Embed Size (px)
Citation preview
1
Best Practices involved in Work Order Data/History Maintenance
Krishnan Narayanan
First Published Date: April 2008
Re-Published on: June 2015

2
What Makes a Good ‘Best-of-
Class’ EAM Solution?
Naturally, an asset-intensive company’s focus is on
the solution’s maintenance capabilities. It should
include leading-edge asset management
functionalities and allow the company to create the
most effective maintenance strategy, using
techniques such as closed-loop reliability-centered
maintenance (RCM). A modern solution is able to
supply information to the whole company, not just the
maintenance department. It will offer comprehensive
integration with the other business systems across the
organization. It should be linked to systems in
production, safety (Environmental, Health & Human),
planning, warehouse, procurement, finance, project
management and human resources. The ability to
offer a complete cross-departmental view of the
business will give a company the visibility, and in
turn, the agility it needs to be competitive.
3
About the Authors
Krishnan Narayanan
Krishnan Narayanan is a senior member of L&T
Technology solutions Asset Management Services
Practice. He has more than 11 years of experience,
specializes in managing EAM initiatives to help process
industries implement Information Management
practices & EAM implementation. He comes from a
comprehensive US based EAM consulting profile with
strong experience in preventive maintenance & spares
management consulting engagements. He is a
Mechanical engineer and holds a post graduate
diploma degree in Operations and Maintenance
Management.

4
Table of Contents
1. INTRODUCTION .................................................................................... 5
What Makes a Good ‘Best-of-Class’ EAM Solution? ..................................................................... 2
2. "BEST OF CLASS” MAINTENANCE EXCELLENCE ................................................. 5
Step One – Thorough Evaluation .................................................................................................... 6
Step Two – Implement Standards .................................................................................................. 7
Step Three – Enhance existing IS ................................................................................................... 7
3. MAXIMIZING MAINTENANCE OPERATIONS FOR PROFIT OPTIMIZATION ..................... 8
CMMS Benchmarking ........................................................................................................................ 8
CMMS Data Integrity (Accuracy and Completeness of Data) ..................................................... 8
Work Control ..................................................................................................................................... 8
Budget and Cost Control ................................................................................................................. 8
Planning and Scheduling ................................................................................................................. 9
Materials Management .................................................................................................................... 9
Maintenance Performance Measurement ................................................................................... 10
Other Use of CMMS ......................................................................................................................... 10
4. SYSTEM UTILIZATION AND LIFE CYCLE SUPPORT ............................................. 11
5. MAXIMIZING THE BENEFITS FROM CMMS ....................................................... 12
6. USING THE IN-HAND WORK ORDER HISTORY - THE PROCESS ............................... 13
Work Order History benefits ........................................................................................................ 14
7. L&T APPROACH - "BEST OF CLASS” ............................................................ 14
8. MAINTENANCE EXCELLENCE IMPLEMENTATION– AN EXAMPLE .............................. 16
DataStream 7i (Chevron Texaco) ................................................................................................. 16
5
1. Introduction
CMMS systems have bought the ability to greatly enhance our efforts in many areas. One of
the widest reaching of all these areas is the ability to standardize the maintenance work
orders via work order templates. If this function is used to greatest effect it is the area
that will best reflect efficiency changes via continuous improvement processes.
The focus of work order templates can be organized into three distinct areas:
Preventative maintenance inspections and overhauls
Corrective actions / repairs leading from equipment failures
Trouble shooting guides for breakdown tasks
In order for the system to be used to its best effect each work order template needs to
contain the following information as a minimum:
Safety information and guides
Known durations
Tools required
Procedures for execution
Information regarding parts and materials that may be required
Tips for more ease of future work
Resource requirements
2. "Best of Class” Maintenance excellence
CMMS programs are touted as tools that provide work, materials and asset management,
along with reporting capabilities to help maximize productivity and service levels,
optimize performance and extend the life of company assets.
CMMS is simply an enabling tool that, when combined with other elements of a well-
rounded maintenance operation, will help achieve the desired levels of performance.
Many companies have spent millions of dollars installing a CMMS and training their people
to use it from a mechanical standpoint. However, they have not taken the critical next
step of incorporating CMMS into a more holistic maintenance work order management
operating methodology that will truly produce results that drive value.
6
The following "Best of Class" steps illustrate the components required to attain
maintenance operational excellence. These components are: Fundamentals, which include
basic maintenance processes; Preventive and Predictive Techniques, which focus on the
interface among departments, training, asset management and assessments; and
Optimization, which is the ideal operational state.
The Three big steps are,
1. First, leaders should conduct a true self-evaluation of where the company's
maintenance operation is in relation to where they want or need it to be.
2. Next, they should implement a maintenance management operating methodology
that optimizes available tools and systems to provide good planning, good work
assignment, good follow-up and good reporting.
3. Third, processors should enhance their CMMS to make it user-friendly and enable it
to be a better tool that supports the overall maintenance management
methodology.
Step One – Thorough Evaluation
A thorough evaluation process covers as many as eight areas. They shall include:
Maintenance organization
Maintenance training programs
Work order management
Planning and scheduling
Predictive and preventive maintenance
Maintaining inventory and purchasing
Maintenance reporting
Maintenance automation
The maintenance assessment shall use a series of questions, observations and values to
evaluate each of eight critical elements of maintenance. Once completed, the evaluation
highlights strengths and weaknesses of a company's maintenance practices, pinpointing
exactly where deficiencies exist. The knowledge gained through this process then is used
to determine what needs to be done differently and what tools--in addition to a CMMS--
must be brought into the mix to make the operation more effective
7
Step Two – Implement Standards
The key element in a "Best of Class" maintenance system is an effective closed-loop
maintenance management operating methodology that causes companies to do four
things:
Plan and prioritize the work for optimal results.
Assign the work properly to make sure the right skill sets to execute the work
properly are in the right place at the right time.
Follow up to ensure work is being done at the right quality level to achieve a good
outcome and review for real-time analysis and timely corrective action.
Generate reporting that includes Pareto analysis of equipment downtime and
mean-time–to-failure (MTTF), breakdown analyses and cost analyses that
demonstrate how the maintenance operation is performing against the plan.
Step Three – Enhance existing IS
This step is built on the premise that without an effective work management system,
there is no good work order history. Without a CMMS to capture the right equipment
history, a good analysis is not possible, which means accurate MTTF benchmarks do not
exist for use in catapulting a maintenance organization to the second steps: effective
predictive versus reactive maintenance.
So, the third step toward maintenance improvement is enhancing the company's CMMS to
better support the maintenance management operation methodology.
Ensuring that the CMMS is properly configured and populated with accurate, meaningful
information is a critical requirement of this step. For example, every CMMS contains or
should contain a full library of required preventive maintenance steps (PMs). Often, these
PMs are not well written, accurately timed or properly linked to bills of material and parts
planning. Therefore, the PM effort provides little or no real value to maintenance and
operations.
One of the more tedious elements within this step involves making the CMMS more user-
friendly as a glorified work order system. Many of the more robust CMMS packages are
often so cumbersome to operate in their off-the-shelf form that most people will go to
great lengths to avoid using them.
8
When the system is customized to become more user-friendly, the work order process now
requires least time to input. Maintenance professionals are no longer frustrated with the
process, and more time is spent on productive maintenance.
3. Maximizing Maintenance Operations for Profit
Optimization
CMMS Benchmarking
This provides a methodology for developing a benchmark rating of your existing CMMS to
determine how well this tool is supporting best practices and the total maintenance
process. It can also be used as a method to measure the future success and progress of a
CMMS system implementation that is now being installed. Maintenance best practices are
the key and the CMMS is the information technology tool that links it all together.
CMMS Data Integrity (Accuracy and Completeness of Data)
Equipment (asset) history data
Spare parts inventory master record
Preventive Maintenance tasks/frequencies data of applicable assets
Direct responsibilities for maintaining parts equipment/asset database and
inventory database to be assigned
Work Control
A work control function to be established or a well-defined documented process
shall be used
On-line work request (or manual system) to be used to request work based on
priorities
Work order system used to account for 100% of all craft hours available
Backlog reports to be prepared by type of work to include estimated hours required
Well defined priority system to be established based on criticality of equipment,
safety factors, cost of downtime, etc.
Budget and Cost Control
Craft labor, parts and vendor support costs are to be charged to work order and
accounted for in equipment/asset history file
9
Budget status on maintenance expenditures by operating departments shall be
available
Cost savings & improvements due to CMMS and best practice implementation to be
documented
Deferred maintenance and repairs identified to management during budgeting
process.
Life-cycle costing is supported by monitoring of repair costs to replacement value
Planning and Scheduling
A documented process for planning & scheduling to be established
The level of proactive planned work to be monitored and document the
improvement that occurs.
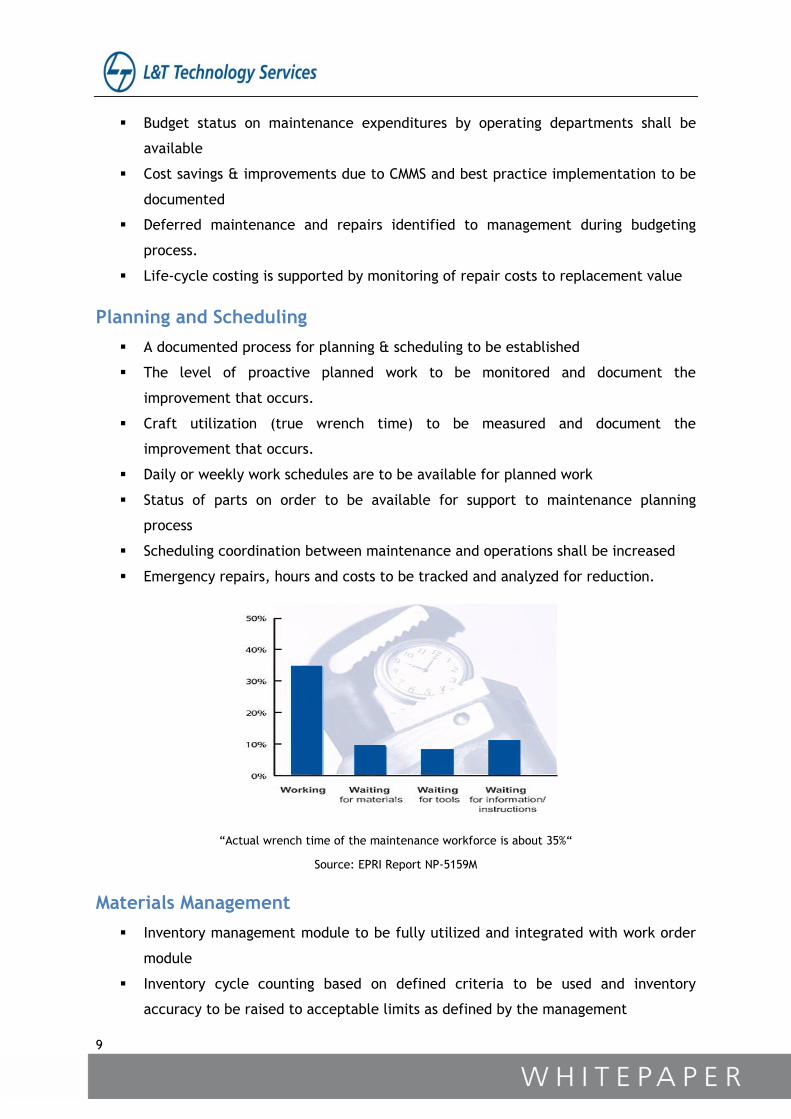
Craft utilization (true wrench time) to be measured and document the
improvement that occurs.
Daily or weekly work schedules are to be available for planned work
Status of parts on order to be available for support to maintenance planning
process
Scheduling coordination between maintenance and operations shall be increased
Emergency repairs, hours and costs to be tracked and analyzed for reduction.
“Actual wrench time of the maintenance workforce is about 35%“
Source: EPRI Report NP-5159M
Materials Management
Inventory management module to be fully utilized and integrated with work order
module
Inventory cycle counting based on defined criteria to be used and inventory
accuracy to be raised to acceptable limits as defined by the management
10
Parts kiting to be used for planned jobs
Electronic requisitioning capability are made available and used
Critical and/or capital spares are to be designated in parts inventory master record
database.
Reorder notification for stock items are to be generated and used for reorder
decisions
Warranty information and status to be available
Maintenance Performance Measurement
Downtime (equipment/asset availability) due to maintenance to be measured and
document the improvement that occurs.
Craft performance against estimated repair times to be measured and document
the improvement that occurs.
Maintenance customer service levels are to be measured and document the
improvement that occurs.
The maintenance performance process is to be well established and based on
multiple indicators compared to baseline performance values
Other Use of CMMS
Maintenance leaders to use CMMS to manage maintenance as internal business.
Operations staff understands CMMS and uses it for better maintenance service.
Engineering changes related to equipment/asset data, drawings and specifications
are to be effectively implemented.
Hierarchies of systems/ subsystems are to be maintained and/or used for
equipment/asset numbering in database.
Failure and repair codes are to be used to track trends for reliability improvement.
Maintenance standard task database are made available and to be used for
recurring planned jobs.
11
4. System utilization and life cycle support
Operating the plant within the design parameters supports process reliability during
system utilization. During the previous stages these parameters were defined and used to
develop reliability strategies. It is now required to operate the plant within these
parameters. From a production point of view it is important to operate the plant at most
effective and efficient throughput. From a maintenance perspective, operating the
equipment outside the design parameters may have adverse effects on the equipment
condition. A management system to monitor the operations and flag deviations is
essential.
Work management plays an important role in reducing mean time to repair (MTTR), the
prime measurement for equipment maintainability. Effective management processes and
systems should be followed to ensure that work is identified in time and that the
description is clear enough for the maintenance planner and supervisor to know what must
be done. A suitable and well-defined priority system ensures that high priority tasks are
awarded the necessary attention within the agreed time frame. It also allows for improved
planning and scheduling of less urgent or important tasks. This reduces time wastage and
ensures that resources, both services and material, are available when the job
commences.
The reliability strategies that were developed and entered into the CMMS during the
previous stages are implemented during the system utilization and support phase. These
plans are executed via the work management process as discussed in the previous
paragraph. An important aspect during this stage is the collection of failure data. The
operators gather the data on the plant and feed it into the CMMS in order to build the
foundation for reliability analysis. This data is used to evaluate whether the reliability
strategies are effective or needs to be revised. It is also the source data for conducting
root cause failure analysis with the aim to eliminate defects.
During this stage, both online condition monitoring and scheduled condition-based
maintenance tasks must be diligently executed, monitored and corrective actions taken
when deviations occur.
12
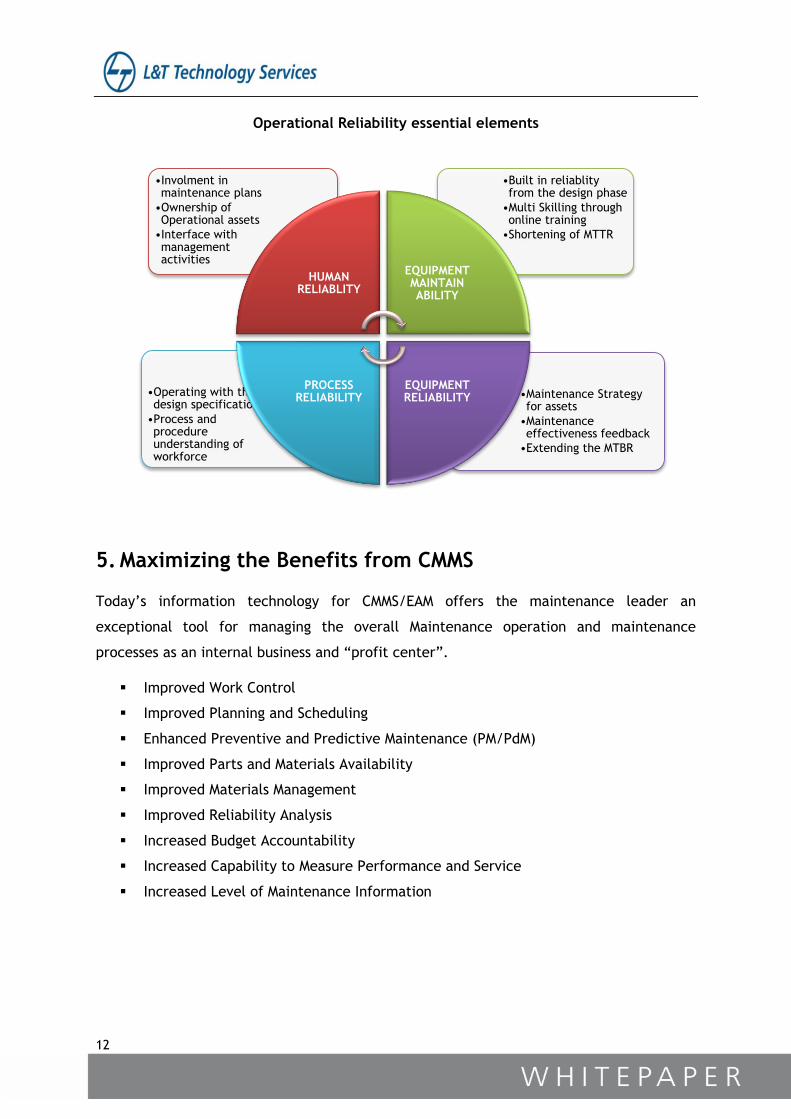
Operational Reliability essential elements
5. Maximizing the Benefits from CMMS
Today’s information technology for CMMS/EAM offers the maintenance leader an
exceptional tool for managing the overall Maintenance operation and maintenance
processes as an internal business and “profit center”.
Improved Work Control
Improved Planning and Scheduling
Enhanced Preventive and Predictive Maintenance (PM/PdM)
Improved Parts and Materials Availability
Improved Materials Management
Improved Reliability Analysis
Increased Budget Accountability
Increased Capability to Measure Performance and Service
Increased Level of Maintenance Information
•Maintenance Strategy for assets
•Maintenance effectiveness feedback
•Extending the MTBR
•Operating with the design specification
•Process and procedure understanding of workforce
•Built in reliablity from the design phase
•Multi Skilling through online training
•Shortening of MTTR
•Involment in maintenance plans
•Ownership of Operational assets
•Interface with management activities
HUMAN RELIABLITY
EQUIPMENT MAINTAIN ABILITY
EQUIPMENT RELIABILITY
PROCESS RELIABILITY
13
6. Using the In-Hand Work Order History - The Process
The Functional Location has one or many pieces of physical equipment that serves the
function. If the notification does not specify the equipment number of the asset being
addressed, it makes it extremely difficult to record history and to analyze the data.
Maintenance history (PM history) is important for the following reasons:
1. Recording maintenance activities: From the point of view of system safety, it
must be possible to prove that the maintenance and inspections requested in the
past were actually carried out.
2. Investing in replacements: The history of a technical object contains important
information on investing in replacements. Apart from cost factors, information on
breakdown behavior and damage frequency can have a considerable influence on
decisions regarding new investments.
3. Repetitive planning: A detailed history is very beneficial to maintenance planning.
Analyzing completed orders enables comparisons to be made between plants,
technical systems, equipment or assemblies in order that conclusions may be
drawn on how to create an optimum PM strategy. For the short-term planning of
individual orders, you can refer to a similar historical order and thus considerably
simplify and speed up the planning process for the current order.
A good PM history must facilitate a differentiated analysis that is object-specific, function-
related or task-oriented and thereby provide answers to the following:
At which functional locations was a particular piece of equipment installed in
recent years? What was its breakdown behavior in relation to the usage site?
(object-related history)
What pieces of equipment were installed at a particular functional location in
recent years? Were pieces of equipment from different manufacturers suited
equally well to this functional location? (function-related history)
At which functional locations or pieces of equipment was a particular problem or
type of damage established in recent a year, that was repaired by installing a
replacement material? (task-related history)
Escalations can be used to monitor for conditions that need further evaluation or follow-
up
Corrective Work Order against a Location without a criticality assigned
14
Failure Mode identified on a Corrective Work Order on a Critical/Important
Location that has not been previously added to the FMEA matrix
Failure Mode identified on a Corrective Work Order on a Critical/Important
Location that has a PM linked for prevention
PM tasks that are not linked to the prevention of any Failure Modes
Work Order History benefits
Various Benefits on maintaining History are:
Actual to Estimate or Actual to Standard
Multiple Production Targets
Multiple Cost-Capture Methods
Redirection of Production
Event History
7. L&T Approach - "Best of Class”
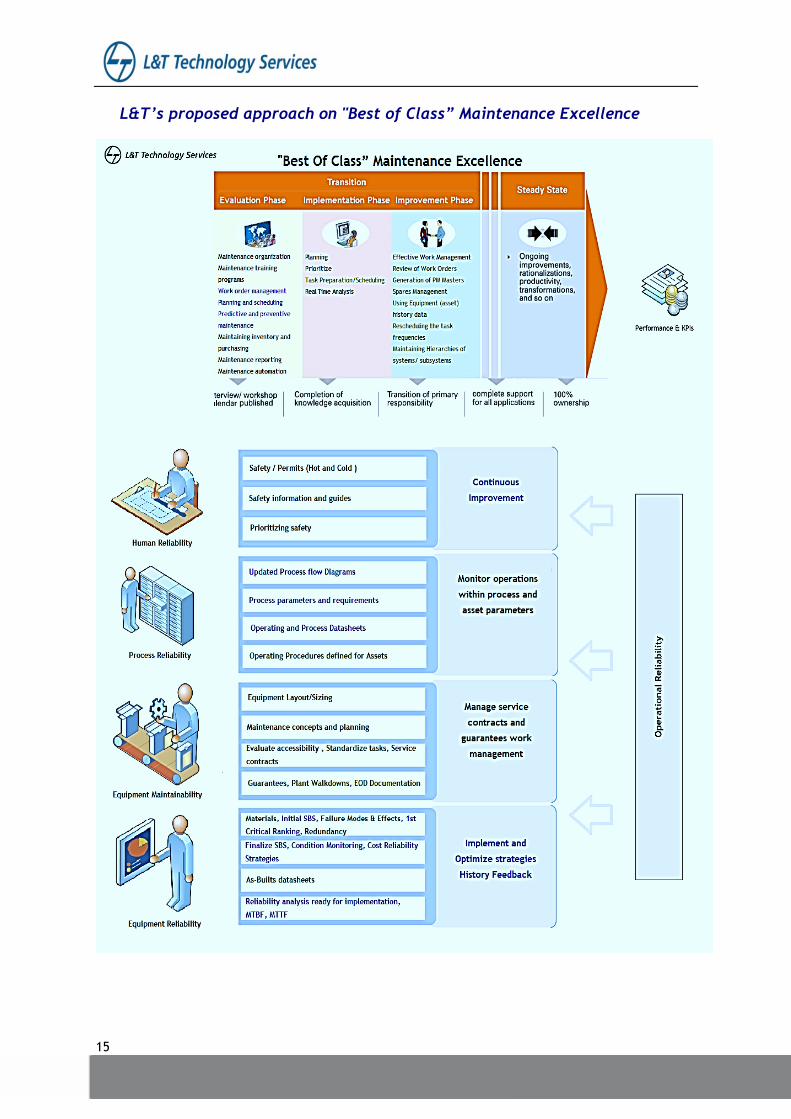
The below diagram would depict L&T’s proposed approach on "Best of Class” Maintenance
Excellence model for a PM life-cycle management.
The proposed “Best of Class” model for the process industry integrates the different
framework and 3 big steps for excellence that has been discussed above. Thereby, the
model consists of three steps the maintenance management framework, the process
excellence and operational reliability. The model is further described based on the
different components of operational reliability and lean sigma CI methods.
The components that are implemented by L&T on various programs for process industries
are highlighted in green. The core capabilities of L&T on maintenance excellence are
provided in blue and the potential future engagements or areas of interest are given in
black.
15
L&T’s proposed approach on "Best of Class” Maintenance Excellence
16
8. Maintenance Excellence Implementation– An example
An engagement on Maintenance Excellence for Chevron Texaco Company by L&T is
provided below.
DataStream 7i (Chevron Texaco)
About DataStream 7i - In 2006 Infor acquired DataStream. DataStream 7i, the leading
CMMS/EAM software is now Infor EAM, a flexible, powerful and proven Enterprise Asset
Management system. It gives you control and visibility of your operating and maintenance
costs as well as energy consumed by your assets.
More than 10,000 organizations worldwide are already using Infor EAM to better manage,
maintain, and track their assets. Infor EAM has industry specific functionality designed to
help manufacturing, facilities management, life sciences, fleet/transportation, and public
sector organizations solve their critical asset performance challenges.
The engagement model was primarily for:
Asset Management – Identifies, tracks, locates, analyzes, warranty tracking
Work Management – Work orders, PM’s, history, scheduling
Inspection Management – Condition based and risked based management of assets
Materials Management – Streamlines
Data Collection – Allows automated collection of data (meters, PLC readings, work
orders, etc.)
With Infor EAM (formerly DataStream 7i), companies can expect results such as:
15% improvement in asset utilization
5% improvement in equipment reliability
20% improvement in labor productivity
20% reduction in inventory carrying costs
50% increase in warranty cost recovery
50% reduction in purchasing process costs
5% improvement in quality of output
30% reduction in spare parts inventory levels
20% Reduction in energy consumption
17
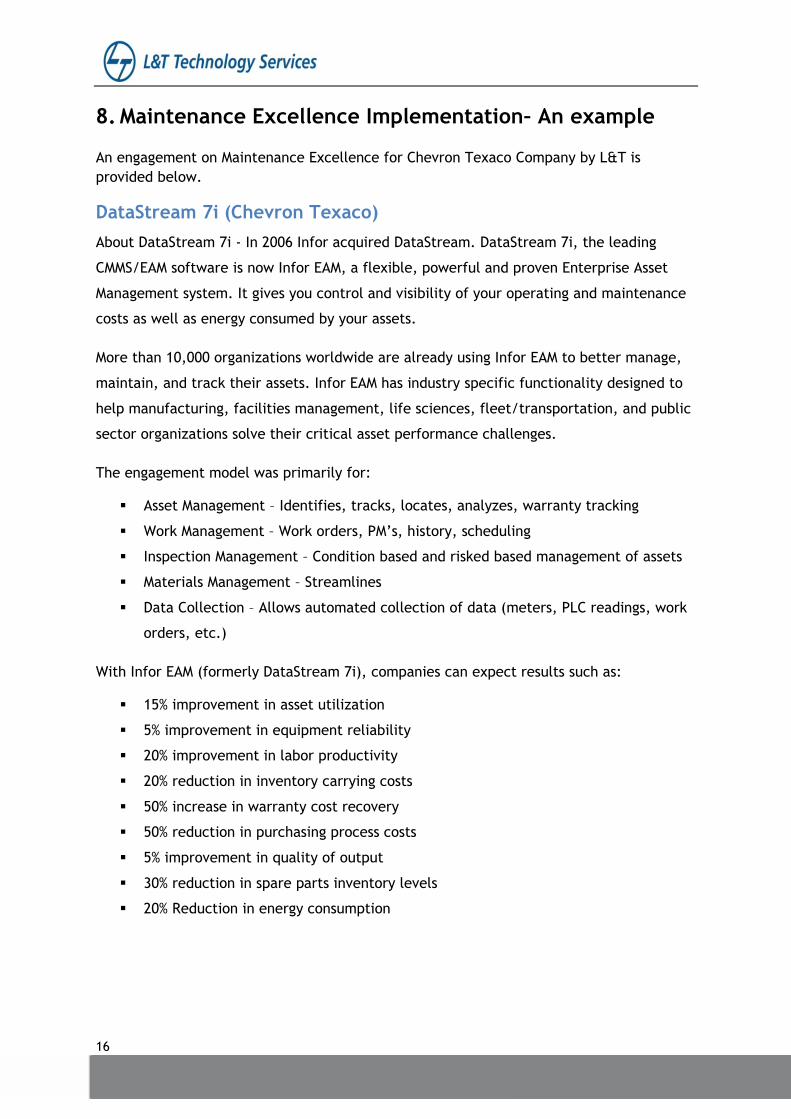
DataStream Dashboards & Scorecards
Balanced Scorecard and personalized dashboard for viewing Maintenance Scoresheet.
The Scorecard displays both commercial & operational reports in customized forms per
asset’s requirement
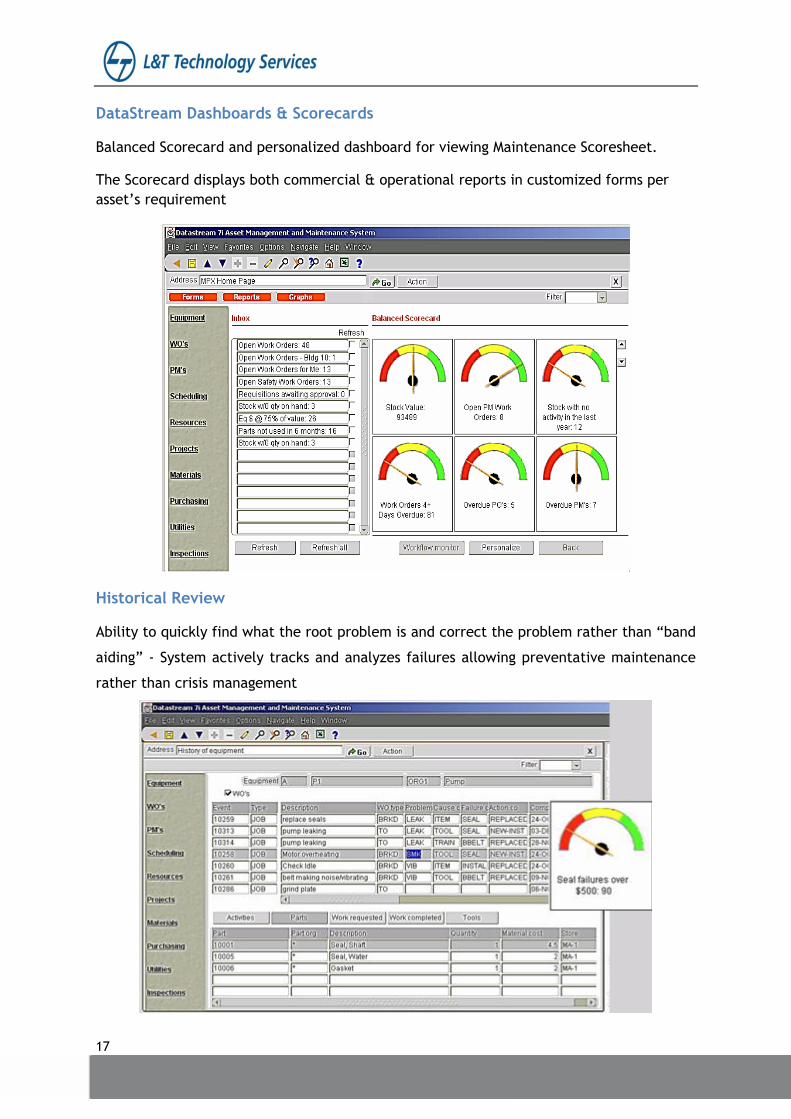
Historical Review
Ability to quickly find what the root problem is and correct the problem rather than “band
aiding” - System actively tracks and analyzes failures allowing preventative maintenance
rather than crisis management

About L&T Technology Services
L&T Technology Services is a wholly-owned subsidiary of Larsen & Toubro with a focus
on the Engineering Services space, partnering with a large number of Fortune 500
companies globally. We offer design and development solutions throughout the entire
product development chain across various industries such as Industrial Products,
Medical Devices, Automotive, Aerospace, Railways, Off-Highway & Polymer,
Commercial Vehicles, Telecom & Hi-Tech, and the Process Industry. The company also
offers solutions in the areas of Mechanical Engineering Services, Embedded Systems &
Engineering Application Software, Product Lifecycle Management, Engineering
Analytics, Power Electronics, and M2M and the Internet-of-Things (IoT).
With a multi-disciplinary and multi-domain presence, we challenge ourselves every
day to help clients achieve a sustainable competitive advantage through value-
creating products, processes and services. Headquartered in India, with over 10,000
highly skilled professionals, 11 global delivery centers and operations in 35 locations
around the world, we constantly find flexible ways of working, tailored to our
assignments and customer needs.
For more information, visit us at www.lnttechservices.com
No part of this document may be modified, deleted or expanded by any process or
means without prior written permission from L&T Technology Services.
Copyright © 2015 L&T Technology Services