Embed Size (px)
DESCRIPTION
Lubrication Management & Technology July/August 2012 magazine...Achieving Efficiencies Through Practices & Products
Citation preview


© 2012 SOPUS Products. All rights reserved. CS07190
INTRODUCING
Hydraulic FluidDesigned for long oil life and system efficiency.
Shell Tellus® S3 M uses a unique, advanced, zinc-free anti-wear technology to deliver up to twice the life of Shell’s conventional mainstream products. It delivers optimum value to industrial operations through:
n Wear protectionn Oil lifen System efficiency
Visit www.shell.com/us for more information
Shell Tellus® S3 M
© 2012 SOPUS Products. All rights reserved. CS07169
For more info, enter 61 at www.LMTfreeinfo.com

ContentsJULY/AUGUST 2012 • VOL 13, NO. 4 • www.LMTinfo.com
ACHIEVING EFFICIENCIES THROUGH PRACTICES & PRODUCTS
EQUIPMENT-SPECIFIC LUBE SERIESFEATURES
8 Compressor Lubrication Part IV-A: Positive-Displacement Types Understanding the facts and heeding these tips can help ensure the type of uptime that your site needs from its compressor trains. Ray Thibault, Contributing Editor
15 Emphasis On Innovation: Rolling Bearings In Mining & Mineral Processing Suppliers have made some great strikes in the design, heat treatment, sealing and lubrication of rolling bearings. Keith E. Meyers, P.E., SKF
UTILITIES MANAGER21 Big Money Talks William C. Livoti 22 In The Energy Loop Some products are just plain energy-effi cient. Some make your processes more so. � en there are those that serve the needs of other energy-saving technologies. We’ve selected several for your review.
DELIVERING THE GOODS26 Evaluating Mechanical & Pneumatic Pump Options Today’s centralized lube systems off er a variety of pumping options to choose from. � is article focuses on the diff erences in these options. Ken Bannister, Contributing Editor
SUPPLY CHAIN LINKS
DEPARTMENTS6 From Our Perspective
28 Problem Solvers
30 Supplier Index
©Th
omas
Hal
tinne
r—Fo
tolia
.com
JULY/AUGUST 2012 www.LMTinfo.com | 3
www.LMTinfo.com
Apply for a free, one-year subscription at
Achieving Effi ciencies Through Practices & Products
TAKE ADVANTAGE OF THE
SEPTEMBER 7 EARLY BIRD REGISTRATION RATES &
SEPTEMBER 13
HOTEL RATES!
REGISTER TODAY!
To register, visit www.smrp.org/conference

July/August 2012 • Volume 13, No. 4
ARTHUR L. RICEPresident/CEO
BILL KIESELExecutive Vice President/Publisher
JANE ALEXANDEREditor-In-Chief
RICK CARTERExecutive Editor
KENNETH E. BANNISTERRAY THIBAULT, CLS, OMA I & II
RAYMOND L. ATKINSContributing Editors
RANDY BUTTSTADTDirector of Creative Services [email protected]
GREG PIETRASEditorial/Production Assistant
ELLEN SANDKAMDirect Mail
JILL KALETHAReprint Manager
866-879-9144, ext. [email protected]
Editorial Offi ce1300 South Grove Ave., Suite 105
Barrington, IL 60010847-382-8100 / FAX 847-304-8603 www.LMTinfo.com
Lubrication Management & Technology (ISSN 1941-4447) is published bi-monthly except Mar/Apr by Applied Technology Publications, Inc., 1300 S. Grove Avenue, Suite 105, Barrington, IL 60010. Periodical postage paid at Barrington, IL and additional o� ces. Arthur L. Rice, III, President/CEO. Circulation records are maintained at Lubrication Management & Technology, Creative Data, 440 Quadrangle Drive, Suite E, Bolingbrook, IL 60440. Lubrication Management & Technology copyright 2012. No part of this publication may be reproduced or transmitted without written permission from the publisher. Annual subscription rates for nonquali� ed people: North America, $140; all others, $280 (air). No subscription agency is authorized by us to solicit or take orders for subscriptions. Postmaster: Please send address changes to Lubrication Management & Technology, Creative Data, 440 Quadrangle Drive, Suite E, Bolingbrook, IL 60440. Please indicate position, title, company name, company address. For other circulation information call (630) 739-0900. Canadian Publications Agreement No. 40886011. Canada Post returns: IMEX, Station A, P.O. Box 54, Windsor, ON N9A 6J5, or email: [email protected]. Submissions Policy: Lubrication Management & Technology gladly welcomes submissions. By sending us your submission, unless otherwise negotiated in writing with our editor(s), you grant Applied Technology Publications, Inc., permission, by an irrevocable license, to edit, reproduce, distribute, publish and adapt your submission in any medium, including via Internet, on multiple occasions. You are, of course, free to publish your submission yourself or to allow others to republish your submission. Submissions will not be returned.
Printed in U.S.A.
SubscriptionsFOR INQUIRIES OR CHANGES CONTACT JEFFREY HEINE,
630-739-0900 EXT. 204 / FAX 630-739-7967
4 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
ACHIEVING EFFICIENCIES THROUGH PRACTICES & PRODUCTS
m
s
m
s
m
sm
s
California - Illinois - Connecticut - Canada
e-mail: [email protected]
www.miller-stephenson.com
For more info, enter 62 at www.LMTfreeinfo.com
The Ultra-Lube Acoustic Monitor
Safe and simple to useExtremely durable and ruggedReveals existing bearing problemsPrevents over and under-lubricationEliminates grease gun calibrationEnvironmentally consciousEExcellent with gearboxes
20 Year Limited Warranty!!
800-736-3757 Ph - 360-736-2333Fax - 360.736.1579 www.uvlm.com
Stop Guessing!
How many times have you thought, “How much grease
and how often?” Ever wonder how accurate your
current re-lubrication schedule is? Stop guessing and know!
The Ultra-Lube provides instant, real-time user feedback
on all types of rotating equipment.
For more info, enter 63 at www.LMTfreeinfo.com

For more info, enter 72 at www.MT-freeinfo.comFor more info, enter 72 at www.MT-freeinfo.com
©
Presented By Applied Technology Publications
It’s Coming! Are You Ready?
Categories:Innovative Devices, Gizmos & Gadgets
Innovative Processes & Procedures
Innovative Use of Third-Party Resources
Categories:Innovative Devices, Gizmos & Gadgets
Innovative Processes & Procedures
Innovative Use of Third-Party Resources
Details & Entry Forms Available At www.reliabilityinnovator.com
Grand Prize Winner And 3 Runners-UpAnnounced In Early 2013
For more info, enter 64 at www.LMTfreeinfo.com

6 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
FROM OUR PERSPECTIVE
Ken Bannister, Contributing Editor
Speaking with my father recently, I extended a long-overdue thank you: for the moment that I’ve only now come to realize had the
most influence on who I am and how I see and communicate.
Insatiably curious, as I child I bombarded my father with questions on anything and every-thing. I clearly remember the life-changing day (for him) when he finally began responding to me with the directive to “use your nous”—pronounced “nowse.” “Figure it out,” he would admonish, “then ask me what you don’t know.” I didn’t understand it at the time, but my life changed that day as well.
My father was forcing me to employ my primary senses to draw my own conclusions and discuss them with him in a meaningful way. In England of the 1950s and 60s, “nous” was a popular term for “common sense.” (Much later, I learned that what sounded like slang was a Greek word that really DID mean “intellect or common sense.”) My father had made the connection that common sense is derived from how we make reasonable conclusions and decisions about things through perception, evaluation and communication—with the help of our primary senses.
As maintainers and lubrication technicians, we must hone and trust our primary senses to successfully understand failure; to troubleshoot, analyze, repair, prevent, predict and communicate our thoughts and actions in the most effective manner.
1. Visual (what we see): We should not only see, but consciously observe and take note of lubricant levels, leaks, line breaks, gauge readings, contaminative dirt, out-of-normal visual indications, etc.
2. Auditory (what we hear): Consciously listen for out-of-normal bearing noises, knocks, line vibrations, etc.
3. Kinesthetic (what we feel, touch): Feel bear-ings for abnormal heat and vibration.
4. Gustatory (what we taste): If glycol is leak-ing, the air will taste sweet (like donuts). If oil mist is set incorrectly, the air will taste metallic (I describe it as a “blue” taste).
5. Olfactory (what we smell): We might smell burnt oil on friction plates, leaking oil, over-heated bearings, etc.
Let’s not forget “intuition,” (our sixth sense). It’s our “gut feel” that situations do—or don’t—feel right. Experienced sensory-input gatherers let their instincts help them focus their “filtering” and make effective decisions faster. For example, the best troubleshooters know operators often can tell well in advance of equipment failure that machines are no longer operating in their “sweet spots.” Linking a troubleshooter’s sensory-related observations to those of operating personnel— via non-judgmental questioning and listening—about what was seen, heard, felt, tasted or smelled prior to failure (and when), a suitable response can be quickly determined.
We employ all our senses on a continual basis. How we choose to react to them is contingent on our attentiveness and how our brains filter and process inputs based on our training (i.e., knowl-edge); experience (i.e., knowledge); prejudice (i.e., no operator is going to tell me what to do); values (i.e., do I care/does my boss care); and beliefs (i.e., the more lubricant, the better).
It’s often said that “common sense is not very common,” especially when easily preventable fail-ures regularly occur. Making sense of our senses is a matter of gaining knowledge, consciously observing, using our “nous,” figuring things out to best of our abilities and then asking the right questions. Good Luck! LMT
Using ‘Nous’ To Make Sense Of Our Senses

83067_PZ_PZ2-231.inddHeidi Kempisty / Greg Parsons7-5-2012 4:24 PM hkempisty-mpt-09403
ClientJob #PrefixTrimBleedLiveLine ScreenProduct CodeUnitCaption
PENNZOIL21-16800-120830677.875” x 10.5”8.125” x 11”7” x 10”300 dpi005 - FiltersMagazineIncluding a new Pennzoil Platinum
Job infoPrint ProducerAccount MgrArt DirectorCopywriterTrafficArt ProducerScaleProof #
Prepared by:Southfield, MI • 248.354.9700
Thomson, DougCoyne, NicholasOsterman, StephenLevy, GeorgeBrzezenski, EmilyLyons-Urbanek, KathyNone2
ApprovalsFonts:Helvetica Neue (47 Light Condensed, 77 Bold Condensed), Agenda (Medium), Helvetica (Medium)
Link Name: 83067_PZ2-231.tif (CMYK; 300 ppi; 100%), LLC-75%grey.eps (39.93%), PZ_10_Penn-zoil_tag_lft_4C.eps (32.83%)
Used Swatches: Cyan, Magenta, Yellow, Black
100%bySaved at: From: Printed AtFonts
*ISO 4548-12 at 30 microns. **Based on proposed USCAR specifi cations. ©2012 SOPUS Products. All rights reserved.
Including a new Pennzoil Platinum HE™ oil filter means cleaner engines— and more premium oil changes.
NEW PENNZOIL PLATINUM HE™ OIL FILTERS REMOVE 99% OF IMPURITIES*.You want to sell a premium oil change. Your customer is on the fence. Here’s what can put you over the top: tell them that they’re not only getting premium oil, they’re getting a premium fi lter. One so advanced, it already meets or exceeds proposed USCAR standards for capacity and efficiency.** ASK YOUR PENNZOIL REP ABOUT NEW PENNZOIL PLATINUM HETM OIL FILTERS TODAY.
Synthetic-blended 2-ply gradient density fi lter media removes 99% of impurities*
High-capacity media traps on average over 10 grams of contaminants*
PZ1-231
S:7”S:10”
T:7.875”T:10.5”
B:8.125”B:11”
83067_PZ_PZ2-231.indd 1 7/6/12 11:39 AM
For more info, enter 65 at www.LMTfreeinfo.com

Ray ThibaultCLS, OMA I, OMA II, MLT, MLT II, MLA II, MLA III
Contributing Editor
Representing some of the most complicated and costly equipment in a plant,
compressors, along with the gases they process, call for specialized
lube strategies. Heeding these tips can help ensure the level of
uptime from these units that your operations are looking for.
CompressorLubrication
Tools and techniques to optimize equipment reliability...
(Author’s Note: Much of the information in this series is based on the practical knowledge of real-world
lubrication professionals. Once such expert is Mark Kavanaugh, who has over 42 years of experience in large
manufacturing operations, and is currently responsible for coordinating the lubrication of thousands of pieces
of rotating equipment in a refi nery. Mark is certifi ed as a CLS, MTL I and MLA II.)
Part IV-A: Positive-Displacement Types

JULY/AUGUST 2012 www.LMTinfo.com | 9
EQUIPMENT-SPECIFIC LUBE SERIES
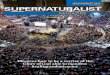
As shown in Fig. 1, compressor types fall into two major groups: positive displacement and dynamic. The various types of units in these two groups, along with the specifi c gases they compress (see Table I), call for different lubrication strategies. That’s why Part IV is divided into Sections A and B. This issue’s focus on positive-displacement types will be followed by discus-sions of dynamic designs and troubleshooting techniques in the September/October issue.
NOTE: Although air is the most commonly compressed gas in today’s manufacturing facilities, air compressors per se will not be discussed in this series. Lubrication of air compressors was the focus of an article in the May/June 2009 issue of LMT (www.mt-online.com/thibault).
Fig. 1. Compressor types fall into one of two major groups: positive displacement or dynamic.
In positive-displacement units, pressure is attained by trap-ping a specifi ed amount of gas and converting it to smaller volume. Reciprocating (recip) units, followed by helical screw units, are the most common positive-displacement designs.
Dynamic compressors operate on the principle of accel-erating a gas by impellers or blades to increase its velocity. The gas is then slowed down, converting kinetic energy into potential energy, resulting in an increase in pressure.
Typically, positive-displacement compressors—recipro-cating designs in particular—produce higher pressures while dynamic compressors (such as centrifugal and axial designs) are able to move greater gas volumes.
The major factors involved in the selection of compressor lubricants include:
■ Type, size and speed of compressor■ Gas being compressed■ Number of stages■ Pressure and temperature at each stage■ Environment■ Type of lubrication system
Reciprocating compressors Operation… Reciprocating compressors incorporate a cylinder and piston, piston rings, inlet valve, discharge valve and a drive assembly consisting of a crankshaft, connecting rod and drive, such as an electric motor. The compression process begins with piston movement in the cylinder creating a greater volume that decreases the pressure. This allows the inlet valve to open, resulting in gas fl ow in the cylinder. Once the piston reaches the end of its stroke, the inlet valve closes and the piston moves in the opposite direction, reducing the volume in the cylinder and causing gas pressure to increase. When the pressure is high enough to overcome the gas pressure in the discharge line, the discharge valve opens, allowing the gas to escape in the discharge line. The cycle is repeated as the piston moves back and forth. For each cycle, gas is drawn into the cylinder, compressed and delivered to the discharge piping. The piston rings maintain a seal between the piston and the cylinder, which lets the gas be compressed without leaking past the piston.
A compressor is a machine that raises the pressure of a gas and then delivers it for use in a
variety of applications, including those associated with combustion, pneumatic, refrig-
eration and gas-transmission processes. The main purpose of a compressor is to increase
gas pressure to the point where it can be used in an industrial facility. Compressors are
rated by discharge pressure in psi and capacity in cubic feet/minute (cfm).
Dynamic
Reciprocating
Positive Displacement
Straight Lobe
CompressorsRotary Screw
Sliding VaneCentrifugalLiquid Piston
Axial
Inert Hydrocarbon Chemically ReactiveNitrogen Methane OxygenHydrogen Ethane HalogensHelium Propane Hydrogen ChlorideCarbon Monoxide Butane Hydrogen Sulfi deCarbon Dioxide Propylene Nitrogen OxideAmmonia Butylene Sulfur DioxideAir Natural Gas Others
Table I. Classifi cation of Compressed Gases
Dynamic
Reciprocating
Positive Displacement
Straight Lobe
CompressorsRotary Screw
Sliding VaneCentrifugalLiquid Piston
Axial

10 | LUBRICATION MANAGEMENT & TEChNOLOGy JULY/AUGUST 2012
EQUIPMENT-SPECIFIC LUBE SERIES
Reciprocating compressors have many types of arrange-ments, from number of cylinders to stages of compression. In order to increase gas discharge volume, such compressors may have multiple cylinders that have separate inlet lines but common discharge lines. Single-cylinder compressors are classifi ed as either horizontal or vertical. The most common arrangements for a two-cylinder compressor are the V- and L-shaped layouts.
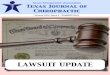
Another way to increase volume in a reciprocating compressor is to compress the gas on both faces of the piston. This is called a double-acting compressor. Through adiabatic compression, as the pressure on a gas increases, the temperature goes up proportionally and at high pres-sures can reach very high gas discharge temperatures. The pressure-limiting factor in a reciprocating unit is the temperature achieved during the compression process. To achieve higher pressure, two or more stages are used. The gas is cooled with an intercooler between stages and then recompressed to higher pressure. The fi rst stage has the largest piston and cylinder—with each successive stage being smaller. Figure 2 illustrates a double-acting, two-stage, L-shaped reciprocating design. (Most high-pressure reciprocating compressors are double-acting, multistage and water-cooled.)
Fig. 2. A double-acting, two-stage, L-shaped reciprocating compressor design
Lubrication… Lubrication of reciprocating compressors in terms of oil type and viscosity can vary widely based on the type of gas comp-ressed and the desired discharge pressure. The major lubrica-tion areas and components on a compressor are as follows:
■ Compressor Frame◆ Main bearings◆ Connecting rod bearings◆ Cross head bearings◆ Motor bearings
■ Cylinder Region◆ Rider bands◆ Compression rings◆ Packing◆ Valves
If the frame bearings and cylinder are using the same oil for lubrication, the oil is pumped from a reservoir where the oil is fi ltered and cooled. The oil is distributed to the bearings in the frame by an oil pump. The same oil is also used, by way of injectors, to lubricate and seal piston rings. In many cases, two different lubricants are used. The frame bearings don’t require synthetics because of the moderate conditions. High-pressure, high-temperature conditions may require synthetics or compounded oils in the cylinder. Also, higher pressures require higher viscosities. A separate oil system is used to supply oil to the injectors for the cylinder. Too much oil in the cylinder can create problems, such as carbonizing the valves. It is better to under-lubricate than over-lubricate. One quart of oil will lubricate the sweep of the piston over 10,000,000 ft2. The following is the formula to calculate the oil required in quarts/day. This is an average amount—it can change based on operating conditions and gas being compressed:
Quarts per day = Bore(inches) x Stroke(inches) x rpm x 62.8 10,000,000
The injectors are set in drops/minute and have to be adjusted to the size of the drop to achieve quarts-per-day calculation. During commissioning and run-in of new compressors, this amount is usually doubled. Check with the OEM for its requirements.
In most conditions, frames are lubricated with rust- and oxidation-inhibited (R&O) oil (usually an ISO VG of 150). In some cases, an OEM may recommend an ISO 100.
Cylinder lubrication is related to the type and pressure of the gas being compressed. Units that compress inert gases are the easiest to lubricate—with ISO 150 R&O oil under moderate pressures <1000 psi. As pressures increase to 5000 psi, there’s a corresponding increase in viscosity from ISO 150 to 680.

JULY/AUGUST 2012 www.LMTinfo.com | 11
EQUIPMENT-SPECIFIC LUBE SERIES
Hydrocarbon or wet gases can have a large dilution effect on an oil; as pressures are increased oil viscosity should increase. Polyalkylene glycols (PAG) are very resistant to dilution by hydrocarbons (and also don’t form deposits). Under higher pressure conditions they are an excellent choice. Typically, ISO 150-220 is used. When discharge temperatures approach 300 F, synthetics are usually recommended—such as PAGs, which don’t cause deposits when oxidized, and diesters, which have high thermal stability and excellent solvency that prevents exhaust-valve deposits (a major problem at high temperatures).
Reactive gases can pose many problems with regard to lubrication. In applications like oxygen compression, a hydrocarbon lubricant should not be used if there’s a chance of it coming in contact with the gas. Fluorocarbons have been used in this service. Compounded oils with synthetic animal fat have been used to provide protection from acidic components. In some cases, engine oils have been used for the same reason (their detergent packages neutralize acidic components). This approach isn’t recommended if moisture is present. If you are working with reactive gases, consult your OEM and lube supplier for the correct solution.
Screw compressorsOperation… Rotary screws are positive-displacement designs that use screw-shaped rotors for gas compression. The main components are the inlet and outlet ports and the main and secondary rotor (which mesh as they rotate). There
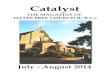
is a groove on the secondary rotor, and when it passes the gas inlet port, the gas enters the groove. The gas becomes trapped after passing the inlet, forming a gas pocket along the entire length of the groove. The lobe then meshes with the lobe on the main rotor. As the lobes mesh, the volume of the gas pocket is reduced, compressing the trapped gas. The gas is released as the groove passes by the discharge. Figure 3 illustrates a rotary screw compressor.
Rotary screw compressors—in both one- and two-stage designs—can generate pressures up to 350 psi. The two major sub-set categories are wet and dry screws. The most common of these is the fl ooded, or wet screw, where the oil and gas come together in the compressor. The oil provides a seal to rotate the screws, whereas the dry screw has a timing gear to regulate the screw movement. (NOTE: Flooded screw compressors are the main compressor type used for air compression.)
Lubrication… The dry screw compressor is the easiest to lubricate because there is no contact between the oil and gas. Typically, an R&O ISO 32-100 is used, depending on application and temperature.
The most common is the fl ooded screw, where the lubri-cant is in direct contact with the compressed gas. The major functions of the lubricant are to lubricate bearings and speed gear if present, cool, seal the rotors and prevent rust. Most fl ooded screws for air compression use synthetics, of which polyalphaolefi n (PAO) and a polyalkylene glycol/ester blend
Fig. 3. A rotary screw compressor design

12 | LUBRICATION MANAGEMENT & TEChNOLOGy JULY/AUGUST 2012
EQUIPMENT-SPECIFIC LUBE SERIES
are the major types. blend. (NOTE: Please refer to my article “Proper Selection and Monitoring of Compressor Lubricants,” published in May/June 2009 issue of Lubrication Manage-ment & Technology for a comprehensive discussion on the lubrication of rotary screw air compressors.)
Flooded screws have the same problems as reciprocating compressors in processing hydrocarbon and reactive gases that react with the lubricant. The typical viscosities used are 32-68. When a hydrocarbon gas is in contact with most lubricants, the viscosity will be lowered because of dilu-tion. Therefore, to achieve the target viscosity, a higher-viscosity fluid will be needed. The best lubricant for this application is a PAG, which is diluted less than any other type of product. For normal applications, mineral oils, PAOs and diesters have been used. Remember that reac-tive gases pose special problems with regard to lubricants. Always consult the compressor OEM and lube supplier.
Other positive-displacement compressor typesRotary lobe… Rotary lobe compressors are also called blowers. They can compress large volumes of gas at low pressures. They feature two figure-8 impellers in a casing that rotate in oppo-site directions. Small clearances are maintained between the lobes with the use of timing gears. The gas is trapped between the impeller and the casing. As the impeller rotates, successive volumes of gas are packed in the confined space resulting in an increase in pressure.
Lubrication is performed on the unit’s bearings and timing gear. Either an R&O 150-220 or an AW 150-220 should be used. (NOTE: The November/December 2012 issue of this magazine will cover blowers in detail.)
Sliding vane…A sliding vane compressor consists of a cylinder, a slotted rotor and vanes that fit in the rotor slots. The vanes are free to slide in and out of the slots as far as the distance between the rotor and cylinder walls. The rotor is maintained off center so a crescent-shaped space is left. Centrifugal force holds the vanes against the cylinder wall during operation. Each pair of vanes forms gas pockets of varying size. Where the distance between the rotor and cylinder is greatest, the gas pocket is the largest. As the rotor turns, the volume of the gas pockets gets smaller, compressing the gas. As the vanes pass the discharge port, the compressed gas flows out of the cylinder. These compressors are small, run quiet and require low maintenance at low to moderate pressures. They are sensitive to particles. The vanes contact the cylinder walls in a boundary lubrication condi-tion; therefore antiwear oils are used ranging in viscosity from 32-150, depending on the application.
Liquid piston… This compressor has only one moving part: a rotor with blades. There are openings between each pair of blades. The compressor is partially filled with water. During operation, the water is spun outward by the rotor and forms a liquid ring around the casing. Separate gas pockets are formed between each pair of blades. Since the rotor is mounted off center in the casing, the gas pockets are large near the gas inlet port and small near the discharge port. Gas enters the gas pockets as they pass the inlet port. The gas becomes trapped and compressed by the liquid, reducing the size of the gas pocket and producing the increase in pressure. At full compression, the gas pocket’s opening passes the discharge port, and the compressed gas flows through the discharge line. Liquid piston units are used in low-pressure applications. The rolling element bearings are the only lubri-cated components (with ISO 32-68 R&O oil or, in some cases, an NLGI 1 or 2 lithium grease.)
Basic troubleshooting techniques Compressor troubleshooting calls for a strong knowledge of machine component design, operating parameters, lubrica-tion requirements and OEM specifications. In-depth trouble-shooting usually becomes a one-on-one proposition: With a problem compressor, the troubleshooter must take a deep look into each piece of the puzzle. The following points comprise a basic troubleshooting approach for all types of compressors.
Temperature. Changes in temperature from an estab-lished norm is a reliable indicator of changes in machine condition. Daily temperature inspections should, at least, include: suction and discharge of gas, gas interstage coolers, afterstage coolers, lube-oil coolers, cooling water, mechanical seals, crankcase and bearing oils. Periodic checks of bearings, valves and cylinder-head temperatures are important.
In-depth troubleshooting
typically calls for a
one-on-one approach.
There can be lots of puzzle
pieces to evaluate in a
problem compressor.

JULY/AUGUST 2012 www.LMTinfo.com | 13
Levels. Liquid levels in compressor components must be monitored diligently. Correct crankcase, bearing housing, reservoir oil levels, feed rates on cylinder injec-tors and circulating oil systems must be kept constant. Compressed-gas receivers, intercoolers, aftercoolers and process piping must be drained and kept liquid-free. Free water should be drained from oil reservoirs and oil-fi lter housings daily.
Pressures. All compressors are designed to operate in specifi c pressure ranges; this is one governing factor determining what type of compressor is used in what service. Pressure differentials between suction, interstage and discharge gases must be tracked and variances out of the norm investigated. Bearing, mechanical seal and oil-fi lter pressures should be checked, at least daily. Air compressor inlet fi lter differential pressure should be checked daily.
Changes in vibration or sound. Knocks, pings, rattles or ticks should be investigated as soon as possible after detection.
Oil analysis should be conducted on no less than a quarterly basis—and on a monthly basis in severe service. Tests should include: viscosity, particle counts, wear metals, water content and FTIR or Ruler for remaining useful oil life. Modifi cations to this basic test slate will be required, depending on compressor type and service.
Troubleshooting specifi cs for positive-displacement types. . . ■ Reciprocating compressors. Note pressure changes
outside the norm (i.e., high intercooler pressure makes second-stage valves or unloaders suspect; low intercooler pressure points to fi rst-stage valves and unloaders).
Monitor valve temperatures (hot ones are trouble). Check cooling-water inlet and outlet temps for effi ciency.
Track crankcase oil viscosity on reciprocating gas compres-sors; oil dilution is common. When a recip compressor develops a “knock” and it’s not caused by insuffi cient lubrication, it’s likely due to mechanical looseness of bushings on the wrist pins, crossheads or cranks, or loose fasteners on foundations, cylinders, head bolts, etc.
■ Flooded rotary screw compressors. Proper functioning of the oil separator is one of the keys to long machine life. The lube oil is exposed to gross particle ingression and/or viscosity dilution from being mixed with the compressed air or process gas. The oil separator must remove these particles or the oil will soon be contaminated.
Track particle counts and wear metal in the lube oil and oil-fi lter differential pressure. For more info, enter 02 at www.LMTfreeinfo.com
PERFORMANCERemove 100% of free and emulsified water and at least 90% of dissolved water from
industrial oils with our vacuum dehydrators.
Call 615.672.8800 or visit us at descase.com/vacuum
Keeping Contamination Under Control.®
Rent. Buy. Lease.
For more info, enter 66 at www.LMTfreeinfo.com

14 | LUBRICATION MANAGEMENT & TEChNOLOGy JULY/AUGUST 2012
EQUIPMENT-SPECIFIC LUBE SERIES
■ Rotary lobe and liquid piston compressors. These units only require lubrica-tion for their shaft support bearings. Troubleshooting and oil analysis can be accomplished per the basic approach notes above.
■ Sliding vane compressors. These compressors can also be monitored via the basic approach above, with the addition of wear-debris analysis, particle-count trending and tracking of oil-fi lter differential pressures.
Coming upPart IV-B in the September/October issue will focus on lube strategies and trouble-shooting tips for dynamic (i.e., centrifugal and axial) compressor types. LMT
Ray Thibault is based in Cypress (Houston), TX. An STLE-Certifi ed Lubrication Specialist and Oil Monitoring Analyst, he conducts extensive training for opera-tions around the world. Telephone: (281) 250-0279. Email: [email protected].
For more info, enter 01 at www.LMTfreeinfo.com
Understanding a compressor’s
design and the characteristics
of the gases it will process
is key to development of a
successful lube strategy.
Table II. Summary of Compressor Lubricants
Compressor Type Lubricated Component Lubricant
Reciprocating Cylinder Mineral Oil ISO 100-680 Diester ISO 100-150 PAG 100-320 Frame Journal Bearings Mineral Oil ISO 100-150
Rotary Screw Speed Gear Mineral ISO 32-68 Flooded* Roller Radial & Thrust Bearings PAO 32-68 PAG 68-150 PAG/Ester 32-68 Diester 32-68
Dry Radial and Roller Thrust Bearings Mineral Oil ISO 32-100 Timing Gear
Sliding Vane Rolling Element Bearings Mineral Oil AW 32-150 Sliding Vanes
Rotary Lobe Rolling Element Bearings Mineral Oil R&O or Timing Gear AW ISO 150-220
Liquid Piston Rolling Element Bearings Mineral Oil ISO 32-68
Centrifugal Radial and Thrust Journal Bearings Mineral Oil ISO 32-46 Radial and Thrust Rolling Element PAO ISO 32-46 Bearings PAG /Ester 32 (Air Compressor)
Axial Radial and Thrust Journal Bearings Mineral Oil ISO 32 Radial and Thrust Rolling Element PAO ISO 32 Bearings
*The wide selection of lubricants for fl ooded screw compressors is based on the type of gas processed.

SUPPLY CHAIN LINKS
JULY/AUGUST 2012 www.LMTinfo.com | 15
The engineering basis for selection of rolling bearings comes from ISO 281:2007 Rolling Bear-ings – Dynamic Load Rating and Rating Life, which defi nes the Dynamic load rating (C) for a bearing based on its type, size and internal macro geometry. The Standard considers the application conditions of applied load (P), type of bearing and operating speed (n) and now considers the lubrication condi-tion (κ) and cleanliness (η
c) condition to calculate
the L10mh
rating life.
The L10mh
rating life, therefore, considers the two most common causes of rolling-bearing failure in mining and cement machinery—poor lubrication and contamination (poor cleanliness). These two factors are culprits in 50% of all rolling-bearing failures. That’s why it’s so important to use the L
10mh rating life when
selecting and replacing these bearings.
Suppliers have made some
great strikes in the design,
heat treatment, sealing and
lubrication of rolling bearings.
Emphasis On Innovation:Rolling Bearings In
Mining & Mineral Processing
The harsh conditions and energy-intensive nature
of mining and cement applications pose special
challenges for equipment systems and their
components. Selecting the right bearings for
mineral-processing machinery is crucial.
Keith E. Meyers, P.E.SKF
L10mh = aSKF
103 1000000
60nCP( ( for radial roller bearings
© T
HOM
AS B
ECKE
R—FO
TOLI
A.CO
M

SUPPLY CHAIN LINKS
16 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
The true criterion for selection of rolling bearings should be quality and rating life, including considerations of the lubrication and contamination condition, as well as correct selection of cage type, internal clearance, precision, etc., for specifi c operating conditions. Bearing dynamic load rating (C) from a catalog is a far too simplifi ed criterion.
Unfortunately, Dynamic load rating and low cost is still the way many bearings are selected by purchasing depart-ments and offered for replacement by MRO distributors. Such decisions are based on the assumption that a bearing with a greater dynamic load rating is the best choice—with little consideration as to whether the bearing is well-made, fi ts well on the shaft and in the housing or performs at a satisfactory cool operating temperature. This type of selection process leaves much to be desired when it comes to boosting equipment reliability and optimizing energy effi ciency, espe-cially since a range of innovative roller-bearing technologies are now available to do both.
InnovationsSelf-aligning spherical roller bearings & improved rating life…Heat treatment has great impact on a roller bearing’s service life and performance in poor-lubrication-related and contaminated conditions. By necessity, there’s a need to balance the bearing’s material properties, i.e., high hardness and surface residual stress profi le for longer bearing fatigue life, fi ne microstructure for wear resistance and toughness for crack resistance. Bearings generally are subjected to a through-hardened martensitic or bainitic heat treatment, or they’re case-hardened.
An improvement in bainitic heat-treatment process tech-nology has led to higher hardness and fi ner microstructure, yet still maintains toughness. The result is a near doubling of bearing rating life in poor lubrication conditions (�<1) and high-contamination conditions (�c<0.5) for Upgraded SKF Explorer Performance Class bearings compared with existing SKF Explorer Performance Class spherical roller bearing. The fi ner mircostructure translates into considerably less internal wear. Compared to a normal spherical roller bearing, the Upgraded SKF Explorer Performance Class units have a much longer rating life and show less wear.
Sealed spherical roller bearings… Typically, medium- and large-size conveyor pulleys use spherical roller bearings mounted in split housings sealed by a contact, labyrinth or Taconite seal. The Taconite seal is used to provide extra protection against liquid and particle contamination ingress. Often, large quantities of grease are fed to bearings to purge the contamination. Still, because of wear and fatigue from contamination, the service life of the bearings often falls shorter than the pulley life (lagging).
A recent innovation is the factory-sealed Upgraded SKF Explorer spherical roller bearing mounted in the sealed split housing. In this type of solution, a sealed spherical bearing is fi tted with steel-backed contact seals and lubricated by a good-quality bearing grease at the factory. Mounting inside the sealed housings results in three barriers to the ingress of contamination: the housing seal, the grease volume inside the housing and the new sealed spherical bearing itself. Experience has shown this solution to increase Mean Time Between Failure (MTBF) of the conveyor pulley bearing by two to three times—which, in some cases, has exceeded the lagging life of the pulley.
The sealed bearing still can be relubricated as needed, depending on the operating and ambient conditions. A 90% reduction in required grease consumption also has been documented. That’s because only a small quantity of grease is needed to lubricate the sealed spherical bearing inside the sealed housing compared with the large quantity of grease needed to purge contamination from an open, unsealed bearing.
This solution improves MTBF and, accordingly, Mean Time Between Repairs (MTBR). Unlike other approaches (such as split bearings) that are aimed only at decreasing Mean Time To Repair (MTTR), the Three Barrier Solution reduces the Total Cost of Ownership, TCO, by extending MTBR and reducing maintenance costs.
Sealed spherical roller bearings are appropriate for lower-speed applications such as conveyors, bucket eleva-tors, etc. Combining a standard housing seal with a sealed spherical roller bearing can provide adequate contamina-tion protection and eliminate the need for Taconite seals. This could result in a substantial dollar and space savings since two Taconite seals—which add cost—can be diffi cult to install and align, and increase space requirements of the assembly.
Keep in mind that a sealed spherical roller bearing must be mounted in a good-quality housing with good shaft seals on a good-quality adapter sleeve. Otherwise, the bearing won't be supported and sealed properly. Modern housings are designed and tested for higher break-loads than older designs. This means a standard cast iron (ASTM A48 Grade 35) material can be used in most cases, the exception being larger-sized housings (shaft diameters greater than approxi-mately 300 mm [12 in.]), for which ductile iron is recom-mended. It's an easy engineering evaluation to determine if a standard modern split housing of good-quality cast iron can be used in place of a ductile iron model, particularly if the housing is oriented in the conveyor with the belt load into the base support. The adapter sleeve should have oil-injection grooves to aid in the safe, quick, easy mounting and dismounting of the bearings.

SUPPLY CHAIN LINKS
JULY/AUGUST 2012 www.LMTinfo.com | 17
Typical sealing options for pulley-housing shafts include lip seals, Posi-Trac Plus seals and Taconite seals. The use of the Three Barrier Solution means that Taconite seals can be avoided except in cases where pulleys have extreme-pressure water washdown. (Again, Taconite seals can be expensive and make alignment diffi cult. They also add additional axial length to the assembly.)
In smaller conveyors, the SKF ConCentra Roller Bearing Unit can be used instead of bearings in split housings. Assembled, sealed and lubricated by the bearing manufac-turer, this type of unit is “shaft ready.” It slides onto the shaft, whereupon axial screws are tightened to move the bearing up its mounting sleeve. The secure axial-screw mounting allows a near 360° fi tting (with no damage to the shaft by the set screws), as well as easy dismounting.
Spherical roller bearings for vibrating screens… The vibrating screen is intentionally made to operate at high acceleration to increase the sorting effi ciency of the ore. This acceleration places higher forces on the bearing used in the vibration mechanism. Depending on the design, spherical roller bearings are used for shaft-type mecha-nisms and mostly cylindrical roller bearings for exciter-type mechanism screens. For both bearing types, the dimensional precision, internal radial clearance and cage design must be suitable for the screen operation. In the case of spherical roller bearings, the features listed in the following blue table are needed for vibrating-screen applications:
Analysis (and experience) show that a two-piece hardened pressed-steel cage with an outer-ring-centered guide ring produces the lowest internal friction. (Figure 1 is a calculated comparison of sliding/rolling friction for various cage types.)
Energy-effi cient deep-groove ball bearings…In a conveyor system, there are typically three idler troughing rollers per every one or two meters (3 to 6 feet) of belt length, plus one return idler roller every two, three or four meters. This means possibly 10 bearings every two to three meters of belt length. In each idler roller, there is bearing and seal friction that causes a rolling resistance. The contact seals of the idler roller or those in the bearings (2RS1) contribute the most signifi cant portion of the individual idler roller friction. Aside from the seal friction in the idler rollers, there remains a bearing rolling friction in each roller. Of course, the rolling or anti-friction bearing is designed to have low rolling friction. Multiplying this idler bearing friction times the length of the belts, however, contributes to increased torque and power requirements to drive the belt.
Fig. 1. Comparisons of slide/roll friction in vibrating-screen bearings
Bearing series 223
Precision ISO P5 dimensional bore diameter ISO P6 dimensional outer diameter Radial Internal Clearance C4
Cage Two-piece hardened steel cage, outer ring centered guide ring

SUPPLY CHAIN LINKS
18 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
Innovative product development has shown that the internal rolling friction torque of ball and roller bearings can be reduced by an average of 30% with special internal bearing geometry, cage design and grease selection. This has been verifi ed by torque measurement tests (refer to Fig. 2).
Furthermore, the service life of these energy-effi cient bear-ings measurably increased due to lower friction, optimum grease selection and resulting lower operating temperatures. These bearings can also be used in electric motors and fans to reduce energy use. Today, they’re generally available in the small to medium sizes and recommended for light- to medium-duty (C/P > 8) applications. In other cases, SKF Explorer Performance Class deep-groove ball bearings can be used. (Energy-effi cient bearings are also available in tapered roller and spherical roller bearing types.)
Sealing solutions... As mentioned in the section regarding the Three Barrier Solu-tion, there are many shaft-sealing options for split housings. This is true for conveyors, jack shafts, pinion shafts and fans, etc. A new development in sealing is the improvement to SPEEDI-SLEEVE, a thin, hard-surfaced, polished sleeve that mounts where the shaft seal lip rides. Made of a proprietary stainless steel, the improved SPEEDI-SLEEVE has an optimized seal counterface surface to reduce friction, seal-lip and sleeve wear and extend seal life.
Another development is the ability to machine customized seals from cylindrical blanks of seal materials. This allows the
design and manufacture of a seal to solve specifi c sealing and contamination situations: A single seal can be made or a small number of seals can be machined to fi nd a suitable solution.
For medium-large diameter shafts (d < 1.5 m [59 in.]), a new seal with PTFE excluder has been very effective in high dust and abrasive material oper-ating conditions. PTFE excluder blocks the abrasive materials to protect against wear and short life. This type of sealing solution has been particularly effective in Vertical Roller Mill (VRM) roller applications.
Lubrication and cleanliness concernsProper lubrication is critical to the performance and service life of any machinery—including equipment
throughout the mineral-processing sector. Lubricant viscosity (mm2/s) at the machinery operating temperature is the key parameter for the selection of oils or greases (grease base oil). A minimum viscosity is recommended for long service life and least wear. In the case of rolling bearings, Fig. 3 (page 36) notes the minimum required viscosity at the operating temperature based on the bearing mean diameter, dm and bearing rotational speed (rpm). The ratio between the actual operating viscosity (v) and the minimum required viscosity(ν1) is named the Lubrication factor, κ (Kappa). � is is one parameter for the calculation of bearing rating life. � e κ should preferably be in the range between 1.5 and 3. Too low κ (too low ν) can lead to surface distress and short bearing service life. Too high κ can cause excessive internal friction and overheating of the bearing.
In many mining and cement applications, the lubrication factor is less than one—which is why the previously mentioned improvements in roller-bearing technologies are so important.
Internal cleanliness of machinery is also vital to long service life. The reliability of the bearings, gears, seals, chains, couplings and other rolling and sliding components and surfaces depend on clean lubrication. It is recommended that OEMs, mineral proces-sors and their subcontractors maintain dedicated clean work areas for the assembly and repair of machinery. Such work areas should be partitioned from airborne dust caused by grinding, welding and the outdoors. Dedicated benches, tools and hoists that can be kept clean for working on rolling and sliding compo-nents are also recommended.
Fig. 2. Comparisons of power loss in standard and energy-effi cient ball bearings

JULY/AUGUST 2012 www.LMTinfo.com | 19
LISTEDNO. MH47936
by
®
OilSafe.® Value from the production line to the bottom line.
Think how much better you’d work with a lubrication system like this. With modular
bulk storage and built-in fi ltration to prevent contamination. With precise-pour
transfer containers to eliminate spills and slowdowns. With integrated color coding
and customized labeling to avoid mix-ups every step of the way. Run with OilSafe.
The lubrication system that safeguards your workfl ow.
OilSafe.com/workfl ow | 855-211-4801
THIS IS THE SYSTEMthat ensures the process
that simplifi es the maintenance
that extends the life of the machines
that make the product
THAT KEEPS YOURBUSINESS RUNNING
12-FDS-0008_ad_LubricationManagement.indd 1 7/6/12 8:32 AM
For more info, enter 67 at www.LMTfreeinfo.com

SUPPLY CHAIN LINKS
20 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
Lubricants should be stored in clean and dry areas. Containers and tools used to dispense them should be clean and dry—and be dedicated to a particular lubricant to avoid mixing of products.
Bearings, too, should also be stored in clean and dry areas. They should remain unopened in their boxes and wrapping until they are assembled into the machinery.
Oils (lubricants and hydraulic) should be checked before use and periodically during use for cleanliness and moisture content. Solid particle contamination can have a signifi cant impact on bearing service life. Although not considered in the ISO 281 stan-dard for rating service life of rolling bearings, it is well documented that excessive moisture content in lubricants reduces their service life and similarly for gears, seals and other components. Moisture can, of course, also cause corrosion in the machinery. Moisture content in rolling-bearing lubricants should be less than 200 to 500 ppm, depending on the oil type and properties.
The ISO 4406:1999 standard is used to rate solid-particle cleanliness in fl uids. ISO 4406 classifi es the solid-particle count in a fl uid at three defi ned particle sizes (4, 8, and 14 micron). The classifi cation ranking is based on the number of counted particles in these three sizes. Examples of the classifi cation are 22/18/13 and 16/14/12. The lower the classifi cation ranking, the cleaner the fl uid. It is recommended that the ISO 4406 be used as part of the Predictive Maintenance oil analysis.
For rolling bearings, the ISO 16/14/12 cleanliness is recom-mended. This recommended cleanliness can be achieved in a number of ways depending on the situation: by fi ltering the oil lubricants before use, by fi ltering the oil before it is fed to the bearing by a circulating oil lubrication system and by fi ltering
the oil in the sump of the reservoir using a kidney fi ltration system. In all of these cases, the machinery needs to have effec-tive seals and fi lter/breathers.
ConclusionsBearing manufacturers need to communicate and work with machinery OEMs, end-users and engineering consultants to ensure that appropriate solutions are specifi ed and implemented in mineral-processing equipment systems. The results will be improved machinery reliability, availability and maintainability.
The bottom line is that selection of roller bearings should be based on L
10mh rating life, quality, performance, energy-
effi ciency and environmental impact, along with consider-ation of any lubrication and cleanliness issues related to the application. MT
Based in Philadelphia, PA, Keith Meyers is Global Segment Manager Mining, Mineral Processing & Cement for SKF. This article is based on his November 2011 presentation entitled “Innovations Related to Rolling Bearings in Mining and Mineral Processing Applications” for a mining conference in Mexico. Email: [email protected].
Fig. 3. Minimum lubricant viscosity for roller-bearings
Specifying and implementing the
correct bearings for your equipment
systems is like striking it rich in
the area of machinery reliability,
availability and maintainability.
For more info, enter 02 at www.LMTfreeinfo.com

VOLUME 2 / NO. 2 UTILITIES MANAGER | 19
XX UMBIG MONEY TALKS UM
Parsing Renewable-Energy Production Tax Credits
William C. Livoti, GIW/KSB
The production tax credit (PTC) for wind energy expires at the end of 2012. The PTC for renewables like wave and tidal, geothermal and bio-energy was extended until the end of
2013. How will this loss of funding impact renew-able-energy development and, ultimately, your cost of electricity?
Where we are todayLow natural-gas prices (2.770/MM/BTU) have put a damper on renewable-energy projects. The dramatic drop in natural-gas prices is due, primarily, to the introduction of hydraulic fracturing and horizontal drilling: U.S. oil/drilling companies have been able to extract gas from shale formations at lower costs, thereby increasing their profi tability, as well as the supply of natural gas available in the domestic market. The increased amount of natural gas in the U.S. market has, in turn, reduced the fuel’s price by more than 40% in the past year.
Production tax credits explainedOrganizations that generate energy from wind (via large “utility-scale” turbines), solar, geother-mal and “closed-loop” bio sources (i.e., dedicated energy crops) are eligible for a PTC that amounts to a 2.2-cent-per-kilowatt-hour (kWh) benefi t for the fi rst 10 years of the renewable-energy facility’s operation. Added to state-mandated renewable-energy programs, the federal production tax credit program has been the driving force behind wind-power development for the past seven years.
Up until now, Congress has been able to extend the PTC program—albeit with a few delays along the way—thus making state-mandated renewable-energy requirements cost-effective propositions. The current administration has pushed for the extension of tax credits that it claims would save jobs in the fi eld of clean-energy production. There also has been an effort by President Obama to extend a 30% tax credit for manufacturers that invest in equipment to make components for clean-energy projects in the U.S.
These types of energy incentives are not new—nor have they been confi ned to “green” energy. Subsidies have also gone to developing fossil-fuel resources and reserves. In fact, until 2008, the federal government provided substantially larger subsidies to fossil fuels than to renewables—roughly $72 billion, according to some reports. In comparison, the renewable arena has only seen about $29 billion.
So what?At this point you’re probably asking, “How is this going to affect me?” Here’s how: If (when) the tax credits stop, you can bet investors are going to back away and move their money to “profi table” projects—like any good businessperson would.That’s all well and good, with the exception of state-mandated programs. Approximately 30 states currently have programs that require a utility to provide anywhere from 10% to 30% renewable energy. Where are they (the utilities) going to fi nd investors who are going to fi nance these mandated programs? Take a wild guess. UM
Bill Livoti is Power Engineering - Energy Effi -ciency Service Center Engineering/Manager for the GIW/KSB Florida Service Center in Mulberry, FL. Email: [email protected].
For more info, enter 261 at www.LMTfreeinfo.com
VOLUME 7 / NO. 3 UTILITIES MANAGER | 21
When production tax credits for
renewable-energy projects go away,
as they soon will, so will investors.
Guess who your utilities will be calling
on to fund their state-mandated
renewable energy efforts?

UM IN THE ENERGY LOOPUM
22 | UTILITIES MANAGER VOLUME 7 / NO. 3
Some products are just plain energy effi cient. Others make your processes more so. Then there are those that serve energy-saving technologies.
Our editors have selected several in this loop to bring to your attention.
Long-Life, High-Speed, Low-Torque Rolling Bearings
NTN’s ULTAGE Deep Groove Ball Bearings for Ultra-high Temperature Environments help meet the demand for improved productivity
and reduced power consumption in fi lm-stretching machines that operate within high-temp furnaces. These high-speed, low-torque rolling bearings use a specially formulated solid lubricant in place of fl uo-rine grease. Internal design improvements increase the amount of lubricant and optimize the shape of the bearings that, in turn, translates into improved operating life. For example, a metallic cover over the solid lubricant helps prevent the bearing’s inner and outer rings from separating, even if the lubricant becomes extremely worn.
NTN Bearing Corporation of AmericaMt. Prospect, IL
Better Production OfOil-Free Compressed Air
Prior to the introduction of its line of BLUEKAT compressors, Boge suggeststhat there were only two ways to
produce oil-free compressed air: Use an oil-free screw compressor with high com-pression temperatures, lowered effi cien-cies and high leakage rates, or use energy- and maintenance-intensive multi-stage fi ltration. Based on the company’s S Series screw compressors with traditional oil-injection technology, BLUEKAT units integrate a converter directly after the compressor stage to oxidize oil into carbon dioxide and water. Since the purifi ed air has a residual oil content of less than 0.01 mg/m3, it is considered oil-free. The manufacturer says its integrated converters are more effi cient than external downstream converters and also eliminate condensate disposal.
BOGE America, Inc.Powder Springs, GA
For more info, enter 262 at www.LMTfreeinfo.com
For more info, enter 263 at www.LMTfreeinfo.com
For more info, enter 264 at www.LMTfreeinfo.com
Clean Energy From Letdown Gas Pressure
Langson Energy’s Edison Bronze Award-winning Gas Letdown GeneratorTM converts wasted
letdown pressure from pipelines into clean electrical power for less than 3 cents per kWh. The company says the technology is more cost-effective than turbo expanders, turbines and other alternatives, and that users can capture the power for their own needs or sell it. The amount of power that can be produced depends primarily on how much fl ow is in the pipeline and how much pressure is let down or reduced. According to Helix Power Generators, an authorized distributor and service provider for these systems, the baseload power allows the generator to run 24/7 with bearing maintenance every 50,000 hours on average.
Helix Power Generators, Inc.Houston, TX

UMIN THE ENERGY LOOP
VOLUME 7 / NO. 3 UTILITIES MANAGER | 23
Powerful Fans Stand Up In Areas WithOverhead Obstructions & Poor Ceiling Access
Rite-Hite’s recently introduced Renegade series HVLS (high-volume, low-speed) fl oor-mounted fans improve air circulation in areas with overhead obstructions or limited ceiling access. Unlike ceiling-mounted HVLS fans, they can be moved when plant confi gurations
change. While its AC motor consumes 640 watts of electricity, the same as two 30” hp pedestal fans, a single Renegade unit generates eight times the air volume and circulates it up to 50 feet from the fan’s center in all directions, effectively covering up to 7850 square feet. Offered in 8-, 12- and 16-ft.-diameter models, these fans feature easy-to-use controls for adjusting fan speed or operating the units in reverse.
Rite-Hite FansMilwaukee, WI For more info, enter 265 at www.LMTfreeinfo.com
For more info, enter 266 at www.LMTfreeinfo.com
For more info, enter 267 at www.LMTfreeinfo.com
Expanded Line Of Interchangeable Wind-Industry Gearbox Filter Elements
Swift Filters has expanded its fi lter-element offerings for wind turbines, including those in GE’s 1.5 MW Series. Engineered specifi cally for wind-turbine gearbox lubrication lines, SwiftGreen™ fi lter elements feature a reusable machined-aluminum bypass-valve
assembly that cuts expenses and disposal volume. When it’s time to replace a used element, the bypass is removed and inserted into a fresh SwiftGreen element. Employing the latest genera-tion of SwiftGlass™ Bx(C) ≥ 1000 (per ISO 16889) microfi ber glass fi lter media, elements in this line provide high levels of fl uid cleanliness while maintaining low-pressure drop characteristics. The manufacturer says these products are interchangeable with fi lter elements from Hydac®, Stauff®, Pall®, Parker®, Donaldson®, Purolator® and Filtrec®, among others.
Swift Filters, Inc.Oakwood Village, OH
EISA-Compliant Motors For Harsh Environments
Nidec’s U.S. MOTORS® brand Hostile Duty motors are general-purpose NEMA Premium® units that meet Energy Independence and Security Act (EISA 2007) effi ciency requirements. The manufacturer notes these enclosed fan-cooled
motors reduce operating costs and are well suited for rugged applications like pumps, compressors, conveyors or blowers in dusty, damp or dirty environments (i.e., in any industry that requires an EISA-compliant motor in a harsh environment). These heavy-duty workhorses are available in T-frame and C-face confi gurations, in TEFC ratings from 1-200 hp, dual-frequency nameplate. Cast iron frames (140 Rolled Steel) and cast iron end brackets, corrosion-resistant mill- and chemical-duty paint and heavy-gauge steel fan covers and conduit boxes are other notable features.
Nidec Motor Co.St. Louis, MO

SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
IT’S OUR DOUBLE-EDGED NATURAL ADVANTAGE
SYNERGY IS IN
OUR DNA
SYNERGY IS IN
OUR DNA
Joined Is Greater Than Our Two Great Individual Parts
2 Publications
1 Publisher
1 Editorial Team
In Partnership With You For 1 Purpose:Keeping Your Message, Products
and Services In Front of 82,000+ Decision-Makers 24/7/365
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
LUBRICATION MANAGEMENTAND TECHNOLOGY
MAINTENANCE TECHNOLOGY
&
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
Your Smart Choice For A Winning Synergy
On Line • In Print • In Person
Relationships Should Be Rewarding...Not Expensive!
Don’t Miss Any Issues • Subscribe To Both MT And LMT Atwww.MT-online.com/subscribe

LUBRICATION MANAGEMENTAND TECHNOLOGY
MAINTENANCE TECHNOLOGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
2 Great Publications Keeping Your Message, Products and Services In Front of
82,000+ Decision-Makers 24/7/365
When 1 Is Great, 2 Synergistic Publications Are Better:
Much, Much Better!
When 1 Is Great, 2 Synergistic Publications Are Better:
Much, Much Better!MAINTENANCE TECHNOLOGY (MT). . .
MT is the premier source of capacity assurance information for manufacturing, process and service operations around the globe!
MT targets the critical technical and business information needs of engineers, managers and technicians who have specifi c interest in and/or responsibility for the reliability, availability, safety, effi ciency and environmental integrity of countless plant equipment systems throughout all industry sectors.
MT editorial is derived from noted industry experts, end-users and leading suppliers in the marketplace. It focuses on equipment reliability and maintenance management solutions, as well as the proactive strategies and information systems that support them.
MT’s goal is to help our readers leverage their precious time with state-of-the-art technologies and methodologies on the way to best practices across their operations.
LUBRICATION MANAGEMENT & TECHNOLOGY (LMT). . .
LMT serves crucial specialists with responsibility for the purchase, application, cleanliness, effi cacy and effi ciency of advanced lubricant technologies for operations everywhere.
LMT offers top-down penetration, from the person who runs things, to the personnel who keep things up and running.
LMT serves the entire lubrication team: engineers, managers, supervisors, technicians and operators.
LMT delivers the entire market: process industries, manufacturing, utilities, mining, transportation and everything in between.
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
SYNERGYSYNERGYSYNERGYSYNERGYSYNERGYSYNERGY
(REACHING 32,000+ KEY DECISION-MAKERS, EVERY OTHER MONTH)
(REACHING 50,000+ KEY DECISION-MAKERS, EVERY MONTH)
Don’t Miss Any IssuesSubscribe Today
“YOUR SOURCE FOR CAPACITY ASSURANCE SOLUTIONS”
“ACHIEVING EFFICIENCIES THROUGH PRODUCTS AND PRACTICES”
Don’t Miss Any Issues • Subscribe To Both MT And LMT Atwww.MT-online.com/subscribe

26 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
DELIVERING THE GOODS
Once a delivery-system design is fi nalized, the next step is to select a suitable lubricant pump. This requires a review of the lubricated machine’s design and the customer’s cost constraints. To narrow the choices, the designer must answer several basic questions:
1. Does the budget allow for the cost of a fully automated pumping system, or is the design restricted to a much less expensive manually actuated pump that can be upgraded or automated at a later date?
2. Does the machine have an integral lubricant reservoir the pump can be mounted in or on, or does the pump require its own lubricant reservoir?
3. Does the equipment have a mechanical power takeoff point, hydraulic or pneumatic power source available?
4. Is an electrical power source available?
Mechanical-Powered Pump UnitsIf no electrical power source is available, the designer has no choice but to use a mechanically actuated pump. The pump design will usually employ a positive-displacement piston whose output delivery can be adjusted by restricting the length of the piston stroke. For most manually operated pumps, a lever arm is mechanically connected to a cam that moves a single acting piston pump back and forth (some designs use a spring-returned pump) with lubricant fed from an attached reservoir. The pump is actuated by manually moving the lever
The Anatomy Of A Centralized Lubrication System
Evaluating Mechanical & Pneumatic
Pump OptionsKen Bannister
Contributing Editor
To date, this series has covered a number of available automated lubricant-
delivery technologies. With the exception of Oil Mist, Air/Oil and Single
Point Lubricating devices (all of which utilize a unique integral pumping
unit), today’s centralized lube systems offer a variety of pump options to
choose from. This article focuses on the differences in these options.

JULY/AUGUST 2012 www.LMTinfo.com | 27
DELIVERING THE GOODS
arm in a back-and-forth arc motion, drawing lubricant into the piston chamber that is, in turn, pumped into the distribu-tion system through an internal check valve.
If reciprocating or rotary machine motion is available, the lever arm of the manual pump can be replaced with a power takeoff pitman arm linkage attached to the motion device. Figure 1 shows a series progressive distribution system with a mechanical pump attached to a pitman arm arrangement attached to the end of the large-diameter rotating machine shaft. The shaft attachment point is offset from the center to produce a reciprocating (up-and-down) motion of the arm that produces a rocking motion at the pump shaft, emulating the back-and-forth motion of the manual lever arm. By changing the length relationship of the pitman arm attachment point and arm length, the degree of arc will change and speed up, or slow down, the amount of pump strokes per hour. In this picture you can see that the pump setting is incorrect, evident by the excessive grease being pumped out of the bearing seal.
In smaller Single Line Resistance “oil-only” type systems, a spring return piston is employed. A single push of the lever pushes lubricant out through the meter valves to the lube points. As the lubricant is apportioned, line pressure dissipates and the spring return piston draws in the next lubricant charge.
Pneumatic-Powered PumpsPumping lubricant to many points, over large distances, through large-diameter lines is typical of large Progressive and Dual-Line systems in heavy industries. These systems will typically employ a high-pressure pneumatic pump as seen in Fig. 2.
Pneumatic barrel pumps are unique in that they are designed to sit straight on top of a standard grease or oil drum, eliminating the need for a reservoir. The pump can deliver an output pump pressure of up to 70:1 airline input pressure. Pump design is again piston-style, and is usually controlled by a stroke counter or by line pressure depending on the distribution-system requirements.
(Note: In the early years of centralized-lubrication systems, the automotive industry, for one, utilized “on board” vacuum-operated lubricating oil pumps to automatically lubricate the suspension and steering components of luxury cars while they moved.) LMT
For more details on automated lube systems, as well as on ICML- or ISO-lubrication certifi cation training, telephone (529) 469-9173; or email [email protected].
For more info, enter 03 at www.LMTfreeinfo.com
Fig. 1. A Series Progressive distribution system with a mechanical pump attached to a pitman arm arrangement at the end of a large-diameter rotating machine shaft (courtesy Engtech Industries, Inc.)
Fig. 2. A high-pressure pneumatic pump that’s typical of large Progressive and Dual-Line lube delivery systems in heavy industry (courtesy EngTech Industries, Inc.)

28 | LUBRICATION MANAGEMENT & TECHNOLOGY JULY/AUGUST 2012
PROBLEM SOLVERS
For more info, enter 30 at www.LMTfreeinfo.com For more info, enter 31 at www.LMTfreeinfo.com
Protecting Motor Bearings With Shaft-Grounding Assemblies
Helwig Carbon’s Bearing Protector is a shaft-grounding assembly that diverts static
and induced electrical currents in motor shafts away from bear-ings, thus protecting them from pitting and other damage. The manufacturer notes these easy-to-install-and-maintain products offer a more consistent, low-voltage drop than grounding straps, braids or makeshift solutions. Available for immediate delivery, stock kits fi t most motors and shaft sizes. Custom kits are also available.
Helwig Carbon Products, Inc.Milwaukee, WI
Remote Analysis Of Machinery & Processes
According to Vibration Specialty Corp. (VSC), its new PROTECT Wireless tool cost-effectively merges predictive
maintenance and energy monitoring with monitoring of every other process-related vital sign to provide a comprehensive pic-ture of plant conditions in real time. Its advanced hardware gives remote analysts a view of conditions through detailed phase analysis across couplings, motors and even separate machinery. VSC notes this is the type of data that has traditionally been available only via onsite analysts.
Vibration Specialy Corp. (VSC)Philadelphia, PA
For more info, enter 69 at www.LMTfreeinfo.com
For more information on this “expert in a box” approach, contact
ENGTECH Industries
* Amortized over one year
Tap into your Liquid Gold for less than $20 per day!*
Looking to increase asset utilization and maintainability, reduce contamination, downtime,
energy consumption and/or your carbon footprint? You’re ready for a 7-Step Best Practice lubrication Program!
7-Step Best Practice Lubrication ProgramProfessional Self-Directed Implementation ToolKit
at 519.469.9173 or email [email protected]
For more info, enter 70 at www.LMTfreeinfo.com

JULY/AUGUST 2012 www.LMTinfo.com | 29
PROBLEM SOLVERS
For more info, enter 32 at www.LMTfreeinfo.com For more info, enter 33 at www.LMTfreeinfo.com
Filtering Diesel Fuel To Meet OEM Cleanliness Specs
Oil Filtration Systems has announced a line of fuel fi ltration and coalescer equipment to remove particulate
and water contamination from #2 Diesel and other combustion fuels. According to the company, these custom-built assemblies can ensure that fi ltered fuel meets or exceeds all stringent new oil-cleanliness specifi cations set by major manufacturers of turbine-generators and large off-road equipment. The systems remove fuel contaminants via two processes: First, high-effi ciency fi lter elements remove particulate down to 1-micron to meet or exceed specifi cations as low as ISO 14/12/11. Then, high-effi ciency coalescer and separator elements remove free water to levels under 50 PPM.
Oil Filtration Systems A Clark-Reliance CompanyBoerne, TX
Enviromentally FriendlyGrease Reformulation
Terresolve has noted the launch of its reformulated EnviroLogic 802, a lithium complex grease for use
in environmentally sensitive marine, marine-construction, dredging, rail and industrial applications. In accord-ance with the Organization for Economic Co-operation and Development’s ulti-mate biodegradation test, the product breaks down into natural parts within 28 days. This guarantees the grease will have no long-term negative environ-mental effects on turf, plants or animals in case of a leak or spill.
Terresolve Technologies Ltd.Mentor, OH
TAKE ADVANTAGE OF THE
SEPTEMBER 7 EARLY BIRD REGISTRATION RATES &
SEPTEMBER 13
HOTEL RATES!
REGISTER TODAY!
To register, visit www.smrp.org/conferenceFor more info, enter 71 at www.LMTfreeinfo.com

IndexADVERTISER WEBSITE CIRCLE # PAGE #
Access LMTfreeinfo.com and enter the circle number
of the product in which you are interested, or you can search
even deeper and link directly to the advertiser’s Website.
JULY/AUGUST 2012 • Volume 13, No. 4
Submissions Policy: Lubrication Management & Technology gladly welcomes submissions. By sending us your submission, unless otherwise negoti-ated in writing with our editor(s), you grant Applied Technology Publications, Inc., permission, by an irrevocable license, to edit, reproduce, distribute, publish, and adapt your submission in any medium, including via Internet, on multiple occasions. You are, of course, free to publish your submission yourself or to allow others to republish your submission. Submissions will not be returned.
1300 South Grove Avenue, Suite 105Barrington, IL 60010
PH 847-382-8100 FX 847-304-8603
www.LMTinfo.com
ACHIEVING EFFICIENCIES THROUGH PRACTICES & PRODUCTS
SALES STAFF
AR, KS, LA, MO, NM, OK, TX5930 Royal Lane, Suite E #201
Dallas, TX 75230972-816-3534; Fax 972-767-4442
GERRY [email protected]
CLASSIFIED ADVERTISING3605 N. TuscanyMesa, AZ 85207
480-396-9585 JERRY PRESTON
AZ, CA, CO, ID, MT, NV, OR, UT, WA, WY, AB, BC, MB, SK
3605 N. TuscanyMesa, AZ 85207
480-396-9585 JERRY PRESTON
IL, IN, MI, WI1173 S. Summit StreetBarrington, IL 60010
847-382-8100 x108; Fax 847-304-8603TOM MADDING
CT, ME, MA, NH, NY, RI, VT, ON, QC P.O. Box 1059
Osterville, MA 02655508-428-3331; Fax 508-428-2545
VINCENT [email protected]
AL, DC, DE, FL, GA, MD, MS, NC, NJ, PA, SC, VA, WV 1750 Holmes Drive
West Chester, PA 19382610-793-3093; Fax 610-793-3094
IA, MN, NE, ND, SD1300 South Grove Avenue, Suite 105
Barrington, IL 60010847-382-8100 x116; Fax 847-304-8603
BILL [email protected]
OH, KY, TN135 N. Rocky River Road
Berea, OH 44017440-463-0907; Fax 440-891-1254
JOHN [email protected]
ATP Lists ................................................... www.atplists.com ..............................72 .................. 30
Des-Case Corporation ............................. www.descase.com .............................66 .................. 13
Engtech Industries Inc. ............................ www.engtechindustries.com ............70 .................. 28
Fluid Defense ............................................ oilsafe.com/workfl ow .......................67 .................. 19
Foster Printing Services ........................... www.fosterprinting.com ..................73 .................. 31
Innovator .................................................. www.reliabilityinnovator.com .........64 .................... 5
LUBE-IT/Generation Systems, Inc. ......... www.generationsystems.com ...........69 .................. 28
Miller-Stephenson Chemical Co. ............ www.miller-stephenson.com ...........62 .................... 4
Pennzoil .................................................... www.pennzoil.com ...........................65 .................... 7
Shell .......................................................... www.shell.com/lubricants ................61 ................ IFC
SMRP ........................................................ www.smrp.org/conference ...............71 .................. 29
U.S. Tsubaki Power Transmission, LLC ... www.ustsubaki.com/lm ....................74 .................. 32
UVLM, Inc. ............................................... www.uvlm.com .................................63 .................... 4
30 | LUBRICATION MANAGEMENT AND TECHNOLOGY JULY/AUGUST 2012
ATP List Services
www.atplists.comContact: Ellen Sandkam
847-382-8100 x110 800-223-3423 [email protected]
[email protected] S. Grove Ave., Suite 105, Barrington, IL 60010
For more info, enter 72 at www.LMTfreeinfo.com

For additional information, please contact Foster Printing Service,
the official reprint provider for Lubrication Management.
PMS 370 C
C: 60M: 0Y: 100K: 28
Call 866.879.9144
Reprints are a simple way to put
information directly into the
hands of your target audience.
Having been featured in a
well-respected publication
adds the credibility of a
third-party endorsement
to your message.
RepRints aRe ideal foR:
n New Product Announcements
n Sales Aid For Your Field Force
n PR Materials & Media Kits
n Direct Mail Enclosures
Take Advantage of your
Editorial Exposure
Custom reprint
products of articles
and features from
Lubrication Management create powerful marketing tools that
serve as instantly credible endorsements.
CustoM REPRINts
use reprints to maximize your marketing
initiatives and strengthen your brand’s value.
n Customer & Prospect
Communications/Presentations
n Trade Shows/Promotional Events
n Conferences & Speaking Engagements
n Recruitment & Training Packages
For more info, enter 73 at www.LMTfreeinfo.com

For more info, enter 76 at www.LMTfreeinfo.com
T H E U L T I M A T E P O W E R T R A N S M I S S I O N C O M P O N E N T P A C K A G E
Tsubaki cubed. Solves the puzzle of complicated maintenance issues.
R I G H T C H A I N • R I G H T S P R O C K E T • R I G H T P R O T E C T I O N • R I G H T C A L L
Maintaining system performance and productivity can be complex. Don’t get puzzled by problems. Let Tsubaki’s family of Chains, Sprockets, POWER-LOCK® and Overload Protection products provide a single-source solution for your drive system requirements. Field service engineers
and knowledgeable customer service support can guide you through every step. Superior design, performance and compatibility create the perfect fit for unparalleled productivity. Find the right answers with Tsubaki. www.ustsubaki.com/lm • (800) 323-7790
© 2012 U.S. Tsubaki Power Transmission, LLC. All Rights Reserved.
For more info, enter 74 at www.LMTfreeinfo.com