Embed Size (px)
Citation preview

8/10/2019 Magnetic Inspection Testing_11108009
http://slidepdf.com/reader/full/magnetic-inspection-testing11108009 1/4
MAGNETIC PARTICLE INSPECTION TESTING
Abstract
This paper is intended to be an introduction to the magnetic inspection testing method of non destructive testing
and provide the readers with a good understanding of the process used. The basic principles used in the magnetic
particle inspection testing along with the process are elucidated in the paper. A few applications have also been
given for the reader to understand the importance of this method.
Nondestructive testing or Non-destructive testing (NDT) is a wide group of analysis techniques used in science
and industry to evaluate the properties of a material, component or system without causing damage. Because NDT
does not permanently alter the article being inspected, it is a highly valuable technique that can save both money
and time in product evaluation, troubleshooting, and research. Common NDT methods include
ultrasonic, magnetic-particle, liquid penetrant, radiographic, remote visual inspection (RVI), eddy-current testing
and low coherence interferometry. NDT is commonly used in forensic engineering, mechanical engineering,electrical engineering, civil engineering, systems engineering, aeronautical engineering, medicine, and art.
Introduction to Magnetic Particle Testing
Magnetic particle Inspection (MPI) is a non-destructive testing (NDT) process for detecting surface and slightly
subsurface discontinuities in ferromagnetic materials such as iron, nickel, cobalt, and some of their alloys. The
process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct
magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in
the material. Indirect magnetization occurs when no electric current is passed through the test object, but a
magnetic field is applied from an outside source. The magnetic lines of force are perpendicular to the direction of
the electric current which may be either alternating current (AC) or some form of direct current (DC) (rectified AC).
The typical use of magnetic particle inspection methods are to detect cracks, inclusions, seams, laps, and other
discontinuities at or near the surface of ferromagnetic materials. Typical materials that fall into this category
include “plain carbon steels” (i.e., ferrite matrixphase - those containing < .8% carbon), low grade stainless steel,
cast iron, etc. [A quick and easy test to determine the suitability of magnetic particle inspection is to place a
magnet on the part. If the part is not magnetic, magnetic particle inspection is not an applicable test method.] In
general, magnetic particle inspection can be applied at any point during the manufacture and/or in-service use of a
ferromagnetic part. Magnetic particle inspection cannot be used on non-ferromagnetic materials or on parts with
interfering coatings. Surface defects as small as 0.015” (.38mm) can be reliably detected with magnetic particle
inspection.
Principle Used
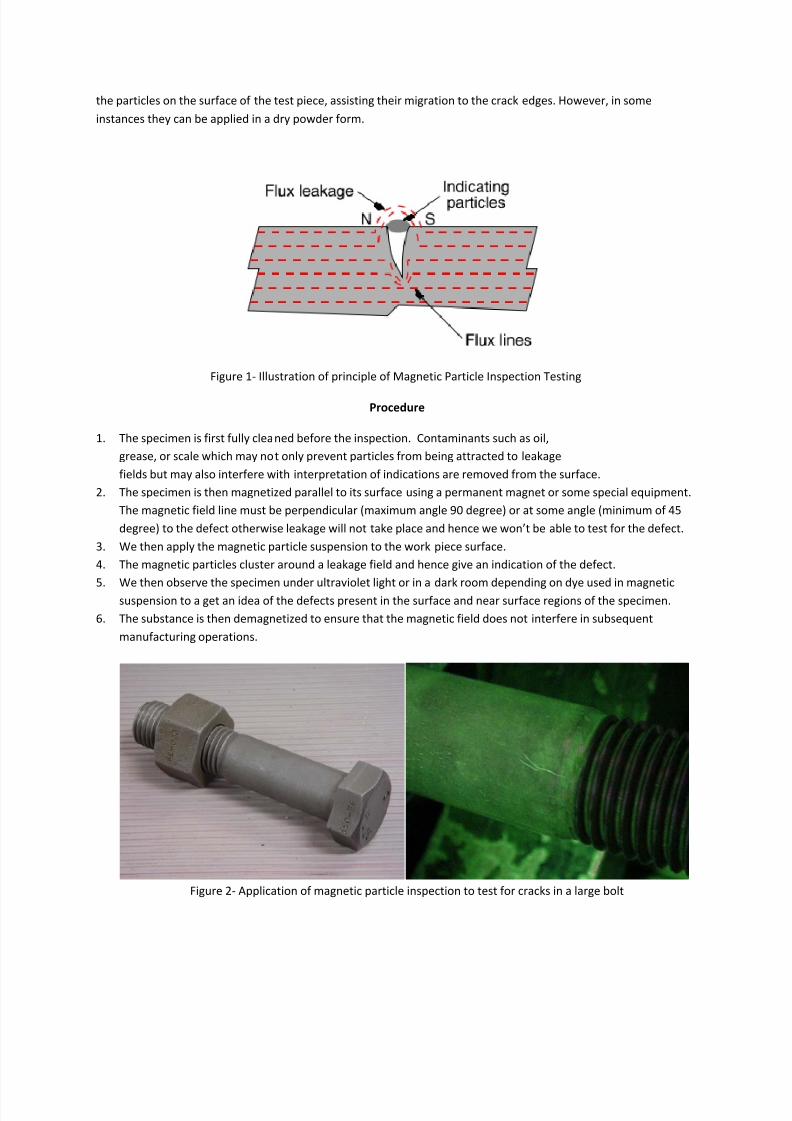
The principle is to generate magnetic flux in the article to be examined, with the flux lines running along the
surface at right angles to the suspected defect. Where the flux lines approach a discontinuity they will stray out in
to the air at the mouth of the crack. The crack edge becomes magnetic attractive poles North and South. These
have the power to attract finely divided particles of magnetic material such as iron fillings. Usually these particles
are of an oxide of iron in the size range 20 to 30 microns, and are suspended in a liquid which provides mobility for
8/10/2019 Magnetic Inspection Testing_11108009
http://slidepdf.com/reader/full/magnetic-inspection-testing11108009 2/4
the particles on the surface of the test piece, assisting their migration to the crack edges. However, in some
instances they can be applied in a dry powder form.
Figure 1- Illustration of principle of Magnetic Particle Inspection Testing
Procedure
1. The specimen is first fully cleaned before the inspection. Contaminants such as oil,
grease, or scale which may not only prevent particles from being attracted to leakage
fields but may also interfere with interpretation of indications are removed from the surface.
2. The specimen is then magnetized parallel to its surface using a permanent magnet or some special equipment.
The magnetic field line must be perpendicular (maximum angle 90 degree) or at some angle (minimum of 45
degree) to the defect otherwise leakage will not take place and hence we won’t be able to test for the defect.
3. We then apply the magnetic particle suspension to the work piece surface.
4. The magnetic particles cluster around a leakage field and hence give an indication of the defect.
5.
We then observe the specimen under ultraviolet light or in a dark room depending on dye used in magnetic
suspension to a get an idea of the defects present in the surface and near surface regions of the specimen.
6.
The substance is then demagnetized to ensure that the magnetic field does not interfere in subsequent
manufacturing operations.
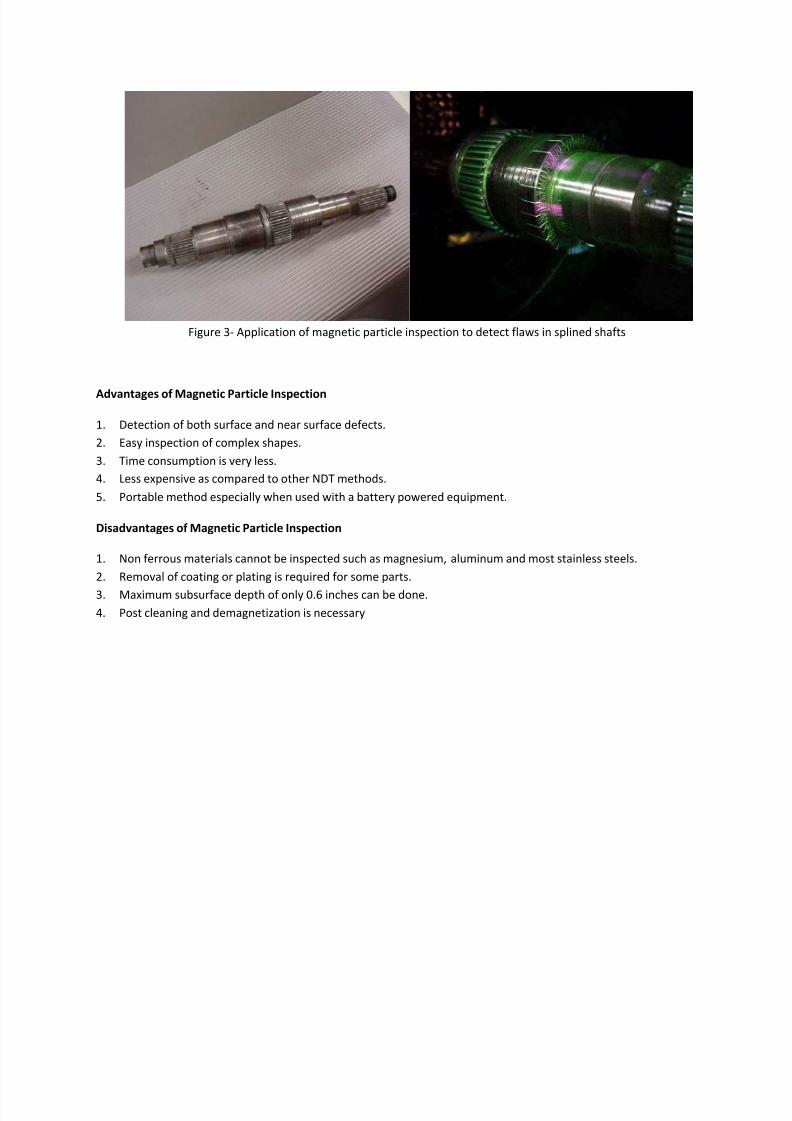
Figure 2- Application of magnetic particle inspection to test for cracks in a large bolt
8/10/2019 Magnetic Inspection Testing_11108009
http://slidepdf.com/reader/full/magnetic-inspection-testing11108009 3/4
Figure 3- Application of magnetic particle inspection to detect flaws in splined shafts
Advantages of Magnetic Particle Inspection
1. Detection of both surface and near surface defects.
2. Easy inspection of complex shapes.
3. Time consumption is very less.
4. Less expensive as compared to other NDT methods.
5. Portable method especially when used with a battery powered equipment.
Disadvantages of Magnetic Particle Inspection
1.
Non ferrous materials cannot be inspected such as magnesium, aluminum and most stainless steels.
2. Removal of coating or plating is required for some parts.
3.
Maximum subsurface depth of only 0.6 inches can be done.
4. Post cleaning and demagnetization is necessary

8/10/2019 Magnetic Inspection Testing_11108009
http://slidepdf.com/reader/full/magnetic-inspection-testing11108009 4/4
References
1.
A brief description of NDT and its techniques by Mark Wilcox and George Downes -Insight NDT Equipment
Limited
2. Magnetic particle Inspection-Metals Testing Company
3. BEST PRACTICE FOR THE PROCUREMENT AND CONDUCT OF NON-DESTRUCTIVE TESTING Part 2: Magnetic
Particle and Dye Penetrant Inspection (HSE – Health and Safety Excellence)
4. Manufacturing Engineering and Technology (English) 4th Edition by Schmid and Kalpakjain
5. Wikipedia





























