Embed Size (px)
Citation preview

Accepted Manuscript
Low-temperature CO2 capture technologies – Applications and potential
David Berstad, Rahul Anantharaman, Petter Nekså
PII: S0140-7007(13)00072-8
DOI: 10.1016/j.ijrefrig.2013.03.017
Reference: JIJR 2488
To appear in: International Journal of Refrigeration
Received Date: 22 August 2012
Revised Date: 6 March 2013
Accepted Date: 27 March 2013
Please cite this article as: Berstad, D., Anantharaman, R., Nekså, P., Low-temperature CO2 capturetechnologies – Applications and potential, International Journal of Refrigeration (2013), doi: 10.1016/j.ijrefrig.2013.03.017.
This is a PDF file of an unedited manuscript that has been accepted for publication. As a service toour customers we are providing this early version of the manuscript. The manuscript will undergocopyediting, typesetting, and review of the resulting proof before it is published in its final form. Pleasenote that during the production process errors may be discovered which could affect the content, and alllegal disclaimers that apply to the journal pertain.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
Low-temperature separation methods for CO2 capture and storage Overview of capture conditions for power cycles and industrial processes Assessment of the specific CO2 separation and compression work for low-temperature capture for various capture conditions Review of low-temperature capture applications for all capture routes

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
1
Low-temperature CO2 capture technologies – Applications and potential
David Berstad*1, Rahul Anantharaman1, Petter Nekså1
1SINTEF Energy Research, 7465 Trondheim, Norway
*Corresponding author
E-mail: [email protected]. Tel.: +47 735 93 934. Fax: +47 735 93 950

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
2
Abstract
CO2 capture by chemical or physical sorption and membrane separation have been the dominant
fields of research within post- and pre-combustion CO2 capture from power cycles and industrial
processes. Except for oxy-combustion capture applications, limited attention has been given to
low-temperature capture from flue gas and synthesis gas by phase separation. This paper gives
an overview of common CO2 capture conditions for a broad range of different power cycles and
industrial processes. For a selected range of capture conditions, potential applications for low-
temperature CO2 capture have been evaluated with respect to energy consumption and CO2
capture ratio. For all applications of low-temperature capture, specific power consumption and
obtainable CO2 capture ratio are sensitive to flue-gas or synthesis-gas feed CO2 concentration.
However, for certain applications such as synthesis gas from coal gasification low-temperature
capture shows promising potential and highly competitive energy figures competitive to baseline
technology.
Keywords
Low temperature; Cryogenic; CO2 capture; CCS; Capture conditions

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
3
1 Introduction
The world’s energy supply will rely strongly on fossil fuels for several more decades. The major
constraint in the shift from high- to low-carbon energy systems are the inherent restrictions of a
rapid and broad phasing-in of new technologies on a global scale. According to Kramer and
Haigh (2009) the deployment rate for low-emission energy conversion technologies is limited.
Hence, in the case of a ramp-up of the deployment of new technologies, these will still offset
fossil-based power and energy supply gradually and slowly, in a far from quick-switch manner.
To restrict the average global temperature increase to the range 2–2.4°C it is estimated by the
Intergovernmental Panel on Climate Change (IPCC, 2005) that CO2 emissions will have to be
reduced by 50 to 85%. The International Energy Agency (IEA, 2008) has indicated that
greenhouse gas mitigation potential of CO2 capture and storage (CCS) from industry and power
generation is about 19% of the total reduction potential of emissions.
CO2 capture by chemical or physical sorption and membrane separation have been the dominant
fields of research within post- and pre-combustion CO2 capture from power cycles and industrial
processes. With the exception of oxy-combustion capture, little attention has been given to CO2
capture from various flue gases and synthesis gases by physical phase separation induced by
refrigeration and phase change of CO2. This is reflected in the low volume of publications on the
topic and opinions on the viability of low-temperature capture differ within the literature. Low-
temperature CO2 capture technologies have previously been more or less rejected for being too
expensive or energy intensive (Kanniche and Bouallou, 2007; Meisen and Shuai, 1997) or for
having a narrow spectrum of potential application (Riemer, 1996). In a recent overview article on

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
4
recent developments within CO2 capture and storage (Pires et al., 2011) only a short section is
dedicated to “cryogenic distillation”, which further reflects the low level of publicity of low-
temperature capture compared to other technologies. The available technology overview
literature also generally illustrates the lack of precision and consistency of terminology and
distinction between technologies within the field of low-temperature/cryogenic CO2 capture.
Despite low publication volumes up until recently, the topic is gaining interest and is reported to
have a high relative growing rate in number of publications. (Quintella et al., 2011).
This paper presents, based on a literature review, an overview of common CO2 capture
conditions for a broad range of different power cycles and industrial processes. For a selected
range of capture conditions, potential applications for low-temperature CO2 capture will be
evaluated with respect to energy consumption and CO2 capture ratio along with examples of
capture process schemes. The evaluations in this work are primarily based on process
simulations performed while results from other relevant studies have also been included to
complete the picture.
Low-temperature capture in the notion of the present study is defined as separation of CO2 from
flue gases or synthesis gases, or similar, by direct cooling and physical phase separation. This
can be either vapour–liquid separation (CO2-rich liquid phase), vapour–solid separation (solid
CO2) or a combination such as CO2 slurry separation. Potential advantages of low-temperature
CO2 capture to baseline solvent-based capture technologies are: no solvents needed for CO2
capture, thus avoidance of solvent make-up and emission of potentially harmful chemical by-
products; no requirements of steam extraction from steam turbines or utility systems, thus lower

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
5
requirement of modifications of steam power cycles and utilities and avoidance of off-design
operation for steam turbines. Hybrid cases combining refrigeration and absorption such as low
temperature-supported Rectisol and Chilled Ammonia are not considered in this work. This also
applies to CO2 slurry separation and low-temperature sweetening of natural gas although the
latter will be briefly reviewed.
2 CO2 capture conditions
As will be emphasised in this section there is substantial variation in CO2 concentration between
the different gas compositions applicable for large-scale CCS from power cycles and industrial
processes. While the capture route has the most impact on gas composition and pressure, the
selection of fuel and process layout within each route also plays an important role. The large
difference in CO2 concentration and gas pressure in turn implies significant differences in CO2
partial pressure, ranging from very low partial pressure for post-combustion flue gases to rather
high partial pressure for pre-combustion synthesis gases.
The differences in concentration and partial pressure indicate that the respective capture
conditions will require different capture technologies for energy- and cost-optimal operation. In
addition to the concentration and partial pressure of CO2, capture conditions are also
characterised by the flue gas or synthesis gas temperature as well as chemical composition of
diluents. Whereas flue gases in post- and oxy-combustion processes consist of oxygen and inert
gases mainly, synthesis gases in pre-combustion processes have high concentrations of
combustible components in addition to CO2 and other inert gases.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
6
With regard to terminology, separation of CO2 from highly diluted flue gases could be looked
upon as CO2 removal and is suitable for chemical solvents such as MEA in post-combustion
capture processes. For the opposite extreme, highly concentrated CO2 mixed with volatile
components such as nitrogen, oxygen and argon could be looked upon rather as a volatiles
removal process and CO2 purification. The latter term can be used to describe the CO2
conditioning unit required in oxy-combustion processes in which volatile components are
removed from a CO2-rich flue gas and emitted to the atmosphere.
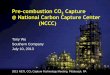
A broad overview of CO2 capture conditions for a selection of industrial processes and pre-,
post- and oxy-combustion power cycles is given in Fig. 1, based on the references listed in Table
1. Capture conditions are plotted as function of CO2 concentration and partial pressure. The
purpose of this graphical representation is to highlight the substantial differences in CO2
concentration and pressure for the different processes. Furthermore, the diagram shows that a
one-dimensional description with respect to concentration is incomplete as representation for
capture conditions. The CO2 partial pressure- concentration space provides more clarity by
distinguishing the capture conditions.
[Figure 1 here]
[Table 1 here]
The present work considers the various types of CO2 capture conditions with respect to low-
temperature capture only. As mentioned in the introduction, low-temperature CO2 capture

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
7
involves either vapour–liquid or vapour–solid separation of CO2 from more volatile components.
Which of these separations can be carried out is determined by the pressure level. Two isobaric
lines are plotted in Fig. 1. The lower isobaric line represents atmospheric absolute pressure while
the higher line is the 5.2 bar isobar, which is the approximate CO2 triple point pressure. Gases
available above triple point pressure, represented by coal- and natural gas-derived synthesis
gases, are in principle ready for vapour–liquid separation through cooling and partial
condensation. Gases below the CO2 triple point isobar must be pressurised to above this pressure
for vapour–liquid separation with liquid-CO2 capture. When low-temperature capture is targeted
for flue gases below the CO2 triple point pressure, vapour–solid separation by cooling and anti-
sublimation/freeze-out of CO2 is the preferred method.
In order to obtain specified CO2 transport conditions from any of the capture conditions, plotted
in the diagram of Fig. 1, both purification and pressurisation of CO2 is required and can be
regarded as horizontal and vertical paths in the diagram. For some capture technologies, e.g.
post-combustion capture by chemical absorption, purification and compression of CO2 are
carried out in sequence and are thus more or less decoupled process stages. In such processes the
CO2 is commonly removed at very high purity and low, near-atmospheric pressure, and
pressurisation through multi-stage gas compression is carried out after the separation stage. In
contrast, the main component of pressurisation can be carried out prior to separation in processes
such as oxy-combustion low-temperature CO2 processing units where the CO2-rich flue gas is
compressed to a pressure typically around 30 bar. The flue gas is then subsequently cooled,
partially condensed and phase-separated in phase separation drums or distillation columns. The

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
8
liquefied CO2 can in principle be pumped to transport pressure at a very low energy consumption
rate or alternatively be expanded and utilised in open or semi-closed auto-refrigeration cycles.
A brief description of the most relevant capture conditions for power cycles and industrial
processes follows.
2.1 Pre-combustion
In the pre-combustion route, CO2 is captured from shifted synthesis gas made up of
combustibles, mainly hydrogen and carbon monoxide as well as other inerts such as water,
nitrogen and argon. For pre-combustion processes such as integrated gasification combined
cycles (IGCC) and integrated reforming combined cycles (IRCC) the available pressure depends
on the pressure at which the fuel conversion to hydrogen and CO2 takes place. The resulting CO2
concentration depends mainly on the carbon intensity of the fuel, the degree of conversion of CO
to CO2 in the shift reactors as well as the ingress of air inert gases. IGCC synthesis gas pressures
typically vary between 25 and 70 bar with CO2 concentrations between 30 and 40 mol-% after
water-gas shift and water knock-out. With natural gas as primary energy source the synthesis gas
will be leaner from the viewpoint of CO2 content, with concentrations typically ranging between
15 and 25 mol-%.
2.2 Post-combustion
For post-combustion capture, CO2 is commonly diluted with inerts such as nitrogen, argon and
water in addition to oxygen. The flue gas is normally available at near-atmospheric pressure with
CO2 concentration depending on the carbon intensity of the fossil fuel as well as air-fuel ratio in

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
9
the combustor. For a natural gas combined cycle (NGCC) the flue-gas CO2 concentration is
typically in the range of 3–4 mol-% while for coal-fired steam cycles this can be 12–15 mol-%.
For NGCC, higher flue gas CO2 partial pressure can, in principle, be attained by exhaust gas
recirculation (EGR) or back-pressure gas turbines. A doubling of exhaust CO2 concentration
seems feasible with EGR, resulting in considerably reduced exhaust gas flowrates and thus
reduced capture-process equipment size and cost (Botero et al., 2009; Li et al., 2011). The
savings in capture cost are considered to be the principal advantages of EGR, rather than energy
efficiency aspects.
2.3 Oxy-combustion
In the oxy-combustion capture routes, dilution levels are considerably lower than for post-
combustion capture, but consist of the same components as for post-combustion. Combustion of
fuel with high-purity oxygen yields the highest CO2 concentrations of the three capture routes in
consideration. The inert gases diluting the CO2 originate from either impurities in supplied
oxygen, inerts in fuel and/or air infiltration in the oxy-combustor. Combustor temperature control
is ensured by CO2 recirculation as opposed to excess air supply. Depending on fuel and type of
process the flue gas CO2 concentration can be up to approximately 90 mol-% after water
removal, but typically between 75 and 85 mol-%. Chemical looping combustion (CLC) can in
principle be defined within the oxy-combustion category, and is likely to provide CO2
concentrations similar to those of oxy-combustion.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
10
2.4 Other industrial sources
Industrial capture conditions included in the diagram of Fig. 1 vary from very low CO2
concentration and partial pressure to moderate concentrations and high partial pressures. In the
low end, flue gases from aluminium plants are characterised by very low CO2 concentration of
around 1 mol-%, with the possibility of increasing this to 2–4 mol-% through process
modification and technology development (Lorentsen et al., 2009; Gjørven and Stub, 2011). For
furnace and boiler flue gases from refinery processes, CO2 concentrations typically range
between 8 and 12 mol-% (IPCC, 2005; Straelen et al., 2010). Higher concentrations can be found
among flue gases from cement production, ranging between 14 and 33 mol-%. For steel
production, CO2 concentrations depend on furnace technology, typically ranging between 20 and
44 mol-% (IPCC, 2005; Gielen, 2003). Total pressure levels are typically 3 bar before expansion
to atmospheric pressure in top pressure recovery turbines. For hydrogen production plants using
fossil energy sources, CO2 capture conditions are similar to those for IRCC and IGCC power
cycles for natural gas and coal, respectively.
2.5 Natural gas
The CO2 concentration in raw natural gas varies considerably between reservoirs. In the North
Sea and Barents Sea, CO2 concentrations up to around 10 vol-% are common while very high
concentrations, up to 65 vol-% and in some cases 90 vol-% or above, can be found in other
regions of the world. Typical natural gas stream pressures range between 9 and 80 bar (IPCC,
2005). In order to meet transport and sales gas specifications, removal of CO2 down to
concentrations in the range of 2–2.5 vol-% for pipeline transport (Sabil et al., 2010; Solbraa,
2010) and around 50 ppm for LNG production is required.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
11
Although CO2 removal processes for natural gas will not be further addressed in this article, this
field has several similarities with CO2 capture from industrial processes and power cycles.
Moreover, capture and re-injection of CO2 from natural gas has already been deployed for a
handful of gas fields and for enhanced oil recovery (EOR) (IEA, 2008; Eiken et al., 2011;
Whittaker et al., 2011). For EOR, a low-temperature CO2 removal and recovery technology by
extractive distillation, known as the Ryan/Holmes process, was developed in the late 1970s and
early 1980s (Holmes et al., 1982; Ryan and Schaffert, 1984). Gas processing plants employing
configurations of the Ryan/Holmes process for CO2 recovery are found in the United States
today. Other examples of low-temperature concepts for CO2 removal and natural gas sweetening
are: the CryoCell technology (Hart and Gnanendran, 2009); Sprex, primarily for H2S removal,
later configured to also include CO2 removal (Lallemand et al., 2005); and the Controlled Freeze
Zone technology for CO2 and H2S co-removal (Kelley et al., 2011).
3 Low-temperature CO2 capture for different capture conditions and routes
A general observation from the overview of industrial processes and power cycles in section 2 is
the differing process-specific CO2 capture conditions. This further implies that the energy- and
cost-optimal capture technology for each type of process will strongly depend on the
characteristics of the capture condition. Factors that would require consideration are: CO2
concentration, pressure, temperature, chemical composition and more. In addition to the inlet
conditions, targeted product specifications will also have a substantial impact on the capture
process selection. Examples of important criteria in this respect are: CO2 capture ratio; purity of
CO2 product; specified levels for contaminants in the CO2 product (e.g. oxygen, inert gases,

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
12
sulphur components, water and fuel residues); fuel specifications for pre-combustion processes;
CO2 transport pressure.
For a selection of relevant CO2 capture conditions shown in Fig. 1, different low-temperature
capture techniques can in principle be applied. In the following section examples of low-
temperature capture for selected ranges of capture conditions will be given and the performance
evaluated with respect to energy consumption and CO2 capture ratio. Additionally, the impact of
flue gas and synthesis gas CO2 concentration on low-temperature capture performance will be
investigated.
3.1 Low-temperature and cryogenic – terminology
CO2 capture by cooling and phase separation is commonly referred to as 'cryogenic' capture or
separation in the literature. However, in this work the term 'cryogenic' is avoided on the basis of
terminology from the IIR International Dictionary (2007) where cryogenics is defined as
temperatures below 120 K or approximately -153°C. For all low-temperature capture processes
considered in this work, cryogenic temperatures as defined by the IIR do not occur, hence the
avoidance of this term.
3.2 CO2 separation from oxy-derived flue gases and other high-concentration
atmospheric flue gases
Capture conditions for flue gases from oxy-combustion are characterized by high CO2
concentrations and pressure levels are commonly near-atmospheric. Composition and CO2 purity
depends on several factors such as oxygen purity and stoichiometric surplus, degree of air

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
13
ingress, fuel composition and recirculation ratio of flue gas in combustor. Flue gases with
relatively high CO2 concentration may be generated by employing one or a combination of the
following techniques: flue gas recirculation to the combustor; low-purity oxygen e.g. from
membrane air separation as combustion atmosphere; membranes to enhance CO2.
For high-concentration oxy-derived flue gases, low-temperature CO2 processing units (CPU)
represent an area that has been thoroughly investigated and is considered to represent state-of-
the-art technology for purification and compression of captured CO2. By partial condensation of
CO2 and purging off-gases, mainly non-condensable gases mixed with CO2, compressed CO2 of
high purity and CCR above 90% can be obtained with an acceptable CPU power consumption. A
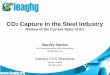
general and simple CPU process flow diagram is shown in Fig. 2, however it is important to
emphasise that several different options for CPU process design are possible. Different separator
types (e.g. gravitational and rotational separation, distillation) and sequences (e.g. single, double
and multiple separator configurations) can be applied as well as different options for
refrigeration cycles, for instance open or semi-closed auto refrigeration based on CO2 or closed-
loop auxiliary refrigeration cycles with CO2, hydrocarbons, ammonia or mixed refrigerants.
[Figure 2 here]
A condensed overview of published works on low-temperature flue gas separation is given in
Table 2. Where available, main process simulation parameters such as machinery efficiencies,
temperature data and pressure losses have been included for comparison and moreover, process
simulation tools and equation of state used have been included where available.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
14
[Table 2 here]
In addition to separation of flue gases with high CO2 concentration by partial condensation in
CPUs, this technology has a potential for more diluted gas compositions. Lower concentration of
CO2 will affect the potential of a CPU with respect to obtainable CCR, CO2 product purity as
well as specific separation work. Some works have investigated the performance of low-
temperature separation of flue gases with CO2 concentration varying over a broad range.
Benthum et al. (2010, 2012) have investigated the correlation between flue gas concentration of
CO2, CCR and CO2 purity for binary N2/CO2 systems and have concluded that a flue-gas CO2
concentration above 40 mol-% is required in order to obtaining CO2 purities higher than 95 mol-
% and CCR between 70% and 90%. An additional process step proposed in this work is to
depressurise the compressed and pre-cooled flue gas stream to make the two-phase flow enter the
separator in the form of mist, which in turn is separated for instance by the principle of rotational
condensed separation (Kemenade and Brouwers, 2012). In a similar analysis Berstad et al.
(2011c) have estimated CCR and separation work for three different process schemes for flue-
gas CO2 concentrations ranging between 30 and 77 mol-% and shown the sensitivity between
these key parameters.
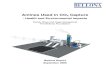
Fig. 3 displays an aggregated plot of results from the studies referred in Table 2. Simulation
results for CCR and specific separation and compression work obtained by low-temperature flue
gas separation are plotted for different flue gas CO2 concentrations. As can be observed, with
lowered CO2 concentration CCR decreases while there is a progressive increase of specific

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
15
separation and compression work. For all plotted results, target pressure for CO2 is in the range
of 100–150 bar. From the chart it can be observed that 90% CCR seems obtainable for flue gases
with CO2 concentration higher than approximately 60 mol-%.
[Figure 3 here]
For CO2 concentrations below a certain level, it is obvious that chemical absorption processes
will give better results with respect to CCR, specific separation and compression work for CO2
capture from atmospheric flue gases. The monotonically decreasing CCR and increasing power
consumption makes low-temperature separation less attractive when flue gases become too
diluted. For chemical solvents on the other hand, high CCR and a relatively constant specific
capture and compression work can be maintained for a broad range of flue gas CO2
concentrations. However, exactly what level of CO2 concentration, above which low-temperature
separation is more efficient and below which solvent-based absorption is better suited, is not
obvious. This depends on several performance criteria and a comprehensive techno-economic
evaluation is needed in order to determine the CO2 concentration threshold for the different
capture methods. For low-concentration point sources from post-combustion processes such as
NGCC and coal power plants, condensation processes will not meet criteria for efficient CO2
capture.
3.3 CO2 anti-sublimation/freeze-out from atmospheric flue gases
As discussed in the previous section, separation and capture of CO2 from atmospheric flue gases
by compression and partial condensation becomes increasingly difficult with decreasing CO2

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
16
feed concentration. As can be observed in Fig. 3 the CO2 capture ratio drops progressively with
decreasing concentration and on the other hand, the specific capture work increases. Thus,
below a certain range of flue gas CO2 concentration, vapor–liquid separation processes cannot
attain a high CCR and energy efficient capture at the same time. At this point and lower CO2
concentrations, from the viewpoint of low-temperature capture technologies, anti-
sublimation/freeze-out processes will be required. By considering freeze-out technologies instead
of vapour–liquid phase separation, the vapour–liquid phase equilibria are no longer constraining
the maximum obtainable CCR. Thus, virtually 100% CCR can be obtained (Tuinier et al., 2011a,
2011b). Another characteristic of CO2 capture by freeze-out is the possibility of simultaneous co-
removal of CO2 and water, thus eliminating the drying units otherwise required upstream of the
capture process. As CO2 solidification requires substantially lower temperatures than that of
water ice formation, water is likely entirely solidified, and can thus be separated from the flue
gas, at the point of CO2 breakthrough in any such process.
Although the volume of published work is very low compared to that of baseline post-
combustion capture technologies, examples on publications on the topic are those by Clodic et al.
(2005, 2006, 2011), Tuinier et al. (2010, 2011a, 2011b) and Sipöcz et al. (2013).
Clodic et al. (2011) have presented a study for CO2 capture by freeze-out from an atmospheric
flue gas with 12 mol-% CO2 concentration after water removal. The flue gas is assumed to be
generated by an 800 MWe coal-fired power plant and a CCR of 90% is targeted. The flue gas is
cooled to a temperature of –100°C by an integrated cascade refrigeration cycle with a mixed
refrigerant made up of a mixture of methane, ethane, propane and butane. Solid CO2 is then

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
17
separated from non-condensable gases, mainly nitrogen and oxygen, and subsequently de-
frosted.
Due to the low temperatures involved, the power consumption related to CO2 capture is highly
sensitive to the efficiency of the cascade refrigeration cycle. Coefficient of performance (COP)
for the refrigeration cycle is reported to be 1.97 and 0.75 for refrigerant-side temperatures of –
40°C and –120°C, respectively. Total power consumption of the capture cycle is estimated to
201 MW, resulting in 9.9% electric efficiency penalty for the power plant and a specific capture
and compression work of 1.18 MJ·kg-1CO2. A laboratory scale version of this low-temperature
capture process has been successfully operated for about 7 000 hours with a CO2 capture rate of
about 10 kg/h.
To indicate how the estimates for energy consumption of large-scale low-temperature post-
combustion capture processes compare to baseline technology, a brief summary of corresponding
energy figures can be retrieved from recent literature: Lucquiaud and Gibbins (2011) have made
a comprehensive literature study of solvent-based CO2 capture processes from coal-derived flue
gases, with specific capture and compression work reported to be ranging between 1.0 and
1.7 MJ·kg-1CO2. Berstad et al. (2011a) reported 1.06–1.1 MJ/·kg-1CO2 for MEA-based capture
from coal-fired power cycle simulations, while Feron and Paterson (2011) have predicted the
power requirement for post-combustion capture to be 0.3 MWh·ton-1CO2, or 1.08 MJ·kg-1CO2, by
2015.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
18
3.4 Synthesis gas separation in pre-combustion processes
Pre-combustion CO2 capture from IGCC, IRCC, hydrogen production and polygeneration of
power and hydrogen represent interesting areas for low-temperature applications. For the
viewpoint of low-temperature capture by partial condensation of CO2, shifted synthesis gases
produced by coal gasification in particular, but in certain cases also by natural gas reforming,
have favourable capture conditions. From Fig. 1 it can be observed that synthesis gas CO2
concentrations are moderate, roughly 30–45% for coal and 15–25% for natural gas, and partial
pressures are above the CO2 triple point pressure. Hence, synthesis gas is in principle readily
available for low-temperature separation by partial condensation of CO2. To illustrate the
obtainable CO2 capture ratio for low-temperature syngas separation by partial condensation, Fig.
4 shows estimated CCR for phase separation based on phase equilibrium calculations for binary
H2/CO2 mixtures. As can be observed, three main parameters impact the obtainable CCR: firstly
the synthesis gas CO2 concentration after gasification/reforming and subsequent water-gas shift;
secondly the pressure level at which partial condensation and phase separation is carried out;
thirdly the vapour–liquid separation temperature.
For a given combination of separation temperature and pressure the synthesis gas CO2
concentration has major impact on CCR obtained by phase separation. The synthesis gas
composition is highly dependent on the type of gasification/reforming process as well as carbon
concentration of the converted fuel. Natural gas produces CO2-lean synthesis gases due to its
high hydrogen-to-carbon ratio while coal-derived synthesis gas will have higher CO2
concentration. From Fig. 4 it can be concluded that in order to maximise obtainable CO2 capture
ratio by low-temperature capture, infiltration of inert gases other than CO2 should be kept at a

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
19
minimum, and pressure as high a practically possible throughout gasification/reforming, water-
gas shift and conditioning.
The synthesis gas separation temperature and hence CCR are constrained by the CO2
solidification temperature, which will be close to the triple point temperature (–56.6°C). The
temperature at which CO2 starts to freeze out is dependent of several factors such as pressure and
chemical composition. For binary mixtures of CO2 and H2, data on freeze-out temperatures as
well as experimental results for vapour–liquid equilibria can be found in Tsang and Streett
(1981). In Fig. 4 the temperature effect between –53.15°C (220 K) and –56.15°C (217 K) can be
observed. The lower the synthesis gas CO2 concentration and separation pressure, the impact of
separation temperature on CCR becomes increasingly higher.
[Figure 4 here]
According to vapour–liquid equilibrium data for H2/CO2 system, CCR in the range of 85–90%
should be obtainable for several of the coal-derived synthesis gases indicated in the capture
conditions diagram of Fig. 1. In order to achieve this, high separation pressure is required,
possibly making pre-compression of synthesis gas a prerequisite. However, competitive energy
figures can still be obtained even if synthesis gas compression is included in the process. Based
on process modelling and simulations, two independent studies by Mori and Forsyth (2013) and
Berstad et al. (2013), respectively, have indicated a practical limit for CCR at 85% for CO2
capture by partial condensation and phase separation of synthesis gas.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
20
Process principles for low-temperature CO2 capture by condensed rotational separation have
been presented by Brouwers and Kemenade (2010). Shifted synthesis gas, represented by a
binary mixture of respectively 56 mol-% H2 and 44 mol-% CO2 available at 60 bar pressure, is
cooled to –54°C before entering a rotational phase separator producing a H2-rich gaseous product
and liquid CO2, the latter pumped to 110 bar transport pressure after capture. A process scheme
integrating low-temperature synthesis gas separation and CO2 capture by physical absorption has
also been included. By first performing the bulk CO2 removal by condensed rotational separation
at –54°C the resulting synthesis gas CO2 concentration is reduced to 14 mol-% before the
remainder is removed by physical absorption, resulting in an overall CCR of 95%. Compared to
a physical absorption process with stand-alone CCR of 95%, the total equipment size is claimed
to be reduced by 50% by combining these two capture technologies.
A process scheme for CO2 capture from an IGCC power cycle by low-temperature synthesis gas
separation, shown in Fig. 5, has been suggested by Berstad et al. (2013). The shifted synthesis
gas available at 35 bar pressure consists of approximately 54 mol-% H2, 38 mol-% CO2, 5 mol-%
N2 and smaller fractions of CO and Ar. In order to increase the separation pressure level and thus
obtaining higher CCR the synthesis gas is first compressed to about 110 bar. Through cooling by
a combination of auxiliary refrigeration and heat integration of process streams, the partially
condensed synthesis gas enters a separation drum at –56°C and an overall CCR of 85% is
obtained. In order to minimise the power consumption of the low-temperature capture unit, the
H2-rich fuel product stream is heated by process-to-process heat exchange and expanded to
requisite combustor feed pressure in a power recovery expander.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
21
As for the separation process by Brouwers and Kemenade (2010) the liquid-phase stream of
capture CO2 contains a small but energy-rich fraction of H2. Recovery of H2 will have benefits
with respect to both overall energy efficiency and CO2 purity and thus, an additional separator
for CO2 purification and H2 recovery is included in the process. Before entering the purification
unit the captured CO2 stream is heated and throttled to a lower pressure. The recovered H2-rich
stream is then re-compressed recycled back to the synthesis gas feed stream while the liquid-
phase CO2 stream is pumped to transport pressure.
As an alternative to rotational and flash separation, a distillation column may also be employed
for synthesis gas separation as suggested by Berstad et al. (2011b), and can yield high CO2 purity
and minimise H2 losses without the use of additional separation.
[Figure 5 here]
In order to investigate the influence of synthesis gas CO2 concentration on power consumption
and CCR, a process model similar to that in Fig. 5 has been applied for low-temperature CO2
capture for a selection of the other synthesis gases plotted in Fig. 6. It must be noted that the
process schemes have not been optimised with respect to differences in compositions, power
consumption or CCR. For simplicity, constant feed and pre-compression levels of respectively
35 bar and 110 bar have been assumed in addition to a constant separation temperature of –56°C.
As can be observed in Fig. 6, CCR figures for the various synthesis gas compositions are well in
accordance with those predicted in Fig. 4 for binary H2/CO2 systems. At the assumed pressure

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
22
and temperature levels for partial condensation and separation, 85–90% CCR is obtained for the
coal-derived synthesis gases while lower CO2 concentration, such as for IRCC capture
conditions, gives lower CCR as predicted. Higher CCR can in principle be obtained by
increasing the separation pressure.
The relation between synthesis gas CO2 concentration, CCR and specific separation and
compression work qualitatively corresponds to what is observed for flue gases in Fig. 3. As can
be observed in Fig. 6 the net specific power consumption of the described low-temperature CO2
capture unit is in the range 0.30–0.33 MJ·kg-1CO2, depending on the initial synthesis gas CO2
concentration. Further information on process parameters and details on the contributing factors
to power consumption in the low-temperature CO2 capture unit are given in Berstad et al.
(2011d, 2013).
[Figure 6 here]
Compared to numbers for CO2 capture units based on physical and chemical solvents, listed in
Table 3, the specific power consumption for the low-temperature CO2 separation and
compression section seems competitive. However, direct comparison of energy figures must be
conducted with great care and is not valid unless boundary conditions and other process
assumptions have been equalised for the different capture processes in consideration. As an
example, the solvent-based processes are acid gas removal processes capturing and separating
H2S and CO2 in separate streams while the exemplified low-temperature scheme will capture
CO2 and H2S in the same product stream. Adding a dedicated H2S pre-removal unit to the low-

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
23
temperature capture scheme will, however, give a minor additional penalty only and result in
energy penalties still competitive with that of solvent-based processes for IGCC applications
(Berstad et al., 2011b).
Two recent studies reinforce the potential advantages of low-temperature CO2 capture over
physical solvents from IGCC synthesis gas. For a 700 MW IGCC power plant with oxygen-
blown Shell gasifier, Mori and Forsyth (2013) report 44% reduction in power consumption for
acid gas removal, that is, CO2 and H2S, for their low-temperature process compared to Selexol.
Furthermore, a 23% reduction in capital expenditures is estimated. Berstad et al. (2013) have
performed direct benchmarking of CO2 capture by low-temperature and Selexol processes for a
400 MW IGCC power plant. Two different cases with pneumatic-feed Shell and slurry-feed GE
gasifiers have been studied. In the case of low-temperature capture, H2S is removed by a
dedicated Selexol unit after water-gas shift before CO2 is captured by condensation at -56°C as
shown in Fig. 5. In the Selexol capture case H2S and CO2 are both removed with Selexol in a
multi-stage absorption/desorption configuration. For a CO2 removal rate of 85%, net electric
efficiency of IGCC with low-temperature capture is reported to be 0.8–1.0 %-points higher for
the low-temperature cases than for Selexol, corresponding to a 7.5–11 MW gain in electric
output in the case of low-temperature capture.
[Table 3 here]

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
24
4 Summary and discussion
The two-dimensional representation of CO2 concentration and partial pressure in flue gases and
synthesis gases for different power cycles and industrial processes, plotted in the Fig. 1 diagram,
shows substantial variation in CO2 capture conditions from large point sources. CO2
concentrations ranging between 1 mol-% for aluminium plants and up to 85–90 mol-% for oxy-
combustion flue gas have been identified. Due to large differences in total pressure, CO2 partial
pressures vary in even greater magnitude, between approximately 10 mbar for flue gas from
aluminium smelters and upwards of 20 bar for IGCC synthesis gas. The broad range of partial
pressure, in Fig. 1 located across four orders of magnitude, implicates that driving forces for CO2
separation processes will be very different for large point sources. There will also be large
differences in the volumetric flowrates to be handled by CO2 capture units. Based on these
considerations it is obvious that what will be the most energy- or cost-efficient capture
technology is a highly plant-specific matter. Hence, it is likely that different capture technologies
will prevail for each of the capture-condition categories. If the representation in Fig. 1 were
expanded to also comprising the respective concentrations and separation targets of other
components than CO2, such as combustibles, oxygen, inerts and pollutants, the above argument
will be further substantiated.
Based on the given overview of CO2 capture conditions this paper highlights the main fields
where the application of low-temperature CO2 capture by phase separation, vapour–liquid or
vapour–solid, is being considered and gives an overview of process concepts published in the
literature.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
25
The first concept reviewed is flue gas separation from by partial condensation of CO2. Results
for CCR and specific CO2 separation work from the reviewed works on low-temperature capture
from flue gases presented in section 3.2, are shown in Fig. 3. A broad range of flue gas
compositions is considered and included in this analysis and comparison of results shows a high
degree of consistency in estimates of CCR as well as separation and compression work. For the
high-end CO2 concentration range, representing typical flue gas compositions from oxy-
combustion processes, condensation and purification of CO2 prior to final compression and
transport is, as exemplified in numerous works, a techno-economically competitive gas
processing path for obtaining CO2 concentrations conforming to transport specifications, and is
hence to be regarded as baseline technology. The analysis further indicates that the low-
temperature process performance becomes poorer, and progressively so, with decreasing flue gas
CO2 concentration. For low flue gas CO2 concentrations, specific separation and compression
work increases and obtainable CCR decreases considerably. Below a certain range of CO2
concentration, which can be regarded as a low-temperature break-even point with respect to
process performance, the low-temperature technology will therefore become inferior to
alternative technologies and for instance chemical or physical absorption will be required for
obtaining high CCR. However, in order to determine the low-temperature break-even, careful
energy and economic benchmarking of global processes with respective CO2 capture
technologies, is required.
Low-concentration flue gases typical for post-combustion capture routes are, as explained above,
out of bounds for CO2 capture by partial condensation due to low, potentially close to zero,
obtainable CCR and excessively high separation work. Hence, from the viewpoint of low-

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
26
temperature capture applications, freeze-out of CO2 will be needed in order to obtain high CCR
and the capture work is highly dependent on level of process integration and cycle efficiency. In
published work, energy consumption competitive with that of chemical solvents has been
indicated, but requires tight heat integration to minimise the power requirement and also high
COP of auxiliary refrigeration cycles.
Not only CO2 freeze-out capture processes require high levels of heat integration for competitive
efficiency. This also applies to the oxy- and pre-combustion applications with partial
condensation of CO2. As condensation processes operate at elevated pressure levels further
reductions in net power consumption can be enabled through recovery of shaft power from
expanding gaseous CO2-depleted separation products in power recovery turbines. For oxy-fuel
applications pressurised waste streams containing mainly nitrogen and non-captured CO2 can be
expanded to atmospheric pressure and purged, while in the case of pre-combustion capture a H2-
rich stream is expanded to targeted fuel pressure. Moreover, pressurisation of captured CO2 by
liquid pumping prior to re-heating and transport may also contribute to reducing the overall
power consumption of low-temperature capture units and eliminate the need for an additional
multi-stage CO2 gas compression train.
Based on performed simulations of low-temperature CO2 capture units in pre-combustion
processes, this application seems feasible for a certain range of synthesis gas CO2 concentration,
for coal-derived synthesis gases in particular. This work has provided estimates for obtainable
CCR as function of synthesis gas CO2 concentration and shown that 85–90% CCR may be
obtained at high separation pressure and temperature close to that of the CO2 triple point. A

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
27
recent study by the authors (Berstad et al., 2013) has shown improved overall power plant
efficiency for low-temperature CO2 capture relative to baseline Selexol capture. With a specified
capture-unit CO2 removal ratio of 85% the net IGCC electric efficiency is improved by 0.8–
1.0 %-points by low-temperature capture relative to applying Selexol. For a pre-combustion low-
temperature CO2 capture unit, gasification and water-gas shift at high pressure with
correspondingly high synthesis gas pressure will reduce the requirement for pre-compression and
consequently lower the power consumption of the capture unit. Globally optimal synthesis gas
pressure levels for an IGCC power plant with CO2 capture, however, can only be determined by
modelling and simulation of complete IGCC power plants including all sub-systems and
ancillary units.
An issue not given any particular attention in this study is H2S removal where required in low-
temperature capture processes. Different options for resolving this issue are possible. One option
is combining technologies by selective pre-removal of H2S in smaller absorption units using
physical or chemical solvents, as assumed in previous works by the authors (Berstad et al.,
2011d, 2013). Another option is co-removal of CO2 and H2S in a single liquid stream for
transport and storage. This solution, involving transport and storage of CO2 containing H2S, can
be obtained in low-temperature capture units such as that described in Fig. 5, but will in some
cases be constrained by health and safety regulations. However, it still represents a technically
feasible option: capture, transport and injection of CO2 containing 0.9 mol-% H2S has been
demonstrated in the Weyburn-Midale Carbon Dioxide Project (IEA, 2008; IPCC, 2005).

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
28
Energy penalty figures for low-temperature capture from flue gas and synthesis gas, shown in
Fig. 3 and Fig. 6, are valid for the CO2 capture unit process boundaries only. They do not
account for additional energy penalties from other ancillary processes such as cryogenic air
separation, gasification, reforming, water-gas shift or sulphur removal. Hence, these energy
penalty figures are not equal to the overall penalty associated with CO2 capture and compression.
In order to obtain the resulting energy penalty and net specific power consumption per unit of
captured or avoided CO2, global process simulations of power cycles or industrial processes,
including all required process units, are therefore required. Furthermore, in order to enable
benchmarking on an equal footing between baseline and low-temperature capture processes, full
power or industrial plant models with equalised boundary conditions for the different CO2
capture technologies are required.
For certain applications low-temperature CO2 capture in combination with other capture
technologies may be of high interest with regard to overall performance. If for instance very high
CO2 capture ratio is targeted, low-temperature bulk removal of CO2 prior to physical or chemical
absorption may in certain applications enable reduction in total equipment size compared to
stand-alone absorption-based capture (Brouwers and Kemenade, 2010). For flue gases with low
initial CO2 concentration, typical for post-combustion applications, hybrid solutions with
polymeric membranes for CO2 separation (Favre, 2011) coupled with subsequent low-
temperature CO2 purification is another combination of interest.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
29
5 Conclusions
The application of low-temperature CO2 capture by phase separation has been investigated and
reviewed for a range of selected capture conditions for flue gases and synthesis gases: post-, oxy-
or hybrid post-/oxy-combustion capture by partial condensation of CO2 from flue gases with
atmospheric feed pressure and varying CO2 concentrations; pre-combustion capture from
synthesis gases by partial condensation and with varying CO2 feed concentrations; review of
recent studies on post-combustion capture by CO2 freeze-out (anti-sublimation) and vapour–solid
separation.
For all considered applications of low-temperature capture by vapour–liquid phase separation,
obtainable CO2 capture ratio, specific CO2 separation and compression work, and thus power
consumption, are sensitive to flue-gas or synthesis-gas feed CO2 concentration. High CO2
capture ratio and low separation work is consistently obtained for high flue-gas feed CO2
concentrations typical for oxy-fuel applications, making partial condensation baseline technology
for CO2 separation from oxy-derived flue gases.
For more diluted flue gases below a certain CO2 concentration range, competitive figures for
CO2 capture ratio and separation and compression work can no longer be simultaneously
obtained by partial condensation and vapour–liquid separation. As CO2 capture ratio from
condensation processes are constrained by vapour–liquid equilibria and the CO2 freezing point
temperature, capture by CO2 freeze-out (anti-sublimation) is required for obtaining high capture
ratio from low-concentration flue gases.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
30
For pre-combustion applications, low-temperature capture by partial condensation of CO2 shows
promising performance from the viewpoint of energy efficiency and CO2 capture ratio. This
applies in particular to low-temperature CO2 capture from coal-based, shifted synthesis gas due
to relatively high CO2 concentration and partial pressure. A comparison between low-
temperature and baseline technology of the impact of CO2 capture on overall power plant
efficiency has recently been performed for an IGCC power cycle. For a capture-unit CO2
removal ratio of 85% the overall IGCC electric efficiency improvement with low-temperature
capture has been estimated to 0.8–1.0 %-points compared to Selexol.
Efficient refrigeration cycle design and high degree of process integration are prerequisites for
energy-efficient low-temperature capture processes. Thermal heat integration between cold
separation product and hot feed streams contributes to reducing cooling duties of auxiliary
refrigeration cycles and thus compression power. Power recovery from expansion of pressurised
process streams is also required where applicable and furthermore, pressurisation of CO2 to
transport pressure by liquid pumping may also contribute to overall efficiency gain.
This paper presents energy penalties incurred within the boundaries of the low-temperature CO2
capture units only. For further investigation of the viability of low-temperature CO2 capture
beyond the stand-alone perspective, process models for capture units must be integrated in
simulation models comprising the complete power cycle or industrial process. Through global
process modelling the overall efficiency penalties and power requirement caused by the low-
temperature capture unit can be estimated. This way, benchmarking against baseline capture
technologies on an equal footing can be performed for all CO2 capture routes.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
31
Acknowledgements
This publication has been produced with support from the BIGCCS Centre, performed under the
Norwegian research program Centres for Environment-friendly Energy Research (FME). The
authors acknowledge the following partners for their contributions: Aker Solutions,
ConocoPhillips, Gassco, Shell, Statoil, TOTAL, GDF SUEZ and the Research Council of
Norway (193816/S60).

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
32
References Abu-Zahra, M., Feron, P., Jansens, P., Goetheer, E., 2009. New process concepts for CO2 post-combustion capture process integrated with co-production of hydrogen. Int. J. Hyd. Energ. 34 (9), 3992–4004. Adams, R.G., Alin, J., Biede, O., Booth, N.J., deMontigny, D., Drew, R., Idem, R., Laursen, M., Peralta-Solorio, D., Sanpasertparnich, T., Trunkfield, A., 2009. CAPRICE project – Engineering study on the integration of post combustion capture technology into the power plant gas path and heat cycle. Energy Procedia 1 (1), 3801–3808. Amann, J.-M., Kanniche, M., Bouallou, C., 2009. Natural gas combined cycle power plant modified into an O2/CO2 cycle for CO2 capture. Energy Convers. Manage. 50 (3), 510–521. Amrollahi, Z., Ertesvåg, I.S., Bolland, O., 2011. Thermodynamic analysis on post-combustion CO2 capture of natural-gas-fired power plant. Int. J. Greenhouse Gas Control 5 (3), 422–426. Aspelund, A., Jordal, K., 2007. Gas conditioning – The interface between CO2 capture and transport. Int. J. Greenhouse Gas Control 1 (3), 343–354. Benthum, R.J van, Kemenade, H.P. van, Brouwers, J.J.H., Golombok, M., 2010. CO2 capture by Condensed Rotational Separation. Proc. International Pittsburgh Coal Conference. Istanbul, Turkey, pp. 33-2-1/17. Benthum, R.J. van, Kemenade, H.P. van, Brouwers, J.J.H., Golombok, M., 2012. Condensed Rotational Separation of CO2. Applied Energy 93, 457–465. Berstad, D., Arasto, A., Jordal, K., Haugen, G, 2011a. Parametric study and benchmarking of NGCC, coal and biomass power cycles integrated with MEA-based post-combustion CO2 capture. Energy Procedia 4, 1737–1744. Berstad, D., Nekså, P., Gjøvåg, G.A., 2011b. Low-temperature syngas separation and CO2 capture for enhanced efficiency of IGCC power plants. Energy Procedia 4, 1260–1267. Berstad, D., Anantharaman, R., Nekså, P., 2011c. Potential for low-temperature concepts in different CCS applications. In: Proc. 23rd IIR International Congress of Refrigeration (ICR). Prague, Czech Republic, paper 654. Berstad, D., Nekså, P., Anantharaman, R., 2011d. Low-temperature syngas separation for CO2 capture from an IGCC power plant. Proc. 23rd IIR International Congress of Refrigeration (ICR). Prague, Czech Republic, paper 670. Berstad, D., Anantharaman, R., Nekså, P., 2013. Low-temperature CCS from an IGCC power plant and comparison with physical solvents In: Energy Procedia – Proc. 11th International Conference on Greenhouse Gas Control Technologies (GHGT-11). Kyoto, Japan.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
33
Botero, C., Finkenrath, M., Bartlett, M., Chu, R., Choi, G., Chinn, D., 2009. Redesign, Optimization, and Economic Evaluation of a Natural Gas Combined Cycle with the Best Integrated Technology CO2 Capture. Energy Procedia 1 (1), 3835–3842. Bouillon, P.-A., Hennes, S., Mahieux, C., 2009. ECO2: Post-combustion or Oxyfuel – A comparison between coal power plants with integrated CO2 capture. Energy Procedia 1 (1), 4015–4022. Brouwers, J.J.H., Kemenade, H.P. van, 2010. Condensed Rotational Separation for CO2 capture in coal gasification processes. 4th International Freiberg Conference on IGCC & XtL Technologies. Dresden, Germany. Castillo, R., 2011. Thermodynamic analysis of a hard coal oxyfuel power plant with high temperature three-end membrane for air separation. Appl. Energy 88 (5), 1480–1493. Chaney, R., Van Bibber, L., 2006. Beluga Coal Gasification Feasibility Study. National Energy Technology Laboratory. DOE/NETL-2006/1248. Chiesa, P., Campanari, S., Manzolini, G., 2011. CO2 cryogenic separation from combined cycles integrated with molten carbonate fuel cells. Int. J. Hyd. Energ. 36 (16), 10355–10365. Clodic, D., El Hitti, R., Younes, M., Bill, A., Casier, F., 2005. CO2 capture by anti-sublimation–thermo-economic process evaluation. Fourth Annual Conference on Carbon Capture Sequestration. Alexandria, USA. Clodic, D., Younes, M., Bill, A., 2006. Test results of CO2 capture by anti-sublimation, Capture efficiency and energy consumption for boiler plants. In: Proc. 8th International Conference on Greenhouse Gas Control Technologies (GHGT-8). Trondheim, Norway. Clodic, D., Younes, M., Riachi, Y., El Hitti, R., Boulawz Ksayer, E., Pan, X., Yu, Y., 2011. CO2 capture by antisublimation using integrated cascade system. Proc. 23rd IIR International Congress of Refrigeration (ICR). Prague, Czech Republic, paper 916. Collodi, G., 2010. Hydrogen Production via Steam Reforming with CO2 Capture. Chem. Eng. Trans. 19, 37–42. Cormos, C.-C., 2011. Evaluation of power generation schemes based on hydrogen-fuelled combined cycle with carbon capture and storage (CCS). Int. J. Hyd. Energ. 36 (5), 3726–3738. Eiken, O., Ringrose, P., Hermanrud, C., Nazarian, B., Torp, T.A., Høier, L., 2011. Lessons learned from 14 years of CCS operations: Sleipner, In Salah and Snøhvit. Energy Procedia 4, 5541–5548.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
34
Farla, J., Hendriks, C., Blok, K., 1995. Carbon dioxide recovery from industrial processes. Energy Convers. Manage. 36 (6–9), 827–830. Favre, E., 2011. Membrane processes and postcombustion carbon dioxide capture: Challenges and prospects. Chem. Eng. J. 171 (3), 782–793. Feron, P., Paterson L., 2011. Reducing the costs of CO2 capture and storage (CCS). CSIRO Energy Technology. http://www.garnautreview.org.au/update-2011/commissioned-work/reducing-costs-CO2-capture-storage.pdf (accessed 21.08.12). Franz, J., Scherer, V., 2010. An evaluation of CO2 and H2 selective polymeric membranes for CO2 separation in IGCC processes. J. Membr. Sci. 359 (1–2), 173–183. Franzoni, A., Galanti, L., Traverso, A., Massardo, A.F., 2009. Integrated Systems for Electricity and Hydrogen Co-production from Coal and Biomass. Int. J. Thermodyn. 12 (2), 97–104. Gielen, D., 2003. CO2 removal in the iron and steel industry. Energy Convers. Manage. 44 (7), 1027–1037. Gjørven, S., Stub, S., 2011. The road to low-emission aluminium (translated title). http://www.bellona.no/portal/bellona.org/files/fil_4.pdf (accessed 21.08.12). Hart, A., Gnanendran, N., 2009. Cryogenic CO2 capture in natural gas. Energy Procedia 1 (1), 697–706. Ho, M.T., Allinson, G.W., Wiley, D.E., 2011. Comparison of MEA capture cost for low CO2 emissions sources in Australia. Int. J. Greenhouse Gas Control 5 (1), 49–60. Holmes, A.S., Ryan, J.M., Price, B.C., Styring, R.E., 1982. Process improves acid gas separation. Hydrocarbon Process. 61, 131–136. Intergovernmental Panel on Climate Change, 2005. Carbon Capture and Storage. Special Report of the IPCC. Cambridge University Press, Cambridge. International Energy Agency, 2008. Energy Technology Perspectives 2008. Scenarios & Strategies to 2050. OECD/IEA, Paris. International Institute of Refrigeration, 2007. International Dictionary of Refrigeration. Peeters Publishers, Leuven. Kanniche, M., Bouallou, C., 2007. CO2 capture study in advanced integrated gasification combined cycle. Appl. Therm. Eng. 27 (16), 2693–2702. Kanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., Bouallou, C., 2010. Pre-combustion, post-combustion and oxy-combustion in thermal power plant for CO2 capture. Appl. Therm. Eng. 30 (1), 53–62.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
35
Kelley, B.T., Valencia, J.A., Northrop, P.S., Mart, C.J., 2011. Controlled Freeze ZoneTM for developing sour gas reserves. Energy Procedia 4, 824–829. Kemenade, H.P. van, Brouwers, J.J.H., 2012. Hydrocarbon recovery by condensed rotational separation. J. Petrol. Explor. Prod. Technol. 2, 49–56. Köpke, D., Eggers, R., Mieske, K., Kather, A., 2009. Liquefaction of Oxyfuel Flue Gas. Experimental Results and Comparison with Phase Equilibrium Calculations. 1st Oxyfuel Combustion Conference. Cottbus, Germany. Kramer, G.J., Haigh, M., 2009. No quick switch to low-carbon energy. Nature 462, 568–569. Kvamsdal, H.M., Jordal, K., Bolland, O., 2007. A quantitative comparison of gas turbine cycles with CO2 capture. Energy 32 (1), 10–24. Lallemand, F., Lecomte, F., Streicher, C., 2005. Highly Sour Gas Processing: H2S Bulk Removal With the Sprex Process. International Petroleum Technology Conference. Doha, Qatar. Lampert, K., Ziebik, A., 2007. Comparative analysis of energy requirements of CO2 removal from metallurgical fuel gases. Energy 32 (4), 521–527. Li, H., Ditaranto, M., Berstad, D., 2011. Technologies for increasing CO2 concentration in exhaust gas from natural gas-fired power production with post-combustion, amine-based CO2 capture. Energy 36(2), 1124–1133. Lorentsen, O.-A., Dyroy, A., Karlsen, M., 2009. Handling CO2EQ from an Aluminum Electrolysis Cell. Light Metals 2009, 263–268. Lucquiaud, M., Gibbins, J., 2011. On the integration of CO2 capture with coal-fired power plants: A methodology to assess and optimise solvent-based post-combustion capture systems. Chem. Eng. Res. Des. 89 (9), 1553–1571. Meisen, A., Shuai, X., 1997. Research and development issues in CO2 capture. Energy Convers. Manage. 38 (1), S37–S42. Mori, Y., Forsyth, J., 2013. High Performance CO2 Capture by Autothermal AGR In: Energy Procedia – Proc. 11th International Conference on Greenhouse Gas Control Technologies (GHGT-11). Kyoto, Japan. Nord, L.O., 2010. Pre-combustion CO2 capture: Analysis of integrated reforming combined cycle. NTNU, Trondheim. ISBN 978-82-471-2125-2, ISSN 1503-8181. Nord, L.O., Anantharaman, R., Bolland, O., 2009. Design and off-design analyses of a pre-combustion CO2 capture process in a natural gas combined cycle power plant. Int. J. Greenhouse Gas Control 3 (4), 385–392.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
36
Oexmann, J., Kather, A., 2009. Post-combustion CO2 capture in coal-fired power plants: Comparison of integrated chemical absorption processes with piperazine promoted potassium carbonate and MEA. Energy Procedia 1 (1), 799–806. Padurean, A., Cormos, C.-C., Agachi, P.-S., 2012. Pre-combustion carbon dioxide capture by gas–liquid absorption for Integrated Gasification Combined Cycle power plants. Int. J. Greenhouse Gas Control 7, 1–11. Pipitone, G., Bolland, O., 2009. Power generation with CO2 capture: Technology for CO2 purification. Int. J. Greenhouse Gas Control 3 (5), 528–534. Pires, J.C.M., Martins, F.G., Alvim-Ferraz, M.C.M., Simões, M., 2011. Recent developments on carbon capture and storage: An overview. Chem. Eng. Res. Des. 89 (9), 1446–1460. Posch, S., Haider, M., 2012. Optimization of CO2 compression and purification units (CO2CPU) for CCS power plants. Fuel 101, 254–263. Quintella, C.M., Hatimondi, S.A., Musse, A.P.S., Miyazaki, S.F., Cerqueira, G.S., Moreira, A., 2011. CO2 capture technologies: An overview with technology assessment based on patents and articles. Energy Procedia 4, 2050–2057. Rath, L.K., 2010. Assessment of Hydrogen Production with CO2 Capture Volume 1: Baseline State-of-the-Art Plants. National Energy Technology Laboratory. DOE/NETL-2010/1434. Rezvani, S., Huang, Y., McIlveen-Wright, D., Hewitt, N., Mondol, J.D., 2009. Comparative assessment of coal fired IGCC systems with CO2 capture using physical absorption, membrane reactors and chemical looping. Fuel 88 (12), 2463–2472. Riemer, P., 1996. Greenhouse gas mitigation technologies, an overview of the CO2 capture, storage and future activities of the IEA Greenhouse Gas R&D programme. Energy Convers. Manage. 37 (6–8), 665–670. Ritter, R., Kutzschbach, A., Stoffregen, T., 2009. Energetic evaluation of a CO2 purification and compression plant for the Oxyfuel process. 1st Oxyfuel Combustion Conference. Cottbus, Germany. Ryan, J.M., Schaffert, F.W., 1984. CO2 Recovery by the Ryan/Holmes Process. Chem. Eng. Prog. 80, 53–56. Sabil, K.M., Witkamp, G.-J., Peters, C.J., 2010. Phase equilibria in ternary (carbon dioxide + tetrahydrofuran + water) system in hydrate-forming region: Effects of carbon dioxide concentration and the occurrence of pseudo-retrograde hydrate phenomenon. J. Chem. Thermodyn. 42 (1), 8–16.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
37
Sipöcz, N., Hernandez-Nogales, A., Gonzalez-Salazar, M.A., Shisler, R., Lissianski, V., 2013. Low temperature CO2 capture for near-term applications. In: Energy Procedia – Proc. 11th International Conference on Greenhouse Gas Control Technologies (GHGT-11). Kyoto, Japan. Solbraa, E., 2010. Carbon capture and storage experiences from the Sleipner Field. Proc. Distillation Absorption 2010, 43–48. Steinmetz, C., Bergins, C., Weckes, P., Tigges, K.D., 2011. Oxyfuel power plant design - Retrofit options for different fuels. 2nd Oxyfuel Combustion Conference. Yeppoon, Australia. Straelen, J. van, Geuzebroek, F., Goodchild, N., Protopapas, G., Mahony, L., 2010. CO2 capture for refineries, a practical approach. Int. J. Greenhouse Gas Control 4 (2), 316–320. Surovtseva, D., Amin, R., Barifcani, A., 2011. Design and operation of pilot plant for CO2 capture from IGCC flue gases by combined cryogenic and hydrate method. Chem. Eng. Res. Des. 89 (9), 1752–1757. Tsang, C.Y., Streett, W.B., 1981. Phase equilibria in the H2/CO2 system at temperatures from 220 to 290 K and pressures to 172 MPa. Chem. Eng. Sci. 36, 993–1000. Tuinier, M., Sint Annaland, M. van, Kramer, G.J., Kuipers, J., 2010. Cryogenic CO2 capture using dynamically operated packed beds. Chem. Eng. Sci. 65 (1), 114–119. Tuinier, M., Sint Annaland, M. van, Kuipers, J., 2011a. A novel process for cryogenic CO2 capture using dynamically operated packed beds–An experimental and numerical study. Int. J. Greenhouse Gas Control 5 (4), 694–701. Tuinier, M., Hamers, H.P., Sint Annaland, M. van, 2011b. Techno-economic evaluation of cryogenic CO2 capture–A comparison with absorption and membrane technology. Int. J. Greenhouse Gas Control 5 (6), 1559–1565. Visser, E. de, Hendriks, C., Barrio, M., Mølnvik, M., Koeijer, G. de, Liljemark, S., Le Gallo, Y., 2008. Dynamis CO2 quality recommendations. Int. J. Greenhouse Gas Control 2 (4), 478–484. White, V., Fogash, K., Petrocelli, F., 2011. Air Products Oxyfuel CO2 Compression and Purification Developments. 2nd Oxyfuel Combustion Conference. Yeppoon, Australia. Whittaker, S., Rostron, B., Hawkes, C., Gardner, C., White, D., Johnson, J., Chalaturnyk, R., Seeburger, D., 2011. A decade of CO2 injection into depleting oil fields: Monitoring and research activities of the IEA GHG Weyburn-Midale CO2 Monitoring and Storage Project. Energy Procedia 4, 6069–6076. Wilkinson, M.B., Simmonds, M., Allam, R.J., White, V., 2003. Oxyfuel Conversion of Heaters and Boilers for CO2 Capture. Second National Conference on Carbon Sequestration. Washington, USA. http://www.netl.doe.gov/publications/proceedings/03/carbon-seq/PDFs/193.pdf (accessed 21.08.12).

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
38
Xu, G., Jin, H.G., Yang, Y.P., Duan, L., Han, W., Gao, L., 2010. A Novel Coal-Based Hydrogen Production System With Low CO2 Emissions. J. Eng. Gas Turbines Power 132 (3), 9 p. Xu, X., Song, C., Miller, B.G., Scaroni, A.W., 2005. Adsorption separation of carbon dioxide from flue gas of natural gas-fired boiler by a novel nanoporous “molecular basket” adsorbent. Fuel Process. Technol. 86 (14–15), 1457–1472.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
39
Figures
0.01
0.1
1
10
100
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
CO
2p
art
ial
pre
ssu
re [
ba
r]
CO2 concentration
Post-combustion, NGCC Post-combustion, NG boiler Post-combustion, Coal
Pre-combustion, Coal Oxy-combstion, NG Oxy-combustion, coal
Pre-combustion, NG Steel, before expansion Steel, after expansion
Aluminium Refinery Cement
CO2 Transport Oxy-combustion, refinery Post-combustion, NGCC+MCFC
Ammonia production
5.2 bar
1 atm
Fig. 1
Fig. 2

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
40
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
30%
40%
50%
60%
70%
80%
90%
100%
20% 30% 40% 50% 60% 70% 80% 90% 100%
CO
2se
pa
rati
on
an
d c
om
pre
ssio
n w
ork
[M
J/k
gC
O2]
CO
2ca
ptu
re r
ati
o
Flue gas CO2 concentration
CO2 capture ratio
Specific separation and compression work
Fig. 3
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
10 20 30 40 50 60 70 80 90 100 110
CO
2ca
ptu
re r
ati
o
Pressure [bar]
40% H2, 60% CO2 (217 K)
40% H2, 60% CO2 (220 K)
50% H2, 50% CO2 (217 K)
50% H2, 50% CO2 (220 K)
60% H2, 40% CO2 (217 K)
60% H2, 40% CO2 (220 K)
70% H2, 30% CO2 (217 K)
70% H2, 30% CO2 (220 K)
80% H2, 20% CO2 (217 K)
80% H2, 20% CO2 (220 K)
Fig. 4

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
41
Fig. 5
0
0.1
0.2
0.3
0.4
0.5
0.6
50%
60%
70%
80%
90%
100%
10% 20% 30% 40% 50%
CO
2se
pa
rati
on
an
d c
om
pre
ssio
n w
ork
[M
J/k
gC
O2]
CO
2ca
ptu
re r
ati
o
Synthesis gas CO2 concentration
CO2 capture ratio
Specific separation and compression work
Fig. 6

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
42
Figure captions Fig. 1 – Overview of CO2 capture conditions for different power and industrial processes. Capture conditions are plotted with respect to CO2 concentration and partial pressure, indicating the characteristic differences for these parameters between the different process types and capture routes. Also plotted are typical CO2 transport conditions at high purity and pressure. Fig. 2 – Principal process scheme for low-temperature flue gas separation. Fig. 3 – Results for specific CO2 separation and compression work and capture ratio for low-temperature separation of atmospheric flue gases with varying CO2 concentration. Specific work is plotted for the CO2 processing unit only, including compression to transport pressure. Results are retrieved from the studies listed in Table 2. Fig. 4 – Relation between CCR, pressure and chemical composition for a binary mixture of hydrogen and CO2. Results are based on HYSYS simulations with the Peng–Robinson equation of state and plotted for pressures up to 110 bar and two different separation temperatures: –53.15°C (220 K) and –56.15°C (217 K). Fig. 5 – Process flow diagram example for low-temperature syngas separation (Berstad et al., 2013). Fig. 6 – Results for specific CO2 separation and compression work and capture ratio for a selection of coal- and natural gas-derived synthesis gases with varying CO2 concentration. For uniformity, synthesis gas feed pressure and phase separation pressure have been fixed to 35 bar and 110 bar, respectively. Specific work is plotted for the boundaries of the low-temperature CO2 process of Fig. 5, including compression to transport pressure.

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
43
Tables Table 1 – References to CO2 concentration data plotted in Fig. 1.
Post combustion, NGCC Amann et al. (2009), Amrollahi et al. (2011), Berstad et al. (2011a), Kanniche et al. (2010), Kvamsdal et al. (2007).
Post-combustion, NG boiler IPCC (2005), Xu et al. (2005). Post-combustion, NGCC+MCFC Chiesa et al. (2011) Post-combustion, coal Adams et al. (2009), Bouillon et al. (2009), Ho et al. (2011), Oexmann and
Kather (2009). Refinery Ho et al. (2011), IPCC (2005), Straelen et al. (2010), Wilkinson et al. (2003). Pre-combustion, coal Abu-Zahra et al. (2009), Berstad et al. (2011b), Chaney and Van Bibbler
(2006), Cormos (2011), Franz and Scherer (2010), Franzoni et al. (2009), Padurean et al. (2012), Rath (2010), Rezvani et al. (2009), Surovtseva et al. (2011), Xu et al. (2010).
Oxy-combustion, NG Amann et al. (2009), Pipitone and Bolland (2009), Posch and Haider (2012). Oxy-combustion, coal Bouillon et al. (2009), Pipitone and Bolland (2009), Köpke et al. (2009), Posch
and Haider (2012), Ritter et al. (2009), Steinmetz et al. (2011). Pre-combustion, NG Collodi (2010), Nord et al. (2009), Nord (2010), Rath (2010). Steel production Farla et al. (1995), Gielen (2003), Ho et al. (2011), IPCC (2005), Lampert and
Ziebik (2007). Aluminium production Gjørven and Stub (2011), Lorentsen et al. (2009). Ammonia production IPCC (2005). Cement production Ho et al. (2011), IPCC (2005). CO2 transport IPCC (2005), Visser et al. (2008), Wilkinson et al. (2003). Table 2 – Overview of assumptions used in different process simulations of low-temperature separation of flue gases with high CO2 concentration.
Work Compressor and expander eff. [%]
Cooling water HX hot-side outlet temp. [°C] and ∆P
Process HX MITA [°C] and ∆P [bar]
Lowest CO2 temperature in process [°C]
Simulation tool and equation of state
Amann et al. (2009)
87 (isentropic) 87 (isentropic)
30 n/a
5 0.1–0.2
–50 Aspen Plus SRK
Aspelund and Jordal (2007)
82 (isentropic) 20 0.5 bar
3 0.1
–55 PRO/II SRK
Benthum et al. (2010, 2012)
80 (isentropic) 80 (isentropic)
40 0
0–1 0
–55 MATLAB Peng–Robinson
Berstad et al. (2011c)
82 (isentropic) 85 (isentropic)
30 0.5 bar
3 0.2
–56 HYSYS SRK
Castillo (2011) n/a n/a
30 n/a
n/a n/a
–50 Aspen Plus n/a
Chiesa et al. (2011)
85 (isentropic) n/a
30 2%
3 0.5
–56 Aspen Plus Peng–Robinson
Pipitone and Bolland (2009)
85 (isentropic) 25 n/a
5–6 n/a
< –54 PRO/II SRK
Posch and Haider (2012)
80 (polytropic) n/a
25 n/a
1 n/a
–55.5 Aspen Plus Peng–Robinson
Ritter et al. (2009)
n/a n/a
n/a n/a
n/a n/a
n/a n/a
n/a n/a

MANUSCRIP
T
ACCEPTED
ACCEPTED MANUSCRIPT
44
White et al. (2011)
n/a n/a
n/a n/a
n/a n/a
–55 n/a n/a
Wilkinson et al. (2003)
n/a n/a
30–31 n/a
≈ 1 ≈ 0.5
–55.8 n/a n/a
Table 3 – Specific energy consumption for solvent-based acid gas removal (AGR) processes.
Specific energy requirement for AGR [MJ·kg-1
CO2] Study Process type Capture technology
CCR [%]
CO2 target pressure [bar] Power duty Heat duty Cooling duty
Selexol 90.79 0.389 0.224 0.559 Rectisol > 90 0.427 0.374 0.616 Cormos (2011)
IGCC with Shell entrained-flow gasifier MDEA > 90
> 110 0.342 0.702 3.314
Selexol 0.1381 0.333 0.066 Rectisol 0.1441 0.350 0.081 Purisol 0.2241 1.013 0.927
Padurean et al. (2012)
IGCC
MDEA
120
0.0891 3.702 2.106
Xu et al. (2010) Polygeneration/ IGCC
Selexol 89.2 100 0.497
1 CO2 compression not included. Depending on process desorption pressure levels, an additional 0.244–0.342 MJ·kg-1CO2 must be added (Padurean et al., 2012)