Embed Size (px)
Citation preview
JOURNAL OF OPERATIONS MANAGEMENT
Vol. 6, No. I, November 1985
Maintenance Management: Keeping Up With Production’s Changing Trends and Technologies
JAMES P. GILBERT, Ph.D.* BYRON J. FINCH*
EXECUTIVE SUMMARY
Current trends in manufacturing have led to reduced levels of work-in-process inventory and
increased levels of automation and machine complexity. These changes have two important
implications for maintenance management. First, machine breakdowns not only cause a loss of
output from the down machine, but also result in lost production on downstream machines. This
occurs because of the elimination of buffer stock between workstations. Second, the gap between
the technological expertise of the operators and the technological sophistication of their machines
has widened. This gap decreases the ability of operators to make adjustments and minor repairs
to their own machines.
These two factors cause an increase in maintenance costs associated with machine downtime and
maintenance labor. Historically, the proportion of preventive and corrective maintenance has
attempted to balance these costs. As buffer stock is reduced and more machines are coupled, the
costs of downtime will increase, increasing the need for preventive maintenance and decreasing its
cost compared to the cost of lost production.
Increases in the use of computer-based planning systems have resulted in the development of
computerized preventive maintenance systems that have proven to be successful in planning for
maintenance labor and materials. Integrating planning methods with corrective maintenance tasks
will help reduce breakdowns, make more efficient use of maintenance craft labor, and provide
information for inventory control of maintenance, repair, and operating (MRO) materials.
This article examines methods of reducing machine downtime costs, maintenance labor costs, and
MRO inventory costs in today’s changing production environment. Techniques for reducing these
costs are explored in the areas of maintenance planning, maintenance methods improvement, and MRO inventory control.
INTRODUCTION
The increasing interest in just-in-time (JIT) management systems has caused many com- panies to take a hard look at their work-in-process (WIP) inventory levels. Efforts to reduce WIP inventory are becoming commonplace. The decrease in WIP inventory levels results in less buffer stock between workstations and makes equipment breakdowns more critical than ever before. Previously, if a machine broke down in an assembly line, there was usually
* The University of Georgia, Athens, Georgia
Journal of Operations Management 1
enough buffer stock to prevent the immediate shutdown of all downstream work centers. BY removing this buffer, it causes the shutdown of downstream work centers and in this situation lost production results.
In addition to the increased impact of a breakdown that is brought about by lower WIP levels, another recent manufacturing trend may similarly cause breakdowns to become more frequent. That trend is the current movement toward increased automation and ma- chine complexity. Increased equipment sophistication will broaden the gap between the technology built into the machine and the technological expertise and service ability of the operator [6]. As machines become more intricate, operators who maintain their present skill level or become less skilled in equipment repair may not recognize potential problems until the machine output is detrimentally affected. This will result in less operator partici- pation in preventive maintenance and a reduction in the early detection of problems.
Richard Bojanowski [2] presents the following rough distribution of factors causing ma- chine failures:
l Failures caused by lack of awareness (caused by lack of inspection) of impending machine failure
5oQ 0
l Failures caused by lack of machine servicing at proper intervals 20%
l Failures caused by misadjustment, use of substandard materials or accident 15%
l Failures due to normal wear 15%
As machines become more sophisticated, failures caused by the first factor (lack of awareness) can reasonably be expected to increase.
Increased automation and reduced WIP inventory levels are manufacturing strategies that have become popular as means of increasing productivity. These strategies will become more prevalent as manufacturing companies move toward JIT production systems. As WIP decreases and automation increases, equipment maintenance can be expected to become more and more critical to an operator’s productivity. Maintenance problems that have previously been hidden by large levels of WIP will be quickly uncovered as WIP decreases. Thus, the need for an efficient maintenance management system is not only critical, but also immediate. If JIT strategies are to be effective, maintenance management in most companies will have to improve.
According to John Martin [7], costs associated with maintenance generally consist of the cost associated with maintenance labor, the cost of required material and spare parts, and the cost of production downtime when breakdowns occur. The purpose of this article is to discuss how the reduction of these costs might be accomplished in today’s production en- vironment. This will be done by applying basic maintenance management concepts as presented in current literature as well as some innovative techniques that appear to have good potential for increasing the efficiency of maintenance management. These techniques will be discussed as they apply to three areas of maintenance management: maintenance planning, maintenance methods improvement, and maintenance, repair and operating (MRO) inventories.
MAINTENANCE PLANNING
Maintenance planning, as it is typically thought of, consists of planning future maintenance tasks. These tasks have generally been limited to preventive maintenance tasks. Benefits of planned maintenance include [5]:
2 APICS
l Quantitative cost reductions. Various studies give repair cost savings of 10% to 40%. l Quantitative cost avoidance. Cost avoidance from extending useful life and reducing
downtime and unplanned outages has been estimated to be 20% to 80% of expected
deterioration. l Return on investment. For a fully automated planned maintenance system, interactive
with other systems in the plant operations, the return on investment can range as high as 100% to 350%.
Maintenance planning is intended to level the load on preventive maintenance labor. By accomplishing this objective, it helps to improve the efficiency of the maintenance function.
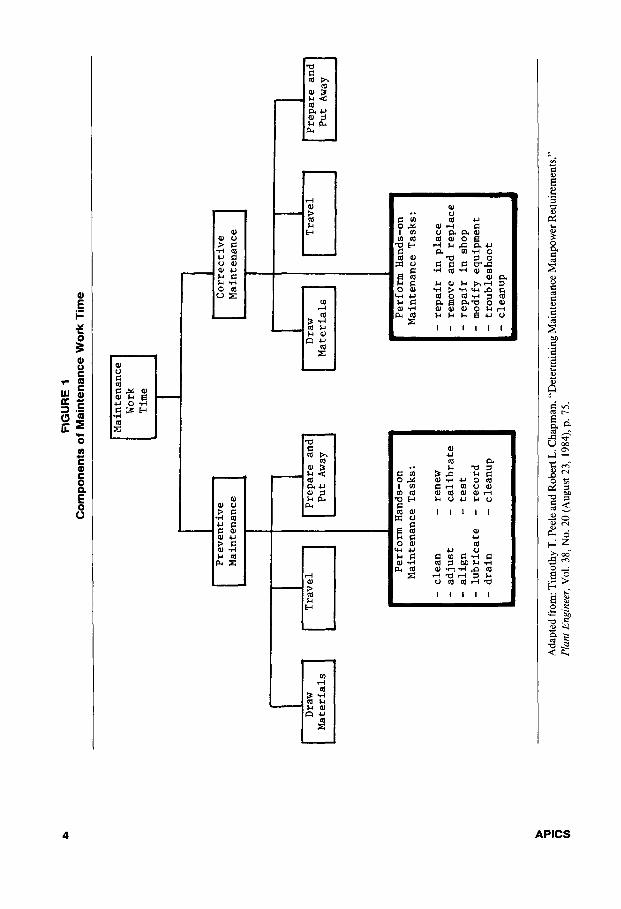
True maintenance planning should not start with planning for maintenance needs and scheduling preventive maintenance tasks. Instead, it should start with an analysis of expected maintenance needs and planning for a work force to meet these needs. Peele and Chapman [ 1 l] present a breakdown of the total time spent by a maintainer as a guide to planning for maintenance labor requirements (see Figure 1).
As is evidenced in this chart, a maintainer’s actual hands-on time is just one of many tasks that make up the total work day. Much of the time is spent doing tasks that require little skill. These tasks, including drawing material, putting away materials, and cleaning up would be better left to an unskilled and less valuable employee. The addition of a mainte- nance helper position would increase the available amount of hands-on time significantly.
Planned maintenance is generally considered to be limited to preventive maintenance (PM) efforts. The remaining maintenance, corrective maintenance (CM), is typically not planned for.
Peele and Chapman [ 1 l] maintain that the work time of a maintainer should be split 50-50 between PM and CM. If this advice is followed one could expect that 50% of the maintenance labor would be unplanned. As maintenance labor becomes more of a critical resource, a factor of 50% unplanned labor may be unacceptable.
Planning at Mt. Holly
Many companies are increasing their PM efforts in hopes of reducing breakdowns and the ensuing need for CM. One of these is the Mt. Holly plant of Alumax in South Carolina [lo]. This plant has reduced maintenance costs to 40% less than those of comparable op- erations. This has been accomplished by increasing its planned maintenance labor to an average of 9 1% of total maintenance labor. Lower costs are due to more efficient labor use and extremely low overtime use. Increasing planned maintenance also curtails costs asso- ciated with machine downtime.
The computer supported system at the Mt. Holly plant combines planned preventive maintenance with work order and inventory control systems. It is used to schedule and process inspections, lubrications, overhauls, component rebuilds, and routine maintenance jobs. The system also accumulates equipment histories and cost data on labor and mate- rials used.
An attempt has been made to minimize the amount of paperwork required for com- munication within the maintenance department and with other departments. Ninety ter- minals located throughout the plant make information retrieval convenient and fast.
Planning With SRP
Bojanowski [2] presents a service requirements planning system (SRP) that reduces the probability of machinery failures by identifying and prioritizing routine mechanical in-
Journal of Operations Management 3
P
FIG
UR
E 1
C
ompo
nent
s of
Mai
nten
ance
Wor
k T
ime
Maintenance
Work
Time
I
.
I
Preventive
Corrective
Maintenance
Maintenance
Draw
Materials
I
I
Prepare and
Draw
7
Put Away
Materials
I I
Perform Hands-on
Maintenance Tasks:
I Perform Hands-on
Maintenance Tasks:
- clean
- renew
- adjust
- calibrate
- align
- test
- lubricate - record
- drain
- cleanup
- repair in place
- remove and replace
- repair in shop
- modify equipment
- troubleshoot
- cleanup
Adaptedfrom:Timothy
T. PeeleandRobert
L.Chapman, “DeterminingMaintenance
Man
pow
er R
equi
rem
ents
,”
Pla
nt E
ngin
eer,
Vol. 38
, No.
20 (
August
23, 1984),
p. 75.
spections and maintenance sequences. In addition to scheduling and prioritizing routine maintenance inspections and tasks, SRP uses time-phasing and lateral scanning to help control MRO inventory levels. The SRP system also develops repair labor costs, actual material costs, budgeted costs, and variances by machine, production line, department, or total plant, depending upon the needs of management. SRP uses material requirements planning (MRP)-type logic and interfaces with an MRP system.
Using Planning Guides
The preventive maintenance systems previously discussed are just two examples of nu- merous planning systems available. Reid and Doll [ 121 present three types of computerized PM systems currently available: mail-order service, purchased software, and in-house de- veloped software. Jack Brown [3] discusses a general plan for getting a PM program started and discusses the necessary components for a successful program. He recommends that planning guides be used to outline the various elements of information required to organize and implement a PM system. Those items to be included in the planning guide for each equipment group are
Equipment description Standard defects or symptoms
Equipment number PM action
Criticality Running or down
Conditions Craft or operator
Components Cycle
Time
The equipment description is a brief description of a type of equipment that represents a group of specific machines. Conventional plant equipment, which is about 80% of all machines, can usually be covered in about 15 groups. Once planning guides have been completed, it may be desirable to make inspection sheets for individual pieces of equipment. For this situation, an equipment number will be needed on the guide.
Classifying equipment according to how important it is to the total plant requires a criticality rating. This classification will help put the emphasis where it will do the most good. The working conditions need to be noted since the conditions under which the equip- ment operates will effect the frequency and type of care given to it. A listing of the functional parts of the machine should also be included in the guide to help speed inspection.
A code for standard defects or symptoms should be used to make recording of information more accurate. The type of PM action required might be noted on the guide to ensure proper PM attention. Actions to be done automatically and actions based on the conditions of the equipment should be specified. A notation as to whether the equipment must be down to perform the maintenance is helpful. A code should be used to identify the craft or production operator responsible for each of the PM tasks.
The frequency of actions should be specified in terms of a predetermined inspection cycle. Three levels of intensity should be included: minimum frequency, the lowest frequency thought to be feasible; maximum, the greatest frequency management should be expected to budget; and average, a midpoint. The time required to do the PM for all inspection points should be estimated. The Navy Department and Universal Maintenance Standards are excellent sources for maintenance standard data [8]. Delays, rests and other factors should be included in developing these times [3].
Journal of Operations Management 5
The planning guides provide an excellent starting point for the manager beginning to develop a comprehensive preventive maintenance program.
Planning for Corrective Maintenance
The two PM systems discussed in this article and the general approach using planning guides deal primarily with planning preventive maintenance activities. Obviously, corrective maintenance cannot be planned for unless it can be accurately forecast. It would seem logical, then, that a relationship exists between the CM needs and increases in the work load on a specific machine or department. This relationship could be used in planning CM needs by comparing equipment work load information and machine breakdown information from the past and projecting this relationship into the future, thus creating a reasonably accurate forecast. CM requirements could be broken into specific crafts needed and matched against those available, showing potential problems that may result from insufficient CM capacity in a specific craft area. This information should prove useful in determining man- power needs, training needs, or increased PM activities before a period of high load as an attempt to reduce the probability of breakdowns.
John Ruszkiewicz [ 131 suggests a stringent reporting system and an enforced policy of “no work begins until a work order is filled out” as a prerequisite to developing the database for planning corrective maintenance activities. After a year or so of collecting information, sophisticated techniques such as regression will yield mathematical formulas providing the relationships between specific machine hours and maintenance capacity needs in terms of specific crafts. For example, a hypothetical situation could yield the following relationship: Expected maintenance electrician man-hour needs for the screw machine department = .OO 1 X screw machine standard hours + .004 X the previous three months average number of work orders [3]. This type of relationship could be developed for all equipment groups and all maintenance crafts.
The primary goal of maintenance planning is no different from that of any planning activity; that is, planning allows decisions to be made early enough to enable the decision maker to consider a variety of possible options and select wisely. In maintenance management planning allows for the leveling of CM and PM capacity requirements. Although planning for corrective maintenance is difficult at best, increasing PM can reduce the need for CM, thereby increasing the percent of maintenance labor that can be planned for. Corrective maintenance planning will increase the number of decisions made early enough for options to be considered, thus resulting in more economical decisions and lower costs.
As has been discussed here, numerous planning systems are available and many manu- facturers have reduced maintenance costs by adapting a package to their specific situation. Most development has been in the area of planning preventive maintenance rather than planning for corrective maintenance. Great potential exists for a system that will make use of MRP and capacity requirements planning (CRP) information. Expected CM requirements could be projected in terms of aggregate CM labor hours needed. CM labor requirements could be further broken into specific crafts, with a listing of tool requirements and MRO inventory requirements. CM requirements are usually treated as an independent demand item that cannot be accurately forecast. A move toward more accurate forecasting by treating the corrective maintenance labor requirements as a function of overall machine run-time and ultimately as a function of the items shown on a firm master production schedule will provide more accurate information and reduced costs.
6 APES
MAINTENANCE METHODS IMPROVEMENT
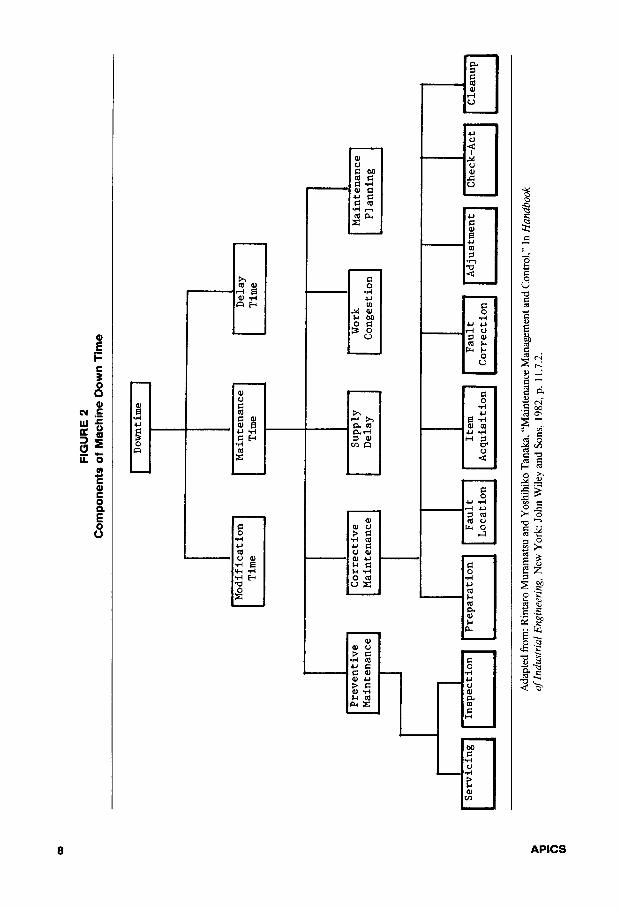
Maramatsu and Tanaka [6] present a chart of the components of a machine’s total active
time, giving a clear breakdown of the specific components of maintenance time. An ex- amination of these components, shown in Figure 2, reveals many aspects of maintenance downtime other than the actual repair of the equipment. The primary focus of this section ofthe article is on how to reduce the associated costs of maintenance by reducing the various components of downtime. This is accomplished by presenting the following techniques for
methods improvement:
1. Improved diagnostic system 2. Application of set-up time reduction principles
3. Work sampling 4. Education and training 5. Maintenance suggestion groups
Improved Diagnostics
Even with a commitment to preventive maintenance, breakdowns will occur. A diagnostic system is extremely important in aiding the maintainer and operator in diagnosing the condition of equipment while it is operating [6]. The diagnostic system should improve productivity by accurately assessing the condition of equipment and effectively planning needed maintenance. Maramatsu and Tanaka [6] have identified the important elements of a PM diagnostic system. Briefly, a system should be able to
1. Divide equipment and facilities into rational clusters according to diagnostic characteristics.
2. Analyze the failure characteristics of each cluster. 3. Develop and determine sensing, measuring, and discrimination techniques. 4. Develop portable sensing and testing devices for each cluster.
When performing preventive maintenance tasks, resulting downtime can be eliminated by scheduling the PM during times when the machine is inactive. This is not always possible, however, so it is important to make these tasks efficient to keep downtime to a minimum.
Downtime costs can also be reduced by increasing the amount of redundancy in the system. Backup machines can be pulled into service when breakdowns occur. Several smaller machines can be used rather than one large one to reduce the probability of the entire production being shut down [ 11. A breakdown of a machine would momentarily reduce output, but it would not eliminate it. If the machines were run at less than full capacity, the remaining machines could temporarily increase output to make up for production lost by the down machine.
Application of Setup Reduction Principles
Typical job analysis techniques have been applied to maintenance tasks with reasonable amounts of success. The priority given to reduction in maintenance methods and service time reduction has been similar to that given to reducing setup times. Until the recent move toward JIT systems, setup times have been thought of as fixed and unavoidable. Managers are now finding that they can reduce setup times significantly by applying some basic concepts [ 1 I. Monden [9] presents four concepts for reducing setup times. Three of these have been modified below to apply to maintenance tasks.
Concept 1. Separate the internal maintenance tasks from the external maintenance tasks. This concept is focused toward preventive maintenance activities. By separating those tasks
Journal of Operations Management 7
FIG
UR
E 2
C
ompo
nent
s of
Mac
hine
Dow
n T
ime
Tim
e
Mai
nten
ance
Ada
pted
fro
m:
Rin
taro
Mum
mat
su a
nd Y
oshi
hiko
Tan
aka,
“M
aint
enan
ce
Man
agem
ent
and
Con
trol
,” I
n H
andb
ook
of I
ndus
tria
l E
ngin
eeri
ng,
New
Yor
k: J
ohn
Wile
y an
d So
ns,
1982
, p.
11.1
.2.
that can be done while the machine is running (external tasks) from those that require the machine to be down (internal tasks) and accomplishing all external tasks while the machine is running, downtime is reduced.
Concept 2. Convert as many as possible of the internal to external tasks. This further reduces downtime by reducing the number of tasks to be done while the machine is down.
Concept 3. Eliminate the adjustment process. Adjusting the machine after preventive or corrective maintenance takes a significant amount of time. Using locating pins, stops, stan- dard die heights, etc. as means of reducing setup downtime can be applied to maintenance tasks as well. Many adjustments that must be made after maintenance are the same ad- justments made after a setup. Using methods to eliminate these adjustments will reduce setup and maintenance time.
The concepts described above have been applied with surprising success in the U.S. auto industry [I]. This did not occur until there was a serious commitment to reduce inventory. The same degree of attention by the balance of U.S. manufacturers to detail and commitment of reducing downtime in the area of maintenance should show similar results.
Work Sampling
Although many job analysis techniques have been used in the area of maintenance, the most successful technique has been that of work sampling [4]. It has been especially useful in identifying unproductive time spent by maintainers. By using work sampling to identify undesirable activities, and then taking action to minimize the time spent on these activities, the maintainer’s time will become more productive.
Education and Training
Increased education and training has also enhanced the productivity of maintainers. These methods will become increasingly important as machines become more automated and complex. Maintainers will need to continue updating their levels of education to keep up with the changing technologies of the equipment they service. Education of operators should be included in general maintenance education to aid in early detection of problems and enable operators to make some adjustments and minor repairs without active mainte- nance department labor assistance.
Maintenance Suggestion Groups
Suggestion groups, similar to quality circles, have been used successfully to increase maintenance productivity. A program implemented by the Minnesota Power Production Department resulted in a maintenance labor utilization increase of 10% and a direct annual savings of over $112,000 [4]. The program was implemented by first carrying out a work sampling study to identify nonproductive time of maintainers. The actual function of the groups differs somewhat from typical quality circle methods. Attendance is compulsory and the training emphasis of quality circles is deemphasized. The program takes advantage of on-the-job experience that contributes to the expertise of the maintainers and uses this expertise to improve overall productivity. It is a streamlined version of the typical quality circle approach used to get maximum efficiency from the time spent in the actual group meetings [4].
MRO Inventory Control
Controlling the inventory of items used in preventive and corrective maintenance is generally an attempt to balance the costs associated with having this inventory on hand
Journal of Operations Management 9
(item cost and holding cost) with the cost of increased machine downtime when the parts are not available. Martin [8] identifies five categories of material commonly included in maintenance storerooms. They are
l Spare parts. Insurance items used to guard against prolonged equipment downtime; these make up approximately one-half of the dollar value of the total MRO inventory.
l Normal maintenance stock. More general purpose items; included are switches, wiring needs, belts, lumber, etc.
l Janitor supplies. Cleaning compounds, paper products, etc., make up this category. l Tools. In many operations, the maintenance storeroom handles special purpose tools
that are issued out on a loan basis.
l Nonmaintenance items. Large maintenance storerooms may be expected to stock some supplies required by production departments.
The primary focus of this section of the article is on how to control spare parts and normal maintenance stock. The items needed for scheduled preventive maintenance can be controlled accurately and efficiently since the needs for these items are known. The SRP system presented earlier used MRP logic to control the inventory of these items. Accurate forecasting of corrective maintenance spare parts and normal maintenance stock will reduce the amount of inventory needed and reduce the probability of a stock out of an item.
For a small maintenance inventory storeroom, ABC analysis might prove beneficial. Those items with the longest order lead time and those items whose absence results in the most serious impact on production would be Class A items. The items typically included in normal maintenance stock that are easily attainable on short notice would be Class C items. Class B would include all other items.
Martin [S] suggests the use of basic order quantity techniques for balancing inventory
costs and arriving at economic quantities. These techniques are applicable to situations where forecasting the corrective maintenance needs is the only way to determine demand for a service part. For planned maintenance items, a system that employs a dependent demand inventory control logic (like MRP) makes more sense. As the ratio of planned maintenance to unplanned maintenance increases, one can see how inventory becomes easier to control. Less items are forecast, reducing safety stocks and overall inventory levels. In the Alumax plant discussed earlier, since 90% of the maintenance labor was planned labor, the inventory items needed for the planned labor were known in advance; that is, they became dependent demand items. This type of situation results in increased stability
and efficiency for MRO inventory costs.
IMPLICATIONS
The ratio of planned maintenance to corrective maintenance has typically attempted to minimize the total costs of maintenance labor and machine downtime. A ratio of 50% PM and 50% CM was presented earlier as a target ratio. The Alumax plant has reached a ratio of 9 1% PM and 9% CM with good results. The costs of machine downtime will increase substantially as machines become more dependent on each other. The breakdown that resulted in downtime of one machine three years ago might today result in an entire line being shut down, merely because buffer stock has been reduced and planned PM is lacking. This tremendous increase in the cost of machine downtime makes preventive maintenance costs much lower by comparison. The point at which a minimum cost is reached will require much more preventive maintenance than ever before.
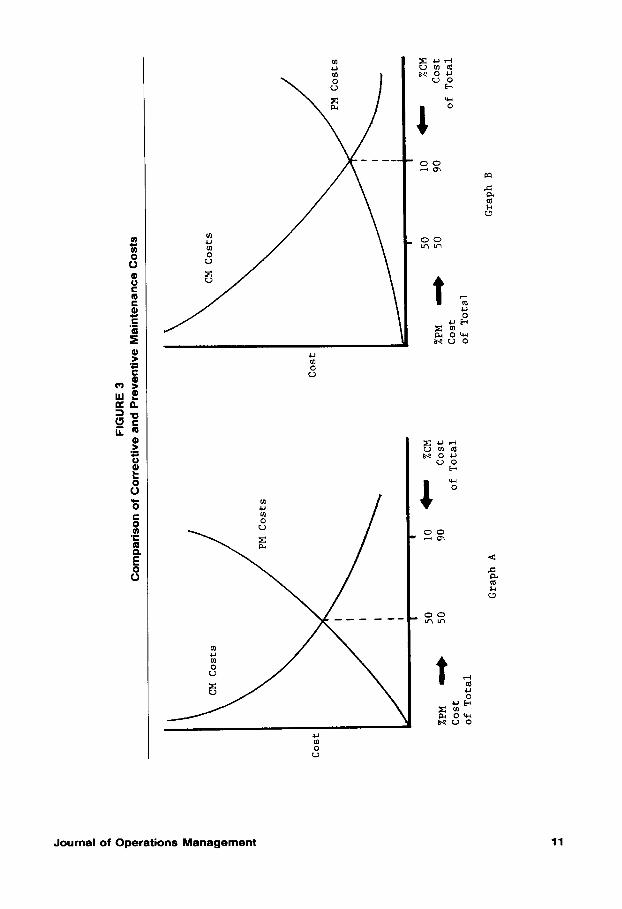
Figure 3 shows a comparison of two situations. Graph A shows a situation where a
10 APICS
,
, , , I
,
, ,
I L
I I
Journal of Operations Management 11

breakdown effects only one machine’s production, because of buffer stock between work centers. Graph B shows what could happen when a breakdown of one machine causes the shutdown of others down stream. In A the minimum of the total costs of maintenance labor and production downtime is reached when preventive and corrective maintenance labor are in equal proportions. In B, as downtime becomes much more expensive, maintenance labor becomes cheaper by comparison. As this phenomenon becomes more prevalent, man- agers will find high levels of preventive maintenance labor and the costs associated with these levels cheap insurance when extremely high shutdown costs are at stake. Methods for determining downtime costs that include the downstream effects need to be developed to allow the optimal proportions of corrective and preventive maintenance labor to be used.
CONCLUSIONS
This article has presented current techniques used to reduce maintenance costs. There is a shortage of current literature in this area, but some of what is available has been briefly presented and described for the individual who desires direction in gaining more information.
The improvement of maintenance management can be expected to become more critical as operations become more automated and inventory levels are reduced. This has already been seen in the process industries and in highly repetitive manufacturing. The more ma- chines become dependent on predecessors, the more important it will be to reduce downtime and the greater the return on the investment in planned maintenance activities. With the current trend of eliminating WIP inventory, machines can be expected to become more strongly dependent on their predecessors within the process. As maintenance becomes a critical issue in terms of a company’s productivity, advancements in the area of maintenance management will contribute a great deal to the overall productivity of the firm and to its ultimate success or failure.
REFERENCES
Automotive Industry Action Group (AIAG) Vid- eotape Series, “The Japanese Approach to Produc-
tivity,” 1983.
Bojanowski, R.S., “Improving Factory Performance
With Service Requirements Planning (SRP),” Pro- duction and Inventory Management, Vol. 25, No. 2
(Second Quarter 1984), pp. 3 l-44.
Brown, J., “The Preventive Maintenance Planning
Guide,” Plant Engineering, Vol. 38, No. 6 (March
8, 1984) pp. 151-155.
Candy, W.L., “Maintenance Groups Make and Im-
plement Own Suggestions for Improving Produc-
tivity,” Industrial Engineering, Vol. 14, No. 2 (Feb-
ruary 1982) pp. 44-49.
Gordon, C.H., “Selling a Maintenance Program to
Top Management,” Plant Engineering, Vol. 38, No. 6 (March 8, 1984), pp. 151-153.
Maramatus, R. and Y. Tanaka, “Maintenance
Management and Control,” Handbook of Industrial Engineering, John Wiley and Sons, New York, 1982, pp. 11.7.1-11.7.1.
7.
8.
9.
10.
11.
12.
13.
Martin, J.C., “Maintenance Stores and Inventory
Control,” Maintenance Engineering Handbook, McGraw Hill, New York, 1977, pp. 1 l-l-l l-l 1.
Martin, J. and R. Murphy, “Computerized Preven-
tive Maintenance,” Maintenance Engineering Handbook, McGraw Hill, New York, 1977, pp. 3-
117.
Monden, Y., Toyota Production System, Industrial
Engineering and Management Press, Atlanta, 1983, pp. 75-84.
Nolden, C., “Making Planned Maintenance Pay
Off,” Plant Engineering, Vol. 38, No. 18 (August 9,
1984), pp. 50-59.
Peele, T.T. and R.L. Chapman, “Determining
Maintenance Manpower Requirements,” Plant En- gineer, Vol. 38, No. 16 (July 12, 1984) pp. 74-79. Reid, E.J. and W.J. Doll, “Choosing the Right
Computerized PM System,” Plant Engineer, Vol.
38, No. 20 (August 23, 1984), pp. 54-69.
Ruszkiewicz, J.W., “Maintenance Goals and Man- agement Control,” Industrial Engineering, Vol. 12,
No. 2 (February, 1980), pp. 22-24.
12 APES





























