Embed Size (px)
Citation preview

16
THOMAS WALTHER
ROLF-UWE MÜLLER
The injection coining process invari-ably implies altering cavity volumeduring the dwell pressure phase. In
terms of the machinery, this involves a si-multaneous movement of both the injec-tion unit and the mold including themold components. Thus the form has tobe configured in such a way that the cav-ity is sealed even when the mold is notcompletely closed.
Cavity volume is altered duringand/or subsequent to the injection anddwell pressure phases. As the injectionprocess begins, the mold is generally notcompletely closed. Only after the cavityhas been supplied with melt, will themold halves be closed completely. Con-sequently, less pressure is required to fillthe cavity, thus reducing the pressure
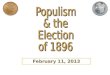
gradient during the filling phase as well.As the mold closes, uniform pressure isthen exerted over the entire cavity sur-face of the shrinking part, so that thepressure level within the cavity remainsideally uniform (Fig. 1). The lower fillingpressure requirement enables larger
flow-path-to-wall-thickness ratios, thuseliminating voids and sinkholes, if ap-plicable, and reducing both shrinkageand warping. Among other advantages,residual stress within the part can be re-duced and birefringent effects mini-mized.
Optical Parts (2). There
are a number of reasons
for producing optical
components by injection
coining: complex re-
quirements on the parts
themselves, high-grade
volume production, high
output and, in essence,
the profitability of the process. Various process versions are available to predictably
fulfill such requirements. The correct machine and mold technology will ensure
trouble-free operation.
Injection coining helps reduceresidual stresses in optical com-ponents; such part stresses can betested right on the injection mold-ing machine using polarizing filmsor 3-D glasses (photos/grafics: Arburg)
Limitless Coining
p
p1 > p2
p1
p2
Holding pressure
Holding pressure
p
p1 = p2
p1
p2
Coining pressure
Fig. 1. Typical for injection molding: internal pressure gradient in the part between the gate and theend of the flow path (left); advantage during injection molding: clamping unit pressure acts uniform-ly as long as there is a coining gap (right)
© Kunststoffe
I N J EC T I ON MOLD ING
© Carl Hanser Verlag, Munich Kunststoffe international 11/2009
Translated from Kunststoffe 11/2009, pp. 32–36Article as PDF-File at www.kunststoffe-international.com; Document Number: PE110248
16-21_PE110248_PE11 09.11.2009 11:25 Uhr Seite 16

17
I N J EC T I ON MOLD ING
>
Kunststoffe international 11/2009
The fundamental difference betweenthe effect of dwell pressure via the gateduring injection molding and the wide-surface pressing action on the part dur-ing injection coining can be achieved bymany different ways and methods. Thatis why there are numerous versions of thecoining process, and their number con-tinues to grow due to the continued de-velopment of machine controls.
Main and Secondary Axes
In mold technology, the distinction be-tween so-called main and secondary ax-es coining refers to the movement axes ofthe injection molding machine. By themain axes of the injection molding ma-chine, we mean injection and dosing aswell as mold opening and closing. The
secondary axes include ejection and noz-zle moving as well as core pulling.
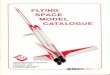
Main axes coining means that cavityvolume is influenced by clamping unitmovement (Fig. 2). The cavity can besealed by a vertical flash face, for in-stance. In this case, the core involved dipsinto the matrix, thus sealing the cavityoutwardly. Or else it is possible to createa seal via an axially moveable cavity ring
or coining frame. When the mold is notcompletely closed, the ring acts on theparting line, sealing the cavity outward-ly. The cavity ring can be pressed on bya spring or hydraulically. The ring is ax-ially moveable for the coining sequence.This approach is especially suited for flatparts with uniform wall thickness. Un-dercuts or punctures perpendicular tothe direction of coining present a prob-
lem. Even partial surfaces can be coinedusing the main axis. In such cases, moldconcepts with cavity rings are utilized.In this design type, the mold openingforces are absorbed by the frame, backedup in turn by hydraulics and/or springaction. The maximum permissible back-up force acting on the cavity ring is con-siderably lower than holding force.Therefore, when partial surfaces arecoined via the main axis, the processingwindow is quite limited.
For secondary axis coining, the moldis completely closed (also Fig. 2). Here cav-ity volume is altered via moveable zones(punch) within the cavity. Core functionscontrol the punch hydraulically. Themolding machine’s ejector mechanismcan also be utilized in the coining process.Secondary axis coining is especially suit-able for partial surfaces, since any moldopening forces that do not act in un-coined areas are absorbed by the ma-chine’s holding force.
Coining via the clamping unit offersconsiderably higher force reserves com-pared with punch coining in the mold.Moreover, the clamping unit’s measure-ment system provides for much betterprocess monitoring than when core func-tions are utilized. This is because the qual-ity achievable, in terms of process repro-ducibility, depends essentially on the re-producibility of axis movements.
Clamping Unit Design
Each different clamping unit design hasits own advantages for use in the coiningprocess. Fully hydraulic clamping unitsenable coining paths that correspond to
Vertical flash face
Main axis
Cavity ring
Main axis
Moveable punch
Secondary axis
Fig. 2. Injectioncoining can beimplemented usingvarious moldconcepts
© Kunststoffe
Max.
0
Max.
0Open Closed
Sp
eed
of t
hem
ovea
ble
plat
en
Path of the moveable platen
Clam
ping
for
ce
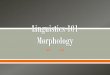
Fig. 3. Fully hydraulic clamping units enable coining paths that correspond to the clamping unit’smaximum travel; given an acting counterforce, maximum coining force is available at every pointon the path
© Kunststoffe
Max.
0
Max.
0Open Closed
Path of the moveable platen
Clam
ping
for
ce
Sp
eed
of t
hem
ovea
ble
plat
en
Fig. 4. Due to toggle kinematics in electric clamping units, coining pressure can build up onlytoward the end of the closing path
16-21_PE110248_PE11 09.11.2009 11:25 Uhr Seite 17

18
I N J EC T I ON MOLD ING
© Carl Hanser Verlag, Munich Kunststoffe international 11/2009
the clamping unit’s maximum traversingdistance. They can apply maximum coin-ing force at any point of travel, given anactive counter force which is also usuallyequal to maximum clamping force (Fig. 3).Moreover, these clamping units areequipped with longitudinal measuringsystems that normally exhibit a measure-ment resolution of 0.1 mm, thus ensur-ing a coining position precision on the or-der of one tenth of a millimeter.
Due to the toggle kinematics of toggle-type electric clamping units, clamping
force and traverse speed always depend onthe opening stroke (Fig. 4). Full clampingforce is not achieved until the toggle islocked. Thus high coining forces can beachieved only if the coining path is short.
Some electrically driven machinesmust be equipped with very powerfuldrive motors in order to provide adequatecoining forces. Typical coining pathsachievable by electrically driven clamp-ing units lie in a range of 1 mm. Reactionspeed and coining speed are relativelyhigh, however, since the time required for
hydraulic pressure buildup is entirelymissing here. Moreover, positioning ac-curacies can be achieved in a range con-siderably smaller than one hundredth ofa millimeter. Reproducibility is also con-siderably higher than with fully hydraulicdesigns, thanks to longitudinally regulat-ed drive systems.
Hydraulic clamping units are usedmainly for longer coining paths from 1 to10 mm. The achievable positioning accu-racy is generally sufficient for such appli-cations. For applications with coining
Fig. 5. One example of sequential clamping coining via the main axis (top sequence) is the production of thick-walled blanks for eyeglass lenses; in simultaneous screw-path dependent closing coining via the main axis (bottom sequence), the coining process takes place simultaneously with thecavity filling sequence, whereby the process itself is started when a programmed screw position has been reached
Fig. 6. The Selogica machinecontrol enables the requiredcoining sequence to be pro-grammed freely and individual-ly: multi-step, repeating, simul-taneous, via the main and/orsecondary axis as well as incombination with force andspeed regulation
Fig. 7. The production of CDs is oneexample of flying start injection
16-21_PE110248_PE11 09.11.2009 11:25 Uhr Seite 18

19
I N J EC T I ON MOLD ING
>
paths in the 1 mm range, however, elec-trically driven toggle systems cannot bebeat in terms of reaction time, speed, po-sitioning accuracy and repeat accuracy. Inoptical component production, the drivesystems do not exclude, but rather sup-plement each other as required by the ap-plication.
Process Versions withinInjection Coining
The basic peripheral conditions for in-jection coining are determined by molddesign and machine technology, where-by the numerous process versions areconsequences of drive technology andmachine control. The process versionsare generally characterized by three de-grees of freedom: coining axis type, di-rection of coining and temporal sequence(Table).
The first differentiating feature is themold technology applied, since it deter-mines which mechanical coining axes arerequired. In addition to the clear distinc-tion between main and secondary axes
coining,a combined approach is also con-ceivable if such a mold design is feasible.The second degree of freedom is thedirection of coining. Depending onwhether cavity volume is increased or de-creased during the process, we speak ofopening or closing coining. Temporal se-quence is then relative to cavity filling, i.e.,to screw motion.
Sequential operation begins by travers-ing to the coining point, then filling themelt in the cavity followed by the coiningsequence (Fig. 5 top). In simultaneous coin-ing, by contrast, these process steps meshwith each other (Fig. 5 bottom). Simultane-
ous coining has a decisive advantage, interms of mold filling, since the melt frontnever comes to a halt, thus reducing thedanger of flow marks.
The conditions for initiating thecoining sequence can be chosen individ-ually, depending on the mold, the part,the process and the available sensortechnology. Modern machine controlsprovide the following starting conditions:� Lag-time dependent,� screw-position dependent,� injection-pressure dependent,� internal mold-pressure dependent,� mold wall-temperature dependent and � dependence on an external signal.
Universal Coining
The Selogica machine control by ArburgGmbH + Co KG of Lossburg, Germany,enables the user to program the requiredcoining sequence freely and individual-ly (Fig. 6). Main and secondary axes canthen be utilized in a single sequence.However, coining only becomes univer-sal when also combined with force andspeed regulated programming. Thismakes currently known and implement-ed special cases available to the user in acompact, logical and thus easily config-ured sequence control without his hav-ing to apply one special process after an-other.
An example of such a coining applica-tion in the ophthalmic industry is the pro-duction of low-stress, true-to-form thick-walled blanks for eyeglass lenses that arecoined sequentially via the main axis. Amold equipped with a coining frame isused which is closed except for a definedgap. The screw supplies the melt at lowpressure, thereby traveling to its forwardstop.When the mold closes (coining), themelt spreads out into the cavity. The moldutilized is equipped with rapid-changeshaping inserts. Lens thickness can be setby varying the coining gap. This approachrequires no simultaneous movements ofthe clamping unit and screw by the drivetechnology.
Flying Start Injection andActive Breathing
The special process referred to as flyingstart injection does not necessarily requirea coining mold. This method essentiallyinvolves screw-path dependent simulta-neous clamping coining by the main ax-is.While the mold is closing, the injectionprocess is started by path dependentscrew motion, i.e. This approach can beused for symmetrical, centrally gated flatparts (Fig. 7). The injection pressure re-quired for the filling phase is reduced, andmelt distribution is supported by themold closing sequence. This approach is
Kunststoffe international 11/2009
Glass is being increasingly replaced by plas-tics for optical applications. However, due totheir varying wall thicknesses, functionparts do not fit the guidelines for shapingplastics parts. Not only expertise in process-ing technology and mold making, but an un-derstanding of optics and measurementtechnology as well are decisive for produc-tion. The first installment of this article se-ries “Optical Parts (1): For True Insight“, ap-peared in Kunststoffe international
10/2009, pp. 40-43.
Article Seriesi
d)
c)
b)
a)
Fig. 8. A possibleprocessing sequencefor active breathing: a) injection pressure,b) screw path, c) mold path and d) holding force
© Kunststoffe
Coining axis
Main axis
Secondary axis
Combined main and secondary axes
Direction of coining
Clamping coining
Opening coining
Combined opening/closing coining
Temporal sequenceSequential
Simultaneous
Table. This overviewshows the versions ofthe injection coiningprocess
16-21_PE110248_PE11 09.11.2009 11:25 Uhr Seite 19

Acaarow
20
I N J EC T I ON MOLD ING
© Carl Hanser Verlag, Munich Kunststoffe international 11/2009
applied for thin-walled parts with highflow-path/wall-thickness ratios in orderto influence mold filling and part quali-ty. It is also capable of further shorteningthe cycle time for conventional, fast run-ning processes, since injection is triggeredwhile the mold is still open. In both cas-es, the machine has to be equipped in sucha way that its clamping and injection unitscan move simultaneously.
Still another special process, so-calledactive mold breathing, is used for flat partgeometries with conventional injectionmolds. Its main feature is simultaneousopening/clamping coining via the mainaxis.
During the mold filling phase, theclamping unit’s holding pressure is regu-lated down by a multi-step programma-ble holding profile (Fig. 8). This enablescontrolled mold breathing over a rangeof a few hundredths of a millimeter. Thepart exhibits no overfeed, since the bor-der layer of the injection molding has al-ready cooled off. Clamping pressure is in-creased again during the dwell phase. Theresult is a minimum coining stroke whilepressure is acting over the entire part sur-face. Particularly for transparent, flatparts, birefringence can be reduced andpart planarity increased. Residual stress-es are also minimized, which has positive
effects when the parts are subsequentlygalvanized (Title photo).
Conclusions
Generally speaking, only injection mold-ing machines with a high positioning ac-curacy and very good reproducibilityshould be used for injection coining. Thecoining technology should be selected onthe basis of mold concept and configu-ration. Depending on the application,both hydraulic as well as electric ma-chines can be used. The Selogica controlfor all Arburg injection molding ma-chines has been conceived for sophisti-cated coining mold concepts and thus en-ables “universal” coining. With its se-quence control, coining sequences can beprogrammed simply, compactly and log-ically. �
THE AUTHORS
DR.-ING. THOMAS WALTHER, born 1969, is thehead of application technology at Arburg GmbH + CoKG of Lossburg, Germany.
DIPL.-ING. (FH) ROLF-UWE MÜLLER, born 1961, isan optics specialist engaged by Arburg as a consult-ant for application technolog
> Subscribe now to our alert and receive the tables of contents of
Kunststoffe international (monthly) and the trend-setting Technology Reports (fortnightly): www.kunststoffe-international.com/tt> The Latest Technology Reports:"Flawless Cardiac Valves""Plasma Treatment for Sandwich Panels"> Technology Report Archive available at: www.kunststoffe-international.com/tr
16-21_PE110248_PE11 09.11.2009 11:25 Uhr Seite 20