-
NOTICE REGARDING CODE CASES OF THE ASME B31 CODE FOR PRESSURE
PIPING
All B31 Code Cases in effect as of September 21, 2007 will
remain available for use unless annulled by the B31 Standards
Committee.
-
B31 CASE 178
B31 Case 178 continues on following page
CASES OF THE CODE FOR PRESSURE PIPING B31
B31 Case 178 Providing an Equation for Longitudinal Stress for
Sustained Loads in ASME B31.3
Construction
Approval Date: May 6, 2005 This Case shall expire on May 1,
2008, unless previously annulled or reaffirmed
Inquiry:
ASME B31.3 provides a description for determining SL for
sustained loads. Is there an equation that may be used? Reply:
It is the opinion of the committee that, in the absence of more
applicable data and in accordance with para. 302.3.5(c), the
following equation may be used to calculate SL for sustained
loads.
22 )2()|(| tbaL SSSS ++= where
the definitions in para. 319.4.4 apply and,
Sa = stress due to axial loads1 = Fa/Ap
Fa = longitudinal force due to pressure2, weight, and other
sustained loadings
Ap = cross-sectional area considering nominal pipe thickness
less the sum of the mechanical (thread or groove depth), corrosion
and erosion allowances
Sb = resultant, intensified bending stress3 due to pressure,
weight, and other sustained loadings
ZMIMI
S ooiib22 )()( +=
Ii = in-plane sustained stress index4. In the absence of more
applicable data, Ii is taken as the greater of (0.75ii) or 1.00
Io = out-plane sustained stress index4. In the absence of more
applicable data, Io is taken as the greater of (0.75io) or 1.00
St = torsional stress3 due to pressure, weight, and other
sustained loadings1 = Mt/2Z
NOTES: 1 In the absence of more applicable data, Sa and St need
not be intensified.
-
B31 CASE 178
2 Fa includes the longitudinal force due to pressure iAP for
piping systems that contain no
expansion joints, where 4/2dAi = , and d is the pipe inside
diameter considering pipe wall thickness less allowances. For
piping systems with expansion joints, it is the responsibility of
the designer to determine the longitudinal force due to the
pressure in the piping system.
3 Z shall be based on the nominal section, less the sum of the
mechanical (thread or groove depth), corrosion and erosion
allowances.
4 It is the responsibility of the designer to determine Ii and
Io; in cases where these indices are based on stress
intensification factors, it is the responsibility of the designer
to determine ii and io for all components not explicitly addressed
in Appendix D (e.g., elbows/bends/miters other than 90 degrees,
base-ells, reducing elbows, crosses, etc.).
-
B31 CASE 180
CASES OF THE CODE FOR PRESSURE PIPING B31
B31 CASE 180 Leak Testing of Subassemblies of Jacketed Piping
for use in ASME B31.3 Piping
Systems
Approval Date: January 5, 2007 Inquiry: Does ASME B31.3 permit
an alternate leak test for jacketed piping in which it is
impracticable to visually examine the welded joints and connections
for leaks in accordance with para. 345.2.2(a)? Reply: Visually
observing the joints and connections during the leak test in
accordance with para. 345.2.2(a) and 345.3.1 is not required
provided all of the following conditions are satisfied:
1. The welded joints and connections are on the inner pipe of
jacketed piping. 2. A leak test is performed that otherwise meets
the requirements of para. 345.1
except visual examination of joints and connection in accordance
with para. 345.2.2(a) and 345.3.1 is not required.
3. A sensitive leak test is performed in accordance with para.
345.8 to demonstrate leak tightness of welded joints and
connections that are not visually examined during the leak testing
requirements in 2 above.
-
B31Case1812(ApprovalDate:January4,2012)UseofAlternativeUltrasonicExaminationAcceptanceCriteriainASMEB31.3
Original Inquiry: Under what conditions and limitations may
alternative UT acceptance criteria apply in lieu of those described
in para. 344.6.2 of ASME B31.3? When specified by the owner, the
ultrasonic examination acceptance criteria included below may be
applied for welds in material greater than or equal to 25mm (1.0
in.) in thickness1 in accordance with ASME B31.3 provided the
following requirements are met: 1) General/Scope:
a) The examination shall be conducted using automated or
semi-automated techniques utilizing computer based data
acquisition.
b) The examination shall be performed in accordance with a
written procedure approved by a Level III and conforming to the
requirements of ASME Section V, Article 4 Mandatory Appendix VIII
and: i) For Phased Array ASME Section
V, Article 4, Mandatory Appendix V
ii) For Time of Flight Diffraction (TOFD) - ASME Section V,
Article 4, Mandatory Appendix III
c) Procedure qualification shall meet the requirements of ASME
Section V, Article 4, Mandatory Appendix IX.
2) Equipment A mechanical guided scanner capable of maintaining
a fixed and consistent search unit position relative to the weld
centerline shall be used.
3) Personnel a) Set-up and scanning of welds shall be
performed by personnel certified as Level II or III (or by Level
I personnel under the direct supervision of Level II
personnel).
b) Interpretation and evaluation of data shall be performed by
Level II or III personnel.
c) Examination personnel shall be qualified and certified
following a procedure or program as described in ASME BPV Code,
Section V, Article 1, T-120 (e), (f), (h) and (i).
d) Personnel demonstration requirements shall be as stated in
ASME Section V, Article 4 Mandatory Appendix VII.
4) Examination a) The initial straight beam scan for
reflectors that could interfere with the angle beam examination
shall be performed (a) manually, (b) as part of a previous
manufacturing process, or (c) during the weld examination, provided
detection of these reflectors is included in the demonstration as
required in 1(c) above.
b) The examination area shall include the volume of the weld,
plus the lesser of 25mm (1.0 in.) or t of adjacent base metal.
Alternatively, the examination volume may be reduced to include the
actual heat affected zone (HAZ) plus 6mm (0.25 in.) of base
material beyond the heat affected zone on each side of the weld,
provided the extent of the weld HAZ is measured and documented.
c) Scanning may be peformed at reference level provided the
procedure qualification was performed at reference level.
5) Data Recording Data shall be recorded in the unprocessed form
with no thresholding. The data record shall include the complete
examination area as specified in (4)(b) above.
1 For wall thicknesses less than 25mm (1.0 in.), the acceptance
criteria stated in paragraph 344.6.2 of B31.3 shall be used.
-
B31Case1812(ApprovalDate:January4,2012)UseofAlternativeUltrasonicExaminationAcceptanceCriteriainASMEB31.3
6) Data Analysis
a) Reflectors exceeding the limits below shall be investigated
to determine whether the indication originates from a flaw or is a
geometric indication in accordance with 6(b) below. i) For
amplitude based techniques, the
location, amplitude, and extent of all reflectors that produce a
response greater than 20% of the reference level shall be
investigated.
ii) For non-amplitude based techniques, the location and extent
of all images that have an indicated length greater than 4.0mm
(0.16 in.) shall be investigated.
b) Ultrasonic indications of geometric and/or metallurgical
origin shall be classified as specified in ASME Section V, Article
4 Paragraph T-481.
c) Alternatively, other techniques or NDE methods may be used to
classify an indication as geometric (e.g., alternative beam angles,
radiography). The method employed is for information only to
classify the indication as geometric, and ASME B31.3 requirements
for examination techniques are only required to the extent they are
applicable.
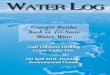
7) Flaw Evaluation a) The dimension of the flaw(s) shall be
determined by the rectangle that fully contains the area of the
flaw(s). (Refer to Fig. 1) i) The length, , of the flaw shall
be
drawn parallel to the inside pressure retaining surface of the
component.
ii) The height, h, of the flaw shall be drawn normal to the
inside pressure retaining surface of the component.
iii) The flaw shall be characterized as a surface or subsurface
flaw, as shown in Figure 1.
iv) A subsurface indication shall be considered as a surface
flaw if the separation (S in Figure 1) of the indication from the
nearest surface of the component is equal to or less than half the
through wall
dimension (h in Figure 1, sketch [b]) of the subsurface
indication.
b) Multiple Flaws i) Discontinuous flaws that are
oriented primarily in parallel planes shall be considered to lie
in a single plane if the distance between the adjacent planes is
equal to or less than 13mm (0.50 in.) or 0.5t, whichever is
less.
ii) If the space between two flaws aligned along the axis of
weld is less than the height of the flaw of greater height, the two
flaws shall be considered a single flaw.
iii) If the space between two flaws aligned in the
through-thickness dimension is less than the height of the flaw of
greater height, the two flaws shall be considered a single
flaw.
8) Flaw Acceptance Criteria Flaws shall be evaluated against the
applicable acceptance criteria of Table 1 or 2, except that flaw
length (l) shall not exceed 4t, regardless of flaw height (h) or
the calculated aspect ratio.
-
B31Case1812(ApprovalDate:January4,2012)UseofAlternativeUltrasonicExaminationAcceptanceCriteriainASMEB31.3
TABLE 1
Acceptance Criteria for Surface Flaws
Aspect Ratio, h/
Weld Thickness 25mm to 64mm
(1.0 in. to 2.5 in.) 100mm to 300mm (3.9 in. to 11.8 in.)
h/t h/t0.00 < 0.031 < 0.019 0.05 < 0.033 < 0.020
0.10 < 0.036 < 0.022 0.15 < 0.041 < 0.025 0.20 <
0.047 < 0.028 0.25 < 0.055 < 0.033 0.30 < 0.064 <
0.038 0.35 < 0.074 < 0.044 0.40 < 0.083 < 0.050 0.45
< 0.085 < 0.051 0.50 < 0.087 < 0.052
General Notes: (a) t = thickness of the weld excluding any
allowable reinforcement. For a
butt joint joining two members having different thickness at the
joint, t is the thinner of the two thicknesses joined. If a full
penetration weld includes a fillet weld, the effective throat
dimension of the fillet weld shall be included in t.
(b) Aspect Ratio (h/) used may be determined by rounding the
calculated h/ down to the nearest 0.05 increment value within the
column, or by linear interpolation.
(c) For intermediate thickness t (weld thicknesses between 64mm
and 100mm [2.5 in. and 3.9 in.]) linear interpolation is required
to obtain h/t values.
TABLE 2 Acceptance Criteria for Subsurface Flaws
Aspect Ratio, h/
Weld Thickness 25mm to 64mm
(1.0 in. to 2.5 in.) 100mm to 300mm (3.9 in. to 11.8 in.)
h/t h/t0.00 < 0.068 < 0.040 0.10 < 0.076 < 0.044
0.20 < 0.086 < 0.050 0.30 < 0.098 < 0.058 0.40 <
0.114 < 0.066 0.50 < 0.132 < 0.076 0.60 < 0.156 <
0.088 0.70 < 0.180 < 0.102 0.80 < 0.210 < 0.116 0.90
< 0.246 < 0.134 1.00 < 0.286 < 0.152
General Notes: (a) t = thickness of the weld excluding any
allowable reinforcement. For a
butt joint joining two members having different thickness at the
joint, t is the thinner of the two thicknesses joined. If a full
penetration weld
-
B31Case1812(ApprovalDate:January4,2012)UseofAlternativeUltrasonicExaminationAcceptanceCriteriainASMEB31.3
includes a fillet weld, the effective throat dimension of the
fillet weld shall be included in t.
(b) Aspect Ratio (h/) used may be determined by rounding the
calculated h/ down to the nearest 0.05 increment value within the
column, or by linear interpolation.
(c) For intermediate thickness t (weld thicknesses between 64mm
and 100mm [2.5 in. and 3.9 in.]) linear interpolation is required
to obtain h/t values.
Figure 1: Surface and Subsurface Indications
h h
h
S > 0.5h
S < 0.5h
(c) Subsurface Flaw
(a) Surface Flaw (b) Surface Flaw
-
ASME B31.3 CASES B31 CASE 184 Use of Ultrasonic Examination of
Welds as an Alternative to Radiographic Examination in ASME B31.3,
Chapter IX Approval Date: 10/29/2009 This Case shall expire upon
the publication of ASME B31.32010 Edition. Inquiry: Under what
conditions and limitations may ultrasonic examination of welds be
used as an alternative to radiographic examination for ASME
B31.32008 Edition, Chapter IX piping systems? Reply: It is the
opinion of the Committee that ultrasonic examination of welds may
be used as an alternative to the radiographic examination specified
in ASME B31.32008 Edition for Chapter IX piping systems, provided
that the requirements specified in paras. K341.4.2 and K342 and
Table K341.3.2 be modified as follows, and that the requirements of
a new para. K344.6.3, shown below, be met: K341.4.2 Radiographic
and Ultrasonic Examination
(a) All girth, longitudinal, and branch connection welds shall
be 100% radiographically examined, except as permitted in (b)
below.
(b) When specified in the engineering design and with the owners
approval, ultrasonic examination of welds may be substituted for
radiographic examination where w 13 mm ( in.).
(c) In-process examination (see para. 344.7) shall not be
substituted for radiographic or ultrasonic examination of welds.
NOTE: w = Twbar K342 EXAMINATION PERSONNEL
Paragraph 342 applies, except that personnel performing and
evaluating results of ultrasonic examination of welds shall be
qualified and certified UT Level II or III in accordance with ASNT
SNT-TC-1A, ACCP (ASNT Central Certification Program), or CP-189
(Qualification and Certification of Nondestructive Testing
Personnel). Qualification of these personnel shall also be by
written examination.
K344.6.3 Welds. The method for ultrasonic examination of welds
shall be as specified in the ASME BPV Code, Section V, Article 4
and Section VIII, Division 3, KE-301 and KE-302, except that
(a) Performance demonstration shall be required. (b) The
employers written practice for UT personnel qualification shall
meet ASNT SNT-TC-1A,
ACCP, or CP-189. The recommended guidelines in SNT-TC-1A, ACCP,
or CP-189 shall be required. (c) Written procedure in accordance
with Section V, T-421.1 shall be required. (d) Procedure
qualification in accordance with Section V, T-421.1 shall be
required.
REVISED TABLE K341.3.2: See Page 2.
CASES OF THE CODE FOR PRESSURE PIPING - B31
LoboNRectangle
-
(08)
ASME B31.3-2008
Table K341.3.2 Acceptance Criteria for WeldsCriteria (A-E) for
Types of Welds, and for Required
Examination Methods [Note (I)]Type of Weld
Methods Longitudinal BranchType of Ultrasonics or Girth Groove
Fillet Connection
Imperfection Visual Radiography Groove [Note (2)] [Note (3)]
[Note (4)]
Crack X X A A A Alack of fusion X X A A A AIncomplete
penetration X X A A A AInternal porosity X B B NA BSlag inclusion
or elongated indication X C C NA CUndercutting X X A A A ASurface
porosity or exposed slag inclusion X A A A AConcave root surface
(suck-up) X X D D NA DSurface finish X E E E EReinforcement or
internal protrusion X F F F F
GENERAL NOTE: X = required examination; NA = not applicable; ...
= not required.
Criterion Value Notes for Table K341.3.2
Criterion
Symbol
A
Measure
Extent of imperfection
Acceptable Value Limits [Note (5)]
Zero (no evident imperfection)B Size and distribution of
internal porosity See BPV Code, Section VIII, Division I, Appendix
4C Slag inclusion or elongated indication: Indications are
unacceptable if the amplitude exceeds the reference
level, or indications have lengths that exceedIndividual length
t. < 19 mm (Yo in) 19 rom (% in.) < 1;57 mm (2~ in.) t" >
57 mrn (2Y. in.)
6mrn~~ ~~~~Cumulative length ~ t .. in any 12 t.. weld
length
D Depth of surface concavity Wall Thickness, Depth of Surface
Concavity,Two mm (in.) mm (in.)
S 13 (%) $ 1.5 e1t6)> 13 CV2) and $ 51 (2) ~ 3 (Va)> 51
(2) $ 4 (%2)and total joint thickness including weld
reinforcement
"Z TwE Su rface rough ness $ 12.5 f.Lm (500 f.Lin.) Ra (see ASME
B46.1 for definition of
roughness average, Ra )
F Height of reinforcement or internal protrusion [Note (6)]in
any plane through the weld shall be within thelimits of the
applicable height value in the tabula-tion at the right. Weld metal
shall be fused with andmerge smoothly into the component
surfaces.
Wall Thickness,Tw , mm (in.)
$13 eh)> 13 (%) and $ 51 (2)> 51 (2)
External Weld Reinforcementor Internal Weld Protrusion,
mm (in.)$ 1.5 e1t6)
~ 3 (Va)$4 Wd
NOTES:(1) Criteria given are for required examination. More
stringent criteria may be specified in the engineering design.(2)
longitudinal welds include only those permitted in paras. K302.3.4
and K305. The radiographic criteria shall be met by all welds,
including those made in accordance with a standard listed in
Table K326.1 or in Appendix K.(3) Fillet welds include only those
permitted in para. K311.2.2.(4) Branch connection welds include
only those permitted in para. K328.5.4.(5) Where two limiting
values are given, the lesser measured value governs acceptance. Tw
is the nominal wall thickness of the thinner of
two components joined by a butt weld.(6) For groove welds,
height is the lesser of the measurements made from the surfaces of
the adjacent components. For fillet welds,
height is measured from the theoretical throat; internal
protrusion does not apply. Required thickness tm shall not include
reinforce-ment or internal protrusion.
132
Copyright 2008 by the American Society of Mechanical Engineers.
~No reproduction may be made ofthis material without written
consent of ASME. ~
CASES OF THE CODE FOR PRESSURE PIPING - B31
LoboNText BoxB31 CASE 184
-
B31 CASE 185
CASES OF THE CODE FOR PRESSURE PIPING B31
Page 1 of 2
ASME B31.3 CODE CASE 185
Title: Use of Standard Helium Leak Test for a Vacuum-only Piping
System (Paragraph 345)
Approval Date: December 22, 2009
Inquiry:
Under what circumstances does ASME B31.3 permit the use of
helium mass spectrometer leaktests performed under a vacuum as a
substitute for the leak test requirements specified in ASMEB31.3,
para. 345?
Reply:
In the opinion of the Committee, the qualified helium leak tests
under vacuum conditions in theASME BPV Code, Section V, Article 10,
Appendix V and Appendix IX are acceptablesubstitutes for the
testing requirements identified in para. 345 of ASME B31.3 provided
thefollowing conditions are met:
1. The piping system is expected to operate only under vacuum
(i.e., sub-atmospheric pressure)conditions.
2. Any leakage into the piping system that could result in an
internal reaction (e.g., combustionor explosion) that increases the
pressure above atmospheric shall be prevented.
3. All system joints and connections shall be leak tested.
Piping welds and joints to be testedshall be uninsulated and
exposed, and shall not be primed, painted or otherwise coated.
4. Helium leak testing is performed at vacuum conditions
sufficient for the mass spectrometerhelium leak tests of ASME BPV
Code, Section V, Article 10, Appendices V and IX, or atpressures
below 10 millibars absolute (
-
B31 CASE 185
CASES OF THE CODE FOR PRESSURE PIPING B31
Page 2 of 2
8. Test reports, including records of personnel qualifications,
shall meet the requirements ofASME BPV Code, Section V, Article 10,
Item T-1091 and shall be retained for at least fiveyears.
9. Options of the ASME BPV Code, Section V, Article 10 test
methods, which allow theengineering design to modify specified
requirements of the Appendix V and Appendix IXtest methods (such as
acceptability limits for system leak tightness), may only be
exercisedso as to make these requirements more sensitive or more
conservative.
10. The use of the vacuum leak test instead of the pressurized
leak test of ASME B31.3,para. 345 shall be specified in the
engineering design and shall be accepted by the Owner.
____________________________________________________________________
-
B31 CASE 188
Minimum Hydrostatic Test Pressure for ASME B31.3, Chapter IX
(Para. K345.4.2)
ANNULLED
Annulment Date: February 27, 2015
Reason: Requirements incorporated in ASME B31.3 Code.
-
B31 Code Case 191 Cu-13Zn-1.1Ni-Si-Al Alloy Seamless Pipe and
Tube ASME B31.3 Approval Date: January 21, 2015
Inquiry: May precipitation-hardened (Temper Designation TF00)
Cu-13Zn-1.1Ni-Si-Al alloy (UNS No. C69100) seamless pipe and tube
conforming to the requirements of ASTM B706-00 (R2011) be used
under the rules of ASME B31.3?
Reply: Yes, provided:
(a) The maximum allowable stress values for the material shall
be those given in
Table 1;
(b) Welded and brazed construction is not permitted; (c) The
maximum use temperature shall be 204C (400F);
(d) Certification to the ASTM B706-00 (R2011) specification
requirements shall be
mandatory.
Table1MaximumAllowableStressValues
ForMetalTemperatureNotExceeding,F
Stress,ksi
ForMetalTemperatureNotExceeding,C
Stress,MPa
100150200250300350400
20.020.020.020.020.019.9 19.5
4065100125150175200225
138138138138138137135132
Note: The maximum use temperature for this alloy is 204C (400F).
The value listed at 225C is provided for interpolation purposes
only.
-
Case 193 Approval Date: October 9, 2014 Cu-5.5Zn-4Si Casting
Alloy UNS No. C87600 ASME B31.3 Inquiry: May Cu-5.5Zn-4Si Casting
Alloy UNS No. C87600 conforming to the requirements of ASTM B584 be
used for construction under the rules of ASME B31.3? Reply: Yes,
provided:
(a) The basic allowable stress values for the material shall be
those given in Table 1. A Casting Quality Factor, Ec, needs to be
applied;
(b) The maximum use temperature shall be 177C (350F); (c)
Separate weld procedure and performance qualifications shall apply
to this
material. The welding procedure qualifications shall be in
accordance with ASME Section IX.
Table 1 Basic Allowable Stress Values
For Metal Temperature Not Exceeding, F
Stress, ksi
For Metal Temperature Not Exceeding, C
Stress, MPa
100 20.0 40 138 150 20.0 65 138200 20.0 100 138250 20.0 125
138300 20.0 150 138350 20.0 175 138
200 137
Note: The maximum use temperature for this alloy is 177C (350F):
The value listed at 200C is provided for interpolation purposes
only.
-
Case 196 Approval Date: May 15, 2015 Ductile Iron Casting UNS
No. F33100 ASME B31.3 Inquiry: May Ductile Iron Castings UNS No.
F33100 conforming to the requirements of ASTM A536, Grade 65-45-12
be used for construction under the rules of ASME B31.3? Reply: Yes,
provided:
(a) The maximum allowable stress values for the material shall
be those given in Table 1;
(b) A casting quality factor, Ec, of 0.80 shall also be applied,
except as permitted in (c);
(c) The casting quality factor may be increased by performing
supplementary examination(s) listed in Table 302.3.3(c). The
casting shall have first been visually examined as required by MSS
SP-55, Quality Standard for Steel Castings for Valves, Flanges and
Fittings and other Piping Components Visual Method;
(d) The maximum use temperature shall be 260C (500F); (e) The
minimum use temperature shall be -30C (-20F); (f) All other
requirements of ASME B31.3 shall be followed.
Table 1 Maximum Allowable Stress Values
For Metal Temperature Not Exceeding, C
Stress, MPa
For Metal Temperature Not Exceeding, F Stress, ksi
40 149 100 21.7 65 149 150 21.7
100 149 200 21.7 125 149 250 21.7 150 149 300 21.7 175 149 350
21.7 200 148 400 21.7 225 148 450 21.7 250 148 500 21.6 275 147
Note: The maximum use temperature for this alloy is 260C (500F).
The value listed at 275C is provided for interpolation purposes
only.