Embed Size (px)
Citation preview

MagicWave 1700 / 2200
TransTig 2200
TIG & MMA welding
What welders never dared dream of …
GENERAL REMARKS
Fronius works its magic again!
TIG welders can raise a heartfelt cheer! Specially for them,
Fronius has developed a series of machines that make
their every wish come true: MagicWave 1700/2200 for
DC and AC, and TransTig 2200 (for DC only).
These power sources are up-to-the-minute characters, in
every way, and eager to please: Ever-so discreet, with a
super-quiet yet highly stable arc. Extremely straightforward
to use – in fact, almost self-explanatory. Single-phase, so
they can be plugged into any wall power outlet. Light and
tough at the same time, and completely digitised – which
you won’t find on any other TIG machine.
What is more, every single one of these machines is a
member of a complete, totally co-ordinated welding
system, all of whose components perfectly complement
one another. All in all, the upshot is the sort of welding
results which up to now you could only dream of.
UTILISATION
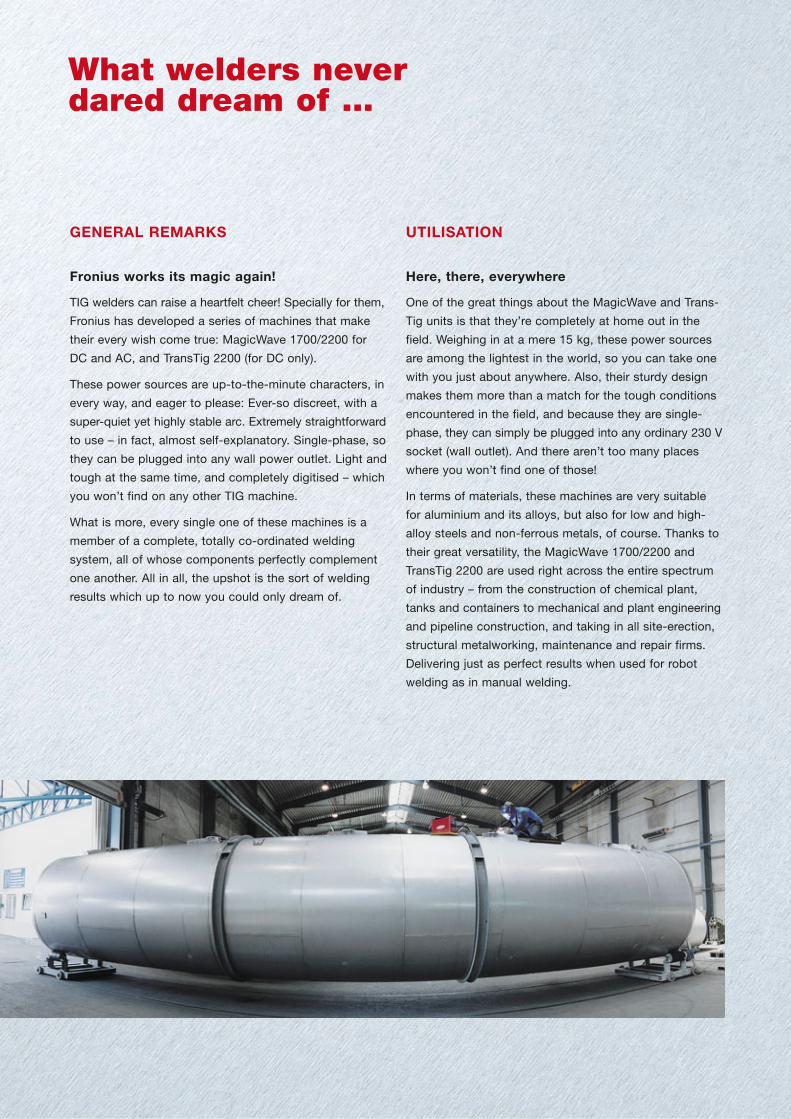
Here, there, everywhere
One of the great things about the MagicWave and Trans-
Tig units is that they’re completely at home out in the
field. Weighing in at a mere 15 kg, these power sources
are among the lightest in the world, so you can take one
with you just about anywhere. Also, their sturdy design
makes them more than a match for the tough conditions
encountered in the field, and because they are single-
phase, they can simply be plugged into any ordinary 230 V
socket (wall outlet). And there aren’t too many places
where you won’t find one of those!
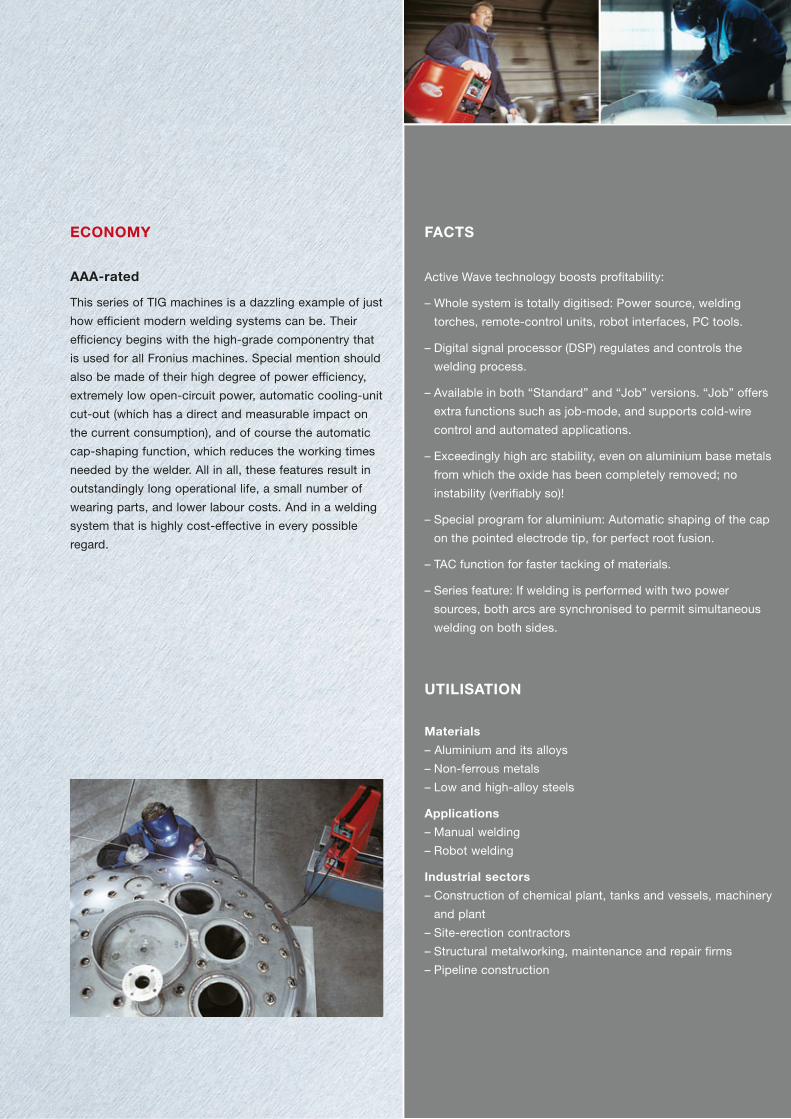
In terms of materials, these machines are very suitable
for aluminium and its alloys, but also for low and high-
alloy steels and non-ferrous metals, of course. Thanks to
their great versatility, the MagicWave 1700/2200 and
TransTig 2200 are used right across the entire spectrum
of industry – from the construction of chemical plant,
tanks and containers to mechanical and plant engineering
and pipeline construction, and taking in all site-erection,
structural metalworking, maintenance and repair firms.
Delivering just as perfect results when used for robot
welding as in manual welding.
ECONOMY
AAA-rated
This series of TIG machines is a dazzling example of just
how efficient modern welding systems can be. Their
efficiency begins with the high-grade componentry that
is used for all Fronius machines. Special mention should
also be made of their high degree of power efficiency,
extremely low open-circuit power, automatic cooling-unit
cut-out (which has a direct and measurable impact on
the current consumption), and of course the automatic
cap-shaping function, which reduces the working times
needed by the welder. All in all, these features result in
outstandingly long operational life, a small number of
wearing parts, and lower labour costs. And in a welding
system that is highly cost-effective in every possible
regard.
FACTS
Active Wave technology boosts profitability:
– Whole system is totally digitised: Power source, welding
torches, remote-control units, robot interfaces, PC tools.
– Digital signal processor (DSP) regulates and controls the
welding process.
– Available in both “Standard” and “Job” versions. “Job” offers
extra functions such as job-mode, and supports cold-wire
control and automated applications.
– Exceedingly high arc stability, even on aluminium base metals
from which the oxide has been completely removed; no
instability (verifiably so)!
– Special program for aluminium: Automatic shaping of the cap
on the pointed electrode tip, for perfect root fusion.
– TAC function for faster tacking of materials.
– Series feature: If welding is performed with two power
sources, both arcs are synchronised to permit simultaneous
welding on both sides.
UTILISATION
Materials
– Aluminium and its alloys
– Non-ferrous metals
– Low and high-alloy steels
Applications
– Manual welding
– Robot welding
Industrial sectors
– Construction of chemical plant, tanks and vessels, machinery
and plant
– Site-erection contractors
– Structural metalworking, maintenance and repair firms
– Pipeline construction
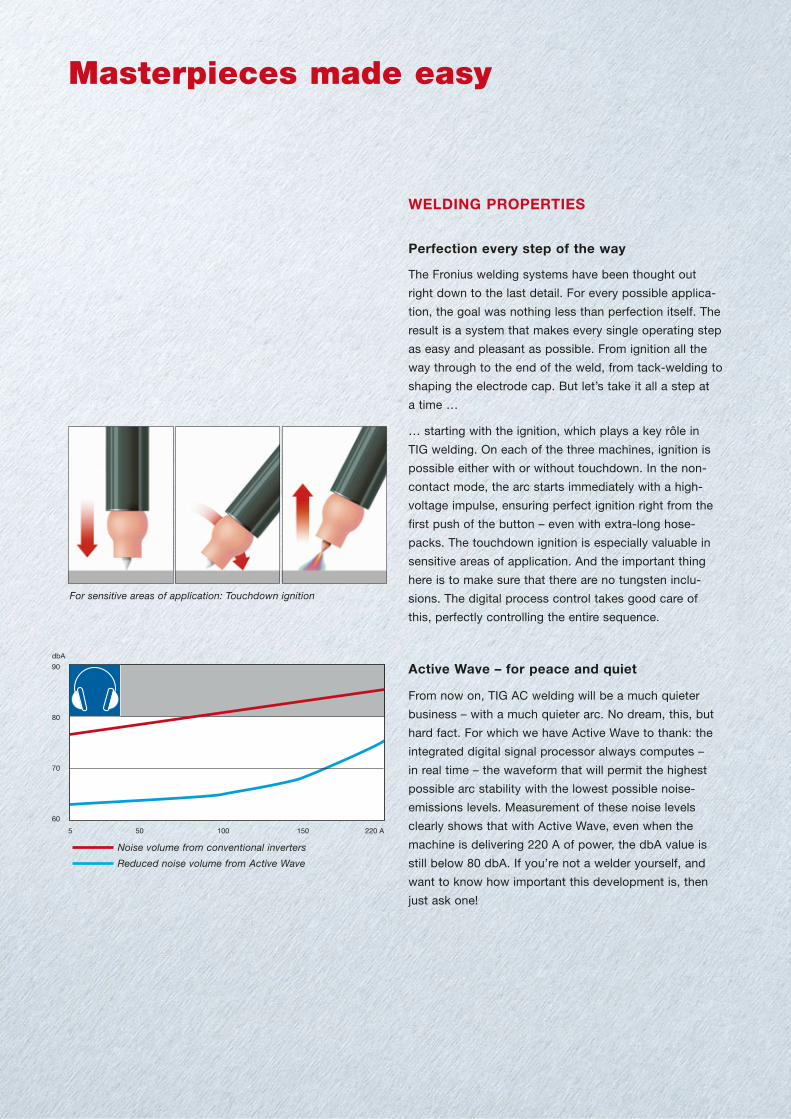
5 50 100 150 220 A
90
80
70
60
dbA
Masterpieces made easy
WELDING PROPERTIES
Perfection every step of the way
The Fronius welding systems have been thought out
right down to the last detail. For every possible applica-
tion, the goal was nothing less than perfection itself. The
result is a system that makes every single operating step
as easy and pleasant as possible. From ignition all the
way through to the end of the weld, from tack-welding to
shaping the electrode cap. But let’s take it all a step at
a time …
… starting with the ignition, which plays a key rôle in
TIG welding. On each of the three machines, ignition is
possible either with or without touchdown. In the non-
contact mode, the arc starts immediately with a high-
voltage impulse, ensuring perfect ignition right from the
first push of the button – even with extra-long hose-
packs. The touchdown ignition is especially valuable in
sensitive areas of application. And the important thing
here is to make sure that there are no tungsten inclu-
sions. The digital process control takes good care of
this, perfectly controlling the entire sequence.
Active Wave – for peace and quiet
From now on, TIG AC welding will be a much quieter
business – with a much quieter arc. No dream, this, but
hard fact. For which we have Active Wave to thank: the
integrated digital signal processor always computes –
in real time – the waveform that will permit the highest
possible arc stability with the lowest possible noise-
emissions levels. Measurement of these noise levels
clearly shows that with Active Wave, even when the
machine is delivering 220 A of power, the dbA value is
still below 80 dbA. If you’re not a welder yourself, and
want to know how important this development is, then
just ask one!
Noise volume from conventional inverters
Reduced noise volume from Active Wave
For sensitive areas of application: Touchdown ignition
New: Tack welding with TAC
Before you can weld, you have to tack. The usual way of
doing this – up until now, at least – is to make the two
weld-pools of the parts join up by making a slight move-
ment with the torch. With TAC, one spot is all it takes.
And on to the next one. And the one after that. And so
on. Because with TAC, the arc during tacking is not con-
tinuous, but pulsed. And this prompts the two weld-pools
to “jump together”, in next to no time, to make one single
weld-pool. This works fast, and is a lot easier. The TAC
function is also very useful when light-gauge sheets are
being welded without filler metal, as it helps the weld-
pools to merge more thoroughly.
Finish like you started
A perfect start needs a perfect finish to go with it. At the
end of the weld, there are two main things to watch out
for: The first of these is the gas post-flow, to make sure
that the electrode and the weld-pool do not oxidise. In
the past, the gas post-flow had to be set manually. On
the digital machines, the ideal post-flow time is computed
automatically. The second thing is the end crater. This
has to be filled, at a lower amperage. The new power
sources take care of this, too, with the crater-fill and
downslope function.
Simultaneous welding on both sides
When joining plates, you normally have to weld a root
pass first. This then has to be ground and back-welded -
a time-consuming procedure which you can speed up by
welding from both sides simultaneously. In “both-sides-
simultaneously” TIG-AC welding, both arcs have to be
synchronised. And to help you do this, the MagicWave
power sources have a “SyncMode” function which
harmonises both the arcs.
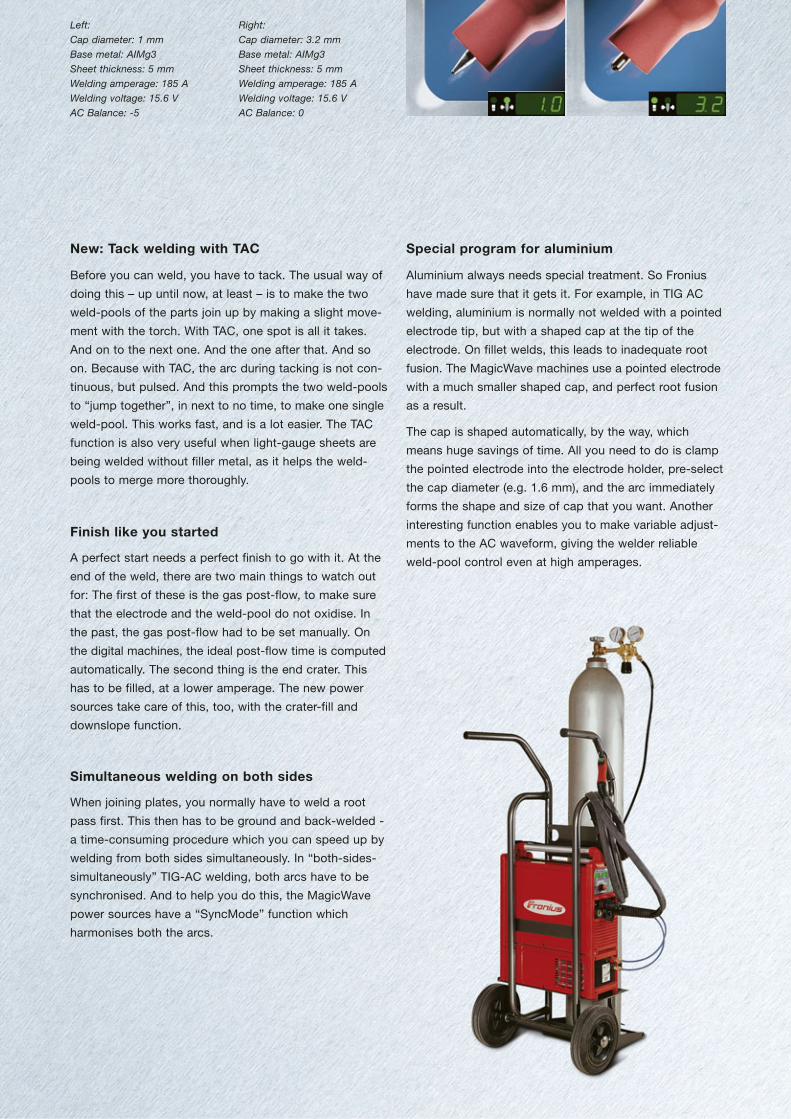
Special program for aluminium
Aluminium always needs special treatment. So Fronius
have made sure that it gets it. For example, in TIG AC
welding, aluminium is normally not welded with a pointed
electrode tip, but with a shaped cap at the tip of the
electrode. On fillet welds, this leads to inadequate root
fusion. The MagicWave machines use a pointed electrode
with a much smaller shaped cap, and perfect root fusion
as a result.
The cap is shaped automatically, by the way, which
means huge savings of time. All you need to do is clamp
the pointed electrode into the electrode holder, pre-select
the cap diameter (e.g. 1.6 mm), and the arc immediately
forms the shape and size of cap that you want. Another
interesting function enables you to make variable adjust-
ments to the AC waveform, giving the welder reliable
weld-pool control even at high amperages.
Right:
Cap diameter: 3.2 mm
Base metal: AIMg3
Sheet thickness: 5 mm
Welding amperage: 185 A
Welding voltage: 15.6 V
AC Balance: 0
Left:
Cap diameter: 1 mm
Base metal: AIMg3
Sheet thickness: 5 mm
Welding amperage: 185 A
Welding voltage: 15.6 V
AC Balance: -5
“Fully loaded” with comfort features for easier welding
HANDLING
Easy, easier, easiest
The machines come with an operating concept that is
simply exemplary. The control panel is just about entirely
self-explanatory, and correspondingly easy to use. Then
there is the facility for simplifying the panels still further
in practice, by activating only those functions and
controls that you are actually going to need. This makes
welding even more agreeable.
Remote-control à la carte
Remote control units are really practical. They come in
especially handy for welders, because they let you inter-
vene in the welding process and change parameters
directly at the scene of the action. No matter where your
welding machine happens to be. Special mention should
be made here of the JobMaster TIG welding torch, which
comes with integral remote control. This lets you call up
all your settings, any time and anywhere, regardless of
where the machine is standing. The JobMaster TIG
welding torch features a digital parameter display, job
recall and freely selectable parameters, meaning that you
decide for yourself which parameters you want to alter
during welding.
A few more words on the torch: Particularly advantage-
ously for TIG welding, this comes with a leather hose,
whose much greater flexibility means that the welder only
has a smaller proportion of the total weight of the torch
to carry with him while he works. The torch also has an
ergonomically shaped handle and a swivel-mounted
hosepack. Another great feature is the torch central
connector F++, with a separate water connector so that
there is absolutely no way that any coolant can get into
the gas channel and cause porosity in the weld metal.
Different types of job call for different types of welding
torch. Which is why there is a special one for robot appli-
cations, with an integrated cold-wire feeder unit. Or a
special cold-wire torch for manual welding, also with an
integrated wirefeed – used mainly for series applications
with good accessibility. By the way, the cold-wire control
system, complete with all parameters, is already integrated
in the power source.
Complete system, even including a TIG torch
Fronius is a system supplier. Each member of the system
is designed to “fit in” optimally with all the others, in
perfect harmony. It takes in everything from modularly
designed power sources (available for both gas and
water-cooled torches, incidentally), to remote-control
units, cooling units, trolleys and a wide range of different
robot interfaces, as well as complete welding-data
documentation and visualisation.
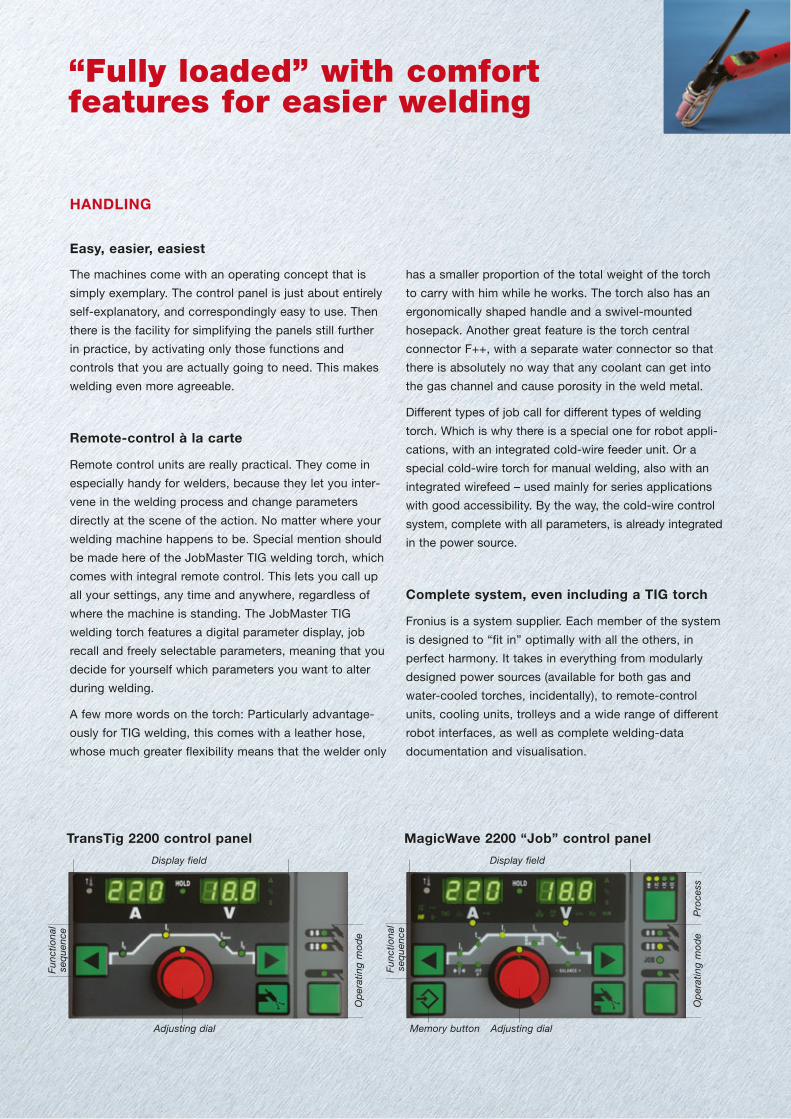
MagicWave 2200 “Job” control panelTransTig 2200 control panel
Adjusting dial
Display field
Pro
cess
Op
erat
ing
mod
e
Func
tiona
lse
que
nce
Memory buttonAdjusting dial
Display field
Op
erat
ing
mod
e
Func
tiona
lse
que
nce
• • •• • •• • •• • •• • •• • •• • •• • •• • •• • •• • •
• •• • •• • •• • •• •• •• •
o oo o oo o o
o o
• • •• • •• •• • •• • •• • •
• • •• • •• • •• • •• • •• • •• • •• • •
• • •• • •• • •• • •• • •• • •• •
SAFETY
Better safe than sorry
Anybody at all familiar with Fronius machines will know
that there’s absolutely no need to worry about their safety
features. Every power source comes with the CE mark
and with the [S] mark permitting welding in confined
spaces in conditions of enhanced electrical hazard, also
when AC welding, of course. Also, all of the power
sources amply fulfil the requirements of IEC “degree of
protection IP 23”, meaning that they are safely protected
from dirt and water, for use in the field. The integral fan is
thermostat-controlled and so only runs when it is needed.
This reduces dirt collection and prolongs the service life
of the power source. At Fronius, though, safety starts
even sooner: in the development stage. The MagicWave
and TransTig machines were designed from the ground
up to be so robust and compact that they can take just
about anything in their stride.
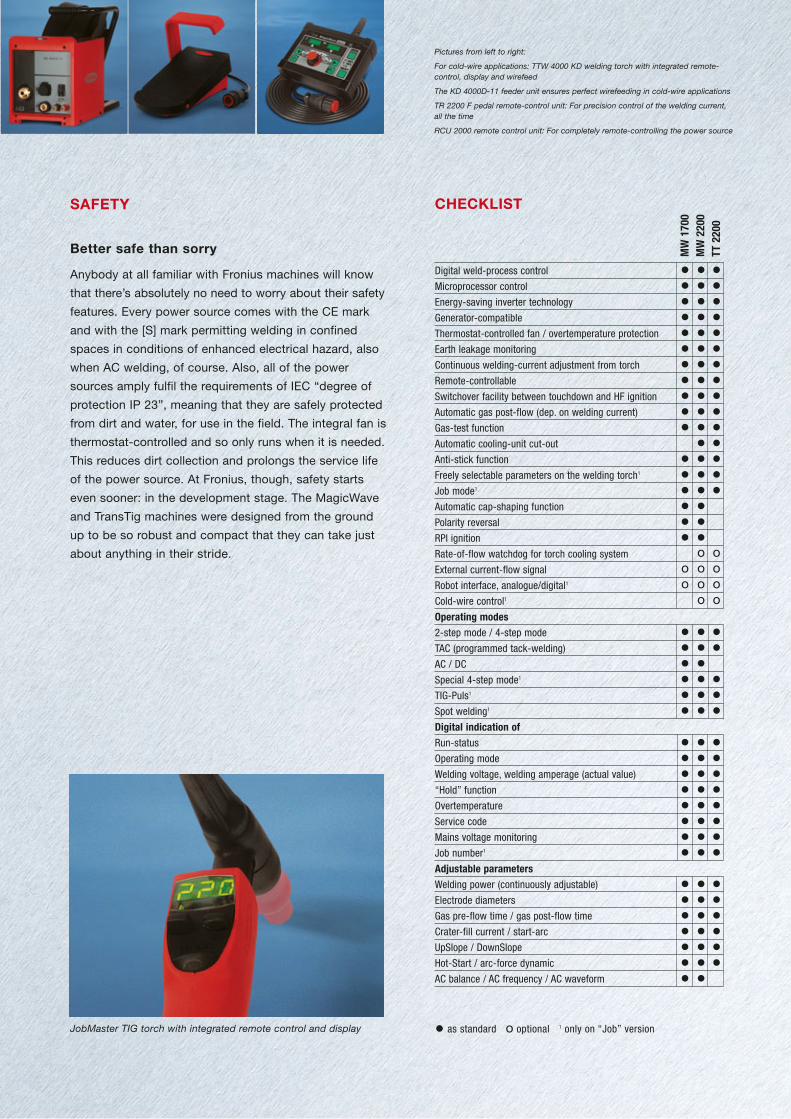
CHECKLIST
Digital weld-process control
Microprocessor control
Energy-saving inverter technology
Generator-compatible
Thermostat-controlled fan / overtemperature protection
Earth leakage monitoring
Continuous welding-current adjustment from torch
Remote-controllable
Switchover facility between touchdown and HF ignition
Automatic gas post-flow (dep. on welding current)
Gas-test function
Automatic cooling-unit cut-out
Anti-stick function
Freely selectable parameters on the welding torch1
Job mode1
Automatic cap-shaping function
Polarity reversal
RPI ignition
Rate-of-flow watchdog for torch cooling system
External current-flow signal
Robot interface, analogue/digital1
Cold-wire control1
Operating modes2-step mode / 4-step mode
TAC (programmed tack-welding)
AC / DC
Special 4-step mode1
TIG-Puls1
Spot welding1
Digital indication ofRun-status
Operating mode
Welding voltage, welding amperage (actual value)
“Hold” function
Overtemperature
Service code
Mains voltage monitoring
Job number1
Adjustable parametersWelding power (continuously adjustable)
Electrode diameters
Gas pre-flow time / gas post-flow time
Crater-fill current / start-arc
UpSlope / DownSlope
Hot-Start / arc-force dynamic
AC balance / AC frequency / AC waveform
MW
170
0M
W 2
200
TT 2
200
• as standard o optional 1 only on “Job” version
Pictures from left to right:
For cold-wire applications: TTW 4000 KD welding torch with integrated remote-control, display and wirefeed
The KD 4000D-11 feeder unit ensures perfect wirefeeding in cold-wire applications
TR 2200 F pedal remote-control unit: For precision control of the welding current,all the time
RCU 2000 remote control unit: For completely remote-controlling the power source
JobMaster TIG torch with integrated remote control and display
Text
and
illu
stra
tions
tech
nica
lly c
orre
ct a
t tim
e of
goi
ng to
prin
t.W
e re
serv
e th
e rig
ht to
mak
e m
odifi
catio
ns.
This
doc
umen
t may
not
be
copi
ed o
r ot
herw
ise
repr
oduc
ed,w
heth
er in
par
t or
in it
s en
tiret
y,w
ithou
t the
exp
ress
prio
r w
ritte
n co
nsen
t of F
roni
us In
tern
atio
nal G
mbH
.
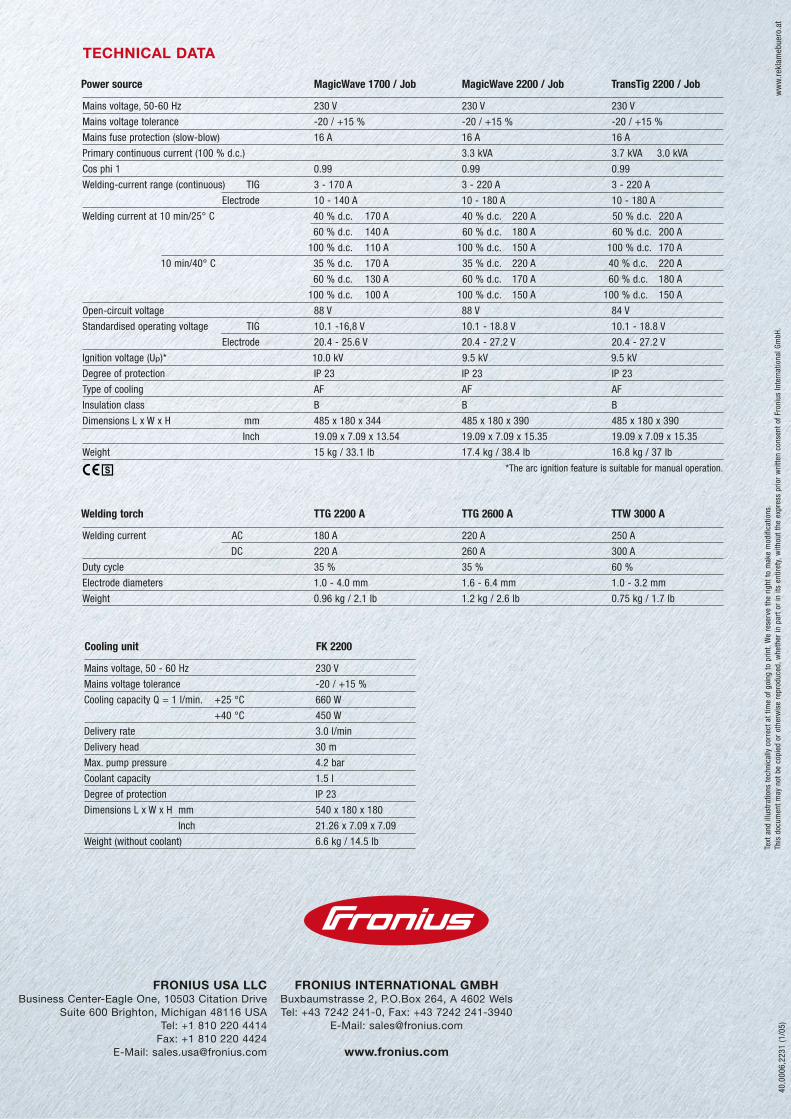
Mains voltage, 50-60 Hz 230 V 230 V 230 V
Mains voltage tolerance -20 / +15 % -20 / +15 % -20 / +15 %
Mains fuse protection (slow-blow) 16 A 16 A 16 A
Primary continuous current (100 % d.c.) 3.3 kVA 3.7 kVA 3.0 kVA
Cos phi 1 0.99 0.99 0.99
Welding-current range (continuous) TIG 3 - 170 A 3 - 220 A 3 - 220 A
Electrode 10 - 140 A 10 - 180 A 10 - 180 A
Welding current at 10 min/25° C 40 % d.c. 170 A 40 % d.c. 220 A 50 % d.c. 220 A
60 % d.c. 140 A 60 % d.c. 180 A 60 % d.c. 200 A
100 % d.c. 110 A 100 % d.c. 150 A 100 % d.c. 170 A
10 min/40° C 35 % d.c. 170 A 35 % d.c. 220 A 40 % d.c. 220 A
60 % d.c. 130 A 60 % d.c. 170 A 60 % d.c. 180 A
100 % d.c. 100 A 100 % d.c. 150 A 100 % d.c. 150 A
Open-circuit voltage 88 V 88 V 84 V
Standardised operating voltage TIG 10.1 -16,8 V 10.1 - 18.8 V 10.1 - 18.8 V
Electrode 20.4 - 25.6 V 20.4 - 27.2 V 20.4 - 27.2 V
Ignition voltage (Up)* 10.0 kV 9.5 kV 9.5 kV
Degree of protection IP 23 IP 23 IP 23
Type of cooling AF AF AF
Insulation class B B B
Dimensions L x W x H mm 485 x 180 x 344 485 x 180 x 390 485 x 180 x 390
Inch 19.09 x 7.09 x 13.54 19.09 x 7.09 x 15.35 19.09 x 7.09 x 15.35
Weight 15 kg / 33.1 lb 17.4 kg / 38.4 lb 16.8 kg / 37 lb
*The arc ignition feature is suitable for manual operation.
Mains voltage, 50 - 60 Hz 230 V
Mains voltage tolerance -20 / +15 %
Cooling capacity Q = 1 l/min. +25 °C 660 W
+40 °C 450 W
Delivery rate 3.0 l/min
Delivery head 30 m
Max. pump pressure 4.2 bar
Coolant capacity 1.5 l
Degree of protection IP 23
Dimensions L x W x H mm 540 x 180 x 180
Inch 21.26 x 7.09 x 7.09
Weight (without coolant) 6.6 kg / 14.5 lb
ww
w.r
ekla
meb
uero
.at
TECHNICAL DATA
MagicWave 1700 / Job MagicWave 2200 / Job TransTig 2200 / JobPower source
Welding current AC 180 A 220 A 250 A
DC 220 A 260 A 300 A
Duty cycle 35 % 35 % 60 %
Electrode diameters 1.0 - 4.0 mm 1.6 - 6.4 mm 1.0 - 3.2 mm
Weight 0.96 kg / 2.1 lb 1.2 kg / 2.6 lb 0.75 kg / 1.7 lb
TTG 2200 A TTG 2600 A TTW 3000 AWelding torch
Cooling unit FK 2200
40,0
006,
2231
(1/0
5)
FRONIUS INTERNATIONAL GMBH Buxbaumstrasse 2, P.O.Box 264, A 4602 WelsTel: +43 7242 241-0, Fax: +43 7242 241-3940
E-Mail: [email protected]
www.fronius.com
FRONIUS USA LLCBusiness Center-Eagle One, 10503 Citation Drive
Suite 600 Brighton, Michigan 48116 USATel: +1 810 220 4414
Fax: +1 810 220 4424E-Mail: [email protected]