Embed Size (px)
Citation preview

Ebara Engineering Review No. 252(2016-10)─ ─1
This issue describes the factors that are derived from alloy substrate and that are the basics of high temperature corrosion prevention, the coating methods that are often used as actual corrosion protection methods, and the control of environmental factors.
2. Factors derived from alloy substrate
2.1 Alloy composition
As described in the first issue, typical oxides that are used as protective scales of practical metallic materials are the three following oxides: Cr2O3, Al2O3, and SiO2. Figure 2-11) shows that their parabolic rate constants are smaller than those of other oxides, indicating the above fact. Forming one of these protective scale evenly on the material surface can lower the corrosion rate, or, in other words, can prevent corrosion. Therefore, alloys with excellent high temperature corrosion resistance have a composition that can stably form these scales on alloy surfaces and can maintain them in the environment. A continuous Cr2O3 scale formed on the alloy surface provides high temperature
AbstractAs the 2nd issue of the “Lecture on fundamental aspects of high temperature corrosion and corrosion protection”, this paper outlines the basic approach for preventing corrosion at high temperature, and the use of coatings as a corrosion protection measure. Maintaining high-temperature corrosion resistance requires stable formation and maintenance of a protective oxide scale on the surface of an alloy. As material factors having a large impact on the formation and maintenance of a protective oxide scale, the paper discusses adhesiveness of oxide scales as well as composition and structure of the alloy, taking stainless steel as an example. As environmental factors, it discusses the influence of gas atmosphere, temperature, and gas flow. Lastly the paper describes diffusion coating and thermal spraying as coating methods popularly used for environmental and energy devices or systems.
Keywords: High temperature corrosion, High temperature oxidation, Corrosion protection, Coatings, Diffusion coating, Thermal
spraying, Oxide scale, Heat-resistant alloy, Microstructure, Rare earth element
[Seminar]
Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection
Part 2: Corrosion Protection and Coatings
Hiroshi YAKUWA*, and Manabu NOGUCHI**
* Technologies, R&D Division** Ebara Environmental Plant Co., Ltd.
1. Introduction
The first issue (Part 1) describes the basic theories, which are important for understanding high temperature corrosion, focusing on high temperature oxidation. As described in the first issue, especially in the case of practical metallic materials, their resistance to oxidation (corrosion) at high temperatures often depends on the stability of the oxide scales formed on their surfaces.
Conversely, the basis of corrosion protection methods is to form and maintain a stable oxide scale on the metal surface. To determine whether a stable oxide scale is maintained in a real environment, considering various factors such as mechanical factors and operation history is necessary in addition to thermodynamic and kinetic examination.

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─2
corrosion resistance to stainless steel (Fe-Cr (-Ni) based alloy), a typical heat-resistant alloy. Wagner2) proposed the conditions for the continuous existence of a protective oxide scale. Under the above conditions, a Fe-Cr (-Ni) alloy forms and maintains a continuous Cr2O3 scale basically if the amount of Cr ( JCr) supplied from the inside of the alloy to the interface between the alloy and the Cr2O3 scale is larger than the amount of Cr ( J’Cr) diffusing from the Cr2O3 to the outside (JCr > J’Cr) (Figure 2-23)). The condition that maximizes JCr is when the Cr concentration gradient in the alloy is maximized. In other words, it is when the Cr concentration on the interface between the alloy and the Cr2O3 reduces to zero. In this state, from the comparison between JCr and J’Cr, the following formula is derived as the conditions under which the protective
Para
bolic
rat
e co
nsta
nt
Temperature K
Fig. 2-1 Parabolic rate constants of several oxides1)
Cr2O3 scale stably exists:
π½ kp ½N 0
Cr > (―) (―) ……………………………… (2-1) 16ZCrC D
In this formula, N 0Cr is the mole fraction of the Cr in
the bulk of the alloy. 16 is the atomic weight of oxygen. ZCr is the valence of the Cr in the oxide. C is the substance quantity of the Cr per unit volume (mole). kp
is the parabolic rate constant. D is the inter-diffusion coefficient of the Cr in the alloy.
Therefore, if kp (the growth rate of the oxide scale) is small, and if D is large (Cr can easily be supplied from the alloy to the scale) , the Cr2O3 scale can be maintained. Conversely, if J’Cr > JCr, there is not enough Cr that is supplied to the interface between the alloy and the Cr2O3 scale. Then, the elements other than Cr (Fe, Ni, etc.for stainless steel) are oxidized, and the Cr2O3 protective scale cannot be maintained. The Cr content required for forming a protective scale also depends on the base material. Figure 2-34) shows the influence of the Cr content on the parabolic rate constants of Fe-Cr, Ni-Cr, and Co-Cr alloys at 1000 °C. The figure also indicates that the Cr content that lowers the parabolic rate constant is small in the Fe-Cr alloy and Ni-Cr alloys and is the largest in the Co-Cr alloy. In other words, among the practical heat-resistant alloys, Co-based alloys require the largest amount of Cr to maintain their high temperature corrosion resistance. These differences are due to differences in the inter-
Cr concentration JCr J’Cr
Alloy Gas
JCr > J’Cr
Fig. 2-2 Conditions for forming a stable Cr2O3 scale on the alloy surface3)
Fe-Cr alloy
Ni-Cr alloyCo-Cr alloy
Para
bolic
rat
e co
nsta
nt
Cr content in the alloy [wt %]
Fig. 2-3 Influence of Cr contents on the parabolic rate constants of Fe-Cr, Ni-Cr, and Co-Cr alloys in the air or oxygen at 1000 °C4)

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─3
diffusion coefficient or in the solubility of oxygen between alloys.
Since Al2O3 and SiO2 have a smaller parabolic rate constant than Cr2O3, they are expected to form a continuous scale with a lower concentration of Cr. As a corrosion-resistant oxide scale, Al2O3 is used at about 900 °C or more for gas turbine materials, etc. and SiO2
is used at about 1400 °C or more. 2.2 Influence of the alloy microstructure
As described above, an alloy with an oxide scale that grows slowly can easily supply Cr to its scale and can easily maintain its Cr2O3 scale. The capability of supplying Cr to the alloy surface is greatly influenced by not only the Cr concentration in the alloy but also the alloy microstructure. Figure 2-4 shows the increases in mass when Fe- (22-25) Cr- (10-40) Ni alloys are oxidized in an Ar-H2-H2O atmosphere (P02=1.2×10−19 atm) at 800 °C. The figure shows that if the amount of Cr is constant in alloys, when they contain 20 mass % of Ni or more, the increase in mass losses as the Ni content increases (the oxidation resistance is improved). This is qualitatively consistent with the result shown in Fig. 2-3, which indicates that Ni-Cr alloys have better oxidation resistance than Fe-Cr alloys.
On the other hand, the Fe-10Ni-22Cr and Fe-10Ni-25Cr alloys with a small Ni content have less increase in mass (good oxidation resistance) than the Fe-20Ni-
22Cr and Fe-20Ni-25Cr alloys. Figure 2-5 shows the cross-sectional microstructures of the oxidized Fe-25Cr- (10-40) Ni alloys. The figure shows that Fe-25Cr- (20-40) Ni alloys have a single austenitic phase, and Fe-25Cr-10Ni alloy has a ferritic phase ( α ) and an austenitic phase (γ). The diffusion coefficient of Cr in the ferritic phase is larger than that in the austenitic phase5). Accordingly, a difference in the oxidation resistance was considered to occur because a lot of Cr was supplied from the ferritic phase to the alloy surface to form a protective scale on the surface.
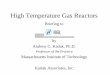
An alloy grain boundary is another important factor that greatly affects the Cr supply to the alloy surface. Figure 2-6 shows the cross-sectional microstructure of the steam oxidized scale formed on a Type 304 stainless steel surface. A thick bilayer scale is formed on the surface of a large alloy grain, while a thin oxidized scale is formed on the surface where alloy grain boundaries are concentrated. This is because since the grain boundary diffusion rate is greater than the body diffusion rate, the Cr diffusion to the alloy surface through grain boundaries was promoted. Therefore, more grain boundaries (each grain becomes smaller) promote the Cr supply to the alloy surface, allowing the Cr2O3 scale to be maintained easily. Figure 2-76) shows the influence of the alloy grain size on the steam oxidation resistance of austenitic stainless steels. The larger the grain size number (the smaller the grain size), the less the mass loss (the better the
Mas
s in
crea
se
mg・
cm-2
Ni content mass%
0
0.5
1
1.5
2
10 20 30 40
22Cr 25Cr
Fig. 2-4 Influence of Ni contents on the steam oxidation of Fe-(22-25) Cr-(10-40)Ni alloys in Ar-H2-H2O atmosphere (PO2=1.2×10–19 atm) at 800 °C for 446 hours
10μm
10μm 10μm
10μm
Oxide scale
10%Ni 20%Ni
30%Ni 40%Ni
Oxide scale
αγ
Fig. 2-5 Influence of alloy microstructures on the steam oxidation of Fe-25Cr-(10-40)Ni alloys in Ar-H2-H2O atmosphere (PO2=1.2×10–19 atm) at 800 °C for 446 hours

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─4
precipitation layers depending on the alloy composition. As shown in Fig. 2-8 (c), among the precipitated layers, a layer with poor corrosion resistance may be corroded faster. These differences in microstructure affect the corrosion process not a little. Therefore, for practical alloys, to take corrosion prevention measures, their corrosion processes must be examined taking into account not only their chemical compositions but also their microstructures.
2.3 Addition of rare earth elements
As described above, the alloy composition and alloy
oxidation resistance). In addition, it is known that when the surface is cold-worked with a shot blast, etc., the diffusion of Cr to the alloy surface is promoted, and the oxidation resistance is improved7)-10). Note that if a heat treatment is applied to the cold-worked surface, the effect of cold-working may be lost depending on the heat treatment conditions.
Depending on the production method, heat treatment, etc., practical alloys often have a complicated microstructure. Figure 2-8 shows examples of the microstructures of a welded rolled material, sand cast material, and centrifugally cast material. In the rolled material, the grain sizes are nearly the same, but the welded part has a solidification structure. The cast material has a microstructure with complicated
Outer scale
Cr
Fe3O4 (Fe,Cr)3O4 Cr2O3
Inner scale
Alloysubstrate
Alloy grainboundary
Fig. 2-6 Cross-sectional view of a steam oxidized scale on Type 304 stainless steel
Fig. 2-7 Influence of grain size on the steam oxidation resistance of austenitic stainless steels6)
Type 310S Alloy 800H Weld
(a) Weld of the rolled alloys
(b) Sand mold cast alloy(Fe-Cr-Mo-Nb cast stainless steel)
(c) Centrifugally cast alloy(Ni-Cr-W-Si-Al alloy)
The precipitates corroded first.
Solidification structure
Fig. 2-8 Influences of manufacturing methods on the microstructures of heat-resistant alloys

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─5
microstructure are important for the formation and maintenance of a protective oxide scale. Furthermore, to maintain high temperature corrosion resistance for a long time, the protective oxide scale (Cr2O3, Al2O3, or SiO2) formed on the alloy surface must closely contact the alloy substrate. The separation of the protective oxide from the alloy substrate leads to the direct exposure of the alloy substrate to the environment. If the protective oxide is separated from the alloy substrate, the material is directly exposed to the environment. Then, since corrosion progresses at a high corrosion rate, good high-temperature corrosion resistance cannot be maintained. As a factor that affects the adhesion of oxide scales, the first issue described the thermal stress that is generated on the interface between the alloy substrate and the oxide scale. The issue also described the Pilling-Bedworth ratio (PBR), which is an index for judging the possibility of separation of an oxide scale. On the other hand, rare earth elements such as Y, La, Hf, and Zr are known to be effective for inhibiting the separation of an oxide scale that is caused by thermal stress11)-14). Figure2-9
shows the changes in mass of two aluminized UNS N06002 alloy (Ni-22Cr-18Fe-9Mo alloy) specimens when one specimen had a small amount of Zr on its surface and the other had no Zr, and they were oxidized in air at 1 100 °C and at room temperature alternately. At first, the mass of the specimen without Zr increased due to oxidation. However, in the second cooling period, the mass started to decrease due to the separation of the oxide. After that, the mass continued to decrease. In and after the third cooling, as shown in the figure, the mass continued decreasing. On the other hand, the mass of the specimen with Zr continued to increase in 23 cycles of the repeated oxidation for 750 hours, which indicates that the oxide scale had good adhesion. As a mechanism that improves the high-temperature oxidation resistance, the following is reported: the added rare earth elements affect the diffusion rate in the oxide scale or the alloy15), 16), provide the blocking and wedging effect17), 18), or suppress the void formation on the interface between the alloy and the oxide interface19), 20). As practical alloys, the materials to which these rare earths are added are available (Table 2-1).
3. Coating
As described earlier, to provide a high-temperature corrosion resistance to an alloy material, sufficiently concentrated Cr, Al, or Si must be added to the alloy. However, these elements are not always effective to characteristics such as high-temperature strength, workability, and weldability, which are essential to actual materials. Rather, they often deteriorate these characteristics. Accordingly, coating is used to give characteristics such as strength and high-temperature corrosion resistance to an alloy substrate and to its surface, respectively. Generally, coating is not to coat Cr2O3, Al2O3, or SiO2, on the alloy surface as a protective scale, but to coat an alloy layer containing a sufficiently concentrated Cr, Al, or Si on it. Coating can make a
Time h
Mas
s lo
ss
・
With ZrWithout Zr
Fig. 2-9 Influence of Zr addition on the cyclic oxidation behavior of aluminized N06002 alloy at between 1100 °C and room temperature
Table 2-1 Examples of commercial heat-resistant alloys including rare earth elementsmass%
Fe Ni Co Cr Al C RE OthersAlloy 556 (UNS R30556) bal. 20 18 22 0.2 0.1 La=0.02 Mo=3, W=2.5, TaAlloy 230 (UNS N06230) 3 bal. 5 22 − 0.1 La=0.02 W=14Alloy 214 (UNS N07214) 3 bal. 5 16 4.5 0.05 Y=0.01 Zr, BAlloy 188 (UNS R30188) 3 22 bal. 22 − 0.1 La=0.03 W=14

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─6
protective scale, Cr2O3, Al2O3, or SiO2, on the target surface in use. As described in section 2-1, to maintain these protective scales, the amount of M (= JM, M means Cr, Al or Si) supplied from the inside of the alloy layer to the interface between the alloy layer and the oxide scale must be more than that of M ( J’M) diffusing from the protective scale to the outside. In the case of coating, diffusion or a chemical reaction occurs between the coating and the alloy substrate. Therefore, over long-term use, M in the coating may diffuse into the alloy substrate and be depleted, or different diffusion rates may generate voids (Kirkendall voids) on the interface between the coating and the alloy substrate. The depletion of M from the coating may affect the existence of the protective scale on the surface. On the other hand, the generated void may deteriorate the adhesion of the coating layer. In order to prevent these problems, the “diffusion barrier coating system” (DBC system)24) is proposed to establish a barrier layer containing Re between the coating and the alloy substrate.
Table 2-2 shows typical coating methods for high-
temperature corrosion prevention. Since each method has advantages and disadvantages, a method and a material must be selected according to the usage environment, base material, and the characteristics required. The following sections describe the diffusion coating, thermal spraying, and combined treatment that are often applied.
3.1 Diffusion coating
Diffusion coating is surface modification that provides the material with functions such as corrosion resistance and abrasion resistance by diffusing other elements from the atmosphere to form the alloy layer of the diffused elements. To form the alloy layer on the substrate surface, the diffusing elements must have a certain degree of solubility against the substrate when diffusing into it. Accordingly, it is not possible to diffuse and infiltrate each element into each substrate; there are appropriate combinations. Generally, for steel materials, diffusion coating can use Cr, Al and Si, which are known as effective elements as high-temperature corrosion resistance coating.
Pack cementation and slurry coating methods are
Table 2-2 Coatings for high-temperature corrosion protection (revised referring to references 21 to 23)
Method Coating material Advantages Disadvantages
Diffusion coating (Pack cementation, Slurry coating)
Cr, Al, Si, Cr-Al, Cr-Si, Al-Si, etc.
・ Since a diffusion layer is formed providing good adhesion to the alloy substrate, the coating is hard to separate from the material.
・Processable elements are limited.・ Controlling the film thickness and concentration is difficult.・ Since the entire base material is processed in a furnace,
a large-sized furnace is required depending on the size of the material to be processed, and a problem such as the deformation of the processed material may arise.
Thermal sprayingMCrAlX (M:Co, Ni, Fe X: Y, Hf, Zr, etc.), Ni-Cr, Ni-Cr-Al, etc., ceramics
・ Various types of alloy and ceramic films can be formed.
・ The film formation rate is high.
・The film is porous. ・ Depending on the thermal spraying method, the film
adhesion may not be good, resulting in the separation of the film.
Note: A self-fluxing alloy may be used to obtain a dense film.
Overlay weldingNi-, Co-, Fe-based heat-resistant alloys, etc.
・ A thick film can be formed. ・ A minute film with fewer pores
can be formed. ・ A film with good adhesion can be
formed.
・ Because of the large heat input, preheating or postheating treatment may be required to prevent the deformation or hardening of the alloy substrate.
・A thin film is hard to form.
Electron beam physical vapor deposition (EB-PVD)
Ceramics (Thermal barrier coating like YSZ)
・ Even ceramics whose melting point is close to 3000 °C are capable of vapor deposition.
・ The structure can be controlled in a nano-order.
・ The film growth is much faster than that of conventional vapor-deposition methods.
・ Because of its columnar structure, the film has good thermal shock resistance.
・ Since the equipment is extremely expensive, this method is not suitable for general industrial products with low added-value. This method is applied only to high added-value products such as jet engines.
・ Because of its columnar structure, the film’s thermal barrier performance is inferior to that of the film formed by thermal spraying.
Combined treatment (plating + diffusion coating, or thermal spraying + diffusion coating)
Pt plating + Al diffusion coating, or NiCr thermal spraying + Al diffusion coating
・ Additional diffusion coating can compensate for the disadvantages of each coating method, providing new functions.
・Due to a two-step process, more work time is required.

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─7
known as typical diffusion coating methods. Figure 2-10 shows a schematic diagram of the pack cementation. In this method, the substrate is immersed in the powder consisting of the metal to be diffused, a halide, and a sintering inhibitor, and then is subject to a high temperature treatment.
Mr. Harada et al.25) examined the precipitation reactions caused by the diffusion of Cr into Fe or Ni in detail. According to their examination, the possible precipitation reactions of Cr on the metallic surface of the substrate are an exchange reaction, hydrogen reduction reaction, and thermal decomposition reaction. However, the Cr precipitation due to thermal decomposition cannot be expected, because the rate of Cr precipitation caused by the thermal decomposition of CrCl2 is 3.85×10-10 %25) at of 1000 °C. In contrast, the Cr precipitation rates due to exchange reactions are as shown in Figure 2-1125) In other words, Cr precipitation can be expected on Fe surfaces in the order of percentage, while the precipitation rate on Ni surfaces is less than 100 ppm, which means that Cr precipitation due to an exchange reaction cannot be expected. On the other hand, as shown in Figure 2-1225), in a hydrogen reduction reaction,
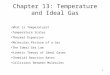
the precipitation rate in the order of percentage can be expected even in a relatively low temperature range. Therefore, for Fe, both an exchange reaction and a hydrogen reduction reaction can be thought of as main Cr precipitation reactions, and for Ni, a hydrogen reduction can be thought of as a main Cr precipitation reaction. Accordingly, to obtain a sufficient Cr layer on Ni alloy or Ni-based alloy, treatment in a hydrogen gas atmosphere is required. Figure 2-1326) shows the cross-section of the Cr layer formed on the surface of UNSN07001 alloy (Ni-20Cr-13Co-4Mo alloy) by the pack cementation. On the surface, there is a Cr precipitation layer of approximately 10μm, and underneath that there is a Cr diffusion layer approximately 5 μm thick is formed. The thicknesses of the surface precipitation and diffusion layers vary depending on the pack agent composition, processing temperature, processing time, and the additive rate of the carrier gas (H2).
Cr p
reci
pita
tion
rate
H2 addition rateFig. 2-12 Cr precipitation rates due to hydrogen reduction25)
(m is a ratio to the mass of CrCl2)
Alloysubstrate
Diffusionlayer
Cr layer
AnalyzedPoint
Fig. 2-13 Cross-section of the Cr layer formed on the surface of UNSN07001 alloy (Ni-20Cr-13Co-4Mo alloy)26)
Cr powder, Al2O3 (sintering inhibitor), NH4Cl, etc. (activator)
Workpiece
H2gas
800 to 1100 ˚C
Fig. 2-10 Schematic diagram of diffusion coating (pack cementation)
Cr p
reci
pita
tion
rate
Cr p
reci
pita
tion
rate
TemperatureTemperature
Fig. 2-11 Cr precipitation rates due to exchange reactions on Fe and Ni surfaces25)

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─8
3.2 Thermal spraying
Thermal spraying is used to form a coating layer by heating a metal or ceramics to melt or half-melt and spraying it at high speed27). Figure 2-14 shows a schematic diagram of high velocity oxy-fuel (HVOF), which is typical thermal spraying. Thermal spraying is used for applications such as thermal barrier coating (TBC) on gas turbine engines and jet engines, and heat transfer tubes for waste disposal power generation. Unlike diffusion coating, there are advantages as follow: There are fewer restrictions on processing materials, and the coating layer formation rate is so high that a thick coating layer (100-500 μm) can be formed in a relatively
short time. On the other hand, note that since there are essentially pores in the coating layer, corrosive elements may reach the substrate surface through the pores, corroding the substrate.
According to the type of the heat source, thermal spraying is classified into the gas type and the electric type: the former includes flame spraying and HVOF, and the latter includes arc spraying and plasma spraying. Table 2-3 lists the features of typical thermal spraying. The values such as particle velocities and heat source temperatures are just guidelines because they vary depending on documents and manufacturers. Ni-Cr alloy thermal spraying or the like based on atmospheric plasma spraying are often used for preventing the high temperature corrosion of heat transfer tubes for power generation boilers. Also, to reduce the porosity, pressure reduction plasma spraying or HVOF may be used. If molten salt is produced, or if the temperature on the environmental side such as the boiler tubes is high and that on the alloy substrate side is low, the concentration of corrosive substances or a condensed phase are likely to occur in the coating layer, which may allow the pores
Table 2-3 Features of thermal spraying coatings (revised referring to reference 28)
Heat source Method Particle velocity Heat source
temperatureThermal
spray materials
Adhesive strength(MPa)
Porosity (%) Features
Gas type
Flame spraying
Relatively slow(around 200 m/s)
Relatively low(around 2000 °C)
Metals, oxides 20 to 40 10 to 20
・ A film is formed by thermal spraying with compressed air of the thermal spray particle produced by melting the thermal spray material continuously supplied to the combustion flame whose heat sources are oxygen and acetylene.
High velocity oxy fuel spraying (HVOF)
Fast(around 700 m/s)
Relatively low(around 2000 °C)
Metals, cermet
Not less than 70 1 to 5
・ Since the thermal spray particles collide with the base material surface at a speed exceeding the speed of sound, a highly adhesive and dense film is formed.
Electric type
Arc spraying Middle(around 300 m/s)
Middle to relatively high
(around 5000 °C)Metals 20 to 40 10 to 20
・ Arc discharge between two metal wires generates discharge energy that melts the wires.
・ The volume of the film formed by thermal spraying per unit time is large.
・ The thermal spray materials are limited to materials with electrical conductivity.
Atmospheric plasma
sprayingRelatively fast
(around 500 m/s)High
(5000 to 10000 °C)Metals,
ceramics, cermet
20 to 70 1 to 20
・ In a gas such as Ar, arc discharge generates a high-temperature, high-speed plasma jet to melt the thermal spray material and accelerate the spray speed .
・ Thermal spraying can be used for almost all materials including metals, cermet, and ceramics with a high melting point.
Low pressure plasma
sprayingRelatively fast
(around 500 m/s)High
(5000 to 10000 °C)Metals,
ceramics, cermet
Not less than 70 1 to 5
・ Since this process is performed in a chamber in which the atmosphere is controlled by purging inert gas under reduced pressure, the characteristics of the thermal spray material cannot be impaired.
・ A film can be formed on active metals such as Ti. ・The film adhesion is good.
Spark plug
Wor
kpie
ceFuel
Oxygen
Thermal spray material
Cooling water
Fig. 2-14 Schematic diagram of high velocity oxy fuel (HVOF) spraying

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─9
to play a big role in corrosion acceleration. In such a case, in order to suppress the porosity to as low as possible, the pores may be sealed by spraying a self-fluxing alloy or a low melting metal such as Al additionally after thermal spraying. A self-fluxing alloy contains B or Si as a flame coating material. After thermal spraying is performed, heating and melting the coating layer at a temperature of approximately 1000 °C eliminates pores, which results in the formation of a minute coating layer. As self-fluxing alloys, there are Ni-based alloys and Co-based alloys. B combines with Ni, Co, or Si to form an intermetallic compound, which hardens the coating layer and reduces the melting point to promote fusion. To provide slurry erosion resistance in addition to high temperature corrosion resistance, Cr carbide-based cermet is often processed with HVOF.
For thermal spraying, the development of new thermal spraying guns and thermal spray materials has rapidly advanced recently, enabling the formation of coating layers with higher performance. Therefore, it can be said that thermal spraying is an effective means for coating for high temperature corrosion resistance. On the other hand, even if the processes are the same, the coating properties may greatly differ depending on the type of thermal spraying gun used or the processing conditions. Therefore, before applying thermal spraying to actual equipment, it is important to evaluate the fundamental characteristics of the processing method to be used and of the coating.
3.3 Combined treatment
In the coating formation process, because sprayed coating and plating are generally not accompanied by a diffusion reaction and chemical reaction between the substrate and the coating layer, the coating layer adhesion is lower than that of diffusion coating. In addition, since sprayed coating inevitably has pores, corrosive substances can easily reach the surface of the alloy substrate. To compensate for these disadvantages, a combined treatment29)-31) that combines diffusion coating with thermal spraying or plating has been developed. If Al diffusion coating is performed after Pt or Rh is electrically plated, the high-temperature oxidation resistance is better than that of Al diffusion coating alone. This method has been applied to jet
engine components for a long time. In addition, if Al diffusion coating is performed after the application of Ni plating on Ni-40Cr alloy, theα-Cr layer32), is formed as diffusion barrier between the Ni-Al coating layer and the alloy substrate. Other than the above, the following method33) has also been developed: After Ni plating on a TiAl alloy, if Al diffusion coating is performed on the alloy to use up-hill diffusion, a layer having a higher Al concentration is formed on the alloy side rather than the outermost surface to improve the high-temperature oxidation resistance of the Ti alloy for a long time. As shown above, combined treatments can achieve higher performance coating than any single method can provide, and arouse expectations for further research and development.
4. Control of environmental factors
4.1 Gas atmosphere
Chapters 1 through 3 described the concept of corrosion prevention from a viewpoint of materials, and the coating as actual measures. However, corrosion behaviors are determined by not only material factors but also interactions of environmental factors. This chapter mentions the possibility of corrosion prevention through the control of environmental factors.
For example, to inhibit oxidation, reduction in oxygen partial pressure is a possible dynamic measure. However, in many cases, even though the oxygen partial pressure is low, corrosion may not be reduced more than with high oxygen partial pressure. Figure 2-15 shows the cross-section images of the Fe-19Cr-10Ni model alloys, which were oxidized in a heat cycle of 800 to 250 °C for 144 hours: one was in the air (PO2=10–0.7 atm) and the other in a mixed atmosphere of N2-H2-H2O (PO2=10–17.0 atm). In the air, a uniform oxide scale with a thickness of several microns is formed; on the other hand, in the mixed atmosphere of N2-H2-H2O, a thick bilayer scale with a thickness of around 100 μm is formed. Since these corrosion reactions are oxidation, the oxygen partial pressure is an important factor. However, other factors (in this case, the behaviors of H2 and H2O) that affect the scale behavior and mass transfer may create a more severe corrosive environment. Such a phenomenon is observed in

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─10
multiple oxidant gas such as SO2 and CO2. In the case of SO2, even if the oxygen partial pressure is high and the oxide is stable, the following formula is obtained in an equilibrium state:
1SO2+2M→2MO+―S2 (g) ……………………… (2-2) 2Since PS2 increases locally to produce sulfide, the
formed scale contains sulfide, and its protection performance is poorer than that of a pure oxide. Therefore, it is recommended to remove oxidizing agents other than oxygen as much as possible. Since general heat-resistant alloys are designed to form a protective oxide scale, controlling the gas atmosphere so that a stable oxide can be formed often results in the inhibition of corrosion.
4.2 Temperature
Since a corrosion reaction is a thermal activated reaction, basically the reaction rate varies exponentially against the temperature. This can also be presumed from the Arrhenius equation shown below, which relates the temperature and the chemical reaction rate.
Qk=Aexp(−―) ………………………………… (2-3) RT
In the above equation, k is the reaction rate, A is the frequency factor, Q is the activation energy, R is the gas constant, and T is the absolute temperature. By taking the logarithms of both members, the Arrhenius equation can be expressed as the following:
Q 1lnk= lnA−―・― ………………………………… (2-4) R T
Therefore, as shown in Figure 2-16, the activation energy can be estimated by plotting the logarithm of the reaction rate at each temperature against the
reciprocal of the absolute temperature. The larger the activation energy of the reaction becomes, the more corrosion is reduced at a low temperature. As for TBC on gas turbine blades, a ceramic thermal barrier layer covers their surfaces to reduce the temperature on the alloy surface, resulting in corrosion prevention. On the other hand, in the case of a boiler tube, etc., a temperature gradient is formed from its external surface to its internal surface. Reducing the temperature on the external surface of the tube reduces corrosion. However, in the case of waste incineration boilers, etc., close attention is required due to the following: if the high-temperature gas atmosphere outside the tube contains low melting compounds like chlorides, conversely the formation of a low melting condensed layer on the external surface of the tube may be enhanced, resulting in the promotion of corrosion.
4.3 Gas flow and other factors
If the gas flow is fast or fluctuates, the protective scale may be peeled off, or partial corrosion may occur, resulting in the promotion of corrosion. In this case, it is recommended to prevent the gas flowing at high
Alloysubstrate
(a) Dry air (PO2=10-0.7 atm) (b) N2-H2-H2O mixed gas (PO2=10-17.0 atm)
Oxide scale
0.1㎜0.1㎜
Fig. 2-15 Cross-section images of the oxide scales formed on the Fe-19Cr-10Ni alloys oxidized in a heat cycle of 800 to 250 °C for 144 hours
1/T
ln k
ln A
-Q
R
Fig. 2-16 Schematic diagram of Arrhenius plot

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─11
speed from directly contacting the member by means of lowering the gas flow velocity as much as possible or by installing a protector to the part subject to a high-speed flow.
If a soot blower or the like is used to remove foreign matter deposited on the member surface, thermal shock may be given to the protective oxide scale formed on the surface, inducing the separation of the scale from the surface and promoting corrosion. In addition, it is recommended to avoid rapid heating or quenching during start/stop operation as much as possible, because such operations promote the separation of the oxide scale. In a waste incineration plant, etc., the oxide scales formed on member surfaces during operation often contain a chloride. In this case, while the plant is stopped, the oxide scales may absorb moisture producing a corrosive solution such as hydrochloric acid, which promotes corrosion (down time corrosion).
As described above, because high-temperature corrosion resistance often depends on the stability of the oxide scale formed on the alloy surface, it is recommended to eliminate as much as possible the factors that prevent the maintenance of the protective oxide scales.
5. Conclusion
This issue describes some important material factors that are related to methods for preventing high temperature corrosion, and introduces typical high-temperature protective coating methods.
An important thing for corrosion prevention is to take appropriate measures with a good understanding of the corrosion mechanism. In addition, it is necessary to take into account that the characteristics of high-temperature materials change over time. Therefore, we should know that while the coating is used at high temperatures, its characteristics change due to the reactions in the environment and the base material. The first and second issues outline the basics of high temperature corrosion and corrosion protection methods. The next and following issues will describe the concrete high temperature corrosion cases that we have experienced and the measures against those cases.
References
1) Keizo Nishida and Toshio Narita: P.57, Introduction to high temperature oxidation of metals (published by Maruzen) (1988).
2) C. Wagner: Theoretical analysis of the diffusion process determining the oxidation rate of alloys, J. Electrochem. Soc., 99, 369, (1952).
3) Japan Society of Corrosion Engineering: P.63, High Temperature Oxidation and High Temperature Corrosion of Metallic Materials (published by Maruzen) (1982).
4) Japan Society of Corrosion Engineering: P.73, High Temperature Oxidation and High Temperature Corrosion of Metallic Materials (published by Maruzen) (1982). G. C. Wood, I. G. Wright, T. Hodgkies and D. P. Whittle: Materials and Corrosion, A comparison of oxidation of Fe-Cr, Ni-Cr and Co-Cr alloys in oxygen and water vapour, 21, 900, (1970).
5) The Japan Institute of Metals and Materials: P.20, Metal Data Book (4th Edition) (published by Maruzen) (2004).
6) Masamichi Kowaka and Saburo Nagata: P.486, Vol.36 (1972), J. Japan Inst. Metals, Effect of Grain Size on Oxidation of Austenitic Stainless Steels in Steam.
7) W. E. Ruther and S. Greenberg: J. Electrochem. Soc., Corrosion of steels and nickel alloys in superheated steam, 111, 1116, (1964).
8) M. Warzee, J. Hennaut, M. Maurice, C. Sonnen, J. Waty and Ph. Berge: J. Electrochem. Soc., Effect of surface treatment on the corrosion of stainless steels in high-temperature water and steam, 112, 670, (1965).
9) Toru Mimino, Kazuhisa Kinoshita, and Masanori Shibata: P.161, Vol. 25, “The Thermal and Nuclear Power”, “Steam Oxidization of Stainless Steel Superheater Tubes and Measures for Preventing Such Oxidization” (1974).
10) Kazuhisa Kinoshita and Masamune Naoki: P.263, Vol. 27, “The Thermal and Nuclear Power”, Persistence of the Effect of Steam Oxidant Prevention through Surface Hardening (1976).
11) Y. Nishi: 3, 30 Newer metal industry (1970).12) Yasutoshi Saito: 65, 747, Iron and steel, The Role of Rare
Earth Elements on the High-Temperature Oxidation of Heat-Resisting Alloys (1979).
13) Yasutoshi Saito, Tsuyoshi Kiryu, Takashi Kimura, Tadaaki Amano, and Seishi Yajima: P1110, Vol. 39 (1975), J. Japan Inst. Metals, Spalling of the Surface Oxide Formed on Ni-20 Cr Alloys with Small Additions of Cerium and Silicon.
14) Yasutoshi Saito, Toru Atake, and Toshio Maruyama: P.116, High Temperature Oxidation of Metals (published by Uchida Rokakuho) (1986).
15) M. J. Fleetwood: J. Inst. Metals, The diffusion of chromium into nickel-thoria alloys, 94, 218, (1966).
16) Y. Nakamura: Met. Trans, The oxidation behavior of an ironchromium alloy containing yttrium or rare earth elements between 900° and 1200 °C, 5, 909, (1974).
17) Tadaaki Amano, Seishi Yajima, and Yasutoshi Saito: P1074, Vol. 41 (1977), J. Japan Inst. Metals, High-Temperature Oxidation Behavior of Fe-20 Cr-4 Al Alloys with Small Additions of Cerium.
18) I. A. Allam, D. P. Whittle and J. Stringer: Oxid. Metals, Improvements in oxidation resistance by dispersed oxide addition: Al2O3-forming alloys, 13, 381, (1978).
19) A. Tsuji: Met. Trans. A, The role of yttrium on the oxide adherence of Fe-24Cr base alloys, 11, 1965, (1980).
20) J. Stringer, A. Z. Hed, G. R. Wallwork and B. A. Wilcox: Corros. Sci., The effect of a thoria dispersion on the high-temperature oxidation of chromium, 12, 625, (1972).

Lecture on Fundamental Aspects of High Temperature Corrosion and Corrosion Protection Part 2: Corrosion Protection and Coatings
Ebara Engineering Review No. 252(2016-10)─ ─12
21) Yoshio Harada: P 281, Vol. 31, Protective Coatings against High Temperature Corrosion (1982).
22) Yoshio Harada: P.94, Vol. 31, Coating Technics for Gas Turbine, Journal of the Gas Turbine Society of Japan (2003).
23) Masayuki Yoshiba: P.80, Vol. 25, Heat-Resistant Coating for Gas Turbine (2), Journal of the Gas Turbine Society of Japan (1997).
24) T. Narita: Materials Science Forum, Compatible Coating System to Provide Long-Life and High-Reliability, 696, 12, (2011).
25) Yoshio Harada, Masaaki Negoro, and Yutaka Omae: Vol. 22 (1971) P 12, Chemical Reaction on Chromium Diffusion Coating, Metal Surface Technologies.
26) Shuhei Nakahama, Katsuhiro Saito, Masamichi Kawasaki, Kazuro Takamura, Matsuho Miyasaka, Hiroshi Yakuwa, Naoaki Ogure, and Hisamichi Nagahara: Development of a Preventive Measure against High Temperature Sulfidation of Gas Expanders, Ebara Engineering Review, No. 170, 18 (1996).
S. Nakahama, K. Saitoh, M. Kawasaki, M. Miyasaka and H. Yakuwa: Corrosion2000, Chromized coating for preventing high-temperature sulfidation corrosion of FCC power recovery turbine, Paper#252, Orland, (2000).
27) The Surface Finishing Society of Japan: P.831, Hyomen-Gijutu-Binran-(published by THE NIKKAN KOGYO SHIMBUN,LTD.) (1998).
28) The Surface Finishing Society of Japan: P.845, Hyomen-Gijutu-Binran- (published by THE NIKKAN KOGYO SHIMBUN,LTD.) (1998).
29) Masaharu Nakamori and Yoshio Harada: Boshoku-Gijutsu (presentry Zairyo-to-Kankyo) (Materials and Environment, in Jpn.), 33, 395 (1984).
High Temperature Corrosion Resistance of the Duplex Plasma Spray Coatings combined with Pack-cementation or with Slurry Coating.
30) J. S. Smith and D. H. Boone: Gas Turbine Aeroengine Congress, Platinum modified aluminum-present status, 90-GT-319, ASME, (1990).
31) Yoshio Harada: P 294, Vol. 18, Coating Technology in turbomachines, Turbomachinery (1990).
32) Daisuke Yoshida and Toshio Narita: P.79, Vol. 43, Coating of a β-Ni (Cr) Al/α -Cr multilayer on Ni-Cr Alloys through Highly Active Al Steam Diffusion, Report of the 123rd Committee on Heat-Resisting Materials and Alloys, Japan Society for the Promotion of Science (2002).
33) Takeshi Izumi, Takumi Nishimoto, and Toshio Narita: P.89, Vol. 43, Application of Oxidation-Resistant Ni-Al Coating to TiAl Alloys, Report of the 123rd Committee on Heat -Resisting Materials and Alloys, Japan Society for the Promotion of Science (2002).