Embed Size (px)
Citation preview

Let’s Connect 2012
‘How to connect’ de supply chain:
LEAN
1

VAN LENTE & DE VOS
• Bedrijfskundig adviesbureau
• Opgericht in 1990
• Doel: Optimaliseren van MKB- organisaties (25 - 500 fte’s)
• Methode: meten = weten = denken = doen
• Technieken: World Class Manufacturing
• Activiteiten:
2
… wordt beter, wordt Wereldklasse !
• Lage kostprijzen – Geen verstoringen van bedrijfsprocessen
– Geen tijdsverlies, geen verspillingen
– Geen kwaliteitsproblemen
– Optimale benutting van machines, mensen en kapitaal
– “Man-arm” produceren
• Grote flexibiliteit – korte betrouwbare levertijden …
– met lage voorraden (i.v.m. lage kostprijs) …
– dus korte doorlooptijden …
– met kundige, gemotiveerde medewerkers
3
… hoe worden we Wereldklasse !
Begint bij het onderscheid maken tussen:
• Waarde toevoegende activiteiten
– Waar de klant voor bereid is te betalen
– Waar “meer = beter” geldt
• Niet-waarde toevoegende activiteiten
– Waar de klant niet voor wil betalen
– Verspillingen (gepland en ongeplande)
– Hier geldt: meer = minder competitief
4

… hoe worden we Wereldklasse !
Verbeteren wordt dan eenvoudig en goedkoop (praktisch gratis):
• Stop met verspillingen (alle NWTA)
– spoor alle verspillingen op … – en elimineer ze (ongeplande verspillingen) of … – minimaliseer ze (geplande verspillingen). – Begin met low cost, no cost verbeteringen – en gebruik je hersenen, niet je geld (citaat Shigeo Shingo)
• Pas daarna de waarde toevoegende activiteiten verder optimaliseren – Mechaniseren – Automatiseren – Robotiseren
5
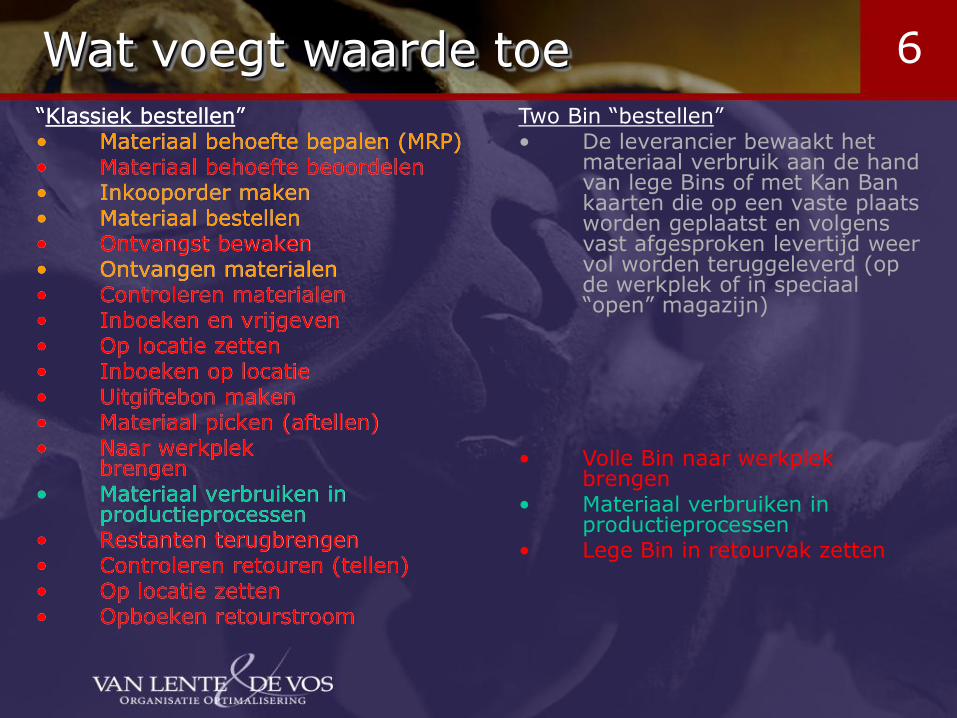
Wat voegt waarde toe 6
“Klassiek bestellen” • Materiaal behoefte bepalen (MRP) • Materiaal behoefte beoordelen • Inkooporder maken • Materiaal bestellen • Ontvangst bewaken • Ontvangen materialen • Controleren materialen • Inboeken en vrijgeven • Op locatie zetten • Inboeken op locatie • Uitgiftebon maken • Materiaal picken (aftellen) • Naar werkplek
brengen • Materiaal verbruiken in
productieprocessen • Restanten terugbrengen • Controleren retouren (tellen) • Op locatie zetten • Opboeken retourstroom
Two Bin “bestellen” • De leverancier bewaakt het
materiaal verbruik aan de hand van lege Bins of met Kan Ban kaarten die op een vaste plaats worden geplaatst en volgens vast afgesproken levertijd weer vol worden teruggeleverd (op de werkplek of in speciaal “open” magazijn)
• Volle Bin naar werkplek brengen
• Materiaal verbruiken in productieprocessen
• Lege Bin in retourvak zetten
“Klassiek bestellen” • Materiaal behoefte bepalen (MRP) • Materiaal behoefte beoordelen • Inkooporder maken • Materiaal bestellen • Ontvangst bewaken • Ontvangen materialen • Controleren materialen • Inboeken en vrijgeven • Op locatie zetten • Inboeken op locatie • Uitgiftebon maken • Materiaal picken (aftellen) • Naar werkplek
brengen • Materiaal verbruiken in
productieprocessen • Restanten terugbrengen • Controleren retouren (tellen) • Op locatie zetten • Opboeken retourstroom

Structuur WCM-technieken
Tevreden klanten
Efficiency van doorlooptijd
LEAN
Lean
Management
Efficiency door Kwaliteit
TQM
Total Quality Management
Efficiency van Middelen
TPM Total
Productive Manufacturing
Basis voorwaarden
7
Stappenplan Lean-invoering:
1. Definiëring van “waarde toevoegen”
2. Waarde toevoegketen in kaart brengen
3. Keten vereenvoudigen en verbeteren
4. Flow aanbrengen (streef naar seriegrootte 1)
5. “Pull”-aansturing (Pullboard / Kan Ban / Two Bin)
8

2.1. Value stream mapping (keten van waardetoevoegstappen)
2.2. Makigami (problemen in de keten)
2.3. Oorzaak-gevolg analyse (relaties in problematiek)
2.4. Prioriteit bepalen en kernproblemen aanpakken (waar gaan we beginnen)
Stap 2 - Keten in kaart brengen 9

Stap 3 – Vereenvoudig de keten
• Problemen en kernproblemen zijn bepaald
• Prioriteit is bepaald
• Implementeer verbeterideeën
• Vereenvoudig de keten
10

Stap 4: Flow aanbrengen
Wat is Flow?
• Flow staat voor een gelijkmatige stroom goederen of informatie die door bewerkingsprocessen gaan
Belangrijke stelregel:
• De bewerkingstijd per proces is nagenoeg gelijk
11
Wat is pull?
• Het trekken van orders uit processen, Niet duwen (Push) maar trekken (Pull) aan orders
• Het signaal om te produceren komt van “down stream” (zodat de klant het tempo bepaalt)
• Niet meer produceren/leveren dan de “interne of externe” klant aan kan/vraagt
• Visuele hulpmiddelen ondersteunen de logistieke aansturing van processen
Stap 5: Pull aansturing 12

13
•Beide ”Pull”-systemen werken op basis van “visuele”- communicatie (geen orders etc.) tussen ‘klant’ en ‘leverancier’:
• Two Bin:
– Een lege bak geeft het signaal aan de voorgaande bewerking: bijmaken / leveren !!
• Kan Ban:
– Een (deels) lege ruimte (aan de lijn) of een Kan Ban kaart geeft het signaal aan de voorgaande bewerking (sub-assemblage): bijmaken / leveren !!
Definities: Two Bin – Kan Ban

Stap 5 – Pull aansturing
Eén order eruit = één order erin!
Plannen = Pushen!
Er kunnen niet meer orders onderhanden
zijn dan dat er werkplekken / machines zijn!
14

Workshop Pull: • Productiespel: De vliegtuigfabriek
15
Pull spel

17
• Teken het huidige bedrijfsproces (current state value stream map)
• Bepaal hierin alle waarde toevoegende activiteiten (en de geplande verspillingen)
• Categoriseer alle verspillingen • de geplande verspillingen zijn onderdeel van de VSM
• De ongeplande verspillingen worden berekend o.b.v. beschikbare uren en werklast van afdelingen / processen
• Leg de wijze van aansturing en terugkoppeling vast
• “Technische” gegevens van processen toevoegen • aantal medewerkers per proces, bedrijfsuren en ploegensystemen • output / takttijden / maximale lijnopbrengst • Voorraden (grondstof / OHW / gereed product) • Doorlooptijd • OEE / verspillingen etc.
Stap 2.1 - Value Stream Mapping

Stap 2.1 - Value Stream Mapping
Waarde toevoeg keten of wel de hoofdlijnen van het bedrijfsproces
18

Stap 2.1 - Value Stream Mapping
Hoofdlijnen – Value Stream Map – Bottlenecks bepalen
X
X
X
19

Stap 2.1 - Value Stream Mapping
Waarom Value Stream Mapping?
• Duidelijkheid welk processen waardetoevoegend
zijn
• Voorkomt discussie in later stadium wat niet waarde toevoegende processen zijn
• Schematische weergave van waarde toevoeg processen
• Bepaling bottlenecks t.a.v. doorlooptijd
20
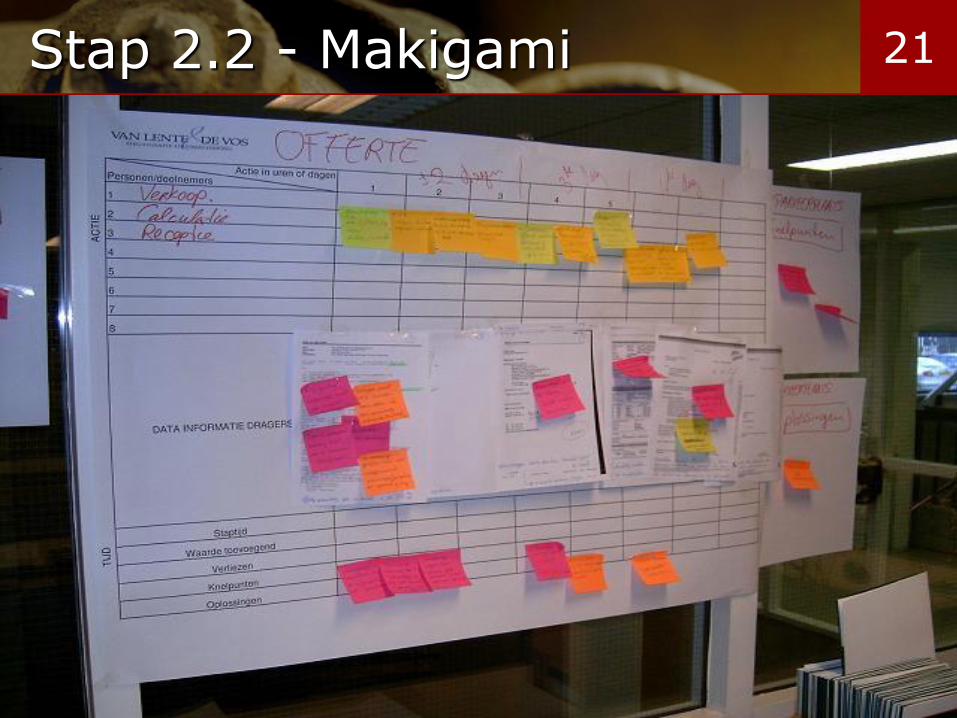
Stap 2.2 - Makigami 21

Stap 2.2 - Makigami
Knelpunten bepalen … en oplossingen genereren.
22
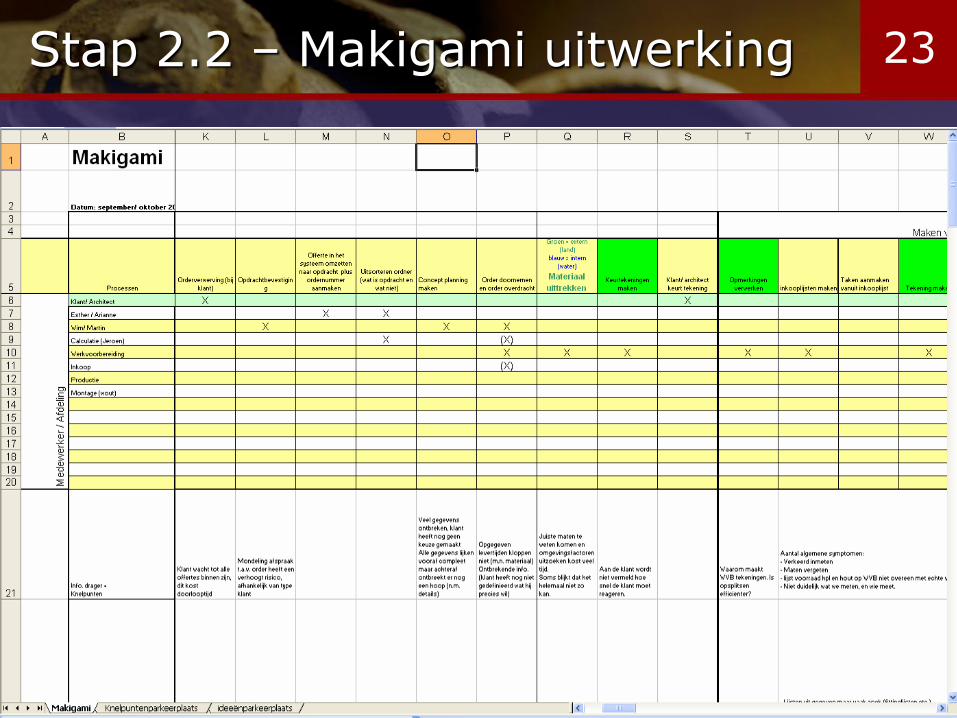
Stap 2.2 – Makigami uitwerking 23

Stap 2.2 - Makigami
Waarom Makigami? • Detaillistische weergave van alle processen zowel
Waarde toevoegingen als Verspillingen
• Complete inventarisatie van knelpunten
• Alle overdrachtsmomenten
• Alle processen
• Van offerte tot uitlevering product
• Alle afdelingen
• Geeft collega’s inzicht in elkaars problematiek en daardoor begrip voor de noodzaak van verbeteringen
• Alle processen en daarbij optredende problemen en symptomen inventariseren en brainstormen over mogelijke verbeteringen
24

Stap 2.3 - Oorzaak gevolg 25

Stap 2.3 - Oorzaak-gevolg uitwerking 26

Stap 2.3 - Oorzaak-gevolg ‘regels’
Kernproblemen
Oplossingen
Probleemstelling
Naar benedenmoet je de vraag
kunnenbeantwoorden
"Waarom?"
Naar boven
moet je de zinkunnen afmaken
"Daardoor..."
De soep is koud
Koud geworden
Soep is nietopgewarmd
Hij is nooit warmgeweest
Bediening wist niet
dat de soep al klaarwas
Hij moest wachtenop andere
voorgerechten
Hij is te laatopgehaald
Keuken had hetergens anders gezet,
want er was geenplaats
Alle gerechten warenop hetzelfde moment
klaar.
Niet voorbereid
Gerechten kwamenniet overeen met de
kaart
Gerechten gewijzigd
We zijn het door de
drukte vergeten
Geen voorbereiding
Chefkok was ziek
Plannen wanneergerecht klaar is.
Helderetaakbeschrijving bij
wijzigen van
gerechten
Voorbereiding moetook kunnen zonder
Chefkok
Hierdoor kunnen we de kern-problemen opsporen en daar de juiste oplossingen voor bedenken
27
Stap 2.3 – Oorzaak-gevolg analyse
Waarom Oorzaak-gevolg analyse? • Genoemde knelpunten in Makigami zijn niet het
kernprobleem
• Oorzaak-gevolg analyse dwingt tot het zoeken naar kernproblemen
• Bevordert analytisch denken
• Bevordert inzicht in:
• “wat veroorzaak ik”
• “wat kan ik zelf positief beïnvloeden?”
• “waar ontstaat mijn probleem”
• keten-optimalisatie i.p.v. afdelings-optimalisatie en dus inzicht in de gezamelijke kernproblemen
28
Stap 2.4 - Prioriteiten
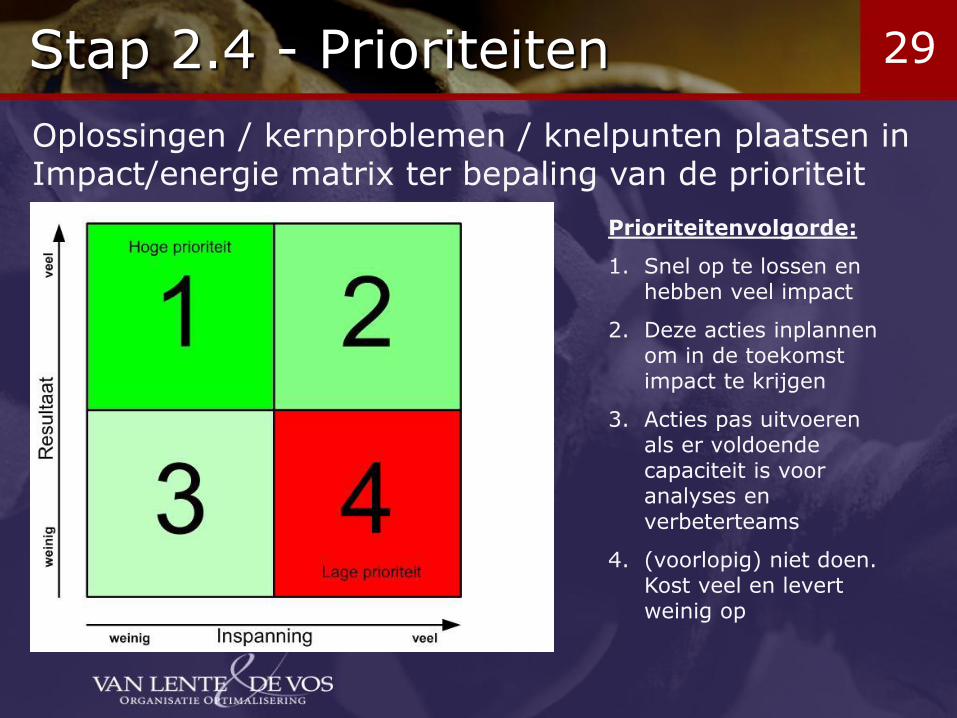
Oplossingen / kernproblemen / knelpunten plaatsen in Impact/energie matrix ter bepaling van de prioriteit
Prioriteitenvolgorde:
1. Snel op te lossen en hebben veel impact
2. Deze acties inplannen om in de toekomst impact te krijgen
3. Acties pas uitvoeren als er voldoende capaciteit is voor analyses en verbeterteams
4. (voorlopig) niet doen. Kost veel en levert weinig op
29
Stap 2.4 - Prioriteiten
Waarom plaatsen we de kernproblemen,
knelpunten en oplossingen in de
Resultaat/Inspanning-matrix?
• Geeft visueel inzicht waar de problemen zich
bevinden
• Hulpmiddel bij het bepalen van Prioriteiten indien het niet mogelijk is om kernproblemen uit te drukken in geld
30

31 Stap 3: Keten vereenvoudigen
• Overbodige stappen elimineren • Dubbele (meervoudige) stappen
• Controles, bewaking
• Planningswerkzaamheden (als FS-DLT < LT)
• Administratieve handelingen minimaliseren of evt. elimineren
• Processen / bewerkingen simpeler doen • Hulpmiddelen, standaardisering etc.
• Procesgerichte werkverdeling • Overdrachten reduceren (estafette-race voorkomen)
• Procesuitvoering koppelen (onderbreking / wachttijden voorkomen)
• Loupes voorkomen
(en dus de VSM “verliesvrij” maken)

Stap 4: Flow aanbrengen
Constante Flow aanbrengen in de fabriek
• Bepalen gewenste opbrengst
• Bepalen takttijd (=opbrengst / bedrijfstijd in min)
• Bepalen personele bezetting (= werkinhoud in min / takttijd):
• Balanceren van processtappen • Herverdeling van werkinhoud over processtappen om
een uitgebalanceerde verdeling te verkrijgen
• Herontwerpen van de lijn / lijnen koppelen • Productflow volgt de productiestappen chronologisch
• Geen kruisende / terugkerende goederenstromen
• Koppelingen met Kan Bans en Two Bins
32

33
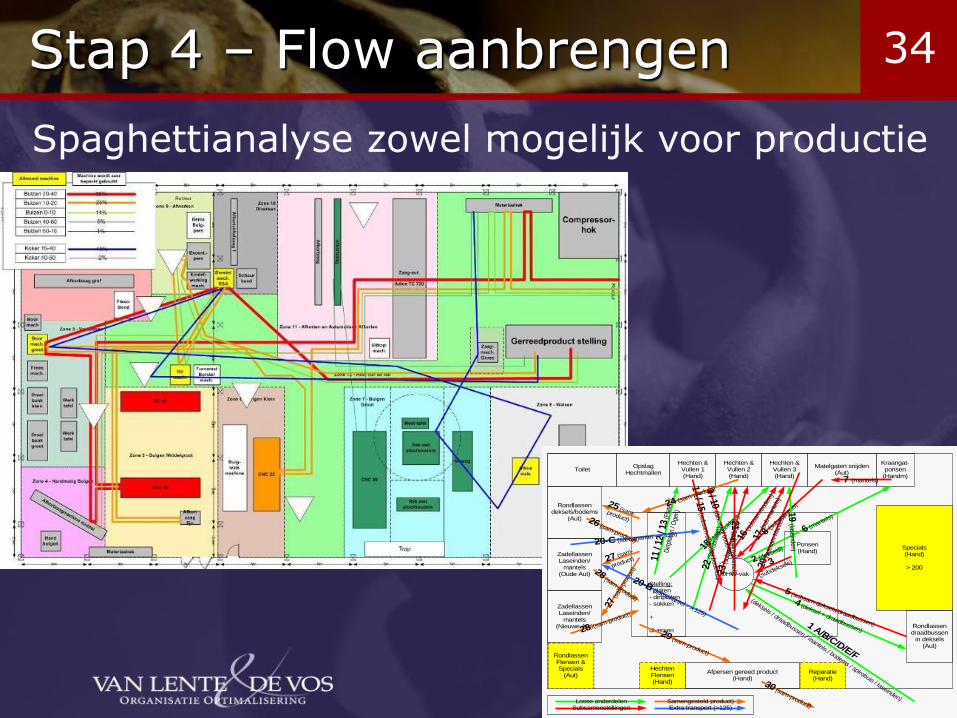
Spaghetti-diagram uitwerken
• Teken de flow in de Lay-out / plattegrond (van kantoor en fabriek)
• Bepaal hierin de goederenstromen en handling (nummeren)
• Kwantificeer de goederenstromen • Handmatig afgelegd transport
• Automatisch afgelegd transport
• Kwantificeer de handling • Aantal keren handling
• %-aandeel in de cyclustijd van de bewerking
Stap 4: Flow aanbrengen
Stap 4 – Flow aanbrengen
ToiletOpslag
Hechtmallen
Hechten &Vullen 1(Hand)
Hechten &Vullen 2(Hand)
Hechten &Vullen 3(Hand)
Matelgaten snijden(Aut)
Kraangat-ponsen
(Handm)
Rondlassendeksels/bodems
(Aut)
ZadellassenLaseinden/
mantels(Oude Aut)
ZadellassenLaseinden/
mantels(Nieuwe Aut)
RondlassenFlensen &Specials
(Aut)HechtenFlensen(Hand)
Afpersen gereed product(Hand)
Reparatie(Hand)
Specials(Hand)
> 200
Rondlassendraadbussen
in deksels(Aut)
Ponsen(Hand)
Stelling:- platen- dirtplaten- sokken
+
diversen
OHW-vak
1 A/B/C/D/E/F
(deksels / draadbussen / mantels / bodems / spirobuis / laseinden)
2 (deksels)
3
(subdeksels)
4 (deksel + draadbussen)
5 (subsam-deksels/draadbussen)
6 (mantels)
7 (mantels)
8 (s
ub-m
ante
ls)
9 / 10 (deksels / bodems)
11 /
12 /
13 (
Pla
ten
/D
irtpl
aten
/ O
gen)
14 / 15 (subsam
-deksels / bodems)
16 (s
ubsa
m-b
odem
)
18 (A
ftaps
okke
n)
17 (s
ub-m
ante
ls)
19 (laseinden)
20 (su
bsam
-Man
tels
)21 (subsam
-Mantels)
22 (S
piro
buiz
en)
23 (su
bsam
-dek
sels
)
24 (sam-product)
25 (sam-product)26 (sam-product)
27 (sam-
product)
28 (sam-product)
29 (sam-product)
30 (sam-product)
27 (s
am-p
rodu
ct)
28 (sam-product)
20-B (sam-mantel - > 125)
20-C (sam-mantel - > 125)
Losse onderdelenSubsamenstellingen
Samengesteld product)Extra transport (>125)
Spaghettianalyse zowel mogelijk voor productie
34

Stap 4 – Flow aanbrengen
… als voor kantoor
35
Stap 4 – Flow aanbrengen
Waarom een spaghettianalyse?
• Geen duidelijke proces flow in de organisatie/ lay-out
• Verspilling “Transport” inzichtelijk maken
36

Stap 5 – Pull aansturing
Één order er in een order eruit!
Plannen = Pushen!
Er kunnen niet meer orders onderhanden
zijn dan dat er werkplekken / machines zijn!
37
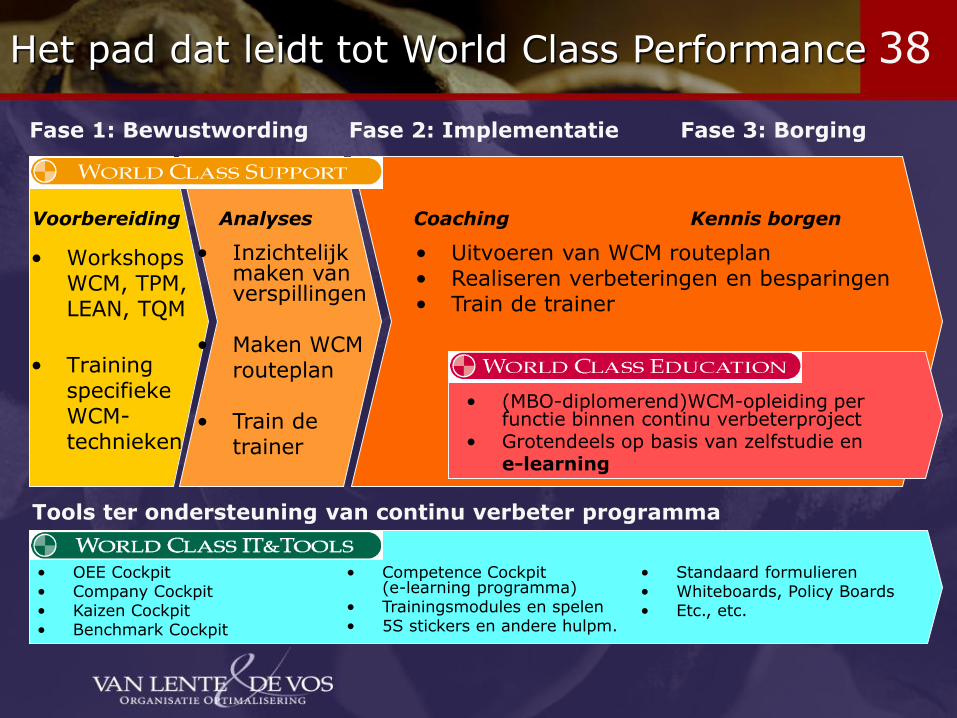
38 Het pad dat leidt tot World Class Performance
Voorbereiding
Fase 1: Bewustwording Fase 2: Implementatie Fase 3: Borging
Analyses Coaching Kennis borgen
• Workshops WCM, TPM, LEAN, TQM
• Training
specifieke WCM-technieken
• Inzichtelijk maken van verspillingen
• Maken WCM routeplan
• Train de trainer
• OEE Cockpit • Company Cockpit • Kaizen Cockpit • Benchmark Cockpit
• Competence Cockpit (e-learning programma)
• Trainingsmodules en spelen • 5S stickers en andere hulpm.
• Standaard formulieren • Whiteboards, Policy Boards • Etc., etc.
Tools ter ondersteuning van continu verbeter programma
• Uitvoeren van WCM routeplan • Realiseren verbeteringen en besparingen • Train de trainer
• (MBO-diplomerend)WCM-opleiding per functie binnen continu verbeterproject
• Grotendeels op basis van zelfstudie en e-learning






























