Embed Size (px)
Citation preview


Machine zero or HOME position of the Baxter Entrepreneur CNC Late.
XH = 522.727 mm ZH = 573.629 mm
Tool dimensions of the Reference Tool ( RT ) from tool catalog.
Tool # 5 DCLNL-165C: Xset = 127.0 mm
Zset = 50.8 mm
Calculation of Workpiece Datum ( W ) for the Reference Tool ( RT ).
X = XH – XsetRT = 522.727 – 127.0 = 395.727 mm
Z = ZH – ZW – ZsetRT = 573.629 – 56.0 - 50.8 = 466.829 mm
Calculation of the Reference Point ( RP) for Tool change position.
RP XRT = 300.0 mm (this dimension is a save location to rotate the turret).
RP ZRT = LW + ( Lmax – ZsetRT ) + u = 55 + (58.6 – 50.8) + 25.0 = 87.8 mm
Calculation of the Reference Point ( RP ) for the Tools used in the Program.
RP X = XRT + ( XsetRT – Xset )
RP Z = ZRT + ( ZsetRT – Zset )
RP for T01 X = 300.0 + ( 127.0 – 127.0 ) = 300.00 mm
Z = 87.8 + ( 50.8 – 50.8 ) = 87.80 mm
RP for T02 X = 300.0 + ( 127.0 – 130.0 ) = 297.00 mm
Z = 87.8 + ( 50.8 – 50.8 ) = 87.80 mm
RP for T03 X = 300.0 + ( 127.0 – 178.7 ) = 248.30 mm
Z = 87.8 + ( 50.8 – 51.1 ) = 87.50 mm
RP for T04 X = 300.0 + ( 127.0 – 177.0 ) = 250.00 mm
Z = 87.8 + ( 50.8 – 48.6 ) = 90.00 mm
RP for T08 X = 300.0 + ( 127.0 – 127.3 ) = 299.70 mm
Z = 87.8 + ( 50.8 – 58.6 ) = 80.00 mm
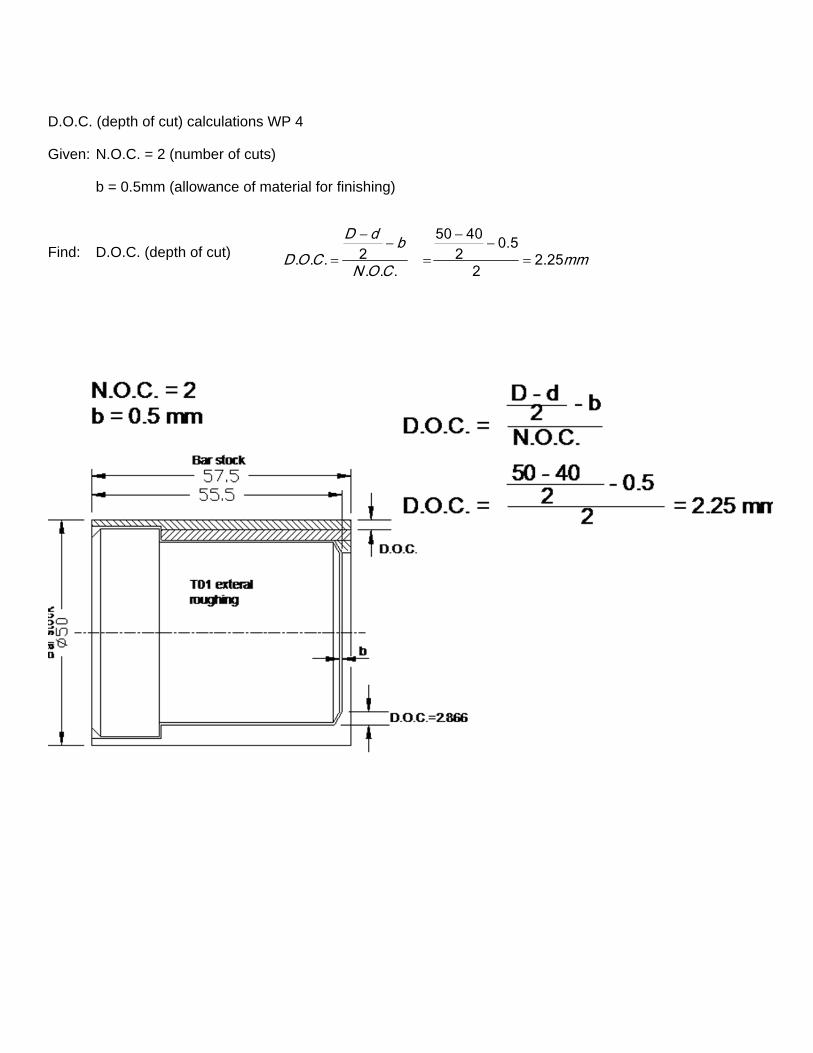
D.O.C. (depth of cut) calculations WP 4
Given: N.O.C. = 2 (number of cuts)
b = 0.5mm (allowance of material for finishing)
Find: D.O.C. (depth of cut)
50 40 0.52 2. . . 2.25. . . 2
D d bD O C mm
N O C

Tool nose radius compensation calculation on a 30 degr, slope for a roughing pass
1.2
0.5
30
tan * 0.288675
tan * 0.69282
tan 1.4433762
tan 0.1342
tan 0.32152
Rs mm
b mm
c b mm
e Rs mm
D df mm
a b mm
g Rs mm
1
1
2
2
2 2 33.512
55.5
2 41.0
53.338
X d a g Rs mm
Z L b mm
X D b mm
Z L f c e Rs mm
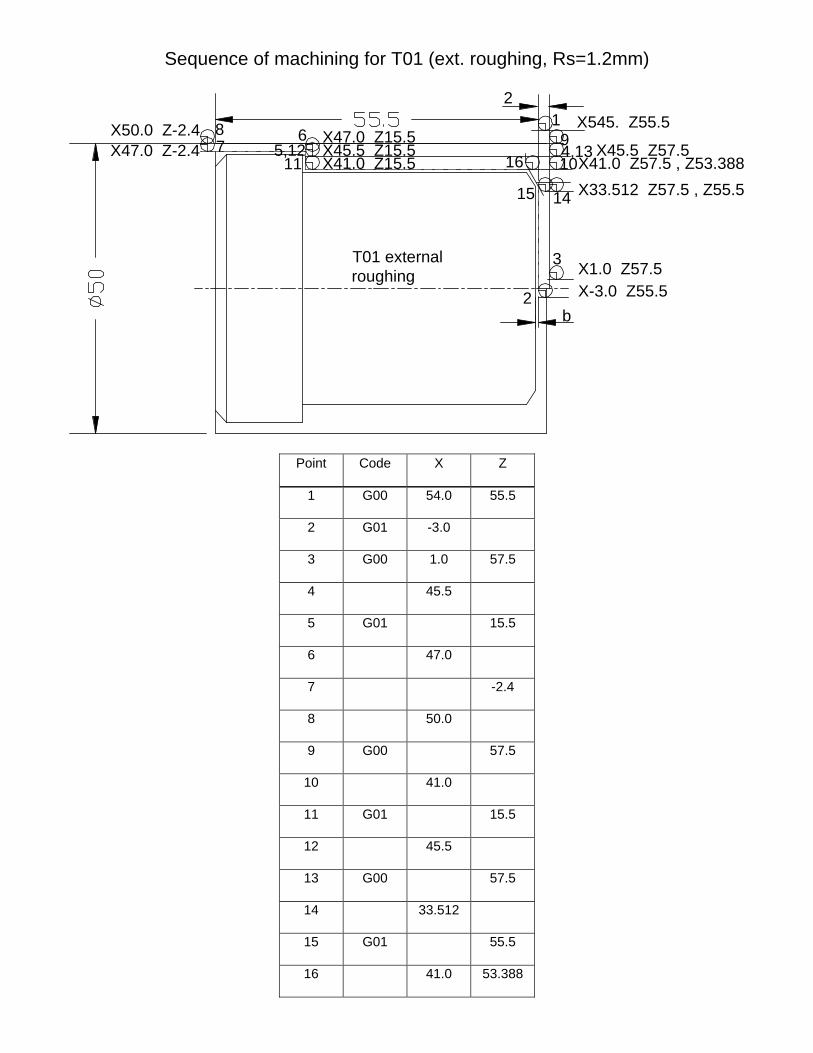
Sequence of machining for T01 (ext. roughing, Rs=1.2mm)
X45.5 Z57.5X41.0 Z57.5 , Z53.388
X33.512 Z57.5 , Z55.5
X45.5 Z15.5X41.0 Z15.5
X47.0 Z15.5X47.0 Z-2.4X50.0 Z-2.4
X-3.0 Z55.5
T01 externalroughing
b
1 X545. Z55.5
2
1415
16
2
X1.0 Z57.53
9
105,12
678
4,1311
Point Code X Z
1 G00 54.0 55.5
2 G01 -3.0
3 G00 1.0 57.5
4 45.5
5 G01 15.5
6 47.0
7 -2.4
8 50.0
9 G00 57.5
10 41.0
11 G01 15.5
12 45.5
13 G00 57.5
14 33.512
15 G01 55.5
16 41.0 53.388

Sequence of machining for T02 (ext. roughing, Rs=0.8mm)
T02 externalroughing undercutRs=0.8mm
b2.0
12
34
5
b2
2.5
h
g f2

1
1
2
2
0.8
0.5
45
2 sin * 0.707
tan 0.33137082
tan 0.5384776312
45.0
15 9 15 9 0.707 0.8 22.162
36.0
15 4 15 4 0.5385 0.8 17.662
Rs mm
b mm
f b mm
g Rs mm
h Rs b mm
X mm
Z f g Rs mm
X mm
Z h Rs mm
Point Code X Z
1 G00 45.0 22.162
2 G01 36.0 17.662
3 15.5
4 41.0
5 G00 50.0 18.0

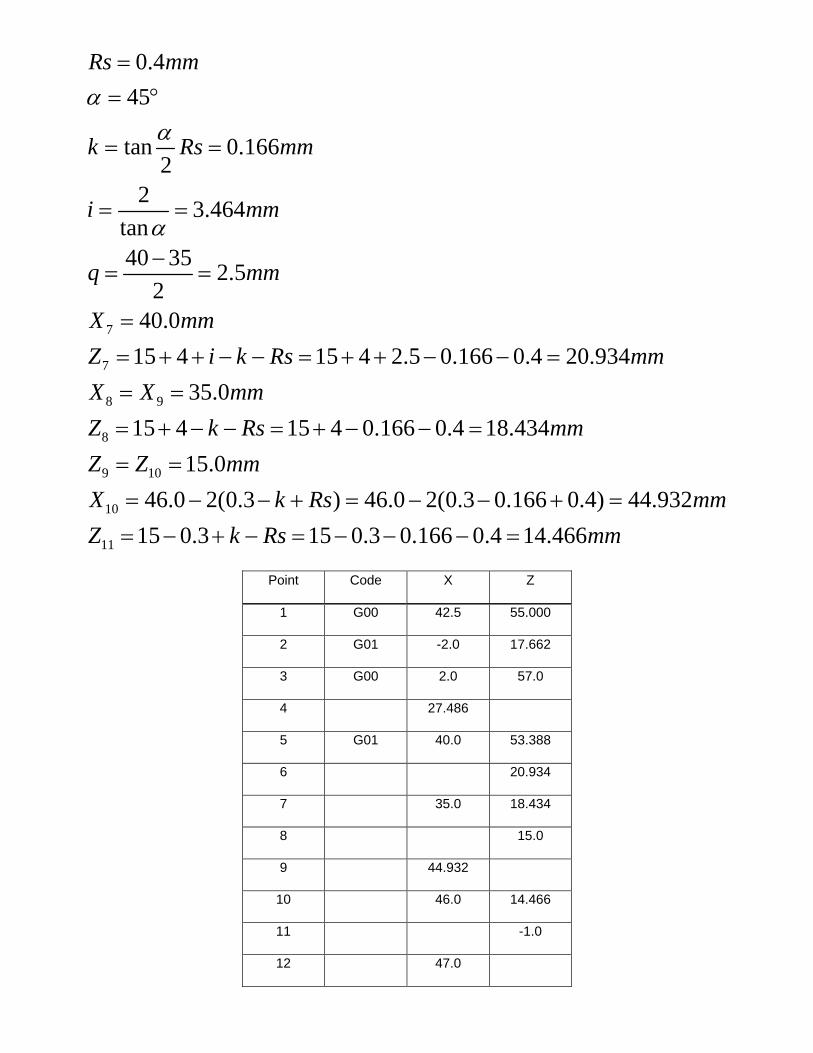
Sequence of machining for T03 (ext. finishing, Rs=0.4mm)
T03 Ext finishing toolRs=0.4
1
2
3
4
5678
91011
12
Z4=57mm
30°
mn
2mm
X6=40mm
d=35mmp
Z6
X4
q
s
Rs
Rs
L=55mm

6
4 6
6
2
0.4
30
40 352.5
2 2tan * 1.443
23.464
tan
tan * 0.1072
tan * 0.2309
2( ) 40 (2.5 3.464 0.107 0.4) 27.486
55 1.443 0.2309 0.4 53.388
36.0
Rs mm
X dm mm
n m mm
p mm
q Rs mm
s Rs mm
X X m p q Rs mm
Z L n s Rs mm
X mm
2 15 4 15 4 0.5385 0.8 17.662Z h Rs mm
11
10
9
8
7
k
RsZX= 40mm
L=15mm
0.3x45°
X= 35mm
X= 46mm
4mm i
7
7
8 9
8
9 10
10
0.4
45
tan 0.1662
23.464
tan40 35
2.52
40.0
15 4 15 4 2.5 0.166 0.4 20.934
35.0
15 4 15 4 0.166 0.4 18.434
15.0
46.0 2(0.3 ) 46.0 2(0
Rs mm
k Rs mm
i mm
q mm
X mm
Z i k Rs mm
X X mm
Z k Rs mm
Z Z mm
X k Rs
11
.3 0.166 0.4) 44.932
15 0.3 15 0.3 0.166 0.4 14.466
mm
Z k Rs mm
Point Code X Z
1 G00 42.5 55.000
2 G01 -2.0 17.662
3 G00 2.0 57.0
4 27.486
5 G01 40.0 53.388
6 20.934
7 35.0 18.434
8 15.0
9 44.932
10 46.0 14.466
11 -1.0
12 47.0

Sequence of machining for T04 (ext. THREADING)

3*1060 477 500
min *threading
m VcVc n rpm use rpm
D
From table above: a=2.05mm
B=1.0mm
1 a L* 2 b L*
L = Thread lead (pitch)
Figure 39 Straight threads cutting example
1 * 2.05*2 4.1
2 * 1.0*2 2.0
5 2
1 40% 0.8 38.4
2 30% 0.6 37.2
3 20% 0.4 36.4
4 10% 0.2 36.0
5 0% 36.0
st
nd
rd
th
th
a l mm
b l mm
NOC passes Pitch L mm
cut DOC mm X
cut DOC mm X
cut DOC mm X
cut DOC mm X
cut X

Point Code Code X Z F S M
1 G97 S500 M03
2 G00 44.0 59.1 M08
3 G00 G92 38.4 17.5 F2.000
4 37.2
5 36.4
6 36.0
7 36.0
8 G00 59.1
9 200.0 M09
Sequence of machining for T08 (cut off tool)
Point Code X Z
1 G00 54.0 0.000
2 G01 40.0
3 G00 50.0
4 4.117
5 G01 41.8 0.0
6 -1.0








![FOR THE DISTRICT OF NEW JERSEY BAXTER … THE DISTRICT OF NEW JERSEY BAXTER HEALTHCARE CORPORATION, BAXTER INTERNATIONAL INC., and ... 1684.] 4 Although Baxter purports to seek construction](https://img.pdfslide.us/doc/110x75/5b0a073a7f8b9aba628b8749/for-the-district-of-new-jersey-baxter-the-district-of-new-jersey-baxter-healthcare.jpg)