear scale, power the machine down and power the machine upto clear the Soft Disconnect alarm.
If the axis is not equipped with a linear scale, proceed to "Resetting an Axis Position", be-ginning on page 6-5.
6-4 M-506A

RESETTING AN AXIS POSITION
Z AXIS NOT EQUIPPED WITH A LINEAR SCALE
Machine with BMT Turret Top Plate
This procedure uses the face of the main spindle as the reference for resetting the Z axis.
1. Mount a Hardinge CQ 0011944SQD tool holder at the active turret station. If a tool fitting thisdescription is already on the turret, index that tool to the active station.
2. Clean the main spindle and the tool holder.
3. Press the Manual Data Input mode push button.
- NOTE -
Refer to “Enabling Parameter Edit”, page 6-2 for information on setting ParameterWrite Enable.
4. Set Parameter Write Enable (PWE) to “1”.
5. Press the System key until the Parameter page is displayed.
6. Press the Parameter soft key.
7. Key in “1815”.
8. Press the Number Search soft key.
9. Set parameter 1815 bit 4 “Z” to “0”.
10. Press the Emergency Stop push button.
11. Turn the control OFF.
12. Wait a few seconds; then, turn the control ON.
13. Pull the Emergency Stop push button out.
14. Press the Emergency Stop Reset push button.
15. Press the MPG mode push button.
M-506A 6-5

16. If the machine is set to inch mode, place a 3 inch gauge block against the face of the spindle.
If the machine is set to metric mode, place a 75 millimeter gauge block against the face ofthe spindle.
17. Use the MPG handwheel to position the turret top plate for a slip fit of the gauge block betweenthe face of the tool holder and the face of the spindle. Refer to Figure 6.1.
18. Press the Position key.
19. Press the Relative soft key to display the Relative Position page.
20. Press the W key.
21. If the machine is set to inch mode, key in “5.697” as the Z axis position.
If the machine is set to metric mode, key in “143.50” as the Z axis position.
22. Press the Preset soft key.
23. Use the MPG handwheel to move the Z axis so that the Z Axis Relative Position is as follows:
Mode T-42 Lathe T-51 and T-65 Lathes
Inch W8.5000 W12.8000
Metric W215.900 W325.120
24. Press the Manual Data Input mode push button.
25. Press the System key.
6-6 M-506A
Figure 6.1 - BMT 45 Turret Top Plate,Reset Z Axis from the Main Spindle Face
TI5706
2.697 [68.50] Tool Holder
MainSpindle
Z Axis Position(See Note Below)
NOTE: Z Axis Position = Gauge Block + Tool Holder
Inches [Millimeters]
GaugeBlock
CQ -0011944SQDTool Holder

26. Press the Parameter soft key.
27. Key in “1815”.
28. Press the Number Search soft key.
29. Set parameter 1815 bit 4 “Z” to “1”.
30. Set Parameter Write Enable (PWE) to “0”.
31. Press the Reset key.
32. Press the Emergency Stop push button.
33. Turn the control OFF.
34. Wait a few seconds; then, turn the control ON.
35. Pull the Emergency Stop push button out.
36. Press the Emergency Stop Reset push button.
M-506A 6-7

Machine with Hardinge Turret Top Plate
This procedure uses the face of the main spindle as the reference for resetting the Z axis.
Clean the main spindle face and the turret top plate.
1. Press the MPG mode push button.
2. Press the Manual Data Input mode push button.
- NOTE -
Refer to “Enabling Parameter Edit”, page 6-2 for information on setting ParameterWrite Enable.
3. Set Parameter Write Enable (PWE) to “1”.
4. Press the System key.
5. Press the Parameter soft key.
6. Key in “1815”.
7. Press the Number Search soft key.
8. Set parameter 1815 bit 4 “Z” to “0”.
9. Press the Emergency Stop push button.
10. Turn the control OFF.
11. Wait a few seconds; then, turn the control ON.
12. Pull the Emergency Stop push button out.
13. Press the Emergency Stop Reset push button.
14. Press the MPG mode push button.
15. If the machine is set to inch mode, place a 3 inch gauge block against the face of the spindle.
If the machine is set to metric mode, place a 75 millimeter gauge block against the face ofthe spindle.
16. Use the MPG handwheel to position the turret top plate for a slip fit of the gauge block betweenthe face of the turret top plate and the face of the spindle. Refer to Figure 6.2.
17. Press the Position key.
18. Press the Relative soft key to display the Relative Position page.
19. Press the W key.
20. If the machine is set to Inch mode, key in “3.000” as the Z axis position.
If the machine is set to metric mode, key in “76.20” as the Z axis position.
6-8 M-506A

21. Press the Preset soft key.
22. Use the MPG handwheel to move the Z axis so that the Z Axis Relative Position is as follows:
Mode T-42 Lathe T-51 and T-65 Lathes
Inch W8.5000 W12.8000
Metric W215.900 W325.120
23. Press the Manual Data Input mode push button.
24. Press the System key.
25. Press the Parameter soft key.
26. Key in “1815”.
27. Press the Number Search soft key.
28. Set parameter 1815 bit 4 “Z” to “1”.
29. Set Parameter Write Enable (PWE) to “0”
30. Press the Reset key.
31. Press the Emergency Stop push button.
32. Turn the control OFF.
33. Wait a few seconds; then, turn the control ON.
34. Pull the Emergency Stop push button out.
35. Press the Emergency Stop Reset push button.
M-506A 6-9
Figure 6.2 - Hardinge Top Plate,Reset Z Axis from Spindle Face
3.000 or [75.00]
TI5708
MainSpindle
Inches [Millimeters]
Gauge Block

E AXIS
The E axis drive provides linear motion of the tailstock or sub-spindle. When resistance is greatenough to trip the limiter in the event of a collision, the program goes into an Emergency Stop condi-tion to protect the machine from further damage and alarm “E Axis Torque Limit” is displayed.
This procedure uses the face of the main spindle as the reference for resetting the E axis.
1. Press the MPG mode push button.
2. Use the MPG handwheel to move the tailstock or sub-spindle (E axis) away from the collision.
3. Press the Manual Data Input mode push button.
- NOTE -
Refer to “Enabling Parameter Edit”, page 6-2 for information on setting ParameterWrite Enable.
4. Set Parameter Write Enable (PWE) to “1”.
5. Press the System key.
6. Press the Parameter soft key.
7. Key in “1815”.
8. Press the Number Search soft key.
9. Set parameter 1815 bit 4 “E” to “0”.
10. Press the Emergency Stop push button.
11. Turn the control OFF.
12. Wait a few seconds; then, turn the control ON.
13. Pull the Emergency Stop push button out.
14. Press the Emergency Stop Reset push button.
15. Press the MPG mode push button.
- NOTE -
Any convenient gauge block can be used. This procedure assumes a 3 inch gaugeblock for machines set to inch mode and a 75 millimeter gauge block for machinesset to metric mode.
16. If the machine is set to inch mode, place a 3 inch gauge block against the face of the mainspindle.
If the machine is set to metric mode, place a 75 millimeter gauge block against the face ofthe main spindle.
6-10 M-506A

17. Use the MPG handwheel to position the tailstock or sub-spindle for a slip fit of the gauge blockbetween the two surfaces. Refer to Figure 6.3.
18. Press the Position key.
19. Press the Relative soft key to display the Relative Position page.
20. Press the E key.
21. If the machine is set to Inch mode, key in “3.000” as the E axis position.
If the machine is set to metric mode, key in “75.00” as the E axis position.
22. Press the Preset soft key.
23. Use the MPG handwheel to move the E axis so that the E Axis Relative Position is as follows:
ModeT-42 Lathe T-51 and T-65 Lathes
Tailstock Sub-Spindle Tailstock Sub-Spindle
Inch E19.3000 E16.5000 E29.3700 E25.6250
Metric E490.220 E419.100 E745.998 E650.875
24. Press the Manual Data Input mode push button.
25. Press the System key.
26. Press the Parameter soft key.
M-506A 6-11
Figure 6.3 - Reset E Axis from Main Spindle
Gauge Block
Tailstock orSub-Spindle
Main Spindle
TI5785

27. Key in “1815”.
28. Press the Number Search soft key.
29. Set parameter 1815 bit 4 “E” to “1”.
30. Set Parameter Write Enable (PWE) to “0”.
31. Press the Reset key.
32. Press the Emergency Stop push button.
33. Turn the control OFF.
34. Wait a few seconds; then, turn the control ON.
35. Pull the Emergency Stop push button out.
36. Press the Emergency Stop Reset push button.
6-12 M-506A

LIVE TOOL TORQUE LIMITER RESET
The turret is equipped with a torque limiter to protect live tooling. When resistance is great enoughto trip any one or multiple torque limiters in the event of a collision or excessively aggressive machin-ing, the live tooling drive motor will stop to protect tooling from further damage and alarm “1056 LiveTool Torque Limit” is displayed.
1. Open the coolant guard door.
2. Wipe coolant, chips, and other contaminants from the live tool attachment in the active position.
3. Press the Manual Data Input mode push button.
4. Press the Offset/Setting key.
- NOTE -
Refer to “Enabling Parameter Edit”, page 6-2 for information on setting ParameterWrite Enable.
5. Set Parameter Write Enable (PWE) to "1".
6. Press the System key.
7. Press the PMC soft key.
8. Press the PMCMAINTE soft key.
9. Press the far right arrow soft key once.
10. Press the KEEP RELAY soft key.
11. Move the cursor to K0000, bit 7.
12. Press "1" and Input. EX1066 Live Tool SetupMode alarm will be displayed.
13. Remove the tool attachment mounted at theactive tool station,
14. Mount the torque limiter reset tool (Hardingepart number TG 0000008BMT-AB), shown inFigure 6.4, at the active turret station using fourM8 x 16 socket head cap screws. The tang onthe reset tool will engage the live tool driveshaft in the turret.
15. Press the Jog mode push button. The SpindleDecrement indicator light will turn ON.
M-506A 6-13
Figure 6.4 - Live Tool TorqueLimiter Reset Tool
TP8086

16. Press the Spindle Decrement push button. The live tool drive motor will rotate slowly.
The live tool drive motor will stop rotating and the Spindle Decrement indicator light willturn OFF when the torque limiter engages.
17. Press the Reset key. The live tool torque limit alarm will be cleared from the display.
18. Change K00, bit 7, to "0".
19. Set Parameter Write Enable (PWE) to "0".
20. Remove the torque limiter reset tool.
21. Install the tool attachment at the active station.
6-14 M-506A

TURRET SETUP MODE
Turret Setup mode is used to set the turret Home position (synchronized with the machine control)if the turret top plate is interrupted while indexing.
When Turret Setup is active:
• The main collet pushbutton clamps and unclamps the turret.
• The DRYRUN light flashes when the turret should be unclamped and lights solidif it is unclamped.
• The REPEAT light flashes when the turret should be clamped and lights solid if itis clamped.
SETTING TURRET HOME
1. If the turret top plate is clamped, this is a good time to mark the position.
2. Press the Manual Data Input mode push button.
3. Press the Offset/Setting key.
4. Set Parameter Write Enable (PWE) to "1".
5. Press the System soft key.
6. Press the PMC soft key.
7. Press the PMCPRM soft key.
8. Press the KEEPRL soft key.
9. Set K0.6 (TSETUP) = 1. The Turret Setup mode alarm will appear on the message screen.
10. Press the Jog mode push button.
11. Press Main Collet Open to unclamp the turret. The Repeat Mode light is on when the turret isunclamped.
12. Use the Handwheel to rotate the turret top plate to the highest numbered whole station (10, 12,or 16).
13. Press Main Collet Open/Close to clamp the turret top plate. The Dry Run light is on when theturret top plate is clamped.
14. Press the Manual Data Input mode push button.
15. Set Parameter 1815.4 (APZ) to "0" for the turret (3rd Axis).
16. Turn the machine control OFF for a few seconds.
17. Turn the machine control ON.
18. Set Parameter 1815.4 (APZ) to "1" for the turret (3rd Axis).
19. Set Parameter Write Enable (PWE) to "0".
20. Turn the machine control OFF for a few seconds.
21. Turn the machine control ON.
M-506A 6-15

- NOTES -
6-16 M-506A

APPENDIX ONE - PREVENTIVE MAINTENANCE SCHEDULE
INTRODUCTION
RS series machines are designed to provide minimal downtime and insure long machine life whenthe following schedule of preventive maintenance is applied. Modular construction and easy accessto components help to monitor each of the systems of the machine. Monitoring sensors have beenbuilt into the machine’s hydraulic and control system for ease in troubleshooting problems. Pressuresensors and control alarms alert the operator through the control display when systems malfunction.Circuit breakers provide visual confirmation of the electrical status of each circuit. The plug-in In-put/Output modules in the power case have LED’s for verification of circuit status.
- CAUTION -
Do not use caustic or abrasive cleaners on this machine.
Maintaining a clean machine is part of any good maintenance program. Machines should be peri-odically wiped with lint-free cloths soaked with mineral spirits. If the machine is operated in an atmo-sphere that causes surfaces to rust quickly, wipe these surfaces with a lint-free cloth soaked inmineral oil.
NEVER USE COMPRESSED AIR TO CLEAN DIRT OR CHIPS FROM THE MACHINE. Air pres-sure could force dirt particles and other foreign material past seals and wipers.
STANDARD MAINTENANCE SCHEDULE
The following maintenance times are approximate and components may need attention more fre-quently if excessive environmental pollution is present. Preventive maintenance frequency is for sin-gle shifts and should be increased proportionally when work is for two or three shifts per day.
8 HOURS
Check the guard door vision panel . . . . . . . . . . . . . . . . Operator's Manual
Drain the air filter/regulator bowls . . . . . . . . . . . . . . . . . . . . Chapter 1
Check the coolant level . . . . . . . . . . . . . . . . . . . . . . . . . Chapter 2
Check the coolant concentration and measure the coolant pH . . . . . . . Chapter 2
Check the coolant filter, replace filter element if necessary . . . . . . . . . Chapter 2
Check the chips in coolant tank; remove as necessary. . . . . . . . . . . Chapter 2
Check the hydraulic heat exchanger fan . . . . . . . . . . . . . . . . . Chapter 3
Check the hydraulic pressure gauges. . . . . . . . . . . . . . . . . . . Chapter 3
Check the hydraulic fluid level in the tank; check hydraulic fluid leaks . . . Chapter 3
Check the red “pop up” indicator; hydraulic system filter . . . . . . . . . . Chapter 3
M-506A A1-1

40 HOURS
Check the turret air bearing pressure gauge . . . . . . . . . . . . . . . Chapter 1
Remove the chips from the coolant tank . . . . . . . . . . . . . . . . . Chapter 2
Clean the coolant tank chip basket . . . . . . . . . . . . . . . . . . . . Chapter 2
Clean the air filters . . . . . . . . . . . . . . . . . . . . . . . . . . . Chapter 5
Wash the machine and wipe clean . . . . . . . . . . . . . . . . . . Appendix One
160 HOURS
Replace air line filters . . . . . . . . . . . . . . . . . . . . . . . . . . Chapter 1
Check the coolant pump. . . . . . . . . . . . . . . . . . . . . . . . . Chapter 2
500 HOURS
Clean the air filter/regulator and coalescing filter bowls . . . . . . . . . . Chapter 1
1000 HOURS
Clean and flush the coolant system and change the coolant . . . . . . . . Chapter 2(Coolant tank should also be cleaned when changing the type orbrand of coolant. Follow coolant manufacturer’s recommendations.)
Check all hydraulic hoses for cracks, bad fittings, and kinks . . . . . . . . Chapter 3
Check the hydraulic system wiring for deterioration; check LED’s . . . . . Chapter 3
Lubricate the machine axes . . . . . . . . . . . . . . . . . . . . . . . Chapter 4
2000 HOURS
Replace the hydraulic system filter element . . . . . . . . . . . . . . . . Chapter 3
Lubricate the turret index shaft . . . . . . . . . . . . . . . . . . . . . . Chapter 4
Install a fresh control back-up battery. . . . . . . . . . . . . . . . . . . Chapter 5(Hardinge Inc. recommends installing a fresh battery each 2000 hours)
Install fresh drive unit batteries . . . . . . . . . . . . . . . . . . . . . . Chapter 5(Hardinge Inc. recommends installing a fresh battery each 2000 hours)
4000 HOURS
Check the seal on hydraulic tank filler cap . . . . . . . . . . . . . . . . Chapter 3
A1-2 M-506A

MAINTENANCE SCHEDULE FOR OPTIONS
8 HOURS
Check the barfeed oil level.
Clean the tool probe.
Clean chips from the part catcher.
Grease the chuck master jaws.
40 HOURS
Clean the chip conveyor.
Check the part catcher.
Check the filter(s) on the power case air conditioner. Clean or replace according to manu-facturer recommendations.
160 HOURS
Disassemble and clean the chuck.
Grease the live tooling holders.
1000 HOURS
Check the warning lights.
Check the barfeed-in-position switch.
Tighten the electrical plug connections in power case and control case.
Check and fill the chip conveyor gearbox oil.
Check and adjust the chip conveyor drive belt tension.
2000 HOURS
Lubricate the live tooling drive shaft.
M-506A A1-3

NON-METALLIC MATERIALS TYPICALLYFOUND IN HARDINGE MACHINE CONSTRUCTION
nitrile acetal plastics
neoprene polycarbonates
fluorocarbon rubber nylons
urethane phenolic plastics
silicone rubbers polyethylene
cork-nitrile composites PVC
polyurethane enamel PTFE (polytetrafluoroethylene)
- NOTES -
A1-4 M-506A

APPENDIX TWO - ALARM AND OPERATOR MESSAGES
ALARM MESSAGES
1000 Air Pressure Low
Low air pressure to machine. The control is put in an alarm condition and the machine inE-stop.
Increase the air pressure to within the recommended range and press Reset to clear thealarm.
1006 Tool Group Life End
All of the tools in one or more tool groups have reached the tool life specified in the Tool LifeManagement program and an M30 “End of Program” has been read by the control.
Refer to the operator's manual (M-505) for information on resetting a tool group counter.
1007 Barfeed Fault Powerdown
The automatic power down feature of the machine has been selected and the conditions forshutdown have been met.
1016 Spindle Chiller Temperature Or Flow Fault
The spindle coolant chiller temperature is too high or too low, or the spindle coolant chillerflow is too low. When one of these conditions has been true for four minutes or more, themachine will stop. When the problem is fixed, press Reset to clear the alarm.
1026 Hydraulic Pressure Too Low
The hydraulic pressure switch indicated that the pressure was too low for machine operation.To restart, press the Emergency Stop push button to put the machine in emergency stop state.After a few seconds, clear the Emergency Stop. If the pump starts and stays ON, press Reset toclear the alarm.
1027 Turret Setup Mode
Turret Setup mode is active. Cycle Start is disabled. Deactivate Turret Setup mode to clearthis alarm.
Refer to page 6-15 for information on Turret Setup mode.
M-506A A2-1

1035 Hydraulic Pump Overload
The hydraulic pump motor overload has tripped. Reset the overload to restart the motor andclear the alarm.
1036 Hydraulic Fan Overload
The hydraulic fan motor overload has tripped. Reset the overload to restart the motor andclear the alarm.
1037 Turret Air Fault
Low air pressure to the turret air bearing. The control is put in an alarm condition and themachine in E-stop.
Increase the air pressure to within the recommended range and press Reset to clear thealarm.
Refer to Chapter 1 for information on adjusting the air pressure for the turret air bearing.
1040 E-Stop Not OFF At Power Up
Emergency Stop was not active when the control is turned ON.
Test the Emergency Stop circuit as follows:
1. Press the Emergency Stop push button IN.
2. Pull the Emergency Stop push button OUT.
3. Press the Emergency Stop Reset push button.
1050 X Torque Limiter Fault
The X axis torque limiter has tripped. The control is put into an alarm condition and themachine in Emergency Stop.
Refer to Chapter 6 for information on resetting torque limiters.
1051 Z Torque Limiter Fault
The Z axis torque limiter has tripped. The control is put into an alarm condition and themachine in Emergency Stop.
Refer to Chapter 6 for information on resetting torque limiters.
A2-2 M-506A

1052 Live Tool Disengage Fault
The live tooling disengaged proximity switch does not give the expected signal. The livetooling spline may have failed to engage or the live tooling disengaged proximity switch may befaulty. Press Reset to clear the alarm.
1053 E Torque Limiter Fault
The E axis torque limiter has tripped. The control is put into an alarm condition and themachine in Emergency Stop.
Refer to Chapter 6 for information on resetting torque limiters.
1060 Turret Fault
Turret index was interrupted by Reset or Emergency Stop.
To clear the fault:
1. Reset Emergency Stop.
2. Select Jog mode.
3. Select a station and press the Turret Index push button.
4. The turret will index to the selected station.
1061 Turret Unclamped
The turret top plate is not properly seated. Turret index time exceeds two seconds. Turretproximity switch may be faulty. The control is put in an alarm condition.
1063 Turret Unclamped Switch
The turret unclamp solenoid is energized but the turret unclamped switch has not beenactivated. Either the turret has failed to unclamp or the unclamped switch has failed.
1064 Turret Switches May Be Swapped
The two turret clamp/unclamp switches are wired incorrectly or one of the switches is faulty.
1065 Y Axis Too Low To Index Turret
The turret is positioned below Y0. Move the turret to Y0 or above before attempting to indexthe turret top plate.
M-506A A2-3

1066 Live Tool Torque Limiter Fault
The live tool torque limiter has tripped. The control is put into an alarm condition and themachine in Emergency Stop.
Refer to Chapter 6 for information on resetting torque limiters.
1067 Turret Station Switch Fault
The turret station selector switch indicates an invalid station. The control is put into an alarmcondition.
1072 Please Turn Off Power
After operating the machine with the Machine lock feature active, power down is required toreset the machine position. Power OFF the machine, wait a few seconds, and then restart themachine.
1074 No Live Tooling At Half-Station
Live tooling was commanded while the turret top plate is positioned at station 17 through 32.Live tooling can only be commanded at station 1 through 16.
Press Reset to clear the alarm.
1075 Bar Feed Fault
Bar feed signals a fault. The control is put in an alarm condition.
Adjust the bar feed and press Reset to clear the alarm.
1076 End of Bar
End of bar condition exists. The control is put in an alarm condition.
Press Reset to clear the alarm.
1082 T Code Invalid
The T word exceeds the maximum number of turret stations on the top plate.
T word format error.
1083 M Code Invalid
M word is programmed for an option not available/enabled on the machine.
M word is not defined in the control.
M word format error.
Press Reset to clear the alarm.
A2-4 M-506A

1084 Y Axis Brake Failed
The Y axis brake was commanded to engage and the control detects movement on the Yaxis.
Replace the Y axis motor or drive belt, as needed.
1085 B Code Invalid
B word orient angle is invalid.
B word is programmed for an option not available/enabled on the machine.
B word format error.
Press Reset to clear the alarm.
1086 X Axis Brake Failed
The X axis brake was commanded to engage and the control detects movement on the Xaxis.
Replace the X axis brake.
1093 Tool Probe Must Be Stowed
The tool probe is active and Cycle Start was pressed with Automatic mode active. The toolprobe must be stowed to start a part program in Automatic mode.
The tool probe is active and the part catcher was commanded to extend. The tool probe mustbe stowed before the part catcher can be extended in any mode.
Refer to the operator's manual (M-505) for information on the tool probe.
1100 Part Catcher Must be Retracted
The main spindle part catcher must be retracted before starting a program in Automaticmode.
Press Reset to clear the alarm.
1110 Left Collet Access Door
The main spindle collet access door is open. Automatic mode is inhibited. Close the door andpress Reset to allow machine operation.
1111 Right Collet Access Door
The sub-spindle collet access door is open. Automatic mode is inhibited. Close the door andpress Reset to allow machine operation.
M-506A A2-5

1112 Rear Access Door Open
The rear access door is open. Close the door and press Reset to allow machine operation.
1113 Main Collet Limit Switch
One or both of the main collet Open/Close pressure switches are faulty. Both switchesindicate the same state. The control is put into an alarm condition.
1114 Main Spindle Orient Fault
Spindle orient failed to complete in five seconds. Press Reset to clear the alarm.
1115 Main Spindle Brake Fault
Main spindle brake switch input contradicts the state of the solenoid valve.
1116 Front Access Cover Open
The left front access cover is not properly mounted on the machine. Machine operation isinhibited. Properly mount the door on the machine and press Reset to allow machine operation.
1121 Tailstock Force Too Low
The force exerted by the tailstock against the part has fallen to an unacceptable value. CycleStart is inhibited.
Press Reset to clear this alarm.
1122 Tailstock Motion Fault
The tailstock has been commanded to move in the +E or -E direction and has not reached theprogrammed position within 2½ seconds.
1140 Part Catcher, See Messages
The sub-spindle part catcher slide has a fault. Refer to the message display page for detailedinformation.
1210 Part Missing
A part should be in the sub-spindle and the part present detector did not find a part.
1211 Part Present
A part should not be in the sub-spindle and the part present detector found a part.
A2-6 M-506A

1213 Opposite Collet Limit Switch
One or both of the sub-spindle collet Open/Close pressure switches are faulty. Both switchesindicate the same state. The control is put into an alarm condition.
1214 Opposite Spindle Orient Fault
Sub-spindle orient failed to complete in five seconds. Press Reset to clear the alarm.
1215 Opposite Spindle Brake Fault
Sub-spindle brake switch input contradicts the state of the solenoid valve.
1237 Door Did Not Lock
The guard door failed to lock and program execution was attempted.
3010 Tailstock Overtravel Limit
The tailstock has traveled past the E axis position specified by the A word in the M82command line. Refer to the programmer's manual (M-504) for information on programming thetailstock.
3011 Programmed Force Too High
The force programmed by the F word in the M82 command line is above the allowable range.Refer to the programmer's manual (M-504) for information on programming the tailstock.
3012 Programmed Force Too Low
The force programmed by the F word in the M82 command line is below the allowable range.Refer to the programmer's manual (M-504) for information on programming the tailstock.
3013 A Limit Missing
The A word is missing from the M82 command line. The A word must be programmed. Referto the programmer's manual (M-504) for information on programming the tailstock.
3014 B Setting Missing Or Incorrect
The B word is missing from the M82 command line or is programmed with an invalid value.B1 or B2 must be programmed. Refer to the programmer's manual (M-504) for information onprogramming the tailstock.
M-506A A2-7

OPERATOR MESSAGES
2001 1000 Hour Lube Required
Machine lubrication is required every 1000 hours of machine ON time. Cycle Start is inhibitedwhile this message is displayed.
Refer to Chapter 4 for information on machine lubrication.
After lubricating the machine, press the Reset and Feed Hold push buttons at the same timeto clear the message.
2002 Press and Hold the Unlock Button.Open and Close Guard Door to Verify the Door Switch.
Machine power-up message. Press and hold the Unlock push button. Open and close theguard door to verify interlock switch operation.
2004 Tool Probe Cover Off
The tool probe receiver cover must be properly installed to allow automatic machineoperation. Install the probe receiver cover and press Reset to clear the alarm.
2005 New Tool Used on this Part
A tool in the currently active tool group has reached the tool life specified in the Tool LifeManagement program. The next tool in the active tool group has been selected.
Press Cycle Start or Reset to clear the message.
2010 Spindle Warm-Up Active
Machine power-up message. The spindle warm-up cycle is active.
2011 Ready To Warm Up Spindle(s)? Press Cycle Start Again To Continue,Reset To Cancel.
Machine power-up message.
2017 Spindle Warm-Up Bypassed. Running The Main Spindle At High Speed WithoutWarmup May Damage The Spindle. See Manual For Warning Notice.
Machine power-up message. The machine operator has by-passed the recommendedspindle warm-up cycle.
A2-8 M-506A

2020 Check Spindle Tooling Speed Limits. Insert Part(s), Close Collet(s), Close Door.When Safe, Press Cycle Start To Warm Up Spindle(s).
Machine power-up message. Refer to the operator's manual (M-505) for information spindletooling speed limits.
2021 Lamp Output Disconnected
An output module driving the panel lamps is overloaded. Turn the machine OFF to clear thismessage.
2022 Operator Door Open
The coolant guard door is open. Cycle Start is inhibited until the guard door is closed.
2023 Control Battery Low
Low voltage condition on control memory battery back-up. DO NOT POWER DOWN THEMACHINE!
Refer to Chapter 5 for instructions to replace the battery.
2025 Protect Key Must Be OFF To Bypass Warm-Up
Machine power-up message. The Program Protect key must be OFF before the machineoperator can by-pass the recommended spindle warm-up cycle.
2030 Coolant Pump OL
The coolant pump motor overload on coolant pump 1 contactor in the machine power casehas tripped. Repeat mode is canceled.
Correct the cause of the overload. Locate the coolant pump 1 contactor in the power caseand reset the overload. When the overload is reset, press Reset to clear the message.
2031 Coolant Chiller Flow
The flow switch in the coolant chiller unit has opened, indicating low coolant flow. This maybe due to a clogged coolant filter.
After proper coolant flow is restored, press Reset to clear the message.
M-506A A2-9

2032 Coolant Pump 2 Motor OL
The coolant pump motor overload on coolant pump 2 contactor in the machine power casehas tripped. Repeat mode is canceled.
Correct the cause of the overload. Locate the coolant pump 2 contactor in the power caseand reset the overload. When the overload is reset, press Reset to clear the message.
2033 Incorrect Power Phase Sequence
The phasing of the incoming 3-phase power to the machine is incorrect.
1. Power down the machine.
2. Turn OFF the electrical power to the machine.
3. Open the power case doors.
4. Swap the connection of any two wires on the line side of the main circuit breaker.
5. Close and latch the power case doors.
6. Turn ON the electrical power to the machine.
2034 X Scale Air Purge Pressure Fault
This message applies to Super-Precision® machines only.
The scale air purge pressure switch indicates a loss of pressure. Repeat mode is canceled.Cycle Start is inhibited.
Correct the cause of the pressure loss and press Reset to clear the message.
2041 Enable Switch ON at Power Up
Power up message. The hand-held Enable switch is ON (center position) at power-up.
Release the Enable switch or replace if faulty.
2042 Setting Mode: Enable Switch ON
T-42 Lathe:
Setting mode has been activated and the hand-held Enable switch is ON (centerposition).
Release the Enable switch or replace if faulty.
T-51 and T-65 Lathes:
Setting mode has been activated and the Enable push button is active.
Release the Enable push button or replace if faulty.
A2-10 M-506A

2043 Setting Mode: Verify Enable Switch
Setting mode has been activated. Cycle the hand-held Enable switch through all positions toclear the message.
2044 Open And Close Left Access Door To Verify Door Interlock Switch
Machine power-up message. Remove and replace the collet access cover at the left end ofthe machine to verify interlock switch operation.
2045 Open And Close Right Access Door To Verify Door Interlock Switch
Machine power-up message. Remove and replace the large access cover at the right end ofthe machine to verify interlock switch operation.
2046 Wiring Fault: Check +24B Wiring
Emergency Stop is active and +24 volts is detected on the +24B circuit. The +24B circuitshould be zero volts when Emergency Stop is active.
Referring to the electrical schematic supplied with the machine, check the wiring in the +24Bcircuit.
2047 Air Conditioner Overload
The overload on the air conditioner contactor in the machine power case has tripped.
Correct the cause of the overload. Locate the air conditioner contactor in the power case andreset the overload. When the overload is reset, press Reset to clear the message.
2054 E Axis Thrust Limit Exceeded, Please Adjust Feedrate
The E axis thrust limit has been exceeded. The machine is put into a feed hold condition.
Turn the Feedrate Override switch down by 10% and press Cycle Start. Repeat until themessage clears. Adjust the feedrate in the part program by the percentage that was required toclear the message.
2055 Z Axis Thrust Limit Exceeded, Please Adjust Feedrate
The Z axis thrust limit has been exceeded. The machine is put into a feed hold condition.
Turn the Feedrate Override switch down by 10% and press Cycle Start. Repeat until themessage clears. Adjust the feedrate in the part program by the percentage that was required toclear the message.
M-506A A2-11

2056 Setting Mode Required
T-42 Lathe:
Setting mode is required to use the enable switch. Turn the setting mode switch to"1" (ON).
T-51 and T-65 Lathes:
Setting mode is required to use the Enable push button. Turn the setting modeswitch to MPG or JOG.
2057 Feedrate Override Set To Zero
The Feedrate Override switch is set to zero and a Rapid Reference move was attempted.
Set the Feedrate Override switch to any non-zero value to allow the Rapid Reference move.
Set the Feedrate Override switch to any non-zero value or press the Reset key to clear themessage.
2062 Please Press Reset
It is not allowed to open the guard door or operate the part catcher manually with a partprogram active. If necessary, press Reset to stop the part program.
2071 Y Too Low To Jog E Or Z
The turret is positioned below Y0. Move the turret to Y0 or above before attempting to movethe E or Z axis.
2073 Please Turn Setting Mode OFF
Power up message. Turn the Setting Mode switch to "0" (OFF).
2077 Open Collet Only In Jog Mode
For machines equipped with the bar feed option and the option is turned ON, the control mustbe in Jog mode to manually open the collet or chuck. Press Reset or select Jog mode to clearthe message.
2086 Part Count Satisfied
The part count specified has been completed. Repeat mode is canceled. Press Cycle Startor Reset to clear the message.
2087 Guard Door Switch Fault Two Inputs Must Agree
The two inputs on the guard door switch must indicate the same condition (door open or doorclosed).
Check the switch wiring or replace the switch, if necessary.
A2-12 M-506A

2090 Turret Must Be At X Axis Home Position
When the tool probe is active, the turret can only be indexed when it is positioned at the Xaxis reference position.
2094 Tool Failed To Contact Probe
While using the probe cycle, the tool failed to contact the probe. Adjust the tool position andtry again. Press Reset to clear the message.
2095 Please Check Axis Selector Switch
While using the probe cycle, the axis jog button pressed is for an axis that does not match theAxis Select push button that is active. Press the correct axis jog push button or change the axisselection. Press Reset to clear the message.
2096 Spindle Chiller Temperature Or Flow Fault
The spindle chiller temperature is too high or low or the spindle coolant chiller flow is too low.This fault cancels Repeat mode. The machine will stop with alarm 1016 after four minutes.Press Reset to clear the message.
2097 Turret Must Be At Required Z Axis Position
The turret Z axis position must be greater than 15.4 in [391.16 mm] to allow the tool probe todeploy without danger of collision.
2098 E-Axis Must Be Homed
The sub-spindle must be at the reference position to allow the automatic tool probe to deploy.
2100 Low Coolant
Low coolant level. Refer to the operator's manual (M-505) for information on refilling thecoolant tank.
2101 Part Catcher Timeout
The main spindle part catcher took too much time to complete the commanded motion. Thearm or basket may be stuck or obstructed. Press Reset to clear the message.
2102 Part Catcher Limit Switch Fault
One of the following conditions exists:
• The main spindle part catcher arm extended and retracted limit switches areboth activated.
• This may indicate that one of the limit switches has failed.
M-506A A2-13

2103 Part Conveyor Out Of Position. Close Door, Press Reset, Press “Part Catc S2"Button On Operator Panel To Recover
The part catcher slide is not on the home switch and not on the extended switch. Follow theinstructions in the message.
2104 Auto Door Drive Alarm, Please Press Reset
The automatic guard door stepper motor drive unit has an alarm. Press Reset to clear thismessage.
2105 Auto Door Collision Detected, Press E-S Reset Button To Reset
The automatic door is equipped with a collision detector; a sensitive rubber boot at theleading edge of the door. If the door hits something when moving, it will stop. To reset thecollision detector mechanism, press the Emergency Stop Reset button.
2106 Auto Door Drive Alarm, Press Reset; Home Required
The automatic door stepper motor drive unit has an alarm. Press Reset to clear thismessage. The drive will perform the homing operation the next time the door is opened orclosed.
2107 Auto Door Drive Alarm, E-Stop Required To Reset
Put the machine in Emergency Stop push button to reset the automatic door stepper drive.
2116 Main Chuck Failed To Close
Main spindle Collet Close has been commanded and the main spindle draw tube is still in theOpen position.
2117 Main Chuck Did Not Grip Part
Main spindle Collet Close has been commanded and the main spindle draw tube hastraveled past the closed position, indicating that no workpiece is in the spindle.
2120 Can't Apply Tailstock Brake With Spindle Running
The brake was not applied. Stop the spindle before applying the brake. Reset clears themessage.
A2-14 M-506A

2125 Spindle Speed Exceeds Limit, Main Spindle
- CAUTION -
When modifying the programmed spindle speed or the spindle speed limit, besure to select values that will not create an unsafe operating condition.
The spindle speed programmed for the main spindle exceeds the limit set on the SpindleSpeed Limit screen. Modify the programmed spindle speed or the value on the Spindle SpeedLimit screen.
Refer to the operator's manual (M-505) for information on the Spindle Speed Limit screen.
2126 Spindle Speed Exceeds Limit, Opposite Spindle
- CAUTION -
When modifying the programmed spindle speed or the spindle speed limit, besure to select values that will not create an unsafe operating condition.
The spindle speed programmed for the sub-spindle exceeds the limit set on the SpindleSpeed Limit screen. Modify the programmed spindle speed or the value on the Spindle SpeedLimit screen.
Refer to the operator's manual (M-505) for information on the Spindle Speed Limit screen.
2127 Spindle Speed Exceeds Limit, Live Tooling
- CAUTION -
When modifying the programmed spindle speed or the spindle speed limit, besure to select values that will not create an unsafe operating condition.
The spindle speed programmed for the live tool spindle exceeds the limit set on the SpindleSpeed Limit screen. Modify the programmed spindle speed or the value on the Spindle SpeedLimit screen.
Refer to the operator's manual (M-505) for information on the Spindle Speed Limit screen.
2133 Main Collet Open
The main spindle collet/chuck is open. Cycle Start and manual spindle operation areinhibited. Close the Collet/chuck to allow Cycle Start and manual spindle operation.
Press Reset to clear the message.
M-506A A2-15

2134 Main Spindle Contouring Mode
The C1 Axis Select push button is active and the operator is attempting to manually operatethe main spindle through the use of the spindle control functions on the operator panel.
Press another Axis Select push button.
2135 Main Spindle Pole Position Not Set. Close Door And Press Test Pushbutton.
Machine power-up message. Close the guard door and press the Test push button.
2136 Test Not Performed. Main Spindle May Be Running Or Have Alarm
The MCC contactor test or spindle pole positioning was attempted and failed. Main spindledrive has not indicated the main spindle is stationary.
If the main spindle is not running, check for alarms on the spindle drive.
Press Reset and, if needed, power down the machine to clear spindle alarms.
2137 Test Not Performed. Opposite Spindle May Be Running Or Have Alarm
The MCC contactor test or spindle pole positioning was attempted and failed. Sub-spindledrive has not indicated the sub-spindle is stationary.
If the sub-spindle is not running, check for alarms on the spindle drive.
Press Reset and, if needed, power down the machine to clear spindle alarms.
2141 Opposite Spindle Part Catcher Timeout
The sub-spindle part catcher took too long to complete the commanded motion. The slide,arm, or gripper may be stuck. Correct the problem and press Reset to clear the message.
2142 Opposite Spindle Part Catcher Limit Switch Fault
The sub-spindle part catcher slide, arm, or gripper limit switches indicate the same state.This may indicate that one of the switches has failed. Correct the problem and press Reset toclear the message.
2143 Opposite Spindle Part Catcher Slide Must Be Extended
The sub-spindle part catcher slide must be extended before the arm can be rotated out to thespindle centerline.
A2-16 M-506A

2144 Opposite Spindle Must Be Home
The sub-spindle must be at the reference position before the sub-spindle part catcher armcan be rotated.
2145 Opposite Spindle Part Catcher Arm Must Be Down
The sub-spindle part catcher arm must be rotated down before the part catcher slide can beretracted.
2146 Opposite Spindle Part Catcher Gripper Fault
The part catcher gripper is closed without gripping a part.
2147 Part Conveyor Motor Overload
The part conveyor motor overload in the machine power case has tripped.
Correct the cause of the overload. Reset the overload in the power case. When the overloadis reset, press Reset to clear the message.
2150 High Pressure Coolant Filter Clogged
The high pressure coolant filter pressure drop is too high. This message cancels Repeatmode, but allows machine operation. Check the condition of the filter.
Press the Reset key to clear the message.
2152 High Pressure Coolant Level Low
The level switch in the high pressure coolant tank indicates that the coolant level is too low.Check the operation of the pump. Find and correct the cause of the problem.
Press the Reset button on the high pressure coolant unit to reset the alarm.
Press the control Reset key to clear the message.
2153 One Spindle Must be Running
The active spindle must be running before the high pressure coolant pump can be started.The active spindle is selected by M64 or M65. The main spindle is the default.
Revise the part program as necessary.
Press Reset to clear the message.
M-506A A2-17

2154 High Pressure Coolant Not Ready
The high pressure coolant unit is not ready.
Verify the high pressure coolant unit is ON.
Check the fuses in the machine power case.
Find and correct the cause of the problem.
Press Reset to clear the message.
2155 MCC Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2156 E-Stop Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2157 Main Guard Door Lock Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2160 Air Supply Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2161 Hydraulic Supply Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2162 Auto Door Air Supply Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2163 Main Guard Closed Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
A2-18 M-506A

2164 X Axis Brake Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2165 Y Axis Brake Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2166 Chip Conveyor Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2167 Barfeed Power Contactor Status Fault
The actual contactor output does not match the anticipated output. Check the contactor andreplace, if necessary.
2170 Hydraulic Pump Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
2171 Coolant Pump 1 Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
2172 Coolant Pump 2 Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
2173 High Pressure Coolant Pump Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
M-506A A2-19

2174 Live Tool Fan Motor Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
2175 Mist Collector Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
2176 Part Conveyor Contactor Status Fault Or Overload Trip
The actual contactor output does not match the anticipated output or the associated overloadhas tripped. Check the contactor and overload. Reset the overload or replace the contactor, ifnecessary.
2200 Parameter Write Fault 1: Please Turn Off Power and Restart Machine
The control has failed to write a parameter correctly. Cycling control power OFF and ON mayclear the problem. Contact the Hardinge Service Department if necessary.
2201 Parameter Write Fault 2: Please Turn Off Power and Restart Machine
The control has failed to write a parameter correctly. Cycling control power OFF and ON mayclear the problem. Contact the Hardinge Service Department if necessary.
2202 Parameter Write Fault 3: Please Turn Off Power and Restart Machine
The control has failed to write a parameter correctly. Cycling control power OFF and ON mayclear the problem. Contact the Hardinge Service Department if necessary.
2203 Parameter Write Fault 4: Please Turn Off Power and Restart Machine
The control has failed to write a parameter correctly. Cycling control power OFF and ON mayclear the problem. Contact the Hardinge Service Department if necessary.
2204 Macro Variable Write Fault 5. Please Turn Off Power And Restart Machine
The control has failed to write a macro variable correctly. Cycling control power OFF and ONmay clear the problem. Contact the Hardinge Service Department if necessary.
A2-20 M-506A

2205 Macro Variable Write Fault 6. Please Turn Off Power And Restart Machine
The control has failed to write a macro variable correctly. Cycling control power OFF and ONmay clear the problem. Contact the Hardinge Service Department if necessary.
2216 Opposite Chuck Failed To Close
Sub-spindle Collet Close has been commanded and the sub-spindle draw tube is still in theOpen position.
2217 Opposite Chuck Did Not Grip Part
Sub-spindle Collet Close has been commanded and the sub-spindle draw tube has traveledpast the closed position, indicating that no workpiece is in the spindle.
2233 Opposite Collet Open
The sub-spindle collet/chuck is open. Cycle Start and manual spindle operation are inhibited.Close the Collet/chuck to allow Cycle Start and manual spindle operation.
Press Reset to clear the message
2234 Opposite Spindle Contouring Mode
The C2 Axis Select push button is active and the operator is attempting to manually operatethe main spindle through the use of the spindle control functions on the operator panel.
Press another Axis Select push button.
2235 Opposite Spindle Pole Position Not Set. Close Door And Press Test Pushbutton.
Machine power-up message. Close the guard door and press the Test push button.
2236 Close Door. Then Press Test Pushbutton To Execute Main Contactor (MCC) Test
Machine power-up message. Close the guard door and press the Test push button.
2240 Test Not Performed. Door May Be Open, Live Tool Spindle Running,Live Tool Spindle Alarm
The MCC contactor test or spindle pole positioning was attempted and failed. Guard doormay be open or the live tool drive has not indicated the live tool spindle is stationary.
If the live tooling is not running, check for alarms on the live tool drive.
Press Reset and, if needed, power down the machine to clear spindle alarms.
M-506A A2-21

2241 CNC External Input Fault
The CNC has rejected external data. If this problem persists, please contact the factory.
2242 Spindle Error - Diagnostic 710 Gives Details
See A.4 ERROR CODES in Fanuc 31i Model A Maintenance Manual 63945 for anexplanation of error codes displayed in diagnostic 710.
2243 Spindle Fault - Diagnostic 712 Gives Details
See Section 10.1.4 in Fanuc 31i Model A Maintenance Manual 63945 for an explanation ofwarning codes displayed in diagnostic 712.
A2-22 M-506A

- NOTES -
M-506A A2-23

- NOTES -
A2-24 M-506A

APPENDIX THREE - MACHINE PHOTOGRAPHS
M-506A A3-1
Figure A3.1 - Main Air Controland Coolant Pressure Gauge
A - Coolant Pressure Gauges
B - Main Air Filter/Regulator
C - Coalescing Filter
D - Main Air Pressure Switch
E - Turret Air Bearing Pressure Regulator
F - Turret Air Purge Pressure Regulator(BMT 45 Top Plate only)
G - Main Air Shut-Off Valve
TP7857B
A
B
CD
E
F
G

A3-2 M-506A
Figure A3.2 - Coolant Pump (Stage 2) and Coolant Filter
A - Coolant Pump (Stage 2)
B - Coolant Filter
TP7889A
A
B

M-506A A3-3
Figure A3.3 - Hydraulic Unit and Coolant Pump (Stage 1)
A - Hydraulic Unit
B - Coolant Pump (Stage 1)
TP7864B
A
B

A3-4 M-506A
Figure A3.4 - Main Disconnect Switch Handleand Tags on Power Case Door
TP7938

M-506A A3-5
Figure A3.5 - Internal View of Power Case
A - Fanuc Input/Output Modules
B - Linear Scales Input
C - Safety Output Relays (Channel 2)
TP7964
A
B
C

A3-6 M-506A
Figure A3.6 - Internal View of Power Case
A - Safety Input/Output Module (Channel 1)
B - Safety Input/Output Module (Channel 2)
C - Safety Output Relays (Channel 1)
D - X Axis Brake Resistors
TP7965
A
B
C
D

M-506A A3-7
Figure A3.7 - Internal View of Power Case: Tool Probe Interface,Thermal Compensation Modules, and Safety Expansion Relays
A - Tool Probe Interface
B - Thermal Compensation Modules
C - Safety Expansion Relays
TP8299
A
B
C

A3-8 M-506A
Figure A3.8 - Internal View of Power Case:Upper Input/Output Module (5000 I/O)
TP7979

M-506A A3-9
Figure A3.9 - Internal View of Power Case:Lower Input/Output Modules
A - 5300 I/O
B - 5900 I/O
C - 6200 I/O
D - 5600 I/O
A
B
C
D
TP7980

A3-10 M-506A
Figure A3.10 - Internal View of Power Case:Axis Servo and Spindle Drive Units
TP7966A

M-506A A3-11
Figure A3.11 - Internal View of Power Case:24 Volt Fuse Blocks, Contactors, and Terminal Blocks
TP7974A

A3-12 M-506A
Figure A3.12 - Internal View of Power Case:110 Volt Fuse Blocks, Terminal Blocks,
Relays, and Ground Strip (G3)
TP7976

M-506A A3-13
Figure A3.13 - Internal View of Power Case:200 volt (50 Hz) / 230 volt (60 Hz) Fuse Blocks, Contactor, and Overload
(T-42 Lathes)
TP7977B

A3-14 M-506A
Figure A3.14 - Internal View of Power Case:200 volt (50 Hz) / 230 volt (60 Hz) Fuse Blocks
(T-51 and T-65 Lathes)
TP78300

M-506A A3-15
Figure A3.15 - Internal View of Power Case:Main Spindle and Sub-Spindle SSM Modules and Line Reactor
(T-42 Lathes)
A - Sub-Spindle SSM Module
B - Main Spindle SSM Module
C - Line Reactor
CBA
TP7967

A3-16 M-506A
Figure A3.16 - Internal View of Power Case:Main Spindle and Sub-Spindle SSM Modules,
Line Reactor, and MCC Contactor(T-51 and T-65 Lathes)
A - Sub-Spindle SSM Module
B - Main Spindle SSM Module
C - Line Reactor
D - MCC Contactor
A BC
D
TP8304

M-506A A3-17
Figure A3.17 - Internal View of Power Case:400 volt (50Hz) / 460 volt (60Hz) Fuse Blocks and Contactors
TP7968

A3-18 M-506A
Figure A3.18 - Internal View of Power Case:400 volt (50Hz) / 460 volt (60Hz) Fuse Blocks, Contactors, and Overloads
(T-42 Lathe)
TP7969A

M-506A A3-19
Figure A3.19 - Internal View of Power Case:400 volt (50Hz) / 460 volt (60Hz) Fuse Blocks, Contactors, and Overloads
(T-51 and T-65 Lathes)
TP8303

A3-20 M-506A
Figure A3.20 - Internal View of Power Case:24 Volt Power Supply and Control Transformer
(T-42 Lathes)
A - 24 Volt Power Supply
B - Control Transformer
TP7970
A B

M-506A A3-21
Figure A3.21 - Internal View of Power Case:24 Volt Power Supply and Control Transformer
(T-51 and T-65 Lathes)
A - 24 Volt Power Supply
B - Control Transformer
TP8301
A
B

A3-22 M-506A
Figure A3.22 - Internal View of Power Case: Main Circuit Breaker,Main PE (Ground) Connection, and Line Reactor
(T-42 Lathes)
A - Main Circuit Breaker
B - Main PE (Ground) Connection
C - Line Reactor
TP7971
A
B
C

M-506A A3-23
Figure A3.23 - Internal View of Power Case:Main Circuit Breaker and Main PE (Ground) Connection
(T-51 and T-65 Lathes)
A - Main Circuit Breaker
B - Main PE (Ground) Connection
C - Surge Suppressor
D - MCC Contactor
AB
TP8210
C
D

A3-24 M-506A
Figure A3.24 - Internal View of Power Case: Line Reactor(T-51 and T-65 Lathes)
A - Line Reactor (located behind main circuit breaker mounting plate)
A
TP8302

M-506A A3-25
Figure A3.25 - Internal View of Power Case:MCC Contactor, Surge Suppressor, and Ground Terminal
(T-42 Lathes)
A - MCC Contactor
B - Surge Suppressor
C - Ground Terminal
TP7972
A
B
C

A3-26 M-506A
Figure A3.26 - Internal View of Power Case: Ground Strip (G2)(T-42 Lathes)
TP7973

M-506A A3-27
Figure A3.27 - Internal View of Power Case: Ground Strip (G2)(T-51 and T-65 Lathes)
TP8305

A3-28 M-506A
Figure A3.28 - Interface Receptacleson the Side of the Power Case
A - Main Spindle Foot Switch
B - Tailstock or Sub-Spindle Foot Switch
C - High Pressure Coolant Power
D - High Pressure Coolant Control
E - Bar Feed Control
F - Bar Feed Power
G - Chip Conveyor Power
TP7960A
A B
C D E F G

M-506A A3-29
Figure A3.29 - X, Y, and Z Axis Grease Manifolds,X Axis Drive Motor, and Live Tooling Drive Motor
A - X Axis Grease Manifold
B - Live Tooling Motor
C - Y Axis Grease Manifold
D - X Axis Motor
E - Z Axis Grease Manifold
TP7936
B
C
A D
E

A3-30 M-506A
Figure A3.30 - Turret Index Motor and Y Axis Drive Motor
A - Turret Index Motor
B - Y Axis Drive Motor
TP7987
A
B

- NOTES -
M-506A A3-31

- NOTES -
A3-32 M-506A

APPENDIX FOUR - MACHINE TAGS
TAG LOCATIONS
- NOTE -
Refer to the tables beginning on page A4-10 for tag part numbers.
M-506A A4-1
NOTE: INSIDE VALVECOMPARTMENT DOOR
HYDRAULIC VALVE ASSEMBLY-MAIN COLLET CLOSER
MAINCOLLETCLOSER
MAINSPINDLEBRAKE
CLOSESERDRAIN
500 PSIMAX
A
T
A
P
SOLENOID FD FORCOLLET OPEN
SOLENOID FD FORCOLLET CLOSE
SOLENOID FD FORBRAKE DISENGAGE
BB PRESSURE
ADJUSTMENT
P/N CN CQ 0010366MHV
HAZARDOUS AREA!DO NOT TOUCH MH MOVING
OR RR ROTATING PARTS
BEYOND RD REAR OR OF SPINDLEWITH SH STOCK EXTENDEDDO NOT RUN MN MACHINE
CORRESPONDING BARFEED UD UNIT
PROPER BR BARFEED CD COVERMUST BE USED WD WITH
WHEN MN MACHINE INOPERATION, AIR GR GAP OFPOWER CR CASE TOMACHINE BASE SHOULDBE 1.00" [25.4mm] TO2.00" [50.8mm]
P/N CN CQ 0010366ARARGP
Figure A4.1 - Left End of Machine
1
4
6
7
8
9
10
115121314
15
16
17 18 19
11
TI5776B
23
5

A4-2 M-506A
P/N BL-0010366EJ
FAILURE TO FOLLOW SAFEMACHINING PRACTICES CANRESULT IN EJECTED PARTSAND SERIOUS INJURY.ENCLOSURE MAY NOT STOPEVERY TYPE OF PROJECTILE.
DANGER
P/N CQA0010366C2LR
CLASS 2 LASER PRODUCTDO NOT STARE INTO BEAM
PULSE POWER <2.6 mW 650-670nm, 2kHz, 15.5 uS PULSE.COMPLIES WITH 21 CFR 1040.01& EN60825-1:2001 EXCEPT FORDEVIATIONS PURSUANT TOLASER NOTICE NO. 50, DATED7-26-01
P/N BL-0010366GC
VISION PANEL INSTALLATION DATE
YEARINSTALLED CHANGE BEFORE
2011 20212012 20222013 20232014 20242015 2025
12 12
3
4
5678
9
1011
MONTH
IF DAMAGED REPLACE IMMEDIATELY, OTHERWISEREPLACE AFTER A MAXIMUM OF 10 YEARS.
SEE OPERATOR'S SAFETY MANUAL.
IMPORTANTDAMAGE RESULTING
FROM MISUSE,NEGLIGENCE, ORACCIDENT IS NOTCOVERED BY THE
HARDINGE INC.MACHINE WARRANTY
-NOTICE-MAXIMUM
SPINDLE RPMMAIN SPINDLE 6,000 RPMSUBSPINDLE 6,000 RPM
SERVICE ACCESS COVER
PLACE THE CONTROL IN E-STOP BEFORE
REMOVING THIS COVER TO ELIMINATE POSSIBLE
PINCH POINTS. THIS COVER IS TO BE REMOVED
FOR SERVICE ACCESS BY AUTHORIZED PERSONNEL
ONLY. COVER MUST BE PROPERLY SECURED
BEFORE OPERATING THIS EQUIPMENT.
P/N CSA-0010302-01CE
CAREFULLY WASHAND DRY WINDOWWITH SOFT CLEANCLOTH TO AVOID
MARRING SURFACE
P/N CSA-0010302WCE
Figure A4.2 - Front of Machine
TI5777C
5
23
21
2522 24
20 27 26

M-506A A4-3
NOTE: INSIDE VALVECOMPARTMENT DOOR
WHEN MACHINE INOPERATION, AIR GAP OFPOWER CASE TOMACHINE BASE SHOULDBE 1.00" [25.4mm] TO2.00" [50.8mm]
P/N CQ 0010366ARGP
PNEUMATIC VALVE ASSEMBLY-COLLET CLOSER
20 PSI MIN
A
B
SUB SPINDLECHUCK CLOSE
IN
SUB SPINDLECHUCK OPEN
SUB SPINDLECHUCK CLOSE
SUB SPINDLECHUCK OPEN
SUB SPINDLECHUCK
CYLINDER
SOLENOID FD FORCOLLET OPEN
SOLENOID FD FORCOLLET CLOSE
REGULATOR
P/N CQ 0010366SSPV
HYDRAULIC VALVE ASSEMBLY-
BRAKE
AB
P
T
BRAKEDISENGAGE
SOLENOID
SPINDLEBRAKE
P/N CQ 0010366SSB
Figure A4.3 - Right End of Machine
TI5778A
23
28
7
29
30
31
32
2
1
11
11
5
*
*
*
*
*
*
* Sub-Spindle Machines Only
** Tailstock Machines Only
2*
34
** 33

A4-4 M-506A
MACHINESERIAL NO.
HARDINGE INCONE HARDINGE DR, PO BOX 1507, ELMIRA,NY,14902-1507,USATEL: 800 843 8801
MACHINEWEIGHT
P/N CL-0008074
OVERCURRENT PROTECTION PROVIDEDAT MACHINE SUPPLY TERMINALS
NOTE - ADDITIONAL DATA PLATES IN CONTROL CASE
SHORT CIRCUIT INTERRUPTING CAPACITY OFTHE OVERCURRENT PROTECTIVE DEVICE
POWER
NC
WIRING DIAGRAMS
CONTROL VOLTS SPINDLE DRIVE
KILOWATTS HERTZ MACHINE FLA
MODEL SUPPLY VOLTS PHASE
P/N LCA-0010302-CE
SERVICE ACCESS COVER
PLACE CONTROL IN E-STOP BEFORE
REMOVING THIS COVER TO ELIMINATE POSSIBLE
PINCH POINTS. THIS COVER IS TO BE REMOVED
FOR SERVICE ACCESS BY AUTHORIZED PERSONNEL
ONLY. COVER MUST BE PROPERLY SECURED
BEFORE OPERATING EAUIPMENT.
P/N CSA-001030201CE
AIR INLETDO NOT BLOCK
P/N CCA001030202CE
CLEAN FILTERONCE A WEEKMORE OFTEN
THIS ENCLOSURE CONTAINS
ELECTRICAL EQUIPMENT
AUTHORIZED PERSONNELONLY
P/N CSB001030203CE
THIS ENCLOSURE CONTAINS
ELECTRICAL EQUIPMENT
AUTHORIZED PERSONNELONLY
P/N CSB001030203CE
IF REQUIRED
P/N AD 001135001CE
Figure A4.4 - Back of Machine
5 35 36 37
38
39
11
TI5779C
* CE Machines Only
** Non CE Machines Only
*
40 **
10
41

M-506A A4-5
Figure A4.5 - Main Spindle Compartment
TI5781
36

A4-6 M-506A
Figure A4.6 - Lower Axis with Sub-Spindle
TI5782A
36

M-506A A4-7
Figure A4.7 - Optional Sub-Spindle Part Present Detector
TI5783
22

A4-8 M-506A
IMPORTANT:
TAILSTOCK ORSUBSPINDLE CAN
COLLIDE WITH BASKETIF ADJUSTED
IMPROPERLY. SEEOPERATOR'S MANUALBEFORE ADJUSTING.
LIVE TOOL HOLDER
INSTRUCTIONS
WHEN LIVE TOOL HOLDER NUT IS TIGHTENED HOLDERMUST BE ON NON-ACTIVE TURRET STATION. USEPROVIDED WRENCHES TO HOLD SHAFT AND NUT.DAMAGE COULD OCCUR TO DRIVE TANG IFINSTRUCTIONS ARE NOT FOLLOWED.
P/N CN CQ 0010366LIVE
WHEN LIVE TOOL HOLDERS ARE REMOVED APPLYGREASE (HARDINGE P/N HG 0010440) MOLYLUBE, OREQUIVALENT. EVERY 1,000 HRS (MORE FREQUENT IFTOOL EXCEEDS 5,000RPM)
MAINTAINCE
Figure A4.8 - Miscellaneous Views
36
TI5780A
Hydraulic UnitTop View
Control PendantRear View
Main Spindle Headwall
42
2
43
44
Turret Top Cover

M-506A A4-9
P/N: CQ 0010366FS1 P/N: CQ 0010366FS2 P/N: CQ 0010366FS3
Figure A4.9 - Foot Switches
TI5801
45 46 47

TAG PART NUMBERS
TAG KITS
Language Tag Kit Part Number
Czech CQ 0000100CZ
Dutch CQ 0000100DU
English CQ 0000100 E
German CQ 0000100 G
Italian CQ 0000100 I
Polish CQ 0000100PO
Spanish CQ 0000100SP
INDIVIDUAL TAGS
- NOTE -
Refer to Figures A4.1 through A4.9 for tag identification.
IdentificationNumber
Tag Description Language Tag Number
1 Instruction Tag:Air Gap
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366ARCZCQ 0010366ARDUCQ 0010366ARGPCQ 0010366ARGCQ 0010366ARICQ 0010366ARPOCQ 0010366ARSP
2 Tag Kit:Gauge Overlay
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0011537TKCZCQ 0011537TKDUCQ 0011537TKCQ 0011537TKGCQ 0011537TKICQ 0011537TKPOCQ 0011537TKSP
3 Component Identification:Hydraulic Valve Assembly
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366MHCZCQ 0010366MHDUCQ 0010366MHVCQ 0010366MHVGCQ 0010366MHVICQ 0010366MHPOCQ 0010366MHSP
A4-10 M-506A

IdentificationNumber
Tag Description Language Tag Number
4
Data Tag:16C Main Spindle Closer Pressure / Force(T-42 Lathe, 42 Millimeter Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
SR 0010366L1CZSR 0010366L1DUSR 0010366L1CESRA0010366L1CGSR 0010366L1CISR 0010366L1CPSR 0010366L1CS
Data Tag:20C Main Spindle Closer Pressure / Force(T-42 Big-Bore or T-51 Lathe, 51 Millimeter Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
DQ 0010366MCZDQ 0010366MDUDQ 0010366MCEDQ 0010366MCGDQ 0010366MCIDQ 0010366MCPDQ 0010366MCS
Data Tag:25C Main Spindle Closer Pressure / Force(T-65 Lathe, 65 Millimeter Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
EQ 0010366MCZEQ 0010366MDUEQ 0010366MCEEQ 0010366MCGEQ 0010366MCIEQ 0010366MCPEQ 0010366MCS
5 Warning Tag:Service Access
CzechDutchEnglishGermanItalianPolishSpanish
CSA001030201CZCS 001030201DUCSA001030201CECSB001030201CGCSA001030201CICSA001030201CPCSA001030201CS
6 Warning Tag:Chuck Pressure Limit
CzechDutchEnglishGermanItalianPolishSpanish
SR 0010366CHCZSR 0010366CHDUSR 0010366CHSRA0010366CHGSR 0010366CHISR 0010366CHPOSR 0010366CHSP
7
Warning Tag:Draw Tube Screws(T-42 Lathe)
CzechDutchEnglishGermanItalianPolishSpanish
CQ 001030201CZCQ 001030201DUCQ 001030201CECQ 001030201CGCQ 001030201CICQ 001030201CPCQ 001030201CS
Warning Tag:Draw Tube Screws(T-42 Big-Bore or T-51 Lathe, 51 Millimeter Spindle)(T-65 Lathe, 65 Millimeter Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
DQ 001030201CZDQ 001030201DUDQ 001030201CEDQ 001030201CGDQ 001030201CIDQ 001030201CPDQ 001030201CS
M-506A A4-11

IdentificationNumber
Tag Description Language Tag Number
8 Warning Tag:Barfeed Operation
CzechDutchEnglishGermanItalianPolishSpanish
QC 0010302WACZQC 0010302WADUQC 0010302WARNQCA0010302WACGQC 0010302WARIQC 0010302WACPQC 0010302WACS
9 Warning Tag:Pinch Point Area
CzechDutchEnglishGermanItalianPolishSpanish
CS 001030202CZCS 001030202DUCS 001030202CECSA001030202CGCS 001030202CICS 001030202CPCS 001030202CS
10 Instruction Tag:Air Filter Cleaning
CzechDutchEnglishGermanItalianPolishSpanish
AD 001135001CZAD 001135001DUAD 001135001CEADA001135001CGAD 001135001CIAD 001135001CPAD 001135001CS
11 Instruction Tag:Air Inlet
CzechDutchEnglishGermanItalianPolishSpanish
CCA001030202CZCC 001030202DUCCA001030202CECCB001030202CGCCA001030202CICCA001030202CPCCA001030202CS
12 Instruction Tag:Drain Accumulator
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366DACZCQ 0010366DADUCQ 0010366DACQ 0010366DAGCQ 0010366DAICQ 0010366DAPOCQ 0010366DASP
13 Identification Tag:400PL
- CQ 001036603
14 Identification Tag:405PL
- CQ 001036601
15 Identification Tag:512PL
- CQ 001036607
16 Identification Tag:7303PL
- CQ 001036606
17 Receptacle Identification:7007PL
- CQ 001036602
18 Receptacle Identification:5701PL
- CQ 001036604
A4-12 M-506A

IdentificationNumber
Tag Description Language Tag Number
19 Receptacle Identification:5705PL
- CQ 001036605
20 Instruction Tag:Shipping Bracket
CzechDutchEnglishGermanItalianPolishSpanish
SR 0010302BFCZSR 0010302BFDUSR 0010302BFSHSR 0010302BFGSR 0010302BFISR 0010302BFPOSR 0010302BFSP
21 Instruction Tag:Window Cleaning
CzechDutchEnglishGermanItalianPolishSpanish
CSA0010302WCZCS 0010302WDUCSA0010302WCECSB0010302WCGCSA0010302WCICSA0010302WCPCSA0010302WCS
22 Warning Tag:Class 2 Laser
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366C2CZCQ 0010366C2DUCQA0010366C2LRCQA0010366C2LGCQ 0010366C2LICQ 0010366C2POCQ 0010366C2SP
23 Warning Tag:Moving / Rotating Parts
CzechDutchEnglishGermanItalianPolishSpanish
CNA001030201CZCN 001030201DUCNA001030201CECNB001030201CGCNA001030201CICNA001030201CPCNA001030201CS
M-506A A4-13

IdentificationNumber
Tag Description Language Tag Number
24
Instruction Tag:Maximum Spindle RPM(T-42 Lathe, 42 Millimeter Main Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366MSCZCQ 0010366MSDUCQ 0010366MSPCQ 0010366MSPGCQ 0010366MSPICQ 0010366MSPOCQ 0010366MSSP
Instruction Tag:Maximum Spindle RPM(T-42 Big-Bore Lathe, 51 Millimeter Main Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366MBCZCQ 0010366MBDUCQ 0010366MSPBCQ 0010366MSBGCQ 0010366MSBICQ 0010366MBPOCQ 0010366MBSP
Instruction Tag:Maximum Spindle RPM(T-51 Lathe, 51 Millimeter Main Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
DQ 0010366MSCZDQ 0010366MSDUDQ 0010366MSPDQ 0010366MSPGDQ 0010366MSPIDQ 0010366MSPODQ 0010366MSSP
Instruction Tag:Maximum Spindle RPM(T-65 Lathe, 65 Millimeter Main Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
EQ 0010366MSCZEQ 0010366MSDUEQ 0010366MSPEQ 0010366MSPGEQ 0010366MSPIEQ 0010366MSPOEQ 0010366MSSP
25 Notice Tag:Machine Warranty
CzechDutchEnglishGermanItalianPolishSpanish
CSA001030208CZCS 001030208DUCSA001030208CECSC001030208CGCSA001030208CICSA001030208CPCSA001030208CS
26 Data Tag:Glass Date
CzechDutchEnglishGermanItalianPolishSpanish
BL 0010366GCCZBL 0010366GCDUBL 0010366GCBL 0010366GCGEBL 0010366GCITBL 0010366GCPOBL 0010366GCSP
27 Warning Tag:Ejected Part
CzechDutchEnglishGermanItalianPolishSpanish
BL 0010366EJCZBL 0010366EJDUBL 0010366EJBL 0010366EJGEBL 0010366EJITBL 0010366EJPOBL 0010366EJSP
A4-14 M-506A

IdentificationNumber
Tag Description Language Tag Number
28 Warning Tag:Bar Stock
CzechDutchEnglishGermanItalianPolishSpanish
SBA001030206CZSB 001030206DUSBA001030206CESBB001030206CGSBA001030206CISBA001030206CPSBA001030206CS
29
Data Tag:Sub-Spindle Closer Pressure / Force(T-42 Lathe, 42 Millimeter Sub-Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366CZCQ 0010366DUCQ 0010366CECQ 0010366CGCQ 0010366CICQ 0010366CPOCQ 0010366CSP
Data Tag:Sub-Spindle Closer Pressure / Force(T-51 or T-65 Lathe, 51 Millimeter Sub-Spindle)
CzechDutchEnglishGermanItalianPolishSpanish
DQ 0010366CZDQ 0010366DUDQ 0010366CEDQ 0010366CGDQ 0010366CIDQ 0010366CPDQ 0010366CS
30 Instruction Tag:RS-232 Port
CzechDutchEnglishGermanItalianPolishSpanish
CSA0010302R2CZCS 0010302R2DUCSA0010302R2CECSB0010302R2CGCSA0010302R2CICSA0010302R2CPCSA0010302R2CS
31 Component Identification:Pneumatic Valve Assembly
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366SSCZCQ 0010366SSDUCQ 0010366SSPVCQ 0010366SSPGCQ 0010366SSPICQ 0010366SSPOCQ 0010366SSSP
32 Component Identification:Sub-Spindle Hydraulic Brake Valve Assembly
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366SBCZCQ 0010366SBDUCQ 0010366SSBCQ 0010366SSBGCQ 0010366SBICQ 0010366SBPOCQ 0010366SBSP
33 Component Identification:Sub-Spindle Hydraulic Brake Valve Assembly
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366TSCZCQ 0010366TSDUCQ 0010366TSBCQ 0010366TSBGCQ 0010366TSBICQ 0010366TSPOCQ 0010366TSSP
M-506A A4-15

IdentificationNumber
Tag Description Language Tag Number
34 Instruction Tag:Coolant Filter Replacement
CzechDutchEnglishGermanItalianPolishSpanish
SR 0010366FCZSR 0010366FDUSR 0010366FESR 0010366FGSR 0010366FISR 0010366FPOSR 0010366FSP
35 Machine Data Tag
CzechDutchEnglishGermanItalianPolishSpanish
CL 0008074CZCL 0008074DUCL 0008074CLA0008074 GCL 0008074 ICL 0008074CPCL 0008074SP
36 Warning Tag:Electrical Hazard
- LCA0010302CE
37 Warning Tag:Electrical Enclosure
CzechDutchEnglishGermanItalianPolishSpanish
CSB001030203CZCS 001030203DUCSB001030203CECSD001030203CGCSA001030203ITCSB001030203CPCSB001030203CS
38 Machine Serial Number Tag
CzechDutchEnglishGermanItalianPolishSpanish
CN 0001535CZCN 0001535DUCN 0001535CNA0001535CGCN 0001535CICN 0001535CPCN 0001535CS
39 Identification Tag:Company Address and Telephone Number (CE)
- CQ 0008074
40 Identification Tag:Company Address and Telephone Number (Non CE)
- CQ 000807401
41 Data Tag:Machine Weight
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0001535CZCQ 0001535DUCQ 0001535CQ 0001535 GCQ 0001535 ICQ 0001535POCQ 0001535SP
42 Data Tag:Hydraulic Oil
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010522CZCQ 0010522DUCQ 0010522CECQ 0010522CGCQ 0010522CICQ 0010522CPOCQ 0010522CSP
A4-16 M-506A

IdentificationNumber
Tag Description Language Tag Number
43 Instruction Tag:Part Catcher
CzechDutchEnglishGermanItalianPolishSpanish
SR 0010302PCCZSR 0010302PCDUSR 0010302PCSRA0010302PCGSR 0010302PCISR 0010302PCPOSR 0010302PCSP
44 Instruction Tag:Live Tool Holders
CzechDutchEnglishGermanItalianPolishSpanish
CQ 0010366LICZCQ 0010366LIDUCQ 0010366LIVECQ 0010366LIVGCQ 0010366LIICQ 0010366LIPOCQ 0010366LISP
45 Identification Tag:Main Spindle Collet Closer Foot Switch
- CQ 0010366FS1
46 Identification Tag:Sub-Spindle Collet Closer Foot Switch
- CQ 0010366FS2
47 Identification Tag:Tailstock Foot Switch
- CQ 0010366FS3
M-506A A4-17

- NOTES -
A4-18 M-506A

APPENDIX FIVE - RECOMMENDED SPARE PARTS
T-42 LATHES
Part Number Description Quamtity Specification
LP 0009610 Fuse, 6A Class CC 3 GOULDATDR6
SG 000961011 Fuse, 10A Class CC 3 GOULDATDR10
SG 000961020 Fuse, 30A Class CC 3 GOULDATDR30
SG 000961004 Fuse, 2-1/2A Class CC 3 SHAWMUTATDR2-1/2
SG 000961001 Fuse, 5A Class CC 3 GOULDATDR5
SG 000961006 Fuse, 2A Class CC 3 GOULDATDR2
SG 000961019 Fuse, 7A Class CC 3 GOULDATDR7
SG 000961007 Fuse, 3A Class CC 3 GOULDATDR3
SG 000961005 Fuse, 1A Class CC 3 GOULDATDR1
SG 0009610 Fuse, 1-6/10A Class CC 3 GOULDATDR1-6/10
VL 0009610CC04 Fuse, 4A Class CC 3 GOULDATDR4
LC 000812203 Relay, Mini 24VDC 2 IDECRH1B-U-DC24V
CQ 000812204 Relay, FG Safety, 2NO/2NC 2 OMRONG7SA-2A2B
TT 001022403 Switch, Proximity 1 TURCKBI 1-GS880-AP6X-0.6M-RS4T
TT 001022401 Switch, Proximity 1 TURCKBI1.5-EG08K-AP6X-V1131
SR 0011614100M Filter Element, 100 M Cleanable 1 TRUMPLER-CLANCYTC20-100-P-B-DOE-597
NV 00028340201 Switch, Part Catcher Cylinder 1 LIANG YILY-D73L
QC 0011736 Switch, Pressure 1 RW EARLUE10F12M201400R
M-506A A5-1

Part Number Description Quamtity Specification
CQA0003048SV1 Air Valve SV2A00 1 SMCSV2A00-5FU
CQA0003048SV2 Air Valve SV2200 1 SMCSV2200-5FU
LP 0003346Z1 Belt, Y-Axis Drive 1 GATES8MGT-1000-21
QC 001022401 Switch, Proximity 1 TURCKBI1.5EG08AP6X-V11
QC 001022403 Switch, Proximity 1 TURCKBI1EG05AP6X-V1331
TG 0003346LTY Belt, Live Tool 1 CONTINENTAL SYNCHROCHAINC8M-1120-18
TT 0003048SOL Valve, Spindle Brake 1 VICKERSDG4V3S2AMUH560
VL 0003048CCDV Valve, Collet Closer / Turret 1 VICKERSDG4V3S-2N-MUH5-60
CQA0011736DCSPressure Switch, Dual CheckSafety
1 SMCISE40A-N01-Y-X531
SB 0011614 F Filter, Hydraulic 1 PALLHC9020FKN4H/Q=37720
TT 0010994NCA Grease, Kluber 1 KLUBERISOFLEX NCA
TT 001099401 Gun, Grease 1 LINCOLN1147
CQ 0002916FPAD Pad, Fingers 4 Hardinge Inc.
A5-2 M-506A

T-51 AND T-65 LATHES
Part Number Description Quamtity Specification
LP 0009610 Fuse, 6A Class CC 3 GOULDATDR6
SG 000961011 Fuse, 10A Class CC 3 GOULDATDR10
SG 000961020 Fuse, 30A Class CC 3 GOULDATDR30
SG 000961004 Fuse, 2-1/2A Class CC 3 SHAWMUTATDR2-1/2
SG 000961001 Fuse, 5A Class CC 3 GOULDATDR5
SG 000961006 Fuse, 2A Class CC 3 GOULDATDR2
SG 000961019 Fuse, 7A Class CC 3 GOULDATDR7
SG 000961007 Fuse, 3A Class CC 3 GOULDATDR3
SG 000961005 Fuse, 1A Class CC 3 GOULDATDR1
SG 0009610 Fuse, 1-6/10A Class CC 3 GOULDATDR1-6/10
VL 0009610CC04 Fuse, 4A Class CC 3 GOULDATDR4
LC 000812203 Relay, Mini 24VDC 2 IDECRH1B-U-DC24V
CQ 000812204 Relay, FG Safety, 2NO/2NC 2 OMRONG7SA-2A2B
TT 001022403 Switch, Proximity 1 TURCKBI 1-GS880-AP6X-0.6M-RS4T
TT 001022401 Switch, Proximity 1 TURCKBI1.5-EG08K-AP6X-V1131
SR 0011614100M Filter Element, 100 M Cleanable 1 TRUMPLER-CLANCYTC20-100-P-B-DOE-597
NV 00028340201 Switch, Part Catcher Cylinder 1 LIANG YILY-D73L
QC 0011736 Switch, Pressure 1 RW EARLUE10F12M201400R
CQA0003048SV1 Air Valve SV2A00 1 SMCSV2A00-5FU
M-506A A5-3

Part Number Description Quamtity Specification
CQA0003048SV2 Air Valve SV2200 1 SMCSV2200-5FU
CQA0003048SV3 Air Valve SV2300 1 SMCSV2300-5FU
DQ 0003346 Y Belt, Y-Axis Drive 1 GATES8MGT-1120-21 / 9274-1140
QC 001022401 Switch, Proximity 1 TURCKBI1.5EG08AP6X-V11
QC 001022403 Switch, Proximity 1 TURCKBI1EG05AP6X-V1331
DQ 0003346LTY Belt, Live Tool 1 CONTINENTAL SYNCHROCHAIN20G-C3-8PC-1200-25
TT 0003048SOL Valve, Spindle Brake 1 VICKERSDG4V3S2AMUH560
VL 0003048CCDV Valve, Collet Closer / Turret 1 VICKERSDG4V3S-2N-MUH5-60
CQA0011736DCSPressure Switch, Dual CheckSafety
1 SMCISE40A-N01-Y-X531
SB 0011614 F Filter, Hydraulic 1 PALLHC9020FKN4H/Q=37720
TT 0010994NCA Grease, Kluber 1 KLUBERISOFLEX NCA
TT 001099401 Gun, Grease 1 LINCOLN1147
DQ 0002916FPAD Pad, Fingers 4 Hardinge Inc.
A5-4 M-506A

- NOTES -
M-506A A5-5

- NOTES -
A5-6 M-506A

DOCUMENT REVISION RECORD
DateDocumentRevision
LevelDescription
October 29, 2010 - Initial release.
November 2, 2010 - Added German language tag numbers to Appendix Four.
November 3, 2010 - Moved tag #23 from page A4-2 to page A4-1.
November 15, 2010 -Added hydraulic heat exchanger air filter, reformatted Hydraulic Systemchapter.
Added spindle drive motor air filter to Miscellaneous chapter.
November 17, 2010 - Updated cleaning procedures in Coolant chapter.
December 8, 2010 - Added alarm message 1112 to Appendix Two.
December 16, 2010 - Added clearance hole note to turret lubrication procedure.
January 10, 2011 -Added hydraulic system relief valve adjustment procedure.
Added spilled fluid warnings to Chapters 2 and 3.
March 11, 2011 -
Added operator message 2097 to Appendix Two.
Added alarm messages 3010 through 3014 to Appendix Two.
Added coolant chiller information.
Updated sub-spindle part catcher alignment.
Updated power case photo in Appendix Three.
Updated Appendix Four.
March 17, 2011 - Updated coolant filter cleaning procedure.
April 15, 2011 -
Updated torque limiter reset procedures.
Updated machine tag data.
Removed hydraulic and pneumatic schematics.
February 1, 2012 AAdded T-51 and T-65 lathes.
Added Appendix Five.
February 20, 2012 A Updated the X, Z, E axis torque limiter reset procedure.
April 30, 2012 AAdded turret top plate alignment caution.
Added turret top plate alignment check to Chapter 5.
May 29, 2012 A Updated live tool attachment lubrication.
M-506A R-1

Hardinge Inc.Elmira, New York 14902-1507 USA
Phone: 607-734-2281 Fax: 607-734-8819
www.hardinge.com