Embed Size (px)
Citation preview

Level 2 NVQ in Fabricationand Welding (1681)National occupational standardsand assessment requirements www.city-and-guilds.co.uk

Publications and enquiriesCity & Guilds publications are available from
Publications SalesCity & Guilds1 Giltspur StreetLondonEC1A 9DDT +44 (0)20 7294 2850F +44 (0)20 7294 2400
General information about City & Guilds is available on our website www.city-and-guilds.co.uk or may be obtained from Customer Relations at the above address, or by telephoning 020 7294 2800,or by [email protected].
Equal opportunitiesCity & Guilds fully supports the principle of equal opportunities and we arecommitted to satisfying this principle in all our activities and published material.
A copy of our Equal Opportunities Policy statement ‘Access to assessment’ isavailable on our website or from Customer Relations.
Every effort has been made to ensure that the information contained in thispublication is true and correct at the time of going to press. However, City & Guilds’products and services are subject to continuous development and improvement and the right is reserved to change products and services from time to time.
City & Guilds cannot accept liability for loss or damage arising from the use ofinformation in this publication.
©2004 The City and Guilds of London Institute. All rights reserved.City & Guilds is a trademark of the City and Guilds of London Institute.
1 Giltspur StreetLondonEC1A 9DDT +44 (0)20 7294 2468F +44 (0)20 7294 2400www.city-and-guilds.co.uk

Level 2 NVQ in Fabricationand Welding (1681)National occupational standardsand assessment requirements
09.04/F00042905/ST85554

This page is intentionally blank

05 Foreword
08 The award
09 Qualification structure – Fabrication and Welding Level 2
13 Assessment requirements
22 National occupational standards and evidence recording sheets
325 Key skills signposting
330 Further information
Contents

This page is intentionally blank

This guide aims to provide information to centres and candidates for theadministration and assessment of The Level 2 National Vocational Qualification(NVQ) in Fabrication and Welding. It provides details of the requirements specific tothis N/SVQ qualification which includes• the requirements for occupational competence for all those involved in assessing
and verifying performance• specific assessment requirements• The National Occupational Standards.• There are three sections to the Guide.
Section 1 Scheme informationSection 2 Assessment requirementsSection 3 National occupational standards and Evidence profiles
The first section contains information on who will benefit from the awards and thestructure and scope of the NVQs. The second section gives the specific informationon assessment and evidence requirements.
This document is designed to be used in conjunction with:the N/SVQ Candidate Guide (stock reference TS-11-0001)andthe N/SVQ Centre Guide (stock reference EN-11-0001).
Check the City & Guilds website: www.city-and-guilds.co.uk, for latest version.
Packs of multiple copies of the recording forms are also available from PublicationsSales (Recording forms for N/SVQs, stock reference TS-22-0001).
In the case of any inconsistency between the N/SVQ Centre Guide or the N/SVQCandidate Guide and this N/SVQ specific document, this document shall prevail.
For details of centre and scheme approval refer to the document: ‘Providing City andGuilds qualifications’ (stock code EN-00-1111) available free of charge from the SalesDepartment or your regional/national City & Guilds office (details in Furtherinformation section of this document).
Details of general regulations, administrative, registration and certificationprocedures and fees appear on City & Guilds web site http://www.city-and-guilds.co.uk
The following documents also include information on policy and guidance on qualityassurance within NVQs and assessors and verifiers should be aware of the contents.
Foreword
05Level 2 NVQ in Fabrication and Welding (1681)

City & Guilds policy document ‘Ensuring Quality’ – aimed at those involved in theassessment and verification of City & Guilds awards. Issued 3-4 times a year(available from Sales Department) NB Edition 12 – December 2001 summarisespolicy from all previous editions)Joint Awarding Body Guidance on Internal Verification of NVQs, issued November2001, published by the DfES, also available on City & Guilds web site.
General NVQ informationCentres should refer to the City & Guilds Centre Guide for NVQs for information onNVQs, the people involved, the assessment process and model recording forms.
Specific evidence profile formsSpecific evidence profile forms have been designed for these awards. There is aseparate form for each unit. The forms provide a convenient method of ensuringcandidates have all the necessary evidence to achieve a unit.
Restrictions on entryThere are no restrictions on entry to this award, however, candidates should notregister for this award if they hold or are registered with City & Guilds or anotherawarding body for a similar award at the same level.
06 Level 2 NVQ in Fabrication and Welding (1681)

Scope of the awardNVQs for the engineering sector are work-based qualifications designed to reflectthe roles and responsibilities of personnel within the sector.
This level 2 award is based on a mandatory and optional unit structure. Themandatory units cover those areas which have a common approach such as safety,engineering communications and team working. The optional units are combined into ‘pathways’ which offer a choice to meet the needs of the main occupationalpatterns within typical fabrication and welding organisations.
National occupational standards and key skillsThe full National Occupational Standards and Key Skills mapping are enclosed within this document. Centres may access whichever units are appropriate to their requirements.
Restrictions on entryThere are no restrictions on entry to this award, however candidates should notregister for this award if they hold or are registered with City & Guilds or anotherawarding body for a similar award at the same level.
NVQ Level 2 in Fabrication and Welding Engineering
07Level 2 NVQ in Fabrication and Welding (1681)

The Level 2 NVQ in Fabrication and Welding consists of 53 units. All candidates musttake the THREE core units plus a specified number of optional units from one of theeleven occupational pathways to achieve the award. Additional units may be taken,for which the candidate will receive a Certificate of Unit Credit.
The certificates referred to in this guide are as followsLevel 2 NVQ in Fabrication and Welding (Manual Welding)Level 2 NVQ in Fabrication and Welding (Welding Machine Operating)Level 2 NVQ in Fabrication and Welding (Rail Welding)Level 2 NVQ in Fabrication and Welding (Plastics Welding)Level 2 NVQ in Fabrication and Welding (Sheet Metalwork)Level 2 NVQ in Fabrication and Welding (Plateworker)Level 2 NVQ in Fabrication and Welding (Structural steelwork)Level 2 NVQ in Fabrication and Welding (Pipework Fabrication)Level 2 NVQ in Fabrication and Welding (Composite Fabrication)Level 2 NVQ in Fabrication and Welding (Thermal Cutting)
The Units have been contextualised by SEMTA from the National EngineeringCompetency Standards (ECS).
The award
08 Level 2 NVQ in Fabrication and Welding (1681)

Mandatory units for all pathways (all three units must be completed)Unit 1: Complying with Statutory Regulations and Organisational Safety RequirementsUnit 2: Using and Interpreting Engineering Data and DocumentationUnit 3: Working Efficiently and Effectively in Engineering
Pathways1 Manual WeldingMust complete any one of the following units:Unit 4: Joining Materials by the Manual Metal Arc Welding ProcessUnit 5: Joining Materials by Manual MIG/MAG and other Continuous
Wire Welding ProcessesUnit 6: Joining materials by Manual TIG and Plasma-arc Welding ProcessesUnit 7: Joining Materials by the Manual Gas Welding ProcessUnit 8: Producing Fillet Welded Joints using a Manual Welding Process
2 Welding Machine OperatingMust complete any one of the following units:Unit 9: Welding Materials with Mechanised Arc Welding EquipmentUnit 10: Welding Materials using Resistance Spot, Seam and Projection
Welding MachinesUnit 11: Welding Materials using Laser Welding MachinesUnit 12: Welding Materials using Electron Beam Welding MachinesUnit 13: Welding Materials using Friction Welding Machines
3 Rail WeldingMust complete any one of the following units:Unit 14: Joining Rails using the Aluminothermic Welding ProcessUnit 15: Restore Rails to Operational Condition using an Arc Welding ProcessUnit 16: Welding Rails using Flash Welding Equipment
4 Brazing and/or SolderingMust complete any one of the following units:Unit 17: Joining Materials by Manual Torch Brazing and SolderingUnit 18: Joining Materials using Brazing Machines
5 Plastics WeldingMust complete any one of the following units:Unit 19: Joining Plastics using Manual Welding ProcessesUnit 20: Joining Materials using Plastics Welding Machines
Qualification structure
09Level 2 NVQ in Fabrication and Welding (1681)
6 Sheet Metalwork (3 mm or less)Must complete two of the following units:Unit 21: Marking Out Components for FabricationUnit 22: Cutting Sheet Metal to Shape using Hand and Machine ToolsUnit 23: Forming Sheet Metal using Hand and Machine toolsUnit 24: Producing Sheet Metal AssembliesUnit 25: Heat Treating Materials for Fabrication ActivitiesUnit 26: Cutting and Shaping Materials using NC/CNC Laser Profiling MachinesUnit 27: Cutting and Shaping using NC/CNC Plasma or Gas Cutting Machines
Plus one more unit from the following:Unit 28: Assembling Components using Mechanical FastenersUnit 29: Bonding Engineering Materials using AdhesivesUnit 30: Joining Materials by Resistance Spot WeldingUnit 5: Joining Materials by Manual MIG/MAG and other Continuous
Wire ProcessesUnit 6: Joining Materials by Manual TIG and Plasma-arc Welding ProcessesUnit 7: Joining Materials by the Manual Gas Welding ProcessUnit 31: Slinging, Lifting and Moving Materials and Components
7 Plateworker (3 mm upwards)Must complete the following unit:Unit 21: Marking Out Components for Fabrication
Plus one more unit from the following:Unit 32: Cutting Plate and Sections using Shearing MachinesUnit 33: Cutting Materials using Hand Operated Thermal Cutting EquipmentUnit 34: Cutting and Shaping Materials using Gas Cutting MachinesUnit 35: Cutting Materials using Saws and Abrasive DiscsUnit 26: Cutting and Shaping Materials using NC/CNC Laser Profiling MachinesUnit 27: Cutting and Shaping using NC/CNC Plasma or Gas Cutting Machines
Plus one more unit from the following:Unit 36: Bending and Forming Plate using Power Operated MachinesUnit 37: Forming Platework using Power Rolling MachinesUnit 38: Producing Platework AssembliesUnit 39: Producing Holes using Drilling Machines
Plus one more unit from the following:Unit 28: Assembling Components using Mechanical FastenersUnit 8: Producing Fillet Welded Joints using a Manual Welding ProcessUnit 9: Welding Materials with Mechanised Arc Welding EquipmentUnit 31: Slinging, Lifting and Moving Materials and Components
10 Level 2 NVQ in Fabrication and Welding (1681)
8 Structural steelworkMust complete the following unit:Unit 21: Marking Out Components for Fabrication
Plus one more unit from: Unit 32: Cutting Plate and Sections using Shearing MachinesUnit 33: Cutting Materials using Hand Operated Thermal Cutting EquipmentUnit 34: Cutting and Shaping Materials using Gas Cutting MachinesUnit 35: Cutting Materials using Saws and Abrasive Discs
Plus two more units from the following:Unit 40: Forming of Structural Sections using MachinesUnit 41: Producing Structural Steel Ancillary ComponentsUnit 39: Producing Holes using Drilling MachinesUnit 28: Assembling Components using Mechanical FastenersUnit 8: Producing Fillet Welded Joints using a Manual Welding ProcessUnit 9: Welding Materials with Mechanised Arc Welding EquipmentUnit 42: Assembling Structural SteelworkUnit 31: Slinging, Lifting and Moving Materials and Components
9 Pipework FabricationMust complete the following unit:Unit 21: Marking Out Components for Fabrication
Plus one unit from:Unit 33: Cutting Materials using Hand Operated Thermal Cutting EquipmentUnit 34: Cutting and Shaping Materials using Gas Cutting MachinesUnit 35: Cutting Materials using Saws and Abrasive Discs
Plus two more units from the following:Unit 39: Producing Holes using Drilling MachinesUnit 43: Forming Pipework by Machine BendingUnit 28: Assembling Components using Mechanical FastenersUnit 29: Bonding Engineering Materials using AdhesivesUnit 44: Producing Socket and Flange Fillet Welded Joints in Pipe using
a Manual Welding Process
11Level 2 NVQ in Fabrication and Welding (1681)

10 Composite FabricationMust complete two of the following units:Unit 45: Producing Composite Mouldings using Wet Lay-up TechniquesUnit 46: Producing Composite Mouldings using Pre-Preg Laminating TechniquesUnit 47: Producing Components by Acrylic MouldingUnit 48: Vacuum Forming Composite MaterialsUnit 49: Trimming Composite Mouldings using Hand ToolsUnit 50: Identifying Defects in Composite MouldingsUnit 51: Applying Surface Finishes to Composite MouldingsUnit 52: Bonding Composite MouldingsUnit 53: Producing Composite Assemblies
11 Thermal CuttingMust complete any two units from the following:Unit 33: Cutting Materials using Hand Operated Thermal Cutting EquipmentUnit 34: Cutting and Shaping Materials using Gas Cutting MachinesUnit 26: Cutting and Shaping Materials using NC/CNC Laser Profiling MachinesUnit 27: Cutting and Shaping using NC/CNC Plasma or Gas Cutting Machines
12 Level 2 NVQ in Fabrication and Welding (1681)

IntroductionThe purpose of the assessment strategy is to• assist assessors, internal verifiers and external verifiers• encourage and promote consistent assessment of the qualification• promote cost effective assessment strategies• promote the use of external quality control of assessment methods
The assessment strategy also specifies• the qualifications and experience required for assessors and verifiers• the assessment environment and standard of equipment that should be used• access to the qualification• the evidence required to support competent performance against the standards• carrying out assessments• assessing knowledge and understanding
Section A General requirementsThe assessment strategy for City and Guilds awards based on SEMTA units is detailedbelow. It applies throughout the standards and must be used as the basis for allindividual assessments.
In the implementation of all SEMTA standards, reference should be made back to thisstrategy when specifying the assessment requirements for each unit or element ofcompetence. The internal and external verifier will seek evidence that therequirements have been fulfilled by candidates and assessors at all times.
Scope of the awardEvidence of competence must be assessed against the requirements of the relevantNational Occupational Standards. For this award, the relevant standards arecontextualised versions of the Engineering Competence Standards (ECS).
Qualification structureThe qualification structure for this award requires candidates to complete commonmandatory units, followed by a choice of pathways. Candidates may then be requiredto complete further mandatory units within their chosen pathway, followed by anumber of optional units from a provided selection. The range of optional units allowsfor any variations in the occupation in different organisations and across the sector.
Assessment requirements for awards within the Engineering Sector
13Level 2 NVQ in Fabrication and Welding (1681)

Assessor requirementsAssessment must be carried out by competent assessors who hold, or are workingtowards, the nationally recognised Assessor units (A1/A2) (formerly D32/D33).
Assessors must be able to demonstrate that they have sufficient technicalcompetence to evaluate and judge evidence for this award. This will bedemonstrated either by holding a relevant technical qualification or by provensuitable experience of the technical areas to be assessed. The assessor’scompetence must, at the very least, be at the same level as that required of thecandidate(s) in the units being assessed.
Specific technical requirements for assessors of this qualification are outlined onpage 18.
Assessors must also know:• the content and meaning of the National Occupational Standards against which
assessments are to be carried out• the appropriate Regulatory Body’s system of vocational qualifications• the relevant Awarding Body’s documentation and system of vocational
qualifications within which the assessment is taking place.
Verifier requirementsInternal Verifiers must hold, or be working towards, the nationally recognisedInternal Verifier unit (V1) (formerly D34), and would be expected to be familiar with,and preferably hold, the nationally recognised Assessor units.
External Verifiers must hold, or be working towards, the nationally recognisedExternal Verifier unit (V2) (formerly D35), and would be expected to be familiar with,and preferably hold, the nationally recognised Assessor units, and possibly even thenationally recognised Internal Verifier unit.
Verifiers, both internal and external, will also be expected to be fully conversant withthe standards against which the assessments and verification are to be carried out,the appropriate Regulatory Body’s system of vocational qualifications, and therelevant Awarding Body’s documentation and system of vocational qualificationswithin which the assessment and verification is taking place.
Additionally verifiers, both internal and external, should be technically familiar withthe skill area being verified.
Specific technical requirements for verifiers of this qualification are outlined on page 18.
Witness testimonyWhere observation of process is used to obtain the performance evidence, thisobservation must be carried out against the standards. Best practice would requirethat such observation is carried out by a qualified assessor. If this is not practicablethen alternative sources of evidence may be used.
14 Level 2 NVQ in Fabrication and Welding (1681)

For example, the observation may be carried out against the standards by someoneelse in close contact with the candidate. This could be a supervisor, colleague,mentor or manager, who may be regarded as a suitable witness to the candidate’scompetency. However, the witness must be technically competent in the process orskills that they are providing testimony for to at least the same level of expertise asthat required of the candidate. It will be the responsibility of the assessor to makesure that any witness testimonies accepted as evidence of a candidate’scompetency are reliable and technically valid.
Assessment environmentEvidence for this award should be obtained from the working environment where thework activities or work outcomes to be assessed are clearly attributable to thecandidate. However, in certain circumstances, replication of work activities may be acceptable. Where replication is considered necessary, assessors must beconfident that the environment replicates the workplace to such an extent thatcompetencies gained will be fully transferable to the workplace. In this caseassessors must clearly identify those aspects of the workplace that are critical toperformance, and make sure that they have been replicated satisfactorily. Wherereplication is involved, assessors must obtain agreement with internal and externalverifiers before assessing any candidates.
Examples of critical aspects could be:• environmental conditions such as, noise levels, lighting conditions and the
presence of hazards• the use of industrial equipment and procedures• pressure of work such as time constraints and repetitive activities• carrying out work on actual work pieces and the consequences of
making mistakes• customer/supplier/departmental relationships
Access to assessmentThere are no entry qualifications or age limits required for these qualifications unlessthis is a legal requirement of the process or the environment. Assessment is open toany candidate who has the potential to reach the standards laid down for thisqualification. However centres should refer to the statement on access toassessment in the City & Guilds Centre Guide for NVQs on not entering for similarawards at the same level.
Aids or appliances which are designed to alleviate disability may be used duringassessment providing they do not compromise the standard required.
15Level 2 NVQ in Fabrication and Welding (1681)

Carrying out assessmentsSEMTA strongly recommends that the majority of assessment evidence for themandatory units is gathered during the performance of the optional units. Evidenceshould be obtained as a whole, where practically possible, since competentperformance in the optional units is often dependent on competence in themandatory units. Although it is possible to achieve this qualification with theminimum number of optional units, organisations may wish their candidates to beassessed for more than this.
Where key skills are required, these may be included as additional units and assessedin conjunction with the mandatory and optional units, where this is appropriate.
The standards were developed to cover a range of activities. The evidence producedfor this award will, therefore, depend on the candidate’s choice of ‘scope’ items inthe standard, which are intended to help the candidate to seek the appropriateinformation and to acquire the necessary skills, techniques and knowledge beforebeing able to demonstrate competent performance.
Where the scope section gives a choice (for example ‘any three from five’), assessorsshould note that candidates do not need to cover the other (in this example, two)items, particularly where these additional items may relate to other activities ormethods which are not part of the candidate’s normal workplace activity or area of expertise.
Performance evidence requirementsPerformance evidence must be the main form of evidence gathered.
In order to demonstrate consistent, competent performance for a unit, a minimumof three different evidence examples of performance evidence will be required, toshow that the tasks reflected by the unit title have been carried out to the statedstandards. The number of items required in each of the scope statements specifiedfor a unit (e.g., four from a choice of six) must all be covered. It is possible that someof the scope items may be covered more than once. If, however, the three examplesof performance evidence are not sufficient to cover all the specified scope items,then further examples of performance evidence will be required to ensure thiscoverage is achieved.
Assessors must make sure that the evidence provided reflects the candidate’scompetence and not just the achievement of the training programme.
Items of performance evidence often contain features that apply to more than oneunit, and can be used as evidence in any unit where appropriate.
Performance evidence may be either:• products of the candidate’s work, such as items that have been produced or
worked on, documents produced as part of a work activity, records orphotographs of the product
16 Level 2 NVQ in Fabrication and Welding (1681)

or• evidence of the way the candidates carried out the activities such as witness
testimonies, assessor observations or authenticated candidate reports of theactivity undertaken
Competent performance is more than just carrying out a series of individual settasks. Many of the units contain statements that require the candidate to provideevidence that proves they are capable of combining the various features andtechniques. Where this is the case, separate fragments of evidence would notprovide this combination of features and techniques and will not, therefore, beacceptable as demonstrating competent performance.
If there is any doubt as to what constitutes suitable evidence, the external verifiershould be consulted.
Assessing Knowledge and UnderstandingKnowledge and understanding are key components of competent performance, butit is unlikely that performance evidence alone will provide enough evidence in thisarea. Where the candidate’s knowledge and understanding (and the handling ofcontingency situations) is not apparent from performance evidence, it must beassessed by other means and be supported by suitable evidence.
Knowledge and understanding can be demonstrated in a number of different ways,but it is suggested that the most appropriate methods for this qualification are oralquestioning and practical demonstrations. Assessors should ask enough questionsto be able to determine that the candidate has an appropriate level of knowledgeand understanding as required by the unit.
Where oral questioning is used the assessor must retain a record of the questionsasked, together with the candidate’s answers.
Section B Qualification-Specific requirements for the N/SVQin Fabrication and Welding Level 2Scope of the awardThis qualification is for people who are occupied primarily in welding and/orfabrication, and who have a high level of technical skill and knowledge in that activity.They will be expected to demonstrate safe working practices and procedures at alltimes and work with minimum supervision, taking personal responsibility for thequality and accuracy of the work they carry out.
Candidates for this qualification will have gained a high level of skill ability andacquired sound knowledge and understanding of the relevant techniques, materials,tools and equipment used, in order to enable them to carry out the activities, solverelated problems, correct any faults and ensure the work output meets the requiredspecification standard.
17Level 2 NVQ in Fabrication and Welding (1681)

Specific technical requirements for assessorsAssessors of this qualification should have a minimum of three years’ relevant skillsexperience, and should have a thorough working knowledge of welding andfabrication processes, techniques, and procedures used.
Specific technical requirements for verifiersVerifiers should have some relevant skills experience, and should have held aposition of engineering responsibility. They should have sufficient technicalknowledge to enable them to verify that assessments have been carried out to thetechnical and safety standards required, and to ask relevant questions of assessorsor candidates, where necessary.
Specific evidence requirementsCandidates must carry out at least THREE separate assessment tasks. The unitguidance and scope for each unit indicate in detail what evidence is required. There is a specific Unit Checklist provided for EACH unit in this guide.
Completing the unit checklistsThe candidate must carry out at least three separate assessment tasks. Thelocation of all items of evidence, that must cover ALL of the criteria given in thestandards, should entered on the checklist provided after each unit under the‘Performance Evidence’ columns. These locations must be identified in a way thatallows the verifiers (internal and external) to easily trace and audit the evidence egPage 6 – could refer to the position in the portfolio of the inspection sheet covering‘Weld Quality B and C and Dimensional Accuracy. Drawing 1 could provide thespecification for the same task. Also Job 1234 could refer to an actual product.
Note that it may not be possible to cover all of the required criteria by completingthree tasks. In such cases supplementary work may be needed to cover thisshortfall, this will be referenced in the fourth column’
In addition to the unit checklist, the required evidence must also contain• Actual product evidence where practical – e.g. taking into account its weight, size
and or if it is an actual production item for customer use. Photographs or videos maybe used in lieu provided they show the skill areas in sufficient detail for the verifiers(internal and external) to make a decision regarding the practical standards achieved
• A work sheet (company or centre devised) that clearly lays down the requiredproduct specification in terms of materials, tolerances and any time restrictionsplus a drawing.Notei it is not necessary for the candidate to personally reproduce drawings, method
descriptors etc. unless these items do not exist.ii in cases of industrial confidentiality or sensitivity then it may be permissible to
exclude certain items from the evidence, but a description of the general natureof the work/activity must be provided. In cases of doubt the EV should beconsulted about the validity of a proposed assessment before the candidatecommences any such work.
18 Level 2 NVQ in Fabrication and Welding (1681)

• An inspection sheet or report that clearly identifies that the product has beenreliably tested against the specification. If there are any discrepancies of a non-critical nature then the assessment may be deemed acceptable provided that thereis a statement to this effect signed by a duly appointed and responsible person.
• A brief report, prepared by the candidate, that identifies any hazards ordifficulties associated with the work and how these were dealt with. It should alsohighlight any specific requirements or special skill areas that were involved e.g.non standard tools, tool and work holding methods (use of jigs and fixtures etc.)Note that where relevant some aspects of this could also form part of the requiredknowledge evidence e.g. items 8 and 9 of this unit.
Knowledge evidenceWhere the required knowledge and understanding cannot be obviously andpositively inferred from an assessor or expert witness observing the practical tasks,then the candidate must be formally questioned using either short written answer ororal types of questions.
The questions should only relate to the specific areas defined by the criteria for thisunit. e.g. if only AC equipment is used then the questions should not ask for settingdetails etc. of DC equipment. (Note that this knowledge may well form part of an allround underpinning knowledge programme but in such cases it would beassessed separately.
Assessors must carefully plan all types of questioning procedures beforehand. Theactual questions (oral and written) must be kept under secure conditions and onlymade available to the candidates during the assessment process. The candidateswill retain a copy of their results, including comments made by the assessor duringoral questioning. (See the separate information section regarding the use of oralquestioning techniques).
Assessors must make the questions available to verifiers so that the latter cancompare them against the results sheets held by the candidates.
The knowledge evidence should be referenced in a similar fashion to that used forperformance evidence.
Note that it is not necessary to assess the knowledge criteria on threeseparate occasions
Further guidanceFurther guidance to general procedures for the assessment of NVQs and samplerecording forms is found in the N/SVQ Centre Guide (stock reference EN-11-0001).
19Level 2 NVQ in Fabrication and Welding (1681)

This page is intentionally blank

21Level 2 NVQ in Fabrication and Welding (1681)
Occupational Relevant NQFRoles Qualifications Level
Director Chartered Engineer 5Senior manager Higher Hons/Hons DegreeSenior engineer Bachelors Degree/Certificate
Management N/SVQsProject manager Incorporated engineer
City & Guilds Higher level qualifications 4Product Development Accounting/Admin N/SVQsEngineer Training & Development N/SVQTechnician Business-improvement techniques NVQ
BTEC Engineering (B.Tech) HNC/HND
AMA Engineering 3Engineering NVQs
Supervisor/Leader Management N/SVQsCraftsperson Engineering design N/SVQProduction/Quality Controller Business-improvement techniques NVQHealth & Safety Controller Technical services N/SVQ
Information Technology N/SVQTraining and Development N/SVQBTEC Engineering (B.Tech) NC/NDCity & Guilds Engineering vocational awards
FMA engineering 2Engineering NVQs
Semi-skilled operative City & Guilds Engineering vocational awardsPerforming engineering operations NVQBusiness-improvement techniques NVQPerforming manufacturing operations NVQHealth and Safety Certs
Operative Performing engineering operations NVQ 1Performing manufacturing operations NVQApplying engineering principles awardGCSE engineering
Engineering sector progression routes
ENTRANTS
WITH
PRIOR
EXPERIENCE
&
QUALIFICATIONS
ENTRY LEVEL
{
{{{{

22 Level 2 NVQ in Fabrication and Welding (1681)
Knowledge Method(s) used Candidate’s Assessor Result Datereference Written Oral Inferred Evidence Reference assessed
location
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Name Signature
Candidate: Date:
Assessor: Date:
Internal Verifier Date:
External Verifier Date:
NVQ in Fabrication and Welding Level 2 Knowledge evidence recording sheet(this should be copied for each unit)
National Occupation Standards – Fabrication andWelding Level 2Supplied by SEMTA
23Level 2 NVQ in Fabrication and Welding (1681)

This page is intentionally blank

Unit summaryThis unit identifies the competencies you need to deal with statutory andorganisational safety requirements in accordance with approved regulations, codesof practice and procedures. You will be required to comply with all relevantregulations that apply to your area of work as well as your general responsibilities asdefined in the Health and Safety at Work Act. You will also need to be able to identifythe relevant qualified first aiders or appointed person and know the location of thefirst aid facilities. You will have an understanding of the procedures to be adopted inthe case of accidents involving injury and in situations where there are dangerousoccurrences or hazardous malfunctions of equipment, processes or machinery. Youwill also need to be fully conversant with the organisation’s procedures for fire alertsand the evacuation of premises.
You will also be required to identify the hazards and risks that are associated with yourjob. Typically these will focus on your working environment, the tools and equipmentthat you use, materials and substances that you use and working practices that do notfollow laid down procedures, and manual lifting and carrying techniques.
Your responsibilities will require you to comply with organisational policy andprocedures for the Statutory Regulations and organisational safety activitiesundertaken and to report any problems with the safety activities that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work with minimum supervision, taking personalresponsibility for your own actions and the way in which you carry out the requiredengineering activities.
Your underpinning knowledge will provide a good understanding of your work, andprovide an informed approach to applying Statutory Regulations and organisationalsafety requirements and procedures. You will understand the safety requirementsand their application, and will know about the safety requirements in adequatedepth to provide a sound basis for carrying out the activities safely and correctly.
Unit 1Complying with statutory regulations and organisational safety requirements
25Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Comply with your duties and obligations as defined in the Health and Safety
at Work Actb Present yourself in the workplace suitably prepared for the activities
to be undertakenc Follow organisational accident and emergency proceduresd Recognise and control hazards in the workplacee Use correct manual lifting and carrying techniquesf Apply safe working practices and procedures
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Demonstrate your understanding of your duties and obligations to health and
safety by carrying out all of the following:• applying, in principle, your duties and responsibilities as an individual under the
Health and Safety at Work Act and other relevant current legislation• identifying, within your organisation, appropriate sources of information and
guidance on health and safety issues, to include:– Eye protection and personal protective equipment– COSHH regulations– Risk assessments
• identifying the warning signs and labels of the main groups of hazardous ordangerous substances
• complying with the appropriate statutory regulations at all times
2 Comply with all emergency requirements to include:• identifying the appropriate qualified first aiders or appointed person and the
location of first aid facilities• identifying the procedures to be followed in the event of injury to self or others• following organisational procedures in the event of fire and the evacuation
of premises• identifying the procedures to be followed in the event of dangerous
occurrences or hazardous malfunctions
3 Identify the hazards and risks that are associated with all of the following:• your working environment• the tools and equipment that you use• materials and substances that you use• using working practices that do not follow laid down procedures
Unit 1Complying with statutory regulations and organisational safety requirements
26 Level 2 NVQ in Fabrication and Welding (1681)

4 Demonstrate two methods of manual lifting and carrying techniques:• lifting alone• with assistance of others• with mechanical assistance
5 Apply safe working practices in an industrial environment to include all of the following:• maintaining a tidy workplace with exits and gangways free from obstructions• using tools and equipment safely and only for the purpose intended• observing organisational safety rules, signs and hazard warnings• taking measures to protect others from harm by any work you are carrying out
Knowledge statements:You must have knowledge and understanding of :1 The roles and responsibilities of yourself and others under the Health and Safety
at Work Act 1974 and current legislation (e.g. The Management of Health andSafety at Work Regulations; Workplace Health and Safety and WelfareRegulations; Personal Protective Equipment at Work Regulations; ManualHandling Operations Regulations; Provision and use of Work EquipmentRegulations; Display Screen at Work Regulations)
2 The specific regulations and safe working practices and procedures that applyto your work activities
3 The warning signs for the seven main groups of hazardous substances definedby Classification, Packaging and Labelling of Dangerous Substances Regulations
4 How to locate relevant health and safety information for your tasks and thesources of expert assistance when help is needed
5 What constitutes a hazard in the workplace (such as moving parts of machinery,electricity, slippery and uneven surfaces, dust and fumes, handling andtransporting, contaminants and irritants, material ejection, fire, working atheight, environment, pressure/stored energy systems, volatile or toxicmaterials, unshielded processes)
6 Your responsibilities for dealing with hazards and reducing risks in theworkplace (such as hazard spotting and safety inspections; the use of hazardcheck lists, carrying out risk assessments, COSHH assessments and safesystems of working)
7 The risks associated with your working environment, the tools, materials andequipment that you use, spillages of oil and chemicals, not reporting accidentalbreakages of tools or equipment and not following laid down working practicesand procedures
8 The first aid facilities that exist within your work area and within theorganisation in general and the procedures to be followed in the case ofaccidents involving injury
9 What constitutes dangerous occurrences and hazardous malfunctions and whythese must be reported even when no one was injured
10 The procedures for sounding the emergency alarms, evacuation proceduresand escape routes to be used and the need to report your presence at theappropriate assembly point
Unit 1Complying with statutory regulations and organisational safety requirements
27Level 2 NVQ in Fabrication and Welding (1681)
11 The organisational policy with regard to fire fighting procedures, the commoncauses of fire and what you can do to help prevent them
12 The protective clothing and equipment that is available for your areas of activity13 How to lift and carry loads safely and the manual and mechanical aids available14 How to prepare and maintain safe working areas, standards and procedures to
ensure good housekeeping15 The importance of safe storage of tools, equipment, materials and products16 The extent of your own authority and whom you should report to, in the event
of problems that you cannot resolve
Unit 1Complying with statutory regulations and organisational safety requirements
28 Level 2 NVQ in Fabrication and Welding (1681)

Unit 1Complying with statutory regulations and organisational safety requirements
29Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
health & safety-understanding application of duties and equipment (all)
H & S at Work Act
PPE
COSHH
risk assessments
hazardous substances
statutory regulations
emergency requirements (all)
first aider/facilities
injury procedures
fire procedures
danger/hazard procedures
environmental hazards/risks (all)
working environment
tools & equipment
materials and substances
bad working practices
manual lifting & carrying techniques (two)
lifting alone
with assistance of others
with mechanical assistance
safe working practices (all)
tidy workplace
tools & equipment
safety/hazard warnings
protect others
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

This page is intentionally blank

Unit summaryThis unit identifies the competencies you need to make effective use of text, numericand graphical information by interpreting and using technical information extractedfrom engineering drawings, technical manuals, reference tables, specifications andcharts in accordance with approved procedures. You will be required to extract thenecessary information from the various drawings and related documents in order toestablish and carry out the work requirements and to make valid decisions about thequality and accuracy of the work produced in accordance with approved procedures.
Your responsibilities will require you to comply with organisational policy andprocedures for obtaining and using the drawings and related specifications. You willbe expected to report any problems with the use and interpretation of the drawingsand specifications that you cannot personally resolve, or are outside your permittedauthority, to the relevant people. You will be expected to work with minimumsupervision, taking personal responsibility for your own actions and the quality andaccuracy of the work that you carry out.
Your underpinning knowledge will provide a good understanding of the types ofdrawings and documents used and provide an informed approach to applyinginstructions and procedures. You will be able to read and interpret the drawings anddocuments used and will know about the conventions, symbols and abbreviations inadequate depth to provide a sound basis for carrying out the activities to therequired specification.
Unit 2Using and interpreting engineering drawings and documents
31Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Use the approved source to obtain the required drawings and specificationsb Correctly interpret the drawings and specificationsc Identify, extract and interpret the required informationd Use the information obtained to ensure that work output meets the specificatione Deal promptly and effectively with any problems within your control and report
those which cannot be solvedf Report any inaccuracies or discrepancies in drawings and specifications
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Use approved sources to obtain the necessary drawings and related
specifications and carry out all of the following: • check the currency and validity of the drawings and documents used• exercise care and control over the documents at all times• correctly extract all necessary data in order to carry out the required tasks• seek out additional information where there are gaps or deficiencies in the
information obtained• deal with or report any problems found with the drawings/specifications• make valid decisions based on the evaluation of the engineering
information gained• return all drawings and related specifications to the approved location on
completion of the work• complete all necessary production documentation
2 Use information extracted from engineering drawings to include one or moretypes of drawing from the following:• detailed component drawings• general assembly drawings• repair drawings• fluid power drawings• wiring/circuit diagrams• installation drawings• modification drawings• sub-assembly drawings• schematic diagrams• fabrication drawings• welding drawings
Unit 2Using and interpreting engineering drawings and documents
32 Level 2 NVQ in Fabrication and Welding (1681)

3 Use information extracted from related documentation to include two from the following:• job instructions• drawing instructions• test schedules• manufacturers instructions• weld procedure specifications• reference tables/charts• national, international and organisational standards• planning documentation• quality control documents
4 Extract information that includes three of the following:• materials or components required• dimensions• tolerances• build quality• installation requirements• surface texture requirements• location/orientation of parts• process or treatments required• assembly sequence• weld type and size• operations required• connections to be made• circuit characteristics (such as pressure, flow, current, voltage, speed)
Knowledge statements:You must have knowledge and understanding of:1 The information sources used for the drawings and specifications that you use
in your work activities2 How drawings and documents are obtained and how to check that they are
current and valid3 How to use other sources of information to support the drawings (such as
electronic component pin configuration specifications, standard referencecharts for limits and fits, tapping drill reference charts, bend allowancesrequired for material thickness, electrical conditions required for specificwelding rods)
4 The procedures for reporting discrepancies in the drawings or documents andfor reporting lost or damaged drawings/documents
5 Care and control procedures for the drawings and documents and theimportance of returning them to the designated location on completion of thework activities
6 The basic drawing conventions that are used and why there needs to bedifferent types of drawings
Unit 2Using and interpreting engineering drawings and documents
33Level 2 NVQ in Fabrication and Welding (1681)

7 The types of drawings used and how they interrelate (such as isometric andorthographic, first and third angle, assembly drawings, circuit and wiringdiagrams, block and schematic diagrams)
8 Imperial and metric systems of measurement, tolerancing and fixed reference points
9 The meaning of the different symbols and abbreviations found on the drawingsthat you use (such as surface finish, electronic components, weld symbols,linear and geometric tolerances, pressure and flow characteristics)
10 Care and control procedures for drawings and specifications and how damageor graffiti on drawings can lead to scrapped work
11 The extent of your own responsibility, when to act on your own initiative to find,clarify and evaluate information and whom you should report to if you haveproblems that you cannot solve
Unit 2Using and interpreting engineering drawings and documents
34 Level 2 NVQ in Fabrication and Welding (1681)
Unit 2Using and interpreting engineering drawings and documents
35Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
necessary drawings & specifications (all)
check currency & validity
care & control
extract data
additional information
problems
decisions
return drawings etc
production documentation
information extracted from engineering drawings (one or more)
component
assembly
repair
fluid power
wiring/circuit
installation
modification
sub-assembly
schematic
fabrication
welding
information extracted from related documentation (two)
job instructions
drawing instructions
test schedules
manufacturers instructions
weld procedure spec’s
reference tables/charts
standards
planning docs
quality control docs
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

extract information (three)
materials/components
dimensions
tolerances
build quality
installation
circuit characteristics
surface texture
location/orientation of parts
process or treatments
assembly sequence
weld type/size
operations
connections
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 2Using and interpreting engineering drawings and documents
36 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to work efficiently and effectively inthe work place in accordance with approved procedures and practices. Prior toundertaking the engineering activity you will be required to carry out all necessarypreparations within the scope of your responsibility. This may include preparing thework area and ensuring that it is in a safe condition to carry out the intendedactivities, ensuring you have the appropriate job specifications and instructions, thatany tools, equipment, materials and other resources required are available and in asafe and usable condition.
On completion of the engineering activity you will be required to return yourimmediate work area to an acceptable condition before recommencing further workrequirements. This may involve placing completed work in the correct location,return and / or store any tools and equipment in the correct area, identifying anywaste and / or scrapped materials and arranging for their disposal, reporting anydefects or damage to tools and equipment used.
In order to be efficient and effective in the workplace you will also be required todemonstrate that you can create and maintain effective working relationships withcolleagues and line management, review objectives and targets for your personaldevelopment, contribute to and communicate any opportunities for improvementsthat could be made to working practices and procedures.
Your responsibilities will require you to comply with organisational policy andprocedures for the engineering activities undertaken and to report any problemswith the activities, or the tools and equipment that are used that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to take personal responsibility for your own actions and thequality and accuracy of the work that you carry out.
Your underpinning knowledge will provide a good understanding of your work, andprovide an informed approach to working efficiently and effectively in anengineering environment. You will understand the need to work efficiently andeffectively and its application, and will know about the areas you need to considerwhen preparing and tidying up the work area, how to contribute to improvements,deal with problems, maintain effective working relationships and agree yourdevelopment objectives and targets in adequate depth to provide a sound basis forcarrying out the activities safely and correctly. You will understand the safetyprecautions required when carrying out engineering activities. You will be requiredto demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 3Working efficiently & effectively in engineering
37Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Prepare the work area to carry out the engineering activityc Check there are sufficient supplies of materials and/or consumables and that they
meet work requirementsd Ensure completed products or resources are stored in the appropriate location on
completion of the activitiese Tidy up the work area on completion of the engineering activityf Deal promptly and effectively with problems within you control and report those
that cannot be resolvedg Contribute and communicate opportunities for improvement to working practices
and proceduresh Maintain effective working relationships with colleaguesi Review personal training and development as is appropriate to the job role
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Prepare to carry out the engineering activity taking into consideration all of the
following as is applicable to the work to be undertaken:• the work area is free from hazards and suitably prepared for the activities
to be undertaken• any required safety procedures are implemented• any necessary personal protection equipment is obtained and is in a
usable condition• tools and equipment required are obtained and checked that they are in a safe
and useable condition• all necessary drawings, specifications and associated documentation
is obtained• job instructions are obtained and understood• the correct materials or components are obtained• storage arrangements for work are appropriate• appropriate authorisation to carry out the work is obtained
2 Complete work activities to include all of the following:• completing all necessary documentation accurately and legibly• returning tools and equipment• returning drawings and work instructions• identifying where appropriate any unusable tools, equipment and components• arranging for disposal of waste materials
Unit 3Working efficiently & effectively in engineering
38 Level 2 NVQ in Fabrication and Welding (1681)

3 Contribute to organisational procedures for identifying opportunities forimprovement to one of the following:• working practices• working methods• quality• safety• tools and equipment• suppliers• internal communication• customer service• training and development• teamwork• other
4 Deal with problems affecting the engineering process to include two of the following:• materials• tools and equipment• drawings• job specification• quality• people• timescales• safety• activities or procedures
5 Maintain effective working relationships to include two of the following:• colleagues within own working group• colleagues outside normal working group• line management• external contacts
6 Review personal development objectives and targets to include one of the following:• dual or multi skilling• training on new equipment / technology• increased responsibility• understanding of company working practices, procedures, plans and policies• other specific requirements
Unit 3Working efficiently & effectively in engineering
39Level 2 NVQ in Fabrication and Welding (1681)

Knowledge statements:You must have a knowledge and understanding of:1 The safe working practices and procedures to be followed whilst preparing and
tidying up your work environment2 The correct use of any equipment used to protect the health and safety of you
and your colleagues3 The procedure for ensuring that all documentation relating to the work being
carried out is available and current prior to starting the activity4 The action that should be taken if documentation received is incomplete
and / or incorrect5 The procedure for ensuring all tools and equipment are available prior to
undertaking the activity6 The checks to be carried out to ensure tools and equipment are in full working
order prior to undertaking the activity7 The action that should be taken if tools and equipment are not in full working8 The checks to be carried out to ensure all materials required are correct and
complete prior to undertaking the activity9 The action that should be taken if materials do not meet the requirements
of the activity10 Who to inform when the work activity has been completed11 The information and / or documentation they require to confirm the activity has
been completed12 What materials, equipment and tools can be re-used13 How any waste materials and / or products are transferred, stored and
disposed of14 Where tools and equipment should be stored and located15 The importance of making a contribution to improving working practices16 The procedure and format for making suggestions for improvements17 What the benefits are to you and the organisation if improvements can
be identified18 The importance of maintaining effective working relationships within
the workplace19 The procedures to deal with and report any problems that can affect
working relationships20 The type of difficulties that can occur in working relationships21 The regulations that affect how you should be treated at work (such as Equal
Opportunities Act, Race and Sex Discrimination, Working Time Directive)22 The benefits of continuous personal development23 The training opportunities that are available in the workplace24 The importance of why your training and development should be reviewed25 Who to discuss training and development issues with26 The extent of your own responsibility and whom you should report to if you
have any problems that you cannot resolve
Unit 3Working efficiently & effectively in engineering
40 Level 2 NVQ in Fabrication and Welding (1681)

Unit 3Working efficiently & effectively in engineering
41Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
preparation for engineering activity (all)
work area free of hazards
safety procedures
PPE
tools/equipment
drawings/specs/docs
job instructions
materials/components
storage
authorisation
work activities (all)
necessary docs
return tools/equipment
return drawings
unusable tools/components
waste materials
identify opportunities for improvement (one)
working practices
working methods
quality
safety
tools/equipment
suppliers
internal communication
customer service
training/development
teamwork
other
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

problems affecting engineering process (two)
materials
tools/equipment
drawings
job specification
quality
people
timescales
safety
activities/procedures
maintain effective working relationships (two)
own working group
outside own working group
line management
external contacts
personal development objectives (one)
dual or multi-skilling
new equipment/technology
responsibility
company working policies
other
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 3Working efficiently & effectively in engineering
42 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to prepare and operate manual metalarc welding equipment, in accordance with instructions and/or approved weldingprocedures. You will be required to check that all the workholding equipment andmanipulating devices required are available and in a usable condition. You will beexpected to check the welding equipment to ensure that all the leads/cables,electrode holder and workpiece earthing arrangements are securely connected andfree from damage. In preparing to weld, you will need to set and adjust the weldingconditions in line with the instructions or welding procedure specification. You mustoperate the equipment safely and correctly, and make any necessary adjustments tosettings in line with your permitted authority, in order to produce the welded jointsto the required specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the manual metal arc process works.You will know about the equipment, materials and consumables, in adequate depthto provide a sound background for the welding operations to be performed, and forensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the welding equipment. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others in the workplace.
Unit 4Joining materials by the manual metal arc welding process
43Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use manual metal arc welding and related equipment, to
include either:• alternating current (AC) equipment• direct current (DC) equipment
2 Use two types of electrode from the following, including two different sizes ofeach chosen type:• rutile• basic• nickel alloy• cellulosic• stainless steel• other electrodes
3 Produce welded joints which incorporate both:• Fillet welds• Butt welds
Unit 4Joining materials by the manual metal arc welding process
44 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce joints in one form of specified material from the following:• plate• section• pipe/tube• other forms
5 Weld joints according to approved welding procedures, in good access situationsin two of the following BS EN287 positions:• Flat (PA)• Horizontal vertical (PB)• Horizontal (PC)• Vertical upwards (PF)• Vertical downwards (PG)
6 Produce welded components which:• achieve a minimum weld quality equivalent to the level given in the relevant
European / International Standard (eg, EN 25817 / ISO 5187 and EN 30042 / ISO10042) required by the application standard or specification
• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
MMA welding equipment (general workshop and site safety; appropriatepersonal protective equipment; fire prevention; protecting other workers fromstray arcs; safety in enclosed/confined spaces; fume control; accidentprocedure; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The hazards associated with MMA welding (live electrical components; poorearthing; the electric arc; fumes and gases; spatter; hot slag and metal;grinding and mechanical metal/slag removal; elevated working; enclosedspaces; slips, trips and falls), and how they can be minimised
3 The manual metal arc welding process (basic principles of fusion welding, AC and DC power sources, ancillary equipment; care of equipment;consumables; power ranges)
4 Types of electrodes; correct control, storage and drying of electrodes5 The types of welded joints to be produced (fillet and butt welds, single and
multi-run welds, joints in pipe, plate and sections, welding positions)6 Setting up and restraining the joint (the use of jigs and fixtures, manipulators
and positioners, restraining devices, tack welding size and spacing inrelationship to material thickness)
7 Checks to be made prior to welding (confirming correct set-up of joint andcleanliness of materials; condition of electrical connections, power return andearthing arrangements; operating parameters; calibration before use; care andmaintenance of equipment)
Unit 4Joining materials by the manual metal arc welding process
45Level 2 NVQ in Fabrication and Welding (1681)

8 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (fine tuning parameters; correctmanipulation of electrode; safe closing down of the welding equipment)
9 The importance of complying with the job instructions and the weldingprocedure specification
10 Problems that can occur with the welding activities and how these can beovercome (causes of distortion and methods of control; effects of welding onmaterials and sources of weld defects; methods of prevention)
11 The organisational quality control systems used, and weld standards to be achieved
12 Weld inspection and test procedures used (including destructive and non-destructive methods)
13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 4Joining materials by the manual metal arc welding process
46 Level 2 NVQ in Fabrication and Welding (1681)

Unit 4Joining materials by the manual metal arc welding process
47Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
set up, check, adjust and use manual metal arc welding and related equipment (either)
alternating current (AC) equipment
direct current (DC) equipment
use two types of electrode from the following, including two different sizes of each chosen type
rutile
basic
nickel alloy
cellulosic
stainless steel
other electrodes
produce welded joints which incorporate both
fillet welds
butt welds
produce joints in one form of specified material from the following
plate
section
pipe/tube
other forms
weld joints according to approved welding procedures, in good access situations in the following BS EN287 positions (two)
flat (PA)
horizontal vertical (PB)
horizontal (PC)
vertical upwards (PF)
vertical downwards (PG)
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

produce welded components which:
achieve a minimum weld qualityequivalent to the level given in therelevant European/InternationalStandard (eg, EN 25817/ISO 5187 andEN 30042/ISO 10042) required by theapplication standard or specification
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 4Joining materials by the manual metal arc welding process
48 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to prepare and operate manual MIG,MAG or cored-wire arc welding equipment, in accordance with instructions and/orapproved welding procedures. You will be required to check that all the workholdingequipment and manipulating devices required are available and in a usablecondition. You will be expected to check the welding equipment to ensure that all theleads/cables, shielding gas system, hoses and wire feed mechanisms are securelyconnected and free from damage. In preparing to weld, you will need to set andadjust the welding conditions, in line with the instructions or welding procedurespecification. You must operate the equipment safely and correctly and make anynecessary adjustments to settings, in line with your permitted authority, in order toproduce the welded joints to the required specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the MIG, MAG or cored-wire arcwelding process works. You will know about the equipment, materials andconsumables, in adequate depth to provide a sound background for the weldingoperations to be performed, and for ensuring the work output is produced to therequired specification.
You will understand the safety precautions required when working with the welding equipment. You will be required to demonstrate safe working practicesthroughout and will understand the responsibility you owe to yourself and others in the workplace.
Unit 5Joining materials by the manual MIG/MAG and other continuous wire processes
49Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use welding and related equipment for one of the
following welding processes:• MIG• MAG• cored wire
2 Use consumables appropriate to the material and application, to include both ofthe following:• two wire types from different material groups• two different shielding gases (where applicable)
3 Produce welded joints which incorporates both:• Fillet welds• Butt welds
4 Produce joints in one form of specified material from the following:• plate• section• other forms• pipe/tube• sheet (<3mm)
Unit 5Joining materials by the manual MIG/MAG and other continuous wire processes
50 Level 2 NVQ in Fabrication and Welding (1681)

5 Weld joints according to approved welding procedures, in good access situations,in two of the following BS EN287 positions:• Flat (PA):• Horizontal vertical (PB)• Horizontal (PC)• Vertical upwards (PF• Vertical downwards (PG)
6 Produce welded components which:• achieve a minimum weld quality equivalent to the level given in the relevant
European / International Standard (eg, EN 25817 / ISO 5187 and EN 30042 / ISO10042) required by the application standard or specification
• meet the required dimensional accuracy within specified tolerance
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
MIG, MAG or cored wire arc welding equipment (general workshop and sitesafety; appropriate personal protective equipment; fire prevention; protectingother workers from the effects of the welding arc; safety in enclosed/confinedspaces; fume control; accident procedure; statutory requirements, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The correct handling and storage of gas cylinders (manual handling and use ofcylinder trolley, leak detection procedures, relevant BCGA codes of practice,cylinder identification, gas pressures, cylinder and equipment safety features,emergency shutdown procedures)
3 The hazards associated with arc welding (live electrical components; poorearthing; the electric arc; fumes and gases; gas supply leaks; spatter, hot slagand metal; elevated working; enclosed spaces; slips, trips and falls), and howthey can be minimised
4 The manual MIG, MAG or cored wire arc welding process (basic principles offusion welding, AC and DC power sources, ancillary equipment, power ranges,care of equipment)
5 The consumables associated with MIG, MAG or cored wire arc welding (types ofwire and their application (solid and cored), types of shielding gas and theirapplication, gas supply and control)
6 The types of welded joints to be produced (fillet and butt welds, single andmulti-run welds, joints in pipe, plate, sheet and sections; welding positions)
7 Setting up and restraining the joint (the use of jigs and fixtures, manipulatorsand positioners, restraining devices, tack welding size and spacing inrelationship to material thickness)
8 Preparing the welding equipment and checks that need to be made to ensurethat it is safe and ready to use (electrical connections, power return andearthing arrangements; wire feed mechanisms, gas supply, setting weldingparameters, correct joint set-up, cleanliness of materials used; calibrationbefore use; routine care and maintenance of equipment)
Unit 5Joining materials by the manual MIG/MAG and other continuous wire processes
51Level 2 NVQ in Fabrication and Welding (1681)

9 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (fine tuning parameters, correctmanipulation of the welding gun, safe closing down of the welding equipment)
10 The importance of complying with job instructions and the welding procedure specification
11 Problems that can occur with the welding activities and how these can beovercome (causes of distortion and methods of control, effects of welding onmaterials and sources of weld defects; methods of prevention)
12 The organisational quality systems used and weld standards to be achieved; weld inspection and test procedures used (including visual and non-destructive tests)
13 Personal approval tests, and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 5Joining materials by the manual MIG/MAG and other continuous wire processes
52 Level 2 NVQ in Fabrication and Welding (1681)

Unit 5Joining materials by the manual MIG/MAG and other continuous wire processes
53Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
set up, check, adjust and use welding and related equipment for welding process (one)
MIG
MAG
cored wire
use consumables appropriate to the material and application, to include (both)
two wire types from different materialgroups
two different shielding gases (whereapplicable)
produce welded joints which incorporate (both)
fillet welds
butt welds
produce joints in one form of specified material from the following
plate
section
pipe/tube
sheet (<3mm)
other forms
weld joints according to approved welding procedures, in good access situations in BS EN287 positions (two)
flat (PA)
horizontal vertical (PB)
horizontal (PC)
vertical upwards (PF)
vertical downwards (PG)
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

produce welded components which (all)
achieve a minimum weld qualityequivalent to the level given in therelevant European/InternationalStandard (eg, EN 25817/ISO 5187 andEN 30042/ISO 10042) required by theapplication standard or specification
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 5Joining materials by the manual MIG/MAG and other continuous wire processes
54 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to prepare and operate manual TIG orPlasma-arc welding equipment, in accordance with instructions and/or approvedwelding procedures. You will be required to check that all the workholdingequipment and manipulating devices required are available and in a usablecondition. You will be expected to check the welding equipment to ensure that all theleads/cables, hoses and torch are securely connected and free from damage. Inpreparing to weld, you will need to set and adjust the welding conditions, in line withthe instructions or welding procedure specification. You must operate theequipment safely and correctly and make any necessary adjustments to settings, inline with your permitted authority, in order to produce the welded joints to therequired specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the TIG or Plasma-arc weldingprocess works. You will know about the equipment, materials and consumables, in adequate depth to provide a sound background for the welding operations to be performed, and for ensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the welding equipment. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others in the workplace.
Unit 6Joining materials by the manual TIG and plasma-arcwelding processes
55Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use manual welding and related equipment for one of
the following welding processes:• TIG• Plasma-arc
2 Use consumables appropriate to the material and application, to include bothof the following:
• one size of electrode• two types of filler wire from different material groups
3 Produce welded joints which incorporate the following:• butt weldsand• fillet welds OR welds made autogenously (without filler wire)
4 Produce joints in one form of specified materials from the following:• plate• section• other forms• pipe/tube• sheet (<3mm)
Unit 6Joining materials by the manual TIG and plasma-arcwelding processes
56 Level 2 NVQ in Fabrication and Welding (1681)

5 Weld joints according to approved welding procedures, in good access situations,in two of the following BS EN287 positions:• Flat (PA):• Horizontal (PC)• Vertical upwards (PF• Horizontal vertical (PB)• Vertical downwards (PG)
6 Produce welded components which:• achieve a minimum weld quality equivalent to the level given in the relevant
European / International Standard (eg, EN 25817 / ISO 5187 and EN 30042 / ISO10042) required by the application standard or specification
• meet the required dimensional accuracy within specified tolerance
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
TIG or Plasma-arc welding equipment (general workshop and site safety;appropriate personal protective equipment; fire prevention; protecting otherworkers from the effects of the electric arc; safety in enclosed/confined spaces;fume control; accident procedure; statutory requirements, risk assessmentprocedures and relevant requirements of HASAWA, COSHH and WorkEquipment Regulations; safe disposal of waste materials)
2 The hazards associated with arc welding (live electrical components; poorearthing arrangements; the electric arc; fumes and gases; gas supply leaks;spatter; hot slag and metal; grinding and mechanical metal/slag removal;elevated working; enclosed spaces; slips, trips and falls), and how they can be minimised
3 The correct handling and storage of gas cylinders (manual handling and use ofcylinder trolley, leak detection procedures, relevant BCGA codes of practice,cylinder identification, gas pressures, cylinder and equipment safety features,emergency shutdown procedures)
4 The manual TIG or Plasma-arc welding process (basic principles of fusionwelding; power sources; ancillary equipment; power ranges; arc initiationsystem; care and maintenance of equipment)
5 The consumables associated with TIG or Plasma-arc welding (types of filler wire,types of shielding gas, welding electrodes, gas supply and control, control andstorage of consumables)
6 The types of welded joints to be produced (fillet and butt welds, single andmulti-run welds, joints in pipe plate, sheet and sections; welding positions)
7 Setting up and restraining the joint (confirming correct set-up of joint;cleanliness of materials used; the use of jigs and fixtures, manipulators andpositioners, restraining devices; tack welding size and spacing in relationship to material thickness)
8 Preparing the equipment, and checks that need to be made to ensure that it issafe to use (condition of electrical connections, power return and earthingarrangements, operating parameters)
Unit 6Joining materials by the manual TIG and plasma-arcwelding processes
57Level 2 NVQ in Fabrication and Welding (1681)

9 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (fine tuning parameters, correctmanipulation of torch, safe closing down of the welding equipment)
10 The importance of complying with job instructions and the welding procedure specification
11 Problems that can occur with the welding activities and how these can beovercome (causes of distortion and methods of control, effects of welding onmaterials and sources of weld defects; methods of prevention)
12 The organisational quality systems used and weld standards to be achieved; weld inspection and test procedures used (including visual and non-destructive tests)
13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 6Joining materials by the manual TIG and plasma-arcwelding processes
58 Level 2 NVQ in Fabrication and Welding (1681)

Unit 6Joining materials by the manual TIG and plasma-arcwelding processes
59Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
set up, check, adjust and use manual welding and related equipment for welding process (one)
TIG
plasma arc
use consumables appropriate to the material and application, to include (both)
one size of electrode
two types of filler wire from differentmaterial groups
produce welded joints which incorporate (both)
fillet welds
butt welds or welds madeautogenously (without filler wire)
produce joints in one form of specified material from the following
plate
section
pipe/tube
sheet (<3mm)
other forms
weld joints according to approved welding procedures, in good access situations in BS EN287 positions (two)
flat (PA)
horizontal vertical (PB)
horizontal (PC)
vertical upwards (PF)
vertical downwards (PG)
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

produce welded components which: (both)
achieve a minimum weld qualityequivalent to the level given in therelevant European/InternationalStandard (eg, EN 25817/ISO 5187 andEN 30042/ISO 10042) required by theapplication standard or specification
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 6Joining materials by the manual TIG and plasma-arcwelding processes
60 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to prepare and operate gas-weldingequipment, in accordance with instructions and/or approved welding procedures.You will be required to check that all the workholding and manipulating devicesrequired are available and in a usable condition. You will be expected to check thewelding equipment to ensure that the regulators, hoses, flashback arrestor andwelding torch are securely connected and are free from leaks or damage. Inpreparing to weld, you will need to set and adjust the gas pressures/weldingconditions, in line with the instructions or welding procedure specification. You mustoperate the equipment safely and correctly and make any necessary adjustments tosettings, in line with your permitted authority, in order to produce the welded jointsto the required specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the gas welding process works. Youwill know about the equipment, materials and consumables, in adequate depth toprovide a sound background for the welding operations to be performed, and forensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the welding equipment. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others in the workplace.
Unit 7Joining materials by the manual gas welding process
61Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Prepare the gas welding equipment for use, to include all of the following:
• checking regulators, hoses and valves are securely connected and free fromleaks and damage
• checking/fitting the correct gas nozzle to the torch• checking that a flashback arrestor is fitted• setting appropriate gas pressures• using the correct procedure for lighting, adjusting and extinguishing the
welding flame• using appropriate and safe procedures for handling an storing of gas cylinders
2 Use a range of filler wire, to include both of the following:• two different sizes• two different material groups
3 Produce welded joints which incorporate the following:• Butt weldsand• Fillet welds OR• welds made autogenously (without filler wire)
Unit 7Joining materials by the manual gas welding process
62 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce joints in one form of specified materials from the following:• plate• section• other forms• pipe/tube• sheet (<3mm)
5 Weld joints according to approved welding procedures, and in good accesssituations, in two of the following BS EN287 positions:• Flat (PA)• Horizontal (PC)• Horizontal vertical (PB)• Vertical upwards (PF)• Vertical downwards (PG)
6 Produce welded components which:• achieve a minimum weld quality equivalent to the level given in the relevant
European / International Standard (eg, EN 25817 / ISO 5187 and EN 30042 / ISO10042) required by the application standard or specification
• meet the required dimensional accuracy within specified tolerance
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
gas welding equipment (general workshop and site safety, appropriate personalprotective equipment, fire and explosion prevention, protecting other workers,safety in enclosed/confined spaces; fume control; accident procedure;statutory regulations; risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The correct handling and storage of gas cylinders (manual handling and use ofcylinder trolley, leak detection procedures, relevant BCGA codes of practice,cylinder identification, gas pressures, cylinder and equipment safety features,emergency shutdown procedures)
3 The hazards associated with gas welding (naked flames, fumes and gases,explosive gas mixtures, oxygen enrichment, spatter, hot slag and metal,grinding and mechanical slag removal, elevated working, enclosed spaces, slipstrips and falls), and how they can be minimised
4 The gas welding process (basic principles of gas welding and relatedequipment; care of the equipment)
5 The consumables associated with gas welding (types of filler wire, fluxes, gassupply and control)
6 The types of welded joints to be produced (fillet and butt welds, single andmulti-run welds, welding positions, joints in sheet, pipe and plate)
7 Setting up and restraining the joint (the use of jigs/fixtures, manipulators andpositioners, restraining devices, tack welding size and spacing in relationship tomaterial thickness, correct joint set-up, cleanliness of materials used)
Unit 7Joining materials by the manual gas welding process
63Level 2 NVQ in Fabrication and Welding (1681)

8 Preparing the welding equipment, and checks that need to be made to ensurethat it is safe and ready to use (connection of hoses, torch, flashback arrestors,hose check valves, regulators, connections for leaks, setting welding parameters)
9 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (selection of nozzle, flame adjustment,correct manipulation of torch and filler rods, safe closing down of the welding equipment)
10 The importance of complying with job instructions and the welding procedure specification
11 Problems that can occur with the welding activities and how these can beovercome (causes of distortion and methods of control, effects of welding onmaterials and sources of weld defects; methods of prevention)
12 The organisational quality systems used and weld standards to be achieved; weld inspection and test procedures used (including visual and non-destructive tests)
13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 7Joining materials by the manual gas welding process
64 Level 2 NVQ in Fabrication and Welding (1681)

Unit 7Joining materials by the manual gas welding process
65Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
prepare the gas welding equipment for use (all)
checking regulators /hoses /valvessecurely connected free from leaks anddamage
checking/fitting the correct gas nozzle
checking that a flashback arrestor isfitted
setting appropriate gas pressures
using correct procedure for lighting,adjusting and extinguishing weldingflame
using appropriate/safe procedures forhandling storing of gas cylinders
use a range of filler wire (both)
two different sizes
two different material groups
produce welded joints which incorporate (both)
fillet welds
butt welds or welds madeautogenously
produce joints in one form of specified material from the following
plate
section
pipe/tube
sheet (<3mm)
other forms
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

weld joints to approved welding procedures, in good access situations in BS EN287 positions (two)
flat (PA)
horizontal vertical (PB)
horizontal (PC)
vertical upwards (PF)
vertical downwards (PG)
produce welded components which: (both)
achieve a minimum weld qualityequivalent to the level in relevantStandard (eg, EN 25817/ISO 5187 EN30042/ISO 10042)
meet required dimensional accuracywithin tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 7Joining materials by the manual gas welding process
66 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce fillet welds in plate, sheetor sections, and/or fillet welded joints in pipe/tube, using a manual welding processsuch as manual metal arc, MIG, MAG, TIG, flux- cored wire, inert shield or gas weldingequipment, in accordance with instructions and/or approved welding procedures.You will be required to check that all the workholding equipment and manipulatingdevices required are available and in a usable condition. You will be expected tocheck the welding equipment to ensure that all the leads/cables, hoses and wire feedmechanisms are securely connected and free from damage.
In preparing to weld, you will need to set and adjust the welding conditions, in linewith the instructions or welding procedure specification. You must operate theequipment safely and correctly and make any necessary adjustments to settings, inline with your permitted authority, in order to produce the welded joints to therequired specification. You will be required to demonstrate your capability toproduce the fillet welds of the required quality, and this could be through testsaccording to BS 4872 or EN 287.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you produce.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the particular welding processworks. You will know about the equipment, materials and consumables, in adequatedepth to provide a sound background for the welding operations to be performed,and for ensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the weldingequipment. You will be required to demonstrate safe working practices throughout,and will understand the responsibility you owe to yourself and others in the workplace.
Unit 8Producing fillet welded joints using a manual welding process
67Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use welding and related equipment for one of the
following welding processes:• Manual Metal Arc• MIG/MAG• TIG• Plasma Arc• Cored wire• Gas welding
2 Use consumables as specified in the welding procedure specification, covering either:• two types of electrode from:• rutile• basic• cellulosic• nickel alloy• stainless steel• otherOR• two types of filler wire from different material groups
Unit 8Producing fillet welded joints using a manual welding process
68 Level 2 NVQ in Fabrication and Welding (1681)

3 Produce fillet welded joints in two of the following forms of material:• plate• sections• pipe/tube• sheet• other
4 Weld joints according to approved welding procedures, in good access situations,in two of the following BS EN287 positions:• Flat (PA)• Horizontal (PC)• Horizontal Vertical (PB)• Vertical Upwards (PF)• Vertical Downwards (PG)• Overhead (PE or PD)
6 Produce welded components which:• achieve a minimum weld quality equivalent to the level given in the relevant
European / International Standard (eg, EN 25817 / ISO 5187 and EN 30042 / ISO10042) required by the application standard or specification
• meet the required dimensional accuracy within specified tolerance
Knowledge statements:You must have knowledge and understanding (as applicable to the weldingprocess selected) of:1 The safe working practices and procedures to be observed when working with
the selected welding equipment (general workshop and site safety, appropriatepersonal protective equipment, fire prevention, protecting other workers from‘arc eye’, safety in enclosed/confined spaces; fume control; accidentprocedure; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The correct handling and storage of gas cylinders (manual handling and use ofcylinder trolley, leak detection procedures, relevant BCGA codes of practice,cylinder identification, gas pressures, cylinder and equipment safety features,emergency shutdown procedures)
3 The hazards associated with the selected welding process (live electricalcomponents, poor earthing, arc radiation, fumes and gases, gas supply leaks,spatter, hot slag and metal, grinding and mechanical metal/slag removal;elevated working, enclosed spaces, slips, trips and falls), and how they can be minimised
4 The manual welding process selected and an awareness of the different typesof welding equipment (basic principles of fusion welding, AC and DC powersources, ancillary equipment, power ranges, care of equipment, terminologyused in welding, flame setting)
Unit 8Producing fillet welded joints using a manual welding process
69Level 2 NVQ in Fabrication and Welding (1681)

5 Extracting information required from drawings and welding procedurespecifications (interpretation of welding symbols, scope, content andapplication of the welding procedure specification)
6 The consumables associated with the chosen welding process (types ofelectrodes and/or filler metal and their application; types of shielding gas andtheir application, gas supply and control; correct control, storage and drying ofelectrodes and filler wire)
7 The types and features of welded joints in pipe (fillet and butt welds, single andmulti-run welds, welding positions, weld quality)
8 Methods of setting up and restraining the joint to achieve correct location ofcomponents and control of distortion (edge preparation, use of jigs andfixtures, manipulators and positioners, tack welding size and spacing inrelationship to material thickness and component size, use of temporaryattachments, pre-setting)
9 Preparing the welding equipment, and checks that need to be made to ensurethat it is safe and ready to use (electrical connections, power return andearthing arrangements; equipment calibration before use, setting weldingparameters, care and maintenance of the equipment)
10 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (fine tuning parameters, correctmanipulation of the welding gun or electrode, safe closing down of the welding equipment)
11 The importance of complying with job instructions and the welding procedure specification
12 Problems that can occur with the welding activities, and how these can beovercome (causes of distortion and methods of control, effects of welding onmaterials and sources of weld defects; methods of prevention)
13 The organisational quality systems used and weld standards to be achieved; weld inspection and test procedures used (including visual and non-destructive tests)
14 Personal approval tests and their applicability to your work15 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 8Producing fillet welded joints using a manual welding process
70 Level 2 NVQ in Fabrication and Welding (1681)

Unit 8Producing fillet welded joints using a manual welding process
71Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
set up, check, adjust and use welding and related equipment for welding process (one)
manual metal arc
MIG/MAG
TIG
plasma arc
cored wire
gas welding
use consumables as specified in the welding procedure specification, covering (either)
two types of electrode from
rutile
basic
cellulosic
nickel alloy
stainless steel
other
or
two types of filler wire from differentmaterial groups
produce fillet welded joints in forms of material (two)
plate
section
pipe/tube
sheet (<3mm)
other forms
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

weld joints to approved welding procedures, in good access situations in BS EN287 positions (two)
flat (PA)
horizontal vertical (PB)
horizontal (PC)
vertical upwards (PF)
vertical downwards (PG)
Overhead (PE or PD)
produce welded components which: (both)
achieve a minimum weld qualityequivalent to the level in relevantStandard (eg, EN 25817/ISO 5187 EN30042/ISO 10042)
meet required dimensional accuracywithin tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 8Producing fillet welded joints using a manual welding process
72 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate one type of mechanisedMIG/MAG, cored wire, submerged arc, TIG, or plasma arc welding installation, whichhas already been prepared for production, in accordance with approved instructionsor welding procedures. You will be expected to check that the equipment has beenapproved for production, and that sufficient supplies of all the required materials and consumables are present and correct, and ready for production operations tobe performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods, to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation andmake any necessary adjustments to equipment settings, in line with your permittedauthority, in order to produce the welded joints to the required specification.Meeting production requirements will be an important issue, and your productionrecords must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you produce.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, enabling you to adopt an informed approach to applying welding proceduresand instructions. You will have an understanding of how the welding process worksand is applied in mechanised form, and will know about the equipment, materialsand consumables, in adequate depth to provide a sound background to the processoperation and for carrying out the welding activities to the required specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 9Welding materials with mechanised arc welding equipment
73Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for production operations, to include
checking all of the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Operate one of the following mechanised arc welding processes in the specifiedmaterials, forms and positions:• MIG/MAG• cored wire• TIG• submerged arc• plasma arc
3 Produce welded components covering both of the following:• two different joint configurations• two different material groups
Unit 9Welding materials with mechanised arc welding equipment
74 Level 2 NVQ in Fabrication and Welding (1681)
4 Monitor the process operation and machine functions, and make adjustments asrequired to parameters and mechanisms within your permitted authority andtolerances, to include adjusting all of the following:• electrical parameters• welding speed• flux dispensing and recovery mechanisms• safety devices• wire feed rate• gas shielding system• mechanical functions (handling, loading, workholding, transfer)
5 Produce welded components which:• achieve a weld quality equivalent to the relevant level of EN 25817/ISO 5817,
as required by the application standard (for aluminium, EN 30042/ISO 10042 applies)
• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
mechanised arc welding installations (working with machinery; the use ofpersonal protective equipment; protecting others from the effects of theelectric arc; appropriate machine guards; operation of machine safety devices;stopping the machine in an emergency; closing the machine down oncompletion of activities; statutory requirements, risk assessment proceduresand relevant requirements of HASAWA, COSHH and Work EquipmentRegulations; safe disposal of waste materials)
2 The hazards associated with arc welding machines (dangers from the electricarc; live electrical components; fumes and gases; hot metal; grinding andmechanical metal/slag removal; moving parts of machinery), and how they canbe minimised
3 The principles of mechanised and automated welding (types of installations;machine functions; control systems; safety features)
4 The key components and features of the equipment used (power source;electrical parameters such as arc voltage, current, wire dispensing and feedmechanisms; flux dispensing and recovery; shielding gas supply; control andstorage of consumables; how variations in the parameters influence weldfeatures, quality and output)
5 Extracting the necessary information from drawings and welding procedurespecifications; welding symbols and abbreviations used
6 Operation of the machine controls and their function; care of equipment7 Setting up and aligning the workpiece, and the equipment to be used8 Monitoring the installation during the welding process; recognition of problems
and action to be taken9 Problems that can occur with the welding activities (distortion, material and
weld defects)
Unit 9Welding materials with mechanised arc welding equipment
75Level 2 NVQ in Fabrication and Welding (1681)

10 Self inspection of completed work, methods and equipment to be used11 Organisational quality systems (standards to be achieved; production records
to be kept)12 Personal approval tests and their applicability to your work13 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve14 Reporting lines and procedures, line supervision and technical experts
Unit 9Welding materials with mechanised arc welding equipment
76 Level 2 NVQ in Fabrication and Welding (1681)

Unit 9Welding materials with mechanised arc welding equipment
77Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the installation is ready for production operations, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedurespecification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Operate one of the following mechanised arc welding processes in the specified materials, forms and positions:
MIG/MAG
cored wire
TIG
submerged arc
plasma arc
Produce welded components covering both of the following:
two different joint configurations
two different material groups
Monitor the process operation and machine functions, and make adjustments as required to parameters and mechanisms within your permitted authority and tolerances, to include adjusting all of the following:
electrical parameters
welding speed
flux dispensing and recoverymechanisms
safety devices
wire feed rate
gas shielding system
mechanical functions (handling,loading, workholding, transfer)
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce welded components which:
achieve a weld quality equivalent to therelevant level of EN 25817/ISO 5817, asrequired by the application standard(for aluminium, EN 30042/ISO 10042applies)
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 9Welding materials with mechanised arc welding equipment
78 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate resistance spot, seam orprojection welding installations, which have already been prepared for production,in accordance with approved instructions or welding procedures. You will beexpected to check that the installation has been approved for production, and thatsufficient supplies of all required materials and consumables are present andcorrect, and ready for production operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods, to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation andmake any necessary adjustments to equipment settings, in line with your permittedauthority, in order to produce the welded joints to the required specification.Meeting production requirements will be an important issue, and your productionrecords must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you produce.
Your underpinning knowledge will provide a sound basis for your work, enabling youto adopt an informed approach to applying welding procedures and instructions.You will have an understanding of how the resistance welding process works and isapplied in mechanised form, and will know about the equipment, materials andconsumables, in adequate depth to provide a sound background to the processoperation and for carrying out the activities to the required specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 10Welding materials using resistance spot, seam andprojection welding machines
79Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for operation, to include checking all of the
following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Operate one of the following resistance welding installations:• spot welding• seam welding• projection welding
3 Produce welded components in the specified materials and forms that cover bothof the following:• two different material thicknesses• two different joint configurations
Unit 10Welding materials using resistance spot, seam andprojection welding machines
80 Level 2 NVQ in Fabrication and Welding (1681)

4 Monitor the process operation, electrode condition and machine function andmake adjustments to required parameters and mechanisms, to include all of thefollowing as appropriate to the machine type:• welding current• welding and squeeze times• electrode pressure cycle• welding speed (seam)• weld pitch (spot)• mechanical functions
5 Produce welded components which:• achieve a weld quality as specified in the application standard• spot and projection welds are correctly located• seam welds are of the correct dimensions• meet the required dimensional accuracy within specified tolerance
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when operating resistance welding
installations (working with machinery; the use of appropriate personalprotective equipment machine guards; operation of machine safety devices;stopping the machine in an emergency; closing down the machine oncompletion of the welding activities; statutory requirements, risk assessmentprocedures and relevant requirements of HASAWA, COSHH and WorkEquipment Regulations; safe disposal of waste materials)
2 The hazards associated with resistance welding machines (dangers from liveinternal electrical components, fumes, hot metal, expulsion of hot particles,moving parts of machines), and how they can be minimised
3 The basic principles of resistance welding; terminology used in welding4 Mechanised and automated welding basics (types of installation; machine
functions; control systems; safety features)5 The key components and features of the equipment used (power source;
electrical parameters such as arc voltage, current, electrode pressure andwelding time; systems for parameter control; how variation in the parametersinfluence weld features, quality and output)
6 Extracting the information required from drawings and welding procedure specifications
7 Operation of the machine controls and their function; clamping and transfer ofcomponents; equipment care procedures
8 Setting up and aligning the workpiece9 Monitoring the installation during the welding process; recognition of
problems, and action to be taken10 Problems that can occur with the welding activities, materials and weld defects11 Self inspection of completed work
Unit 10Welding materials using resistance spot, seam andprojection welding machines
81Level 2 NVQ in Fabrication and Welding (1681)

12 Organisational quality systems (standards to be achieved; production recordsto be kept)
13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 10Welding materials using resistance spot, seam andprojection welding machines
82 Level 2 NVQ in Fabrication and Welding (1681)

Unit 10Welding materials using resistance spot, seam andprojection welding machines
83Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the installation is ready for operation, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedurespecification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Operate one of the following resistance welding installations:
spot welding
seam welding
projection welding
Produce welded components in the specified materials and forms that cover both of the following:
two different material thicknesses
two different joint configurations
Monitor the process operation, electrode condition and machine function and make adjustments to required parameters and mechanisms, to include all of the following as appropriate to the machine type:
welding current
welding and squeeze times
electrode pressure cycle
welding speed (seam)
weld pitch (spot)
mechanical functions
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce welded components which:
achieve a weld quality as specified inthe application standard
spot and projection welds are correctlylocated
seam welds are of the correctdimensions
meet the required dimensionalaccuracy within specified tolerance
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 10Welding materials using resistance spot, seam andprojection welding machines
84 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate laser welding installationsthat have already been prepared for production, in accordance with approvedinstructions or welding procedures. You will be expected to check that theinstallation has been approved for production and that sufficient supplies of allrequired materials and consumables are present and correct, and ready forproduction operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation andmake any necessary adjustments to equipment settings, in line with your permittedauthority, in order to produce the welded joints to the required specification.Meeting production requirements will be an important issue, and your productionrecords must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis of your work,enabling you to adopt an informed approach to applying welding procedures andinstructions. You will have an understanding of how the laser welding process worksand is applied in mechanised form, and will know about the equipment, materials andconsumables, in adequate depth to provide a sound background to the processoperation and for carrying out the activities to the required specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 11Welding materials using laser welding machines
85Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for operation, to include checking all
of the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Produce welded components covering both of the following:• two different components• two different material groups
3 Monitor the process operation and machine function and make adjustments asrequired to parameters and mechanisms, to include all of the following, asappropriate to the machine type:• electrical parameters• welding speed• weld alignment and characteristics• beam tracking• beam characteristics (focal spot)• gas shielding (where applicable)• mechanical mechanisms for workholding, traversing and transfer
Unit 11Welding materials using laser welding machines
86 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce welded components which:• achieve a weld quality equivalent to the relevant level of EN/ISO 13919, as
required by the application standard• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
laser welding installations (working with machinery; care when working withlaser beams; the use of appropriate personal protective equipment; protectingother workers; machine guards; operation of machine safety devices; stoppingthe machine in an emergency; closing the machine down on completion ofactivities; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The hazards associated with laser welding machines (dangers from the laserbeam; live electrical components; fumes and gases; hot metal; moving parts ofmachinery), and how they can be minimised
3 Principles of laser welding; terminology used in welding4 The key components and features of the equipment (types of laser beam
generators, beam characteristics, power ranges; beam guiding and focussingarrangements; power sources; materials and thickness capabilities; facilities formanipulating the components for welding; safety features; shielding gas supplyand control)
5 Mechanised and automated welding basics (types of installations; machinefunctions; safety features)
6 Extracting the information required from drawings and welding procedurespecifications
7 Operation of the machine; controls and their function; care of equipment8 Setting up and aligning the workpiece9 Monitoring the installation during the welding process; recognition of
problems, and action to be taken10 Problems that can occur with the welding activities, materials and weld defects11 Self inspection of completed work12 Organisational quality systems (standards to be achieved; production records
to be kept)13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 11Welding materials using laser welding machines
87Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Confirm that the installation is ready for operation, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedure specification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Produce welded components covering both of the following:
two different components
two different material groups
Monitor the process operation and machine function and make adjustments as required to parameters and mechanisms, to include all of the following, as appropriate to the machine type:
electrical parameters
welding speed
weld alignment and characteristics
beam tracking
beam characteristics (focal spot)
gas shielding (where applicable)
mechanical mechanisms forworkholding, traversing and transfer
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 11Welding materials using laser welding machines
88 Level 2 NVQ in Fabrication and Welding (1681)

Unit 11Welding materials using laser welding machines
89Level 2 NVQ in Fabrication and Welding (1681)
Produce welded components which:
achieve a weld quality equivalent to therelevant level of EN/ISO 13919, asrequired by the application standard
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

This page is intentionally blank

Unit summaryThis unit identifies the competencies you need to operate electron beam weldinginstallations that have already been prepared for production, in accordance withapproved instructions or welding procedures. You will be expected to check that theinstallation has been approved for production and that sufficient supplies of allrequired materials and consumables are present and correct, and are ready forproduction operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods, to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation andmake any necessary adjustments to equipment settings, in line with your permittedauthority, in order to produce the welded joints to the required specification.Meeting production requirements will be an important issue, and your productionrecords must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis of yourwork, enabling you to adopt an informed approach to applying welding proceduresand instructions. You will have an understanding of how the electron beam weldingprocess works and is applied in mechanised form, and will know about theequipment, materials and consumables, in adequate depth to provide a soundbackground to the process operation and for carrying out the activities to therequired specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 12Welding materials using electron beam welding machines
91Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for operation, to include checking all
of the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Produce welded components covering both of the following:• two different components• two different material groups
3 Monitor the process operation and machine function and make adjustments asrequired to parameters and mechanisms, to include all of the following, asappropriate to the machine type:• electrical parameters• welding speed• chamber pressure• weld alignment and characteristics• beam tracking• mechanical functions
Unit 12Welding materials using electron beam welding machines
92 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce welded components which:• achieve a weld quality equivalent to the relevant level of EN/ISO 13919, as
required by the application standard• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
electron beam welding installations (working with machinery; care in presenceof high voltage; the use of appropriate personal protective equipment;protecting other workers; machine guards; operation of machine safetydevices; x-ray dosimeters; closing the machine down on completion ofactivities; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The hazards associated with electron beam welding machines (dangers fromthe mains and high voltage supplies; live electrical components; emission of x-rays, fumes and gases; hot metal; moving parts of machinery), and how theycan be minimised
3 Principles of electron-beam welding; terminology used in welding4 The key components and features of the equipment (electron gun and control
of beam power and characteristics; vacuum chamber and its construction;vacuum system and controls; in-chamber manipulating equipment; powersources and power range; material and thickness capabilities; safety features;facilities for loading chamber and work handling)
5 Extracting the information required from drawings and welding procedure specifications
6 Operation of the machine; controls and their function; care of equipment7 Setting up and aligning the workpiece8 Monitoring the installation during the welding process; recognition of
problems, and action to be taken9 Problems that can occur with the welding activities (materials and weld defects;
beam instability, loss of alignment, increase in chamber pressure)10 Self inspection of completed work11 Organisational quality systems (standards to be achieved; production records
to be kept)12 Personal approval tests and their applicability to your work13 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve14 Reporting lines and procedures, line supervision and technical experts
Unit 12Welding materials using electron beam welding machines
93Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Confirm that the installation is ready for operation, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedure specification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Produce welded components covering both of the following:
two different components
two different material groups
Monitor the process operation and machine function and make adjustments as required to parameters and mechanisms, to include all of the following, as appropriate to the machine type:
electrical parameters
welding speed
chamber pressure
weld alignment and characteristics
beam tracking
mechanical functions
Produce welded components which:
achieve a weld quality equivalent to therelevant level of EN/ISO 13919, asrequired by the application standard
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 12Welding materials using electron beam welding machines
94 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate friction weldinginstallations that have already been prepared for production, in accordance withapproved instructions or welding procedures. You will be expected to check that theinstallation has been approved for production and that sufficient supplies of allrequired materials and consumables are present and correct, and are ready forproduction operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods, to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation,using the in-process monitoring features of the welding machine, and make anynecessary adjustments to equipment settings, in line with your permitted authority,in order to produce the welded joints to the required specification. Meetingproduction requirements will be an important issue, and your production recordsmust show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, enabling you to adopt an informed approach to applying welding proceduresand instructions. You will have an understanding of how the friction welding processworks and is applied in mechanised form, and will know about the equipment,materials and consumables, in adequate depth to provide a sound background to theprocess operation and for carrying out the activities to the required specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 13Welding materials using friction welding machines
95Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for operation, to include checking all of
the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Produce welded components covering both of the following:• two different components• two different material groups
3 Monitor the process operation and machine functions and make adjustments asrequired to settings and mechanisms, to include all of the following, asappropriate to the machine type:• friction and forge cycle time• friction and forge loads (forces)• rotational speed or other friction conditions, eg, orbital• frictional burn-off characteristics and forge displacement• weld appearance (correct up-set)• braking effort
Unit 13Welding materials using friction welding machines
96 Level 2 NVQ in Fabrication and Welding (1681)
4 Produce welded components which:• achieve a weld quality as specified in the application standard or specification• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
friction welding installations (working with machinery; the use of appropriatepersonal protective equipment; machine guards; operation of machine safetydevices; stopping the machine in an emergency; closing the machine down oncompletion of activities; statutory requirements, risk assessment proceduresand relevant requirements of HASAWA, COSHH and Work EquipmentRegulations; safe disposal of waste materials)
2 The hazards associated with friction welding machines (dangers from liveelectrical components; fumes; hot metal; moving parts of machinery andcomponents), and how they can be minimised
3 Principles of friction welding; terminology used in welding4 The key components and features of the equipment (types of machines;
constructional features, mechanical features, drive train, driven and stationarycomponent holding devices, force generation and control systems, brakingsystems; welding cycle control; feedback and recording)
5 Mechanised and automated welding basics; types of installations; machinefunctions; safety features
6 Extracting information required from drawings and welding procedure specifications
7 Operation of the machine; controls and their function; care of equipment8 Setting up and aligning the workpiece9 Monitoring the installation during the welding process; the various types of
monitoring features used on friction welding machines; recognition ofproblems, and action to be taken
10 Problems that can occur with the welding activities, materials and weld defects11 Self inspection of completed work12 Organisational quality systems (standards to be achieved; feedback from
machine; corrective actions; production records to be kept)13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 13Welding materials using friction welding machines
97Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Confirm that the installation is ready for operation, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedurespecification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Produce welded components covering both of the following:
two different components
two different material groups
Monitor the process operation and machine functions and make adjustments as required to settings and mechanisms, to include all of the following, as appropriate to the machine type:
friction and forge cycle time
friction and forge loads (forces)
rotational speed or other frictionconditions, eg, orbital
frictional burn-off characteristics andforge displacement
weld appearance (correct up-set)
braking effort
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 13Welding materials using friction welding machines
98 Level 2 NVQ in Fabrication and Welding (1681)

Unit 13Welding materials using friction welding machines
99Level 2 NVQ in Fabrication and Welding (1681)
Produce welded components which:
achieve a weld quality as specified inthe application standard orspecification
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

This page is intentionally blank

Unit summaryThis unit identifies the competences you need to assist a Level 3 welder to prepareand operate an aluminothermic welding process, in accordance with instructionsand/or approved procedures. In this context, ‘steel rail’ means materials andsections as used in the UK permanent way rail infrastructure.
You will be required to check that all the welding and ancillary equipment, such assaws, grinders and shearing tools, are available and in a usable condition. You will beexpected to check that gases are available and that gas equipment, burners andhoses, are of the correct type, securely connected and free from leaks and damage.You will also need to ensure that appropriate crucibles, moulds and portions areavailable and in good condition. In preparing the weld you will need to identify therail grade and profile, and to take account of any wear on the railhead. You mustoperate and handle the equipment safely and correctly and make any adjustmentsto equipment or settings, in line with your permitted authority, in order to produceand finish the welds to the required specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or the welding activities that you cannot resolve, or areoutside your permitted authority, to the relevant people. You will be expected towork in accordance with instructions from a Level 3 aluminothermic welder, takingpersonal responsibility for your own actions.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the aluminothermic welding processworks. You will know about the equipment, materials and consumables, in adequatedepth to provide a sound background for the welding operations to be performed,and for ensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the weldingequipment and associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 14Joining rails using the aluminothermic welding process
101Level 2 NVQ in Fabrication and Welding (1681)
Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Assist in the preparation of rails for welding, in accordance with applicable
specifications, to include all of the following:• confirming welding equipment, consumables and ancillary equipment is
available and fit for purpose• identifying and measuring rail wear and condition• cutting the rail using the oxy-fuel process, a band saw or an abrasive disc• datum marking and aligning the rail• preheating the crucible and the joint area• joining the rails using safe and approved welding methods and procedures• reinstating the track to the required standard on completion of the
welding activities• disposing of waste and surplus materials in accordance with
approved procedures
2 Assist in the setting up, checking, adjustment and use of aluminothermic weldingequipment for one of the following process variants, in accordance with theappropriate process manual:• Thermit• Railtech
Unit 14Joining rails using the aluminothermic welding process
102 Level 2 NVQ in Fabrication and Welding (1681)

3 Assist in the use of moulds and consumables appropriate to the material andapplication, to include all of the following:• two different rail profiles (unworn)• two different rail materials• join new rail to worn rail• join worn rail to worn rail
4 Assist in the welding of joints according to approved welding procedures in bothof the following:• normal gap• wide gap
5 Assist in the production of welds which:• achieve a minimum weld quality required by the application standard• meet the required dimensional accuracy within specified tolerance• have been finished to the required specification in terms of removal of risers
and excess metal• are ground to the required standard
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working on rail
construction sites using aluminothermic welding equipment (general site safety,appropriate personal protective equipment, fire prevention, protecting otherworkers, accident procedure; client requirements statutory requirements, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The hazards associated with aluminothermic welding (poor gas supply, leaks,hot metal, explosive gas mixtures, naked flames and exothermic reactions), andhow they can be minimised
3 Equipment and consumables for aluminothermic welding4 The aluminothermic welding process and the use of process manuals5 The types of rail grades and profiles, and welded joints to be produced6 Setting up the joint (cutting, alignment, moulds, luting, etc)7 Setting up the welding equipment and checks that need to be made to ensure
that it is safe and ready to use (gas supply, correct joint set-up, cleanliness ofmaterials used)
8 The techniques of operating the welding equipment, to produce a range ofjoints in accordance with the appropriate process manual
9 The importance of complying with job instructions and the welding process specification
10 Problems that can occur with the welding activities, and how these can beovercome; effects of welding on rail materials and sources of weld defects;methods of prevention
Unit 14Joining rails using the aluminothermic welding process
103Level 2 NVQ in Fabrication and Welding (1681)

11 The organisational quality systems used and weld standards to be achieved; weld inspection and test procedures used (including visual and non-destructive tests)
12 Personal approval tests and their applicability to your work13 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve14 Reporting lines and procedures, line supervision and technical experts
Unit 14Joining rails using the aluminothermic welding process
104 Level 2 NVQ in Fabrication and Welding (1681)

Unit 14Joining rails using the aluminothermic welding process
105Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Assist in the preparation of rails for welding, in accordance with applicable specifications, to include all of the following:
confirming welding equipment,consumables and ancillary equipmentis available and fit for purpose
identifying and measuring rail wear andcondition
cutting the rail using the oxy-fuelprocess, a band saw or an abrasive disc
datum marking and aligning the rail
preheating the crucible and the jointarea
joining the rails using safe andapproved welding methods andprocedures
reinstating the track to the requiredstandard on completion of the welding activities
disposing of waste and surplusmaterials in accordance with approved procedures
Assist in the setting up, checking, adjustment and use of aluminothermic welding equipment for one of the following process variants, in accordance with the appropriate process manual:
Thermit
Railtech
Assist in the use of moulds and consumables appropriate to the material and application, to include all of the following:
two different rail profiles (unworn)
two different rail materials
join new rail to worn rail
join worn rail to worn rail
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Assist in the welding of joints according to approved welding procedures in both of the following:
normal gap
wide gap
Assist in the production of welds which:
achieve a minimum weld qualityrequired by the application standard
meet the required dimensionalaccuracy within specified tolerance
have been finished to the requiredspecification in terms of removal ofrisers and excess metal
are ground to the required standard
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 14Joining rails using the aluminothermic welding process
106 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to restore rails to operationalcondition by resurfacing or repair, using either manual arc or self-shielded flux coredwire arc welding equipment, in accordance with instructions and/or approvedwelding procedures. You will be expected to check the welding equipment to ensurethat all the leads/cables, electrode holders and wire feed mechanisms are securelyconnected and free from damage. In preparing to weld, you will need to set andadjust the welding conditions in line with the instructions or welding procedurespecification. You must operate the equipment safely and correctly and make anynecessary adjustments to settings, in line with your permitted authority, in order toproduce the repairs to the required specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities, that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an informed approach to applying rail welding repairprocedures and instructions. You will have an understanding of the manual arc orself-shielded flux cored arc welding process used, and its application, and will knowabout the equipment, materials and consumables, in adequate depth to provide asound basis for setting up and operating the equipment, recognising and correctingfaults and ensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the weldingequipment and its associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 15Restore rails to operational condition using an arc welding process
107Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant specifications for the component to be repairedc Prepare the component for repaird Carry out the repairs within agreed timescale using approved materials,
components, methods and procedurese Ensure that the repaired component meets the specified operating conditionsf Produce accurate and complete records of all the repair work carried out.
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the repair activities:
• determine or confirm the specific repair to be carried out• prepare the area of the rail to be repaired using grinding and penetrant testing• use safe and approved repair welding procedures at all times• finish the repair using approved methods and techniques• test the repaired area using the penetrant method• reinstate the track to the required standard on completion of the
repair activities• dispose of waste and surplus materials in accordance with
approved procedures
2 Set up, check, adjust and use arc welding and related equipment, to include all ofthe following:• confirming welding equipment, consumables and ancillary equipment
is available• checking that all leads/cables are secure and in a safe and usable condition• checking that the wire feed mechanism or electrode holder is securely
connected and free from damage• ensuring that the correct type and size of wire or electrode is loaded to the wire
feed mechanism or electrode holder• setting and adjusting the welding conditions in line with the instructions or
welding procedure specification• carrying out the repair welding activities safely and correctly, in line with the
repair specification
3 Use one of the following arc welding processes:• manual metal arc• self-shielded flux cored wire arc
Unit 15Restore rails to operational condition using an arc welding process
108 Level 2 NVQ in Fabrication and Welding (1681)

3 Use consumables appropriate to the rail material and application, to include bothof the following:• two different wire or electrode types• two different wire or electrode sizes
4 Produce welded repairs in good access situations, to include both of the following:• normal grade rail• austenitic-manganese rail
5 Produce repairs which include both of the following:• resurfacing• repair
6 Produce welded components which:• achieve a minimum weld quality as required by the application standard• meet the required dimensional accuracy within specified tolerances• are ground to the required standard
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
manual metal arc or self-shielded flux cored wire arc welding equipment(general site safety, appropriate personal protective equipment, fireprevention, protecting other workers from arc eye, safety in enclosed/confinedspaces; fume control; accident procedure; statutory requirements, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The hazards associated with arc welding (live electrical components, poorearthing, the electric arc, fumes and gases, spatter, hot metal), and how theycan be minimised
3 The arc welding process (basic principles of fusion welding, AC and DC powersources, ancillary equipment and power ranges, care of equipment)
4 The consumables associated with manual metal arc or flux cored wire arcwelding (types of wire/electrode and their application)
5 The types of repairs to be produced (resurfacing and repair)6 How to identify the various steels used in rails, switches and crossings and how
they will effect the welding repair procedure7 Preparation techniques for the area of the rail to be repaired by grinding and
penetrant testing8 Preparation techniques for the welding equipment, and checks that need to be
made to ensure that it is safe and ready to use (electrical connections, earthingarrangements; wire feed mechanisms, setting welding parameters, correctworkpiece set-up, cleanliness of materials used)
9 The importance of complying with job instructions and the welding procedure specification
Unit 15Restore rails to operational condition using an arc welding process
109Level 2 NVQ in Fabrication and Welding (1681)

10 The techniques for completing and finishing the repaired rails (grinding offexcess material, finish profiling and penetrant testing)
11 The procedures for reinstating the track on completion of the repair activities12 Problems that can occur with the welding activities and how these can be
overcome (causes of distortion and methods of control, effects of welding onmaterials and sources of weld defects; methods of prevention)
13 The techniques of operating the welding equipment to produce a range ofrepairs (fine tuning parameters, correct manipulation of the weldinggun/electrode, safe closing down of the welding equipment)
14 The organisational quality systems used and weld standards to be achieved15 Weld inspection and test procedures used (including destructive and non-
destructive methods)16 Personal approval tests and their applicability to your work17 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve18 Reporting lines and procedures, line supervision and technical experts
Unit 15Restore rails to operational condition using an arc welding process
110 Level 2 NVQ in Fabrication and Welding (1681)

Unit 15Restore rails to operational condition using an arc welding process
111Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the repair activities:
determine or confirm the specific repairto be carried out
prepare the area of the rail to berepaired using grinding and penetranttesting
use safe and approved repair weldingprocedures at all times
finish the repair using approvedmethods and techniques
test the repaired area using thepenetrant method
reinstate the track to the requiredstandard on completion of the repairactivities
dispose of waste and surplus materialsin accordance with approvedprocedures
Set up, check, adjust and use arc welding and related equipment, to include all of the following:
confirming welding equipment,consumables and ancillary equipmentis available
checking that all leads/cables aresecure and in a safe and usablecondition
checking that the wire feed mechanismor electrode holder is securelyconnected and free from damage
ensuring that the correct type and sizeof wire or electrode is loaded to thewire feed mechanism or electrodeholder
setting and adjusting the weldingconditions in line with the instructionsor welding procedure specification
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

carrying out the repair weldingactivities safely and correctly, in linewith the repair specification
Use one of the following arc welding processes:
manual metal arc
self-shielded flux cored wire arc
Use consumables appropriate to the rail material and application, to include both of the following:
two different wire or electrode types
two different wire or electrode sizes
Produce welded repairs in good access situations, to include both of the following:
normal grade rail
austenitic-manganese rail
Produce repairs which include both of the following:
resurfacing
repair
Produce welded components which:
achieve a minimum weld quality asrequired by the application standard
meet the required dimensionalaccuracy within specified tolerances
are ground to the required standard
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 15Restore rails to operational condition using an arc welding process
112 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate flash welding installationsthat have already been prepared for production, in accordance with approvedinstructions or welding procedures. You will be expected to check that theinstallation has been approved for production, and that sufficient supplies of allrequired materials and consumables are present and correct, and ready forproduction operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation andmake any necessary adjustments to equipment settings, in line with your permittedauthority, in order to produce the welded joints to the required specification.Meeting production requirements will be an important issue, and your productionrecords must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis of yourwork, and will enable you to adopt an informed approach to applying flash weldingprocedures and instructions. You will have an understanding of how the flashwelding process works and is applied in mechanised form, and will know about theequipment, materials and consumables, in adequate depth to provide a soundbackground to the process operation and for carrying out the activities to therequired specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 16Welding rails using flash welding equipment
113Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the
joining activities.
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard
You must:1 Confirm that the installation is ready for operation, to include checking all of
the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Produce welded components covering both of the following:• two different rail sections• two different rail material groups
3 Monitor the process operation and machine function and make adjustments asrequired to parameters and mechanisms, to include all of the following, asappropriate to machine type:• heat and forge cycle time• heat and forge loads (forces)• electrical conditions• weld and forge travel• weld appearance (correct extrusion)
Unit 16Welding rails using flash welding equipment
114 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce welded rails which:• achieve a weld quality as specified in the application standard• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
flash welding installations (working with machinery; the use of appropriatepersonal protective equipment; machine guards; operation of machine safetydevices; stopping the machine in an emergency; closing the machine down oncompletion of activities; statutory requirements, risk assessment proceduresand relevant requirements of HASAWA, COSHH and Work EquipmentRegulations; safe disposal of waste materials)
2 The hazards associated with flash welding machines (dangers from liveelectrical components; fumes; hot metal; moving parts of machinery), and howthey can be minimised
3 Principles of flash welding; terminology used in welding4 The key components and features of the equipment (types of machines;
constructional features, mechanical and electrical features, component holdingdevices, force generation and control systems, welding cycle control; feedbackand recording)
5 Mechanised and automated welding basics; types of installations; machinefunctions; safety features
6 Extracting the information required from drawings and welding procedure specifications
7 Operation of the machine; controls and their function; care of equipment8 Setting up and aligning the rails for the welding operation9 Monitoring the installation during the welding process; recognition of problems
and action to be taken10 Problems that can occur with the welding activities, materials and weld defects11 Self inspection of completed work12 Organisational quality systems (standards to be achieved; feedback from
machine; corrective actions; production records to be kept)13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 16Welding rails using flash welding equipment
115Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Confirm that the installation is ready for operation, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedure specification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Produce welded components covering both of the following:
two different rail sections
two different rail material groups
Monitor the process operation and machine function and make adjustments as required to parameters and mechanisms, to include all of the following, as appropriate to machine type:
heat and forge cycle time
heat and forge loads (forces)
electrical conditions
weld and forge travel
weld appearance (correct extrusion)
Produce welded rails which:
achieve a weld quality as specified inthe application standard
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 16Welding rails using flash welding equipment
116 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to set up and use manual torchbrazing and soldering equipment, in accordance with approved instructions orprocedures. You will be required to check that all the hoses and equipment arecorrectly connected, free from leaks or damage, and are ready for use. You will berequired to set and adjust the brazing conditions, in line with the specification. Youwill also need to select and use workholding and manipulating devices that areappropriate to the size and shape of materials and joint configuration beingproduced. You must operate the equipment safely and correctly and make anyadjustments to settings, in order to produce the joints to the required specification.
Your responsibilities will require you to comply with organisational policy andprocedures for carrying out the brazing activities, and to report any problems withthe brazing equipment, or brazing activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the torch brazing process works. Youwill know about the equipment, materials and consumables, in adequate depth toprovide a sound background for the brazing operations to be performed, and forensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the brazing equipment. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others in the workplace.
Unit 17Joining materials by manual torch brazing and soldering
117Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use one of the following processes and related
equipment:• brazing• soldering
2 Use specified consumables appropriate to the parent metals, to include both ofthe following:• two different filler metals• appropriate fluxes
3 Produce brazed or soldered joints according to work procedures, and in goodaccess situations, covering both of the following:• two different components or assemblies• two different parent metal groups
4 Produce components which:• achieve the specified joint quality as required by the application standard• meet the required dimensional accuracy within specified tolerance• are of good appearance, free from flux residues and excess filler metal
Unit 17Joining materials by manual torch brazing and soldering
118 Level 2 NVQ in Fabrication and Welding (1681)

Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
gas brazing and soldering equipment (general workshop and site safety,appropriate personal protective equipment, fire and explosion prevention,fume extraction, protecting other workers, safety in enclosed/confined spaces,statutory regulations, risk assessment procedures and COSHH regulations)
2 The hazards associated with torch brazing and soldering (naked flames,explosive gas mixes, oxygen enrichment, fumes and gasses, hot metal,enclosed spaces), and how they can be minimised
3 The torch brazing and soldering process (basic principles of the process,wetting and capillary flow, role of fluxes, equipment type and its care)
4 Types of filler metal and fluxes; forms of filler metal5 The types of joints to be produced6 Setting up and locating the joint (methods of cleaning joint faces; use of jigs and
fixtures, restraining devices; self-locating joints; pre-placement of filler metaland flux)
7 How to prepare to braze or solder (checks to confirm correct set-up andcleanliness; use of gauges, setting up the equipment, checking connections forleaks, checking operating parameters)
8 The techniques of operating the equipment to produce a range of joints(selection of nozzle and flame adjustment, application of flux, correctmanipulation of torch and filler wire, safe closing down of the equipment)
9 The importance of complying with job instructions and the joining procedure specification
10 Problems that can occur with the joining activities and how these can beovercome (causes of distortion and methods of control; effects of heat onmaterials and sources of defects; methods of prevention)
11 Methods of removing flux residues and cleaning the finished joint12 Organisational quality control systems and standards to be achieved; visual and
non-destructive tests13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 17Joining materials by manual torch brazing and soldering
119Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Set up, check, adjust and use one of the following processes and related equipment:
brazing
soldering
Use specified consumables appropriate to the parent metals, to include both of the following:
two different filler metals
appropriate fluxes
Produce brazed or soldered joints according to work procedures, and in good access situations, covering both of the following:
two different components orassemblies
two different parent metal groups
Produce components which:
achieve the specified joint quality asrequired by the application standard
meet the required dimensionalaccuracy within specified tolerance
are of good appearance, free from fluxresidues and excess filler metal
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 17Joining materials by manual torch brazing and soldering
120 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate torch, inductance,resistance or furnace brazing installations that have already been prepared forproduction, in accordance with approved instructions or procedures. You will beexpected to check that the equipment has been approved for production, and thatsufficient supplies of all the required materials and consumables are present andcorrect, and are ready for production operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a joint quality and tolerancesthat meet the product specification. You must continuously monitor the operation ofthe installation, and make any necessary adjustments to equipment settings, in linewith your permitted authority, in order to produce the brazed joints to the requiredspecification. Meeting production requirements will be an important issue, and yourproduction records must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the brazing installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, enabling you to adopt an informed approach to applying brazing proceduresand instructions. You will have an understanding of how the brazing process worksand is applied in mechanised form, and will know about the equipment, materialsand consumables, in adequate depth to provide a sound background to the processoperation and for carrying out the brazing activities to the required specification.
You will understand the safety precautions required when working with the machineand its associated tools and equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 18Joining materials using brazing machines
121Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for production operations, to include
checking all of the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the brazing
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Operate one of the following mechanised brazing processes in the specifiedmaterials, forms and positions:• torch• induction• furnace• resistance
3 Produced brazed assemblies covering both of the following:• two different joint configurations• two different material groups
Unit 18Joining materials using brazing machines
122 Level 2 NVQ in Fabrication and Welding (1681)

4 Monitor the process operation and machine functions, and make adjustments asrequired to parameters and mechanisms within your permitted authority andtolerances, to include adjusting all of the following, as applicable to the machine type: • brazing temperature• brazing time• flux and filler metal dispensing• brazing atmosphere• flame condition• mechanical functions (handling, loading, workholding, transfer)• safety devices
5 Produce brazed components or assemblies which:• achieve the quality specified in the application standard• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
brazing installations (working with machinery; the use of appropriate personalprotective equipment; machine guards; operation of machine safety devices;stopping the machine in an emergency; closing the machine down oncompletion of activities; statutory requirements, risk assessment proceduresand relevant requirements of HASAWA, COSHH and Work EquipmentRegulations; safe disposal of waste materials)
2 The hazards associated with brazing machines (dangers from relevantequipment sources; fumes and gases; hot metal; moving parts of machinery),and how they can be minimised
3 Principles of the relevant brazing process; terminology used in brazing4 The key components and features of the equipment5 Mechanised and automated brazing basics (types of installations; machine
functions; safety features)6 How to extract the information required from drawings and brazing
procedure specifications7 Operation of the machine controls and their function; care of equipment;
control and storage of consumables8 Setting up and aligning the workpieces9 Monitoring the installation during the brazing process; recognition of problems,
and action to be taken10 Problems that can occur with the brazing activities, materials, filler metals and
joint defects11 Self inspection of completed work12 Organisational quality systems (standards to be achieved; production records
to be kept)
Unit 18Joining materials using brazing machines
123Level 2 NVQ in Fabrication and Welding (1681)

13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 18Joining materials using brazing machines
124 Level 2 NVQ in Fabrication and Welding (1681)

Unit 18Joining materials using brazing machines
125Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the installation is ready for production operations, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the brazing procedurespecification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Operate one of the following mechanised brazing processes in the specified materials, forms and positions:
torch
induction
furnace
resistance
Produced brazed assemblies covering both of the following:
two different joint configurations
two different material groups
Monitor the process operation and machine functions, and make adjustments as required to parameters and mechanisms within your permitted authority and tolerances, to include adjusting all of the following, as applicable to the machine type:
brazing temperature
brazing time
flux and filler metal dispensing
brazing atmosphere
flame condition
mechanical functions (handling,loading, workholding, transfer)
safety devices
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce brazed components or assemblies which:
achieve the quality specified in theapplication standard
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 18Joining materials using brazing machines
126 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to prepare and operate manualplastics welding equipment, in accordance with instructions and/or approvedwelding procedures. You will be required to check that all the workholdingequipment and manipulating devices required are available and in a usablecondition. You will be expected to check the welding equipment, to ensure that allgas supplies and electrical inputs are securely connected and free from damage. Inpreparing to weld, you will need to set and adjust the welding conditions, in line withthe instructions or welding procedure specification. You must operate theequipment safely and correctly and make any necessary adjustments to settings, inline with your permitted authority, in order to produce the welded joints to therequired specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment, or welding activities that you cannot personally resolve, orare outside your permitted authority, to the relevant people. You will be expected towork to instructions, with a minimum of supervision, taking personal responsibilityfor your own actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how manual plastics welding processeswork. You will know about the equipment, materials and consumables in adequatedepth to provide a sound background for the welding operations to be performed,and for ensuring the work output is produced to the required specification.
You will understand the safety precautions required when carrying out the weldingactivities and when using the associated tools and equipment. You will be requiredto demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 19Joining plastics using manual welding processes
127Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agree proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use plastics welding and related equipment, to include
two of the following:Note: one of the processes chosen must be hot gas or extrusion welding• hot gas• extrusion• socket fusion• heated wedge
2 Use materials and consumables as appropriate to the welding process used, toinclude both of the following:• two types of material from different material groups• two sizes or types of consumables
3 Produce welded joints as appropriate to the process, to include one of the following:• fillet welds• butt welds• socket welds• lap welds
Unit 19Joining plastics using manual welding processes
128 Level 2 NVQ in Fabrication and Welding (1681)
4 Weld joints according to approved welding procedures, in good access situations,in two of the following BS EN287 positions or two other positions, as appropriateto the process:• Flat (PA)• Horizontal vertical (PB)• Horizontal (PC)• Vertical upwards (PF)• Vertical downwards (PG)
5 Produce welded components which:• achieve a minimum weld quality equivalent with prEN 13067, or as required by
the application standard• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
manual plastics welding equipment (general workshop and site safety,appropriate personal protective equipment, fire prevention, protecting otherworkers, safety in enclosed/confined spaces; fume control; accident procedure;statutory regulations; risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The hazards associated with plastics welding (live electrical components,fumes and gases, hot material, elevated working temperature, enclosedspaces), and how they can be minimised
3 The manual plastics welding processes (basic principles of hot gas, extrusion,socket fusion and geomembrane welding; ancillary equipment; care ofequipment; consumables; power ranges)
4 Types of consumables; correct storage of consumables5 The types of welded joints to be produced (fillet and butt welds; single and
multi-run welds; joints in pipe, plate and sections; welding positions)6 Setting up and restraining the joint (the use of jigs and fixtures, restraining
devices, tack welding size and spacing in relationship to material thickness)7 Checks to be made prior to welding (confirming correct set-up of joint,
cleanliness of materials, condition of gas and electrical connections, earthingarrangements, operating parameters)
8 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (fine tuning parameters, correctmanipulation of consumables, safe closing down of the welding equipment)
9 The importance of complying with the job instructions and the weldingprocedure specification
10 Problems that can occur with the welding activities and how these can beovercome (causes of distortion and methods of control; effects of welding onmaterials and sources of weld defects; methods of prevention)
Unit 19Joining plastics using manual welding processes
129Level 2 NVQ in Fabrication and Welding (1681)

11 The organisational quality control systems used, and weld standards to be achieved
12 Weld inspection and test procedures used (including destructive and non-destructive methods)
13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 19Joining plastics using manual welding processes
130 Level 2 NVQ in Fabrication and Welding (1681)

Unit 19Joining plastics using manual welding processes
131Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Set up, check, adjust and use plastics welding and related equipment, to include two of the following:
Note: one of the processes chosen must be hot gas or extrusion welding
hot gas
extrusion
socket fusion
heated wedge
Use materials and consumables as appropriate to the welding process used, to include both of the following:
two types of material from differentmaterial groups
two sizes or types of consumables
Produce welded joints as appropriate to the process, to include one of the following:
fillet welds
butt welds
socket welds
lap welds
Weld joints according to approved welding procedures, in good access situations, in two of the following BS EN287 positions or two other positions, as appropriate to the process:
Flat (PA)
Horizontal vertical (PB)
Horizontal (PC)
Vertical upwards (PF)
Vertical downwards (PG)
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce welded components which:
achieve a minimum weld qualityequivalent with prEN 13067, or asrequired by the application standard
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 19Joining plastics using manual welding processes
132 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to operate plastics weldinginstallations that have already been prepared for production, in accordance withapproved instructions or welding procedures. You will be expected to check that theinstallation has been approved for production, and that sufficient supplies of allrequired materials and consumables are present and correct, and are ready forproduction operations to be performed.
You must operate the installation safely and correctly, in accordance withinstructions and approved procedures, and achieve a weld quality and tolerancesthat meet the product specification. The production output may be inspected byvisual and non-destructive testing methods, to check that the specified quality isbeing achieved. You must continuously monitor the operation of the installation andmake any necessary adjustments to equipment settings, in line with your permittedauthority, in order to produce the welded joints to the required specification.Meeting production requirements will be an important issue, and your productionrecords must show consistent and satisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for operating the welding installation, and to report any problems oradjustments to the installation that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis of yourwork, and will enable you to adopt an informed approach to applying machineplastic welding procedures and instructions. You will have an understanding of howthe plastics welding processes work and are applied in mechanised form, and willknow about the equipment, materials and consumables, in adequate depth toprovide a sound background to the process operation and for carrying out theactivities to the required specification.
You will understand the safety precautions required when carrying out the machinewelding activities, and when using the associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 20Joining materials using plastics welding machines
133Level 2 NVQ in Fabrication and Welding (1681)
Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the installation is ready for operation, to include checking all
of the following:• the installation has been approved for production• supplies of components and consumables are adequate and correctly prepared• machine settings comply with instructions and the welding
procedure specification• all machine functions operate correctly• all safety equipment is in place and functioning correctly
2 Produce welded components using two of the following types of equipment:• hot plate• electro-fusion• vibration• ultrasonic• laser• radio frequency• hot bar/impulse• spin• orbital• infrared
Unit 20Joining materials using plastics welding machines
134 Level 2 NVQ in Fabrication and Welding (1681)

3 Produce welded components covering both of the following, as applicable to the process:• two different components• two different material groups
4 Monitor the process operation and machine function and make adjustments torequired parameters and mechanisms, to include all of the following, asappropriate to machine type:• time(s)• pressure(s)• speed• displacement• temperature/energy input
5 Produce welded components which:• achieve a weld quality equivalent with prEN13067 or the application standard• meet the required dimensional accuracy within specified tolerances
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating a
range of plastics welding installations (working with machinery; the use ofappropriate personal protective equipment; machine guards; operation ofmachine safety devices; stopping the machine in an emergency; closing themachine down on completion of activities; statutory requirements, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The hazards associated with plastics welding machines (dangers from liveelectrical components; fumes; hot material; moving parts of machinery), andhow they can be minimised
3 Principles of plastics welding; terminology used in welding4 The key components and features of the equipment (types of machines;
constructional features, mechanical features, heat generation, force generationand control systems, welding cycle control; feedback and recording)
5 Mechanised and automated welding basics (types of installations; machinefunctions; safety features)
6 How to extract the information required from drawings and welding procedurespecifications
7 Operation of the machine; controls and their function; care of equipment8 Setting up and aligning the workpiece9 Monitoring the installation during the welding process; recognition of
problems, and action to be taken10 Problems that can occur with the welding activities, materials and weld defects11 Self inspection of completed work
Unit 20Joining materials using plastics welding machines
135Level 2 NVQ in Fabrication and Welding (1681)

12 Organisational quality systems (standards to be achieved; feedback frommachine; corrective actions; production records to be kept)
13 Personal approval tests and their applicability to your work14 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve15 Reporting lines and procedures, line supervision and technical experts
Unit 20Joining materials using plastics welding machines
136 Level 2 NVQ in Fabrication and Welding (1681)

Unit 20Joining materials using plastics welding machines
137Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the installation is ready for operation, to include checking all of the following:
the installation has been approved forproduction
supplies of components andconsumables are adequate andcorrectly prepared
machine settings comply withinstructions and the welding procedurespecification
all machine functions operate correctly
all safety equipment is in place andfunctioning correctly
Produce welded components using two of the following types of equipment:
hot plate
electro-fusion
vibration
ultrasonic
laser
radio frequency
hot bar/impulse
spin
orbital
infrared
Produce welded components covering both of the following, as applicable to the process:
two different components
two different material groups
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Monitor the process operation and machine function and make adjustments to required parameters and mechanisms, to include all of the following, as appropriate to machine type:
time(s)
pressure(s)
speed
displacement
temperature/energy input
Produce welded components which:
achieve a weld quality equivalent withprEN13067 or the application standard
meet the required dimensionalaccuracy within specified tolerances
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 20Joining materials using plastics welding machines
138 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need for marking out sheet and plate work,rolled sections, and pipes/tubes using templates and basic tools, in accordance withapproved procedures. You will be required to select the required materials to useand the appropriate marking out tools and equipment, based on the informationpresented to you and the accuracy to be achieved. Marking out will be thepreparation required for cutting and shaping sheet materials, plate and sections, asappropriate to the application, and will include marking out workpiece datums,centre lines and cutting details, including hole centring and outlining details.
Items to be marked out may include ferrous and non-ferrous materials. Certainmaterials will require you to take the grain flow into account to avoid later productionprocess problems.
Your responsibilities will require you to comply with organisational policy andprocedures for the marking out activities undertaken, and to report any problemswith the materials, equipment or marking out activities that you cannot resolveyourself, or are outside your permitted authority, to the relevant people. You will beexpected to work to instructions, with a minimum of supervision, taking personalresponsibility for your own actions and for the quality and accuracy of the work thatyou carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying marking outprocedures. You will have an understanding of the marking out process, and itsapplication, and will know about the materials as well as the care and use of the toolsused, in adequate depth to provide a sound basis for carrying out the activities to therequired specification.
You will understand the safety procedures required when using marking mediums,and when carrying out the marking out activities. You will be required todemonstrate safe working practices throughout, and will understand theresponsibilities you owe to yourself and others in the workplace.
Unit 21Marking out components for fabrication
139Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Obtain and use the correct information for marking outc Obtain the appropriate marking out equipment and check that it is in a
usable conditiond Prepare suitable datums and marking out surfacese Mark out using appropriate methodsf Check that the marking out complies with the specificationg Deal promptly and effectively with problems within your control and report those
that cannot be resolved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Mark out sheet, plate or section materials on two appropriate materials from
the following: • hot-rolled mild steel (black)• cold-rolled mild steel (bright)• coated mild steel (tinned or galvanised)• stainless steel• aluminium• brass• copper• non-metallic materials
2 Mark out sheet or plate for three of the following forms/shapes of component:• bar and section lengths• cutting detail for flat covers and plates• frames or structures• fish plates, gussets• spars and brackets• pipe/tube sections• structural support pads, bed plates• columns, beams or struts• simple seatings (eg, boiler saddles, tank cradles)
Unit 21Marking out components for fabrication
140 Level 2 NVQ in Fabrication and Welding (1681)

3 Mark out directly onto sheet or plate from drawings, using four of the followingtools and instruments:• scriber• punch• rule and tape• straight edge• square• dividers or trammels• chalk, bluing or paint• templates
4 Mark out material to include three of the following features:• datum and centre lines• square/rectangular profiles• circles• curved profiles• cutting detail• hole centring and outlining (circular and linear)
5 Produce marked out component which meet all of the following quality andaccuracy standards:• dimensionally accurate (to drawing or specification)• uses recognised marking out conventions• clearly defined for required processes
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment with sheet, plate or rolled section materials (general workshopand site safety, appropriate personal protective equipment, accidentprocedure; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, etc)
3 The correct methods of moving or lifting sheet, plate and rolled-section materials
4 The hazards associated with marking out fabricated components (such asworking in a fabrication environment, lifting and handling sheet/fabricatedcomponents, slivers/burrs on sheet materials, using marking out mediums,working with laser marking out equipment), and how they can be minimised
5 The procedures to be adopted to obtain the necessary drawings and job instructions
6 How to extract information from engineering drawings and relatedspecifications, to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken
Unit 21Marking out components for fabrication
141Level 2 NVQ in Fabrication and Welding (1681)

7 The preparations that need to be carried out on the material, prior to markingout, to enhance clarity and accuracy, and safety
8 Principles of marking out, developing basic shapes (flat, rectangular andcylindrical) from flat sheet, plate or rolled section materials
9 The effective use and care of tools/instruments10 Use of marking out conventions, datum edges/lines and centre lines11 Ways of laying out the shapes/patterns to maximise the use of plate or
sheet material12 The use of setting and adjusting tools, such as squares and protractors13 Methods of marking out large or long shapes14 Marking out and transferring information from templates15 The importance of using tools only for the purpose intended; the care that is
required when using the equipment and tools; the proper way of preservingand storing tools and equipment between operations
16 The need for clear and dimensional accuracy in marking out tospecifications/drawings
17 The things that can go wrong in marking out fabrication components, and howthese can be avoided
18 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
19 Reporting lines and procedures, line supervision and technical experts
Unit 21Marking out components for fabrication
142 Level 2 NVQ in Fabrication and Welding (1681)

Unit 21Marking out components for fabrication
143Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Mark out sheet, plate or section materials on two appropriate materials from the following:
hot-rolled mild steel (black)
cold-rolled mild steel (bright)
coated mild steel (tinned or galvanised)
stainless steel
aluminium
brass
copper
non-metallic materials
Mark out sheet or plate for three of the following forms/shapes of component:
bar and section lengths
cutting detail for flat covers and plates
frames or structures
fish plates, gussets
spars and brackets
pipe/tube sections
structural support pads, bed plates
columns, beams or struts
simple seatings (eg, boiler saddles, tankcradles)
Mark out directly onto sheet or plate from drawings, using four of the following tools and instruments:
scriber
punch
rule and tape
straight edge
square
dividers or trammels
chalk, bluing or paint
templates
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
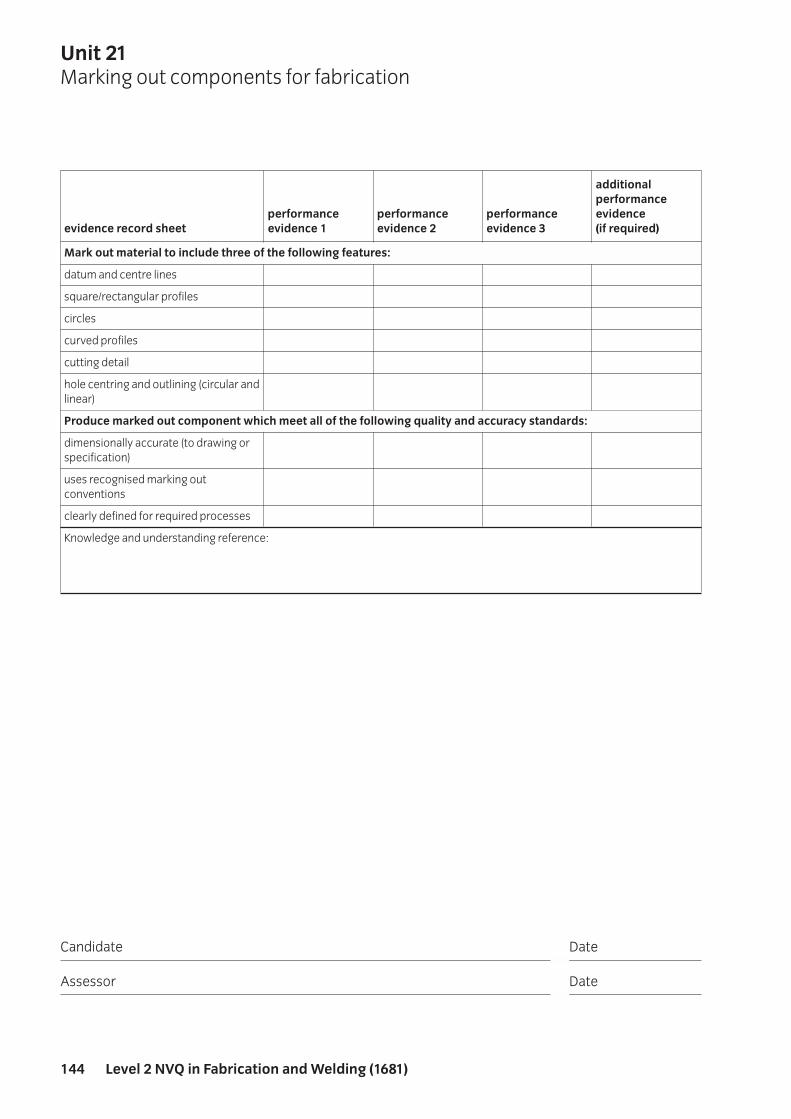
Mark out material to include three of the following features:
datum and centre lines
square/rectangular profiles
circles
curved profiles
cutting detail
hole centring and outlining (circular andlinear)
Produce marked out component which meet all of the following quality and accuracy standards:
dimensionally accurate (to drawing orspecification)
uses recognised marking outconventions
clearly defined for required processes
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 21Marking out components for fabrication
144 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to cut and shape sheet metal (uptoand including 3 mm), in order to fabricate clips, brackets, covers and similarcomponents, in accordance with approved procedures. You will be required to selectthe appropriate equipment to use for the material, thickness and accuracy to beachieved, and will use hand tools, hand power tools and machinery, as applicable. Thecutting and shaping will involve producing straight cuts and external curved contours.
Items to be cut and shaped may include ferrous and non-ferrous materials. This willcall for care in selecting the right tools, so as to avoid damage to the tools anddanger to oneself.
Your responsibilities will require you to comply with organisational policy andprocedures, seeking out relevant information, and to report any problems with thecutting equipment, materials or cutting activities that you cannot personal resolve,or are outside your permitted authority, to the relevant person. You will be expectedto work to instructions, with a minimum of supervision, taking personalresponsibility for your own actions and for the quality and accuracy of the work thatyou carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying sheet metal cuttingand shaping procedures. You will have an understanding of the cutting processesused, the equipment and its application, and will know about the materials inadequate depth to provide a sound basis for carrying out the activities to therequired specification.
You will understand the safety precautions required when working with fabricationtools and machinery. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others inthe workplace.
Unit 22Cutting sheet metal to shape using hand and machine tools
145Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow relevant specifications for the component to be producedc Obtain the appropriate tools and equipment for the shaping operations and check
they are in a safe and usable conditiond Shape the materials using appropriate methods and techniquese Check that all the required shaping operations have been completed to the
required specificationf Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Cut and finish material to the marked out shape, using four of the following tools:
• tin snips• bench shears• guillotine• hacksaw• band saw• hand power tools (drill, nibbling)• pillar drill• files• punch/cropping machine
2 Perform operations to produce all of the following shapes:• straight cuts• external curved contours• round holes
3 Use sheet metal of various thicknesses, upto and including 3 mm, for twoappropriate materials and two thicknesses from the following:• hot-rolled mild steel (black)• cold-rolled mild steel (bright)• coated mild steel (eg, tinned, galvanised)• stainless steel• aluminium• brass• copper
Unit 22Cutting sheet metal to shape using hand and machine tools
146 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce cut and shaped components which meet all the following quality andaccuracy standards:• dimensionally accurate (to drawing or specifications)• free from distortion• free from sharp edges, slivers or burrs
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with sheet metal
equipment and materials in a fabrication environment (general workshop andsite safety, appropriate personal protective equipment, accident procedure;statutory requirements, risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, etc)
3 The correct methods of moving or lifting sheet metal4 Safe working practices and procedures to be observed when using manual and
power-operated tools5 The hazards associated with fabrication work (such as using dangerous or badly
maintained tools and equipment, operating guillotines, and when using handand bench shears), and how they can be minimised
6 The procedures for obtaining the necessary drawings and specifications, andhow to check that they are the latest issue
7 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret the marking out conventions on the materials to be cut andshaped (such as cutting lines, centre lines, etc)
9 The tools and techniques available for cutting and shaping sheet metal (such astin snips, bench shears, guillotines, portable power tools, bench drills, saws, etc)
10 What preparations you may have to carry out on the material prior to cutting it11 The material characteristics and process considerations that need to be taken
into account when cutting and shaping sheet metal12 The use and care of tools and equipment, including checks that need to be
made to ensure that the tools are fit for purpose (sharp, undamaged, plugs andcables secure and free from damage, machine guards or safety devicesoperating correctly)
13 The importance of using tools or equipment only for the purpose intended; thecare that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
14 The things that can go wrong with cutting and shaping sheet metal, and howthese can be avoided
Unit 22Cutting sheet metal to shape using hand and machine tools
147Level 2 NVQ in Fabrication and Welding (1681)

15 The importance of using the machine guards and safety protection equipmentat all times
16 Inspection techniques that can be applied to check that shape and dimensionalaccuracy are to specification and within acceptable limits
17 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
18 Reporting lines and procedures, line supervision and technical experts
Unit 22Cutting sheet metal to shape using hand and machine tools
148 Level 2 NVQ in Fabrication and Welding (1681)

Unit 22Cutting sheet metal to shape using hand and machine tools
149Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Cut and finish material to the marked out shape, using four of the following tools:
tin snips
bench shears
guillotine
hacksaw
band saw
hand power tools (drill, nibbling)
pillar drill
files
punch/cropping machine
Perform operations to produce all of the following shapes:
straight cuts
external curved contours
round holes
Use sheet metal of various thicknesses, upto and including 3 mm, for two appropriate materials and two thicknesses from the following:
hot-rolled mild steel (black)
cold-rolled mild steel (bright)
coated mild steel (eg, tinned,galvanised)
stainless steel
aluminium
brass
copper
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce cut and shaped components which meet all the following quality and accuracy standards:
dimensionally accurate (to drawing orspecifications)
free from distortion
free from sharp edges, slivers or burrs
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 22Cutting sheet metal to shape using hand and machine tools
150 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to form sheet metal (upto andincluding 3mm) using hand tools and machine tools, in accordance with approvedprocedures. You will be required to select the appropriate equipment to use, basedon the operations required, material to be formed and the accuracy to be achieved,and this will include such things as hammers and stakes, formers, bending machinesand rolling machines. The components/shapes to be produced will include bends,folds, cylinders and curved sections, ducting or trunking.
Your responsibilities will require you to comply with organisational policy andprocedures for the forming activities undertaken, and to report any problems withthe tools and equipment, materials or activities that you cannot personally resolve,or are outside your permitted authority, to the relevant people. You will be expectedto work to instructions, with a minimum of supervision, taking personalresponsibility for your own actions and for the quality and accuracy of the work thatyou carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying sheet metal formingprocedures. You will have an understanding of the forming processes, theequipment used and its application, and will know about the materials and formingtechniques, in adequate depth to provide a sound basis for carrying out the activitiesand producing the components to the required specification.
You will understand the safety precautions required when working with the formingmachines and their associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 23Forming sheet metal using hand and machine tools
151Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the correct component drawing and any other related specifications for
the component to be producedc Determine what has to be done and how this will be achievedd Use the appropriate tools and equipment for the pressure shaping operations and
check that they are in a safe and usable conditione Shape the materials to the required specification using appropriate methods
and techniquesf Check that all the required shaping operations have been completed to the
required standardg Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Ensure that the tools and equipment to be used are appropriate to the application
and are in a safe and usable condition, by carrying out all of the following checks:• hand tools are in a usable condition (hammer shafts secure; stakes, formers and
striking faces free from defects and damage)• the appropriate machine is selected for the operation being performed• the machine guards and safety devices are in position and function correctly• forming tools are appropriate and in a serviceable condition (secure, correct
shape, free from damage)
2 Use two of the following types of forming equipment/techniques:• hammers• stakes and formers• bending machine (hand or powered)• rolling machine (hand or powered)
3 Carry out forming operations which produce three of the following shapes:• bends• folds• curved panels• cylindrical sections• ducting or trunking
Unit 23Forming sheet metal using hand and machine tools
152 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce components made from two different materials from the following:• bright mild steel• tinned steel• galvanised plate• stainless steel• aluminium• brass• copper
5 Produce components which meet all of the following quality and accuracystandards:• dimensional accuracy is within specification tolerances• finished components meet the required shape• completed components are free from excessive tooling marks,
deformation or cracking
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with sheet metal
equipment and materials in a fabrication environment (general workshop andsite safety, appropriate personal protective equipment, accident procedure;statutory requirements, risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather apron and gloves, eye protection, safetyhelmets, etc)
3 The correct methods of moving or lifting sheet or plate materials4 The hazards associated with sheet metalwork (such as handling
sheet/fabricated components, using machinery, using dangerous or badlymaintained tools and equipment), and how they can be minimised
5 How to obtain the necessary drawings, specifications and work instructions6 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
7 Marking out conventions used in sheet metalwork, and how to recognisecutting detail and bending and folding lines
8 Hand tools are used in sheet metal forming activities, and typical operationsthat they are used for (range of hammers, stakes)
9 The various machine-tool forming equipment that can be used to produce arange of shapes (such as bends, cylinders and curved sections)
10 How the materials are to be prepared for the forming operations11 Tool and equipment care and maintenance procedures12 Dimensional and forming inspection checks that need to be carried out, and the
tools and equipment to be used
Unit 23Forming sheet metal using hand and machine tools
153Level 2 NVQ in Fabrication and Welding (1681)
13 Limitations of the various forming processes,and accuracy that may realisticallybe achieved
14 Ways of avoiding inaccuracies in forming activities15 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve16 Reporting lines and procedures, line supervision and technical experts
Unit 23Forming sheet metal using hand and machine tools
154 Level 2 NVQ in Fabrication and Welding (1681)

Unit 23Forming sheet metal using hand and machine tools
155Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Ensure that the tools and equipment to be used are appropriate to the application and are in a safe and usable condition, by carrying out all of the following checks:
hand tools are in a usable condition(hammer shafts secure; stakes, formersand striking faces free from defects anddamage)
the appropriate machine is selected forthe operation being performed
the machine guards and safety devicesare in position and function correctly
forming tools are appropriate and in aserviceable condition (secure, correctshape, free from damage)
Use two of the following types of forming equipment/techniques:
hammers
stakes and formers
bending machine (hand or powered)
rolling machine (hand or powered)
Carry out forming operations which produce three of the following shapes:
bends
folds
curved panels
cylindrical sections
ducting or trunking
Produce components made from two different materials from the following:
bright mild steel
tinned steel
galvanised plate
stainless steel
aluminium
brass
copper
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce components which meet all of the following quality and accuracy standards:
dimensional accuracy is withinspecification tolerances
finished components meet the requiredshape
completed components are free fromexcessive tooling marks, deformationor cracking
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 23Forming sheet metal using hand and machine tools
156 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce basic sheet metal (up toand including 3mm) assemblies, in accordance with approved procedures. You willbe required to work in accordance with instructions, to bring together, prepare forjoining and assemble, in the right order, sheet metal components and/or lightsections, in order to construct complete fabricated assemblies or sub-assemblies,such as ducting, tanks, cylindrical sections, etc. You will be required to lay out andsecure the various component parts of the structure using mechanical fastenings,clamps or jigs, ready for welding or to use self-securing methods, in the correctorder, and you will ensure they are assembled in a manner that is fit for purpose.
Your responsibilities will require you to comply with organisational policy andprocedures for the sheet metal fabrication activities to be undertaken, and to reportany problems with the activities, tools and equipment or materials that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work to instructions, with a minimum of supervision, takingpersonal responsibility for your own actions and for the quality and accuracy of thework that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying sheet metalfabrication techniques and their assembly and fixing procedures. You will have anunderstanding of the requirements of the manufacturing and assemblingprocedures, the techniques used and their application. You will know about themethods of assembling components of the required strength, that are fit forpurpose, in adequate depth to provide a sound basis for carrying out the activities toensure the work output is produced to the required specification.
You will understand the safety precautions required when working with sheet metalcomponents and their associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 24Producing sheet metal assemblies
157Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant instructions, assembly drawings and any other specificationsc Ensure that the specified components are available and that they are in a usable
conditiond Use the appropriate methods and techniques to assemble the components in
their correct positionse Secure the components using the specified connectors and securing devicesf Check the completed assembly to ensure that all operations have been completed
and the finished assembly meets the required specificationg Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the sheet metal assembly operations:
• correctly prepare and set up the components and faces to be joined• use the correct datum faces• use the specified or appropriate fixing method• correctly align the components and faces to be joined• assemble/fabricate the sheet metal components in the correct order or manner• produce an assembly which meets the required specification
2 Produce four of the following sheet metal assemblies:• frames• tanks• ducting• guards• hoods• panels• sectional trunking• square, rectangular and box sections• cylindrical sections• conical sections• reduction pieces
Unit 24Producing sheet metal assemblies
158 Level 2 NVQ in Fabrication and Welding (1681)

3 Use three of the following types of components in the assemblies produced:• sheet metal covers• pre-fabricated square/rectangular components• pre-fabricated cylindrical/conical components• brackets• flanges• pipes• light rolled section (angle, channel or tee section)• stiffeners and frame components
4 Assemble sheet metal components using two of the following methods: • temporary tack welding• soldering or brazing• resistance spot welding• riveting (hollow or solid)• adhesive bonding• flanged and mechanically fastened (bolts, screws)
5 Produce sheet metal assemblies which meet all of the following quality andaccuracy standards:• all components are correctly assembled and aligned in accordance with
the specification• overall dimensions are within specification tolerances• assemblies meet appropriate geometric tolerances (square, straight, angles
free from twists)• where appropriate, pitches of erection holes meet specification requirements• completed assemblies have secure and firm joints, and are clean and free from
burrs or flash
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment and when producing sheet metal assemblies (general workshopand site safety, appropriate personal protective equipment, accidentprocedure; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The personal protective clothing and equipment that needs to be worn whencarrying out the fabrication activities (leather gloves, eye protection, safetyhelmets, ear protection, etc)
3 The safe working practices and procedures to be used when producing sheetmetal assemblies
4 The correct methods of moving or lifting bulky fabrications5 The hazards associated with sheet metal fabrication and assembly work (such
using dangerous or badly maintained tools and equipment, lifting and handlinglong and heavy components, cuts, slips trips and falls), and how they can be minimised
Unit 24Producing sheet metal assemblies
159Level 2 NVQ in Fabrication and Welding (1681)

6 How to obtain the necessary drawings and joining specifications7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret marking out conventions (cutting lines, centre lines, etc)9 The preparations that need to be carried out on the components prior to
assembling them10 The various methods of securing the assembled components; the range of
mechanical fastening devices that are used (such as nuts and bolts, screws,special fasteners, resistance and tack welding methods and techniques,adhesive bonding of components)
11 How to set up and align the various components, and the tools and equipmentto be used
12 Methods of temporarily holding the joints together to aid the assemblyactivities (clamps, rivet clamps)
13 The use and care of tools and equipment, and their control procedures14 The importance of using tools or equipment only for the purpose intended; the
care that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
15 The things that can go wrong when producing sheet metal assemblies, and howthese can be avoided
16 Inspection techniques that can be applied to check that shape (includingstraightness) and dimensional accuracy are to specification and withinacceptable limits
17 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
18 Reporting lines and procedures, line supervision and technical experts
Unit 24Producing sheet metal assemblies
160 Level 2 NVQ in Fabrication and Welding (1681)

Unit 24Producing sheet metal assemblies
161Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the sheet metal assembly operations:
correctly prepare and set up thecomponents and faces to be joined
use the correct datum faces
use the specified or appropriate fixingmethod
correctly align the components andfaces to be joined
assemble/fabricate the sheet metalcomponents in the correct order ormanner
produce an assembly which meets therequired specification
Produce four of the following sheet metal assemblies:
frames
tanks
ducting
guards
hoods
panels
sectional trunking
square, rectangular and box sections
cylindrical sections
conical sections
reduction pieces
Use three of the following types of components in the assemblies produced:
sheet metal covers
pre-fabricated square/rectangularcomponents
pre-fabricated cylindrical/conicalcomponents
brackets
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
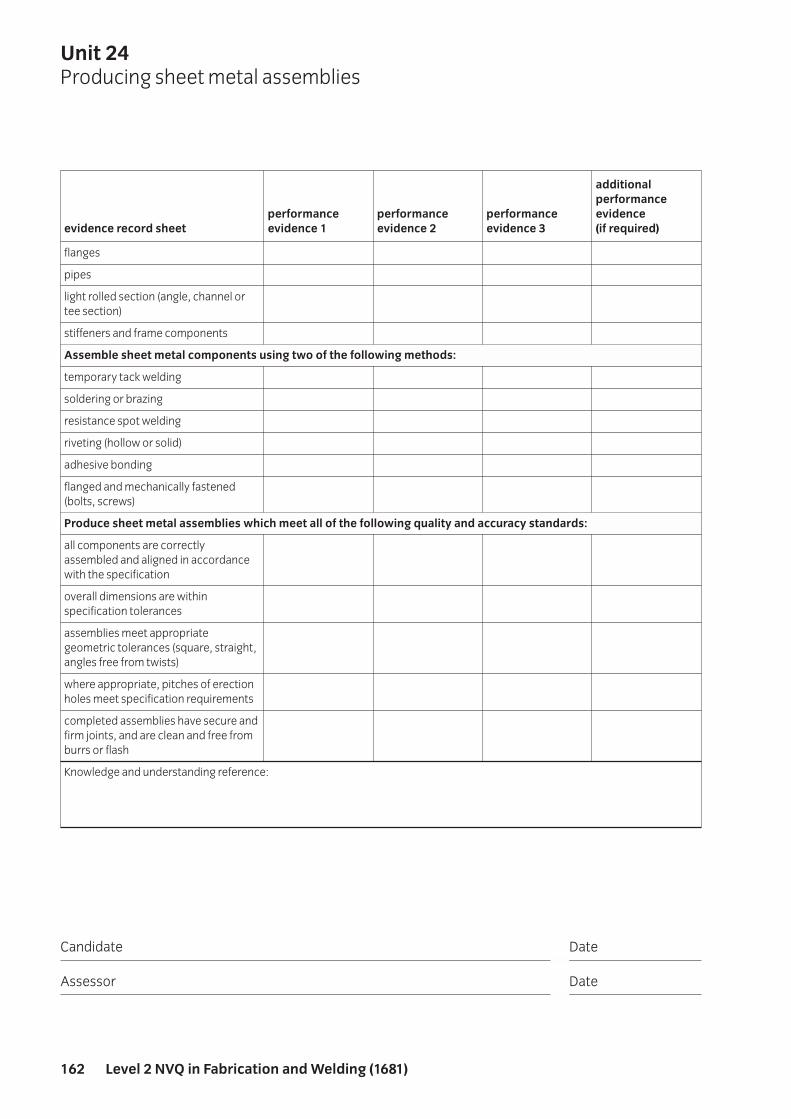
flanges
pipes
light rolled section (angle, channel ortee section)
stiffeners and frame components
Assemble sheet metal components using two of the following methods:
temporary tack welding
soldering or brazing
resistance spot welding
riveting (hollow or solid)
adhesive bonding
flanged and mechanically fastened(bolts, screws)
Produce sheet metal assemblies which meet all of the following quality and accuracy standards:
all components are correctlyassembled and aligned in accordancewith the specification
overall dimensions are withinspecification tolerances
assemblies meet appropriategeometric tolerances (square, straight,angles free from twists)
where appropriate, pitches of erectionholes meet specification requirements
completed assemblies have secure andfirm joints, and are clean and free fromburrs or flash
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 24Producing sheet metal assemblies
162 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to heat treat ferrous and non-ferrousmaterials in order to assist with the fabrication activities, in accordance withapproved procedures. You will be required to identify and use the appropriatematerials, apply the relevant processes and use appropriate tools and equipment,based on the information presented to you, in order to achieve the requiredcondition. The heat treatment processes will include hardening, tempering,annealing and normalising/stress relieving, and can be applied to the fabricator’stools, such as punches, chisels and scribers, or to the component/materials to beworked on.
Your responsibilities will require you to comply with organisational policy andprocedures for the heat treatment activities undertaken, and to report any problemswith the heat treatment equipment, materials used or heat treatment activities thatyou cannot personally resolve, or are outside your permitted authority, to therelevant people. You will be expected to work to instructions, with a minimum ofsupervision, taking personal responsibility for your own actions and for the qualityand accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide a sound approach to applying the heat treatmentprocedures. You will have an understanding of the principles and application of heattreatment, and will know about the effects on the structure and characteristics of thematerials, in sufficient depth to provide a sound basis for ensuring the process iscarried out to the required specification.
You will understand the safety precautions to be observed when carrying out heattreatment processes and when using the associated equipment. You will be requiredto demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 25Heat treating materials for fabrication activities
163Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Ensure the materials to be processed are suitably prepared for the processing
operations to be carried outc Check and monitor that the processing equipment is set up and maintained at
satisfactory operating conditions throughout the processing operationsd Carry out the process in accordance with operating procedures and the
workpiece specification requirementse Ensure that the processed workpiece achieves the required characteristics and
meets the processing specificationf Deal promptly and effectively with problems within your control and report those
that you cannot solveg Dispose of waste and excess materials in line with agreed organisational
proceduresh Shut down the processing equipment to a safe condition on completion of the
processing activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all the following during the heat treatment activities:
• use the correct heat treatment procedure and quality documentation• follow relevant COSHH and risk assessment procedures• apply the required heat treatment processes, safely and correctly• ensure the safety of self and others while carrying out the processes• leave the work area in a safe condition on completion of the activities
2 Carry out one of the following heat treatment processes/techniques:• hardening• tempering• annealing• pre-heating• normalising/stress relieving
3 Apply the appropriate heat treatment process to one of the following:• ferrous components/sections• ferrous high carbon tools (punches, chisels, scribes)• hot steel rivets• non-ferrous sheet or plate
Unit 25Heat treating materials for fabrication activities
164 Level 2 NVQ in Fabrication and Welding (1681)

4 Carry out heat treatment processes to all of the following quality and accuracystandards, as applicable to the process carried out:• tools are of the correct hardness for the application and, where appropriate,
suitably tempered• hardened materials are free from cracks• materials/components are suitably treated to allow working• distortion is limited and controlled
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken and safe working practices to be
employed when carrying out the heat treatment of materials in a fabricationenvironment (general workshop and site safety, appropriate personalprotective equipment, accident procedure; statutory requirements, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when working onheat treatment processes (gloves, eye protection, etc)
3 The handling precautions and correct methods of moving materials,particularly when they are hot
4 The hazards associated with fabrication heat treatment processes (such ashandling sheet/fabricated components, handling hot materials, overheatingquenching oils), and how they can be minimised
5 Reasons for heat treating materials6 The various heat treatment processes, methods and procedures that
may be applied7 The type of equipment that can be used to carry out the various heat treatment
processes (furnaces, blacksmiths forge, gas torches)8 Handling techniques for hot metal components9 How the materials need to be prepared in readiness for the heat treatment
operations10 The type of materials that can be heat treated, and the processes that
may be applied11 The various cooling and quenching techniques that are applied to the
processes, and why it is important to use the correct process (water, oil, sand, air)
12 Ways of limiting distortion during the heat treatment process13 Quality control procedures and recognition of defects14 Limitations of the various processes15 Organisational procedures for disposing of and recycling of waste16 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve17 Reporting lines and procedures, line supervision and technical experts
Unit 25Heat treating materials for fabrication activities
165Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Carry out all the following during the heat treatment activities:
use the correct heat treatmentprocedure and quality documentation
follow relevant COSHH and riskassessment procedures
apply the required heat treatmentprocesses, safely and correctly
ensure the safety of self and otherswhile carrying out the processes
leave the work area in a safe conditionon completion of the activities
Carry out one of the following heat treatment processes/techniques:
hardening
tempering
annealing
pre-heating
normalising/stress relieving
Apply the appropriate heat treatment process to one of the following:
ferrous components/sections
ferrous high carbon tools (punches,chisels, scribes)
hot steel rivets
non-ferrous sheet or plate
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 25Heat treating materials for fabrication activities
166 Level 2 NVQ in Fabrication and Welding (1681)

Unit 25Heat treating materials for fabrication activities
167Level 2 NVQ in Fabrication and Welding (1681)
Carry out heat treatment processes to all of the following quality and accuracy standards, as applicable to the process carried out:
tools are of the correct hardness for theapplication and, where appropriate,suitably tempered
hardened materials are free fromcracks
materials/components are suitablytreated to allow working
distortion is limited and controlled
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

This page is intentionally blank

Unit summaryThis unit identifies the competencies you need to carry out cutting and profilingoperations using NC/CNC laser profiling machines, in accordance with approvedprocedures. You will take charge of the prepared machine and check that it is readyfor the machining operations to be performed. This will involve checking that all therequired materials and consumables are present, and that the machine has beenapproved for production. In operating the machine, you will be expected to followthe correct procedures for calling up the machine-operating program, dealing withany error messages, and executing the program activities safely and correctly.
The components produced will have a number of different features, including squareand rectangular profiles, angular profiles, curved profiles, circles, slots, holes linearlypositioned and holes radially positioned. You will be required to continuouslymonitor the cutting operations, making any necessary adjustments to machineparameters, in line with your permitted authority. Meeting production targets will bean important issue, and your production records must show consistent andsatisfactory performance.
Your responsibilities will require you to comply with organisational policy andprocedures for the activities undertaken, and to report any problems with theequipment, program or materials that you cannot personally resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you produce.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying CNC laser cutting andprofiling procedures. You will have an understanding of the CNC cutting/profilingprocess, and its application, and will know about the equipment, materials andconsumables, in adequate depth to provide a sound basis for carrying out theactivities to the required specification.
You will understand the safety precautions required when working with the lasercutting/profiling machine and its associated equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Setting up the machine, its tooling, workholding devices and associated equipment,are the subjects of other units.
Unit 26Cutting and shaping materials using NC/CNC laserprofiling machines
169Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up and ready for operationc Follow the defined procedures for starting and running the operating systemd Deal promptly and effectively with error messages or equipment faults that are
within your control and report those that cannot be solvede Monitor the computer process and ensure that the production output is to the
required specificationf Shut down the equipment to a safe condition on conclusion of the activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the laser cutting equipment is ready for operation, to include
checking all of the following: • the machine has been approved for production• all safety equipment and guards are in place and functioning correctly• materials are correctly positioned and held securely without distortion• the laser lens is clean and in a suitable condition• the operating program is at the correct start point• safe working practices and startup procedures are observed• machine settings are adjusted as required to maintain accuracy
2 Produce cut and shaped components which cover five of the following features:• square/rectangular profiles• angular profiles• curved profiles• circles• ellipses• holes linearly positioned• holes radially positioned• slots and apertures• other features
3 Machine one of the following types of material:• ferrous• non-ferrous• stainless steel• alloy steel• other appropriate material
Unit 26Cutting and shaping materials using NC/CNC laserprofiling machines
170 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce components within all of the following quality and accuracy standards:• dimensional accuracy is within the tolerance specified on the
drawing/specification or within +/- 1.5mm• angled cuts are within specification requirements (perpendicular/angularity)• cuts are clean and smooth• components are free from distortion
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
NC/CNC laser cutting and profiling machines (care when working with highpower laser beams; machine guards; ventilation and fume extraction; machinesafety devices)
2 How to start and stop the machine in normal and emergency situations, andhow to close the machine down on completion of activities
3 The importance of ensuring the machine is isolated from the power supplybefore working with machinery; and the care needed, particularly whenworking with laser beams
4 The importance of wearing the appropriate protective clothing and equipment,and of keeping the work area clean and tidy
5 The hazards associated with using laser cutting and profiling machines(dangers from the laser beam; live electrical components; moving parts ofmachinery), and how they can be minimised
6 Principles and operation of lasers; laser machines; terminology used7 How to use and extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret the visual display and understand the various messages displayed
9 The function of error messages, and what to do when an error message is displayed
10 How to find the correct restart point in the program when the machine has beenstopped before completion of the program
11 The operation of the various hand and automatic modes of machine control(such as hand wheels, joysticks, program operating and control buttons)
12 How to operate the machine using single block run, full program run and speedoverride controls
13 How to make adjustments to machine-operating programs to take account ofout-of-specification components
14 Care of equipment and operating programs, including safe storage of materialaway from electromagnetic forces
15 Monitoring the machine during the cutting process; recognition of problemsand action to be taken
Unit 26Cutting and shaping materials using NC/CNC laserprofiling machines
171Level 2 NVQ in Fabrication and Welding (1681)
16 Problems that can occur during the laser cutting activities, and how to prevent them
17 Organisational quality systems (standards to be achieved; production recordsto be kept)
18 The extent of your own authority and whom you should report to if you haveproblems you cannot resolve
Unit 26Cutting and shaping materials using NC/CNC laserprofiling machines
172 Level 2 NVQ in Fabrication and Welding (1681)

Unit 26Cutting and shaping materials using NC/CNC laserprofiling machines
173Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the laser cutting equipment is ready for operation, to include checking all of the following:
the machine has been approved forproduction
all safety equipment and guards are inplace and functioning correctly
materials are correctly positioned andheld securely without distortion
the laser lens is clean and in a suitablecondition
the operating program is at the correctstart point
safe working practices and startupprocedures are observed
machine settings are adjusted asrequired to maintain accuracy
Produce cut and shaped components which cover five of the following features:
square/rectangular profiles
angular profiles
curved profiles
circles
ellipses
holes linearly positioned
holes radially positioned
slots and apertures
other features
Machine one of the following types of material:
ferrous
non-ferrous
stainless steel
alloy steel
other appropriate material
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce components within all of the following quality and accuracy standards:
dimensional accuracy is within thetolerance specified on thedrawing/specification or within +/-1.5mm
angled cuts are within specificationrequirements(perpendicular/angularity)
cuts are clean and smooth
components are free from distortion
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 26Cutting and shaping materials using NC/CNC laserprofiling machines
174 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to carry out cutting and profilingoperations using NC/CNC plasma or gas cutting and profiling machines, inaccordance with approved procedures. You will take charge of the preparedmachine and check that it is ready for the cutting operations to be performed. Thiswill involve checking that all the required materials and consumables are present,and that the machine has been approved for production. In operating the machine,you will be expected to follow the correct procedures for calling up the machine-operating program, dealing with any error messages, and executing the programactivities safely and correctly.
The components produced will have a number of different features, including squareand rectangular profiles, angular profiles, curved profiles, circles, slots, holes linearlypositioned and holes radially positioned. You will be required to continuouslymonitor the cutting and shaping operations, making any necessary adjustments tomachine parameters, in line with your permitted authority.
Your responsibilities will require you to comply with organisational policy andprocedures for the activities undertaken, and to report any problems with theequipment, program or materials that you cannot personally resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you produce.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying CNC plasma or gascutting/profiling procedures. You will have an understanding of the CNC cuttingprocess, and its application, and will know about the equipment, materials andconsumables, in adequate depth to provide a sound basis for carrying out theactivities to the required specification.
You will understand the safety precautions required when working with theplasma/gas cutting machine and its associated equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Setting up the machine, its tooling, workholding devices and associated equipment,are the subjects of other units.
Unit 27Cutting and shaping using NC/CNC plasma or gas cutting machines
175Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up and ready for operationc Follow the defined procedures for starting and running the operating systemd Deal promptly and effectively with error messages or equipment faults that are
within your control and reporte those that cannot be solvedf Monitor the computer process and ensure that the production output is to the
required specificationg Shut down the equipment to a safe condition on conclusion of the activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the plasma/gas cutting installation is ready for operation, to include
checking all of the following: • the machine has been approved for production• all safety equipment and guards are in place and functioning correctly• materials are correctly positioned and held securely without distortion• the cutting nozzles are clean and in a suitable condition• the operating program is at the correct start point• the workpiece is clear of the machine spindle• safe working practices and startup procedures are observed• machine settings are adjusted as required to maintain accuracy
2 Use one of the following thermal cutting methods:• Oxy-fuel gas cutting• Plasma gas cutting
3 Produce components which are cut and shaped, and which cover six of thefollowing features:• square/rectangular profiles• angular profiles• curved profiles• circles• ellipses• round holes• slots and apertures• angled cuts• bevelled edge – weld preparations• other features
Unit 27Cutting and shaping using NC/CNC plasma or gas cutting machines
176 Level 2 NVQ in Fabrication and Welding (1681)
4 Machine one of the following types of material:• mild steel• carbon steel• stainless steel• other alloy steels• other appropriate material
5 Produce components within all of the following quality and accuracy standards:• dimensional accuracy is within the tolerance specified on the
drawing/specification or within +/- 1.5mm• angled cuts are within specification requirements (perpendicular/angularity)• cuts are clean and smooth with minimal drag lines• components are free from distortion
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when operating
NC/CNC plasma and gas cutting/ profiling machines (general workshop and sitesafety, appropriate personal protective equipment, fire and explosionprevention, protecting other workers; fume control; accident procedure;statutory requirements, risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of wastematerials; machine safety devices)
2 How to start and stop the machine in normal and emergency situations, andhow to close the machine down on completion of activities
3 The importance of ensuring the machine is isolated from the power supplybefore working with machinery; and the care needed when working withcompressed gases
4 The equipment that needs to be worn when working with fabrications andthermal cutting equipment (leather aprons and gloves, eye protection, safetyhelmets, etc)
5 The hazards associated with using CNC thermal cutting equipment (nakedflames, fumes and gases, explosive gas mixtures, oxygen enrichment, spatter,hot metal, moving parts of machinery), and how they can be minimised
6 The correct methods of moving or lifting plate materials and components7 Principles and operation of the plasma or gas cutting equipment, and the
terminology used in thermal cutting, in relation to the operations being performed8 How to use and extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
9 How to interpret the visual display and understand the various messages displayed
10 The function of error messages, and what to do when an error message is displayed
11 How to find the correct restart point in the program when the machine has beenstopped before completion of the program
Unit 27Cutting and shaping using NC/CNC plasma or gas cutting machines
177Level 2 NVQ in Fabrication and Welding (1681)

12 The operation of the various hand and automatic modes of machine control(such as hand wheels, joysticks, program operating and control buttons)
13 How to operate the machine using single block run, full program run and speedoverride controls
14 How to make adjustments to machine-operating programs to take account ofout-of-specification components
15 Setting of operating conditions; flame control and the effects of mixtures andpressures associated with thermal cutting
16 The effects of oil, grease, scale or dirt on the cutting process17 Care of equipment and operating programs, including safe storage of material
away from electromagnetic forces18 Monitoring the machine during the cutting process; recognition of problems
and action to be taken19 The actions to be taken prior to cutting (setting up the material/workpiece,
checking cleanliness of materials used)20 The holding methods that are used to aid thermal cutting, and equipment that
can be used21 The problems that can occur with thermal cutting and how they can be
avoided; causes of distortion during thermal cutting and methods of controlling distortion
22 Organisational quality systems (standards to be achieved; production recordsto be kept)
23 The extent of your authority and whom you should report to if you haveproblems that you cannot resolve
24 Reporting lines and procedures, line supervision and technical experts
Unit 27Cutting and shaping using NC/CNC plasma or gas cutting machines
178 Level 2 NVQ in Fabrication and Welding (1681)

Unit 27Cutting and shaping using NC/CNC plasma or gas cutting machines
179Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the plasma/gas cutting installation is ready for operation, to include checking all of the following:
the machine has been approved forproduction
all safety equipment and guards are inplace and functioning correctly
materials are correctly positioned andheld securely without distortion
the cutting nozzles are clean and in asuitable condition
the operating program is at the correctstart point
the workpiece is clear of the machinespindle
safe working practices and startupprocedures are observed
machine settings are adjusted asrequired to maintain accuracy
Use one of the following thermal cutting methods:
Oxy-fuel gas cutting
Plasma gas cutting
Produce components which are cut and shaped, and which cover six of the following features:
square/rectangular profiles
angular profiles
curved profiles
circles
ellipses
round holes
slots and apertures
angled cuts
bevelled edge – weld preparations
other features
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Machine one of the following types of material:
mild steel
carbon steel
stainless steel
other alloy steels
other appropriate material
Produce components within all of the following quality and accuracy standards:
dimensional accuracy is within thetolerance specified on thedrawing/specification or within +/-1.5mm
angled cuts are within specificationrequirements(perpendicular/angularity)
cuts are clean and smooth with minimaldrag lines
components are free from distortion
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 27Cutting and shaping using NC/CNC plasma or gas cutting machines
180 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to undertake the preparation andmaking of joints between fabricated components, using mechanical means, inaccordance with approved procedures. You will be required to produce suitable andappropriate joints, using appropriate methods for the materials to be joined thatmeet the specified conditions and subsequent operating conditions to bedemanded of the joint. Particular attention will be needed in the preparation andfinishing of the materials, so that the finished component is fit for purpose and meetsthe level of accuracy required. The mechanical fastenings used will include rivets,self-tapping screws, bolts and screwed fittings, anchor nuts and proprietaryfasteners, as appropriate to the application and/or specification. The joint will be oftwo or more materials, and may include non-metallic materials and joints ofdissimilar metals.
Your responsibilities will require you to comply with organisational policy andprocedures, or those of the fastener manufacturers. You will be expected to reportany problems with the mechanical fasteners, or the joining activities that you cannotresolve, or are outside your permitted authority, to the relevant people. You will beexpected to work to instructions, with a minimum of supervision, taking personalresponsibility for your own actions and for the quality and accuracy of the work thatyou produce.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to the mechanical joining activitiescarried out. You will have an understanding of the basic characteristics of thematerials to be joined, the various processes used and the appropriate proceduresthat go with them, in adequate depth to provide a sound basis for achieving a soundand cohesive joint that is fit for purpose.
You will understand the safety precautions required when working with the tools andequipment, especially those for use in hot metal processes, and the safeguardsnecessary for undertaking the joining processes. You will be required todemonstrate safe working practices throughout, and will understand theresponsibilities you owe to yourself and others in the workplace.
Unit 28Assembling components using mechanical fasteners
181Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant instructions, assembly drawings and any other specificationsc Ensure that the specified components are available and that they are in a
usable conditiond Use the appropriate methods and techniques to assemble the components in
their correct positionse Secure the components using the specified connectors and securing devicesf Check the completed assembly to ensure that all operations have been completed
and the finished assembly meets the required specificationg Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the joining process:
• correctly prepare the faces of the materials to be joined• select the appropriate/specified fixings• correctly align the materials and faces to be joined• assemble the components in the correct order or manner• produce a joint that meets the requirements of the specification
2 Produce assemblies which include four of the following:• flat and flanged joints on flat or curved surfaces• square/rectangular trunking• circular trunking• access flanges and cover plates• tanks and tank covers• joints with gasket or sealant• pipes• structural components• long or critical alignments• permanent and temporary assemblies
Unit 28Assembling components using mechanical fasteners
182 Level 2 NVQ in Fabrication and Welding (1681)

3 Use four of the following assembly methods and techniques:• riveting using cold or/and hot rivets• riveting using pop/blind rivets• self-tapping screws• use of proprietary fasteners• crimping• assembling using bolt fittings• using screw fittings to tapped components• nuts and (spot welded) screw studs• locking methods and devices• clinching
4 Join the components in three of the following joining positions or access andenvironmental conditions:• horizontal• vertical• overhead• in workshop conditions• in the field• internal and confined spaces
5 Produce joints to all of the following quality and accuracy standards, as applicableto the application:• joints are accurately assembled and aligned in accordance with the
specifications• joints are secure and firm• bolted and screwed joints are tightened to the correct torque• riveted joints are free from excessive material deformation and hammer marks• pitch of holes meet the specification• completed joints are clean and free from burrs
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be followed when working in a fabrication
environment and when carrying out joining activities using fabricatedcomponents (general workshop and site safety, appropriate personalprotective equipment, accident procedure; statutory regulations, riskassessment procedures and COSHH regulations)
2 The personal protective clothing and equipment to be worn when carrying outthe joining activities (leather gloves, eye protection, safety helmets, etc)
3 The hazards associated with the joining operations (such as handlingsheet/fabricated components, using hot metal riveting techniques, handlingand using sealants and cleaning agents, dangerous or badly maintained toolsand equipment), and how they can be minimised
4 How to obtain the necessary drawings and joining procedure specifications
Unit 28Assembling components using mechanical fasteners
183Level 2 NVQ in Fabrication and Welding (1681)

5 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
6 The use of manufacturers’ specifications for the types of fasteners used7 The various joining processes that are used, and the tools and
equipment required8 The preparations to be carried out on the materials/components prior to joining
them (such as materials to be degreased, dry and clean, with holes and flangesde-burred)
9 How to set up and align the joints prior to fixing, and the tools and methods thatcan be used (such as clamps, rivet gripping tools, temporary fixings, jacking andsupporting devices)
10 How to produce a secure joint using blind rivets, and the type of riveting toolsthat are available
11 How to produce a good hot or cold riveted joint, and the use of the variousriveting tools
12 How to determine the length of the rivets required to give a properly formedrivet head
13 The range of bolts and screwed fasteners that are to be used; why it isimportant to use the correct type of washer; sequence of tightening bolts onflanged joints; and the tools and equipment used to ensure they are tightenedto the required torque
14 Checks to be carried out on the tools and equipment prior to use to ensure thatthey are in a safe and usable condition (such as condition of plugs and leads onpower tools, condition of striking faces on hammers, condition of riveting toolsand rivet snaps)
15 Equipment setting, operating and care procedures; why equipment and toolsneed to be correctly set up and in good condition
16 The importance of using the tools only for the purpose intended; the care that isrequired when using the equipment and tools; the proper way of preservingand storing tools and equipment between operations
17 The things that can go wrong with the joining operations, and how these can be avoided
18 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
19 Reporting lines and procedures, line supervision and technical experts
Unit 28Assembling components using mechanical fasteners
184 Level 2 NVQ in Fabrication and Welding (1681)

Unit 28Assembling components using mechanical fasteners
185Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the joining process:
correctly prepare the faces of thematerials to be joined
select the appropriate/specified fixings
correctly align the materials and facesto be joined
assemble the components in thecorrect order or manner
produce a joint that meets therequirements of the specification
Produce assemblies which include four of the following:
flat and flanged joints on flat or curvedsurfaces
square/rectangular trunking
circular trunking
access flanges and cover plates
tanks and tank covers
joints with gasket or sealant
pipes
structural components
long or critical alignments
permanent and temporary assemblies
Use four of the following assembly methods and techniques:
riveting using cold or/and hot rivets
riveting using pop/blind rivets
self-tapping screws
use of proprietary fasteners
crimping
assembling using bolt fittings
using screw fittings to tappedcomponents
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

nuts and (spot welded) screw studs
locking methods and devices
clinching
Join the components in three of the following joining positions or access and environmental conditions:
horizontal
vertical
overhead
in workshop conditions
in the field
internal and confined spaces
Produce joints to all of the following quality and accuracy standards, as applicable to the application:
joints are accurately assembled andaligned in accordance with thespecifications
joints are secure and firm
bolted and screwed joints are tightenedto the correct torque
riveted joints are free from excessivematerial deformation and hammermarks
pitch of holes meet the specification
completed joints are clean and freefrom burrs
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 28Assembling components using mechanical fasteners
186 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to undertake the joining ofengineering materials using adhesive bonding processes, in accordance withapproved procedures. You will be required to work to instructions, using appropriateor specified bonding agents for the materials to be joined, that meet the specifiedconditions and subsequent operating conditions to be demanded of the joint.Particular attention will be needed in the preparation of the materials and theapplication of the bonding agent, as well as the means of securing the joint until thesetting or curing process has been completed, so that the finished componentmeets the level of accuracy required. The adhesive bonding agents used will includeimpact adhesives, cold curing adhesives, rubber mastic, solvent adhesives, epoxyresins and thermally cured adhesives. The joint will be of two or more materials andmay include metallic and/or non-metallic materials and joints of dissimilar materials.
Your responsibilities will require you to comply with organisational policies andprocedures, and/or those of the bonding agent manufacturers. You will be expectedto report any problems with the bonding agents, materials or bonding activities thatyou cannot resolve yourself, or are outside your permitted authority, to the relevantpeople. You will be expected to work to instructions, with a minimum of supervision,taking personal responsibility for your own actions and for the quality and accuracyof the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to the adhesive bonding activitiescarried out. You will have an understanding of the basic characteristics of thematerials to be joined, the bonding agents used and the procedures that go withthem, in adequate depth to provide a sound basis for carrying out the activities safelyand correctly and for achieving a sound and cohesive joint that is fit for purpose.
You will understand the precautions required when working with the variousbonding agents, and the safeguards necessary for undertaking the process. You willbe required to demonstrate safe working practices throughout, and will understandthe responsibilities you owe to yourself and others in the workplace.
Unit 29Bonding engineering materials using adhesives
187Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant bonding procedure specification and job instructionsc Check that the materials to be bonded and bonding agents comply with
the specificationd Correctly prepare the parent materials and bonding agents in line with the
bonding specificatione Carry out the bonding operations using the specified processes and techniques to
position and bond the materials in their correct locationsf Ensure that any equipment used to maintain surface contact during the bonding
activities is set up and usedcorrectlyg Achieve bonds of the required quality and within the specified
dimensional accuracyh Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the adhesive bonding process:
• correctly prepare the materials for bonding• select the right constituents and bonding methods• check the surfaces to be bonded mate properly to make a sound joint possible• ensure the joint is rigidly secure during the curing period• remove surplus material and clean up at the appropriate time
2 Carry out adhesive bonding activities using two of the following types of material:• metallic• non-metallic• combinations
3 Use two of the following types of adhesives:• impact adhesives• cold curing adhesives• rubber mastic• solvent adhesives• epoxy resins• thermally cured adhesives
Unit 29Bonding engineering materials using adhesives
188 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce bonded joints in three of the following types of component:• flat and flanged joints on flat surfaces• flat and flanged joints on curved surfaces• vertical components• horizontal components• rectangular trunking• circular trunking• access flanges, panels and cover plates• tanks and tank covers• pipework
5 Use a range of bonding equipment and devices, to include four of the following:• mixing vessels• spatulas, brushes, knives• spray equipment• jigs• formers• clamps• presses• weights• temporary fixtures (clips, wiring)
6 Use a range of preparation and cleaning agents, to include two of the following:• detergents• solvents• petroleum products• acids
7 Produce bonded joints which comply with all of the following quality and accuracy standards:• components are dimensionally accurate and of the correct orientation• joints meet the required application standard• completed joints are clean and free from surplus adhesive• the completed joint has the required appearance
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when bonding engineering
materials using adhesives in a fabrication environment (general workshop andsite safety, appropriate personal protective equipment, accident procedure;statutory regulations, risk assessment procedures and COSHH regulations)
2 The personal protective clothing and equipment to be worn when carrying outbonding as part of the fabrication activities (gloves, eye protection, safetyhelmets, respiratory protection, etc)
3 The importance of good workshop practice and house keeping, ventilation andfume control equipment, first aid procedures and actions, hazardoussubstances and relevant sections of COSHH
Unit 29Bonding engineering materials using adhesives
189Level 2 NVQ in Fabrication and Welding (1681)

4 The correct methods of moving or lifting sheet or plate materials5 The hazards associated with bonding fabricated components, and how they
can be minimised6 How to obtain the necessary drawings and joining specifications7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to the work undertaken)
8 The material preparations that are required, and the equipment andconsumables that are used
9 The importance of working to organisational and bonding agent manufacturers’instructions whilst carrying out the bonding activities
10 The methods and techniques used for bonding the materials (such as gluing,impact, chemical and thermal reaction techniques)
11 The basic characteristics of the adhesives that are to be used12 The application of, and precautions to be taken when using, adhesives
and solvents13 Maintenance and care of tools and equipment14 Methods of degreasing components and producing a keying surface15 Type and suitability of adhesives; setting or curing requirements and time,
strength and appearance16 Common causes of defects associated with the bonding processes, and how to
avoid them17 The effects of the environment on the bonding process (such as temperature,
humidity, cleanliness)18 How to identify, select, use, and clean, the appropriate bonding agent holding
vessels, brushes, stirrers and spatulas, scrapers, knives, clamps and weights19 The importance of cleaning up after use, to ensure everything can be used
again and to minimise the need for replacement of equipment20 Reasons for checking that components are assembled in the correct sequence,
are positioned dimensionally accurately and to the correct orientation, inaccordance with the specifications, prior to bonding
21 How to check that completed joints are firm, sound and fit for purpose22 Procedures for cleaning off surplus adhesive and tidying up the appearance
of joints23 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve24 Reporting lines and procedures, line supervision and technical experts
Unit 29Bonding engineering materials using adhesives
190 Level 2 NVQ in Fabrication and Welding (1681)

Unit 29Bonding engineering materials using adhesives
191Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the adhesive bonding process:
correctly prepare the materials forbonding
select the right constituents andbonding methods
check the surfaces to be bonded mateproperly to make a sound joint possible
ensure the joint is rigidly secure duringthe curing period
remove surplus material and clean upat the appropriate time
Carry out adhesive bonding activities using two of the following types of material:
metallic
non-metallic
combinations
Use two of the following types of adhesives:
impact adhesives
cold curing adhesives
rubber mastic
solvent adhesives
epoxy resins
thermally cured adhesives
Produce bonded joints in three of the following types of component:
flat and flanged joints on flat surfaces
flat and flanged joints on curvedsurfaces
vertical components
horizontal components
rectangular trunking
circular trunking
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

access flanges, panels and cover plates
tanks and tank covers
pipework
Use a range of bonding equipment and devices, to include four of the following:
mixing vessels
spatulas, brushes, knives
spray equipment
jigs
formers
clamps
presses
weights
temporary fixtures (clips, wiring)
Use a range of preparation and cleaning agents, to include two of the following:
detergents
solvents
petroleum products
acids
Produce bonded joints which comply with all of the following quality and accuracy standards:
components are dimensionallyaccurate and of the correct orientation
joints meet the required applicationstandard
completed joints are clean and freefrom surplus adhesive
the completed joint has the requiredappearance
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 29Bonding engineering materials using adhesives
192 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to set up and use portable, andsimple fixed spot welding machines, in accordance with approved instructions orwelding procedures. You will be expected to check that the equipment is fit forpurpose, that electrodes are correctly profiled, and that the component parts are inthe correct condition for spot welding. In preparing the equipment, you will need toset the welding current, welding and squeeze times and electrode pressure. Youmust operate the equipment safely and correctly, and make any necessaryadjustments to the equipment settings and parameters within permitted tolerances,in order to achieve a weld quality and tolerances that meet the specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems oradjustments to the equipment that you cannot resolve, or are outside yourpermitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a sound basis of yourwork, and will enable you to adopt an informed approach to applying spot weldingprocedures and instructions. You will understand how the resistance spot weldingprocess works, and will know about the equipment, materials and consumables, inadequate depth to provide a sound background to the process operation and forcarrying out the activities to the required specification.
You will understand the safety precautions required when working with theresistance spot welding equipment. You will be required to demonstrate safeworking practices throughout, and will understand the responsibility you owe toyourself and others in the workplace.
Unit 30Joining materials by resistance spot welding
193Level 2 NVQ in Fabrication and Welding (1681)
Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and work instructionsc Confirm that the machine is set up and operating correctly, ready for the joining
operations to be carried outd Check that the parent material, components, consumables and joint preparation
comply with specificationse Carry out and monitor the machine operations in accordance with specifications
and job instructionsf Achieve joints of the required quality and specified dimensional accuracyg Make sure that the rate of output is as specifiedh Deal promptly and effectively with problems within your control and report those
that you cannot solvei Shut down the equipment to a safe condition on conclusion of the joining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Ensure the resistance spot welding equipment is fit for purpose, by carrying out
all of the following checks:• equipment range is suitable for the operations to be performed• portable equipment power leads are undamaged and securely connected• electrodes are of the correct type, size and profile• all equipment mechanical and electrical systems operate correctly• supplies of components are adequate and suitably prepared• appropriate safety screens are available
2 Set up, check, adjust and operate one of the following resistance spot welding machines:• portable spot welding machines• fixed simple spot welding machines
3 Set up the equipment parameters in accordance with instructions and the weldingprocedure specification, to include setting all of the following:• electrode tip diameter/profile• welding current• welding and squeeze times• electrode pressure
Unit 30Joining materials by resistance spot welding
194 Level 2 NVQ in Fabrication and Welding (1681)

4 Monitor the process operation and make adjustments to parameters, in order toproduce welded components covering both of the following:• two different components• two different material thicknesses
5 Produce welded components which meet all the following requirements:• achieve a weld quality as specified in the application standard• spot welds are correctly pitched out• welded components meet the required dimensional accuracy within
specified tolerance
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when operating resistance welding
equipment (working with machinery, the use of appropriate personal protectiveequipment; the use of safety screens; operation of machine safety devices;closing down the machine on completion of the welding activities; statutoryrequirements, risk assessment procedures and relevant requirements ofHASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The hazards associated with resistance welding equipment (dangers from liveinternal electrical components, fumes, hot metal, expulsion of hot particles,moving parts of machines), and how they can be minimised
3 The basic principles of resistance welding; heat and pressure to form a weld;heating effect of welding current; principal features of the welded joint; heatinput; welding and pressure cycles; terminology used in welding
4 The key components and features of the equipment used (power source;welding head; power range; electrical parameters (such as arc voltage, current,electrode pressure and welding time); systems for parameter control; howvariation in the parameters influence weld features, quality and output)
5 Extracting information required from drawings and welding procedure specifications
6 Operation of the machine controls and their function; equipment care procedures
7 Monitoring the equipment during the welding process; fine tuning parametersto maintain quality; recognition of problems and action to be taken
8 Problems that can occur with the welding activities; materials and weld defects9 Self inspection of completed work10 Organisational quality systems (standards to be achieved; production records
to be kept)11 Personal approval tests and their applicability to your work12 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve13 Reporting lines and procedures, line supervision and technical experts
Unit 30Joining materials by resistance spot welding
195Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Ensure the resistance spot welding equipment is fit for purpose, by carrying out all of the following checks:
equipment range is suitable for theoperations to be performed
portable equipment power leads areundamaged and securely connected
electrodes are of the correct type, sizeand profile
all equipment mechanical and electricalsystems operate correctly
supplies of components are adequateand suitably prepared
appropriate safety screens areavailable
Set up, check, adjust and operate one of the following resistance spot welding machines:
portable spot welding machines
fixed simple spot welding machines
Set up the equipment parameters in accordance with instructions and the welding procedure specification, to include setting all of the following:
electrode tip diameter/profile
welding current
welding and squeeze times
electrode pressure
Monitor the process operation and make adjustments to parameters, in order to produce welded components covering both of the following:
two different components
two different material thicknesses
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 30Joining materials by resistance spot welding
196 Level 2 NVQ in Fabrication and Welding (1681)

Unit 30Joining materials by resistance spot welding
197Level 2 NVQ in Fabrication and Welding (1681)
Produce welded components which meet all the following requirements:
achieve a weld quality as specified inthe application standard
spot welds are correctly pitched out
welded components meet the requireddimensional accuracy within specifiedtolerance
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

This page is intentionally blank

Unit summaryThis unit identifies the competencies you need to move loads by slinging and lifting,in accordance with approved procedures. You will be required to use correctlyspecified items of lifting gear, which will include hand, and/or power operated cranesand winches, and associated lifting accessories. You must check that the liftingequipment is within current authorisation dates, is undamaged and within thepermitted safe working load. You will be expected to correctly estimate the weight ofthe load to be moved, and attach the appropriate slings to suitable or designatedlifting points on the load in order to achieve a safe and balanced lift. You must checkthe area that the load will move through, to ensure that it is free from obstructionsand is safe for the load to be moved. You will also be expected to give the correcthand and verbal signals during the lifting activities.
Your responsibilities will require you to comply with organisational policy andprocedures for the slinging, signalling and lifting activities undertaken, and to reportany problems with the slinging and lifting equipment or the lifting activities that youcannot personally resolve, or are outside your permitted authority, to the relevantpeople. You will be expected to work with minimum supervision, taking personalresponsibility for your own actions and for the safety and integrity of the materialsbeing moved.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying slinging, signalling andlifting procedures. You will have an understanding of the slinging, signalling andlifting techniques used, and their application, and will know about the liftingequipment and accessories for lifting, in adequate depth to provide a sound basis forcarrying out the activities to the required specification.
You will need to understand the safety precautions required when slinging and liftingcomponents, and the safeguards that are necessary for undertaking the activities.You will be required to demonstrate safe working practices throughout, and willunderstand the responsibilities you owe to yourself and others in the workplace.
Unit 31Slinging, lifting and moving materials and components
199Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Position the moving equipment so that the weight of the load is evenly distributedc Attach the appropriate handling equipment securely to the load, using approved
methods to eliminate slippaged Confirm that the load is secure before movinge Move the load over the selected, suitable routef Position and release the load safely in its intended final location
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Ensure that the equipment to be used is suitable for the components being lifted,
and is in a safe and usable condition, by checking all of the following:• equipment is certified and is compliant, within current test dates• all lifting equipment registers are up to date• all slings are free from obvious defects• the lifting equipment selected is suitable and has a sufficient SWL for
the application• the identification number and SWL are clearly marked on the
equipment selected• the equipment selected is suitable for the environment of operation
2 Use two of the following lifting and moving methods and techniques:• crane• winch• powered lifting equipment• lifting appliances• pulling appliances• multi-sheaved block combinations• hand operated lifting equipment• jacks, skates and trolleys
3 Use two of the following slinging methods:• single-leg slings• two-leg slings• three- and four-leg slings
Unit 31Slinging, lifting and moving materials and components
200 Level 2 NVQ in Fabrication and Welding (1681)

4 Move two of the following types of loads:• sheet materials• pipes, bars, joists, etc (single and in bundles)• fragile items• hot/radiant items• components with evenly distributed weight• components with uneven distributed weight• awkward shaped loads• corrosive substances/chemicals
5 Move loads safely and correctly, to be re-positioned in two of the following positions:• to differing elevations• as part of an assembly• through complex rigging operations• along the same elevation• turn a load
6 Find the weight of the materials/loads to be moved using all of the following, as applicable:• check against documentation• calculation from drawings• by estimation• by converting metric-imperial
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when slinging and lifting loads, and
the need for ensuring load security (general workshop and site safety,appropriate personal protective equipment, protecting other workers duringthe lifting operations; accident procedure; statutory requirements, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The hazards associated with slinging and lifting of loads, and how they can be minimised
3 An understanding of ACOP for safe use of lifting equipment, and LiftingOperation & Lifting Equipment Regulations (LOLER)
4 The specific requirements for the marking of lifting equipment, and the specificmethod used in the organisation in which you are working
5 The range of equipment to be used for the lifting operations (such as hand andpower operated cranes, winches pulling equipment)
6 The lifting equipment accessories to be used (such as slings, chains, wire ropes,eye bolts)
7 Checks that should be made on the lifting equipment prior to use, and thingsthat you should look for
8 How to carry out in-service inspections of the equipment, and what to doshould any defective equipment be identified
Unit 31Slinging, lifting and moving materials and components
201Level 2 NVQ in Fabrication and Welding (1681)

9 How to determine the approximate weight of the load to be moved10 Factors which affect the selection of the lifting equipment and lifting
accessories (such as weight, type of load, operating environment)11 How to check that the lifting equipment is capable of lifting the load
to be moved12 How to determine the centre of gravity of the load, and how to determine
suitable slinging and lifting points13 How to plan and prepare a route for moving loads, and the things that you will
need to take into account14 The specific requirements for the organisation of lifting operations15 Signalling techniques used to communicate with crane drivers (to include both
hand signals and verbal commands)16 How lifting equipment should be stored, handled and maintained17 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve18 Reporting lines and procedures, line supervision and technical experts
Unit 31Slinging, lifting and moving materials and components
202 Level 2 NVQ in Fabrication and Welding (1681)

Unit 31Slinging, lifting and moving materials and components
203Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Ensure that the equipment to be used is suitable for the components being lifted, and is in a safe and usable condition, by checking all of the following:
equipment is certified and is compliant,within current test dates
all lifting equipment registers are up todate
all slings are free from obvious defects
the lifting equipment selected issuitable and has a sufficient SWL for theapplication
the identification number and SWL areclearly marked on the equipmentselected
the equipment selected is suitable forthe environment of operation
Use two of the following lifting and moving methods and techniques:
crane
winch
powered lifting equipment
lifting appliances
pulling appliances
multi-sheaved block combinations
hand operated lifting equipment
jacks, skates and trolleys
Use two of the following slinging methods:
single-leg slings
two-leg slings
three- and four-leg slings
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Move two of the following types of loads:
sheet materials
pipes, bars, joists, etc (single and inbundles)
fragile items
hot/radiant items
components with evenly distributedweight
components with uneven distributedweight
awkward shaped loads
corrosive substances/chemicals
Move loads safely and correctly, to be re-positioned in two of the following positions:
to differing elevations
as part of an assembly
through complex rigging operations
along the same elevation
turn a load
Find the weight of the materials/loads to be moved using all of the following, as applicable:
check against documentation
calculation from drawings
by estimation
by converting metric-imperial
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 31Slinging, lifting and moving materials and components
204 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need for cutting and shaping metal plateand sections (3 mm thickness and above) for fabrications using guillotines andsection cropping machines, in accordance with approved procedures. You will berequired to select the appropriate equipment and machine settings to use, for thematerial, thickness and the accuracy to be achieved. Items to be cut and shaped mayinclude ferrous and non-ferrous materials, and will include parallel cuts, square cuts,and cuts that are at an angle. These cuts will be achieved by working to marking out,and by setting the machine’s backstop when multiple cutting is required. This will callfor care in selecting the right tools, so as to avoid damage to the materials and tools,or danger to oneself.
Your responsibilities will require you to comply with organisational policy andprocedures, seeking out relevant information for the activities undertaken, and toreport any problems with the equipment, materials or cutting activities that youcannot personally resolve, or are outside your permitted authority, to the relevantpeople. You will be expected to work to instructions, with a minimum of supervision,taking personal responsibility for your own actions and for the quality and accuracyof the work that you produce.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying metal shearingprocedures. You will have an understanding of the shearing processes, theequipment and its application, and will know about the process in adequate depth toprovide a sound basis for carrying out the activities to the required specification.
You will understand the safety precautions required when working with shearingmachines and their associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 32Cutting plate and sections using shearing machines
205Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the machine is set up and ready for the machining activities to be
carried outc Manipulate the machine tool controls safely and correctly in line with
operational proceduresd Produce components to the required quality and within the specified
dimensional accuracye Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the equipment is safe and fit for purpose by carrying out all of the
following checks:• the appropriate equipment/machine is selected for the operation
being performed• the machine guards and safety devices are in position and function correctly
2 Cut metal plate using both of the following types of shearing machine:• guillotines• section cropping machine
3 Cut materials using both of the following techniques:• to markings• using machine backstop for multiple cutting
4 Perform operations that produce straight and accurate cuts, which include bothof the following:• parallel cuts• square cuts
Unit 32Cutting plate and sections using shearing machines
206 Level 2 NVQ in Fabrication and Welding (1681)

5 Cut plate, sections or bars for one appropriate material from the following:• black mild steel• stainless steel• aluminium• brass or copper• tin plate• other specific materials
6 Produce cut components which meet all of the following quality and accuracy standards:• dimensional accuracy is within the tolerances specified on the
drawing/specification• cut components are free from excessive distortion• cut edges are neat and free from false tool cuts and shearing slivers
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment and when working with shearing machines (general workshop andsite safety, appropriate personal protective equipment, accident procedure;statutory requirements, risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, etc)
3 Safe working practices and procedures for operating machine tools4 The correct methods of moving or lifting heavy plate, and the equipment
to be used5 The hazards associated with fabrication work and shearing operations (such as
using dangerous or badly maintained tools and equipment; lifting and handlingplate; operating machinery), and how they can be minimised
6 How to obtain the necessary drawings and specifications7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret marking out conventions; cutting lines, centre lines, etc9 The various shearing machine cutting methods and techniques (such as cutting
to marking out; using machine backstops)10 Material handling and preparation methods (such as degreasing,
de-burring, straightening)11 The material cutting characteristics and process considerations that need to be
taken into account when shearing plate material12 The method of setting and adjusting guillotine blades for the material thickness13 Tool and equipment care and control procedures, and how to recognise when
the cutting blades require changing
Unit 32Cutting plate and sections using shearing machines
207Level 2 NVQ in Fabrication and Welding (1681)

14 The importance of using tools or equipment only for the purpose intended; thecare that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
15 The safety mechanisms and devices that are on the machine, and why theymust always be used (machine guards, interlocks, safety operating devices)
16 The things that can go wrong when shearing materials, and how these can be avoided
17 Inspection techniques that can be applied to check that shape and dimensionalaccuracy are to specification and within acceptable limits
18 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
19 Reporting lines and procedures, line supervision and technical experts
Unit 32Cutting plate and sections using shearing machines
208 Level 2 NVQ in Fabrication and Welding (1681)

Unit 32Cutting plate and sections using shearing machines
209Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the equipment is safe and fit for purpose by carrying out all of the following checks:
the appropriate equipment/machine isselected for the operation being performed
the machine guards and safety devicesare in position and function correctly
Cut metal plate using both of the following types of shearing machine:
guillotines
section cropping machine
Cut materials using both of the following techniques:
to markings
using machine backstop for multiplecutting
Perform operations that produce straight and accurate cuts, which include both of the following:
parallel cuts
square cuts
Cut plate, sections or bars for one appropriate material from the following:
black mild steel
stainless steel
aluminium
brass or copper
tin plate
other specific materials
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce cut components which meet all of the following quality and accuracy standards:
dimensional accuracy is within thetolerances specified on thedrawing/specification
cut components are free fromexcessive distortion
cut edges are neat and free from falsetool cuts and shearing slivers
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 32Cutting plate and sections using shearing machines
210 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need for cutting and shaping plate (3mmthickness and above), rolled sections, pipe and tube for fabrications, using portablethermal cutting equipment, in accordance with approved procedures. Theequipment to be used will include hand held gas cutting equipment, plasma cuttingequipment and simple portable machines running on tracks.
You will be required to assist in assembling and setting up the appropriateequipment to be used, for the material and thickness to be cut, the type of operationto be carried out and the accuracy to be achieved. Materials to be cut and shapedmay include mild steel, stainless steel, special steels and other appropriatematerials, and will include guided cuts, external curved contours, round and squareholes and demolition work, as appropriate. This will call for care in the use of theequipment and tools, so as to avoid damage to the material and tools, and danger to oneself.
Your responsibilities will require you to comply with organisational policy andprocedures for the cutting operations undertaken, and to report any problems withthe equipment, materials, consumables or cutting activities that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work to instructions, with a minimum of supervision, takingpersonal responsibility for your own actions and for the quality and accuracy of thework that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying thermal cuttingprocedures. You will have an understanding of the processes, and will know about theequipment and its application, the materials and consumables, in adequate depth toprovide a sound basis for carrying out the activities to the required specification.
You will understand the safety precautions required when working with the thermalcutting equipment, especially those with regard to fire and potential explosion, andthe safeguards necessary for undertaking the activities safely and correctly. You willbe expected to demonstrate safe working practices throughout, and will understandthe responsibilities you owe to yourself and others in the workplace.
Unit 33Cutting materials using hand operated thermal cutting equipment
211Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the machine is set up and ready for the machining activities to be
carried outc Manipulate the machine tool controls safely and correctly in line with
operational proceduresd Produce components to the required quality and within the specified
dimensional accuracye Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the equipment is safe and fit for purpose by carrying out all of the
following checks:• regulators, hoses and valves are securely connected and free from
leaks and damage• the correct gas nozzle is fitted to the cutting torch• that a flashback arrestor is fitted to gas equipment• gas pressures are set and maintained as instructed• the correct procedure is used for lighting, adjusting and extinguishing the
cutting flame• hoses are safely routed and protected at all times• gas cylinders are handled and stored safely and correctly
2 Use one of the following thermal cutting methods:• hand held oxy-fuel gas cutting equipment• hand held plasma gas cutting equipment• simple portable track driven cutting equipment (electrical or mechanical)
Unit 33Cutting materials using hand operated thermal cutting equipment
212 Level 2 NVQ in Fabrication and Welding (1681)

3 Perform thermal cutting operations to produce four of the following features:• down-hand straight cuts (freehand)• down-hand straight cuts (track guided)• vertical cuts• square/rectangular shapes• irregular shapes• angled cuts• external curved contours• round holes• square holes• rough cutting (demolition)• weld preparations
4 Produce thermal cuts in two of the following forms of material (metal of 3mm andabove, and two different thickness):• plate• bar• rolled sections• pipe/tube• structures
5 Produce cut profiles for one type of material from the following:• mild steel• stainless steel• special steels• other appropriate metal
6 Produce thermally cut components which meet all of the following quality andaccuracy standards:• dimensional accuracy is within the tolerances specified on the
drawing/specification or within +/- 3 mm• angled cuts are within specification requirements (perpendicular/angularity)• cuts are clean and smooth with minimal drag lines
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with thermal cutting
equipment in a fabrication environment (general workshop and site safety,appropriate personal protective equipment, fire and explosion prevention,protecting other workers, safety in enclosed/confined spaces; fume control;accident procedure; statutory requirements, risk assessment procedures andrelevant requirements of HASAWA, COSHH and Work Equipment Regulations;safe disposal of waste materials)
2 The personal protective clothing and equipment that needs to be worn whenworking with fabrications and thermal cutting equipment (leather aprons andgloves, eye protection, safety helmets, etc)
3 The correct methods of moving or lifting plate materials and components
Unit 33Cutting materials using hand operated thermal cutting equipment
213Level 2 NVQ in Fabrication and Welding (1681)

4 The hazards associated with thermal cutting (naked flames, fumes and gases,explosive gas mixtures, oxygen enrichment, spatter, hot metal, elevatedworking, enclosed spaces), and how they can be minimised
5 Safe working practices and procedures for using thermal equipment in line with British Compressed Gas Association (BCGA) codes of practice, to includesetting up procedures, permit-to-work procedures and emergency shutdown procedures
6 How to obtain the necessary drawings and thermal cutting specifications7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 The thermal cutting process (basic principles of thermal cutting and relatedequipment; the various techniques and their limitation; care of the equipmentto ensure that it is safe and ready to use)
9 The various types of thermal cutting equipment available, and typicalapplications of each type
10 The accessories that can be used with hand held thermal cutting equipment toaid cutting operations (such as guides, trammels, templates); arrangements forattaching cutting aids to the equipment
11 The gases used in thermal cutting; gas identification and colour codes; theirparticular characteristics and safety procedures
12 How to set up the thermal cutting equipment (connection of hoses, regulatorsand flashback arrestors, selection of cutting torch and nozzle size inrelationship to material thickness and operations performed)
13 Preparations prior to cutting (checking connections for leaks, setting gaspressures, setting up the material/workpiece, checking cleanliness of materials used)
14 The holding methods that are used to aid thermal cutting, and the equipmentthat can be used
15 Setting of operating conditions (flame control and the effects of mixtures andpressures associated with thermal cutting)
16 The correct procedure for lighting and extinguishing the flame, and theimportance of following the procedure
17 Procedures to be followed for cutting specific materials, and why theseprocedures must always be adhered to
18 Material thermal cutting characteristics and material preparation requirements19 The terminology used in thermal cutting in relation to the operations
being performed20 The problems that can occur with thermal cutting, and how they can be avoided;
causes of distortion during thermal cutting and methods of controlling distortion21 The effects of oil, grease, scale or dirt on the cutting process22 The causes of cutting defects, how to recognise them, and methods of
correction and prevention23 Quality requirements of the type of work being undertaken24 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve25 Reporting lines and procedures, line supervision and technical experts
Unit 33Cutting materials using hand operated thermal cutting equipment
214 Level 2 NVQ in Fabrication and Welding (1681)

Unit 33Cutting materials using hand operated thermal cutting equipment
215Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the equipment is safe and fit for purpose by carrying out all of the following checks:
regulators, hoses and valves aresecurely connected and free from leaks and damage
the correct gas nozzle is fitted to thecutting torch
that a flashback arrestor is fitted to gasequipment
gas pressures are set and maintainedas instructed
the correct procedure is used forlighting, adjusting and extinguishingthe cutting flame
hoses are safely routed and protectedat all times
gas cylinders are handled and storedsafely and correctly
Use one of the following thermal cutting methods:
hand held oxy-fuel gas cuttingequipment
hand held plasma gas cuttingequipment
simple portable track driven cuttingequipment (electrical or mechanical)
Perform thermal cutting operations to produce four of the following features:
down-hand straight cuts (freehand)
down-hand straight cuts (track guided)
vertical cuts
square/rectangular shapes
irregular shapes
angled cuts
external curved contours
round holes
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

square holes
rough cutting (demolition)
weld preparations
Produce thermal cuts in two of the following forms of material (metal of 3mm and above, and two different thickness):
plate
bar
rolled sections
pipe/tube
structures
Produce cut profiles for one type of material from the following:
mild steel
stainless steel
special steels
other appropriate metal
Produce thermally cut components which meet all of the following quality and accuracy standards:
dimensional accuracy is within thetolerances specified on thedrawing/specification or within +/- 3 mm
angled cuts are within specificationrequirements(perpendicular/angularity)
cuts are clean and smooth with minimaldrag lines
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 33Cutting materials using hand operated thermal cutting equipment
216 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need for cutting and shaping plate (3mmthickness and above), rolled sections, pipe and tube for fabrications using gascutting machines, in accordance with approved procedures. You will be required toassist in the assembling and setting up of the appropriate equipment to be used, forthe material and thickness to be cut, the type of operation to be carried out and theaccuracy to be achieved.
Materials to be cut and shaped may include mild steel, stainless steel, special steelsand other appropriate materials, and will include straight cuts, external curvedcontours, round and square holes and internal curved contours. This will call for carein the use of the equipment and tools so as to avoid damage to the material, toolsand danger to oneself.
Your responsibilities will require you to comply with organisational policy andprocedures for the thermal cutting operations undertaken, and to report anyproblems with the equipment, materials, consumables or cutting activities that youcannot personally resolve, or are outside your personal responsibilities, to therelevant authority. You will be expected to work to instructions, with a minimum ofsupervision, taking personal responsibility for your own actions and for the qualityand accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying machine gas cuttingprocedures. You will have an understanding of the gas cutting processes, and theirapplication, and will know about the equipment, materials and consumables, inadequate depth to provide a sound basis for carrying out the activities to therequired specification.
You will understand the safety precautions required when working with the gascutting equipment, especially those with regard to fire and potential explosion, andthe safeguards necessary for undertaking the activities safely and correctly. You willbe expected to demonstrate safe working practices throughout, and will understandthe responsibilities you owe to yourself and others in the workplace.
Unit 34Cutting and shaping materials using gas cutting machines
217Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the machine is set up and ready for the machining activities to be
carried outc Manipulate the machine tool controls safely and correctly in line with
operational proceduresd Produce components to the required quality and within the specified
dimensional accuracye Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the machine is safe and fit for purpose, by carrying out all of the
following checks:• hoses and equipment are securely connected and free from leaks and damage• the correct gas nozzle is fitted to the cutting torch• appropriate gas pressures are set and maintained as instructed• the correct procedure is used for lighting, adjusting and extinguishing the
cutting flame• hoses are safely routed and protected at all times• where appropriate, gas cylinders are handled and stored safely and correctly
2 Perform thermal cutting operations to produce four of the following features:• straight cuts• square/rectangular shapes• irregular shapes• angled cuts• external curved contours• round holes• square holes• internal curved contours• weld preparations
Unit 34Cutting and shaping materials using gas cutting machines
218 Level 2 NVQ in Fabrication and Welding (1681)

3 Produce thermal cuts in two of the following forms of material (metal of 3mm andabove, and two different thickness):• plate• bar• rolled sections• pipe/tube
4 Produce cut profiles for one type of material from the following:• mild steel• stainless steel• special steels• other appropriate metal
5 Produce cut components which meet all of the following quality and accuracy standards:• dimensional accuracy is within the tolerances specified on the
drawing/specification or within +/- 2 mm• angled cuts are within specification requirements (perpendicular/angularity)• cuts are clean and smooth with minimal drag lines
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with gas cutting
machines in a fabrication environment (general workshop and site safety,appropriate personal protective equipment, fire and explosion prevention,protecting other workers, safety in enclosed/confined spaces; fume control;accident procedure; statutory regulations)
2 The personal protective clothing and equipment that needs to be worn whenworking with fabrication materials and gas cutting equipment (leather apronsand gloves, eye protection, safety helmets, etc)
3 The correct methods of moving or lifting plate materials and components4 The hazards associated with using gas cutting machines (naked flames, fumes
and gases, explosive gas mixtures, oxygen enrichment, spatter, hot metal), andhow they can be minimised
5 Safe working practices and procedures for using gas cutting machines in linewith British Compressed Gas Association (BCGA) Codes of practice to include setting up procedures, permit-to-work procedures and emergencyshutdown procedures
6 How to obtain the necessary drawings and gas cutting specifications7 The interpretation of the drawings or sketches in first or third angle projection8 The gas cutting process (basic principles of gas cutting and related equipment,
the various techniques and their limitation, care of the equipment to ensurethat it is safe and ready to use)
9 The gases used in thermal cutting; gas identification and colour codes; theirparticular characteristics and safety procedures
Unit 34Cutting and shaping materials using gas cutting machines
219Level 2 NVQ in Fabrication and Welding (1681)

10 Preparations prior to cutting (checking connections for leaks, setting gaspressures, setting up the material/workpiece, checking cleanliness of materials used)
11 The holding methods that are used to aid gas cutting, and the equipment thatcan be used
12 Setting of operating conditions; flame control and the effects of mixtures andpressures associated with gas cutting machines
13 The correct procedure for lighting and extinguishing the flame, and theimportance of following the procedure
14 Procedures for cutting specific materials, and why these procedures mustalways be adhered to
15 The terminology used in gas cutting, in relation to the operations being performed16 The problems that can occur with gas cutting, and how they can be avoided;
causes of distortion during gas cutting, and methods of controlling distortion17 The effects of oil, grease, scale or dirt on the cutting process18 The causes of cutting defects, how to recognise them, and methods of
prevention and correction19 Quality requirements for the type of work being undertaken20 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 34Cutting and shaping materials using gas cutting machines
220 Level 2 NVQ in Fabrication and Welding (1681)
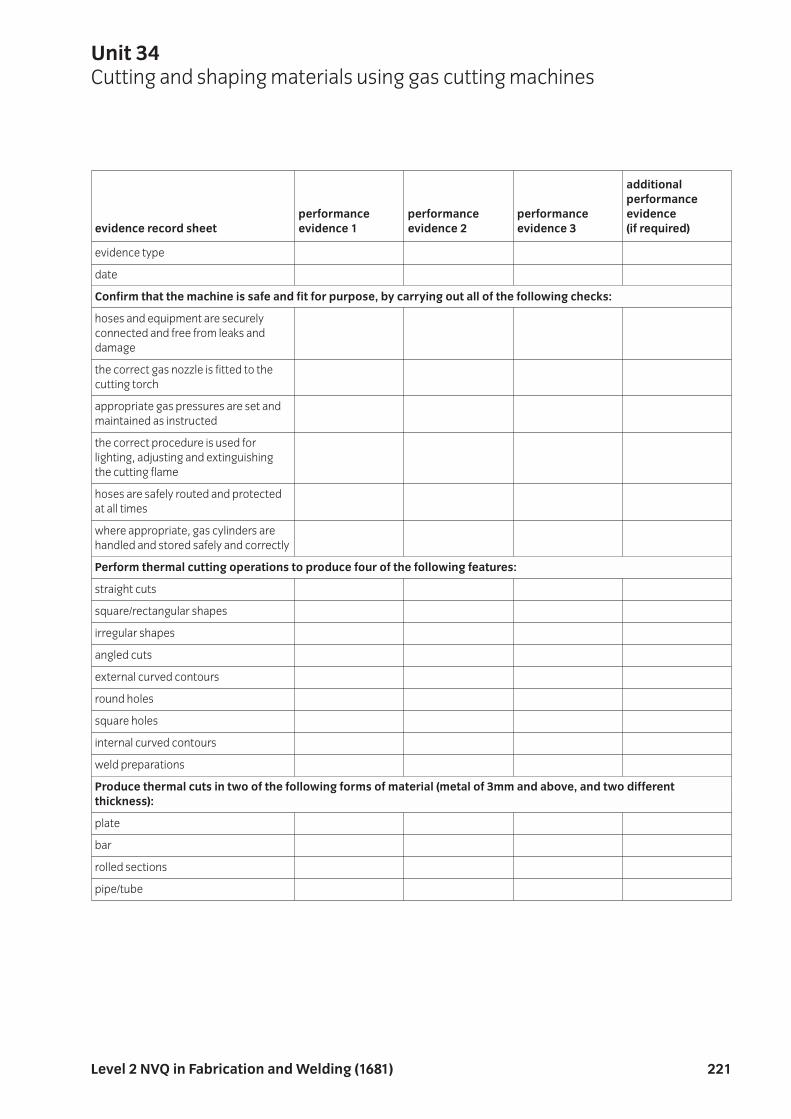
Unit 34Cutting and shaping materials using gas cutting machines
221Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the machine is safe and fit for purpose, by carrying out all of the following checks:
hoses and equipment are securelyconnected and free from leaks anddamage
the correct gas nozzle is fitted to thecutting torch
appropriate gas pressures are set andmaintained as instructed
the correct procedure is used forlighting, adjusting and extinguishingthe cutting flame
hoses are safely routed and protectedat all times
where appropriate, gas cylinders arehandled and stored safely and correctly
Perform thermal cutting operations to produce four of the following features:
straight cuts
square/rectangular shapes
irregular shapes
angled cuts
external curved contours
round holes
square holes
internal curved contours
weld preparations
Produce thermal cuts in two of the following forms of material (metal of 3mm and above, and two different thickness):
plate
bar
rolled sections
pipe/tube
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce cut profiles for one type of material from the following:
mild steel
stainless steel
special steels
other appropriate metal
Produce cut components which meet all of the following quality and accuracy standards:
dimensional accuracy is within thetolerances specified on thedrawing/specification or within +/- 2 mm
angled cuts are within specificationrequirements(perpendicular/angularity)
cuts are clean and smooth with minimaldrag lines
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 34Cutting and shaping materials using gas cutting machines
222 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to cut and shape materials usingsaws and abrasive discs, in accordance with approved procedures. You will berequired to select the appropriate equipment for the operations to be carried out,and to check that it is in a safe and usable condition. In carrying out the cutting andshaping operations, you will be expected to use both saws and abrasive discs to cutand shape the materials to the required accuracy and specification.
Your responsibilities will require you to comply with organisational policy andprocedures for the cutting activities undertaken, and to report any problems withthe equipment or the cutting activities that you cannot personally resolve, or areoutside your permitted authority, to the relevant people. You will be expected towork to instructions, with a minimum of supervision, taking personal responsibilityfor your own actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying cutting procedureswhen using saws and abrasive discs. You will have an understanding of the suitabilityof the cutting processes, and their applications, and will know about thecharacteristics of the materials and the appropriate processes and techniques, inadequate depth to provide a sound basis for carrying out the activities to therequired specification.
You will understand the safety precautions required when carrying out the cuttingand shaping activities. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others inthe workplace.
Unit 35Cutting materials using saws and abrasive discs
223Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the machine is set up and ready for the machining activities to be
carried outc Manipulate the machine tool controls safely and correctly in line with
operational proceduresd Produce components to the required quality and within the specified
dimensional accuracye Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Ensure that the equipment is fit for purpose and used safely by carrying out all of
the following:• selecting the appropriate equipment/machine for the operation
being performed• checking that machine guards and safety devices are in position and
function correctly• checking that cutting discs/blades are in a serviceable condition (sharp, and
free from damage or chips)• isolating the equipment from its power supply whilst changing blades or discs• using the equipment safely and correctly and only for its intended purpose
2 Use two of the following types of cutting equipment:• machine saw• band saw• hand held portable abrasive disc• radiac abrasive disc
3 Carry out all of the following cutting and shaping activities:• straight sawing• abrasive disc cutting• contour shaping using saws
Unit 35Cutting materials using saws and abrasive discs
224 Level 2 NVQ in Fabrication and Welding (1681)

4 Cut and shape components which contain all of the following features:• straight parallel cuts• square cuts• curved contours• angled/mitred cuts
5 Cut and shape three of the following forms of material:• flat plate• solid bar (square, round, hexagonal etc)• rolled sections (angle, channel, RSJ )• pipe/tube• rail section• non-ferrous material
6 Produce components that comply with all of the following quality and accuracy standards:• material dimensional accuracy is within specification tolerances• cuts are square, clean and free from excessive burrs• angled cuts are within specification requirements
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment and when working with power operated saws and abrasive disccutting machines (statutory requirements, risk assessment procedures andrelevant requirements of HASAWA, COSHH and Work Equipment Regulations;safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, etc)
3 Safe working practices and procedures to be observed when working with themachines (including emergency shutdown procedures)
4 The correct methods of moving or lifting heavy plate or rolled sections5 The hazards associated with fabrication work and cutting operations (such
using dangerous or badly maintained tools and equipment; airborne particles;hot metal; burrs and sharp edges), and how they can be minimised
6 How to obtain the necessary drawings, specifications and work instructions7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret marking out conventions (cutting lines, centre lines, etc)9 The range of machine saws available (such as power hacksaws, circular saws
and bandsaws)10 The abrasive cutting equipment available (to include hand held portable
machines and bench type radiac cutting machines)11 The selection and fitting of abrasive cutting discs; cutting disc identification
markings, and how to identify the correct type of disc for the type of materialbeing cut
Unit 35Cutting materials using saws and abrasive discs
225Level 2 NVQ in Fabrication and Welding (1681)

12 Statutory regulations regarding the fitting and use of abrasive discs13 The material cutting characteristics and process considerations to be taken into
account when cutting materials14 The use and care of tools and equipment (such as checking that trailing leads,
plugs and sockets are in a safe and usable condition)15 The use of safety screens to protect other uses from flying sparks whilst using
abrasive cutting discs16 The importance of ensuring that machine guards are correctly fitted and
positioned before using the equipment17 How to set and adjust power saws for the various operations being performed18 The importance of using tools or equipment only for the purpose intended; the
care that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
19 The things that can go wrong when cutting materials using saws or abrasivediscs, and how these can be avoided
20 Inspection techniques that can be applied to check that shape and dimensionalaccuracy is to specification and within acceptable limits
21 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
22 Reporting lines and procedures, line supervision and technical experts
Unit 35Cutting materials using saws and abrasive discs
226 Level 2 NVQ in Fabrication and Welding (1681)

Unit 35Cutting materials using saws and abrasive discs
227Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Ensure that the equipment is fit for purpose and used safely by carrying out all of the following:
selecting the appropriateequipment/machine for the operationbeing performed
checking that machine guards andsafety devices are in position andfunction correctly
checking that cutting discs/blades arein a serviceable condition (sharp, andfree from damage or chips)
isolating the equipment from its powersupply whilst changing blades or discs
using the equipment safely andcorrectly and only for its intendedpurpose
Use two of the following types of cutting equipment:
machine saw
band saw
hand held portable abrasive disc
radiac abrasive disc
Carry out all of the following cutting and shaping activities:
straight sawing
abrasive disc cutting
contour shaping using saws
Cut and shape components which contain all of the following features:
straight parallel cuts
square cuts
curved contours
angled/mitred cuts
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Cut and shape three of the following forms of material:
flat plate
solid bar (square, round, hexagonal etc)
rolled sections (angle, channel, RSJ )
pipe/tube
rail section
non-ferrous material
Produce components that comply with all of the following quality and accuracy standards:
material dimensional accuracy is withinspecification tolerances
cuts are square, clean and free fromexcessive burrs
angled cuts are within specificationrequirements
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 35Cutting materials using saws and abrasive discs
228 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need for bending and forming plate (of3mm and above) for fabrications using power operated equipment such as pressbrakes, bending machines and power presses, in accordance with approvedprocedures. You will be required to operate the appropriate bending and formingequipment, in accordance with the instructions for the operations being performed.You will need to ensure that all the required safety devices are operating correctly,and that the machine guards are in place and correctly adjusted.
Items to be bent and formed may include ferrous and non-ferrous materials, andtasks will include producing bends of various angles, setting plate ends for rollingoperations, and producing curved sections. This will call for care in selecting theright tools, so as to avoid damage to the tools and danger to oneself.
Your responsibilities will require you to comply with organisational policy andprocedures for the activities undertaken, and to report any problems with theequipment, materials, tooling or bending activities that you cannot personallyresolve, or are outside you personal authority, to the relevant people. You will beexpected to work to instructions, with a minimum of supervision, taking personalresponsibility for your own actions and for the quality and accuracy of the work thatyou carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying the power pressingprocedures required. You will have an understanding of the bending processes, andwill know about the equipment and its application, in adequate depth to provide asound basis for carrying out the activities to the required specification.
You will understand the safety precautions required when working with poweroperated presses, and the safeguards necessary for undertaking the activities safelyand correctly. You will be required to demonstrate safe working practices andprocedures throughout, and will understand the responsibilities you owe to yourselfand others in the workplace.
Unit 36Bending and forming plate using power operated machines
229Level 2 NVQ in Fabrication and Welding (1681)
Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up correctly and is ready for usec Manipulate the machine controls safely and correctly in line with o
perational proceduresd Produce components to the required specificatione Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the equipment is safe to use and fit for purpose, by carrying out all of
the following checks:• the appropriate machine is selected for the operation being performed• the machine guards and safety devices are in position and function correctly
2 Operate one of the following types of power-operated bending equipment:• press brakes• powered bending machine• power press
3 Perform operations that produce all of the following:• bends at 90°
• bends of various angles using various bend radii• set plate ends• box, square and rectangular sections• curved plates
4 Bend and form metal plate of 3mm or greater thickness, for one appropriatematerial and two thicknesses:• black mild steel• stainless steel• aluminium• special metals
Unit 36Bending and forming plate using power operated machines
230 Level 2 NVQ in Fabrication and Welding (1681)

5 Produce components that conform to all of the following quality and accuracy standards:• bend position and dimensional accuracy is within the specification tolerances• the form or sharpness of the bend conforms to best practice and or
specification, without deformation or cracking• the bend conforms to the required shape/geometry (to the template profile)
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with power-operated
bending and forming equipment such as press brakes or/and bending machinesin a fabrication environment (general workshop and site safety, appropriatepersonal protective equipment, accident procedure; statutory requirements,risk assessment procedures and relevant requirements of HASAWA, COSHHand Work Equipment Regulations; safe disposal of waste materials)
2 The correct protective clothing, and handling precautions to be taken, whenworking with heavy platework
3 The correct methods of moving or lifting sheet or plate materials4 The hazards associated with power operated bending and forming processes
(such as handling heavy sheet materials and components; operating movingequipment; using faulty or badly maintained tools and equipment), and howthey can be minimised
5 The safe working practices and procedures required for operating power-operated bending machines
6 How to obtain the necessary drawings and bending specifications7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 Marking out conventions applicable to the bending process (centre lines;bending lines)
9 The various types of power-operated bending machines that are used, and theirtypical applications
10 Ways of limiting distortion, marking and creases in the finished workpiece11 The preparations to be carried out on the materials prior to bending them12 The basic characteristics of the materials with regard to the bending
operations undertaken13 The need to take care of the bending tools and equipment; how to recognise
faulty or damaged forming tools; how bending and forming tools should be stored
14 The problems that can occur with the bending and forming activities, and howthey can be avoided
15 The organisational quality control procedures that are used, and how torecognise defects in the bends that you produce
Unit 36Bending and forming plate using power operated machines
231Level 2 NVQ in Fabrication and Welding (1681)

16 How to make dimensional and forming inspection checks, and the tools andequipment that can be used
17 Accuracy and limitations of processes18 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve19 Reporting lines and procedures, line supervision and technical experts
Unit 36Bending and forming plate using power operated machines
232 Level 2 NVQ in Fabrication and Welding (1681)
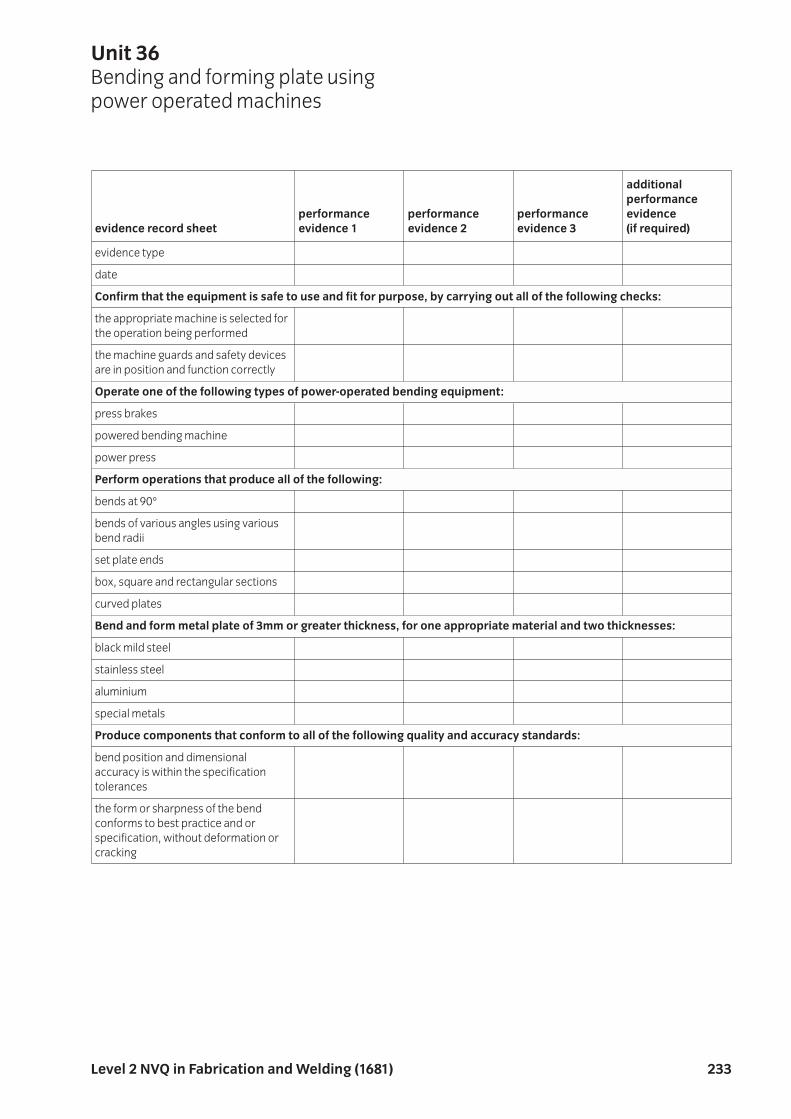
Unit 36Bending and forming plate using power operated machines
233Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the equipment is safe to use and fit for purpose, by carrying out all of the following checks:
the appropriate machine is selected forthe operation being performed
the machine guards and safety devicesare in position and function correctly
Operate one of the following types of power-operated bending equipment:
press brakes
powered bending machine
power press
Perform operations that produce all of the following:
bends at 90°
bends of various angles using variousbend radii
set plate ends
box, square and rectangular sections
curved plates
Bend and form metal plate of 3mm or greater thickness, for one appropriate material and two thicknesses:
black mild steel
stainless steel
aluminium
special metals
Produce components that conform to all of the following quality and accuracy standards:
bend position and dimensionalaccuracy is within the specificationtolerances
the form or sharpness of the bendconforms to best practice and orspecification, without deformation orcracking
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

the bend conforms to the requiredshape/geometry (to the templateprofile)
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 36Bending and forming plate using power operated machines
234 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to bend and form plate forfabrications, in accordance with approved procedures, using power-operated pinchor pyramid rolls which may be hand adjusted or console controlled. You will berequired to operate the power rolling machine as instructed, based on theoperations to be performed and the thickness and size of the material to be rolled.Setting the rolls will involve setting and adjusting the gap between feed and formingrolls to suit plate thickness, positioning side roller(s) and adjusting to suit therequired radius, checking and setting parallelism of rollers, and applying suitablepressure to rollers throughout the forming operation.
You will be expected to carry out the rolling operation in a manner that ensuresmaterial is formed to the required profile without flats or deformities. You will alsoneed to ensure that all the required safety devices are operating correctly, and thatthe machine guards are in place and correctly adjusted. Items to be rolled mayinclude ferrous and non-ferrous materials, and will include operations such as rollingcylinders and cones, producing curved sections, counter-curved sections, pipesections and plate straightening. This will call for care in using the right machine forthe job, and using it in the correct way, so as to avoid damage to the tools and dangerto oneself.
Your responsibilities will require you to comply with organisational policy andprocedures for the activities undertaken, and to report any problems with theequipment, materials, or rolling activities that you cannot personally resolve, or areoutside you personal authority, to the relevant people. You will be expected to workto instructions, with a minimum of supervision, taking personal responsibility foryour own actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying the power-rollingprocedures required. You will have an understanding of the rolling process and itsapplication, and will know about the equipment and materials, in adequate depth toprovide a sound basis for carrying out the activities to the required specification.
You will understand the safety precautions required when working with power rolls,and the safeguards necessary for undertaking the activities safely and correctly. You will be required to demonstrate safe working practices and proceduresthroughout, and will understand the responsibilities you owe to yourself and others in the workplace.
Unit 37Forming platework using power rolling machines
235Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up correctly and is ready for usec Manipulate the machine controls safely and correctly in line with
operational proceduresd Produce components to the required specificatione Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the equipment is safe to use and fit for purpose, by carrying out all of
the following checks:• the rolls are appropriate for the material used and the operations being
performed• the machine guards and safety devices are in position and operating correctly• rolls are appropriate for the operation and are in a serviceable condition
(suitable diameter; free from damage)• roll settings are suitable for the material thickness and operations to be performed• equipment for supporting the plate at the start of the rolling operations is in place
2 Use one of the following types of power rolling machine:• powered rolls (hand adjusted)• powered rolls (console adjusted)• different roll sizes (diameter) and power
3 Perform rolling operations that produce three of the following:• cylinders• cones• segments of a cylindrical tank• curved section or sector of an otherwise flat plate• counter-curved sections• pipe sections• flattening or straightening plate
Unit 37Forming platework using power rolling machines
236 Level 2 NVQ in Fabrication and Welding (1681)

4 Carry out rolling operations on one type of material from the following:• carbon steel• stainless steel• aluminium• special metals
5 Produce rolled components that conform to all of the following quality andaccuracy standards:• dimensional accuracy is within the specification tolerances• the rolled section conforms to best practice and/or specification, without
deformation or cracking• the component conforms to the required shape/geometry (to the
template profile)
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with rolling machines
in a fabrication environment (general workshop and site safety, appropriatepersonal protective equipment, accident procedure; statutory requirements,risk assessment procedures and relevant requirements of HASAWA, COSHHand Work Equipment Regulations; safe disposal of waste materials)
2 Checks to be carried out to ensure that the power rolls are safe and are in a fitcondition to use
3 The personal protective clothing and equipment to be worn when working withheavy platework (gloves, eye protection, safety helmets, etc)
4 The handling precautions and correct methods of moving or lifting sheet orplate materials
5 The hazards associated with fabrication work (such as handlingsheet/fabricated components, using hot metal techniques, using dangerous orbadly maintained tools and equipment, moving parts of power rollingmachines), and how they can be minimised
6 How to obtain the necessary drawings, specifications and job instructions7 How to extract information from engineering drawings and related
specifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 Marking out conventions used in platework, and how to recognise the bending,forming and cutting lines
9 The basic principle of operation of the power rolling machine used, and the typeof work it can perform
10 How to set up the machine to produce the required form (cylinders, cones,curved sections, straightening plates)
11 Techniques of rolling (including pre-setting plate edges, adjusting pressurethroughout the rolling operations, checking component for parallelism or formthroughout the operations)
Unit 37Forming platework using power rolling machines
237Level 2 NVQ in Fabrication and Welding (1681)

12 How to release the rolls and remove the workpiece when rolling cylindrical andconical sections
13 Ways of limiting distortion, marking, creases and flats in curved sections14 How the materials need to be prepared prior to rolling, and the effects of raw
material scale or burrs on the finished article15 Material characteristics with regard to forming using rolling machines16 The care and maintenance procedures to be observed to ensure the machines
are in a serviceable condition17 The organisational quality control procedures, and how to recognise
rolling defects18 The inspection checks to be carried out, and the tools and equipment
that are used19 The accuracy that can be achieved by rolling, and limitations of the
rolling processes20 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve21 Reporting lines and procedures, line supervision and technical experts
Unit 37Forming platework using power rolling machines
238 Level 2 NVQ in Fabrication and Welding (1681)

Unit 37Forming platework using power rolling machines
239Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the equipment is safe to use and fit for purpose, by carrying out all of the following checks:
the rolls are appropriate for thematerial used and the operations beingperformed
the machine guards and safety devicesare in position and operating correctly
rolls are appropriate for the operationand are in a serviceable condition(suitable diameter; free from damage)
roll settings are suitable for the materialthickness and operations to beperformed
equipment for supporting the plate atthe start of the rolling operations is inplace
Use one of the following types of power rolling machine:
powered rolls (hand adjusted)
powered rolls (console adjusted)
different roll sizes (diameter) and power
Perform rolling operations that produce three of the following:
cylinders
cones
segments of a cylindrical tank
curved section or sector of anotherwise flat plate
counter-curved sections
pipe sections
flattening or straightening plate
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Carry out rolling operations on one type of material from the following:
carbon steel
stainless steel
aluminium
special metals
Produce rolled components that conform to all of the following quality and accuracy standards:
dimensional accuracy is within thespecification tolerances
the rolled section conforms to bestpractice and/or specification, withoutdeformation or cracking
the component conforms to therequired shape/geometry (to the template profile)
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 37Forming platework using power rolling machines
240 Level 2 NVQ in Fabrication and Welding (1681)
Unit summaryThis unit identifies the competencies you need to produce heavy platework (3mmthick plate and above) assemblies, in accordance with instructions and approvedprocedures. You will be required to interpret specifications and drawings correctly,to bring together, prepare for joining and assemble, in the right order, plateworkcomponents and sections, in order to construct completed fabricated assemblies orsub-assemblies, such as square and rectangular plate structures, covers and sideplates, tanks, pressure vessels, cylindrical sections, conical sections, reductionpieces, simple and complex boiler seatings, etc. You will be required lay out andsecure the various component parts of the structure, using mechanical fastenings,temporary tack welding, flanged and mechanically fastened or adhesive bondingtechniques, in the correct order and ensuring they are assembled in a manner that isfit for purpose.
Your responsibilities will require you to comply with organisational policy andprocedures for the platework fabrication activities to be undertaken, and to reportany problems with the activities, tools and equipment or materials that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work to instructions, with a minimum of supervision, takingpersonal responsibility for your own actions and for the quality and accuracy of thework that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying platework fabricationtechniques and their assembly and fixing procedures. You will have anunderstanding of the assembly techniques used, the requirements of themanufacturing and assembling procedures, and their application. You will knowabout the methods of assembling the components of the required strength and thatare fit for purpose, in adequate depth to provide a sound basis for carrying out theactivities, correcting faults and ensuring the work output is produced to the requiredspecification.
You will understand the safety precautions required when working with heavyplatework components and their associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 38Producing platework assemblies
241Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant instructions, assembly drawings and any other specificationsc Ensure that the specified components are available and that they are in a
usable conditiond Use the appropriate methods and techniques to assemble the components in
their correct positionse Secure the components using the specified connectors and securing devicesf Check the completed assembly to ensure that all operations have been completed
and the finished assembly meets the required specificationg Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the platework assembly operations:
• correctly prepare and set up the components and faces to be joined• use the correct datum faces• use the specified or appropriate fixing method• correctly align the components and faces to be joined• assemble/fabricate the platework components in the correct order or manner• produce an assembly which meets the required specification
2 Produce four of the following platework assemblies:• frames• tanks• covers and side plates• square, rectangular and box sections• cylindrical• conical• reduction pieces• segmented bends• steel and composite material assemblies• simple or complicated seatings (tank or boiler seats)
Unit 38Producing platework assemblies
242 Level 2 NVQ in Fabrication and Welding (1681)

3 Use four of the following types of components in the assemblies produced:• plates or covers• pre-fabricated square/rectangular components• pre-fabricated cylindrical/conical components• brackets• flanges• pipes• rolled section components (angle, channel or tee section)
4 Assemble platework components, using two of the following methods: • temporary tack welding• clamped or jigged• riveting (hot or cold)• flanged and mechanically fastened (nuts and bolts)• adhesive bonding
5 Produce platework assemblies which meet all of the following quality andaccuracy standards:• all components are correctly assembled and aligned in accordance with
the specification• overall dimensions are within specification tolerances• assemblies meet appropriate geometric tolerances (square, straight, angles,
free from twists)• where appropriate, pitches of erection holes meet specification requirements• completed assemblies have secure and firm joints, and are clean and free from
burrs or flash
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment and when producing platework assemblies (general workshopand site safety, appropriate personal protective equipment, accidentprocedure; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, earprotection, etc)
3 Safe working practices and procedures for producing platework assemblies4 The correct methods of moving or lifting bulky and heavy fabrications5 The hazards associated with platework fabrication and assembly work (such
using dangerous or badly maintained tools and equipment; lifting and handlinglong and heavy components; cuts, slips trips and falls), and how they can be minimised
6 How to obtain the necessary drawings and joining specifications
Unit 38Producing platework assemblies
243Level 2 NVQ in Fabrication and Welding (1681)

7 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret marking out conventions (cutting lines; centre lines, etc)9 The preparations to be carried out on the components prior to
assembling them10 The various methods of securing the assembled components (nuts and bolts;
tack welding methods and techniques; hot and cold riveting; adhesive bondingof components)
11 How to set up and align the various components, and the tools and equipmentto be used
12 Methods of temporarily holding the joints together to aid the assemblyactivities (jigs, clamps, rivet clamps, jacks and wedges)
13 The use and care of tools and equipment, and their control procedures14 The importance of using tools or equipment only for the purpose intended; the
care that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
15 The things that can go wrong when producing platework assemblies, and howthese can be avoided
16 Inspection techniques that can be applied to check that shape (includingstraightness) and dimensional accuracy is to specification and withinacceptable limits
17 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
18 Reporting lines and procedures, line supervision and technical experts
Unit 38Producing platework assemblies
244 Level 2 NVQ in Fabrication and Welding (1681)

Unit 38Producing platework assemblies
245Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the platework assembly operations:
correctly prepare and set up thecomponents and faces to be joined
use the correct datum faces
use the specified or appropriate fixingmethod
correctly align the components andfaces to be joined
assemble/fabricate the plateworkcomponents in the correct order ormanner
produce an assembly which meets therequired specification
Produce four of the following platework assemblies:
frames
tanks
covers and side plates
square, rectangular and box sections
cylindrical
conical
reduction pieces
segmented bends
steel and composite materialassemblies
simple or complicated seatings (tank orboiler seats)
Use four of the following types of components in the assemblies produced:
plates or covers
pre-fabricated square/rectangularcomponents
pre-fabricated cylindrical/conicalcomponents
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

brackets
flanges
pipes
rolled section components (angle,channel or tee section)
Assemble platework components, using two of the following methods:
temporary tack welding
clamped or jigged
riveting (hot or cold)
flanged and mechanically fastened(nuts and bolts)
adhesive bonding
Produce platework assemblies which meet all of the following quality and accuracy standards:
all components are correctlyassembled and aligned in accordancewith the specification
overall dimensions are withinspecification tolerances
assemblies meet appropriategeometric tolerances (square, straight,angles, free from twists)
where appropriate, pitches of erectionholes meet specification requirements
completed assemblies have secure andfirm joints, and are clean and free fromburrs or flash
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 38Producing platework assemblies
246 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce holes in sheet, plate,rolled section or pipe, using drilling machines, in accordance with approvedprocedures. You will be required to select the appropriate drilling equipment to use,based on the operations to be performed and the size of the component worked on.You will be expected to use appropriate workholding methods and techniques tosecure the work piece for the drilling operations, and this will include the use of jigs,clamps, machine vice and other appropriate holding devices. In drilling the holes,you will need to position the drill bits accurately and use appropriate speeds andfeeds to drill and finish the holes to the required specification. Drilling and finishingoperations will include through holes, blind holes, counterbored holes, countersunkholes, spot facing, reaming and tapping.
Your responsibilities will require you to comply with organisational policy andprocedures for the drilling activities undertaken, and to report any problems with theequipment or drilling activities that you cannot personally resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying the drilling andfinishing procedures. You will have an understanding of the drilling equipment usedand its application, together with the material characteristics and the appropriatetooling for carrying out the drilling and finishing process. You will know about thebasic principles and requirements of securing the work piece prior to carrying outthe process, in adequate depth to provide a sound basis for carrying out the drilling activities, correcting faults and ensuring the work output meets the required specification.
You will understand the safety precautions required when carrying out the drillingand finishing activities. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others inthe workplace.
Unit 39Producing holes using drilling machines
247Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the machine is set up and ready for the machining activities to be
carried outc Manipulate the machine tool controls safely and correctly in line with
operational proceduresd Produce components to the required quality and within the specified
dimensional accuracye Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Ensure that the equipment is fit for purpose and used safely, by carrying out all of
the following:• selecting the appropriate drilling equipment/machine for the operation
being performed• checking that machine guards and safety devices are in position and
function correctly• checking that drill bits and cutting tools are in a serviceable condition (sharp,
free from damage or chips)• isolating the equipment from its power supply whilst changing drill bits• securely clamping/restraining the components during the drilling operations• using the equipment safely and correctly and only for its intended purpose
2 Use two of the following drilling machines:• hand held drilling machine• pillar/bench drill• radial arm drill
3 Use two of the following workholding devices:• jigs/fixtures• machine vice• clamps
Unit 39Producing holes using drilling machines
248 Level 2 NVQ in Fabrication and Welding (1681)

4 Carry out three of the following drilling and finishing operations:• drilling through holes• drilling holes to a depth• counterboring holes• countersinking holes• centre drilling• spot facing• trepanning holes• tapping holes• jig or template drilling• component alignment drilling
5 Produce drilled and finished components which meet all of the following qualityand accuracy standards, as applicable to the process:• dimensional and positional accuracy is within specification tolerances• drilled holes are correctly formed and free from excessive tool marks• counterbores, countersinks and spot facings meet job requirements
6 Produce drilled holes in two of the following material types:• ferrous sheet metal• stainless steel sheet metal• non-ferrous sheet metal• ferrous plate or components• stainless steel plate or components• non-ferrous plate or components• non-metallic materials• composite materials
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment and when carrying out drilling and finishing operations onmaterials used in fabrication (general workshop and site safety, appropriatepersonal protective equipment, accident procedure; statutory requirements,risk assessment procedures and relevant requirements of HASAWA, COSHHand Work Equipment Regulations; safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, etc)
3 The correct methods of moving or lifting materials4 The safe working practices and procedures to be used when using portable
power operated tools and drilling machines (including emergency stopprocedures for the machines)
5 The hazards associated with drilling work (such as using dangerous or badlymaintained tools and equipment; insecure or poorly clamped workpieces;airborne metal particles; sharp edges and splinters), and how they can be minimised
6 How to obtain the necessary drawings, specifications and work instructions
Unit 39Producing holes using drilling machines
249Level 2 NVQ in Fabrication and Welding (1681)

7 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 How to interpret marking out conventions (cutting lines, centre lines, etc)9 The various types and application of drilling machines (including portable
power tools, bench and pedestal machines and radial arm machines)10 The range of drilling and hole finishing tools available (including twist drills,
reamers, counterbore tools, countersink tools, spot facing tools)11 The methods of holding and securing the drills and finishing tools into the
machine spindle (chucks, taper shank sleeves, collet chucks)12 The methods of holding and securing workpieces for drilling (including jigs and
fixtures, machine vices, clamps and restraining devices)13 Methods used to align the drill with the workpiece, and the use of centre drills
and pilot drills14 How to check that the drill hole is in the correct position before drilling to
the full diameter15 How to correct a drill that has been started off centre16 The selection of speeds and feeds for drilling, reaming and finishing operations17 The selection of cutting fluids and compounds for drilling18 Setting and adjusting tools and equipment (use of depth stops, etc)19 The material characteristics and process considerations to be taken into
account when carrying out drilling operations20 The care and control of tools and equipment; checking portable power tool
leads, plugs and sockets are in a safe and usable condition21 The importance of using tools or equipment only for the purpose intended; the
care that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
22 The things that can go wrong with drilling operations, and how these can be avoided
23 Inspection techniques that can be applied to check that dimensional accuracyand finish is to specification and within acceptable limits
24 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
25 Reporting lines and procedures, line supervision and technical experts
Unit 39Producing holes using drilling machines
250 Level 2 NVQ in Fabrication and Welding (1681)

Unit 39Producing holes using drilling machines
251Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Ensure that the equipment is fit for purpose and used safely, by carrying out all of the following:
selecting the appropriate drillingequipment/machine for the operationbeing performed
checking that machine guards andsafety devices are in position andfunction correctly
checking that drill bits and cutting toolsare in a serviceable condition (sharp,free from damage or chips)
isolating the equipment from its powersupply whilst changing drill bits
securely clamping/restraining thecomponents during the drillingoperations
using the equipment safely andcorrectly and only for its intendedpurpose
Use two of the following drilling machines:
hand held drilling machine
pillar/bench drill
radial arm drill
Use two of the following workholding devices:
jigs/fixtures
machine vice
clamps
Carry out three of the following drilling and finishing operations:
drilling through holes
drilling holes to a depth
counterboring holes
countersinking holes
centre drilling
spot facing
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

trepanning holes
tapping holes
jig or template drilling
component alignment drilling
Produce drilled and finished components which meet all of the following quality and accuracy standards, as applicable to the process:
dimensional and positional accuracy iswithin specification tolerances
drilled holes are correctly formed andfree from excessive tool marks
counterbores, countersinks and spotfacings meet job requirements
Produce drilled holes in two of the following material types:
ferrous sheet metal
stainless steel sheet metal
non-ferrous sheet metal
ferrous plate or components
stainless steel plate or components
non-ferrous plate or components
non-metallic materials
composite materials
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 39Producing holes using drilling machines
252 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to bend and form rolled sectionalmaterial using presses, bending machines and power rolls, in accordance withinstructions and approved procedures. You will be required to use the mostappropriate type and size of machine, based on the operations to be performed andthe type and section of material being used. In producing the components, you willbe required to operate the equipment safely and correctly to form the material to therequired profile without flats or deformities. The operations to be performed willinclude bending beams, curved beams, circular sections, counter curved sections,twisted beams and straightening of beams.
Your responsibilities will require you to comply with organisational policy andprocedures for the use of the machines and the process activities undertaken, and toreport any problems with the forming equipment, materials or forming activities thatyou cannot personally resolve, or are outside your permitted authority, to therelevant people. You will be expected to work to instructions, with a minimum ofsupervision, taking personal responsibility for your own actions and for the qualityand accuracy of the work that you produce.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to forming structural sectionmaterial using power machine procedures. You will have an understanding of theforming equipment being used, the forming principles, and their application, and willknow about the processes involved and their limitations, in sufficient depth toprovide a sound basis for carrying out the activities, correcting any faults andensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the formingmachines and their associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 40Forming structural sections using machines
253Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up correctly and is ready for usec Manipulate the machine controls safely and correctly in line with
operational proceduresd Produce components to the required specificatione Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the equipment is safe to use and fit for purpose, by carrying out all of
the following checks:• the appropriate machine is selected for the operation being performed• the machine guards and safety devices are in position and function correctly• forming tools are appropriate and in a serviceable condition (secure, correct
shape, free from damage)• machine settings are suitable for the material thickness and operations
to be performed
2 Use one of the following types of machines:• power press• hammer machines• section bending machine• powered rolls• special-purpose machines
3 Produce formed structural sections which contain three of the following features:• right-angled bends• angular bends• curved beams• circular sections• counter-curved sections• twisted section• straightening
Unit 40Forming structural sections using machines
254 Level 2 NVQ in Fabrication and Welding (1681)

4 Bend and form structural components made from three of the following forms of material:• rolled steel joists (RSJ)• angle section• channel section• tee angle• structural tubes/pipes• extrusions• other specific components
5 Produce structural components which meet all of the following quality andaccuracy standards:• bend position and dimensional accuracy is within the specification tolerances• the form or sharpness of the bend conforms to best practice and/or
specification, without deformation or cracking• the bend conforms to the required shape/geometry (to the template profile)
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with power operated
bending and forming equipment (such as presses, bending machines androlling machines) in a fabrication environment
2 The general workshop and site safety requirements, statutory requirements,risk assessment procedures and relevant requirements of HASAWA, COSHHand Work Equipment Regulations; safe disposal of waste materials
3 The correct protective clothing and handling precautions to be taken whenworking with structural section materials (gloves, eye protection, safetyhelmets, ear protection)
4 The handling precautions and correct methods of moving or lifting heavystructural section (RSJs, etc)
5 The hazards associated with power-operated bending processes (such ashandling heavy structural materials and components; operating movingequipment; using faulty or badly maintained tools and equipment), and howthey can be minimised
6 The safe working practices and procedures for operating power operatedbending and forming machines
7 How to obtain the necessary structural drawings and bending procedure specifications
8 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
9 Marking out conventions applicable to the bending process (centre lines,bending lines)
10 The various types of power-operated bending machines that are used forstructural section materials, and their typical applications
11 How to prepare the machine for a range of different bends (angled bends,curved sections, twisted sections and straightening of sections)
Unit 40Forming structural sections using machines
255Level 2 NVQ in Fabrication and Welding (1681)

12 The types of bending tools that are used for the various operations, and howthey are secured and set to the machine’s toolholding device
13 Ways of limiting distortion, marking and creases in the finished workpiece14 The preparations to be carried out on the materials prior to bending them15 The basic characteristics of the materials with regard to the bending
operations undertaken16 Why some materials may require a heating process before bending begins17 The need to take care of the bending tools and equipment; how to recognise
faulty or damaged forming tools; how bending and forming tools should be stored
18 The problems that can occur with the bending and forming activities, and howthey can be avoided
19 The organisational quality control procedures that are used, and how torecognise defects in the bends that you produce
20 How to make dimensional and forming inspection checks, and the tools andequipment that can be used
21 Accuracy and limitations of processes22 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve23 Reporting lines and procedures, line supervision and technical experts
Unit 40Forming structural sections using machines
256 Level 2 NVQ in Fabrication and Welding (1681)

Unit 40Forming structural sections using machines
257Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the equipment is safe to use and fit for purpose, by carrying out all of the following checks:
the appropriate machine is selected forthe operation being performed
the machine guards and safety devicesare in position and function correctly
forming tools are appropriate and in aserviceable condition (secure, correctshape, free from damage)
machine settings are suitable for thematerial thickness and operations to beperformed
Use one of the following types of machines:
power press
hammer machines
section bending machine
powered rolls
special-purpose machines
Produce formed structural sections which contain three of the following features:
right-angled bends
angular bends
curved beams
circular sections
counter-curved sections
twisted section
straightening
Bend and form structural components made from three of the following forms of material:
rolled steel joists (RSJ)
angle section
channel section
tee angle
structural tubes/pipes
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
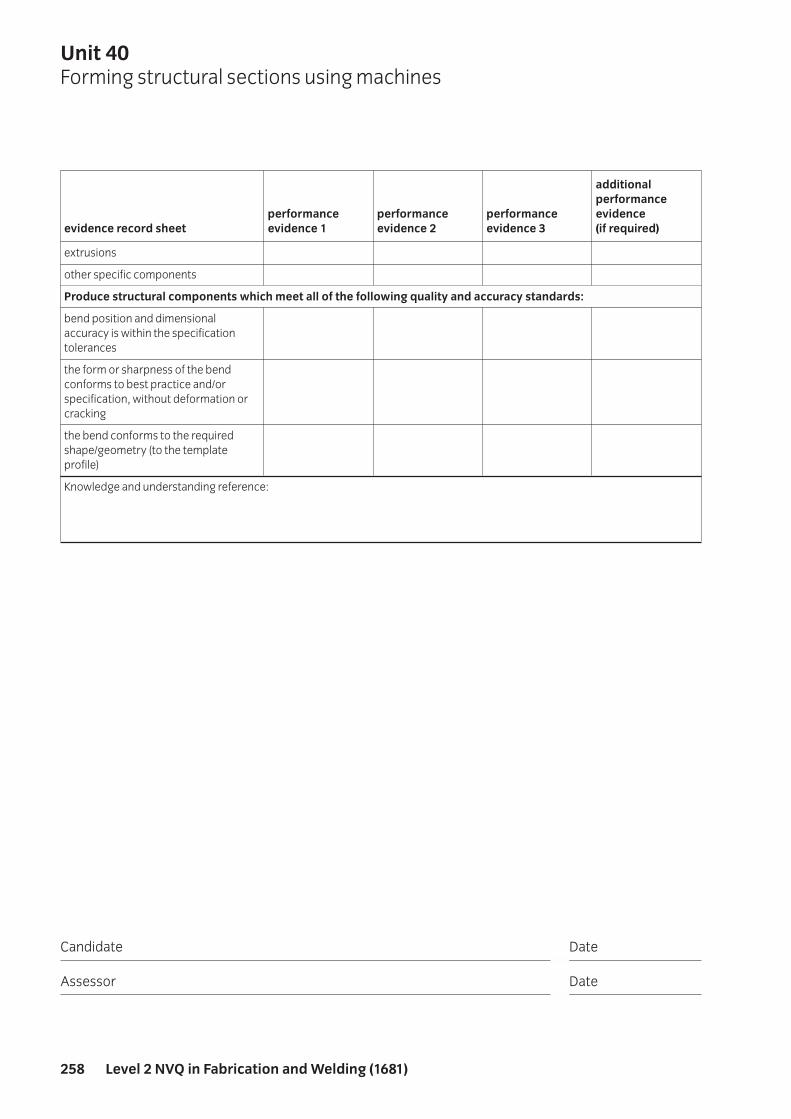
extrusions
other specific components
Produce structural components which meet all of the following quality and accuracy standards:
bend position and dimensionalaccuracy is within the specificationtolerances
the form or sharpness of the bendconforms to best practice and/orspecification, without deformation orcracking
the bend conforms to the requiredshape/geometry (to the templateprofile)
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 40Forming structural sections using machines
258 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to cut and shape plate or sectionmaterials to produce structural steel components such as fishplates, gussets,brackets, support pads and bed plates, in accordance with approved procedures.You will be required to interpret drawings, mark out simple shapes and holepositions, cut out and shape plate and sections, drill and prepare structuralcomponents ready for the assembly of major structural components.
Your responsibilities will require you to comply with organisational policy andprocedures for the marking out, shaping and preparation activities undertaken, andto report any problems with the interpretation, equipment used, materials ormanufacturing activities that you cannot personal resolve, or are outside yourpermitted authority, to the relevant person. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying structural steelshaping and fabrication procedures. You will have an understanding of thefabrication processes, the equipment and its application, and will know about thematerials and how to produce structural component parts, in adequate depth toprovide a sound basis for carrying out the activities to the required specification.
You will understand the safety precautions required when working with fabricationtools and machinery. You will be required to demonstrate safe working practicesthroughout, and will understand the responsibility you owe to yourself and others inthe workplace.
Unit 41Producing structural steel ancillary components
259Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow relevant specifications for the component to be producedc Obtain the appropriate tools and equipment for the shaping operations and check
they are in a safe and usable conditiond Shape the materials using appropriate methods and techniquese Check that all the required shaping operations have been completed to the
required specificationf Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Ensure that you carry out all of the following during the manufacturing activities:
• use the tools and equipment safely and correctly and only for its intended purpose
• mark out the components accurately using recognised conventions• set up and hold the components firmly during the shaping operations• use approved and safe cutting and shaping methods at all times• produce the components to the correct size and shape• ensure all holes are of the correct size and are at the correct centres for fixings
2 Cut and shape material to the marked-out shape, using three of the followingmethods:• shearing/cropping• sawing• burning• drilling• bending
3 Produce structural steel components, to include three of the following:• fishplates• gussets• brackets• support pads• flanges• bed plates• tie bars• stiffening plates
Unit 41Producing structural steel ancillary components
260 Level 2 NVQ in Fabrication and Welding (1681)
4 Produce structural steel components from both of the following:• steel plate (3mm or greater thickness)• rolled steel section
5 Produce structural steel components which are cut and shaped to meet all thefollowing quality and accuracy standards:• company/customer standards requirements• dimensionally accurate (to drawing or specifications)• free from distortion• free from sharp edges, slivers or burrs
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a fabrication
environment and when cutting plate or rolled sections to shape (generalworkshop and site safety, appropriate personal protective equipment, accidentprocedure; statutory requirements, risk assessment procedures and relevantrequirements of HASAWA, COSHH and Work Equipment Regulations; safedisposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe fabrication activities (leather gloves, eye protection, safety helmets, etc)
3 The correct methods of moving or lifting plate and rolled section materials4 Safe working practices and procedures to be observed when using manual and
power-operated tools5 The hazards associated with fabrication work (such as using dangerous or badly
maintained tools and equipment; operating shearing machines; handling plateand fabricated components; using hot metal techniques), and how they can be minimised
6 The procedures for obtaining the necessary drawings and specifications, andhow to check that they are the latest issue
7 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 The preparations to be carried out on the material prior to marking out, toenhance clarity, accuracy and safety
9 Principles of marking out, and the tools and equipment that are used10 Use of marking out conventions (datums, cutting detail, centre lines, etc)11 Ways of laying out the shapes/patterns to maximise the use of plate or
sheet materials12 Marking out and transferring information from templates, and how to transfer
information to the underside of the plate13 The tools and techniques available for cutting and shaping plate and section
materials (such as shearing machines, saws, burning equipment, drills, etc)14 The use and care of tools and equipment, including checks that need to be
made to ensure that the tools are fit for purpose (cutting tools are sharp andundamaged; plugs and cables secure and free from damage; machine guardsor safety devices operating correctly)
Unit 41Producing structural steel ancillary components
261Level 2 NVQ in Fabrication and Welding (1681)
15 How to produce weld preparations, and the type of preparations required fordifferent joints and material thicknesses
16 Adjusting tools and equipment; use of backstops on guillotines, etc17 The importance of using tools or equipment only for the purpose intended; the
care that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
18 Safety and control procedures for shaping plate and rolled steel sections19 The things that can go wrong with cutting and shaping plate and section
materials, and how these can be avoided20 The use of machine guards and safety protection equipment21 Inspection techniques that can be applied to check that shape and dimensional
accuracy is to specification and within acceptable limits22 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve23 Reporting lines and procedures, line supervision and technical experts
Unit 41Producing structural steel ancillary components
262 Level 2 NVQ in Fabrication and Welding (1681)

Unit 41Producing structural steel ancillary components
263Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Ensure that you carry out all of the following during the manufacturing activities:
use the tools and equipment safely andcorrectly and only for its intendedpurpose
mark out the components accuratelyusing recognised conventions
set up and hold the components firmlyduring the shaping operations
use approved and safe cutting andshaping methods at all times
produce the components to the correctsize and shape
ensure all holes are of the correct sizeand are at the correct centres for fixings
Cut and shape material to the marked-out shape, using three of the following methods:
shearing/cropping
sawing
burning
drilling
bending
Produce structural steel components, to include three of the following:
fishplates
gussets
brackets
support pads
flanges
bed plates
tie bars
stiffening plates
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce structural steel components from both of the following:
steel plate (3mm or greater thickness)
rolled steel section
Produce structural steel components which are cut and shaped to meet all the following quality and accuracy standards:
company/customer standardsrequirements
dimensionally accurate (to drawing orspecifications)
free from distortion
free from sharp edges, slivers or burrs
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 41Producing structural steel ancillary components
264 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to assist in the trial assembly of pre-fabricated structural steelwork, prior to its assembly and erection on site, tospecification and in accordance with approved procedures. Steelwork can includeany structural framing material, and will include such things as support structures,building frames and roofs, mezzanine platforms, rigs, access staging and platforms.
Your responsibilities will require you to comply with organisational policy andprocedures for the safe assembly of the structure and the associated assemblyactivities to be undertaken, and to report any problems with the component parts,equipment or construction activities that you cannot personally resolve, or areoutside your permitted authority, to the relevant people. You will be expected towork to instructions, with a minimum of supervision, taking personal responsibilityfor your own actions and for the quality and accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying structural steelassembly procedures. You will have an understanding of the principles and processesassociated with the assembly of the structures, and their application. You will knowabout the ways of handling structural steelwork and the means of fixing them inposition, as well as the care and use of the tools and equipment, in adequate depth toprovide a sound basis for carrying out the activities to the required specification.
You will understand the safety precautions required when assembling the structuralcomponents and when using the associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 42Assembling structural steelwork
265Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Determine what has to be done and how this will be achievedc Select the appropriate construction elements and check that they are in a
usable conditiond Position and secure the construction elements in line with the specificatione Securely fix any necessary temporary support facilitiesf Take appropriate measures to protect the finished constructiong Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the structural assembly operations:
• comply with health and safety and site regulations at all times• use safety and personal equipment (such as hard hat, footwear and gloves)• use the correct construction drawings and interpret them correctly• correctly prepare the components and faces to be erected and assembled• use the correct datum faces• assemble the structural components in the correct order and manner• correctly align the components and faces to be joined• use the specified or appropriate fixing method, and ensure all bolts are
tightened to the required torque• produce an assembly which meets the required specification
2 Assemble structural steelwork for one of the following:• building frames and roofs• support structures• mezzanine platforms• rigs• access staging and platforms
Unit 42Assembling structural steelwork
266 Level 2 NVQ in Fabrication and Welding (1681)

3 Use four of the following types of components in the assemblies produced:• columns• beams• roof trusses• frames• bed plates• staircases• bulkheads• roof sheeting/cladding• fishplates• brackets• support plates• guards and hand rails• safety cages• platforms and ladders
4 Use all of the following during the assembly activities: • hand tools and equipment (podger, crow bar, spanners, torque wrenches)• assembly and alignment techniques and procedures (levels, plumb lines,
laser equipment)• mechanical fastening techniques and procedures (bolted, riveted)• slinging and lifting techniques (ropes, chains, cranes)• temporary staging or mobile platforms
5 Produce assemblies which meet all of the following quality and accuracy standards:• all components are correctly assembled and aligned, in accordance with
the specification• overall dimensions are within specification tolerances• assemblies meet appropriate geometric tolerances (square, straight, angles,
free from twists)• completed assemblies meet specification
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working in a steel
construction environment and when assembling structural components(general site safety, appropriate personal protective equipment, accidentprocedure; working at height and statutory regulations relating to it, riskassessment procedures and relevant requirements of HASAWA, COSHH andWork Equipment Regulations; safe disposal of waste materials)
2 The personal protective clothing and equipment to be worn when carrying outthe assembly activities (leather gloves, eye protection, safety helmets, earprotection, safety harness, etc)
3 Safe working practices and procedures for assembling structural components4 The correct methods of moving or lifting heavy structural sections
Unit 42Assembling structural steelwork
267Level 2 NVQ in Fabrication and Welding (1681)

5 The hazards associated with assembling structural components (such as usingdangerous or badly maintained tools and equipment, lifting and handling longand heavy components, working at height, slips trips and falls), and how theycan be minimised
6 How to obtain the necessary construction and site drawings and joining specifications
7 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 The preparations to be carried out on the components prior to assembling them
9 Equipment and temporary installations that may be required to support thestructure during the assembly activities
10 The various methods of securing the assembled components (the range of nutsand bolts used, including close-tolerance location bolts; temporary tackwelding methods and techniques)
11 How to set up and align the various components, and the tools and equipmentthat is used for this
12 The use and care of tools and equipment, and their control procedures13 The importance of using tools or equipment only for the purpose intended; the
care that is required when using the tools or equipment; the proper way ofpreserving tools or equipment between operations
14 The things that can go wrong when producing structuralcomponents/assemblies, and how these can be avoided
15 Inspection techniques that can be applied to check that the construction is tospecification and within acceptable limits
16 The extent of your own authority and whom you should report to if you haveproblems that you cannot solve
17 Reporting lines and procedures, line supervision and technical experts
Unit 42Assembling structural steelwork
268 Level 2 NVQ in Fabrication and Welding (1681)

Unit 42Assembling structural steelwork
269Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the structural assembly operations:
comply with health and safety and siteregulations at all times
use safety and personal equipment(such as hard hat, footwear and gloves)
use the correct construction drawingsand interpret them correctly
correctly prepare the components andfaces to be erected and assembled
use the correct datum faces
assemble the structural components inthe correct order and manner
correctly align the components andfaces to be joined
use the specified or appropriate fixingmethod, and ensure all bolts aretightened to the required torque
produce an assembly which meets therequired specification
Assemble structural steelwork for one of the following:
building frames and roofs
support structures
mezzanine platforms
rigs
access staging and platforms
Use four of the following types of components in the assemblies produced:
columns
beams
roof trusses
frames
bed plates
staircases
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

bulkheads
roof sheeting/cladding
fishplates
brackets
support plates
guards and hand rails
safety cages
platforms and ladders
Use all of the following during the assembly activities:
hand tools and equipment (podger,crow bar, spanners, torque wrenches)
assembly and alignment techniquesand procedures (levels, plumb lines,laser equipment)
mechanical fastening techniques andprocedures (bolted, riveted)
slinging and lifting techniques (ropes,chains, cranes)
temporary staging or mobile platforms
Produce assemblies which meet all of the following quality and accuracy standards:
all components are correctlyassembled and aligned, in accordancewith the specification
overall dimensions are withinspecification tolerances
assemblies meet appropriategeometric tolerances (square, straight,angles, free from twists)
completed assemblies meetspecification
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 42Assembling structural steelwork
270 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to bend and form pipes using pipebending machines, in accordance with approved procedures. You will be required towork to instruction with the appropriate type and size of machine and former, basedon the pipe type, size and operations to be performed. In producing thecomponents, you will be required to operate the equipment safely and correctly, orto direct operations for their effective use, and to bend and form the pipe to therequired profile without flats or deformations. The pipe bending and formingoperations will include bending at right angles, bending to other angles, producingoffsets, bridge sets, curved sections and expansion loops.
Your responsibilities will require you to comply with organisational policy andprocedures for the use of the machines and the process activities undertaken, and toreport any problems with the pipe forming equipment, materials or formingactivities that you cannot personally resolve, or are outside your permitted authority,to the relevant people. You will be expected to work to instructions, with a minimumof supervision, taking personal responsibility for your own actions and for the qualityand accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to forming pipework usingmachine procedures. You will have an understanding of the characteristics of theequipment being used, the forming principles, and their application, and will knowabout the processes involved and their limitations, in sufficient depth to provide asound basis for carrying out the activities, correcting any faults and ensuring thework output is produced to the required specification.
You will understand the safety precautions required when working with the formingmachines and their associated tools and equipment. You will be required todemonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 43Forming pipework by machine bending
271Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up correctly and is ready for usec Manipulate the machine controls safely and correctly in line with
operational proceduresd Produce components to the required specificatione Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Confirm that the equipment is safe to use and fit for purpose, by carrying out all of
the following checks:• the appropriate machine is selected for the operation being performed• the machine guards and safety devices are in position and function correctly• forming tools are appropriate and in a serviceable condition (secure, correct
diameter, free of damage)• machine settings are suitable for the pipe diameter, material thickness and
operations to be performed
2 Use one of the following types of pipe bending machines:• hand operated manual bending machines (small diameter pipe)• hydraulically operated bending machines• powered pipe bending machines• CNC bending machines• power press with different former radii and sizes (pipe diameter)
3 Bend and form one of the following types of pipework:• heavy duty pipes• small bore lubrication/fuel piping• cable ducting pipework• structural pipes• high pressure pipes
Unit 43Forming pipework by machine bending
272 Level 2 NVQ in Fabrication and Welding (1681)

4 Produce pipework forms that include three of the following:• right-angled bends• angular bends• offsets• bridge sets• expansion loops• curved sections
5 Bend and form pipes made from one of the following types of material:• ferrous steel• non-ferrous• special metals
6 Produce pipe bends and forms which comply with all of the following quality andaccuracy standards, as applicable:• meet drawing, specification, template or job requirements• meet customer requirements• have the required dimensional accuracy within specified tolerances• the form or sharpness of the bend conforms to best practice and or
specification without deformation or cracking• the bend conforms to the required shape/geometry (to the template profile)
Knowledge statements:You must have knowledge and understanding of:1 The specific safety precautions to be taken when working with pipe bending
equipment/bending machines in a fabrication environment2 The general workshop and site safety requirements (statutory requirements,
risk assessment procedures and relevant requirements of HASAWA, COSHHand Work Equipment Regulations; safe disposal of waste materials)
3 The safe working practices and procedures for operating power-operatedbending and forming machines
4 The specific personal protective equipment to be worn when carrying out thepipe bending activities (gloves, eye protection, safety helmets, ear protection, etc)
5 The handling precautions and correct methods of moving or lifting long lengthsor heavy pipes
6 The hazards associated with the pipe bending activities (handling long pipelengths; using power operated bending equipment; using dangerous or badlymaintained tools and equipment; using heating equipment), and how they canbe minimised
7 How to extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
8 Principles and methods of marking out pipework, and the type of equipmentused (direct marking; use of templates; use of set wires; marking outconventions applicable to the bending process (centre lines, bending lines)
Unit 43Forming pipework by machine bending
273Level 2 NVQ in Fabrication and Welding (1681)

9 How to prepare the pipes in readiness for the bending and forming activities(visually checking for defects, cleaning the materials, removing burrs and sharp edges)
10 The characteristics of the various materials used, with regard to the bendingoperations and why some materials may require the addition of heat to aid thebending process
11 The various types of machines used to bend and form the pipe (including theuse of hand bending machines, hydraulic bending equipment, power-operatedequipment and heating methods)
12 How to prepare and set up the machine for a range of different bends (angledbends, curved sections, twisted sections and straightening of sections)
13 How to produce the various bends required (such as angled bends, dog-legsets, bridge sets and expansion loops)
14 Ways of limiting distortion, wrinkles, marking and creases in the finished workpiece
15 The problems that can occur with the bending and forming activities, and howthey can be avoided
16 The organisational quality control procedures that are used, and how torecognise defects in the bends that you produce
17 How to make dimensional and forming inspection checks, and the tools andequipment that can be used
18 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
19 Reporting lines and procedures, line supervision and technical experts
Unit 43Forming pipework by machine bending
274 Level 2 NVQ in Fabrication and Welding (1681)

Unit 43Forming pipework by machine bending
275Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Confirm that the equipment is safe to use and fit for purpose, by carrying out all of the following checks:
the appropriate machine is selected forthe operation being performed
the machine guards and safety devicesare in position and function correctly
forming tools are appropriate and in aserviceable condition (secure, correctdiameter, free of damage)
machine settings are suitable for thepipe diameter, material thickness andoperations to be performed
Use one of the following types of pipe bending machines:
hand operated manual bendingmachines (small diameter pipe)
hydraulically operated bendingmachines
powered pipe bending machines
CNC bending machines
power press with different former radiiand sizes (pipe diameter)
Bend and form one of the following types of pipework:
heavy duty pipes
small bore lubrication/fuel piping
cable ducting pipework
structural pipes
high pressure pipes
Produce pipework forms that include three of the following:
right-angled bends
angular bends
offsets
bridge sets
expansion loops
curved sections
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Bend and form pipes made from one of the following types of material:
ferrous steel
non-ferrous
special metals
Produce pipe bends and forms which comply with all of the following quality and accuracy standards, as applicable:
meet drawing, specification, templateor job requirements
meet customer requirements
have the required dimensionalaccuracy within specified tolerances
the form or sharpness of the bendconforms to best practice and orspecification without deformation orcracking
the bend conforms to the requiredshape/geometry (to the templateprofile)
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 43Forming pipework by machine bending
276 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce socket and flange filletwelded joints in pipe, using a manual welding process such as manual metal arc(MMA), MIG, MAG, TIG, flux cored wire, plasma or gas welding equipment, inaccordance with instructions and/or approved welding procedures. You will berequired to check that all the workholding equipment and manipulating devicesrequired are available and in a usable condition. You will be expected to check thewelding equipment to ensure that all the leads/cables, hoses and wire feedmechanisms are securely connected and free from damage.
In preparing to weld, you will need to set and adjust the welding conditions, in linewith the instructions or welding procedure specification. You must operate theequipment safely and correctly and make any necessary adjustments to settings, inline with your permitted authority, in order to produce the welded joints to therequired specification. You will be required to demonstrate your capability toproduce the fillet welds to the required quality, and this could be through testsaccording to BS 4872 or EN 287.
Your responsibilities will require you to comply with organisational policy andprocedures for the welding activities undertaken, and to report any problems withthe welding equipment or welding activities that you cannot resolve, or are outsideyour permitted authority, to the relevant people. You will be expected to work toinstructions, with a minimum of supervision, taking personal responsibility for yourown actions and for the quality and accuracy of the work that you produce.
Your underpinning knowledge will be sufficient to provide a sound basis for yourwork, and will provide an understanding of how the particular welding processworks. You will know about the equipment, materials and consumables, in adequatedepth to provide a sound background for the welding operations to be performed,and for ensuring the work output is produced to the required specification.
You will understand the safety precautions required when working with the weldingequipment. You will be required to demonstrate safe working practices throughout,and will understand the responsibility you owe to yourself and others in the workplace.
Unit 44Producing socket and flange fillet welded joints in pipeusing a manual welding process
277Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the relevant joining procedure and job instructionsc Check that the joint preparation complies with the specificationd Check that joining and related equipment and consumables are as specified and
fit for purposee Make the joints as specified using the appropriate thermal joining techniquef Produce joints of the required quality and of specified dimensional accuracyg Shut down the equipment to a safe condition on completion of joining activitiesh Deal promptly with excess and waste materials and temporary attachments, in
line with approved and agreed proceduresi Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Set up, check, adjust and use welding and related equipment for one of the
following welding processes:• Manual Metal Arc• MIG/MAG• TIG• Cored wire• Plasma• Gas welding
2 Use consumables appropriate to the material and application, to include either ofthe following:two types of electrode from:• rutile• basic• cellulosic• nickel alloy• aluminiumOR• two types of filler wire from different material groups
3 Produce socket and flange fillet welded joints in one of the following:• small bore pipe (50mm outside diameter or less)• large bore pipe (above 50mm outside diameter)
Unit 44Producing socket and flange fillet welded joints in pipeusing a manual welding process
278 Level 2 NVQ in Fabrication and Welding (1681)

4 Weld joints, in good access situations, in four of the following BS EN287 positions:• Flat (PA) rotating• Horizontal vertical (PB) fixed• Horizontal vertical (PB) rotating• Vertical upwards (PF) fixed• Vertical down (PG) fixed• Horizontal overhead (PD) fixed
5 Produce welded pipes which:• meet the required dimensional accuracy within specified tolerance• achieve minimum weld quality requirements applicable to fillet welds,
equivalent to those given in the relevant European/International standards (eg,EN 25817 / ISO 5187 and EN 30042 / ISO 10042), as required by the applicationstandard or specification
Knowledge statements:You must have knowledge and understanding of:1 The safe working practices and procedures to be observed when working with
the selected welding equipment (general workshop and site safety, appropriatepersonal protective equipment, fire prevention, protecting other workers fromarc eye, safety in enclosed/confined spaces; fume control; accident procedure;statutory regulations, risk assessment procedures and relevant requirementsof HASAWA, COSHH and Work Equipment Regulations; safe disposal of waste materials)
2 The correct handling and storage of gas cylinders (manual handling and use ofcylinder trolley, leak detection procedures, relevant BCGA codes of practice,cylinder identification, gas pressures, cylinder and equipment safety features,emergency shutdown procedures)
3 The hazards associated with the selected welding process (live electricalcomponents, poor earthing, arc radiation, fumes and gases, gas supply leaks,spatter, hot slag and metal, elevated working, enclosed spaces, slips, trips andfalls), and how they can be minimised
4 The manual welding process selected, and an awareness of the different typesof welding equipment (basic principles of fusion welding, AC and DC powersources, ancillary equipment, power ranges, care of equipment, terminologyused in welding, flame setting)
5 Extracting information required from drawings and welding procedurespecifications (interpretation of welding symbols, scope, content andapplication of the welding procedure specification)
6 The consumables associated with the chosen welding process (types ofelectrodes and/or filler metal and application, types of shielding gas and theirapplication, gas supply and control, correct storage and drying of electrodesand filler wire)
7 The types and features of welded joints in pipe (fillet and butt welds, single andmulti-run welds, welding positions, weld quality)
Unit 44Producing socket and flange fillet welded joints in pipeusing a manual welding process
279Level 2 NVQ in Fabrication and Welding (1681)

8 Methods of setting up and restraining the joint to achieve correct location ofcomponents and control of distortion (edge preparation, use of jigs andfixtures, manipulators and positioners, tack welding size and spacing inrelationship to material thickness and component size, use of temporaryattachments, pre-setting)
9 Preparing the welding equipment, and checks that need to be made to ensurethat it is safe and ready to use (electrical connections, earthing arrangements;equipment calibration, setting welding parameters)
10 The techniques of operating the welding equipment to produce a range ofjoints in the various joint positions (fine tuning parameters, correctmanipulation of the welding gun or electrode, safe closing down of the welding equipment)
11 The importance of complying with job instructions and the welding procedure specification
12 Problems that can occur with the welding activities, and how these can beovercome (causes of distortion and methods of control, effects of welding onmaterials and sources of weld defects; methods of prevention)
13 The organisational quality systems used; weld standards to be achieved; weld inspection and test procedures used (including visual and non-destructive tests)
14 Personal approval tests, and their applicability to your work15 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve16 Reporting lines and procedures, line supervision and technical experts
Unit 44Producing socket and flange fillet welded joints in pipeusing a manual welding process
280 Level 2 NVQ in Fabrication and Welding (1681)

Unit 44Producing socket and flange fillet welded joints in pipeusing a manual welding process
281Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Set up, check, adjust and use welding and related equipment for one of the following welding processes:
Manual Metal Arc
MIG/MAG
TIG
Cored wire
Plasma
Gas welding
Use consumables appropriate to the material and application, to include either of the following:
two types of electrode from:
rutile
basic
cellulosic
nickel alloy
aluminium
OR
two types of filler wire from differentmaterial groups
Produce socket and flange fillet welded joints in one of the following:
small bore pipe (50mm outsidediameter or less)
large bore pipe (above 50mm outsidediameter)
Weld joints, in good access situations, in four of the following BS EN287 positions:
Flat (PA) rotating
Horizontal vertical (PB) fixed
Horizontal vertical (PB) rotating
Vertical upwards (PF) fixed
Vertical down (PG) fixed
Horizontal overhead (PD) fixed
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce welded pipes which:
meet the required dimensionalaccuracy within specified tolerance
achieve minimum weld qualityrequirements applicable to fillet welds,equivalent to those given in therelevant European/Internationalstandards (eg, EN 25817 / ISO 5187 andEN 30042 / ISO 10042), as required bythe application standard orspecification
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 44Producing socket and flange fillet welded joints in pipeusing a manual welding process
282 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce composite mouldingsusing wet lay-up techniques, in accordance with approved procedures. You will berequired to follow the appropriate instructions, drawings, specifications anddocumentation to produce the composite mouldings, using the correct wet lay-upproduction techniques.
You will produce a range of composite mouldings, incorporating a variety of featuresand using a range of techniques and processes. Mouldings produced will includelaminates and sandwich structures, using a range of resin, fibre and core materials.
Your responsibilities will require you to comply with organisational policy andprocedures for the composite moulding activities undertaken, and to report anyproblems with the moulding activities, equipment or materials that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work to instructions, with a minimum of supervision, takingpersonal responsibility for your own actions and for the quality and accuracy of thework that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying composite mouldingwet lay-up techniques and procedures. You will have an understanding of theproduction techniques used, and their application, in adequate depth to provide asound basis for carrying out the activities, recognising faults, and ensuring the workoutput is to the required specification.
You will understand the safety precautions required when carrying out the wet lay-up moulding activities and when using the associated tools and equipment. You willbe required to demonstrate safe working practices throughout, and will understandthe responsibility you owe to yourself and others in the workplace.
Unit 45Producing composite mouldings using wet lay-up techniques
283Level 2 NVQ in Fabrication and Welding (1681)
Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the correct component drawing or any other related specifications for the
component to be producedc Determine what has to be done and how this will be achievedd Obtain and prepare the appropriate tools, equipment and materialse Carry out the moulding or laying-up activities using the correct methods
and techniquesf Produce components to the required specificationg Check that all the required operations have been completed to specificationh Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the moulding activities:
• use the correct issue of production documentation (instructions, drawings, job cards)
• use relevant health and safety documentation (material data sheets, COSHH sheets)
• use the correct tools and equipment for the activity and ensure they are safe to use
• use the correct materials and consumables, as specified in the production documentation
• apply safe and appropriate wet lay-up working practices and procedures at all times
• keep the work area in a safe condition
2 Prepare moulds and materials for production activities, to include all of the following:• cleaning of tooling and removal of resin build-ups• checking of tooling for surface defects• correctly applying sealants/release agents• dispensing and applying the correct measure and mix of resin/catalyst
Unit 45Producing composite mouldings using wet lay-up techniques
284 Level 2 NVQ in Fabrication and Welding (1681)

3 Produce a range of mouldings, using two of the following application techniques:• spray application of fibre/resin• application of a gel coat• brush application of fibre/resin• roller application of fibre/resin• removal of voids and air pockets• use of vacuum bagging• use of bleed plies
4 Produce a range of mouldings incorporating one of the following in the lay-up:• feathered joins• overlap joins• orientated plies• inserts• fixtures• butt joins
5 Produce a range of mouldings, incorporating two of the following shape features:• internal corner• external corner• double curvature• concave surface• convex surface• vertical surface
6 Produce a range of mouldings using all the following:• resin (such as polyester, epoxy, phenolic, vinyl ester)• fibre (such as glass, carbon, polyethylene, aramid)• reinforcement (such as braids, roving, tapes, chopped strand, continuous
filament, woven)• core material (such as wood, coremat, structural foam, honeycomb)
7 Produce a range of mouldings which comply with one or more of the following standards:• ISO 9000 quality assurance procedures• customer standards and requirements• company standards and procedures
Knowledge statements:You must have knowledge and understanding of:1 Health and safety precautions to be taken, and procedures used in the
specific work area, when working with composite materials, consumables,tools and equipment
2 The hazards associated with working with composite materials, consumables,tools and equipment, and how to minimise these in the work area
3 The protective equipment that is needed for personal protection and, whererequired, the protection of others
Unit 45Producing composite mouldings using wet lay-up techniques
285Level 2 NVQ in Fabrication and Welding (1681)

4 The application of COSHH regulations in relation to the storage, use anddisposal of composite materials and consumables
5 How to use and extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
6 How to interpret and use imperial and metric systems of measurement7 Quality procedures used in the workplace to ensure production control (in
relation to currency, issue, meeting specification, etc)8 Conventions and terminology used for wet lay-up techniques (eg, resin and
fibre weights/volumes, material orientation, material identification, materialtailoring, mixing ratios, gel times, exotherm, bleed plies, etc)
9 The type of resin, fibres and reinforcement used, and their applications10 The visual identification of both raw and finished composite materials11 Methods of preparation for patterns, moulds and tooling (including the correct
use of surface sealers and release agents)12 Mixing ratios for gel coats, resins and catalysts, and their associated
working times13 The methods used in the application of the resin/fibre during the lay-up activity14 Tools and equipment used in the lay-up activities, and their care, preparation
and control procedures15 How to recognise faults that can occur during the lay-up process16 Procedures and methods used for removing mouldings from production tooling17 The identification of defects in the composite moulding (such as de-lamination,
voids, contaminants, etc)18 The care and safe handling of production tooling and composite mouldings
throughout the production cycle19 The production controls used in the work area, and actions to be taken for
unaccounted items20 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 45Producing composite mouldings using wet lay-up techniques
286 Level 2 NVQ in Fabrication and Welding (1681)

Unit 45Producing composite mouldings using wet lay-up techniques
287Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the moulding activities:
use the correct issue of productiondocumentation (instructions, drawings,job cards)
use relevant health and safetydocumentation (material data sheets,COSHH sheets)
use the correct tools and equipment forthe activity and ensure they are safe touse
use the correct materials andconsumables, as specified in theproduction documentation
apply safe and appropriate wet lay-upworking practices and procedures at alltimes
keep the work area in a safe condition
Prepare moulds and materials for production activities, to include all of the following:
cleaning of tooling and removal of resinbuild-ups
checking of tooling for surface defects
correctly applying sealants/releaseagents
dispensing and applying the correctmeasure and mix of resin/catalyst
Produce a range of mouldings, using two of the following application techniques:
spray application of fibre/resin
application of a gel coat
brush application of fibre/resin
roller application of fibre/resin
removal of voids and air pockets
use of vacuum bagging
use of bleed plies
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce a range of mouldings incorporating one of the following in the lay-up:
feathered joins
overlap joins
orientated plies
inserts
fixtures
butt joins
Produce a range of mouldings, incorporating two of the following shape features:
internal corner
external corner
double curvature
concave surface
convex surface
vertical surface
Produce a range of mouldings using all the following:
resin (such as polyester, epoxy,phenolic, vinyl ester)
fibre (such as glass, carbon,polyethylene, aramid)
reinforcement (such as braids, roving,tapes, chopped strand, continuousfilament, woven)
core material (such as wood, coremat,structural foam, honeycomb)
Produce a range of mouldings which comply with one or more of the following standards:
ISO 9000 quality assurance procedures
customer standards and requirements
company standards and procedures
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 45Producing composite mouldings using wet lay-up techniques
288 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce composite mouldingsusing pre-preg laminating techniques, in accordance with approved procedures. Youwill be required to follow the appropriate instructions, drawings, specifications anddocumentation to produce the various mouldings, using the correct pre-preglaminating production techniques.
You will produce a range of composite mouldings, incorporating a variety of featuresand using a range of techniques and processes. Mouldings produced will includelaminates and sandwich structures, using a range of resin, fibre and core materials.
Your responsibilities will require you to comply with organisational policy andprocedures for the pre-preg laminating activities undertaken, and to report anyproblems with the production activities, equipment or materials that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work to instructions, with a minimum of supervision, takingpersonal responsibility for your own actions and for the quality and accuracy of thework that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying pre-preg laminatingtechniques and procedures. You will have an understanding of the pre-preglaminating production techniques used, and their application, in adequate depth toprovide a sound basis for carrying out the activities, recognising faults, and ensuringthe work output is to the required specification.
You will understand the safety precautions required when carrying out the pre-preglaminating activities and when using the associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 46Producing composite mouldings using pre-preg laminating techniques
289Level 2 NVQ in Fabrication and Welding (1681)
Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the correct component drawing or any other related specifications for the
component to be producedc Determine what has to be done and how this will be achievedd Obtain and prepare the appropriate tools, equipment and materialse Carry out the moulding or laying-up activities using the correct methods
and techniquesf Produce components to the required specificationg Check that all the required operations have been completed to specificationh Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the moulding activities:
• use the correct issue of production documentation (instructions, drawings, job cards)
• use relevant health and safety documentation (material data sheets, COSHHsheets, risk assessments)
• use the correct tools and equipment for the activity, and ensure they are safe to use
• use the correct materials as specified in the production documentation• apply safe and appropriate pre-preg laminating working practices and
procedures at all times• keep the work area in a safe condition
2 Prepare moulds and materials for production activities, to include carrying out allof the following:• cleaning of tooling and removal of resin build ups• checking of tooling for surface defects• correctly applying sealants/release agents• cutting materials to correct shape and orientation (where applicable)
Unit 46Producing composite mouldings using pre-preg laminating techniques
290 Level 2 NVQ in Fabrication and Welding (1681)

3 Produce a range of mouldings, using techniques for two of the following types ofproduction tools:• metal• wet lay-up• glass pre-preg• tooling block• carbon pre-preg• female tooling• male tooling• multi-part tools• matched tooling• closed tooling
4 Produce composite fabrications, incorporating one of the following in the lay-up:• butt joins• overlap joins• staggered joins• orientated plies• inverted plies• inserts
5 Produce composite fabrications, incorporating three of the following features:• internal corners• external corners• double curvature• concave surface• convex surfaces• return surfaces• joggle details• nett edges
6 Use all of the following in the lay-up activities:• resin (such as epoxy, phenolic, bismaleimide, cyanate ester)• fibre (such as glass, polyethylene, aramid, carbon)• reinforcement (such as continuous, uni-directional, braids, woven,
multi-axis, tapes)• core materials (such as wood, syntactic core, expanding core, foam,
honeycomb)
7 Use one of the following for applying temperature during the cure cycle:• oven• heated tools/moulds• autoclave• heated press
Unit 46Producing composite mouldings using pre-preg laminating techniques
291Level 2 NVQ in Fabrication and Welding (1681)

8 Use one of the following for applying pressure during the cure cycle:• pressure bags• vacuum bags• thermal mould expansion• fibre tensioning
9 Produce a range of mouldings which comply with one of the following standards:• ISO 9000 quality assurance procedures• customer standards and requirements• company standards and procedures
Knowledge statements:You must have knowledge and understanding of:1 Health and safety precautions to be taken, and procedures used in the specific
work area, when working with composite materials, consumables, tools and equipment
2 The hazards associated with working with composite materials, consumables,tools and equipment, and how to minimise these in the work area
3 Protective equipment that is needed for personal protection and, whererequired, the protection of others
4 The application of COSHH regulations in relation to the storage, use anddisposal of composite materials and consumables
5 How to use and extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
6 How to interpret imperial and metric systems of measurement7 Quality procedures used in the workplace to ensure production control (in
relation to currency, issue, meeting specification, etc)8 Conventions and terminology used for pre-preg laminating techniques (eg,
material orientation, material identification, material templates, ply lay-up,pressure plates, vacuum bagging, cure cycles, exotherm, etc)
9 The type of resin systems, fibres and reinforcements used, and their applications
10 The core, insert and filler materials used, and their applications11 The visual identification of both raw and finished composite materials12 Methods used in the application of pre-preg materials to tooling surfaces
(including methods of tailoring and cutting)13 Correct methods of storage and handling of ancillary and consumable materials14 Tools and equipment used in the pre-preg laminating activities, and their care,
preparation and control procedures15 How to recognise faults that can occur during the moulding process16 The importance of adhering to the cure cycle17 Procedures and methods used for removing mouldings from production tooling
Unit 46Producing composite mouldings using pre-preg laminating techniques
292 Level 2 NVQ in Fabrication and Welding (1681)

18 The care and safe handling of production tooling and composite mouldingsthroughout the production cycle
19 The production controls used in the work area, and actions to be taken forunaccounted items
20 The extent of your own authority and whom you should report to if you haveproblems that you cannot resolve
Unit 46Producing composite mouldings using pre-preg laminating techniques
293Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Carry out all of the following during the moulding activities:
use the correct issue of productiondocumentation (instructions, drawings, job cards)
use relevant health and safetydocumentation (material data sheets,COSHH sheets, risk assessments)
use the correct tools and equipment forthe activity, and ensure they are safe to use
use the correct materials as specified inthe production documentation
apply safe and appropriate pre-preglaminating working practices andprocedures at all times
keep the work area in a safe condition
Prepare moulds and materials for production activities, to include carrying out all of the following:
cleaning of tooling and removal of resinbuild ups
checking of tooling for surface defects
correctly applying sealants/releaseagents
cutting materials to correct shape andorientation (where applicable)
Produce a range of mouldings, using techniques for two of the following types of production tools:
metal
wet lay-up
glass pre-preg
tooling block
carbon pre-preg
female tooling
male tooling
multi-part tools
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 46Producing composite mouldings using pre-preg laminating techniques
294 Level 2 NVQ in Fabrication and Welding (1681)

Unit 46Producing composite mouldings using pre-preg laminating techniques
295Level 2 NVQ in Fabrication and Welding (1681)
matched tooling
closed tooling
Produce composite fabrications, incorporating one of the following in the lay-up:
butt joins
overlap joins
staggered joins
orientated plies
inverted plies
inserts
Produce composite fabrications, incorporating three of the following features:
internal corners
external corners
double curvature
concave surface
convex surfaces
return surfaces
joggle details
nett edges
Use all of the following in the lay-up activities:
resin (such as epoxy, phenolic,bismaleimide, cyanate ester)
fibre (such as glass, polyethylene,aramid, carbon)
reinforcement (such as continuous, uni-directional, braids, woven, multi-axis,tapes)
core materials (such as wood, syntacticcore, expanding core, foam,honeycomb)
Use one of the following for applying temperature during the cure cycle:
oven
heated tools/moulds
autoclave
heated press
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Use one of the following for applying pressure during the cure cycle:
pressure bags
vacuum bags
thermal mould expansion
fibre tensioning
Produce a range of mouldings which comply with one of the following standards:
ISO 9000 quality assurance procedures
customer standards and requirements
company standards and procedures
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 46Producing composite mouldings using pre-preg laminating techniques
296 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to produce components by acrylicmoulding, in accordance with approved procedures. You will be required to followthe appropriate instructions, drawings, specifications and documentation toproduce the various types of components. You will be expected to produce theacrylic components using the specified moulding process and techniques. This willinvolve using equipment such as air circulating ovens, presses, trimming andautomated cutting equipment. The products produced will include deep drawn,double curvature, convex and concave shapes.
Your responsibilities will require you to comply with organisational policy andprocedures for the acrylic moulding activities undertaken, and to report anyproblems with the moulding activities, equipment or materials that you cannotpersonally resolve, or are outside your permitted authority, to the relevant people.You will be expected to work to instructions, with a minimum of supervision, takingpersonal responsibility for your own actions and for the quality and accuracy of thework that you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying acrylic mouldingtechniques and procedures. You will have an understanding of the productiontechniques used, and their application, in adequate depth to provide a sound basisfor carrying out the activities, recognising faults, and ensuring the work output is tothe required specification.
You will understand the safety precautions required when carrying out the acrylicmoulding activities and when using the associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 47Produce components by acrylic moulding
297Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow the correct component drawing or any other related specifications for the
component to be producedc Determine what has to be done and how this will be achievedd Obtain and prepare the appropriate tools, equipment and materialse Carry out the moulding or laying-up activities using the correct methods
and techniquesf Produce components to the required specificationg Check that all the required operations have been completed to specificationh Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the moulding activities:
• use the correct issue production documentation (work instructions, drawings,job cards)
• use relevant health and safety documentation (material data sheets, COSHH sheets)
• use the correct tools and equipment for the activity, and ensure they are safe to use
• use the correct materials and consumables, as specified in the production documentation
• apply safe and appropriate acrylic moulding practices and procedures at all times
• keep the work area in a safe condition
2 Carry out one of the following moulding methods and techniques:• vacuum moulding• deep drawing• shape clamping• positive pressure shaping• stress relieving
Unit 47Produce components by acrylic moulding
298 Level 2 NVQ in Fabrication and Welding (1681)

3 Carry out three of the following operations during the moulding process:• tool/equipment preparation• sheet preparation• trimming• setting and controlling temperatures• stress relieving• sheet forming• de-moulding
4 Produce a range of components with two of the following features:• box sections• cylindrical section• convex shapes• concave shapes• single curvatures• double curvatures
5 Produce a range of mouldings which comply with one or more of the following standards:• ISO 9000 quality assurance procedures• customer standards and requirements• company standards and procedures
Knowledge statements:You must have knowledge and understanding of:1 The specific safety practices and procedures that you need to observe when
working with acrylics, including any specific legislation, regulations/codes ofpractice for the activities, equipment or materials used
2 The health and safety requirements of the work area where you are carrying outthe activities, and the responsibility these requirements place on you
3 The protective equipment that you need to use for both personal protectionand, where appropriate, protection of others
4 The hazards associated with moulding acrylic materials, and with the tools andequipment used, and how they can be minimised
5 The interpretation of drawings, standards, quality control procedures andspecifications used for the moulding activity, and the currency/issue checks ofthe documents you are working with
6 The principles of deep drawing, concave/convex moulding, positive pressuremoulding and stress relieving
7 The different methods of heating materials, and the temperature control methods8 The sheet profiling procedures, and material trimming methods/procedures9 The supply of acrylic sheet (such as colour, thickness, sheet size, surface
texture, material protection)10 The use of forming aids11 The methods of sheet trimming and sheet cleaning prior to moulding
Unit 47Produce components by acrylic moulding
299Level 2 NVQ in Fabrication and Welding (1681)

12 The preparation methods and procedures applied to the moulding surface13 The material cleaning methods and procedures to be applied14 The quality control procedures to followed during the moulding operations15 The methods and techniques for lifting, handling and supporting the
components/equipment/materials during the moulding activities16 Recognition of moulding defects (such as misalignment, distortion, damage,
contamination and surface defects)17 The tools and equipment used in the moulding activities, and their calibration,
care, preparation and control procedures18 The problems that can occur with the moulding operations, and how these can
be overcome19 The recording documentation to be completed for the moulding
activities undertaken20 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 47Produce components by acrylic moulding
300 Level 2 NVQ in Fabrication and Welding (1681)

Unit 47Produce components by acrylic moulding
301Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the moulding activities:
use the correct issue productiondocumentation (work instructions,drawings, job cards)
use relevant health and safetydocumentation (material data sheets,COSHH sheets)
use the correct tools and equipment forthe activity, and ensure they are safe touse
use the correct materials andconsumables, as specified in theproduction documentation
apply safe and appropriate acrylicmoulding practices and procedures atall times
keep the work area in a safe condition
Carry out one of the following moulding methods and techniques:
vacuum moulding
deep drawing
shape clamping
positive pressure shaping
stress relieving
Carry out three of the following operations during the moulding process:
tool/equipment preparation
sheet preparation
trimming
setting and controlling temperatures
stress relieving
sheet forming
de-moulding
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

Produce a range of components with two of the following features:
box sections
cylindrical section
convex shapes
concave shapes
single curvatures
double curvatures
Produce a range of mouldings which comply with one or more of the following standards:
ISO 9000 quality assurance procedures
customer standards and requirements
company standards and procedures
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 47Produce components by acrylic moulding
302 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to vacuum form components, inaccordance with approved procedures. You will be required to follow theappropriate instructions, drawings and specifications, to produce the various typesof components from thermoplastic sheet, fibre reinforced thermoplastic sheet andstructural foam. This will require you to use a range of air circulating ovens, vacuumforming machines, trimming equipment and various types of tooling. Thecomponents produced will have a range of features, including male shapes, femaleshapes, double curvatures and stiffened mouldings.
Your responsibilities will require you to comply with organisational policy andprocedures for the vacuum forming activities undertaken, and to report anyproblems with the vacuum forming activities, equipment, materials or consumablesthat you cannot personally resolve, or are outside your permitted authority, to therelevant people. You will be expected to work to instructions, with a minimum ofsupervision, taking personal responsibility for your own actions and for the qualityand accuracy of the work that you carry out.
Your underpinning knowledge will be sufficient to provide an understanding of yourwork, and will provide an informed approach to applying vacuum formingprocedures. You will have an understanding of the vacuum forming proceduresused, and their application, and will know about the vacuum forming techniques,materials, tooling and consumables used, in adequate depth to provide a soundbasis for carrying out the activities, recognising faults and ensuring the work outputis to the required specification.
You will understand the safety precautions required when carrying out the vacuumforming operations and when using the associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 48Vacuum forming composite materials
303Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Confirm that the equipment is set up correctly and is ready for usec Manipulate the machine controls safely and correctly in line with
operational proceduresd Produce components to the required specificatione Carry out quality sampling checks at suitable intervalsf Deal promptly and effectively with problems within your control and report those
that cannot be solvedg Shut down the equipment to a safe condition on conclusion of the
machining activities
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the vacuum forming activities:
• use the correct issue of production documentation (job instructions, drawings, specifications)
• use relevant health and safety documentation (material data sheets, relevantCOSHH sheets, risk assessments)
• use the correct materials and consumables as specified in the productiondocumentation (colour, size, composition)
• use the correct tools and equipment for the activity and check they are fit for purpose
• apply safe and appropriate vacuum forming techniques and working practicesat all times
• leave the work area in a safe condition
2 Use two of the following types of equipment:• air circulating ovens• vacuum forming machines• tufnol tooling• metal tooling• wood tooling• trimming equipment• composite tooling
Unit 48Vacuum forming composite materials
304 Level 2 NVQ in Fabrication and Welding (1681)

3 Carry out three of the following operations:• bubble blowing to minimize webbing• positioning of robbers• cleaning tooling• temperature control• trimming techniques• drying of sheet• use of intensifiers• sheet cleaning
4 Produce a range of components with two of the following features:• double curvatures• male shapes• female shapes• stiffened mouldings
5 Produce a range of components using one the following materials:• thermoplastic sheet (such as polycarbonate, polysulphone, acrylic,
polyvinyl chloride, ABS)• fibre-reinforced thermoplastic sheet• structural foams (polyvinyl chloride (PVC), polymethate (Rohacell), etc)
6 Produce components which comply with one or more of the following standards:• ISO 9000 series and procedures• customer standards and requirements• company standards and procedures
Knowledge statements:You must have knowledge and understanding of:1 The specific safety practices and procedures that you need to observe when
working with vacuum forming equipment (including any specific legislation,regulations/codes of practice for the activities, equipment or materials)
2 The health and safety requirements of the work area where you are carrying outthe activities, and the responsibility these requirements place on you
3 The protective equipment that you need to use for both personal protectionand, where appropriate, protection of others
4 The hazards associated with carrying out vacuum forming activities, and withthe tools and equipment used, and how they can be minimised
5 The application of COSHH regulations in relation to the storage, use anddisposal of materials and consumables used in the vacuum forming process
6 How to extract information from engineering drawings, and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to the work undertaken)
7 How to interpret imperial and metric systems of measurement8 The methods of sheet trimming and sheet cleaning, prior to forming9 The preparation methods and procedures applied to the moulding surface10 The identification of the correct male/female mould tooling
Unit 48Vacuum forming composite materials
305Level 2 NVQ in Fabrication and Welding (1681)

11 The methods and techniques of loading and aligning materials into the mould tooling
12 The methods and techniques for carrying out the de-moulding procedures13 How to recognise vacuum forming defects (such as misalignment, distortion,
damage, contamination and surface defects)14 The importance of adhering to the vacuum forming cycle15 The quality control procedures to followed during the vacuum
forming operations16 The tools and equipment used in the vacuum forming activities, and their care,
preparation and control procedures17 The problems that can occur with the vacuum forming operations, and how
these can be overcome18 The production documentation to be completed for the vacuum forming
activities undertaken19 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 48Vacuum forming composite materials
306 Level 2 NVQ in Fabrication and Welding (1681)

Unit 48Vacuum forming composite materials
307Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the vacuum forming activities:
use the correct issue of productiondocumentation (job instructions,drawings, specifications)
use relevant health and safetydocumentation (material data sheets,relevant COSHH sheets, riskassessments)
use the correct materials andconsumables as specified in theproduction documentation (colour,size, composition)
use the correct tools and equipment forthe activity and check they are fit forpurpose
apply safe and appropriate vacuumforming techniques and workingpractices at all times
leave the work area in a safe condition
Use two of the following types of equipment:
air circulating ovens
vacuum forming machines
tufnol tooling
metal tooling
wood tooling
trimming equipment
composite tooling
Carry out three of the following operations:
bubble blowing to minimize webbing
positioning of robbers
cleaning tooling
temperature control
trimming techniques
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

drying of sheet
use of intensifiers
sheet cleaning
Produce a range of components with two of the following features:
double curvatures
male shapes
female shapes
stiffened mouldings
Produce a range of components using one the following materials:
thermoplastic sheet (such aspolycarbonate, polysulphone, acrylic,polyvinyl chloride, ABS)
fibre-reinforced thermoplastic sheet
structural foams (polyvinyl chloride(PVC), polymethate (Rohacell), etc)
Produce components which comply with one or more of the following standards:
ISO 9000 series and procedures
customer standards and requirements
company standards and procedures
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 48Vacuum forming composite materials
308 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to trim composite mouldings usinghand tools, in accordance with approved procedures. You will be required to followthe appropriate instructions, drawings, specifications and documentation to trimvarious composite mouldings, using the correct trimming techniques.
You will be expected to select and use the correct tools and equipment for thetrimming activity. You will trim a range of composite mouldings, incorporating avariety of features, by using cutting, sanding, drilling and polishing techniques andprocesses. Mouldings to be trimmed will include a range of resin and fibre materials.
Your responsibilities will require you to comply with organisational policy andprocedures for the trimming activities undertaken, and to report any problems withthe trimming activities, equipment or materials that you cannot personally resolve,or are outside your permitted authority, to the relevant people. You will be expectedto work to instructions, with a minimum of supervision, taking personalresponsibility for your own actions and for the quality and accuracy of the work thatyou carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to applying composite mouldingtrimming techniques and procedures. You will have an understanding of thetrimming techniques used, and their application, in adequate depth to provide asound basis for carrying out the activities, recognising faults and ensuring thetrimmed mouldings are to the required specification.
You will understand the safety precautions required when carrying out the trimmingactivities and when using the associated tools and equipment. You will be requiredto demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 49Trimming composite mouldings using hand tools
309Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Follow relevant specifications for the component to be producedc Obtain the appropriate tools and equipment for the shaping operations and check
they are in a safe and usable conditiond Shape the materials using appropriate methods and techniquese Check that all the required shaping operations have been completed to the
required specificationf Deal promptly and effectively with problems within your control and report those
that cannot be solved
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the trimming activities:
• use the correct issue of production documentation (job instructions, drawings, specifications)
• use relevant health and safety documentation (material data sheets, relevantCOSHH sheets, risk assessments)
• use the correct tools and equipment for the activity, and ensure they are safeto use and suitably stored
• apply safe and appropriate trimming techniques and working practices at all times
• keep the work area in a safe condition
2 Carry out all the following when preparing for the trimming activity:• check moulding is correct and complete• check for any defects in the moulding• identify and protect the moulding in the work area
3 Mark out the mouldings using four of the following methods:• scriber• height gauge• moulded scribe lines• centre punch• trimming templates
Unit 49Trimming composite mouldings using hand tools
310 Level 2 NVQ in Fabrication and Welding (1681)

4 Cut mouldings using two the following methods:• cutting wheels/discs• saws• routers• trim jigs
5 Sand mouldings using three of the following methods:• rubbing blocks• diamond files• pencil grinders• disc sanders• belt sanders
6 Use a hand drill or pedestal drill to drill mouldings, using three of the following methods:• drill jigs• hole saws• counterbores• countersinks• drill bits
7 Polish mouldings using three of the following methods:• wet sanding• cutting compound• polishing compound• rubbing block• orbital sander• polisher
8 Trim mouldings using techniques for both of the following:• resins (such as polyester, vinyl ester, epoxy, phenolic, bismaleimide,
cyanate ester )• fibres (such as polyethylene, glass, aramid, carbon)
Unit 49Trimming composite mouldings using hand tools
311Level 2 NVQ in Fabrication and Welding (1681)

9 Trim mouldings that require, or incorporate, eight of the following features:• straight edges• curved edges• flat surfaces• polished surfaces• shaped surfaces• radius corners• returns• nett edges• joggle details• removal of join lines• holes• multiple hole sizes• countersinks• counterbores• further lay-up stages• inserts to be drilled• inserts to be tapped• solid cores• honeycomb cores• edge filling
10 Trim a range of fabrications which comply with one of the following standards:• ISO 9000 quality assurance procedures• customer standards and requirements• company standards and procedures
Knowledge statements:You must have knowledge and understanding of:1 Health and safety precautions to be taken and procedures used when
working with composite materials, consumables, tools and equipment in the specific work area
2 The hazards associated with trimming composite materials, consumables,tools and equipment, and how to minimise these in the work area
3 Protective equipment that is needed for personal protection and, whererequired, the protection of others
4 The application of COSHH regulations in relation to the storage, use anddisposal of composite materials and consumables
5 How to use and extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
6 How to interpret drawings, imperial and metric systems of measurement,workpiece reference points and system of tolerancing
7 How to prepare for the trimming activities, and how to mark out the mouldingsfor the material that needs to be removed
8 Quality procedures used in the workplace to ensure production control (inrelation to currency, issue, meeting specification, etc)
Unit 49Trimming composite mouldings using hand tools
312 Level 2 NVQ in Fabrication and Welding (1681)

9 Conventions and terminology used for trimming activities (eg, scribe lines,sanding grades, types of cutting tools, speeds)
10 The different types of manual and power tools used in composite trimming operations
11 The different types of cutting tools and abrasives used in trimming compositematerials, and their application
12 The visual identification of cured composite materials13 The identification of defects in composite mouldings14 The methods used in the trimming of composite mouldings15 The care and safe handling of composite mouldings throughout the
trimming cycle16 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 49Trimming composite mouldings using hand tools
313Level 2 NVQ in Fabrication and Welding (1681)

evidence type
date
Carry out all of the following during the trimming activities:
use the correct issue of productiondocumentation (job instructions,drawings, specifications)
use relevant health and safetydocumentation (material data sheets,relevant COSHH sheets, riskassessments)
use the correct tools and equipment forthe activity, and ensure they are safe touse and suitably stored
apply safe and appropriate trimmingtechniques and working practices at alltimes
keep the work area in a safe condition
Carry out all the following when preparing for the trimming activity:
check moulding is correct andcomplete
check for any defects in the moulding
identify and protect the moulding in thework area
Mark out the mouldings using four of the following methods:
scriber
height gauge
moulded scribe lines
centre punch
trimming templates
Cut mouldings using two the following methods:
cutting wheels/discs
saws
routers
trim jigs
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 49Trimming composite mouldings using hand tools
314 Level 2 NVQ in Fabrication and Welding (1681)

Unit 49Trimming composite mouldings using hand tools
315Level 2 NVQ in Fabrication and Welding (1681)
Sand mouldings using three of the following methods:
rubbing blocks
diamond files
pencil grinders
disc sanders
belt sanders
Use a hand drill or pedestal drill to drill mouldings, using three of the following methods:
drill jigs
hole saws
counterbores
countersinks
drill bits
Polish mouldings using three of the following methods:
wet sanding
cutting compound
polishing compound
rubbing block
orbital sander
polisher
Trim mouldings using techniques for both of the following:
resins (such as polyester, vinyl ester,epoxy, phenolic, bismaleimide, cyanateester )
fibres (such as polyethylene, glass,aramid, carbon)
Trim mouldings that require, or incorporate, eight of the following features:
straight edges
curved edges
flat surfaces
polished surfaces
shaped surfaces
radius corners
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)

returns
nett edges
joggle details
removal of join lines
holes
multiple hole sizes
countersinks
counterbores
further lay-up stages
inserts to be drilled
inserts to be tapped
solid cores
honeycomb cores
edge filling
Trim a range of fabrications which comply with one of the following standards:
ISO 9000 quality assurance procedures
customer standards and requirements
company standards and procedures
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 49Trimming composite mouldings using hand tools
316 Level 2 NVQ in Fabrication and Welding (1681)

Unit summaryThis unit identifies the competencies you need to identify and deal with defects incomposite mouldings (moulds, panels, components, jigs), in accordance withapproved procedures. You will be required to use appropriate drawings,specifications and documentation to identify and deal with defects in composites mouldings.
You will be able to identify a range of defects in composite mouldings, using variousmethods and techniques. Defects will be identified in a range of mouldings with avariety of resin and fibre materials.
Your responsibilities will require you to comply with organisational policy andprocedures for the activities undertaken, and to report any problems with theactivities that you cannot personally resolve, or are outside your permitted authority,to the relevant people. You will be expected to work to instructions, with a minimumof supervision, taking personal responsibility for your own actions and for the qualityand accuracy of the work you carry out.
Your underpinning knowledge will be sufficient to provide a good understanding ofyour work, and will provide an informed approach to identifying defects incomposite mouldings. You will have an understanding of composite materials, andtheir application, and will know about the associated defects, in adequate depth toprovide a sound basis for identifying the defects in line with organisation practiceand procedures.
You will understand the safety precautions required when working with thecomposite mouldings and when using associated tools and equipment. You will berequired to demonstrate safe working practices throughout, and will understand theresponsibility you owe to yourself and others in the workplace.
Unit 50Identifying defects in composite mouldings
317Level 2 NVQ in Fabrication and Welding (1681)

Performance statements:You must:a Work safely at all times, complying with health and safety and other relevant
regulations and guidelinesb Identify defects with regard to the product or asset specificationc Assess the defects and determine action required to return the products and
assets to specified conditiond Report recommendations for action to the appropriate people promptly and in
accordance with organisational procedurese Record details of defects in accordance with quality assurance and control
systems and procedures
Scope of the unit:The numbers of scope items specified (below) indicate the minimum requirementsfor this Occupational Standard.
You must:1 Carry out all of the following during the inspection activities:
• use the correct issue production documentation (drawings, manuals,specifications, job cards)
• use relevant health and safety documentation (material data sheets, COSHHsheets, risk assessments)
• use the correct tools and equipment for the activity, and ensure they are safe to use
• keep the work area in a safe condition
2 Identify defects in composite mouldings using four of the following methods:• touch• sound• visual• measurement• mechanical tests• CMM• NDT• stage inspection
Unit 50Identifying defects in composite mouldings
318 Level 2 NVQ in Fabrication and Welding (1681)

3 Identify defects in six of the following types of composite mouldings:• trim• closing panels• housings• body panels• tubes• sections• sandwich panels• structural• aerodynamic• moulds• jigs
4 Identify defects applicable to two of the following resin types:• polyester• vinyl ester• epoxy• phenolic• bismaleimide• cyanate ester
5 Identify defects applicable to two of the following fibre types:• polyethylene• glass• aramid• carbon
Unit 50Identifying defects in composite mouldings
319Level 2 NVQ in Fabrication and Welding (1681)

6 Identify eight of the following types of defect in composite mouldings:• incomplete curing• dimensional• tolerances• ply orientation• wrong join type• surface finish• distortion• blisters• bridging• de-lamination• wrinkles• broken fibres• splintering• voids• dents or ‘dings’• dis-bonds• resin rich areas• incorrect material• excessive adhesive• damaged cores• wrong inserts• insert positions• impact damage
7 Ensure that inspected mouldings comply with one of the following standards:• ISO 9000 quality assurance procedures• customer standards and requirements• company standards and procedures
Knowledge statements:You must have knowledge and understanding of:1 Health and safety precautions to be taken and procedures used when working
with composite materials, consumables, tools and equipment in the specificwork area
2 The hazards associated with working with composite materials, consumables,tools and equipment, and how to minimise these in the work area
3 Protective equipment that is needed for personal protection and, whererequired, the protection of others
4 The application of COSHH regulations in relation to the storage, use anddisposal of composite materials and consumables
5 How to use and extract information from engineering drawings and relatedspecifications (to include symbols and conventions to appropriate BS or ISOstandards in relation to work undertaken)
6 How to use imperial and metric systems of measurement, workpiece referencepoints and system of tolerancing
Unit 50Identifying defects in composite mouldings
320 Level 2 NVQ in Fabrication and Welding (1681)

7 Quality procedures used in the workplace to ensure production control (inrelation to currency, issue, meeting specification, etc) and the completion ofsuch documents
8 Conventions and terminology used when identifying and rectifying defects (eg, dis-bonds, de-lamination, resin injection, resin voids, core potting, repair patches)
9 Failure modes for various composite mouldings, and what can contribute to these
10 Correct methods of storage and handling of composite materials11 Tools and equipment used for checking the various composite mouldings12 The extent of your own authority and whom you should report to if you have
problems that you cannot resolve
Unit 50Identifying defects in composite mouldings
321Level 2 NVQ in Fabrication and Welding (1681)
evidence type
date
Carry out all of the following during the inspection activities:
use the correct issue productiondocumentation (drawings, manuals,specifications, job cards)
use relevant health and safetydocumentation (material data sheets,COSHH sheets, risk assessments)
use the correct tools and equipment forthe activity, and ensure they are safe touse
keep the work area in a safe condition
Identify defects in composite mouldings using four of the following methods:
touch
sound
visual
measurement
mechanical tests
CMM
NDT
stage inspection
Identify defects in six of the following types of composite mouldings:
trim
closing panels
housings
body panels
tubes
sections
sandwich panels
structural
aerodynamic
moulds
jigs
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 50Identifying defects in composite mouldings
322 Level 2 NVQ in Fabrication and Welding (1681)

Unit 50Identifying defects in composite mouldings
323Level 2 NVQ in Fabrication and Welding (1681)
Identify defects applicable to two of the following resin types:
polyester
vinyl ester
epoxy
phenolic
bismaleimide
cyanate ester
Identify defects applicable to two of the following fibre types:
polyethylene
glass
aramid
carbon
Identify eight of the following types of defect in composite mouldings:
incomplete curing
dimensional
tolerances
ply orientation
wrong join type
surface finish
distortion
blisters
bridging
de-lamination
wrinkles
broken fibres
splintering
voids
dents or ‘dings’
dis-bonds
resin rich areas
incorrect material
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
excessive adhesive
damaged cores
wrong inserts
insert positions
impact damage
Ensure that inspected mouldings comply with one of the following standards:
ISO 9000 quality assurance procedures
customer standards and requirements
company standards and procedures
Knowledge and understanding reference:
Candidate Date
Assessor Date
additional performance
performance performance performance evidence evidence record sheet evidence 1 evidence 2 evidence 3 (if required)
Unit 50Identifying defects in composite mouldings
324 Level 2 NVQ in Fabrication and Welding (1681)

The Level 2 award in Fabrication and Welding has been contextualised by SEMTA from the NationalEngineering Competency Standards (ECS). The following table lists the opportunities for generation of KeySkills evidence for each unit in the award and also gives reference to the ECS unit it has been derived from.
Fabrication and Welding Unit ECS Unit Key Skills Reference
Communication Application of Problem SolvingNumber
Unit 1: Complying with Statutory N/ARegulations and Organisational Safety Requirements
Unit 2: Using and Interpreting 1.13 C2.1a N2.1 PS1.1Engineering Drawings and C2.2 PS1.2Documents PS1.3
Unit 3: Working Efficiently and N/AEffectively in Engineering
Unit 4: Joining Materials by the 3.09 C1.1 PS1.1Manual Metal Arc Welding Process C2.2 PS1.2
PS1.3
Unit 5: Joining Materials by Manual 3.09 C1.1 PS1.1MIG/MAG and other Continuous C2.2 PS1.2Wire Welding Processes PS1.3
Unit 6: Joining Materials by Manual 3.09 C1.1 PS1.1TIG and Plasma Arc Welding C2.2 PS1.2Processes PS1.3
Unit 7: Joining Materials by the 3.09 C1.1 PS1.1Manual Gas Welding Process C2.2 PS1.2
PS1.3
Unit 8: Producing Fillet Welded 3.09 C1.1 PS1.1Joints using a Manual C2.2 PS1.2Welding Process PS1.3
Unit 9: Welding Materials with 3.10 C1.1 PS1.1Mechanised Arc Welding C2.2 PS1.2Equipment PS1.3
Unit 10: Welding Materials using 3.10 C1.1 PS1.1Resistance Spot, Seam and C2.2 PS1.2Projection Welding Machines PS1.3
Unit 11: Welding Materials using 3.10 C1.1 PS1.1Laser Welding Machines C2.2 PS1.2
PS1.3
Level 2 NVQ on Fabrication and Welding Level 2Opportunities for generation of Key Skills evidence
325Level 2 NVQ in Fabrication and Welding (1681)

Fabrication and Welding Unit ECS Unit Key Skills Reference
Communication Application of Problem SolvingNumber
Unit 12 Welding Materials using 3.10 C1.1 PS1.1Electron Beam Welding Machines C2.2 PS1.2
PS1.3
Unit 13: Welding Materials using 3.10 C1.1 PS1.1Friction Welding Machines C2.2 PS1.2
PS1.3
Unit 14: Joining Rails using the 3.09 C1.1 PS1.1Aluminothermic Welding Process C2.2 PS1.2
PS1.3
Unit 15: Restore Rails to Operational 5.06 C1.3Condition using an Arc Welding C2.2Process
Unit 16: Welding Rails using Flash 3.10 C1.1 PS1.1Welding Equipment C2.2 PS1.2
PS1.3
Unit 17: Joining Materials by Manual 3.09 C1.1 PS1.1Torch Brazing and Soldering C2.2 PS1.2
PS1.3
Unit 18: Joining Materials using 3.10 C1.1 PS1.1Brazing Machines C2.2 PS1.2
PS1.3
Unit 19: Joining Plastics using 3.09 3.09 C1.1Manual Welding Processes C2.2
Unit 20: Joining Materials using 3.10 C1.1 PS1.1Plastics Welding Machines C2.2 PS1.2
PS1.3
Unit 21: Marking Out Components 3.04 C1.1 N2.1 PS1.1for Fabrication C2.1 PS1.2
PS1.3
Unit 22: Cutting Sheet Metal to 3.03 C1.1 N2.1 PS1.1Shape using Hand and Machine C2.1 PS1.2Tools PS1.3
Unit 23: Forming Sheet Metal using 3.16 C1.1 N2.1 PS1.1Hand and Machine tools C2.1 PS1.2
PS1.3
Level 2 NVQ on Fabrication and Welding Level 2Opportunities for generation of Key Skills evidence
326 Level 2 NVQ in Fabrication and Welding (1681)

Fabrication and Welding Unit ECS Unit Key Skills Reference
Communication Application of Problem SolvingNumber
Unit 24 Producing Sheet Metal 3.12 C1.1 N2.1 PS1.1Assemblies C2.1 PS1.2
PS1.3
Unit 25: Heat Treating Materials for 3.15 C1.1 PS1.1Fabrication Activities C2.1 PS1.2
PS1.3
Unit 26: Cutting and Shaping 3.01 C1.1 PS1.1Materials using NC/CNC Laser C2.1 PS1.2Profiling Machines PS1.3
Unit 27: Cutting and Shaping using 3.01 C1.1 PS1.1NC/CNC Plasma or Gas Cutting C2.1 PS1.2Machines PS1.3
Unit 28: Assembling Components 3.12 C1.1 N2.1 PS1.1using Mechanical Fasteners C2.1 PS1.2
PS1.3
Unit 29: Bonding Engineering 3.11 C1.1 PS1.1Materials using Adhesives C2.2 PS1.2
PS1.3
Unit 30: Joining Materials by 3.10 C1.1 PS1.1Resistance Spot Welding C2.2 PS1.2
PS1.3
Unit 31: Slinging, Lifting and Moving 4.08 PS2.1Materials and Components PS2.2
PS2.3
Unit 32: Cutting Plate and Sections 3.04 C1.1 N2.1 PS1.1using Shearing Machines C2.2 PS1.2
PS1.3
Unit 33: Cutting Materials using 3.04 C1.1 N2.1 PS1.1Hand Operated Thermal Cutting C2.2 PS1.2Equipment PS1.3
Unit 34: Cutting and Shaping 3.04 C1.1 N2.1 PS1.1Materials using Gas Cutting C2.2 PS1.2Machines PS1.3
Unit 35: Cutting Materials using 3.04 C1.1 N2.1 PS1.1Saws and Abrasive Discs C2.2 PS1.2
PS1.3
Level 2 NVQ on Fabrication and Welding Level 2Opportunities for generation of Key Skills evidence
327Level 2 NVQ in Fabrication and Welding (1681)

Fabrication and Welding Unit ECS Unit Key Skills Reference
Communication Application of Problem SolvingNumber
Unit 36: Bending and Forming Plate 3.06 C1.1 N2.1 PS1.1using Power Operated Machines C2.2 PS1.2
PS1.3
Unit 37: Forming Platework using 3.06 C1.1 N2.1 PS1.1Power Rolling Machines C2.2 PS1.2
PS1.3
Unit 38: Producing Platework 3.12 C1.1 N2.1 PS1.1Assemblies C2.2 PS1.2
PS1.3
Unit 39: Producing Holes using 3.04 C1.1 N2.1 PS1.1Drilling Machines C2.1 PS1.2
PS1.3
Unit 40: Forming of Structural 3.06 C1.1 N2.1 PS1.1Sections using Machines C2.2 PS1.2
PS1.3
Unit 41: Producing Structural Steel 3.03 C1.1 N2.1 PS1.1Ancillary Components C2.2 PS1.2
PS1.3
Unit 42: Assembling Structural 4.05 C2.1a PS2.1Steelwork C2.3 PS2.2
PS2.3
Unit 43: Forming Pipework by 3.06 C1.1 N2.1 PS1.1Machine Bending C2.2 PS1.2
PS1.3
Unit 44: Producing Socket and 3.09 C1.1 PS1.1Flange Fillet Welded Joints in Pipe C2.2 PS1.2using a Manual Welding Process PS1.3
Unit 45: Producing Composite 3.05 C1.1 N2.1 PS1.1Mouldings using Wet Lay-up C2.2 PS1.2Techniques PS1.3
Unit 46: Producing Composite 3.05 C1.1 N2.1 PS1.1Mouldings using Pre-Preg C2.2 PS1.2Laminating Techniques PS1.3
Unit 47: Producing Components by 3.05 C1.1 N2.1 PS1.1Acrylic Moulding C2.2 PS1.2
PS1.3
Level 2 NVQ on Fabrication and Welding Level 2Opportunities for generation of Key Skills evidence
328 Level 2 NVQ in Fabrication and Welding (1681)

Fabrication and Welding Unit ECS Unit Key Skills Reference
Communication Application of Problem SolvingNumber
Unit 48: Vacuum Forming 3.06 C1.1 N2.1 PS1.1Composite Materials C2.1 PS1.2
PS1.3
Unit 49: Trimming Composite 3.03 C1.1 N2.1 PS1.1Mouldings using Hand Tools C2.1 PS1.2
PS1.3
Unit 50: Identifying Defects in 5.07 C2.1a N2.1 PS1.1Composite Mouldings C2.2 PS1.2
C2.3
Unit 51: Applying Surface Finishes 3.14 C1.1 PS1.1to Composite Mouldings C2.1 PS1.2
PS1.3
Unit 52: Bonding Composite 3.11 C1.1 PS1.1Mouldings C2.1 PS1.2
PS1.3
Unit 53: Producing Composite 3.12 C1.1 N2.1 PS1.1Assemblies C2.1 PS1.2
PS1.3
Level 2 NVQ on Fabrication and Welding Level 2Opportunities for generation of Key Skills evidence
329Level 2 NVQ in Fabrication and Welding (1681)

Further information regarding centre/scheme approval or any aspect of assessmentof the NVQs should be referred to the relevant City & Guilds regional/national office:
Region Telephone Facsimile
City & Guilds Scotland 0131 226 1556 0131 226 1558
City & Guilds North East 0191 402 5100 0191 402 5101
City & Guilds North West 01925 897900 01925 897925
City & Guilds Yorkshire 0113 380 8500 0113 380 8525
City & Guilds Wales 02920 748600 02920 748625
City & Guilds West Midlands 0121 359 6667 0121 359 7734
City & Guilds East Midlands 01773 842900 01773 833030
City & Guilds South West 01823 722200 01823 444231
City & Guilds London and 020 7294 2820 020 7294 2419South East
City & Guilds Southern 020 7294 2724 020 7294 2412
City & Guilds East 01480 308300 01480 308325
City & Guilds Northern 028 9032 5689 028 9031 2917Ireland/ Ireland
City & Guilds Head Office – 020 7294 2800 020 7294 2400Customer Service Enquiry Unit
Website http://www.city-and-guilds.co.uk
The National Occupational Standards have been produced by SEMTA who canprovide advice on learning, apprenticeships and careers within the industry.
SEMTASEMTA House14 Upton RoadWatfordHertsWD18 0JT
Further information
330 Level 2 NVQ in Fabrication and Welding (1681)


Published by City & Guilds1 Giltspur StreetLondonEC1A 9DDT +44 (0)20 7294 2468F +44 (0)20 7294 2400www.city-and-guilds.co.uk
City & Guilds is a registered charityestablished to promote educationand training
SP-02-1681