Embed Size (px)
Citation preview

2/22/13
1
Lecture 15 FERMENTATION INDUSTRIES
HISTORY OF FERMENTATION
Age old applications: 1. Wine/ Beer/ Spirits 2. Cheese and Yoghurt Louis Pasteur: n Hypothesised that bacteria spoils milk n Suggested that milk be heated to kill bacteria n Hence: pasteurization of milk
Fermentation’s Pros and Cons
n Extended shelf life of food (ex. Cheese)
n Eases Digestion (ex. Wild rice)
n New [better] flavours (ex. Chocolate)
n Can be unpredictable (i.e. bad bacteria win the battle)
n New [worse] flavours (ex. Mouldy bread tastes terrible)
Classic Fermentation Products I Ethanol
Acetone-Butanol
Glycerol 2,3-Butanediol
industrial solvent, beverage, fuel Saccharomyces cerevisiae
SOLVENT CLOSTRIDIUM ACETOBUTYLICUM
synthetic rubber Bacillus polymyxa, Acetobacter aerogenes
food and pharmaceutical use Lactobacillus delbrukki, bulgaricus

2/22/13
2
Classic Fermentation Products II Organic Acids
Acetic Acid—Saccharomyces sp., Acetobacter Lactic Acid—Lactobacillus delbruckii Citric Acid—Aspergillus niger Itaconic Acid—Aspergillus itaconicus
Ethanol
n 1906 in US Industrial Act—denatured product was legalized in the US
n WWII: demands for industrial product increased—use for synthetic rubber and smokeless gunpowder
n Whole grains, starches, sulfite liquors or saccharine materials are used as feed stocks
n Saccharomyces cerevesiae cannot ferment starch directly—amylases must first break down starch to sugars
C2
Organic Acids n French name vin + aigre n Condiment and preservative n Feedstock: sugary or starchy n Slow Process: Orleans or French method
-‐-‐”mother of vinegar” n Generator Process: 1670
-‐-‐fast process, maximum air exposure n Cider (apples), wine (grapes), malt (barley), sugar,
glucose, spirit (grain) used for biomass
Vinegar C2 Organic Acids
n 1790 by Scheele from milk n Present in sour milk, sauerkraut, bread, muscle tissue,
principal organic soil acid n 1881 Commercial production by Chas. Avery, Littleton,
Mass as substitute for cream of tartar
n Dextrose, maltose, lactose, sucrose, whey Starch, grapefruit, potatoes, molasses, beet juice
n Dimerizes to lactide upon heating
Lactic Acid C3
PURAC for applications

2/22/13
3
Glycerol
n Principal source is saponification of fats and oils n Diverse use in explosives, foods, beverages, cosmetics,
plastics, paints, coatings n First identified by Pasteur n WWI demand exceeded supply, esp. in Germany—
became leader in fermentation n At least one integrated plant took directly to
nitroglycerine
C3
Acetone-‐Butanol
n True, anaerobic fermentation by Clostridium n Major development during WWI: used for synthetic
rubber via butadiene; critical commodity for cordite n WWII production was solely by fermentation n 1861 Pasteur first observed formation; 1905 Schardinger n 1916 Chaim Weizmann procedure first industrial use in
Canada, Terre Haute for WWI production n 1926 Demand for lacquers: Peoria
n 96 fermentors in use, cap. 50,000 gallons each
C3 and C4
2,3-‐Butanediol
n Major interest in WWII by US and Canada n Northern Regional Research Laboratory of USDA in
Peoria n Uses as antifreeze, butadiene synthesis n 1936, Julius Nieuwland of Notre Dame with DuPont’s
Wallace Carothers-‐-‐DuPrene (neoprene) from it and later from petroleum sources
n Fermentation sources never commercialized
C4 Organic Acids
n Resin and detergent industries n Polymerizable alkene n Competition with methacrylate n Also produced by pyrolysis of citric acid n Commercial production since 1940s n Surface culture method—shallow pans n Submerged culture method—vats n Corn steep liquor: mixture of aa and sugars
Itaconic Acid C5

2/22/13
4
Organic Acids
n Made today by mold fermentation n 1893: Carl Wehmer discovery n 1917: Currie surface fermentation method n 1945 Commercial, Landenburg Germany n Molasses, cane blackstrap molasses, sugar n Remarkable increase in production over past 60 years—
huge sales to China n Originally produced directly from citrus fruit
Citric Acid C6 THE PROCESS n Aerobic respiration n release of energy from
glucose or another organic substrate in the presence of Oxygen
n CO2, H2O, an energy produced
n Anaerobic respiration n release of energy from
glucose or another organic substrate in the absence of Oxygen
n Products: CO2, energy, and alcohol or various organic acids
Fermentation Definition: Anaerobic respiration of food by
micro organisms Types of fermentation: 1. Bacterial fermentation 2. Yeast fermentation 3. Mold and Enzyme fermentation

2/22/13
5
1. Bacterial Fermentation (4 types)
a) Lactic Acid Bacteria (pickles, sauerkraut)
b) Acetic Acid Bacteria (vinegar)
c) Carbon Dioxide Bacteria (Edam, Gouda, Swiss)
d) Proteolytic Bacteria (cocoa, chocolate)
bacteria
2. Yeast Fermentation n Gluà Ethyl alcohol + CO2
n Best temperature: 27 degree C (warm)
n Other sugars will ferment (mal, suc, fru)
n Too much salt ruins the process
When baking: follow the recipe
3. Mold and Enzyme Fermentation
n Enzymes in Mold can be useful: -‐Break down cellulose thus grains easier to chew -‐Add flavour and texture to cheeses (ex-‐ blue)
WINE n Dates back to Middle
east 3000 bc n Fermentation of grapes n Scientific process yet so
many variables n Growing years affect
vintages

2/22/13
6
Coffee n Coffee beans fermented
by bacteria and enzymes (2 methods):
1. Wet Method: soaked for 12-‐24 hours and dried
2. Dry Method: washed then dried for 2-‐3 weeks
TEA
n 3000 AD (at the latest)-‐ Cultivated in China
n Rolled leaves begin to ferment
n Lets stand at 27 degree C for 2-‐3 hrs
n Types: Green, Oolong, Black
CHOCOLATE n 1.5 million tons cocoa
produced each year n Supply: W. Africa
Produced: S. America n Enzyme fermentation in
the sun via proteolytic bacteria
n Bitter beans become sweeter and brown
FERMENTATION AROUND THE WORLD
n Food, drink, sauces, et cetera
2/22/13
7
INDUSTRIAL FERMENTATION
n Industrial fermentation uses microorganisms, typically grown on a large scale, to produce valuable commercial products or to carry out important chemical transformations. This process is commonly referred to as FERMENTATION
RANGES OF FERMENTATION PROCESS n Microbial cell (Biomass) • Yeast n Microbial enzymes • Glucose isomerase n Microbial metabolites • Penicillin n Food products • Cheese, yoghurt, vinegar n Vitamins • B12, riboflavin n Transformation reactions • Steroid biotransformation
FERMENTATION
n Aerobic
n Anaerobic
AEROBIC FERMENTATION
n Adequate aeration n Bioreactors-‐ adequate supply of sterile air
n In addition, these fermenters may have a mechanism for stirring and mixing of the medium and cells
n Antibiotics, enzymes, vitamins.

2/22/13
8
ANAEROBIC FERMENTATION
n In anaerobic fermentation, a provision for aeration is usually not needed.
n Lactic acid, ethanol, wine
INDUSTRIAL FERMENTORS
View looking down into a 125m3
stainless steel fermentor

2/22/13
9
INDUSTRIAL FERMENTORS
n 125-‐250m3
n Conditions in the fermenter are carefully monitored to regulate cell growth.
n Fermenter and all pipe work must be sterile before fermentation begins
n This is usually achieved by flushing the whole system with superheated steam before the production begins.
INDUSTRIAL FERMENTORS
n Process if frequently aerobic so fermentor has to be
well aerated. n The aeration will be sufficient to mix many cultures n If the culture is thick or sticky, additional stirring is
required by a motor driven paddle called an impeller.
INDUSTRIAL FERMENTORS n While initially the culture may need warming to start of
the process – once it has started a cooling system is vital.
n Cooling is achieved by either a water jacket or cooling coils inside the fermenter.
2/22/13
10
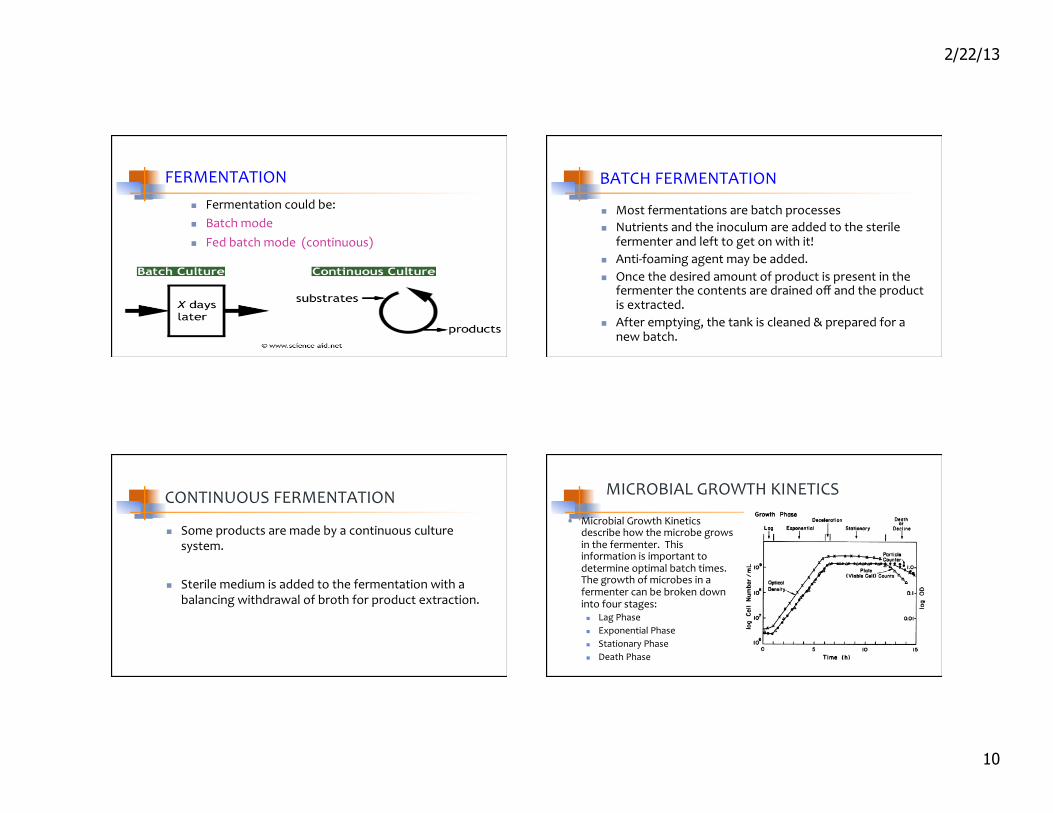
FERMENTATION n Fermentation could be: n Batch mode n Fed batch mode (continuous)
BATCH FERMENTATION
n Most fermentations are batch processes n Nutrients and the inoculum are added to the sterile
fermenter and left to get on with it! n Anti-‐foaming agent may be added. n Once the desired amount of product is present in the
fermenter the contents are drained off and the product is extracted.
n After emptying, the tank is cleaned & prepared for a new batch.
CONTINUOUS FERMENTATION
n Some products are made by a continuous culture system.
n Sterile medium is added to the fermentation with a balancing withdrawal of broth for product extraction.
MICROBIAL GROWTH KINETICS
• Microbial Growth Kinetics describe how the microbe grows in the fermenter. This information is important to determine optimal batch times. The growth of microbes in a fermenter can be broken down into four stages: n Lag Phase n Exponential Phase n Stationary Phase n Death Phase

2/22/13
11
MICROBIAL GROWTH KINETICS
• Lag Phase n This is the first phase in the fermentation process n The cells have just been injected into a new
environment and they need time to adjust accordingly
n Cell growth is minimal in this phase.
MICROBIAL GROWTH KINETICS
• Exponential Phase n The second phase in the fermentation process n The cells have adjusted to their environment and
rapid growth takes place n Cell growth rate is highest in this phase
MICROBIAL GROWTH KINETICS
• Exponential Phase (Continued) n At some point the cell growth rate will level off and
become constant n The most likely cause of this leveling off is substrate
limited inhibition • Substrate limited inhibition means that the microbes do not have enough nutrients in the medium to continue multiplying.
MICROBIAL GROWTH KINETICS
• Stationary phase n This is the third phase in the fermentation process n The cell growth rate has leveled off and become
constant n The number of cells multiplying equals the number of
cells dying

2/22/13
12
MICROBIAL GROWTH KINETICS
• Death phase n The fourth phase in the fermentation process n The number of cells dying is greater than the number
of cells multiplying • The cause of the death phase is usually that the cells have consumed most of the nutrients in the medium and there is not enough left for sustainability
MEDIA FOR INDUSTRIAL FERMENTATIONS
• The media is the feed solution n It must contain the essential nutrients needed for the
microbe to grow • Factors of consideration when choosing media
-‐Quality consistence and availability -‐Ensure there are no problems with Media Prep or other aspects of production process
Ex. Cane molasses, beet molasses, cereal grains
STERILIZATION
• Sterilizing the feed solution is essential because the media cannot contain foreign microbes because this could severely hinder the growth of the production microbe n Most popular method is heat sterilization of the feed
solution
THE DEVELOPMENT OF INOCULA FOR INDUSTRIAL FERMENTATIONS
• The inoculum is the starter culture that is injected into the fermenter n It must be of sufficient size for optimal growth kinetics
• Since the production fermenter in industrial fermentations is so large, the inoculum volume has to be quite large
-‐ A seed fermenter is usually required to produce the inoculum volume -‐The seed fermenter’s purpose is not to produce product but to prepare inoculum

2/22/13
13
DESIGN OF A FERMENTER
• Factors to consider when designing a fermenter n Aseptic and regulatory
capability, long-‐term reliability
n Adequate aeration and agitation
n Low power consumption
n Temperature and pH controls
n Sampling facilities
14 L fermenter shown is a copyright of New Brunswick Scientific
INSTRUMENTATION AND CONTROL
• The success of a fermentation process is highly dependent on environmental factors n The fermenter needs to be able to control such
factors as temperature, pH, and dissolved oxygen levels
AERATION AND AGITATION
• Most industrial fermentations are aerobic processes meaning that the production microbe requires oxygen to grow n The oxygen demand is met by sparging air through
the fermentation vessel and using an agitator increase the amount of dissolved oxygen
INDUSTRIAL ETHANOL PRODUCTION
The Philippines Biofuels Act 2006 requires oil companies to use biofuels in all "liquid fuels for motors and engines sold in the Philippines." All gasoline sold in the country must contain at least 5 percent ethanol by February 2009, and by 2011, the mandated blend can go up to 10 percent.

2/22/13
14
n Ethanol can enter the environment as emissions from its manufacture, use as a solvent and chemical intermediate, and release in fermentation and alcoholic beverage preparation.
n It naturally occurs as a plant volatile, microbial degradation product of animal wastes, and in natural fermentation of carbohydrates.
n Produced naturally from a wide range of microbiological processes (by fungi, bacteria, etc), and possibly some plants.
n When spilled on land it is apt to volatilize, biodegrade, and leach into the ground water, but no data on the rates of these processes could be found. Its fate in ground water is unknown.
ethanol is a clean-‐burning, high-‐octane fuel that is produced from renewable sources. at its most basic, ethanol is grain alcohol, produced from crops such as corn.

2/22/13
15
A bushel of corn weighs 56 pounds and will produce at least 2.8 gallons of ethanol , 17 pounds of distillers grain & 18 Pounds of CO2
In 2005, 97 ethanol plants in 21 states produced a record 3.904 billion gallons of ethanol
STEPS TO MAKING ETHANOL n Ethanol is produced using the following process:
n Wheat or corn kernels are ground in a hammer mill to expose the starch.
n The ground grain is mixed with water, cooked briefly and enzymes are added to convert the starch to sugar using a chemical reaction called hydrolysis.
n Yeast is added to ferment the sugars to ethanol. n The ethanol is separated from the mixture by distillation
and the water is removed from the mixture using dehydration.
MAKING ETHANOL n The unprocessed product, in fact, is a lot like beer:
n 8 percent alcohol and 92 percent water. n Not something that's going to burn in a car engine.
n To make a usable fuel, all but 0.5 percent of the water must be removed.
n This is done by a series of distillation and chemical extractions that use even more energy than was used to grow the corn. n And that doesn't count the diesel fuel needed to ship corn to
the ethanol plant or ethanol to the pump. n In theory, all of these energy costs should make ethanol
uneconomical to produce.
ETHANOL PRODUCTION FLOW CHART
2/22/13
16
n Ethanol can be made by a dry mill process or a wet mill process.
n Most of the ethanol in the U.S. is made using the dry mill method. In the dry mill process, the starch portion of the corn is fermented into sugar then to alcohol.
THE MAJOR STEPS IN THE DRY MILL PROCESS ARE: 1. Milling. The feedstock passes through a hammer mill which grinds it into a fine powder called meal. 2. Liquefaction. The meal is mixed with water and alpha-‐amylase, then passed through cookers where the starch is liquefied. Heat is applied at this stage to enable liquefaction. Cookers with a high temperature stage (120-‐150 degrees Celsius) and a lower temperature holding period (95 degrees Celsius) are used. High temperatures reduce bacteria levels in the mash.
3. Saccharification. The mash from the cookers is cooled and the secondary enzyme (gluco-amylase) is added to convert the liquefied starch to fermentable sugars (dextrose).
4. Fermentation. Yeast is added to the mash to ferment the sugars to ethanol and carbon dioxide. Using a continuous process, the fermenting mash is allowed to flow through several fermenters until it is fully fermented and leaves the final tank. In a batch process, the mash stays in one fermenter for about 48 hours before the distillation process is started.

2/22/13
17
5. Distillation. The fermented mash, now called beer, contains about 10% alcohol plus all the non-fermentable solids from the corn and yeast cells. The mash is pumped to the continuous flow, multi-column distillation system where the alcohol is removed from the solids and the water. The alcohol leaves the top of the final column at about 96% strength, and the residue mash, called stillage, is transferred from the base of the column to the co-product processing area.
6. Dehydration. The alcohol from the top of the column passes through a dehydration system where the remaining water will be removed. Most ethanol plants use a molecular sieve to capture the last bit of water in the ethanol. The alcohol product at this stage is called anhydrous ethanol (pure, without water) and is approximately 200 proof.
7. Denaturing. Ethanol that will be used for fuel must be denatured, or made unfit for human consumption, with a small amount of gasoline (2-5%). This is done at the ethanol plant.
8. Co-Products. There are two main co-products created in the production of ethanol: distillers grain and carbon dioxide. Distillers grain, used wet or dry, is a highly nutritious livestock feed. Carbon dioxide is given off in great quantities during fermentation and many ethanol plants collect, compress, and sell it for use in other industries.

2/22/13
18
Distillers grain can be fed to livestock wet or dry. Dried distillers grain (DDG) is the most common variety. Drying the distillers grain increases its shelf life and improves its ability to be transported over longer distances. If a consistent nearby market can be secured, ethanol producers can supply the feed as wet distillers grain (WDG). The wet form is not as easily transportable, but the cost of drying the product is removed.
The personal care products industry is one of the largest users of industrial ethanol, or ethyl alcohol. Check the labels – hairspray, mouthwash, aftershave, cologne, and perfume all contain large amounts of alcohol by volume. Ethanol is also used in many deodorants, lotions, hand sanitizers, soaps, and shampoos.
n Ethanol melts at –114.1°C, boils at 78.5°C, and has a density of 0.789 g/mL at 20°C.
n Its low freezing point has made it useful as the fluid in thermometers for temperatures below –40°C, the freezing point of mercury, and for other low-‐temperature purposes.
Pure, 100% ethanol is not generally used as a motor fuel; instead, a percentage of ethanol is combined with unleaded gasoline. This is beneficial because the ethanol:
n decreases the fuel's cost n increases the fuel's octane rating n decreases gasoline's harmful emissions

2/22/13
19
BLENDING WITH GASOLINE
n Any amount of ethanol can be combined with gasoline, but the most common blends are:
n E10 -‐ 10% ethanol and 90% unleaded gasoline
n E10 is approved for use in any make or model of vehicle sold in the U.S. Many automakers recommend its use because of its high performance, clean-‐burning characteristics. In 2004, about one-‐third of America's gasoline was blended with ethanol, most in this 10% variety.
n E85 -‐ 85% ethanol and 15% unleaded gasoline
n E85 is an alternative fuel for use in flexible fuel vehicles (FFVs). There are currently more than 4 million FFVs on America's roads today, and automakers are rolling out more each year. In conjunction with more flexible fuel vehicles, more E85 pumps are being installed across the country. When E85 is not availible, these FFVs can operate on straight gasoline or any ethanol blend up to 85%.
ETHANOL Physical properties:
n Colorless liquid. n Pleasant alcoholic odor detectable at 49 to 716 ppm. n Miscible with water and most organic solvents. n Melting Point (°C): -‐114.1 n Boiling Point (°C): 78.3 n Specific Gravity: 0.789 n Vapor Density: 1.6

2/22/13
20
COMMERCIAL PRODUCTION OF BEER
Essential Ingredients of Beer n Malted Barley n Hops n Yeast n Water n Not required, but frequently found ingredient n Starch adjuncts
n Corn and rice starches
MAKING BEER: A THREE STEP PROCESS
n Malting n Brewing n Fermentation
MALTING
n Takes place in malt houses n Occasionally in a brewery (Coors)
n Controlled germination of barley n Moisture n Temperature n Carbon dioxide
n Goal n Produce enzymes useful for brewing
n Amylases n proteases

2/22/13
21
Malting n Soaking the grain n Allow for controlled
germination n Maximum enzyme
production n Minimum enzymatic
activity and plant growth n Kiln drying
n Stop germination n Stabilize malted barley n Impart color and flavor
n Light malt, dark malt, amber malt, black patent malt
Brewing
n Functions: n Enzymatic conversion of starch to maltose, proteins to amino acids
n Extraction of hop flavors and aromatic compounds
n Sterilize maltose/aa/hop flavor solution
Brewing
n Milling of malted barley n Careful cracking of malted barley
n Shatter endosperm n Keep husk in large pieces
n Adding water n Controlled temperature for enzymatic action
Mash Tun
The mash tun is a vessel in which the milled malted barley is mixed with water And the enzymes are allowed to degrade the starches and proteins into Substrates that the yeast can utilize during fermentation

2/22/13
22
Mash
These photos show the milled Malted barley being mixed with Warm water. The enzymes Convert the starch to maltose and The proteins to amino acids creating What is known as sweet wort.
Lautering (filtering) The sweet wort Is separted from The spent barley By a filtration step Known as Lautering. The Barley husks serve As the primary Filtering material. Here, the remaining Spent grains are Being removed from The sweet wort With this screen.
Mash Tun with used Mash
These are the spent malt that acted as a filtering bed for the sweet wort.
Scraping out the used mash

2/22/13
23
Used mash heading towards feedlot Sweet Wort
Kettle n Sweet Wort n Bring to boil
n Add hops n Extract flavors (bitter acids) and aromatic compounds
n Sterilizes hopped wort
Fermentation Tanks
After the yeast is added to the hopped wort, fermentation of the maltose to Ethanol occurs in these tanks.

2/22/13
24
Adding yeast to the fermenter Blow-‐off hoses on fermentation tanks
Fermentation produces both ethanol and carbon dioxide. The carbon Dioxide is allowed to vent out through these blow-off hoses whose ends Are immersed in a tank of water, producing an air-lock and preventing Oxygen from entering the fermentation tanks.
Cleaning fermentation tanks Cleanliness is critical in producing Quality beer. Microbial contamination Can result in off flavors and aromas.
Next
Grape Wine

2/22/13
25
Next End Previous
Grape Wine
Introduction Grapes are cultivated in many countries of the world. India produces only about 2.77 per cent of the total world production. However, in productivity India stood first with 23.50 tonnes /Ha. Grape is one of the most perishable fruits and during the process of distribution and marketing, substantial losses are incurred which ranges from a slight loss of quality to total spoilage. Processing is an alternative method of preservation of this fruit for long durations. Fermentation of juices for the preparation of alcoholic beverages is being practiced for the last many centuries. Wine is a fermented beverages produced from grape and has a large acceptability across the world and has immense potential for local marketing as well as export.
Next End Previous
Grape Wine
Alcoholic Beverages These are the beverages which are prepared after alcoholic fermentation of sugars by yeast, contain varying amounts of ethyl alcohol (5-42%), and are consumed directly or after dilution in water. Wine Product made by alcoholic fermentation of grapes or grape juice unless otherwise specified, by yeast (Saccharomyces cerevisiae and a subsequent ageing process. Alcohol content is 11-14 %, but may be as low as 7 %.
Next End Previous
Grape Wine
Definitions Fortified wines
Contain added alcohol/ distillate of wine (brandy). Alcohol content of fortified wines is 19-21% Table Wines
Low alcohol content and little or no sugar Dessert Wines
These are fortified sweet wines. Next End Previous
Grape Wine
Source: Sharma (2010)

2/22/13
26
Next End Previous
Grape Wine
Nutritional value per 100 g (3.5 oz)
Energy 355 kJ (85 kcal)
Carbohydrates 2.6 g
-‐ Sugars 0.6 g
Fat 0.0 g
Protein 0.1 g
Alcohol 10.6 g
10.6 g alcohol is 13%vol., 100 g wine is approximately 100 ml (3.4 fl oz.), Sugar and alcohol content can vary. Source: USDA Nutrient Database
Red table wine
Nutritional value of red table wine
Next End Previous
Grape Wine
Process for preparation of wine
Next End Previous
Grape Wine
Source: http://www.softchalk.com/lessonchallenge09/lesson/wineTutorial/wineTutorial4.html
Steps in wine making
Next End Previous
Grape Wine
Determination of alcohol content ?
Record starting specific gravity of must (S1), Record finished specific gravity (S2) Calculate by using the formula
36.721(%) SSAlcohol −
=

2/22/13
27
Next End Previous
Grape Wine
What happens during fermentation?
Yeast Saccharomyces cerevisae, which causes fermentation, is a single cell organism that converts the sugar in the fruit to alcohol and carbon dioxide. The carbon dioxide escapes into the air and what is left is wine.
Next End Previous
Grape Wine
Wine Making Problems The major cause of wine failures is a lack of proper sterilization procedures and practices. Important Problems encountered are: 1. Corkiness Symptoms: An unpleasant flavor in wine Possible Causes: a. Bottling with a defective cork b. Not a complete seal and the outside air allowed to enter into the bottle c. Inferior cork 2. Soapiness Symptoms: Soapy taste in your favorite wine Possible Causes: a. Equipment, carboys and Fermenters not properly cleaned and rinsed.
Next End Previous
Grape Wine
Wine Making Problems 3. Woody Symptoms: Aroma of wood in your wine. Possible Causes: a. Over-soaking of corks b. Over-aging with oak chips 4. Flowers of Wine Symptoms: A white film or skin that forms on the surface of wines Possible Causes: a. Undue exposure to air
Next End Previous
Grape Wine
Wine Making Problems 5. Stuck Fermentation Symptoms: Wine has stopped fermenting before reaching a specific gravity of 0.994 -
0.996 Possible Causes: a. cold temperatures / too hot b. Bad yeast, using a yeast that's reached its limit of alcohol tolerance c. Too much sugar d. Insufficient nutrients or acids e. Insufficient oxygen f. Too much carbon dioxide Remedy: Add a high powered yeast

2/22/13
28
Next End Previous
Grape Wine
Let us sum up • Wine is a product made by alcoholic fermentation of grapes or grape juice unless
otherwise specified, by yeast (Saccharomyces cerevisiae and subsequent ageing process. Alcohol content is 11-14 %, but may be as low as 7 %.
• Fortified wines contain added alcohol or distillate of wine while sweet wines consist of unfermented sugar.
• Ethyl alcohol and CO2 are produced during fermentation • Alcohol content is calculated by dividing the difference between initial and
final specific gravity by 7.36. • Corkiness, soapiness and flower of wines are problems of wine making.
PRODUCTION OF ANTIBIOTICS
ANTIBIOTICS
n Of all the microbial products manufactured commercially, antibiotics are the most important.
n Antibiotics are chemical substances produced by microorganisms to kill other microorganisms.
n They are used in the treatment of infectious diseases.
SOME ANTIBIOTICS PRODUCED BY MICROORGANISMS
Antibiotic Producing microorganism Cephalosporin Cephalosporium acrimonium Chloramphenicol Streptomyces venezuelae Erythromycin Streptomyces erythreus Griseofulvin Penicillium griseofulvin Penicillin Penicillium chrysogenum Streptomycin Streptomyces griseus Tetracycline Streptomyces aureofaciens Gentamicin Micromonospora purpurea

2/22/13
29
n Thanks to work by Alexander Fleming (1881-‐1955), Howard Florey ( 1898-‐1968) and Ernst Chain (1906-‐1979), penicillin was first produced on a large scale for human use in 1943. At this time, the development of a pill that could reliably kill bacteria was a remarkable development and many lives were saved during World War II because this medication was available.
E. Chain H. Florey A. Fleming
PRODUCTION OF PENICILLIN
• During world war II-‐importance realized, as penicillin had been used to treat many wounded soldiers.
A tale by A. Fleming
n In 1928, Sir Alexander Fleming, a Scottish biologist, observed that Penicillium notatum, a common mold, had destroyed staphylococcus bacteria in culture.
A tale by A. Fleming n He took a sample of the mold
from the contaminated plate. He found that it was from the Penicillium family, later specified as Penicillium notatum. Fleming presented his findings in 1929, but they raised little interest. He published a report on penicillin and its potential uses in the British Journal of Experimental Pathology.

2/22/13
30
MOA OF PENICILLIN n All penicillin like antibiotics inhibit
synthesis of peptidoglycan, an essential part of the cell wall.
n They do not interfere with the synthesis of other intracellular components.
n These antibiotics do not affect human cells because human cells do not have cell walls.
Spectrum of Activity
n Penicillins are active against Gram positive bacteria
n Some members (e.g. amoxicillin) are also effective against Gram negative bacteria but not Pseudomonas aeruginosa
PRODUCTION OF PENICILLIN
n Penicillin was the first important commercial product produced by an aerobic, submerged fermentation
n First antibiotic to have been manufacture in bulk.
n Used as input material for some semi synthetic antibiotics.
n It is fermented in a batch culture
n When penicillin was first made at the end of the second world war using the fungus Penicillium notatum, the process made 1 mg dm-‐3.
n Today, using a different species (P. chrysogenum) and a better extraction procedures the yield is 50 g dm-‐3.
n There is a constant search to improve the yield.

2/22/13
31
The yield of penicillin can be increased by:
n Improvement in composition of the medium
n Isolation of better penicillin producing mold sp. Penicillium chrysogenum which grow better in huge deep fermentation tank
n Development of submerged culture technique for cultivation of mold in large volume of liquid medium through which sterile air is forced.
Primary and Secondary Metabolites
n Primary metabolites are produced during active cell growth, and secondary metabolites are produced near the onset of stationary phase.
Commercial Production Of Penicillin n Like all antibiotics, penicillin is a secondary metabolite, so is only produced in the stationary phase.
INDUSTRIAL PRODUCTION OF ANTIBIOTIC-‐ PENICILLIN
n The industrial production of penicillin was broadly classified in to two processes namely,
n Upstream processing n Downstream processing

2/22/13
32
UPSTREAM PROCESSING
n Upstream processing encompasses any technology that leads to the synthesis of a product. Upstream includes the exploration, development and production.
DOWNSTREAM PROCESSING
n The extraction and purification of a biotechnological product from fermentation is referred to as downstream processing.
UPSTREAM PROCESSING INOCULUM PREPARATION
n The medium is designed to provide the organism with all the nutrients that it requires.
n Inoculation method-‐ submerged technique
n Spores -‐major source of inoculum
RAW MATERIALS • CARBON SOURCES:
Lactose acts as a very satisfactory carbon compound, provided that is used in a concentration of 6%. Others such as glucose & sucrose may be used. NITROGEN SOURCES:
• Corn steep liquor (CSL) • Ammonium sulphate and ammonium acetate can be used as nitrogenous
sources. MINERAL SOURCES: Elements namely potassium, phosphorus, magnesium, sulphur, zinc and copper are essential for penicillin production. Some of these are applied by corn steep liquor.
• Calcium can be added in the form of chalk to counter the natural acidity of CSL
• PAA-‐ precursor

2/22/13
33
FERMENTATION PROCESS n The medium is inoculated with a suspension of conidia of Penicillium chrysogenum.
n The medium is constantly aerated and agitated, and the mould grows throughout as pellets.
n After about seven days, growth is complete, the pH rises to 8.0 or above, and penicillin production ceases
STAGES IN DOWNSTREAM PROCESSING
Removal of cells
n The first step in product recovery is the separation of whole cells and other insoluble ingredients from the culture broth by technique such as filtration and centrifugation.
ISOLATION OF BENZYL PENICILLIN n The PH is adjusted to 2-‐2.5 with the help of phosphoric or
sulphuric acids. n In aqueous solution at low PH values there is a partition
coefficient in favor of certain organic solvents such as butyl acetate.
n This step has to be carried out quickly for penicillin is very unstable at low PH values.
n Antibiotic is then extracted back into an aqueous buffer at a PH of 7.5, the partition coefficient now being strongly in favor of the aqueous phase. The resulting aqueous solution is again acidified & re-‐extracted with an organic solvent.
n These shifts between the water and solvent help in the purification of penicillin.
n The treatment of the crude penicillin extract varies according to the objective, but involves the formation of an appropriate penicillin salt.
n The solvent extract recovered in the previous stage is carefully extracted back with aqueous sodium hydroxide.
n This is followed by charcoal treatment to eliminate pyrogens and by sterilization.
n Pure metal salts of penicillin can be safely sterilized by dry heat, if desired. Thereafter, the aqueous solution of penicillin is subjected to crystallization.

2/22/13
34
FURTHER PROCESSING n For parental use, the antibiotic is packed in sterile
vials as a powder or suspension. n For oral use, it is tabletted usually now with a film
coating. n Searching tests (ex: for purity, potency) are
performed on the appreciable number of random samples of the finished product.
n It must satisfy fully all the strict government standards before being marketed
The main stages of Penicillin production are:

2/22/13
35
PRODUCTION OF PENICILLIN V n Phenoxy methyl penicillin n Addition of different Acyl groups to the medium.
n Phenoxyacetic acid as precursor instead of phenyl acetic acid.