Embed Size (px)
Citation preview

Machine Tools And Devices For Special Technologies
Electro erosive machining
Slovak University of TechnologyFaculty of Material Science and Technology in Trnava
Electro erosive machining
Material removing by electro erosive machining becoming as a result of electric discharging between electrodes dipping in liquid dielectric.
There is used short impulses generated by suitable generator.
Marks after electro erosion machining have they crater shape. Size and crater shape depend from quantities of brined energy and discharge duration. Crater shape and them size strongly influence to final surface roughness at machining and dimension accuracy.
Electro erosive machiningElectro erosive machining is used at following cases: Complex or irregular workpiece shape, Holes with small diameter, Holes with big big ratio depths to diameter, Numbers small holes, Narrow slots and other. Hardly machined material (high hardness, stronghold and
fragility).
Working cycle consists of: Discharge, Released energy thermal action, Eroded material removing.
Electro errossion
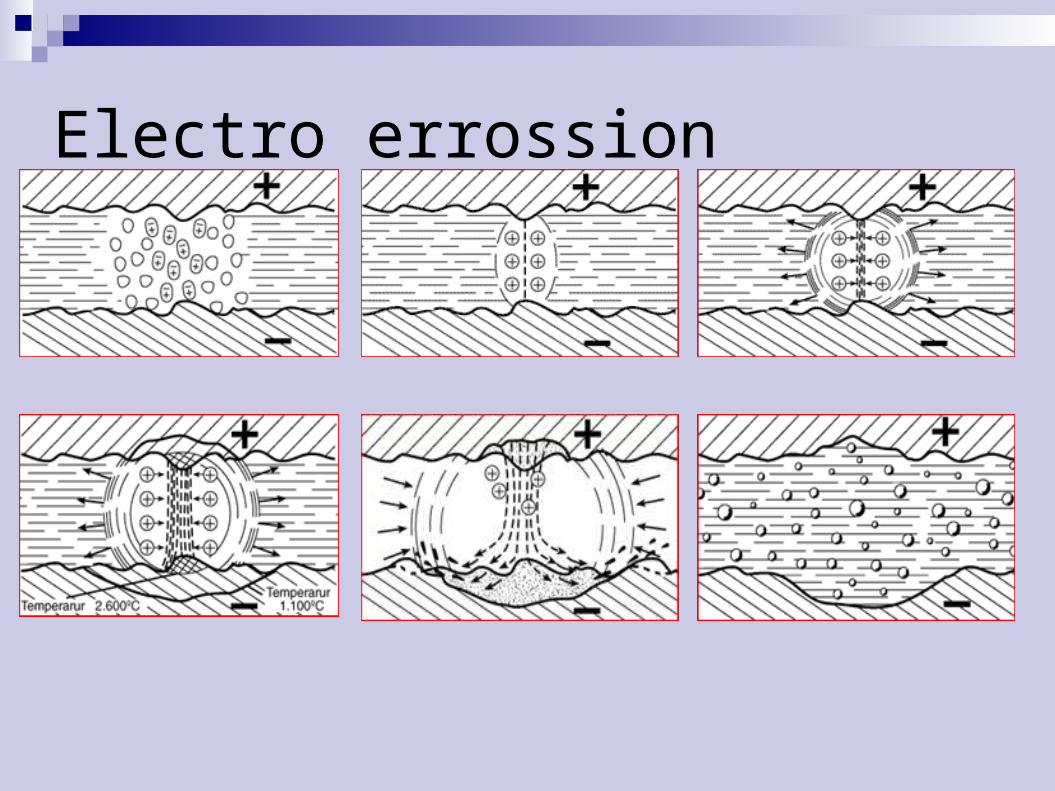
Between electrodes is become the electric discharge, located place is fast heated (melted and particularly evaporated). By metal steams pressure is melted metal springed and become crater.
Local temperature on the electrode surface can be higher than 10000 °C. Thermal heat till 1012 W/m2.
Process is going along bubbles origin in dielectric.
Electro errossion
Electro erosive machiningLike this machined surface is resisted against
abrasion – microgeometry (craters) is more suitable to origin and defensibility to lubricant film.
Roughness of machined surface is in the interval Ra
0,2 till Ra 6.
Dimension accuracy is in the interval 0,02 až 0,002 mm.
Electric discharges we can divide into: Sparkle discharges – are characterized
by short impulse period (interval between generator connection and disconnection it = 10-4 till 10-6sec), at high discharging frequency.
Non-stationary arched discharges – are characterized by lengthy impulse period (more than 10-4S), at lower discharging frequency. Into discharging canal dominate
Kinds of electro erosive machining Electrospark machining, Electroimpuls machining, Electrocontact machining, Anodomechanic machining,
Common attribute are: Liquid dielectric between electrodes, Short-time impulse bringing and discharging
generation at machining area, surface destroys by
excited impulse.
Electrospark machining
Workpiece is anode, Tool is cathode, Electrons are not in the contact, Liquid dielectricum helped the ionisation and
flowed out eroded metal,
Example: Wire cutting, Electrospark deeping,
Electro impuls machining
utilize suitable shape and time path arc discharge, Tool is anode (positive pole), Workpiece is cathode (negative pole), Independence impulse generator (frequency,
amplitude, times of impulses are not depend on the time of machining and on state of erosive gap)
Big removing, worse accuracy and roughness of the surface,
Snagging processing,
Electro contact machining
Resistive melting of material (contact between electrodes),
Low frequency of asymmetric impulses (50 – 500 Hz),
Tool is rotated circle electrode, Dimension and shape accuracy is low, Big performance

Anodo mechanic machining
Combination of the electro mechanic and electro erosive machining,
Material removing is assured by electric discharges and by electrolysis,
Tool is steel circle, waist or wire and it is cathode,
Workpiece is anode,
Wire cuttingKind os electro spark machining. Tool is thin (0,02
– 0,3 mm) metal wire calibrated in diamantes die plate.
Into workpiece is needed to make the hole through that is put into the wire (tool).
During cutting the wire is rewinded between two reels to eliminated his vearing.
Tool can removed material in every direction.
Thick wires are brass, Cu, steel and thin wires (under 0,1mm) Mo, W.
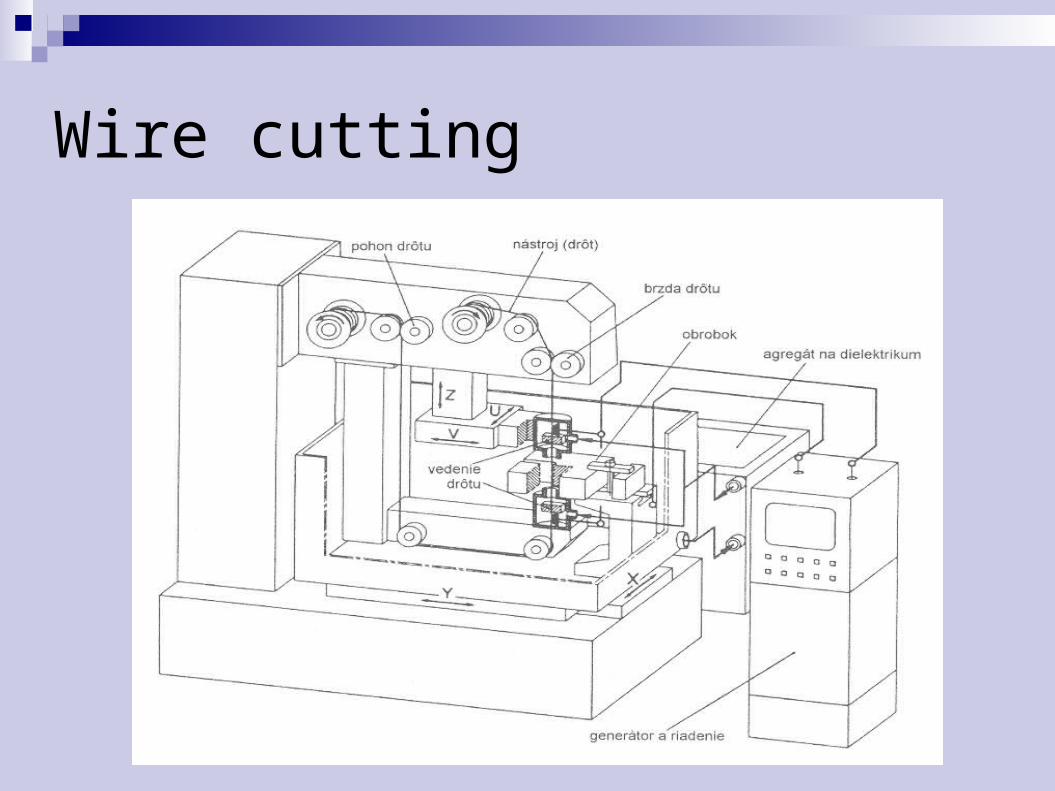
Wire cutting
Wire cutting Speed of the cutting to 300 mm2/min, accuracy 0,005 till 0,01 mm, Achieved roughness R
a 0,8 till 3,2
Usage: Complex through holes making e.g . shear tool, template and
other. Exact electro-spark grinding of fine needle by wired electrode
(longitudinal precision approximately 30 µM, diameter precision approximately 1 µM)
Exact shaping abrasive disk dressing, Holes production into very hard conductible material,
Very hard conductible material cutting.
Wire cutting
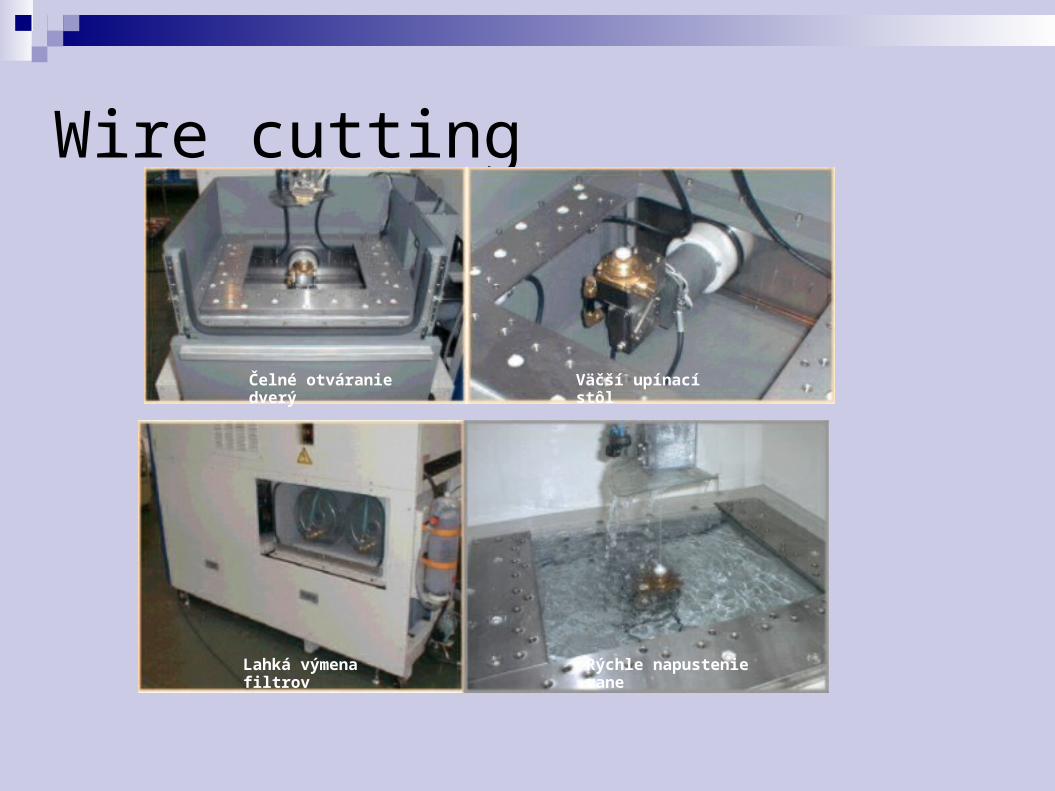
Wire cutting
Čelné otváranie dverý
Väčší upínací stôl
Lahká výmena filtrov
Rýchle napustenie vane

Wire cutting
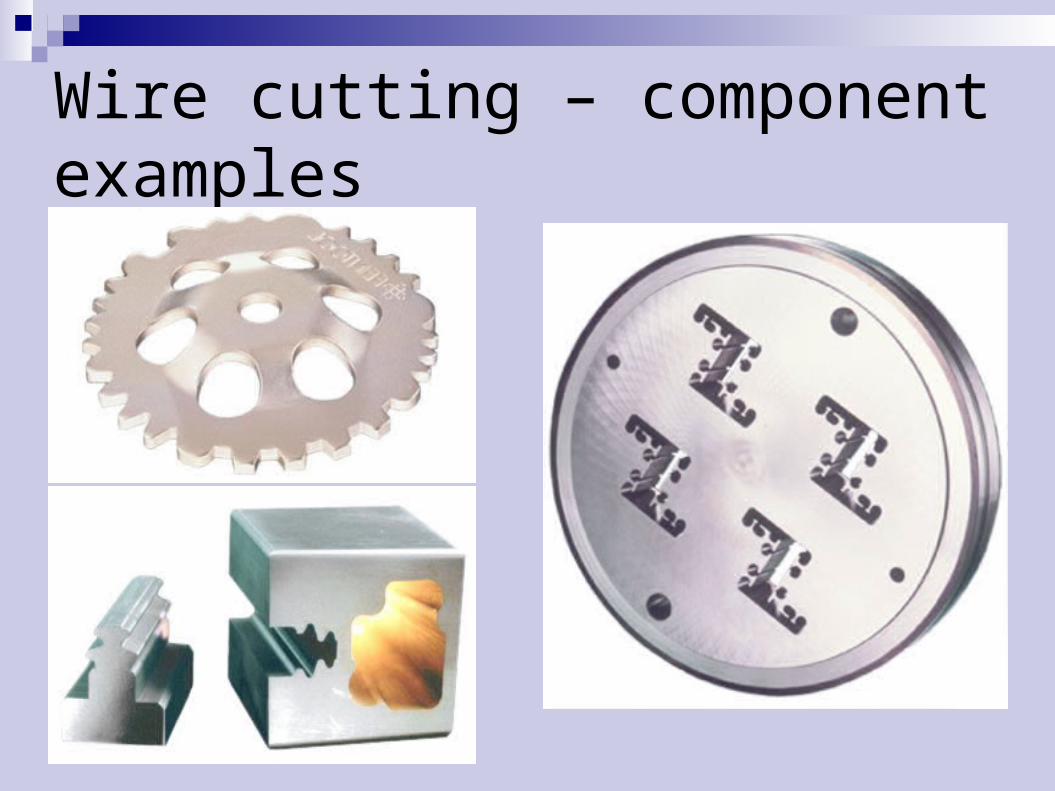
Wire cutting – component examples
Electro spark deeping
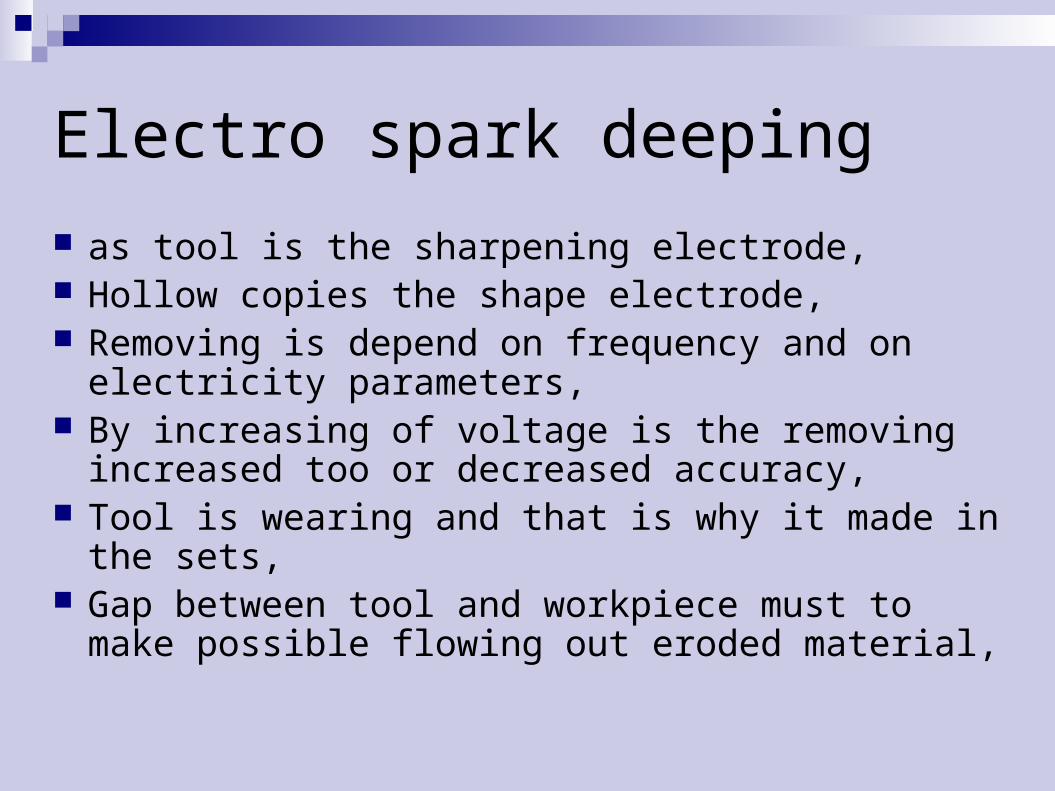
as tool is the sharpening electrode, Hollow copies the shape electrode, Removing is depend on frequency and on
electricity parameters, By increasing of voltage is the removing increased
too or decreased accuracy, Tool is wearing and that is why it made in the sets, Gap between tool and workpiece must to make
possible flowing out eroded material,
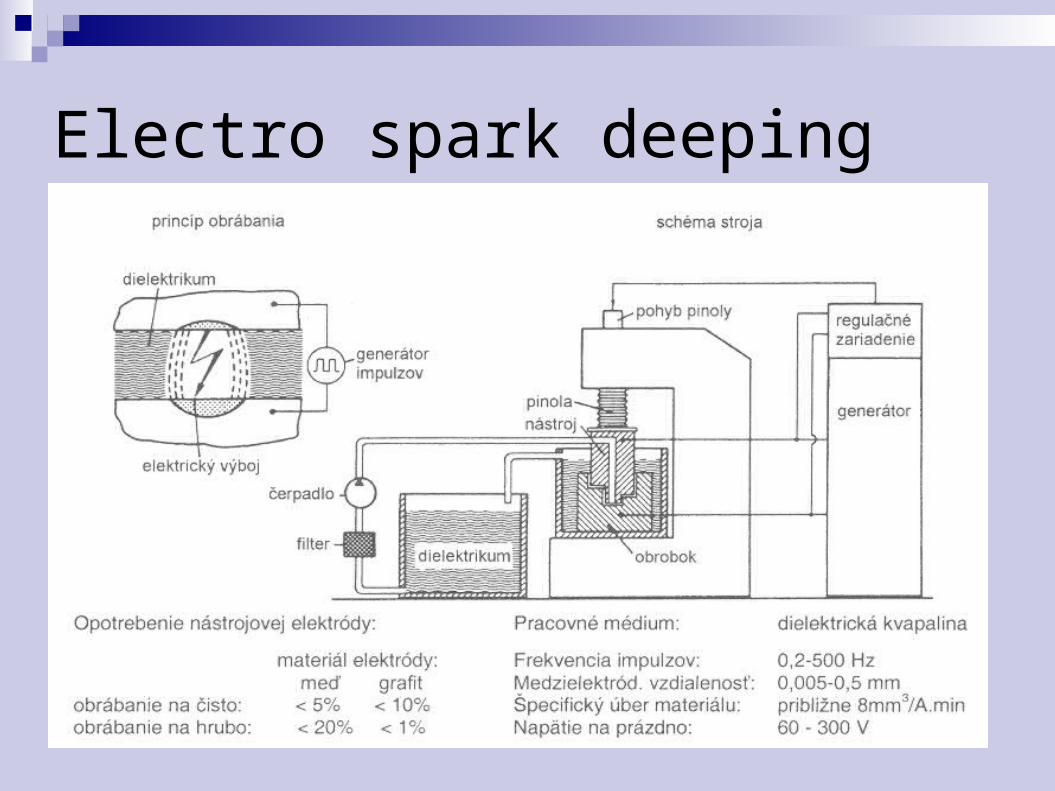
Electro spark deeping
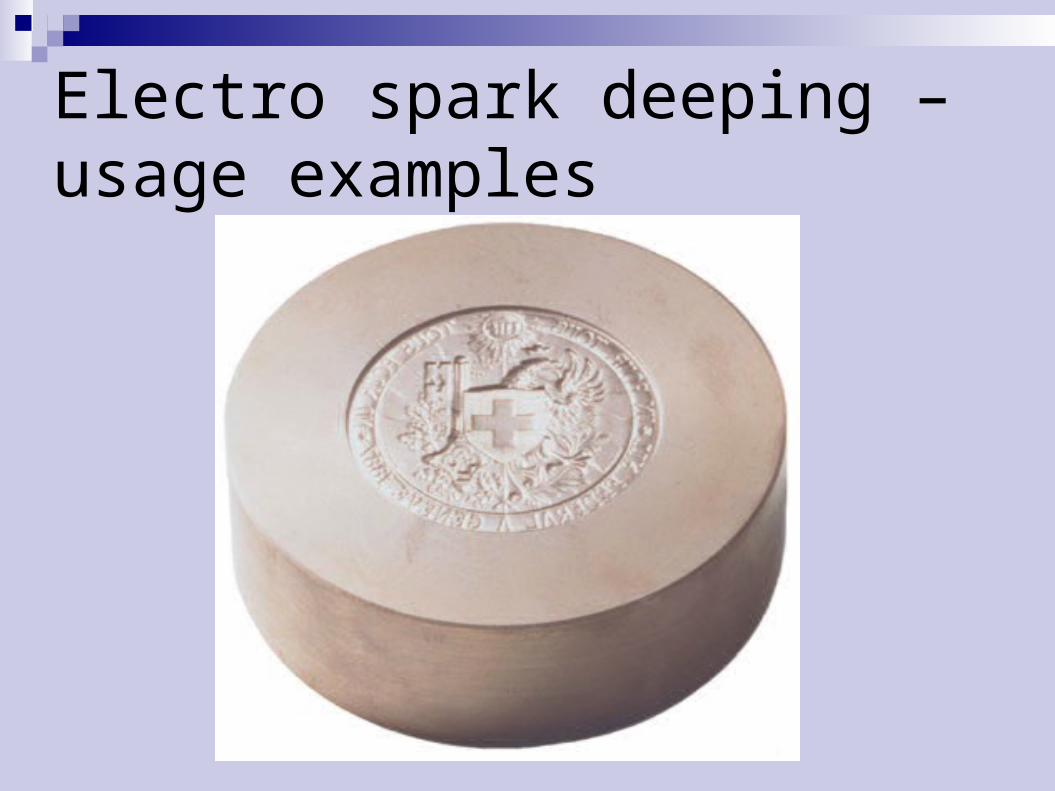
Electro spark deeping – usage examples
Electro spark deeping – tool electrodeConnected to negative pole. Can be
produced of several materials: Aluminium and his alloys – apply to roughing
holes machining in steel and in sintered carbide, Copper and its alloys – exact finishing cuts in
steel part, it's good resistant to erosive wear uses carbide machining,
Copper – graphite composition (pressed graphite, lead and copper dust) – used at cast iron machining and creep-resisting alloy machining,
Graphite – uses to steel machining,
Electro erosive machining - dielectric
Requests of dielectric and to his function:
Flowing out erosion products, Cooling of the electrodes, Assured electric section between electrodes, Fast reconstruction of isolation after discharge (low
viscosity, good wettability), To limited corrosion origin, Chemical stability and cheap, High temperature of the ignition.
Electro erosive machining - dielectricMost usage dielectric:
petroleum, Transform oil, Silicon oil, Water glass, Kaolin emulsion, Salt solution, Distilled water
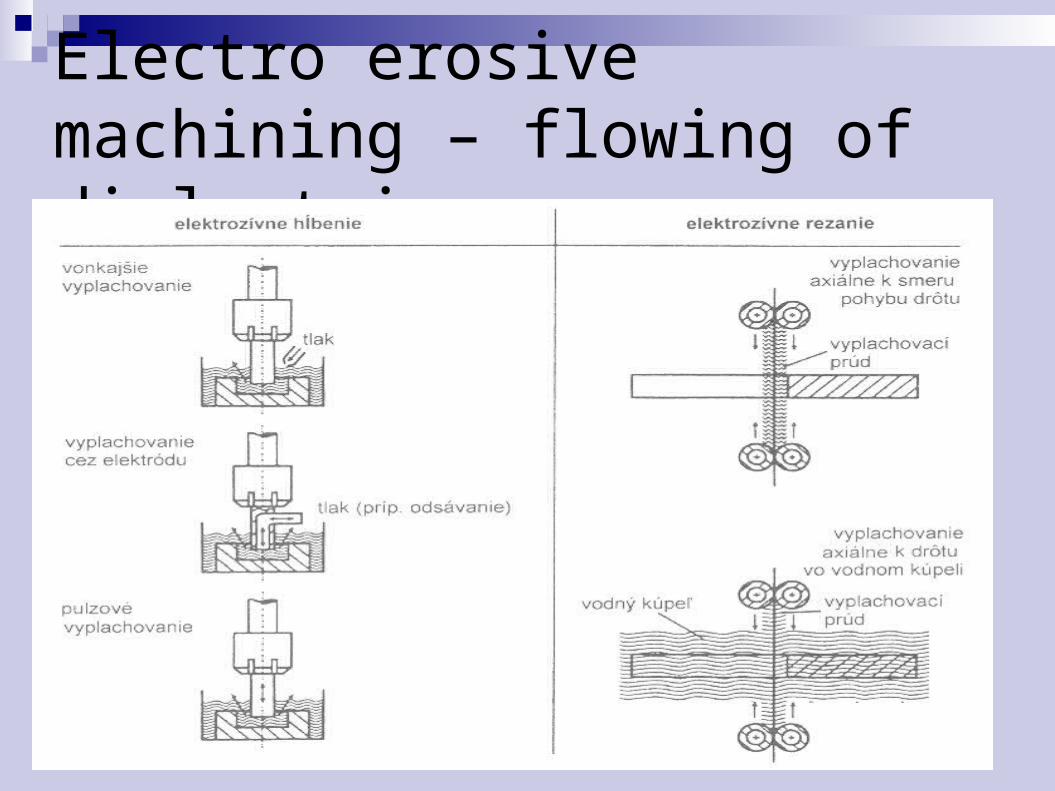
Electro erosive machining – flowing of dielectricBy flow of working fluid we know:External washing out – simplest method,
inept to deep cavity deepening, Internal washing out – working liquid is
carried by hole in electrode directly to discharging place. Gets worse shape accuracy, suction washing out – achieving high shape accuracy.
Pulsing washing out
Electro erosive machining – flowing of dielectric
Machine tools for electro erosive machining
Main parts: Frame of machine – are whereon located others
parts, must keep sufficient rigidity and precision, Working head with guide on frame, Worktable for workpiece clamping in container
with dielectric fluid, Dielectric filtration, cooling and distribution
system, Electric pulse generator
Machine tools for electro erosive machining
Construction of the machine is portal or rack.
Electro erosive deeping machines can be integrated into automatic lines. Speed of material removing is 200 till 700 mm3/min.
Machines for wire cutting have automatic drilling of holes initial, automatic putting in of the cutting wire as the regulation of that tension. They can cutting material to thickness 300 mm, in speed to 300 mm2/min.





























