Embed Size (px)
Citation preview

Material Sciences and Technology 1
1. INTRODUCTION Rice husk is by product of rice mill around the world, particulary in Asean Economic Community (AEC) countries and China. In Thailand, each the annual output in 2003 Year from 29.474 to 36.175 million tons in 2012 Year [1]. Nowaday, benefication of rice husk is used as an energy source for biomass power plants and rice mills. After burning, rice husk ash (RHA) with approximately one-fifth of the original weight is obtained as a by-product. RHA contains over 80% of silica and small amounts of impurities such as K2O, Na2O and Fe2O3 [2]. The RHA has been used as a highly reactive pozzolanic material to improve the microstructure of the interfacial transition zone between the cement paste and the aggregate in high-performance concrete. Mechanical experiments of RHA blended Portland cement concretes revealed that in addition to the pozzolanic reactivity of RHA [3], the particle grading of cement and RHA mixtures also exerted significant influences on the blending efficiency [4]. The strength development increase (relative to the concrete made with plain cement, expressed in %) is higher for gap-graded cement [5]. Moreover, Para rubber tree plantations are an important economic crops especially in the south of Thailand. The economic life cycle of the tree, which is generally 25–30 years. After its yields become extremely low latex, the Para rubber trees were carried out cutting and replantation. The rubberwood log is usually supplied to fabrict in furniture industry
and also the lumber and other waste is used in the biomass power plant, rubber glove factories and seafood factories. Rubberwood is become ash about 25% which collected at the bottom of the boiler and the remaining 75% is blown out efflux as fly ash is called Para rubber wood fly ash (PRWFA) and extracted by electrostatic precipitators and filler bags. Pumice aggregate (PA) can be found largely in Lopburi province, Thailand. Moreover, neighbour contries such as Phillippines and Indonesia are important exported it. It is glass volcanic rock and chatacterised light and plain porosity [6]. Development of non-expensive and environmentally friendly PA concrete (PAC) with acceptable strength and durability characteristics can be extremely helpful for the sustainable construction and rehabilitation of volcanic disaster areas around the world. The aim of this research work was to explore the effects of binary and ternary mixtures of RHA and PRWFA on some fresh and hardened PAC properties.
2. EXPERIMENTAL PROGRAM 2.1 Materials
Ordinary Portland cement (OPC), Type I was used. Its chemical compositions and physical properties are given in Tab. 1 and particle size distributions of cementitious materials as shown in Fig 1. RHA and PRWFA ashes were collected waste biomass fuel from the electrical power plants. There
ABSTRACT This experimental program was undertaken binary and ternary combinations of rice husk ash (RHA)
and Para rubber wood fly ash (PRWFA) were investigated for their effects on the compressive strength of pumice aggregate concrete (PAC). Binary and ternary of mixtures were partial Portland cement (PC) replacement in different batches from 0-60wt.% cured in water for 7 and 28 days. The properties of the PAC regarded bulk density, water absorption, drying shrinkage, compressive strength, and also Scanning Electron Microscope (SEM) analysis of interfacial transition zone between pumic aggregate and paste. The results showed that the compressive strength decreased significantly with increasing PRWFA and RHA contents. Binary and ternary can be possible to produce the PAC with 28 days compressive strength of about 9 to 22 MPa and bulk density of about 1,610 to 1,730 kg/m3. However, with 7 and 28 days curing, all of the binary and ternary mixtures yielded PAC with a compressive strength higher than that of uncured sample. The 28-day cured binary combination of 10-20% RHA and 90-80% PC showed the highest compressive strength. It is possible to use PRWFA content at 10% incorporating the 10% RHA, and 80% PC displayed strength approach to the control sample. KEY WORDS: Lightweight concrete / Rice husk ash / Para rubber wood fly ash / Pumice aggregate
A. Hawa 1, D. Tonnayopas 2* 1 Department of Civil Engineering, Prince of Songkla University, Thailand
2 Department of Mining and Materials Engineering, Prince of Songkla University, Thailand * e-mail: [email protected]
PPaappeerr IIDD 1177
Lightweight Aggregate Concrete Blended with Rice Husk Ash and Para Rubber Wood Fly Ash
Material Sciences and Technology 2
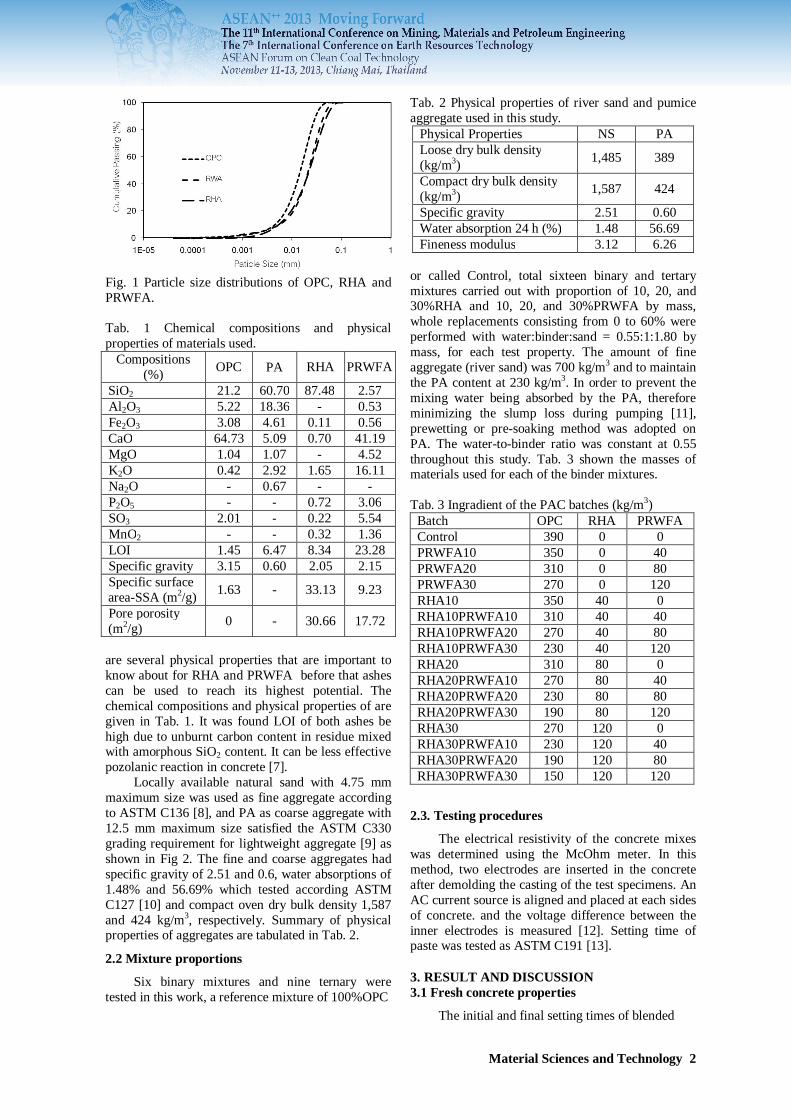
Fig. 1 Particle size distributions of OPC, RHA and PRWFA. Tab. 1 Chemical compositions and physical properties of materials used.
Compositions (%) OPC PA RHA PRWFA
SiO2 21.2 60.70 87.48 2.57 Al2O3 5.22 18.36 - 0.53 Fe2O3 3.08 4.61 0.11 0.56 CaO 64.73 5.09 0.70 41.19 MgO 1.04 1.07 - 4.52 K2O 0.42 2.92 1.65 16.11 Na2O - 0.67 - - P2O5 - - 0.72 3.06 SO3 2.01 - 0.22 5.54 MnO2 - - 0.32 1.36 LOI 1.45 6.47 8.34 23.28 Specific gravity 3.15 0.60 2.05 2.15 Specific surface area-SSA (m2/g) 1.63 - 33.13 9.23
Pore porosity (m2/g) 0 - 30.66 17.72
are several physical properties that are important to know about for RHA and PRWFA before that ashes can be used to reach its highest potential. The chemical compositions and physical properties of are given in Tab. 1. It was found LOI of both ashes be high due to unburnt carbon content in residue mixed with amorphous SiO2 content. It can be less effective pozolanic reaction in concrete [7]. Locally available natural sand with 4.75 mm maximum size was used as fine aggregate according to ASTM C136 [8], and PA as coarse aggregate with 12.5 mm maximum size satisfied the ASTM C330 grading requirement for lightweight aggregate [9] as shown in Fig 2. The fine and coarse aggregates had specific gravity of 2.51 and 0.6, water absorptions of 1.48% and 56.69% which tested according ASTM C127 [10] and compact oven dry bulk density 1,587 and 424 kg/m3, respectively. Summary of physical properties of aggregates are tabulated in Tab. 2.
2.2 Mixture proportions
Six binary mixtures and nine ternary were tested in this work, a reference mixture of 100%OPC
Tab. 2 Physical properties of river sand and pumice aggregate used in this study.
Physical Properties NS PA Loose dry bulk density (kg/m3) 1,485 389
Compact dry bulk density (kg/m3) 1,587 424
Specific gravity 2.51 0.60 Water absorption 24 h (%) 1.48 56.69 Fineness modulus 3.12 6.26
or called Control, total sixteen binary and tertary mixtures carried out with proportion of 10, 20, and 30%RHA and 10, 20, and 30%PRWFA by mass, whole replacements consisting from 0 to 60% were performed with water:binder:sand = 0.55:1:1.80 by mass, for each test property. The amount of fine aggregate (river sand) was 700 kg/m3 and to maintain the PA content at 230 kg/m3. In order to prevent the mixing water being absorbed by the PA, therefore minimizing the slump loss during pumping [11], prewetting or pre-soaking method was adopted on PA. The water-to-binder ratio was constant at 0.55 throughout this study. Tab. 3 shown the masses of materials used for each of the binder mixtures. Tab. 3 Ingradient of the PAC batches (kg/m3)
Batch OPC RHA PRWFA Control 390 0 0 PRWFA10 350 0 40 PRWFA20 310 0 80 PRWFA30 270 0 120 RHA10 350 40 0 RHA10PRWFA10 310 40 40 RHA10PRWFA20 270 40 80 RHA10PRWFA30 230 40 120 RHA20 310 80 0 RHA20PRWFA10 270 80 40 RHA20PRWFA20 230 80 80 RHA20PRWFA30 190 80 120 RHA30 270 120 0 RHA30PRWFA10 230 120 40 RHA30PRWFA20 190 120 80 RHA30PRWFA30 150 120 120
2.3. Testing procedures
The electrical resistivity of the concrete mixes was determined using the McOhm meter. In this method, two electrodes are inserted in the concrete after demolding the casting of the test specimens. An AC current source is aligned and placed at each sides of concrete. and the voltage difference between the inner electrodes is measured [12]. Setting time of paste was tested as ASTM C191 [13].
3. RESULT AND DISCUSSION 3.1 Fresh concrete properties
The initial and final setting times of blended
Material Sciences and Technology 3
cement mixes are presented in Tab. 4. The effects of RHA and PRWFA on the setting time of the different batch of tests were carried out on paste as displayed the trend of variation of setting times decreased with increasing amounts of waste biomass ashes content, due to increase of specific surface area and as the same time decrease of specific gravity. Additional the RHA and PRWFA in cement paste decreased in both the initial and final setting times as tabulated in Tab 4. Tab. 4 Paste and fresh concrete of PAC.
Batch Setting time (min) Slump (cm) Initial Final
Control 310 355 9.5 PRWFA10 250 310 7.0 PRWFA20 170 215 4.0 PRWFA30 120 155 1.0 RHA10 270 315 5.0 RHA10PRWFA10 205 245 3.0 RHA10PRWFA20 160 195 1.0 RHA10PRWFA30 80 105 0.0 RHA20 240 280 2.5 RHA20PRWFA10 190 215 1.0 RHA20PRWFA20 25 60 0.0 RHA20PRWFA30 0 20 0.0 RHA30 20 55 2.5 RHA30PRWFA10 0 35 1.0 RHA30PRWFA20 0 0 0.0 RHA30PRWFA30 0 0 0.0
3.2 Bulk density
The bulk densities of PAC specimens are exhibited in Fig. 2. These control PAC specimens were greater than 1,687, 1,708 and 1,728 kg/m3 cured at 1-, 7- and 28-day, respectively. On the other hand, bulk density of PAC specimens decreased with increasing RHA content from 1,728 to 1,640 kg/m3 with according to 0% to 30%RHA for 28 days. Consequently, PRWFA replacement, the bulk densities decreased with increasing PRWFA content approximately 1.4-1.5%. It met requirement of structural lightweight concrete of ACI 213R [14]
1600
1620
1640
1660
1680
1700
1720
1740
Contro
l
RHA0PRW
FA10
RHA0PRW
FA20
RHA0PRW
FA30
RHA10PRW
FA0
RHA10PRW
FA10
RHA10PRW
FA20
RHA10PRW
FA30
RHA20PRW
FA0
RHA20PRW
FA10
RHA20PRW
FA20
RHA20PRW
FA30
RHA30PRW
FA0
RHA30PRW
FA10
RHA30PRW
FA20
RHA30PRW
FA30
Type of PAC
Bul
k de
nsity
(kg/
m3 ) 28-day
7-day
Uncured
Fig. 2 Bulk density of binary and ternary mixtures of PAC.
3.3 Water absorption
Water permeability as indicated by saturated water absorption of PAC blended RHA specimens after 28 days of curing as shown in Fig. 3. It can be seen that at 28 days curing, the percentage of water absorption increase from 16% to 21% with increase binary RHA in PAC from 0% to 30% and same manner of binary PRWFA in PAC. In the case of ternary RHA and PRWFA the percentage of water absorption increase from 20% to 23% according with increase ternary 10-30%RHA and 10-30%PRWFA. Due to open porosity in RHA and PRWFA textures
developed a lot of capillary water and lead to drop dry density. The tested results were also indicated that the water absorption values inversed proportiond with bulk density values (Fig 2).
15
17
19
21
23
25
Contro
l
RHA0PRW
FA10
RHA0PRW
FA20
RHA0PRW
FA30RHA10
PRWFA0
RHA10PRW
FA10
RHA10PRW
FA20
RHA10PRW
FA30RHA20
PRWFA0
RHA20PRW
FA10
RHA20PRW
FA20
RHA20PRW
FA30RHA30
PRWFA0
RHA30PRW
FA10
RHA30PRW
FA20
RHA30PR
WFA30
Type of PAC
Wat
er a
bsor
ptio
n (%
) 28-day 7-day Uncured
Fig. 3 Water absorption of binary and ternary mixtures of PAC.
3.4 Drying shrinkage
The drying shrinkage of the PAC is presented in Fig. 4. The 28 days drying shrinkage of PAC blended 30%RHA increased from 47.710-3 to 89.410-3% comparison with control PAC. Regarding to binary 30%PRWFA, the drying shrinkage also increased between 47.710-3 to 77.510-3%. These two ashes played an important role in drying shrinkage evaluations in PAC owing to capillary water in pore of PAC matric released through outside and exerted capillary surface tension confining body decreased.
020406080
100120140160180200
Contro
l
RHA0PRW
FA10
RHA0PRW
FA20
RHA0PRW
FA30
RHA10PRW
FA0
RHA10PRW
FA10
RHA10PRW
FA20
RHA10PRW
FA30
RHA20PRW
FA0
RHA20PRW
FA10
RHA20PRW
FA20
RHA20PRW
FA30
RHA30PRW
FA0
RHA30PRW
FA10
RHA30PRW
FA20
RHA30PRWFA30
Type of PAC
Dry
ing
shrin
kage
x10
-3(%
)
7-day 28-day
Fig. 4 Drying shrinkage of binary and ternary mixtures of PAC.
Material Sciences and Technology 4
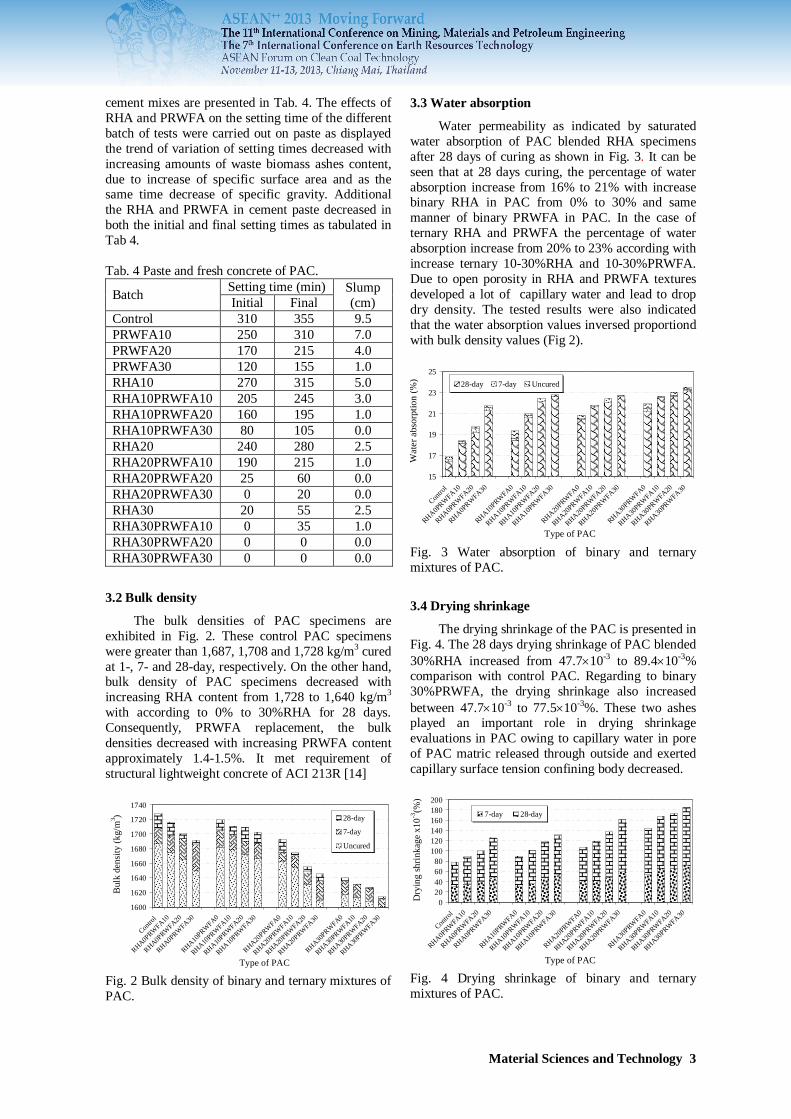
3.5 Electrical resistivity
The electrical resistivity of PAC values at different ages for binary and ternary mixtures are varied and shown in Fig. 5. Influence of varied substitution of OPC with RHA and PRWFA on electrical resisitivity are in the range of 800 to 1,350 MegaΩ-cm. While effect of curing periods on electrical resistivity of PAC blended RHA and PRWFA was much clearly. This observation has been also refered by other previous works [12,15].
0
200400600
8001000
120014001600
Contro
l
RHA0PRW
FA10
RHA0PRW
FA20
RHA0PRW
FA30
RHA10PRW
FA0
RHA10PRWFA10
RHA10PRW
FA20
RHA10PRW
FA30
RHA20PRW
FA0
RHA20PRW
FA10
RHA20PRW
FA20
RHA20PRW
FA30
RHA30PRW
FA0
RHA30PRW
FA10
RHA30PRWFA20
RHA30PRW
FA30
Type of PAC
Elec
trica
l res
istiv
ity (M
Ω-c
m)
Uncured 7-day 28-day
Fig. 5 Electrical resistivity of binary and ternary mixtures of PAC.
3.6 Compressive strength
The compressive strength of PAC blended binary and ternay of RHA and PRWFA as illustrated in Fig 6. Comparison of the compressive strength among curing for 1, 7 and 28 days. It was observed that compressive strength increase gradually with their increasing with RHA up to 20% and then gain a tendency to decrease. A 28-day highest compressive strength was obtained 22.55 MPa from 20%RHA. Thus, in order to meet ensuring the optimum level may be restricted with about a 20% RHA replacement of OPC. The characterization of compressive strength reduction has been often found in a lot of the previous literatures [16,17,18]. Most rely reason of the pozzolanic reaction is responsible high strength as well as high specific surface area and the existing a lot of reactive silica content in RHA. It is discussed in lots of previous works [19] .
0
5
10
15
20
25
Contro
l
RHA0PRW
FA10
RHA0PRW
FA20
RHA0PRW
FA30RHA10
PRWFA0
RHA10PRW
FA10
RHA10PRW
FA20
RHA10PRW
FA30RHA20
PRW
FA0
RHA20PRW
FA10
RHA20PRWFA20
RHA20PRW
FA30RHA30
PRW
FA0
RHA30PRW
FA10
RHA30PRW
FA20
RHA30PRWFA30
Type of PAC
Com
pres
sive
stre
ngth
(MPa
)
28-day7-dayUncured
Fig. 6 Compressive strength of binary and ternary mixtures of PAC.
The compressive strength of the PAC containing all formulation of PPRWFA was less than the control PAC about 50-80% at 28-day. However, the compressive strength of PAC indicated a trend of increase with extended curing ages at 10%PRWFA. On the other hand, the lower compressive strength of PAC with PRWFA gained due to contaiu high CaO only and poor pozzolanic materials (SiO2, Al2O3). The relative strength or strength activity index of binary PAC with PRWFA at 28 days compared with the control PAC was 82% for 10%PRWFA. Also, the relative compressive strength of PAC with ternary of 20%RHA and 20%PRWFA (RHA20PRWFA20) was about 77% of the control strength.
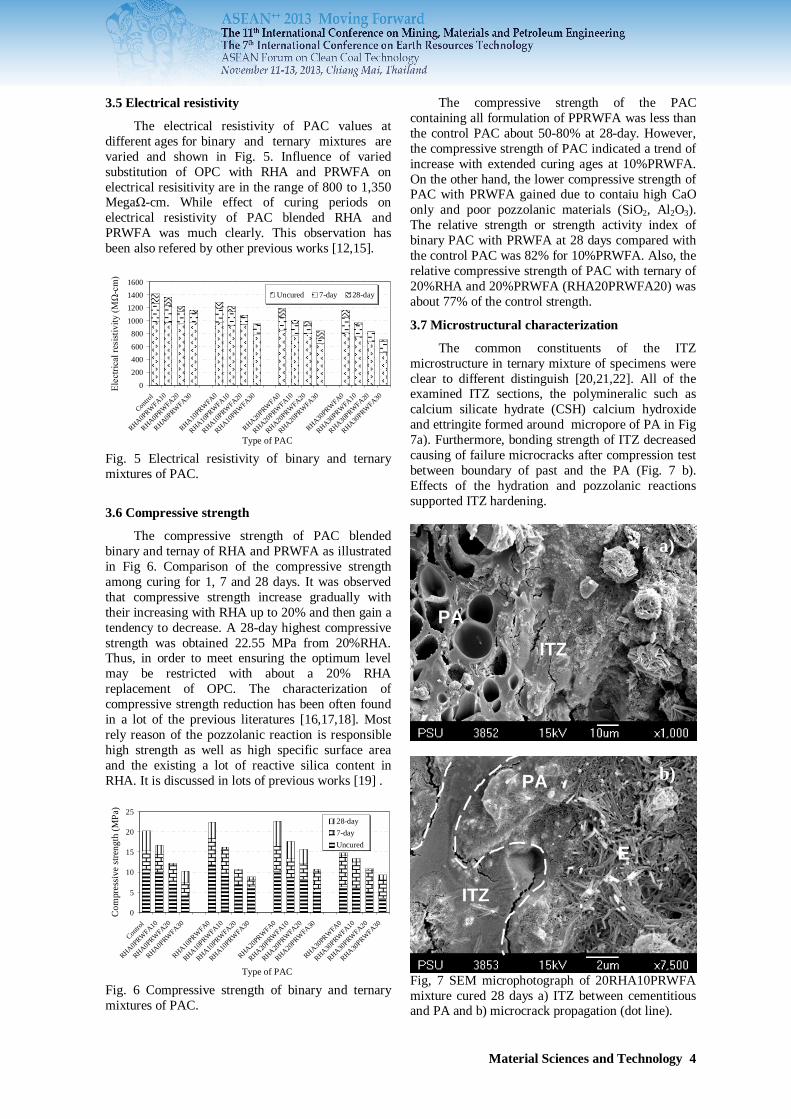
3.7 Microstructural characterization
The common constituents of the ITZ microstructure in ternary mixture of specimens were clear to different distinguish [20,21,22]. All of the examined ITZ sections, the polymineralic such as calcium silicate hydrate (CSH) calcium hydroxide and ettringite formed around micropore of PA in Fig 7a). Furthermore, bonding strength of ITZ decreased causing of failure microcracks after compression test between boundary of past and the PA (Fig. 7 b). Effects of the hydration and pozzolanic reactions supported ITZ hardening.
Fig, 7 SEM microphotograph of 20RHA10PRWFA mixture cured 28 days a) ITZ between cementitious and PA and b) microcrack propagation (dot line).
ITZ
ITZ PA
E
a)
b) PA
Material Sciences and Technology 5
4. CONCLUSIONS The investigation of binary and ternary using RHA and PRWFA in pumice aggregate concrete, the conclusions can be drawn following: 1. Partially replacing Portland cement with RHA or PRWFA results in early compressive strengths that are lower than that of the control. However, up to 20%RHA replacements give strengths at 7 and 28 days that are the same as or greater than that of the control. 2. Relative strength of PAC decreased as the level of PRWFA replacement increased. Although RHA gave relative strengths at early ages that are higher than those of PRWFA, the latter provide better performance at extended ages. This is attributed to the higher silica content of ground RHA. Binary and ternary mixtures of each RHA and PRWFA provided up to 20%, and relative strength values at all curing periods were higher than 75%. 3. The substitution of OPC by RHA and PRWFA resulted in an increase in the PAC’s electrical resistivity and a reduction in the pore solution of PA. These changes were enhanced by increasing the percentage of the substitution, particularly at replacement levels of 10% and 20%RHA. 4. Effectivness of RHA on PAC in reducing the expansion due to silica active content in RHA. At 10% and 20% replacements the RHA lightweight concretes give expansion at early exposure that are considerably lower than those of the PRWFA lightweight concretes. 5. No synergistic effect was observed when both RHA and PRWFA were incorporated into the PAC. However, effects of their partial replace by mass of OPC on the compressive strength, bulk density and drying shrinkage are met ASTM C330 requirment.
ACKNOWLEDGEMENTS Some part of this research was financially supported by the Graduate School, Prince of Songkla University, Thailand.
REFERENCES [1] Office of Agricultural Economics (2013),
Retrieved 3 April 2013, http:\\www.thairice- exporter.or.th/production.html
[2] P.Stroeven, D.D.Bui, and E.Sabuni (1999), Ash of Vegetable Waste Used for Economics Production of Low to High Strength Hydraulic Binders, Fuel, 1999, Vol. 78, issue 2, pp.53–59.
[3] D.G.Nair, K.S.Jagadish, and A.Fraaij (2006), Reactive Pozzolanas from Rice Husk Ash: An Alternative to Cement for Rural Housing, Cem Concr Res, 2006, Vol. 36, Issue 6, pp. 1062–1071.
[4] V.Saraswathy, and H.W.Song (2007), Corrosion Performance of Rice Husk Ash Blended Concrete. Constr Build Mater, 2007, Vol. 21, Issue 8, pp. 1779-1784.
[5] D.D.Bui, J.Hu, and P.Stroeven (2005), Particle Size Effect on the Strength of Rice Husk Ash Blended Gap-Graded Portland Cement Concrete, Cem Concr Compos; 2005, Vol. 27, Issue 3, pp. 357–366.
[6] S.Dermirdag, and L.Gunduz (2008), Strength Properties of Volcanic Slag Aggregate Lightweight Concrete for High Performance Masonry Units, Constr Build Mater, 2008, Vol. 22, Issue 3, pp.135–142.
[7] B.Felekoglu, S.Turkel, and H.Kalyoncu (2009), Optimization of Fineness to Maximize the Strength Activity of High-Calcium Ground Fly Ash –Portland, Cement Composites, Constr Build Mater, 2009, Vol. 23, pp. 2053–2061.
[8] ASTM C136 Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; 1996.
[9] ASTM C330 Standard Specification for
Lightweight Aggregates for Structural Concrete; 1997.
[10] ASTM C127 Standard Test Method for Specific Gravity and Absorption of Coarse Aggregate; 1993.
[11] N.Kabay, and F.Akoz (2012), Effect of Prewetting Methods on Some Fresh and Hardened Properties of Concrete with Pumice Aggregate, Cem Concr Comp, 2012, Vol. 34, pp. 503–507.
[12] A.Lubeck, A.L.G.Gastaldini, D.S.Barin, and H.C.Siqueira (2012), Compressive Strength and Electrical Properties of Concrete with White Portland Cement and Blast-Furnace Slag, Cem & Concr Comp, 2012, Vol. 34, pp. 392–399.
[13] ASTM C191 Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle; 1992.
[14] ACI 213R. Guide for Structural Lightweight-Aggregate Concrete. American Concrete Institute; 2003.
[15] J.Cao, and D.D.L.Chung (2001), Defect Dynamics and Damage of Concrete Under Repeated Compression, Studied by Electrical
Material Sciences and Technology 6
Resistance Measurement. Cem Concr Res, Vol. 31, pp. 1639–1642.
[16] K.Ganesan, K.Rajagopal, and K.Thangavel (2008), Rice Husk Ash Blended Cement: Assessment of Optimal Level of Replacement for Strength and Permeability Properties of Concrete, Constr Build Mater; 2008, Vol. 22, Issue 8, pp. 675–683.
[17] D.Tonnayopas, and W.Kawfai (2009), Development of Natural Crumbed Rubber Waste Aggregate Concrete Additive with White Rice Husk Ash, The 7th PSU Eng Conf, May 21-22, 2009, Prince of Songkla University, Songkhla, pp. 555-560. (in Thai)
[18] D.Tonnayopas, and W.Kamwicha (2010), Influence of Rice Husk Ash on Strength and Radiation Shielding of Hematite-Ilmenite Aggregate Mortar. The 15th National Convention on Civil Engineering, May 11-14, 2010. Sunee Grand and Convention Center, Ubonratchathani, 7 p. (in Thai)
[19] M.H.Zhang, and V.M.Malhotra (1996), High-Performance Concrete Incorporating Rice Husk Ash as Supplementary Cementing Material, ACI Mater J, Vol. 93, Issue 6, pp. 629–636.
[20] A.Mustafa, G.Hatice, A.G.Ismail, and K.Askeri (2011), Effect of Basic Pumice on Morphologic Properties of Interfacial Transition Zone in Load-Bearing Lightweight/Semi-Lightweight Concretes, Constr Build Mater, 2011, Vol. 25, Issue 5, pp. 2507-2518.
[21] D.Kong, T.Lei, J.Zheng, C.Ma, J.Jiang, and J.Jiang, (2010), Effect and Mechanism of Surface-Coating Pozzalanics Materials around Aggregate on Properties and ITZ Microstructure of Recycled Aggregate Concrete, Constr Build Mater, 2010, Vol. 24, Issue 5, pp. 701–708.
[22] P.K.Mehta, and P.J.M.Monteiro (2005), Concrete Microstructure Properties and Materials. Mc-Graw-Hill: New York;