Embed Size (px)
Citation preview
Low temperature catalytic hydrothermal
treatment of biomass
Patrik Valfridsson
Sustainable Energy Engineering, master's level
2017
Luleå University of Technology
Department of Engineering Sciences and Mathematics

1
Preface -A joint research project between Luleå University of Technology and Tokyo Institute of Technology.
Gasification research has long been conducted at Luleå University of Technology (LTU), both by PhD
researchers as well as senior scientists. The research has culminated in the current operation of the
gasification plant at LTU Green Fuels in Piteå as a partnership with Chemrec and Haldor Topsö as well
as a consortium of private and official participants. Using black liquor from the Smurfit Kappa paper
mill as feedstock, LTU Green Fuel produces biofuel currently supporting several Volvo trucks in the
local region.
Hydrothermal treatment of biomass is and has long been a subject of extensive research at the
Yoshikawa Laboratory of the Tokyo Institute of Technology (TiTech).The laboratory research field
covers a wide span of technology for energy conversion, mainly focusing on converting low grade
feedstock to high grade biofuels.
The similar target of the two energy divisions; efficient biofuel production, have led to mutual
cooperation in the project Advanced biofuel generation from biomass and waste via catalytic
hydrothermal treatment and gasification funded through STINT. The main objective of the project is
the exchange of knowledge in the area of advanced biofuel production from gasification and
hydrothermal treatment, culminating in combining the both technologies to an effective process of
producing biobuel. The first steps of the collaboration were made with Dr. Kentaro Umeki, PhD
obtained at TiTech, joining the Division of Energy Science at LTU. Professor Kunio Yoshikawa of the
Yoshikawa laboratory formerly visited LTU in 2011, where the main topic of the joint research was
established, including workshops and visit to the pilot-scale gasification plant of LTU Green Fuels.
This master thesis project is conducted as part of the STINT project with the aim to evaluate the
possibility of low temperature catalytic hydrothermal treatment as a method for creating a possible
secondary gasification feedstock. This will be accomplished by experimental research of biomass HTT
at TiTech and experimental preparation and theoretical performance evaluation of HTT at LTU.

2
Acknowledgements The author would like to thank the following people for their help and support during the thesis work:
Flabianus Hardi for invaluable help and sharing of knowledge during the experimental work of the
thesis, as well as welcoming and introducing me to the life in Tokyo.
Kentaro Umeki for all the help and input on the thesis work. You have been a great supervisor!
Mattias Bergner and Annika Larsson for constant support and rewarding discussions during the thesis
work. Also for slight help in the lab, once.
Thank you!

3
Abstract
The world is currently seeing an increasing demand of biofuels due to global consensus of the need
to decrease the use of traditional fossil fuels to limit the current global warming. The energy divisions
of the two universities Luleå University of Technology (LTU) and Tokyo Institute of Technology
(TiTech) have separately been conducting research on methods of efficient biofuel production from
biomass and waste. The two main topics of research are gasification at LTU and hydrothermal
treatment at TiTech. The two technologies have been recognized to have high potential to create a
highly efficient biofuel production chain when combined. This has culminated in a joint research
project between the universities, combining the two technologies to evaluate hydrothermal
treatment product as a secondary feedstock for a gasification plant currently in operation at LTU
Green Fuels in Piteå, Sweden. This thesis is written as a part of the joint research project, evaluating
the influence of parameter variation of low temperature hydrothermal treatment on the final
product.
Experimental evaluation of parameter variation has been conducted in a small scale batch reactor at
the Yoshikawa laboratory of TiTech, where reaction conditions was set based upon study of previous
research conducted on the subject. The resulting product was analyzed for basic elemental
composition, chemical compound composition, thermogravimetric analysis and product yield. The
results of the experiments and the following product analysis show no clear point of optimum point
of reaction parameters, albeit several trends due to parameter variation can be seen. Several factors
influencing the experimental work have limited the number of experiments conducted, leading to an
inconclusive evaluation of the operating conditions in the low temperature region. Additional
experimental work is recommended to verify and extend the results before engaging in further work
of using low temperature hydrothermal treatment as a pretreatment of biomass before gasification.
4
Table of Contents
Preface ..................................................................................................................................................... 1
Acknowledgements ................................................................................................................................. 2
Abstract ................................................................................................................................................... 3
1. Introduction ......................................................................................................................................... 6
1.1. Objectives ................................................................................................................................ 7
2. Literature survey ............................................................................................................................. 8
2.1. Overview of hydrothermal treatment .......................................................................................... 8
2.2. Lignocellulosic biomass ................................................................................................................ 9
2.2.1. Cellulose ................................................................................................................................ 9
2.2.2. Hemi-cellulose ..................................................................................................................... 10
2.2.3. Lignin ................................................................................................................................... 10
2.2.4. Extractives ........................................................................................................................... 10
2.3. Solvent properties of water........................................................................................................ 10
2.3.1. Ionization constant (ion product). ....................................................................................... 11
2.3.2. Dielectric constant ............................................................................................................... 11
2.4. Lignocellulosic biomass decomposition ..................................................................................... 11
2.4.1. Hydrolysis ............................................................................................................................ 11
2.4.2. Catalytic reactions ............................................................................................................... 12
2.4.3. Decomposition of individual stemwood components ........................................................ 13
2.5. Impact of reaction parameters................................................................................................... 14
2.5.1. Temperature ........................................................................................................................ 14
2.5.2. Heating rate and cooling rate .............................................................................................. 15
2.5.3. Catalyst addition .................................................................................................................. 16
2.5.4. Biomass-to-water ratio ........................................................................................................ 16
2.5.5. Reaction time ...................................................................................................................... 16
3. Experimental method ........................................................................................................................ 17
3.1. Reactor setup ............................................................................................................................. 17
3.2. Reactor run procedure ............................................................................................................... 18
3.3. Separation procedure ................................................................................................................. 18
3.4. Sample analysis .......................................................................................................................... 20
3.5. Sources of possible error ............................................................................................................ 20
4. Results and discussion ....................................................................................................................... 23
4.1. Product yield ............................................................................................................................... 23
4.2. Product elemental analysis ........................................................................................................ 26
5
4.3. Carbonization of solid residue product ...................................................................................... 29
4.4. Product heating value ................................................................................................................ 30
4.5. Thermogravimetric analysis (TG) ............................................................................................... 31
4.6. Mass and energy balance ........................................................................................................... 32
5. Conclusion and future work .............................................................................................................. 34
5.1. Reactor improvement ................................................................................................................ 34
5.2. Separation equipment and procedure improvement ................................................................ 34
5.3. Variation of reaction parameters ............................................................................................... 35
References ............................................................................................................................................. 36
Appendix 1 – Elemental analysis of sawdust biomass .......................................................................... 38
Appendix 2 – Elemental analysis of solid residue, run 1-3 .................................................................... 39
Appendix 3 – Elemental analysis of solid residue, run 4-5 .................................................................... 40
Appendix 4 - Elemental analysis solid residue, run 10-11 .................................................................... 41
Appendix 5 - Elemental analysis of biocrude, run 2-3 .......................................................................... 42

6
1. Introduction
The world is currently experiencing a global warming. It is major consensus that the warming is
partially caused by the extensive use of fossil fuels in society. A common will to limit the warming
due to the adjoining consequences has therefor led to an increased demand of energy sources not
derived from fossil fuels. One group of alternative fuels is biofuels, a term used to describe liquid,
solid or gaseous fuels derived from biomass. The possible use of biofuels is widespread, spanning
various industrial processes to any part of the transportation sector. Biomass is one of the most
easily accessible resources on the planet. Whether it is forestry biomass, algae from the sea or
agricultural residue it can easily be found in abundance, apart from a few regions in the world. Even
though it is easy accessible, raw biomass is often bulky and impure requiring several stages of
refinement to reach a state where it is a suitable as a replacement to the common fossil fuels of
today.
Luleå University of Technology is currently operating a gasification plant located in Piteå for
production of Dimethylether (DME) through the company LTU Green Fuels. By utilizing black liquor as
feedstock, a by-product from the Kraft-process originating from pine wood, the plant is currently
supporting fuel for several Volvo trucks converted from utilizing diesel fuel to DME. The use of black
liquor as feedstock for the gasification process makes the plant heavily dependent on the operation
of the paper mill, a case which is not ideal. Therefore a secondary feedstock is sought either for co-
gasification with the black liquor or as a standalone fuel to make the DME production system
independent of the pulp mill.
With the aim to produce a feedstock with properties like black liquor, the method of hydrothermal
treatment (HTT) has been identified as a promising biomass refining technology. A lot of research has
been conducted on the subject of HTT over the years, but the many different reaction parameters
involved still leave many areas uncharted. Hydrothermal treatment has for long been a major topic
of research at the Yoshikawa lab of Tokyo Institute of Technology. Close relations between the
universities has led to the establishment of a joint research project aiming to incorporate the two
technologies into a highly efficient method of biofuel productions. By utilizing waste heat from the
current processes as a driving force for the HTT an efficient process of upgrading raw biomass into
high grade products can hopefully be reached. Several chemicals present in the black liquor have
been recognized as possible catalyst to further enhance the conversion of raw biomass.
Several parameters possible of variation are present in HTT and by understanding the role of each
parameter the process can be optimized to suit the feedstock needs of the gasification process. This
master thesis aim to evaluate the outcome of HTT product depending on reaction parameter
variation in the temperature region of the waste heat. This is done with the target to present a
recommendation of process condition for the integrated biorefinery based on analysis of the
resulting mass and energy balance for the process.
7
1.1. Objectives The following objectives have been recognized as crucial to fulfilling the purpose of the thesis:
Literature survey of catalytic hydrothermal treatment of biomass to identify important reaction parameters.
Laboratory scale experiments of catalytic hydrothermal treatment of biomass with synthetic and real green liquor.
Parametric studies of temperature, pressure, concentration and reaction time on mass balance and product properties.
Mass and energy balance calculation of the process using the experimental results
Making recommendations for process conditions to be used in an integrated biorefinery.
8
2. Literature survey
To enable an efficient experimental process fulfilling the objectives of this master thesis project an
extensive literature survey on the topic of hydrothermal treatment research has been conducted.
2.1. Overview of hydrothermal treatment Hydrothermal treatment, in this paper denoted HTT, is the name for a treatment method of biomass
or any other kind of substance at elevated temperature in the presence of a saturated fluid, often
water. Water at atmospheric condition is a great solvent for some substances, but cannot dissolve
organic compounds. Increasing the temperature of water induces changes to several solvent
properties of water, and at high enough temperatures it has transitioned into a great solvent for
organic matter. These changes in properties can be utilized to achieve various products from
hydrothermal treatment of biomass, the type of compound studied in this thesis project.
The aim of hydrothermal treatment of biomass is commonly to convert an existing feedstock into a
high grade fuel suited for further processing into a final product serving as replacement for fossil
fuels in a variety of different processes. Depending on the biomass of choice and target process
various product enhancements will be sought, but commonly the prime properties are the increase
of energy density, transition from solid to liquid phase and removal of unwanted substances.
HTT of biomass is commonly performed in an autoclave reactor. The autoclave reactor consists of a
sealable space able to withstand very high temperature and high pressure, the empty space in the
middle of the reactor serve as the holding chamber for the biomass sample and liquid reaction
media. The temperature of the reactor is variable and with increasing temperature the pressure
inside the chamber will increase along the saturation line of the reaction media only evaporating a
small amount of the liquid due to the high pressure. The temperature is the major driving force for
the reactions taking place but several other parameters of HTT may be varied or introduced to
change the properties of the reaction and the following products. The different parameters deemed
important to the results for this thesis project is presented in the chapter Effect of reaction
parameters.
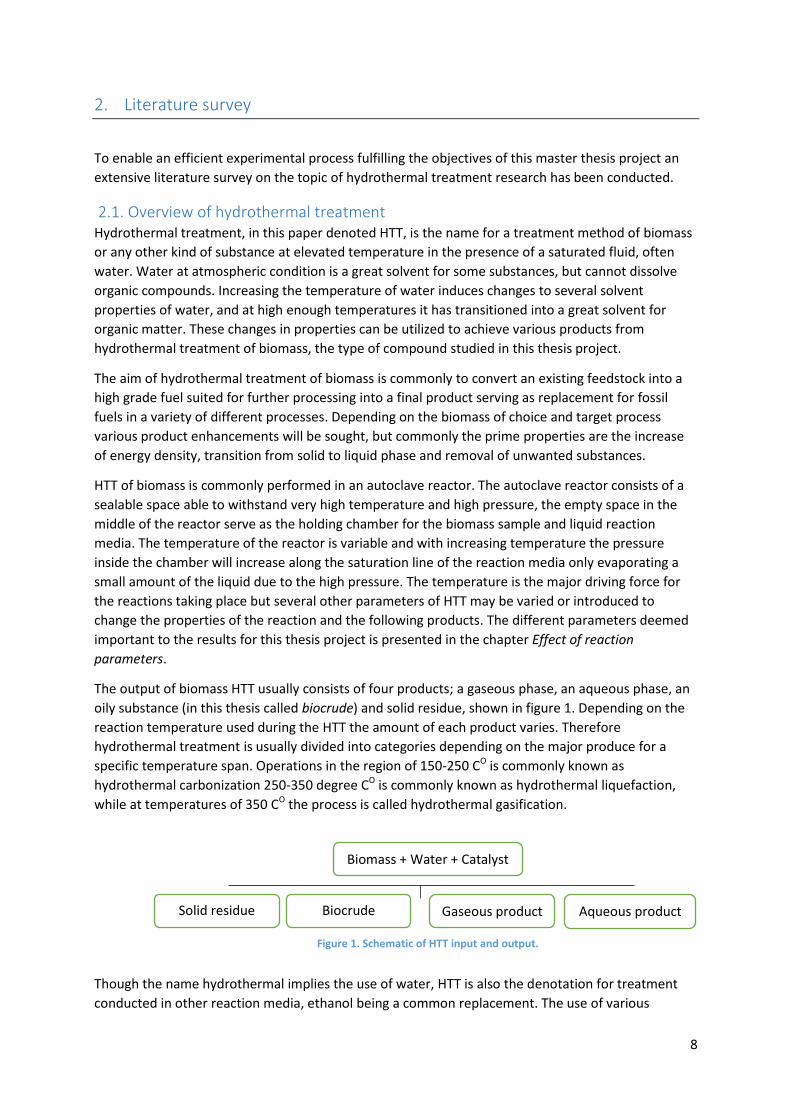
The output of biomass HTT usually consists of four products; a gaseous phase, an aqueous phase, an
oily substance (in this thesis called biocrude) and solid residue, shown in figure 1. Depending on the
reaction temperature used during the HTT the amount of each product varies. Therefore
hydrothermal treatment is usually divided into categories depending on the major produce for a
specific temperature span. Operations in the region of 150-250 CO is commonly known as
hydrothermal carbonization 250-350 degree CO is commonly known as hydrothermal liquefaction,
while at temperatures of 350 CO the process is called hydrothermal gasification.
Though the name hydrothermal implies the use of water, HTT is also the denotation for treatment
conducted in other reaction media, ethanol being a common replacement. The use of various
Biomass + Water + Catalyst
Solid residue Biocrude Gaseous product Aqueous product
Figure 1. Schematic of HTT input and output.
9
reaction media is done to vary the solvent properties in the reaction. Ethanol may for example be a
more expensive and less environmentally friendly reaction media than water, but its difference in
properties allow it to operate at lower temperatures with similar results as water at higher
temperatures.
HTT of biomass is usually implemented to achieve the breakage of lignocellulosic molecular bonds by
hydrolysis, a reaction heavily dependent on the temperature characteristics of water. This is further
explained in the chapter Water properties. Several other processes and reactions take place during
hydrothermal treatment and several research projects have been conducted over the years to map
them. No full consensus of the reaction pathways has been reached, but several models covering
individual parts of the processes are currently majorly supported. A summary of the available
research on HTT reaction pathway is presented in the chapter Lignocellulosic biomass decomposition.
By understanding the reactions taking place a connection between HTT parameter variation and the
resulting products can be established.
Addition of other substances than biomass and reaction media is called catalytic hydrothermal
treatment. By the addition of a secondary substance the reaction conditions can be significantly
altered. A common target of catalytic HTT compared to non-catalytic HTT is to produce the same
reaction at a lower temperature alternatively increase the yield of a specific output phase. The
research topic of catalytic hydrothermal treatment has been significantly boosted by an increased
demand for efficient biofuel production. The role of catalytic addition is further described in the
chapter Catalytic activity.
2.2. Lignocellulosic biomass Lignocellulosic biomass, or commonly just biomass, is the term for all plant matter ranging from pure
wooden biomass, through agricultural residue to sea algae. The term lignocellulosic is derived from
the four main components of biomass; cellulose, hemi-cellulose, lignin and extractives. Depending on
the biomass of choice, the fraction of each component may vary greatly. Each component carries
individual decomposition characteristics important when considering pretreatment by HTT,
characteristics that must be taken into consideration when aiming for conversion of biomass into a
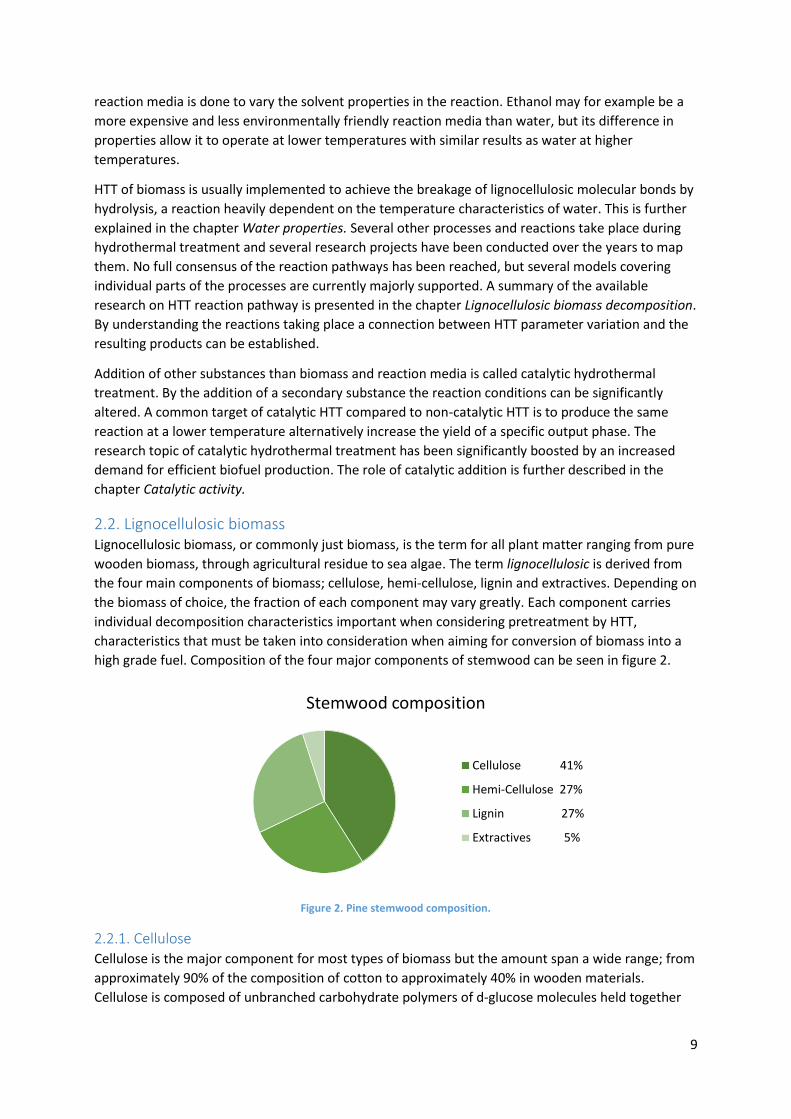
high grade fuel. Composition of the four major components of stemwood can be seen in figure 2.
Figure 2. Pine stemwood composition.
2.2.1. Cellulose Cellulose is the major component for most types of biomass but the amount span a wide range; from
approximately 90% of the composition of cotton to approximately 40% in wooden materials.
Cellulose is composed of unbranched carbohydrate polymers of d-glucose molecules held together
Stemwood composition
Cellulose 41%
Hemi-Cellulose 27%
Lignin 27%
Extractives 5%
10
by glycosidic bonds. In literature on the topic of HTT carbohydrates are also often denoted
saccharides or sugars, therefore carbohydrate polymers is also called polysaccharides. The crystalline
structure and strong bonds of the cellulose chain make it strongly resistant to breakage compared to
other polysaccharides. Several reactions can take place to break the glycosidic bond, but in
hydrothermal treatment the major reaction is called cellulolysis, a type of hydrolysis reaction. The
cellulolysis reaction is further explained in the chapter Lignocellulosic biomass decomposition.
2.2.2. Hemi-cellulose Hemi-cellulose is, just as cellulose, composed of carbohydrate polymers. Though in contrast to
cellulose, hemi-cellulose contains several different carbohydrate monomers composed in
significantly shorter chains than those of cellulose. The composition of different monomers leads to
branched chains, making it less resistant to breakage than cellulose and more susceptible to
hydrolysis. These parameters make hemi-cellulose significantly weaker to decomposition than
regular cellulose resulting in a lower decomposition temperature span.
2.2.3. Lignin Lignin is a polymer composed of the three monomeric alcohols (p-coumaryl, coniferyl and sinapyl).
Depending on type of biomass, these alcohol are composed at different ratios, thus there are several
types of lignin polymers. Lignin is one of the main components of biomass and can be described as
the adhesive of the cellulosic fibers, binding them together creating the rigid structure of wooden
biomass. In the Kraft-process of paper mills lignin is degraded at moderate temperature through the
addition of chemicals, hydrothermal treatment enables decomposition of lignin at high temperatures
without the addition of chemicals.
2.2.4. Extractives Extractives are organic components of wood not crucial to its structure. Depending on type of
biomass a variety of extractives exists, influencing parameters as color, smell or taste of the biomass.
Some of the major extractives commonly found in biomass are terpenes, fatty acids and different
phenolic compounds. The low content of extractives and their variety of composition make it very
hard to evaluate their impact on HTT. Even though the organic extractive compounds undergo
decomposition during HTT they will be neglected during this thesis project due to not being a crucial
part of the decomposition product.
2.3. Solvent properties of water The use of water or other saturated fluids as reaction media during thermal treatment is crucial
ensure liquefaction as the major decomposition pathway during the reaction, lack of liquid media
leads to increased gasification, a process not wanted in HTT.
The use of water as reaction media for hydrothermal treatment is often deemed highly beneficial
compared to other solvents; water is environmentally friendly and often cheap and available in large
quantities. Using water as the reaction media in processes is therefore highly wanted if its properties
can match the sought ones. Several water properties changes in accordance to the water
temperature, and so does the solvent properties. Using a closed vessel able to sustain high pressures
it is possible to heat water past the atmospheric boiling point without achieving a phase shift. This
makes it able to increase the solvent properties with increasing temperature until the critical point is
reached. At the critical point no difference can be seen between the liquid and gaseous phase of
water and elevating temperature past the critical point lead to a drastic decrease in solving
properties. Subsequently water below and above the critical point is called subcritical water and
supercritical water respectively.
11
2.3.1. Ionization constant (ion product). The ion product of water is highly important for understanding the solving properties at a specific temperature as it is defined as the equilibrium constant of the ions H3O
+ and OH- in water. At very low temperatures there are a small number of ions present, but with increasing temperature the ion product of water increases rapidly until the critical point is reached to thereafter rapidly decrease. The ionization constant of water increases by a factor of thousand, from approximately 10-14 to 10-11 when the temperatures increases from room temperature to 300 CO at a constant pressure of 250 bar (Akiya, Savage, 2002).
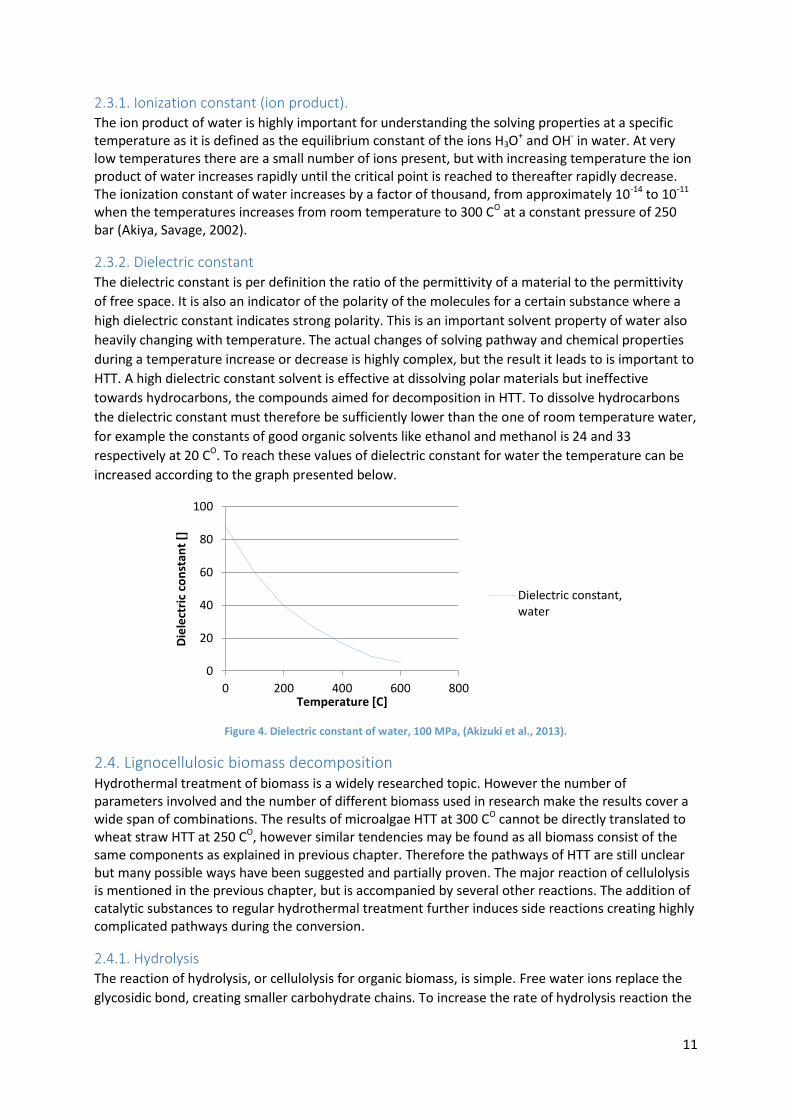
2.3.2. Dielectric constant The dielectric constant is per definition the ratio of the permittivity of a material to the permittivity
of free space. It is also an indicator of the polarity of the molecules for a certain substance where a
high dielectric constant indicates strong polarity. This is an important solvent property of water also
heavily changing with temperature. The actual changes of solving pathway and chemical properties
during a temperature increase or decrease is highly complex, but the result it leads to is important to
HTT. A high dielectric constant solvent is effective at dissolving polar materials but ineffective
towards hydrocarbons, the compounds aimed for decomposition in HTT. To dissolve hydrocarbons
the dielectric constant must therefore be sufficiently lower than the one of room temperature water,
for example the constants of good organic solvents like ethanol and methanol is 24 and 33
respectively at 20 CO. To reach these values of dielectric constant for water the temperature can be
increased according to the graph presented below.
Figure 4. Dielectric constant of water, 100 MPa, (Akizuki et al., 2013).
2.4. Lignocellulosic biomass decomposition Hydrothermal treatment of biomass is a widely researched topic. However the number of parameters involved and the number of different biomass used in research make the results cover a wide span of combinations. The results of microalgae HTT at 300 CO cannot be directly translated to wheat straw HTT at 250 CO, however similar tendencies may be found as all biomass consist of the same components as explained in previous chapter. Therefore the pathways of HTT are still unclear but many possible ways have been suggested and partially proven. The major reaction of cellulolysis is mentioned in the previous chapter, but is accompanied by several other reactions. The addition of catalytic substances to regular hydrothermal treatment further induces side reactions creating highly complicated pathways during the conversion.
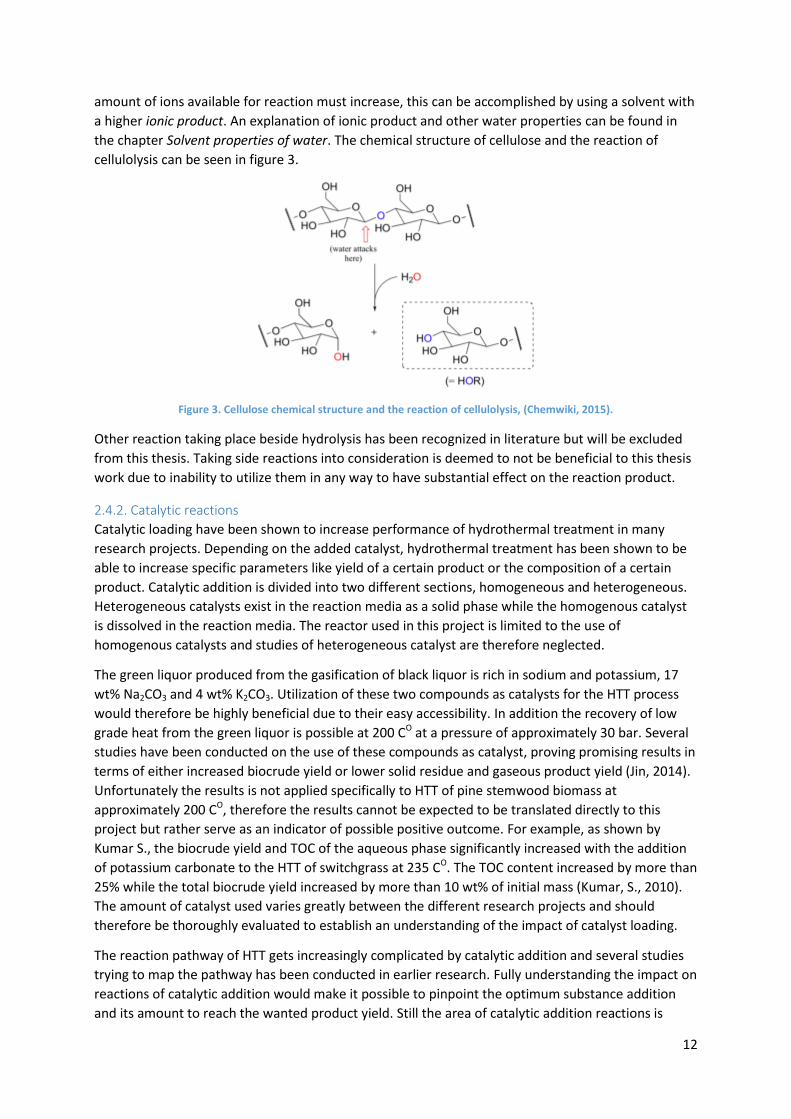
2.4.1. Hydrolysis The reaction of hydrolysis, or cellulolysis for organic biomass, is simple. Free water ions replace the
glycosidic bond, creating smaller carbohydrate chains. To increase the rate of hydrolysis reaction the
0
20
40
60
80
100
0 200 400 600 800
Die
lect
ric
con
stan
t []
Temperature [C]
Dielectric constant,water
12
amount of ions available for reaction must increase, this can be accomplished by using a solvent with
a higher ionic product. An explanation of ionic product and other water properties can be found in
the chapter Solvent properties of water. The chemical structure of cellulose and the reaction of
cellulolysis can be seen in figure 3.
Figure 3. Cellulose chemical structure and the reaction of cellulolysis, (Chemwiki, 2015).
Other reaction taking place beside hydrolysis has been recognized in literature but will be excluded
from this thesis. Taking side reactions into consideration is deemed to not be beneficial to this thesis
work due to inability to utilize them in any way to have substantial effect on the reaction product.
2.4.2. Catalytic reactions
Catalytic loading have been shown to increase performance of hydrothermal treatment in many
research projects. Depending on the added catalyst, hydrothermal treatment has been shown to be
able to increase specific parameters like yield of a certain product or the composition of a certain
product. Catalytic addition is divided into two different sections, homogeneous and heterogeneous.
Heterogeneous catalysts exist in the reaction media as a solid phase while the homogenous catalyst
is dissolved in the reaction media. The reactor used in this project is limited to the use of
homogenous catalysts and studies of heterogeneous catalyst are therefore neglected.
The green liquor produced from the gasification of black liquor is rich in sodium and potassium, 17
wt% Na2CO3 and 4 wt% K2CO3. Utilization of these two compounds as catalysts for the HTT process
would therefore be highly beneficial due to their easy accessibility. In addition the recovery of low
grade heat from the green liquor is possible at 200 CO at a pressure of approximately 30 bar. Several
studies have been conducted on the use of these compounds as catalyst, proving promising results in
terms of either increased biocrude yield or lower solid residue and gaseous product yield (Jin, 2014).
Unfortunately the results is not applied specifically to HTT of pine stemwood biomass at
approximately 200 CO, therefore the results cannot be expected to be translated directly to this
project but rather serve as an indicator of possible positive outcome. For example, as shown by
Kumar S., the biocrude yield and TOC of the aqueous phase significantly increased with the addition
of potassium carbonate to the HTT of switchgrass at 235 CO. The TOC content increased by more than
25% while the total biocrude yield increased by more than 10 wt% of initial mass (Kumar, S., 2010).
The amount of catalyst used varies greatly between the different research projects and should
therefore be thoroughly evaluated to establish an understanding of the impact of catalyst loading.
The reaction pathway of HTT gets increasingly complicated by catalytic addition and several studies
trying to map the pathway has been conducted in earlier research. Fully understanding the impact on
reactions of catalytic addition would make it possible to pinpoint the optimum substance addition
and its amount to reach the wanted product yield. Still the area of catalytic addition reactions is
13
largely uncharted. One of the recognized pathways is presented here to demonstrate the complexity
of the subject of catalytic addition. Appel et al., suggested the reaction of sodium carbonate reacting
with carbon monoxide to form sodium formate for the liquefaction of carbohydrates with additional
deoxygenation. The reaction suggested was consistent with obtained results (Appel et al., 1967). This
is a reaction taking place with the addition of sodium carbonate as catalyst, as the case of this thesis
projects experiments. The suggested reaction pathway is shown below as suggested by Appel et al.,
and described in Biorefineries: For biomass upgrading facilities (Demirbas, A., 2010):
(
The reaction of sodium carbonate and water with carbon monoxide, to yield sodium formate and
obtain deoxygenation:
Dehydration of vicinal hydroxyl groups in a carbohydrate to an enol, followed by isomerization to
ketone
( ( (
Reduction of newly formed carbonyl group to the corresponding alcohol with formate ion and water
(
( (
The hydroxyl ion reacts with additional carbon monoxide to regenerate the formate ion
To fully understand these side reactions and apply an experimental process making it possible to
utilize the reactions in an efficient way is out of scope of this thesis, but it is important to point out
the complexity of the subject and its possible beneficial characteristics.
2.4.3. Decomposition of individual stemwood components As cellulose is a major component of the stemwood sawdust composition it is interesting to look at
individual studies of cellulose decomposition. By looking at the individual behavior of each
component a basic understanding of the sawdust decomposition is reached. As previously mentioned
the primary driving force for biomass decomposition is temperature. In a study conducted to
evaluate cellulose decomposition in a temperature region of 200-300 CO (Tomokai, Fang, Tomoko,
1998) it was shown a 100 percent conversion of cellulose above 280 C, only aqueous phase products
below 240, and oily products above 240 degree at a constant reaction time of 1 hour. A maximum oil
yield was achieved at reaction temperature of 300 CO. This is though contradicted by research
conducted of cellulose decomposition at 280 CO (Karagöz, Bashkar, Muto, Sakata, 2005) showing only
a 70% conversion for pure cellulose at 280 C and 15 minutes residence time. This indicates that an
increase in residence time from 15 to 60 minutes would increase the conversion. This study
presented a conversion to solid residue of approximately 30%, gas yield of 11% and water solubles of
56 % while the oil yield was only 3 % (Karagöz et al., 2005). These two studies indicates a low oil yield
and conversion rate is to be expected from the cellulosic part of the biomass after HTT at the target
temperature of this thesis.
Hemi-cellulose is as previously mentioned more susceptible to breakage. It decomposes in the range
of 150-280 CO and is therefore the main component to be expected to be converted during low
14
temperature HTT. Above 180 CO the reaction becomes increasingly exothermic, releasing gas with
small heating values (Basu, 2010).
Lignin decomposes at a significantly broader temperature span than cellulose and hemi-cellulose. A
collective study of lignin decomposition (Brebu, Vasile, 2009) implies a decomposition temperature
span of 200-500 CO. This is partially supported by previously mentioned study by the Karagöz
research group showing a lignin decomposition of 40% at a temperature of 280 CO for a holding time
of 15 minutes (Karagöz et al., 2005).
2.5. Impact of reaction parameters The combined effect of the parameters mentioned in previous chapters makes it reasonable to
expect the solid product to be the highest yielding product around 200 CO reaction temperature.
Catalytic addition of K2CO3 and Na2CO3 should increase the total oil yield to a region of 5 to 10 wt%
while having minor impact on the remaining products. Even though a feedstock consisting of solely
biocrude would be the most beneficial to the process this is not possible to achieve at the current
temperature region.
This chapter aims to explain the results previous research has reached on the topic of experimental
parameter variation without going deeper into the reactions. Since availability of the TiTech reactor
used in this project is limited, the amount of runs for parameter variation during the experimental
procedure is also limited and should be focused around point of high probability for beneficial
product yield. This is essential to secure a number of experiments possible to execute in the
timespan while still investigating the reaction parameters fully. The different point found as highly
probable for beneficial yield will then be used as basis for choice of parameters during the run.
During hydrothermal treatment several parameters may be varied to impact the reaction and the
following product. These parameters have been identified through studies of previous research on
the subject. In an ideal research case a substantial amount of experiments would be conducted to
evaluate the impact for each parameter on the HTT product to reach the project target, but this is
not possible due to the limited time of reactor availability. As previously mentioned for the study of
catalytic impact, the parameter impact on the reaction and final product varies depending on the
composition of the biomass used in the specific experiments. In several cases the parameter have not
been specifically studied for pine stemwood but other biomass, therefore the results cannot be
expected to be translated directly to this project but rather serve as an indicator of possible positive
outcome.
2.5.1. Temperature The reaction temperature is the main driver for hydrothermal treatment affecting the solvent
capability of water as explained in previous chapter. It is also a parameter easily changed and
evaluated due to the layout of this project specific reactor.
The impact of reaction temperature has been thoroughly investigated for several types of biomass.
The resulting product from hydrothermal treatment of different types of biomass at a specific
temperature cannot be expected to be coherent due to the different chemical composition and
contents of cellulose, hemicellulose lignin and extractives. Looking at the results of previous research
provide an insight of the expected results when varying the temperature parameters.
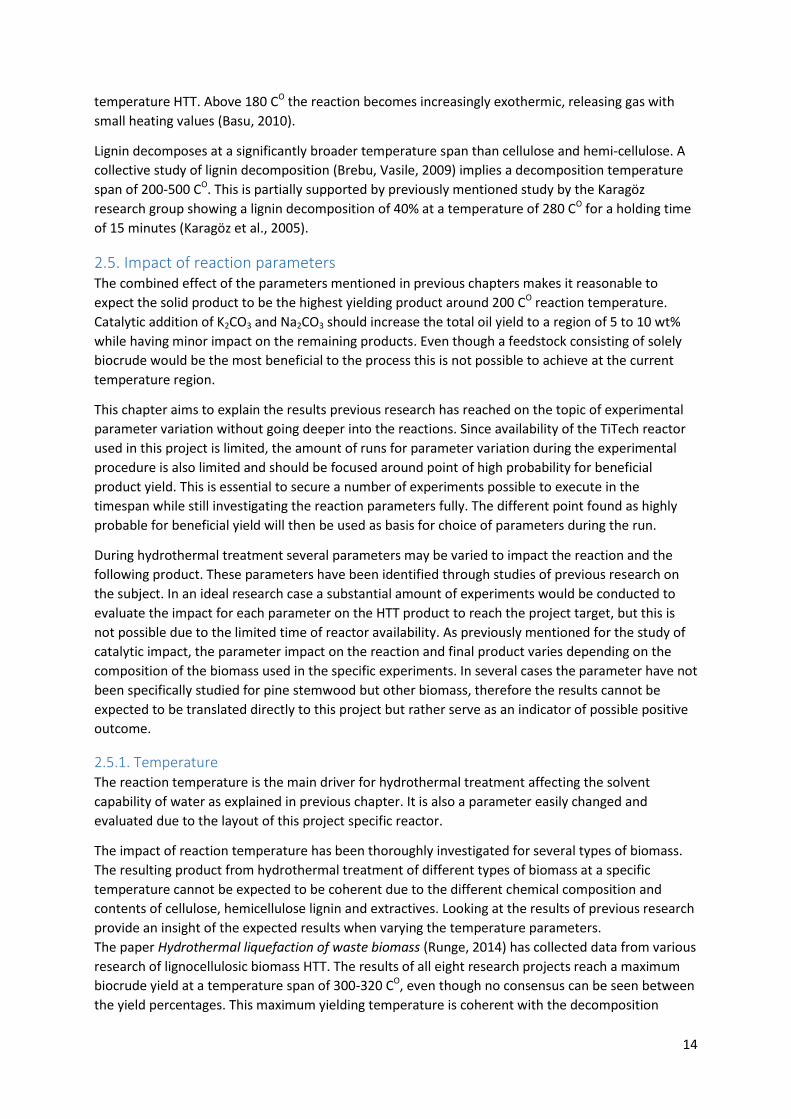
The paper Hydrothermal liquefaction of waste biomass (Runge, 2014) has collected data from various
research of lignocellulosic biomass HTT. The results of all eight research projects reach a maximum
biocrude yield at a temperature span of 300-320 CO, even though no consensus can be seen between
the yield percentages. This maximum yielding temperature is coherent with the decomposition
15
temperatures presented in the chapter lignocellulosic biomass decomposition. The results concluded
by is presented in figure 5.
Figure 5. Collective data of reaction temperature impact on biocrude yield, (Christensen, 2014)
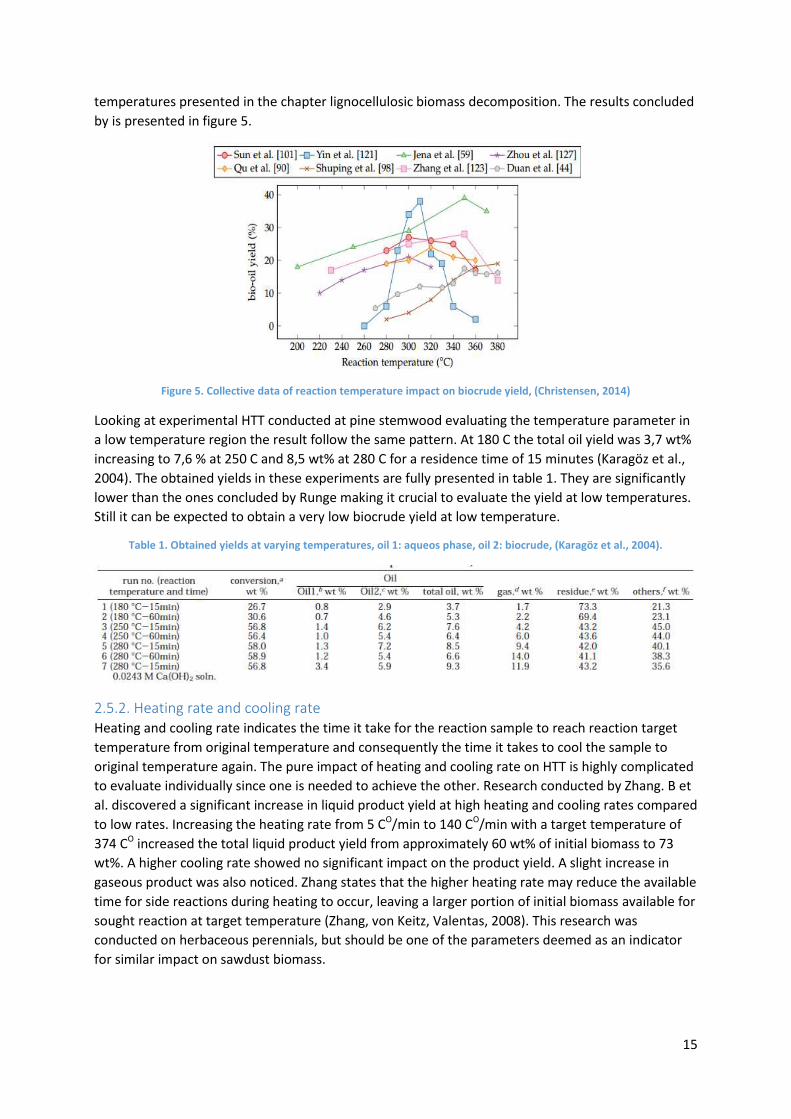
Looking at experimental HTT conducted at pine stemwood evaluating the temperature parameter in
a low temperature region the result follow the same pattern. At 180 C the total oil yield was 3,7 wt%
increasing to 7,6 % at 250 C and 8,5 wt% at 280 C for a residence time of 15 minutes (Karagöz et al.,
2004). The obtained yields in these experiments are fully presented in table 1. They are significantly
lower than the ones concluded by Runge making it crucial to evaluate the yield at low temperatures.
Still it can be expected to obtain a very low biocrude yield at low temperature.
Table 1. Obtained yields at varying temperatures, oil 1: aqueos phase, oil 2: biocrude, (Karagöz et al., 2004).
2.5.2. Heating rate and cooling rate Heating and cooling rate indicates the time it take for the reaction sample to reach reaction target
temperature from original temperature and consequently the time it takes to cool the sample to
original temperature again. The pure impact of heating and cooling rate on HTT is highly complicated
to evaluate individually since one is needed to achieve the other. Research conducted by Zhang. B et
al. discovered a significant increase in liquid product yield at high heating and cooling rates compared
to low rates. Increasing the heating rate from 5 CO/min to 140 CO/min with a target temperature of
374 CO increased the total liquid product yield from approximately 60 wt% of initial biomass to 73
wt%. A higher cooling rate showed no significant impact on the product yield. A slight increase in
gaseous product was also noticed. Zhang states that the higher heating rate may reduce the available
time for side reactions during heating to occur, leaving a larger portion of initial biomass available for
sought reaction at target temperature (Zhang, von Keitz, Valentas, 2008). This research was
conducted on herbaceous perennials, but should be one of the parameters deemed as an indicator
for similar impact on sawdust biomass.
16
2.5.3. Catalyst addition As explained in the chapter catalytic activity the catalysts used for these experiments are Na2CO3 and
K2CO3. These are the main alkali in the available green liquor, but the project is also limited to
evaluation of these compounds due to reactor availability. The specific use of these catalysts in the
available reactor has not been tested and for safety reasons the catalytic experiments will be ramped
up from 0 wt% catalytic addition to 5 wt%, 10 wt%, 17 wt% and a maximum loading of 4 wt% K2CO3
and 17 wt% Na2CO3 simultaneously.
2.5.4. Biomass-to-water ratio The Karagöz research group referred to in the evaluation of the temperature parameter in a low
temperature region have also evaluated the parameter of biomass-to-water ratio for sawdust HTT.
The experiments were conducted at biomass/water ratios of 1/0, 1/3 and 1/6. The results show no
significant increase in biomass conversion for any of the cases (Karagöz et al., 2006), tough it should
be noted that without water the majority of conversion occurred as solid to gaseous phase, which is
highly unwanted. This is a parameter where previous research could not be found to a satisfying
degree and should be fully evaluated in experimental work. Due to uncertainty of the stability of the
reactor stirrer at heavy loads the biomass-to-water ratio was limited to 1/15 for this project to not
create thick heavy-stirred biomass slurry.
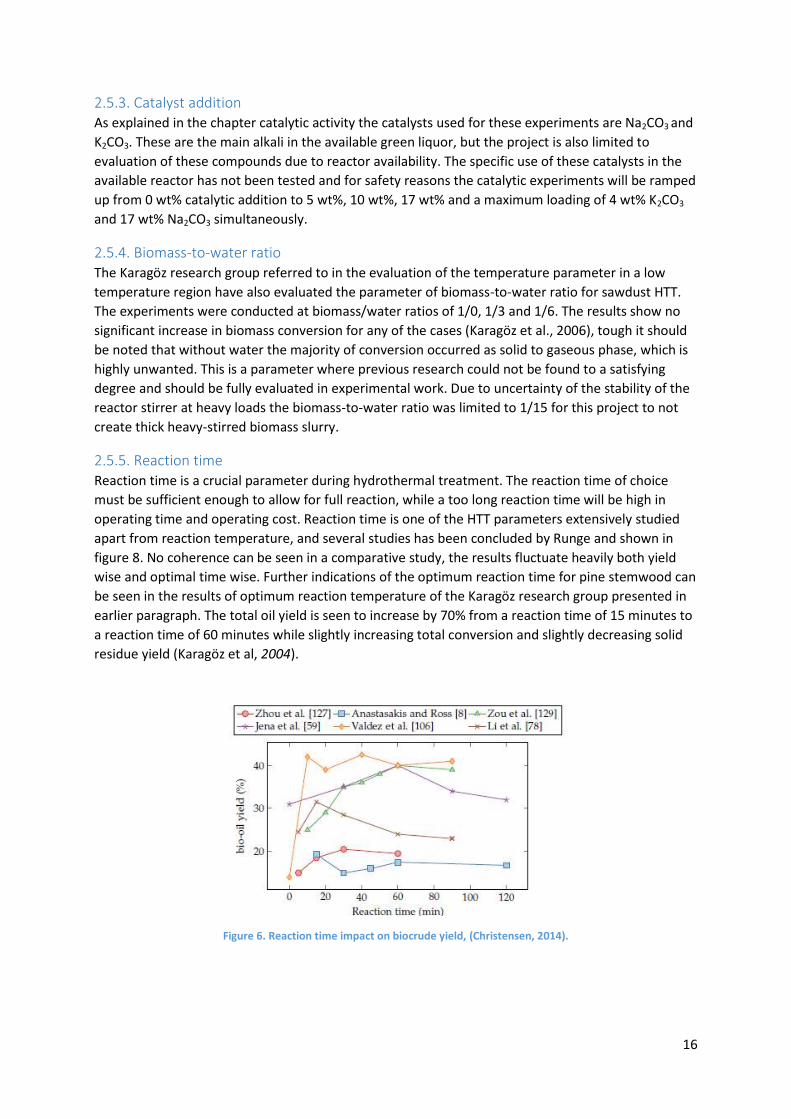
2.5.5. Reaction time Reaction time is a crucial parameter during hydrothermal treatment. The reaction time of choice
must be sufficient enough to allow for full reaction, while a too long reaction time will be high in
operating time and operating cost. Reaction time is one of the HTT parameters extensively studied
apart from reaction temperature, and several studies has been concluded by Runge and shown in
figure 8. No coherence can be seen in a comparative study, the results fluctuate heavily both yield
wise and optimal time wise. Further indications of the optimum reaction time for pine stemwood can
be seen in the results of optimum reaction temperature of the Karagöz research group presented in
earlier paragraph. The total oil yield is seen to increase by 70% from a reaction time of 15 minutes to
a reaction time of 60 minutes while slightly increasing total conversion and slightly decreasing solid
residue yield (Karagöz et al, 2004).
Figure 6. Reaction time impact on biocrude yield, (Christensen, 2014).

17
3. Experimental method
The experimental work of this master thesis was conducted at the Yoshikawa Laboratory of
Suzukakedai campus, Tokyo Institute of Technology. The experimental procedure and use of
equipment was discussed and decided together with a current PhD student with extensive
knowledge on the subject of hydrothermal treatment and previous experience of the equipment of
use.
3.1. Reactor setup The experiments were conducted in a high pressure microreactor constructed by OM Lab Tech, of
model MMJ-500, shown in figure 7 and figure 8. The official maximum pressure and temperature is
20 MPa and 300 CO respectively while the actual working temperature was 220 CO due to leakage at
higher corresponding pressures. The reactor is manually sealed and uses an automatic stirring device
at variable speed. The gas available for purging of the reactor to achieve an inert reaction
atmosphere was argon.
Figure 7. Experimental reactor and reactor schematic, OM Lab Tech, MMJ-500.
Figure 8. Experimental reactor schematic, OM Lab Tech, MMJ-500.
18
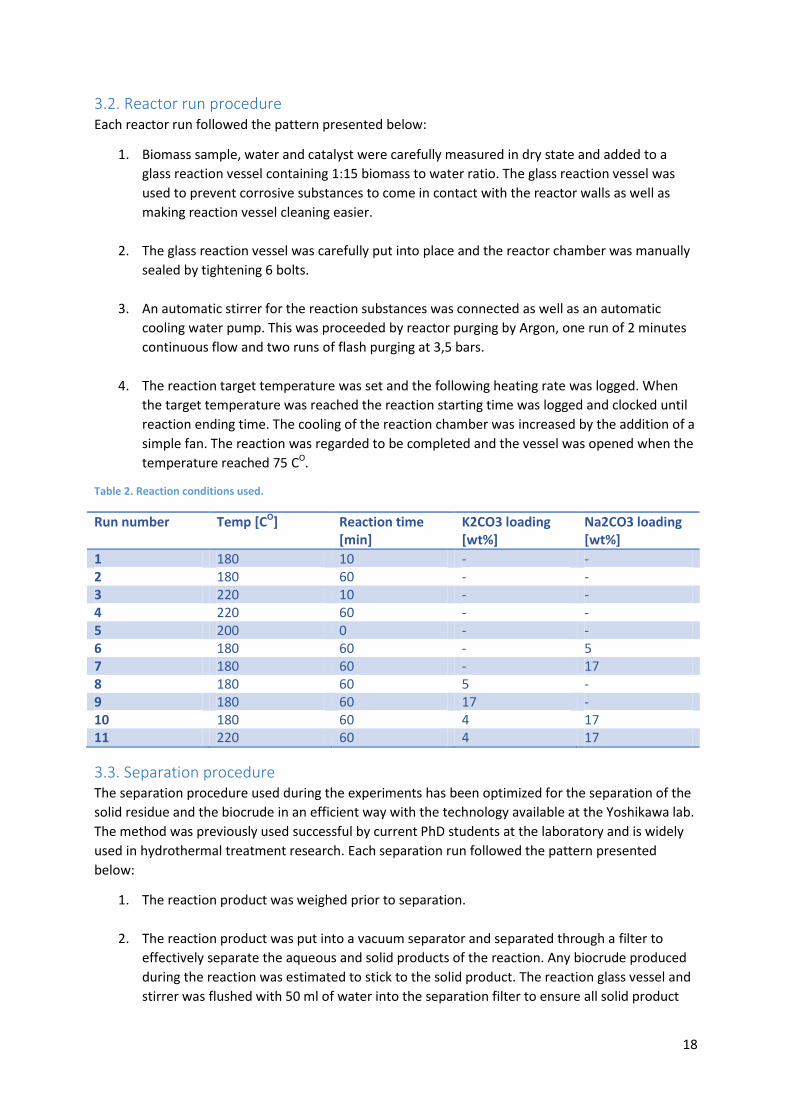
3.2. Reactor run procedure Each reactor run followed the pattern presented below:
1. Biomass sample, water and catalyst were carefully measured in dry state and added to a
glass reaction vessel containing 1:15 biomass to water ratio. The glass reaction vessel was
used to prevent corrosive substances to come in contact with the reactor walls as well as
making reaction vessel cleaning easier.
2. The glass reaction vessel was carefully put into place and the reactor chamber was manually
sealed by tightening 6 bolts.
3. An automatic stirrer for the reaction substances was connected as well as an automatic
cooling water pump. This was proceeded by reactor purging by Argon, one run of 2 minutes
continuous flow and two runs of flash purging at 3,5 bars.
4. The reaction target temperature was set and the following heating rate was logged. When
the target temperature was reached the reaction starting time was logged and clocked until
reaction ending time. The cooling of the reaction chamber was increased by the addition of a
simple fan. The reaction was regarded to be completed and the vessel was opened when the
temperature reached 75 CO.
Table 2. Reaction conditions used.
Run number Temp [CO] Reaction time [min]
K2CO3 loading [wt%]
Na2CO3 loading [wt%]
1 180 10 - - 2 180 60 - - 3 220 10 - - 4 220 60 - - 5 200 0 - - 6 180 60 - 5 7 180 60 - 17 8 180 60 5 - 9 180 60 17 - 10 180 60 4 17 11 220 60 4 17
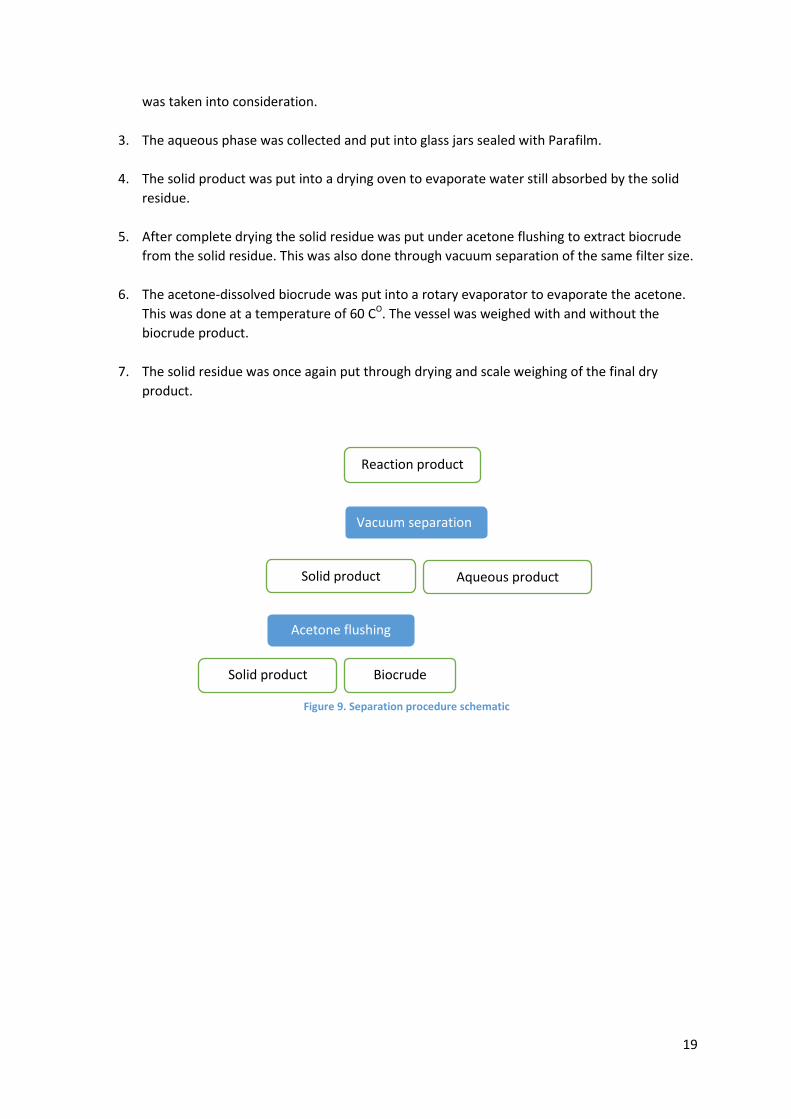
3.3. Separation procedure The separation procedure used during the experiments has been optimized for the separation of the
solid residue and the biocrude in an efficient way with the technology available at the Yoshikawa lab.
The method was previously used successful by current PhD students at the laboratory and is widely
used in hydrothermal treatment research. Each separation run followed the pattern presented
below:
1. The reaction product was weighed prior to separation.
2. The reaction product was put into a vacuum separator and separated through a filter to
effectively separate the aqueous and solid products of the reaction. Any biocrude produced
during the reaction was estimated to stick to the solid product. The reaction glass vessel and
stirrer was flushed with 50 ml of water into the separation filter to ensure all solid product
19
was taken into consideration.
3. The aqueous phase was collected and put into glass jars sealed with Parafilm.
4. The solid product was put into a drying oven to evaporate water still absorbed by the solid
residue.
5. After complete drying the solid residue was put under acetone flushing to extract biocrude
from the solid residue. This was also done through vacuum separation of the same filter size.
6. The acetone-dissolved biocrude was put into a rotary evaporator to evaporate the acetone.
This was done at a temperature of 60 CO. The vessel was weighed with and without the
biocrude product.
7. The solid residue was once again put through drying and scale weighing of the final dry
product.
Reaction product
Vacuum separation
Solid product Aqueous product
Acetone flushing
Solid product Biocrude
Figure 9. Separation procedure schematic
20
3.4. Sample analysis The resulting HTT product was analyzed in several ways. This chapter describes why and how the
analysis was conducted.
Elemental analysis
Samples of the resulting solid and biocrude products were sent for elemental analysis at standalone
labs, both at LTU and TiTech. Analysis was conducted on both locations to secure validity of the
results. Due to economic reasons all the samples was not possible to send for analysis at TiTech and a
selection had to be made upon estimated sample relevancy. Only solid residue sample was sent for
analyes at LTU. Analysis was conducted of dry sample product.
Total organic carbon content of aqueous product
The aqueous product was sent for analysis of total organic carbon content after seeing the clear
visual differences after varying reaction conditions. This was done to develop further understanding
of the impact of the process parameters.
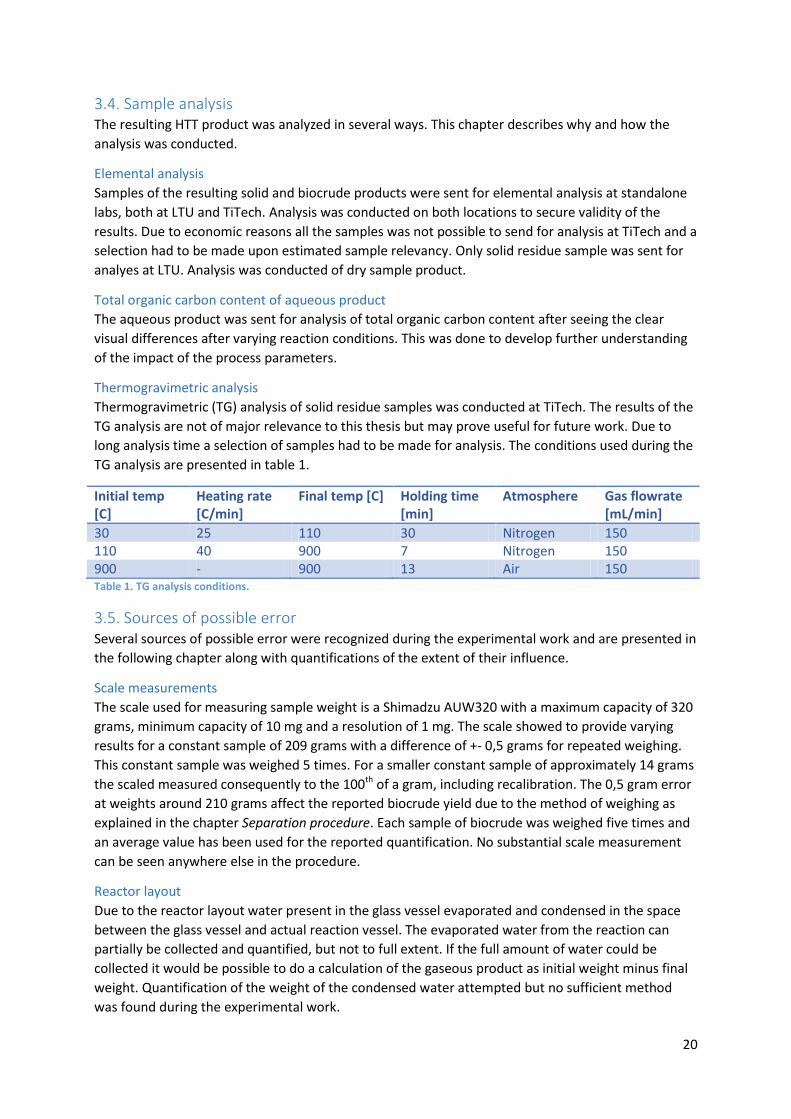
Thermogravimetric analysis
Thermogravimetric (TG) analysis of solid residue samples was conducted at TiTech. The results of the
TG analysis are not of major relevance to this thesis but may prove useful for future work. Due to
long analysis time a selection of samples had to be made for analysis. The conditions used during the
TG analysis are presented in table 1.
Initial temp [C]
Heating rate [C/min]
Final temp [C] Holding time [min]
Atmosphere Gas flowrate [mL/min]
30 25 110 30 Nitrogen 150 110 40 900 7 Nitrogen 150 900 - 900 13 Air 150 Table 1. TG analysis conditions.
3.5. Sources of possible error Several sources of possible error were recognized during the experimental work and are presented in
the following chapter along with quantifications of the extent of their influence.
Scale measurements
The scale used for measuring sample weight is a Shimadzu AUW320 with a maximum capacity of 320
grams, minimum capacity of 10 mg and a resolution of 1 mg. The scale showed to provide varying
results for a constant sample of 209 grams with a difference of +- 0,5 grams for repeated weighing.
This constant sample was weighed 5 times. For a smaller constant sample of approximately 14 grams
the scaled measured consequently to the 100th of a gram, including recalibration. The 0,5 gram error
at weights around 210 grams affect the reported biocrude yield due to the method of weighing as
explained in the chapter Separation procedure. Each sample of biocrude was weighed five times and
an average value has been used for the reported quantification. No substantial scale measurement
can be seen anywhere else in the procedure.
Reactor layout
Due to the reactor layout water present in the glass vessel evaporated and condensed in the space
between the glass vessel and actual reaction vessel. The evaporated water from the reaction can
partially be collected and quantified, but not to full extent. If the full amount of water could be
collected it would be possible to do a calculation of the gaseous product as initial weight minus final
weight. Quantification of the weight of the condensed water attempted but no sufficient method
was found during the experimental work.
21
Manual handling of samples
Transfer of samples between different experimental equipment and vessels lead to losses from
sample mass sticking to vessel walls. This can be minimized by careful handling but the extent of
losses is very hard to quantify. Tests were conducted between samples weighed after very careful
handling and after less careful handling resulting in a very low difference leading to the conclusion
that no substantial error was derived from manual handling.
Drying oven temperature
During the drying of the samples in the procedure mentioned in previous chapter a drying oven at
105 C was used. Different sources of appropriate temperature for biomass and HTT product drying
has been recognized, but members of the Yoshikawa laboratory previously involved in biomass
hydrothermal treatment stated 105 C to be safe to use without substantial breakdown of biocrude
products. The drying oven control suffered from sudden overshoots when regulating the
temperature. For target temperature of 105 C momentary overshoot of 15 C was registered. This
overshoot may have caused slight breakdown of biocrude product.
Change of thermocouple
The thermocouple used inside the reactor was switched in the time period between experiments 6
and 7 due to breakage of the original one during experimental work of another lab group. The switch
of thermocouple was made from a red thermocouple to a blue one, no further data is known. The
effect the switch may have on the target reaction temperature has not been possible to conclude.
The latter thermocouple was tested versus a regular thermometer in 70 CO water and showed a
deficit of 5 C compared to the thermometer. A possible error at reaction temperature was not
possible to deduct due to reactor layout. Quantification of this error impossible, but it should be
recognized that the target temperature of 180 C may very well have been between 180 C and 190 C,
possibly even higher.
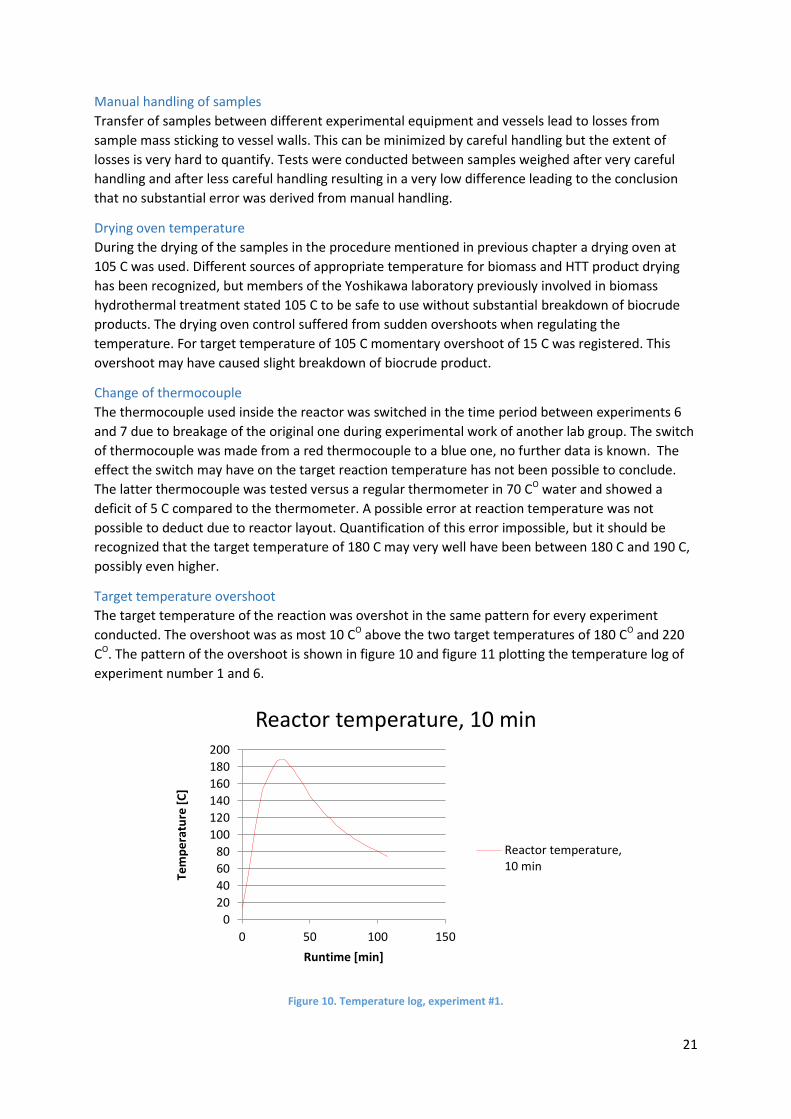
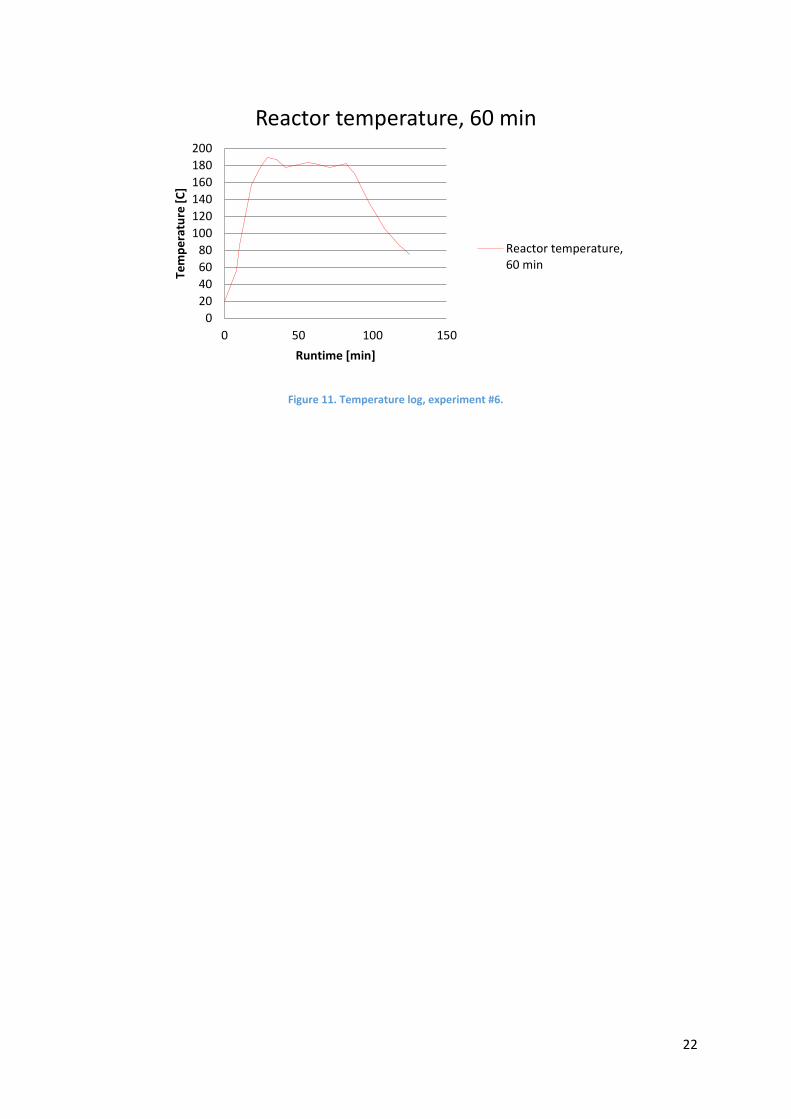
Target temperature overshoot
The target temperature of the reaction was overshot in the same pattern for every experiment
conducted. The overshoot was as most 10 CO above the two target temperatures of 180 CO and 220
CO. The pattern of the overshoot is shown in figure 10 and figure 11 plotting the temperature log of
experiment number 1 and 6.
Figure 10. Temperature log, experiment #1.
0
20
40
60
80
100
120
140
160
180
200
0 50 100 150
Tem
pe
ratu
re [
C]
Runtime [min]
Reactor temperature, 10 min
Reactor temperature,10 min
22
Figure 11. Temperature log, experiment #6.
0
20
40
60
80
100
120
140
160
180
200
0 50 100 150
Tem
pe
ratu
re [
C]
Runtime [min]
Reactor temperature, 60 min
Reactor temperature,60 min
23
4. Results and discussion
The goal of this master thesis has been to evaluate the possibility of using hydrothermally treated
sawdust as replacement- or secondary feedstock for the gasification process at LTU Green Fuels. No
HTT product target parameters needed to be fulfilled to deem the product acceptable as gasification
feedstock were set in the thesis description due to uncertainty of the produces properties. The
gasification process is, just as the HTT process, flexible in input and operation parameters. Therefore,
for this master thesis, the resulting product can only be evaluated conclusively in comparison to the
original biomass and previous research, while still serving as important basic knowledge for further
work in the major research project where gasification parameters and other factors can be taken into
consideration.
4.1. Product yield The products obtained from the experiments were as expected in the phases of biocrude, water
soluble organics, gas and solid residue. This chapter summarizes the yield of each product as weight
percent of biomass input, a method commonly used in HTT research.
Gaseous product yield
Gas yield production is expected during hydrothermal treatment, no matter the reaction conditions.
The current reactor setup made it impossible to collect the gaseous products from the reaction in an
efficient way. This is a major flaw when aiming to produce a complete mass balance of the reaction.
Gaseous products were though confirmed by overpressure existing in the reactor after finished
reaction.
Solid residue yield
The solid residue yield was obtained by scale weighing. The weighing was proceeded by water
flushing and acetone flushing to remove any liquid or oily product sticking to the solid residue. The
weight percentage of solid residue was calculated as the weighed dry solid residue divided by the
weighed dry biomass input. The solid residue yield is presented in table 2 along with the biocrude
yield.
Solid residue was the major product for every experiment. Solid residue yield increased significantly
with the addition of catalytic content while decreasing with increasing temperature. One theory of
the increasing solid residue content with catalytic addition is the adhesion of the oxygen-heavy
catalyst molecules or their by-products to the solid residue after initial hydrolysis of the glycogenic
bonds. This theory is supported by the increased oxygen content of the solid residue seen in the
elemental analysis conducted at TiTech and can be further investigated by extensive component
analysis of the solid residue and aqueous phase taking into consideration full composition of content,
not only N, C, H and O.
Another possible theory of the increased solid content yield is the decreased conversion rate of
biomass at catalytic addition. This is somewhat supported by the lower amount of biocrude product
but full composition analysis of all product should be conducted to either support or neglect any of
the theories. Closing the mass balance of the reaction would also be an effective mean to evaluate
the theories presented.
Biocrude product yield
The biocrude yield was obtained by scale weighing. The biocrude was extracted by acetone flushing
of the solid residue followed by evaporation of the acetone in a rotary evaporator. The oil residue
24
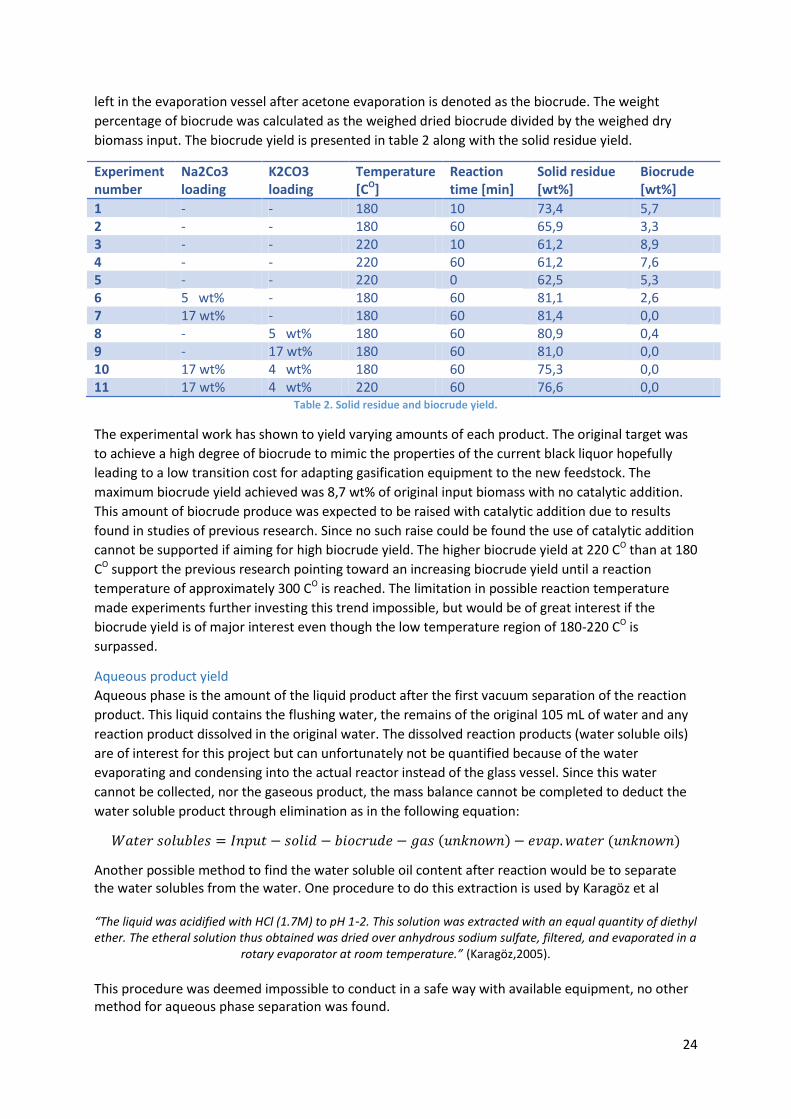
left in the evaporation vessel after acetone evaporation is denoted as the biocrude. The weight
percentage of biocrude was calculated as the weighed dried biocrude divided by the weighed dry
biomass input. The biocrude yield is presented in table 2 along with the solid residue yield.
Experiment number
Na2Co3 loading
K2CO3 loading
Temperature [CO]
Reaction time [min]
Solid residue [wt%]
Biocrude [wt%]
1 - - 180 10 73,4 5,7 2 - - 180 60 65,9 3,3 3 - - 220 10 61,2 8,9 4 - - 220 60 61,2 7,6 5 - - 220 0 62,5 5,3 6 5 wt% - 180 60 81,1 2,6 7 17 wt% - 180 60 81,4 0,0 8 - 5 wt% 180 60 80,9 0,4 9 - 17 wt% 180 60 81,0 0,0 10 17 wt% 4 wt% 180 60 75,3 0,0 11 17 wt% 4 wt% 220 60 76,6 0,0
Table 2. Solid residue and biocrude yield.
The experimental work has shown to yield varying amounts of each product. The original target was
to achieve a high degree of biocrude to mimic the properties of the current black liquor hopefully
leading to a low transition cost for adapting gasification equipment to the new feedstock. The
maximum biocrude yield achieved was 8,7 wt% of original input biomass with no catalytic addition.
This amount of biocrude produce was expected to be raised with catalytic addition due to results
found in studies of previous research. Since no such raise could be found the use of catalytic addition
cannot be supported if aiming for high biocrude yield. The higher biocrude yield at 220 CO than at 180
CO support the previous research pointing toward an increasing biocrude yield until a reaction
temperature of approximately 300 CO is reached. The limitation in possible reaction temperature
made experiments further investing this trend impossible, but would be of great interest if the
biocrude yield is of major interest even though the low temperature region of 180-220 CO is
surpassed.
Aqueous product yield
Aqueous phase is the amount of the liquid product after the first vacuum separation of the reaction
product. This liquid contains the flushing water, the remains of the original 105 mL of water and any
reaction product dissolved in the original water. The dissolved reaction products (water soluble oils)
are of interest for this project but can unfortunately not be quantified because of the water
evaporating and condensing into the actual reactor instead of the glass vessel. Since this water
cannot be collected, nor the gaseous product, the mass balance cannot be completed to deduct the
water soluble product through elimination as in the following equation:
( (
Another possible method to find the water soluble oil content after reaction would be to separate the water solubles from the water. One procedure to do this extraction is used by Karagöz et al
“The liquid was acidified with HCl (1.7M) to pH 1-2. This solution was extracted with an equal quantity of diethyl ether. The etheral solution thus obtained was dried over anhydrous sodium sulfate, filtered, and evaporated in a
rotary evaporator at room temperature.” (Karagöz,2005).
This procedure was deemed impossible to conduct in a safe way with available equipment, no other method for aqueous phase separation was found.
25
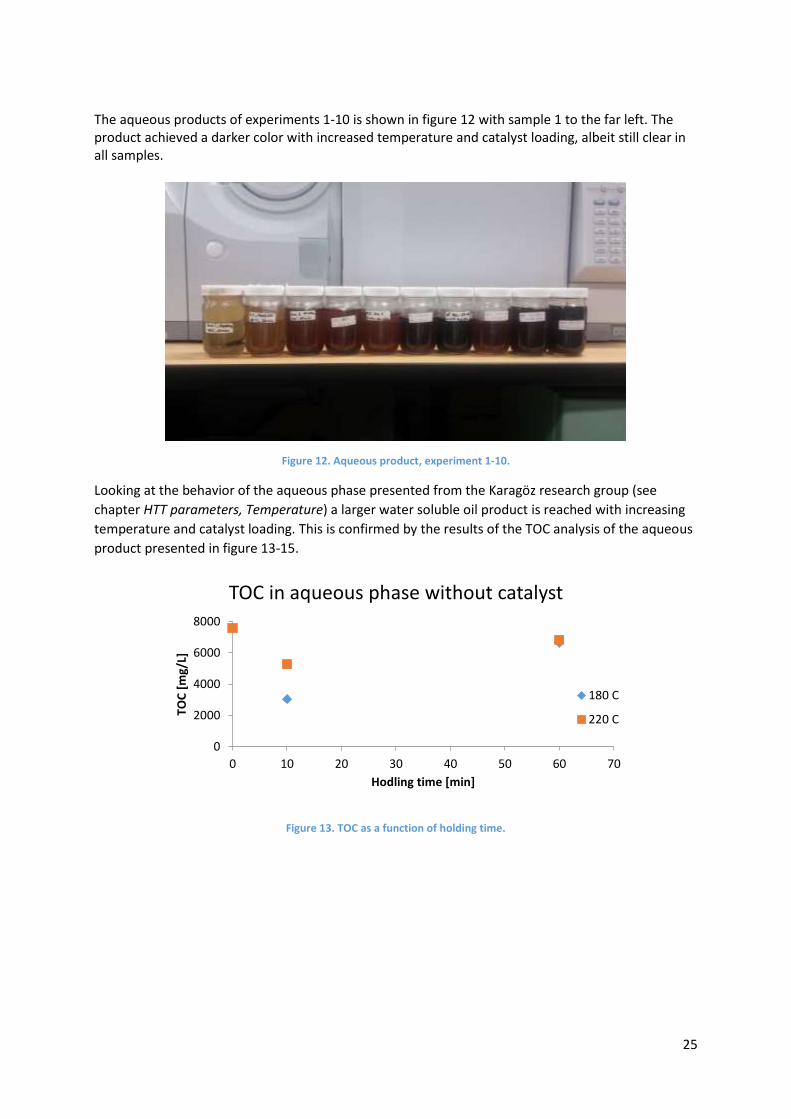
The aqueous products of experiments 1-10 is shown in figure 12 with sample 1 to the far left. The product achieved a darker color with increased temperature and catalyst loading, albeit still clear in all samples.
Figure 12. Aqueous product, experiment 1-10.
Looking at the behavior of the aqueous phase presented from the Karagöz research group (see
chapter HTT parameters, Temperature) a larger water soluble oil product is reached with increasing
temperature and catalyst loading. This is confirmed by the results of the TOC analysis of the aqueous
product presented in figure 13-15.
Figure 13. TOC as a function of holding time.
0
2000
4000
6000
8000
0 10 20 30 40 50 60 70
TOC
[m
g/L]
Hodling time [min]
TOC in aqueous phase without catalyst
180 C
220 C
26
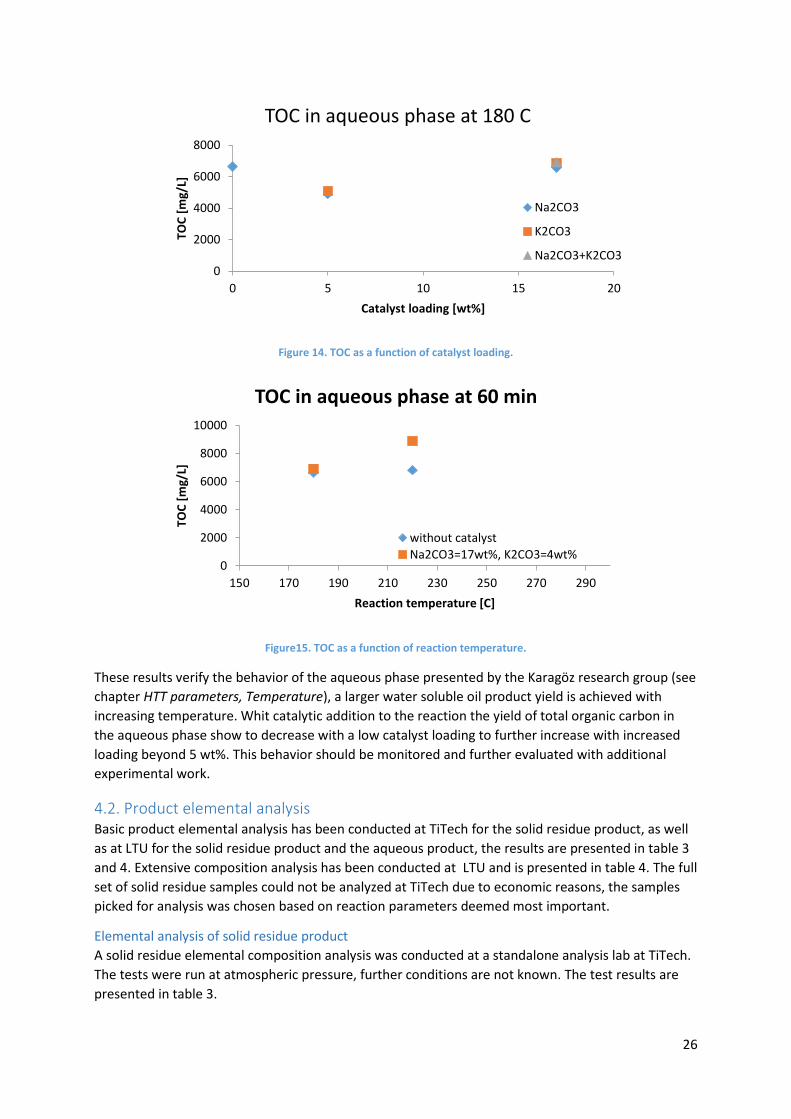
Figure 14. TOC as a function of catalyst loading.
Figure15. TOC as a function of reaction temperature.
These results verify the behavior of the aqueous phase presented by the Karagöz research group (see
chapter HTT parameters, Temperature), a larger water soluble oil product yield is achieved with
increasing temperature. Whit catalytic addition to the reaction the yield of total organic carbon in
the aqueous phase show to decrease with a low catalyst loading to further increase with increased
loading beyond 5 wt%. This behavior should be monitored and further evaluated with additional
experimental work.
4.2. Product elemental analysis Basic product elemental analysis has been conducted at TiTech for the solid residue product, as well
as at LTU for the solid residue product and the aqueous product, the results are presented in table 3
and 4. Extensive composition analysis has been conducted at LTU and is presented in table 4. The full
set of solid residue samples could not be analyzed at TiTech due to economic reasons, the samples
picked for analysis was chosen based on reaction parameters deemed most important.
Elemental analysis of solid residue product
A solid residue elemental composition analysis was conducted at a standalone analysis lab at TiTech.
The tests were run at atmospheric pressure, further conditions are not known. The test results are
presented in table 3.
0
2000
4000
6000
8000
0 5 10 15 20
TOC
[m
g/L]
Catalyst loading [wt%]
TOC in aqueous phase at 180 C
Na2CO3
K2CO3
Na2CO3+K2CO3
0
2000
4000
6000
8000
10000
150 170 190 210 230 250 270 290
TOC
[m
g/L]
Reaction temperature [C]
TOC in aqueous phase at 60 min
without catalyst
Na2CO3=17wt%, K2CO3=4wt%
27
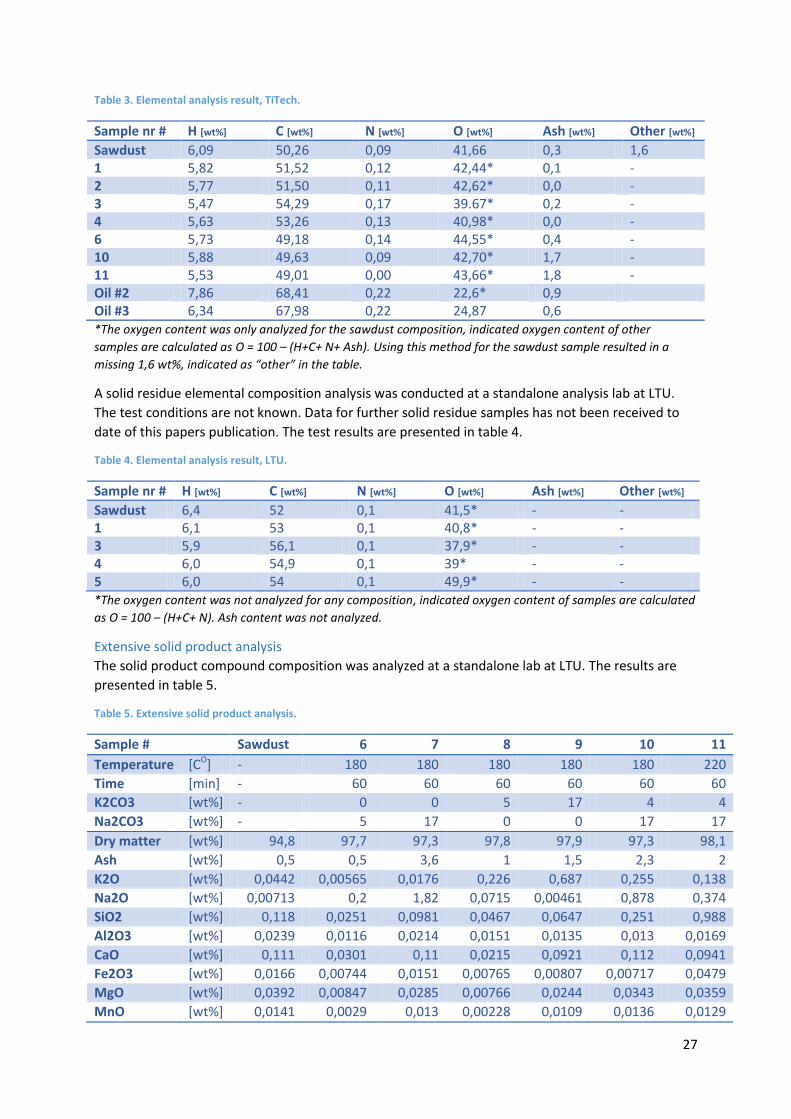
Table 3. Elemental analysis result, TiTech.
Sample nr # H [wt%] C [wt%] N [wt%] O [wt%] Ash [wt%] Other [wt%]
Sawdust 6,09 50,26 0,09 41,66 0,3 1,6 1 5,82 51,52 0,12 42,44* 0,1 - 2 5,77 51,50 0,11 42,62* 0,0 - 3 5,47 54,29 0,17 39.67* 0,2 - 4 5,63 53,26 0,13 40,98* 0,0 - 6 5,73 49,18 0,14 44,55* 0,4 - 10 5,88 49,63 0,09 42,70* 1,7 - 11 5,53 49,01 0,00 43,66* 1,8 - Oil #2 7,86 68,41 0,22 22,6* 0,9 Oil #3 6,34 67,98 0,22 24,87 0,6 *The oxygen content was only analyzed for the sawdust composition, indicated oxygen content of other
samples are calculated as O = 100 – (H+C+ N+ Ash). Using this method for the sawdust sample resulted in a
missing 1,6 wt%, indicated as “other” in the table.
A solid residue elemental composition analysis was conducted at a standalone analysis lab at LTU.
The test conditions are not known. Data for further solid residue samples has not been received to
date of this papers publication. The test results are presented in table 4.
Table 4. Elemental analysis result, LTU.
Sample nr # H [wt%] C [wt%] N [wt%] O [wt%] Ash [wt%] Other [wt%]
Sawdust 6,4 52 0,1 41,5* - - 1 6,1 53 0,1 40,8* - - 3 5,9 56,1 0,1 37,9* - - 4 6,0 54,9 0,1 39* - - 5 6,0 54 0,1 49,9* - - *The oxygen content was not analyzed for any composition, indicated oxygen content of samples are calculated
as O = 100 – (H+C+ N). Ash content was not analyzed.
Extensive solid product analysis
The solid product compound composition was analyzed at a standalone lab at LTU. The results are
presented in table 5.
Table 5. Extensive solid product analysis.
Sample # Sawdust 6 7 8 9 10 11
Temperature [CO] - 180 180 180 180 180 220
Time [min] - 60 60 60 60 60 60
K2CO3 [wt%] - 0 0 5 17 4 4
Na2CO3 [wt%] - 5 17 0 0 17 17
Dry matter [wt%] 94,8 97,7 97,3 97,8 97,9 97,3 98,1
Ash [wt%] 0,5 0,5 3,6 1 1,5 2,3 2
K2O [wt%] 0,0442 0,00565 0,0176 0,226 0,687 0,255 0,138
Na2O [wt%] 0,00713 0,2 1,82 0,0715 0,00461 0,878 0,374
SiO2 [wt%] 0,118 0,0251 0,0981 0,0467 0,0647 0,251 0,988
Al2O3 [wt%] 0,0239 0,0116 0,0214 0,0151 0,0135 0,013 0,0169
CaO [wt%] 0,111 0,0301 0,11 0,0215 0,0921 0,112 0,0941
Fe2O3 [wt%] 0,0166 0,00744 0,0151 0,00765 0,00807 0,00717 0,0479
MgO [wt%] 0,0392 0,00847 0,0285 0,00766 0,0244 0,0343 0,0359
MnO [wt%] 0,0141 0,0029 0,013 0,00228 0,0109 0,0136 0,0129
28
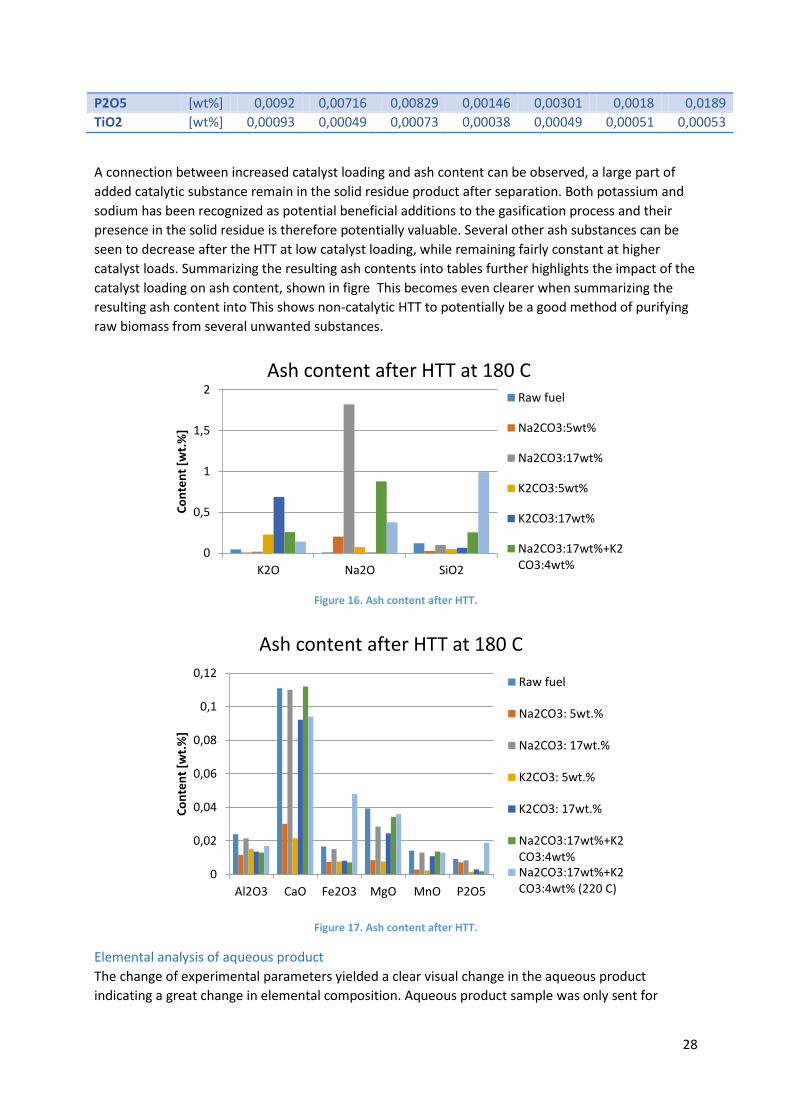
P2O5 [wt%] 0,0092 0,00716 0,00829 0,00146 0,00301 0,0018 0,0189
TiO2 [wt%] 0,00093 0,00049 0,00073 0,00038 0,00049 0,00051 0,00053
A connection between increased catalyst loading and ash content can be observed, a large part of
added catalytic substance remain in the solid residue product after separation. Both potassium and
sodium has been recognized as potential beneficial additions to the gasification process and their
presence in the solid residue is therefore potentially valuable. Several other ash substances can be
seen to decrease after the HTT at low catalyst loading, while remaining fairly constant at higher
catalyst loads. Summarizing the resulting ash contents into tables further highlights the impact of the
catalyst loading on ash content, shown in figre This becomes even clearer when summarizing the
resulting ash content into This shows non-catalytic HTT to potentially be a good method of purifying
raw biomass from several unwanted substances.
Figure 16. Ash content after HTT.
Figure 17. Ash content after HTT.
Elemental analysis of aqueous product
The change of experimental parameters yielded a clear visual change in the aqueous product
indicating a great change in elemental composition. Aqueous product sample was only sent for
0
0,5
1
1,5
2
K2O Na2O SiO2
Co
nte
nt
[wt.
%]
Ash content after HTT at 180 C Raw fuel
Na2CO3:5wt%
Na2CO3:17wt%
K2CO3:5wt%
K2CO3:17wt%
Na2CO3:17wt%+K2CO3:4wt%
0
0,02
0,04
0,06
0,08
0,1
0,12
Al2O3 CaO Fe2O3 MgO MnO P2O5
Co
nte
nt
[wt.
%]
Ash content after HTT at 180 C
Raw fuel
Na2CO3: 5wt.%
Na2CO3: 17wt.%
K2CO3: 5wt.%
K2CO3: 17wt.%
Na2CO3:17wt%+K2CO3:4wt%Na2CO3:17wt%+K2CO3:4wt% (220 C)
29
analysis of total organic carbon content. Elemental analysis of aqueous phase has not been
conducted.
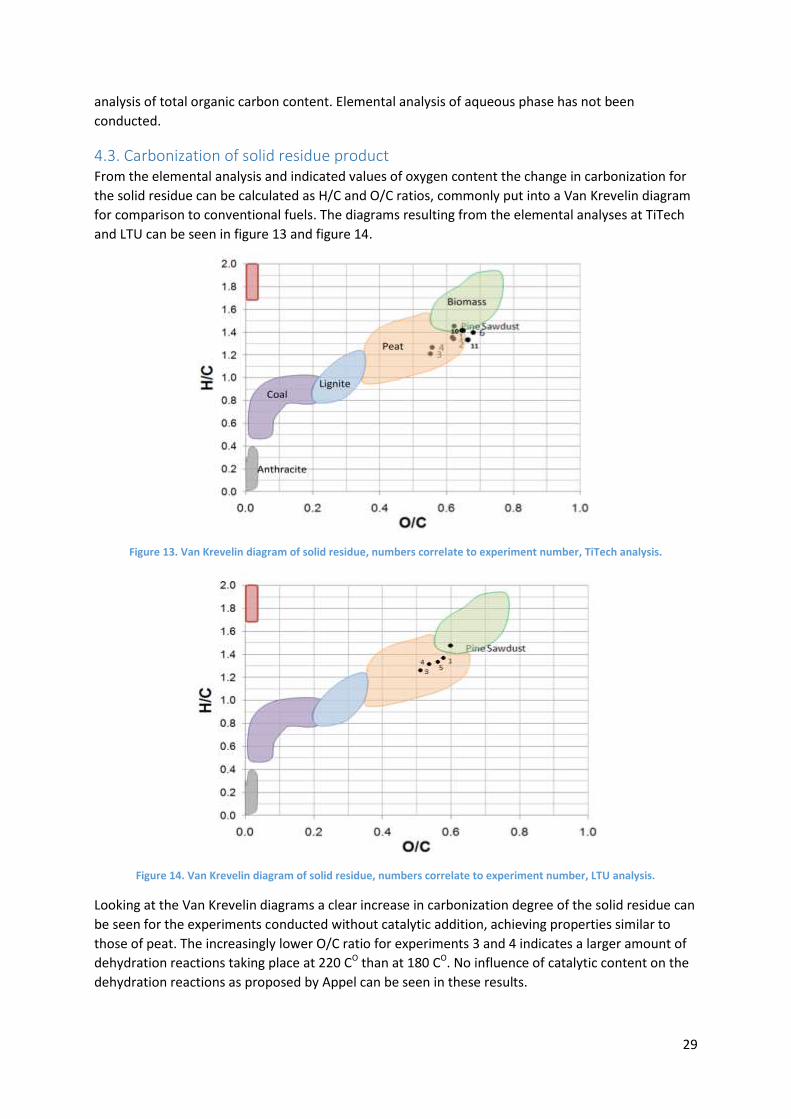
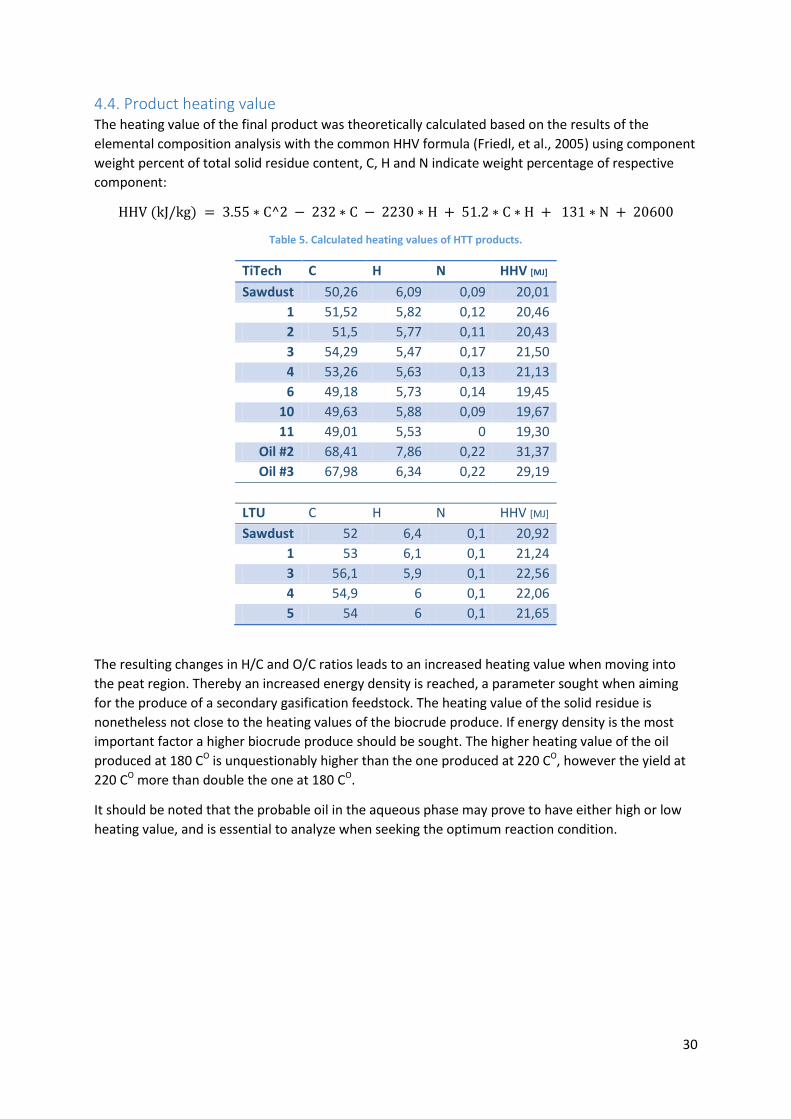
4.3. Carbonization of solid residue product From the elemental analysis and indicated values of oxygen content the change in carbonization for
the solid residue can be calculated as H/C and O/C ratios, commonly put into a Van Krevelin diagram
for comparison to conventional fuels. The diagrams resulting from the elemental analyses at TiTech
and LTU can be seen in figure 13 and figure 14.
Figure 13. Van Krevelin diagram of solid residue, numbers correlate to experiment number, TiTech analysis.
Figure 14. Van Krevelin diagram of solid residue, numbers correlate to experiment number, LTU analysis.
Looking at the Van Krevelin diagrams a clear increase in carbonization degree of the solid residue can
be seen for the experiments conducted without catalytic addition, achieving properties similar to
those of peat. The increasingly lower O/C ratio for experiments 3 and 4 indicates a larger amount of
dehydration reactions taking place at 220 CO than at 180 CO. No influence of catalytic content on the
dehydration reactions as proposed by Appel can be seen in these results.
30
4.4. Product heating value The heating value of the final product was theoretically calculated based on the results of the
elemental composition analysis with the common HHV formula (Friedl, et al., 2005) using component
weight percent of total solid residue content, C, H and N indicate weight percentage of respective
component:
(
Table 5. Calculated heating values of HTT products.
TiTech C H N HHV [MJ]
Sawdust 50,26 6,09 0,09 20,01
1 51,52 5,82 0,12 20,46
2 51,5 5,77 0,11 20,43
3 54,29 5,47 0,17 21,50
4 53,26 5,63 0,13 21,13
6 49,18 5,73 0,14 19,45
10 49,63 5,88 0,09 19,67
11 49,01 5,53 0 19,30
Oil #2 68,41 7,86 0,22 31,37
Oil #3 67,98 6,34 0,22 29,19
LTU C H N HHV [MJ]
Sawdust 52 6,4 0,1 20,92
1 53 6,1 0,1 21,24
3 56,1 5,9 0,1 22,56
4 54,9 6 0,1 22,06
5 54 6 0,1 21,65
The resulting changes in H/C and O/C ratios leads to an increased heating value when moving into
the peat region. Thereby an increased energy density is reached, a parameter sought when aiming
for the produce of a secondary gasification feedstock. The heating value of the solid residue is
nonetheless not close to the heating values of the biocrude produce. If energy density is the most
important factor a higher biocrude produce should be sought. The higher heating value of the oil
produced at 180 CO is unquestionably higher than the one produced at 220 CO, however the yield at
220 CO more than double the one at 180 CO.
It should be noted that the probable oil in the aqueous phase may prove to have either high or low
heating value, and is essential to analyze when seeking the optimum reaction condition.
31
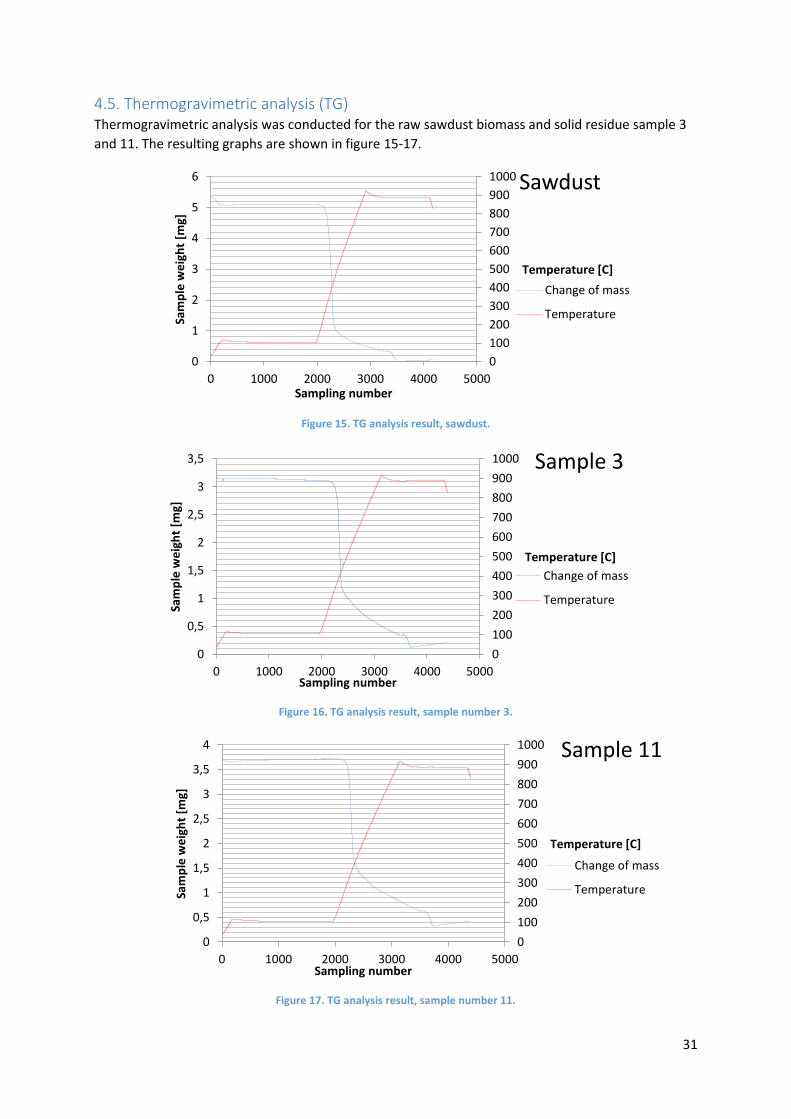
4.5. Thermogravimetric analysis (TG) Thermogravimetric analysis was conducted for the raw sawdust biomass and solid residue sample 3
and 11. The resulting graphs are shown in figure 15-17.
Figure 15. TG analysis result, sawdust.
Figure 16. TG analysis result, sample number 3.
Figure 17. TG analysis result, sample number 11.
0
100
200
300
400
500
600
700
800
900
1000
0
1
2
3
4
5
6
0 1000 2000 3000 4000 5000
Temperature [C]
Sam
ple
we
igh
t [m
g]
Sampling number
Sawdust
Change of mass
Temperature
0
100
200
300
400
500
600
700
800
900
1000
0
0,5
1
1,5
2
2,5
3
3,5
0 1000 2000 3000 4000 5000
Temperature [C]
Sam
ple
we
igh
t [m
g]
Sampling number
Sample 3
Change of mass
Temperature
0
100
200
300
400
500
600
700
800
900
1000
0
0,5
1
1,5
2
2,5
3
3,5
4
0 1000 2000 3000 4000 5000
Temperature [C]
Sam
ple
we
igh
t [m
g]
Sampling number
Sample 11
Change of mass
Temperature
32
The slight decrease in sample weight for the sawdust at approximately 100 CO indicates moisture
content. Sample three show a minor decrease, indicating increased hydrophobic properties after the
hydrothermal treatment. The same behavior can be seen for sample 11 where sample weight is
similar to original after a long residence time at 100 CO.
The volatile content of the solid residue is seen to be significantly lower after the hydrothermal
treatment, both catalytic and non-catalytic, compared to the original sample. Volatile content is
released at approximately 300 CO after HTT while original sawdust reaches a release already at
approximately 200 CO.
In contrary the fixed carbon content of the HTT product is significantly higher after the hydrothermal
treatment for both samples. Ash content of the HTT product can be seen to increase twofold with
the addition of catalytic substances indicating a large amount of catalyst sticking to the solid residue
after reaction which may be beneficial to the use of solid residue as feedstock for the gasification
process.
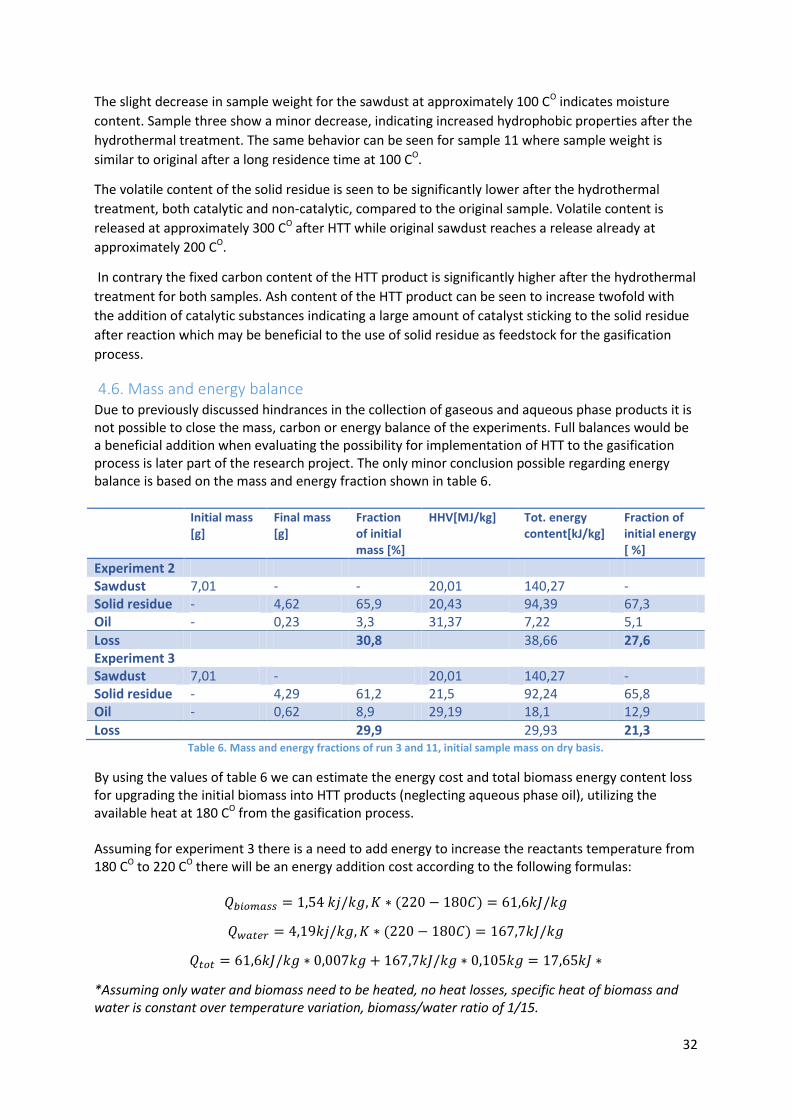
4.6. Mass and energy balance Due to previously discussed hindrances in the collection of gaseous and aqueous phase products it is not possible to close the mass, carbon or energy balance of the experiments. Full balances would be a beneficial addition when evaluating the possibility for implementation of HTT to the gasification process is later part of the research project. The only minor conclusion possible regarding energy balance is based on the mass and energy fraction shown in table 6.
Initial mass [g]
Final mass [g]
Fraction of initial mass [%]
HHV[MJ/kg] Tot. energy content[kJ/kg]
Fraction of initial energy [ %]
Experiment 2 Sawdust 7,01 - - 20,01 140,27 - Solid residue - 4,62 65,9 20,43 94,39 67,3 Oil - 0,23 3,3 31,37 7,22 5,1
Loss 30,8 38,66 27,6 Experiment 3 Sawdust 7,01 - 20,01 140,27 - Solid residue - 4,29 61,2 21,5 92,24 65,8 Oil - 0,62 8,9 29,19 18,1 12,9
Loss 29,9 29,93 21,3 Table 6. Mass and energy fractions of run 3 and 11, initial sample mass on dry basis.
By using the values of table 6 we can estimate the energy cost and total biomass energy content loss for upgrading the initial biomass into HTT products (neglecting aqueous phase oil), utilizing the available heat at 180 CO from the gasification process. Assuming for experiment 3 there is a need to add energy to increase the reactants temperature from 180 CO to 220 CO there will be an energy addition cost according to the following formulas:
(
(
*Assuming only water and biomass need to be heated, no heat losses, specific heat of biomass and water is constant over temperature variation, biomass/water ratio of 1/15.
33
This means the amount of energy added to the reaction is very small compared to the decrease in loss of energy transferring to the solid residue and biocrude when increasing reaction temperature from 180 CO to 220 CO. This makes it highly beneficial to operate the reactions at higher temperatures. The possibility of this behavior further occurring at even higher temperatures makes it very interesting to evaluate HTT at even higher temperatures if only utilizing the solid and biocrude product.
34
5. Conclusion and future work
The results obtained during this project is not sufficient to make a recommendation of optimal
reaction conditions for producing a feedstock suitable as input to the gasification process at LTU
Green Fuels. Further evaluation of the reaction parameters impact should be done and further
analysis of the reaction product must be conducted to find an optimal production point. The
following paragraphs aims to provide clear guidelines to an experimental procedure, equipment use
and analysis method that would provide enough understanding of low temperature catalytic
hydrothermal treatment of sawdust to enable a clear recommendation of optimal reaction condition
for the creation of a possible gasification feedstock. The reason to the recommendations is
summarized shortly and can be found to full extent in previous chapters of the paper.
5.1. Reactor improvement The following improvements should be made to the experimental reactor to enable a faster
experimental procedure generating results with higher validity in a larger parameter variation span.
Enable control of the heating rate.
Previous research point toward high biocrude yield at high heating rate.
Increase max operating pressure of reactor.
Enables larger parameter variation span and use of other solvents.
Limit target temperature overshoot.
Steady target temperature increases validity of results.
Enable reactor quench cooling.
Increases experimental procedure speed.
Determine reactor stirrer max and minimum strength.
Enables variation of the biomass/water ratio parameter.
Decrease reactor cavity volume
Enables easier handling of reaction sample.
Enable collection of gaseous product
Collected gaseous product makes it able to complete the mass balance
Prevent reaction water condensation outside the reaction vessel.
Enables completion of the mass balance.
Enable automatic temperature and reaction time logging.
Ensures comparative data for all runs to increase validity of results.
5.2. Separation equipment and procedure improvement The following improvements should be made to the experimental separation equipment and
procedure to enable a faster separation procedure generating results with higher validity.
Change separation unit to prevent leakage between filter paper and unit.
Increases separation procedure speed and increases validity of results.
Limit the temperature overshoot of drying oven.
Increases validity of results.
Use a method for aqueous phase separation.
Enables quantification of water soluble oils to complete mass balance.
Use low weight containment and collection vessels.
Increases validity of scale measurement results.
35
5.3. Variation of reaction parameters The following variation of reaction parameters should be run to further evaluate the impact of said
parameter.
Narrower temperature span, increase in steps of 10 C.
Ensures validity of results, enables to recognize impact pattern to a higher degree.
Evaluate significantly lower catalyst loading, increasing in steps of 1 wt%.
Results in further understanding of catalytic impact.
Evaluate the impact of heating rate.
Previous research point toward high biocrude yield at high heating rate.
Evaluate performance at significantly higher temperatures.
Energy balance calculations indicate better economic performance at high temperatures.
Evaluate residence time impact at high heating rates
Previous research indicates a low residence time needed at high heating rates results in
better biocrude yield. Increases experimental procedure speed.
Evaluate result at lower biomass/water ratio.
Low biomass/water ratio decreases the need for water separation before gasification.
36
References
Akia, N., Savage, P.E., (2002), Roles of water for chemical reactions in High-Temperature Water,
Chem Rev, 102(8):2725-50.
Akizuki, M., Fujii, T., Hayashi, R., Oshima, Y., (2013) Effects of water on reactions for waste treatment,
organic synthesis and bio-refinery in sub-and supercritical water, University of Tokyo, Japan, Journal
of bioscience and bioengineering, 07/2013.
Appel et al., (1967), refered to in: Demirbas, A., (2010), Biorefineries: For Biomass Upgrading
Facilities, Trabzon, Turkey. Springer, ISBN 978-1-844-882-720-2, p. 142-142.
Basu, P., (2010), Biomass gasification and pyrolysis, practical design and theory. Chp. 2. Elsevier.
Brebu, M., Vasile., C (2009), Thermal degradation of lignin – a review, Iasi, Romania, Institute of
macromolecular chemistry. http://www.researchgate.net/profile/Cornelia_Vasile/publication/
237090542_Thermal_degradation _of_lignin__A_review/links/0deec534e63d4542fe000000.pdf
(2015-06-11)
Christensen, P.S.,1 (2014), Hydrothermal liquefaction of waste biomass – optimizing reaction
parameters, Aarhus University, Department of chemistry, Faculty of science and technology.
Christensen, P.S.,2 (2014), Hydrothermal liquefaction of waste biomass – optimizing reaction
parameter, [Temperature parameter impact on biocrude yield], Aarhus University, Department of
chemistry, Faculty of science and technology.
Christensen, P.S.,3 (2014) Hydrothermal liquefaction of waste biomass – optimizing reaction
parameter, [Residence time parameter impact on biocrude yield], Aarhus University, Department of
chemistry, Faculty of science and technology.
Demirbas, A., (2010), Biorefineries: For Biomass Upgrading Facilities, Trabzon, Turkey
Springer, ISBN 978-1-844-882-720-2, p. 142-143.
Friedl,. A et al., (2005), Higher heating value approximation formula, Analytica Chemica Acta, 544, p.
191-198.
Jin, F., (2014), Application of hydrothermal reactions to biomass conversion, Shanghai Jiao Tong
University, China, Springer.
Karagöz, S., Bhaskar, T., Muto, A., Sakata, Y.,1 (2004), Low-temperature hydrothermal treatment of
biomass: Effect of reaction parameters on products and boiling point distributions, Department of
applied chemistry, Faculty of engineering, Okayama university, Japan, Energy and fuels, 18, p 234-
241.
Karagöz, S., Bhaskar, T., Muto, A., Sakata, Y.,2 (2004), Low-temperature hydrothermal treatment of
biomass: Effect of reaction parameters on products and boiling point distributions, [Effect of
parameters on product yield], Department of applied chemistry, Faculty of engineering, Okayama
university, Japan, Energy and fuels, 18, p 234-241.
37
Karagöz, S., Bhaskar, T., Muto, A., Sakata, Y., (2005), Comparative studies of oil compositions
produced from sawdust, rice husk, lignin and cellulose by hydrothermal treatment, Fuel, vol. 84. p.
875-884. Elsevier.
Karagöz, S., Bhaskar, T., Muto, A., Sakata, Y., (2006), Hydrothermal upgrading of biomass: Effect of
potassium K2CO3 concentration and biomass/water ratio on products distribution, Department of
applied chemistry, Faculty of engineering, Okayama university, Japan, Bioresource Technology, 97, p
90-98. Elsevier.
Kumar, S., (2010), Hydrothermal treatment for biofuels: Lignocellulosic biomass o bioethanol,
biocrude and biochar, Dissertation, Graduate faculty, Auburn University, Alabama.
Soderberg, T., The hydrolysis reaction (-), [Hydrolysis reaction scheme],
http://chemwiki.ucdavis.edu/Organic_Chemistry/Organic_Chemistry_With_a_Biological_Emphasis/C
hapter_09%3A_Nucleophilic_substitution_reactions_II/Section_9.2%3A_Digestion_of_carbohydrate_
by_glycosidase_-_an_SN1_reaction (2015-06-10)
Tomokai, M., Fang, Z., Tomoko, O., (1998), Cellulose decomposition in hot-compressed water with
alkali or nickel catalyst, Journal of supercritical fluids, vol. 13. p.253-259. Elsevier.
Zhang, B., von Keitz, M., Valentas, K., (2008), Thermochemical liquefaction of high diversity grassland
perennilas, University of Minnesota, Biotechnology institute, Journal of analytical and applied
pyrolysis 84, p. 18-24. Elsevier.
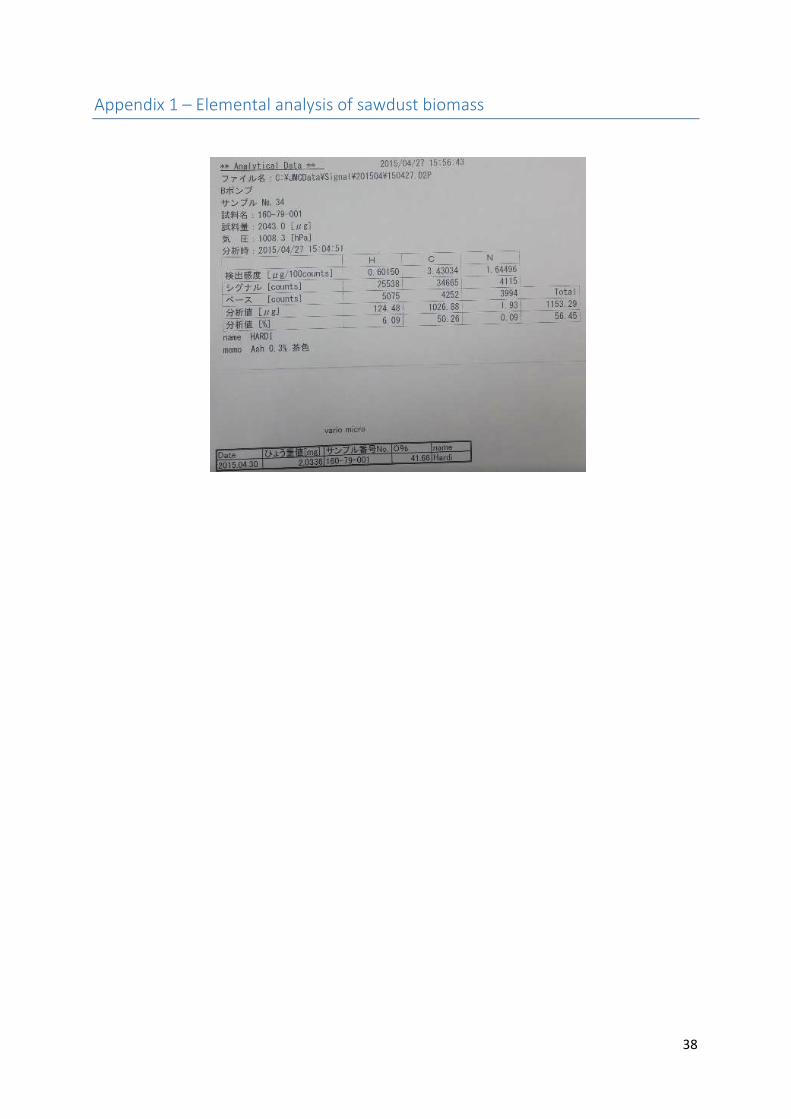
38
Appendix 1 – Elemental analysis of sawdust biomass
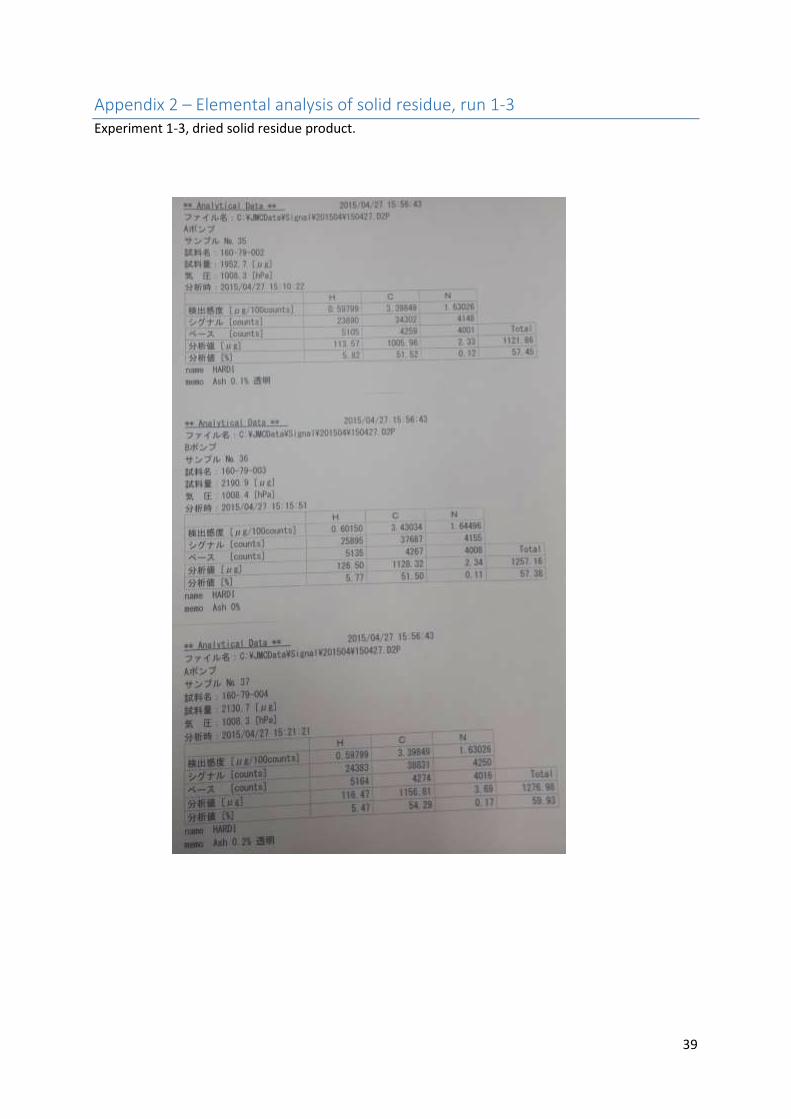
39
Appendix 2 – Elemental analysis of solid residue, run 1-3 Experiment 1-3, dried solid residue product.
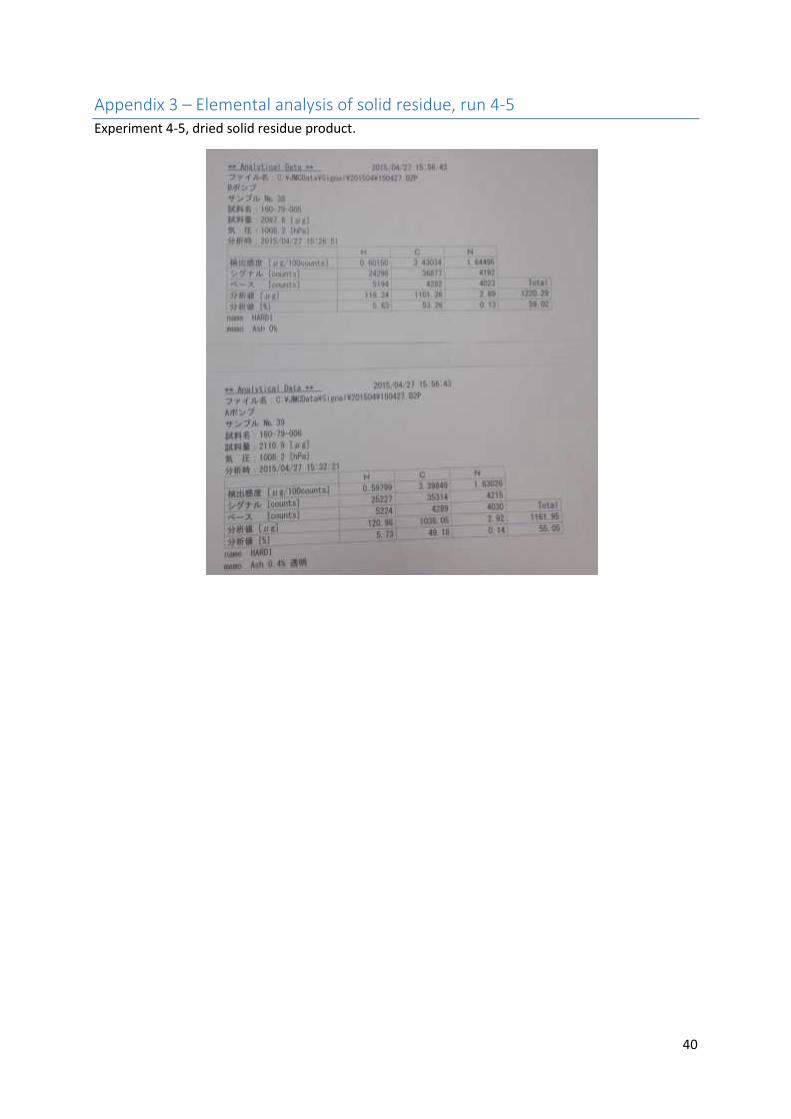
40
Appendix 3 – Elemental analysis of solid residue, run 4-5 Experiment 4-5, dried solid residue product.
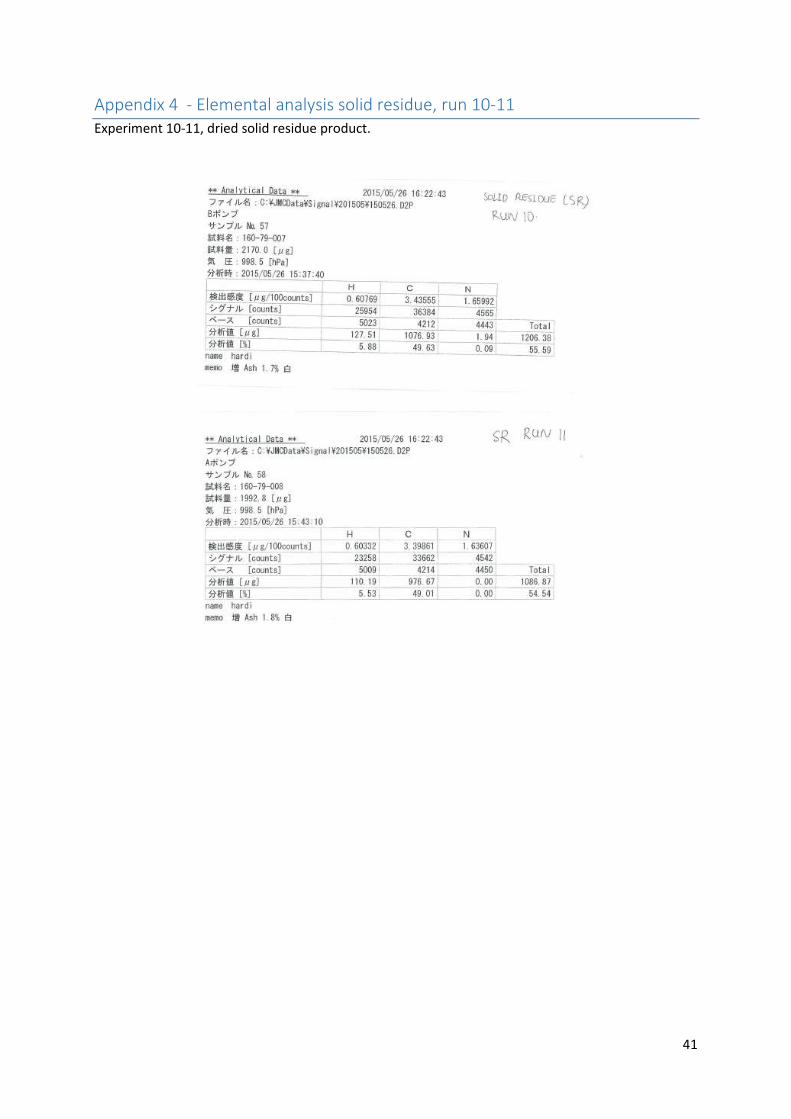
41
Appendix 4 - Elemental analysis solid residue, run 10-11 Experiment 10-11, dried solid residue product.
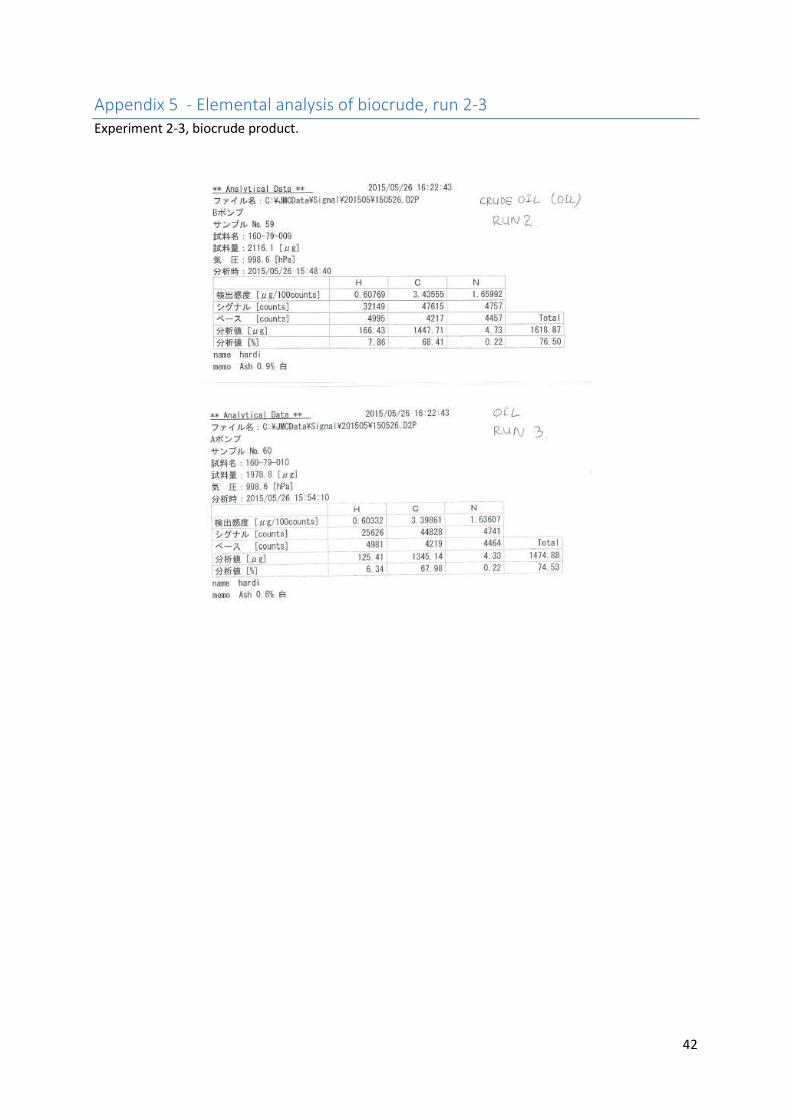
42
Appendix 5 - Elemental analysis of biocrude, run 2-3 Experiment 2-3, biocrude product.