Embed Size (px)
Citation preview
Lecture 13
Single Knit Machines (plain)
Main Products
Single Jersey Pique Locast Honey comb Pique fleece Two thread fleece Feed stripes
Single Knit Machine Working
Single bed of needle Only cylinders Needles and sinkers High speed Wider width Most common Easy to handle
Double Knit Machines
Cylinder and Dial Two bed of needles No sinker Double side knitting

Sub types
Interlock Rib Double jersey (interchangeable)

Interlock
Highly flexible fabric Can adopt any body shape Used for under garments Soft hand feel
Lecture 13 Knitting Accessories Compressed air Lubricants Air conditioned Yarn storage Fabric Storage
Compressed Air
For Cleaning Oiling Fluff removing
Parameters of Compressed Air Cool Dry Required pressure Required quantity
Sources
Compressors Piston based Screw Base
Cooling Process
Refrigerator technology Cooling towers
Best is refrigerator technology
Lubricants
Main purpose is lubrication to reduce friction between parts of machines, particular between needles and cams
Parameters of Lubricants
High lubrication Easy wash during wet processing No smell No stain
Normally called white oilSupplied by all big companies Some chemical manufacturers add some auxiliaries in
it
Air Conditioning of the hall
Main objectives: Low temperature to keep machines cool Control of fluff Healthy environment Strength consistency of yarn Smooth running of machines Less wear and tear of machine High speed of machines Less breakage of needle and sinkers
Storage
To avoid mixing Better look after Less wastage in transportation Easy to locate Controlled inventory
Lect 14 Knitting Calculations
Lecture 15 Fleece Fabric
A fabric made by sheep wool, soft warm A fabric soft , warm bulky Generally used to: Protection from cold Sweat absorption (sweat shirt) Baby clothes
Fleece ---
A fabric knitted with two types of yarn. Fine yarn is on front side and course yarn on back side. In most of cases fine yarn is 100% cotton while course yarn is P/C 50:50
Normal combination and fiber ratio: 30/16, 20/10, 26/12 etc PC/C, C/PC
Types of Fleece
Two thread fleece Three Thread Fleece

Two thread Fleece
Very rare Was popular when three thread fleece were
not common Generally not liked due to impassion of
course yarn on front side Low quality product
Conti---
Made on single jersey machines Maximum medium weight, since very course
yarn difficult to use Long loop is difficult
Cam Arrangement
On Fleece fabric.docthree needle track machine:
CHARACTERISTICS OF TWO THEAD FLEECE Light to medium weight Double impact on front side, particularly in
case of different fibers No good brushing possible due to short
length of loop
Three Thread Fleece
Made on fleece machines
High grammage is possible( 500 GSM) High brushing due to long loop on back side Maximum course yarn is possible ( up to 10 count)
on back side Very common in use Fleece machine guage is 16 or 18
Yarn
C/PC PC/C
30/16, 22/12/ 20/10
Cam Arrangement
Fiber Percentage
Calculation Method
Example: Front yarn 30s 100% cotton Back yarn 16 s 50:50 P/C Consumption ratio
Front Two kgs Back one kg
Conti---
Total consumption three kgs Calculation: front yarn 2 kgs 100 % cotton Back yarn 1 kg ( ½ Kg polyester and ½ kg cotton Total Cotton consumed 2 + 0.5 =2.5 Kgs Total polyester consumed ½ kg Ratio: cotton= 2.5/3*100= 83.33% Polyester= 0.53*100=16.66% Such ratio is normally called 80:20 Fleece
Main characteristics of Three Thread Fleece Highly absorbent High weight is possible Can use entirely different yarn on both
sides( even dyed yarn) Pattern is possible ( diagonal stripes etc) Very common in use

Fleece problems and their remedies Uneven loop – control yarn supply Loop stretch– control cam tension Needle line on front side Wales thickness variation on front side due to
fluff contamination between the needles, needs regular cleaning, more cleaning is required due to course yarn
C--
Poor brushing–due to high TPI yarn– use low TPI
Dyeing variation due to different percentage of yarn… calculate exact % by using Skelton test
Steak problem after dyeing due to heavy weight fabric--- use anti creasing agents in dyeing

C---
High shrinkage --- use compactor or tumble dryers
Other types of fleece
Sherpa fleece --- brushed and washed to get balls
Polar fleece ---- loops on both sides also brushed on both side

Loop knits
Terry fabric to knitted terry towel
Good luck, May Almighty bless you
Knitting Costing
Objectives of the session:To make participants familiar with the basic terms of costingTo create an understanding about the costing methodsTo develop a skill to do costing in a
Knitting department
Basic Cost Terms and Concepts Different Costs for Different Purposes Fixed and Variable cost Cost Drivers Direct and Indirect Cost Controlled and Uncontrolled cost Direct material Direct Labour
Continue…
Manufacturing Overhead Indirect material Indirect labour Other Manufacturing Cost Service department Overtime Premium Idle Time Conversion Cost
Cost Flow in a Manufacturing Company
Direct Material Direct Labour Manufacturing Overhead

Economic Characteristics of Cost Opportunity Cost Out of Pocket Cost Sunk Cost Differential Cost Incremental Cost Margin Cost Average Cost
Cost and Benefit Information

Job Oriented Cost System
Product Costing
Types of Product Costing
Job-Order Costing System Process Costing System
Activity Based Costing (ABC)
Stage One Overhead Costs are assigned to activities
Overhead Cost are assigned to production job
Knitting Cost
Process Cost Job-Order Cost
Process Cost
Material Labour
Material
Direct Yarn Lubricants Machine Accessories Needles Energy
Continue…
Indirect Engineering Department Other Service department
Labour
Direct labour Worker Technical people Managers Accounts
Indirect labour
Marketing people Accounts People Finance People Others
Overhead
Administration Financial Cost Marketing Cost
Knitting Department
Costing is based on Process and as well as on Job Order
Process Based Costing Knitting is main process
Continue…
Material Main Cost is of yarn Yarn Consumption Yarn wastages Yarn Running Properties Yarn Package sizes
Continue…
Other material Machine Accessories Needle s--- Breakage depends upon yarn
quality Lubrication depends upon yarn quality
Labour
Different Production for Different yarn and fabric qualities
Different production for different customers Different Production in different seasons Requirement of number of workers is
different
One Practical Example
Labour Cost Department of 20 machines Staff One Knitting Manager and one assistant
along with three shift in charges Three Shift production 5000 kgs per day @ 145 per kg
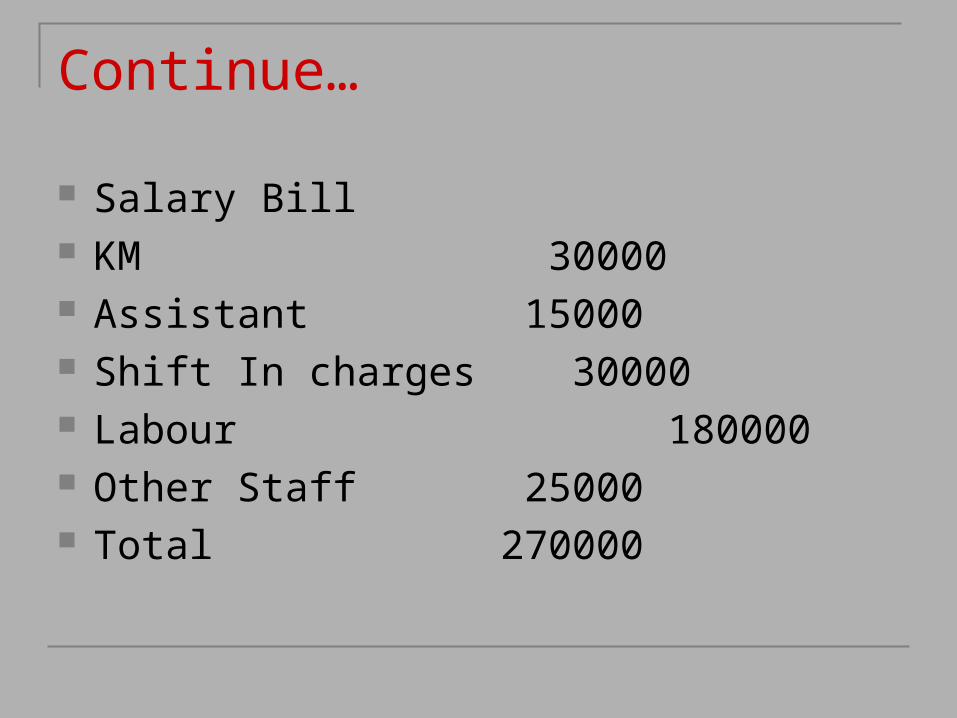
Continue…
Salary Bill KM 30000 Assistant 15000 Shift In charges 30000 Labour 180000 Other Staff 25000 Total 270000
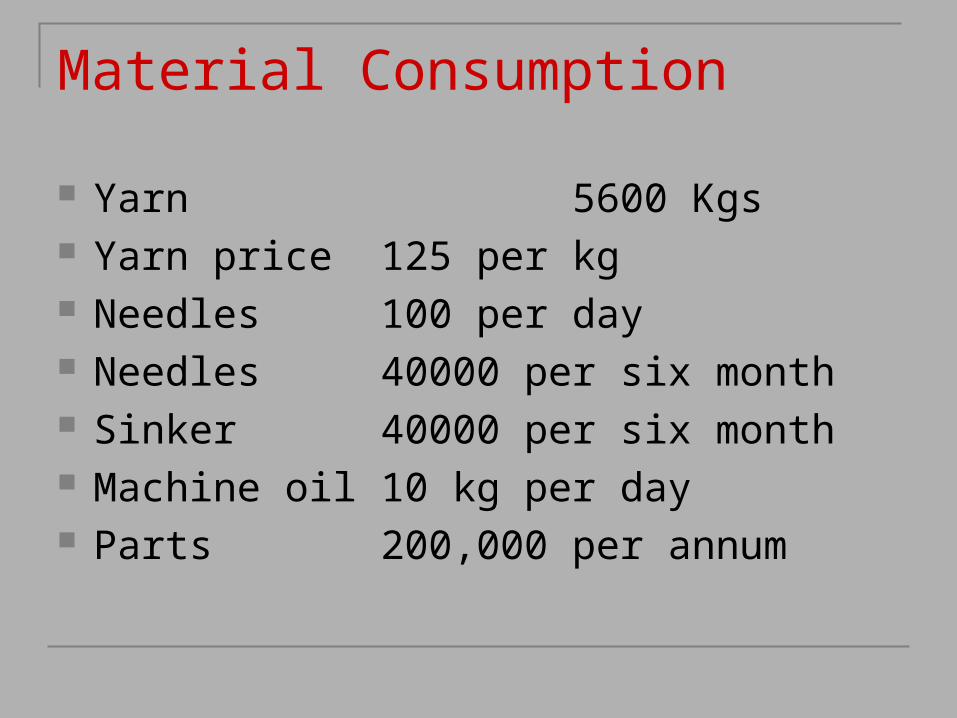
Material Consumption
Yarn 5600 Kgs Yarn price 125 per kg Needles 100 per day Needles 40000 per six month Sinker 40000 per six month Machine oil 10 kg per day Parts 200,000 per annum
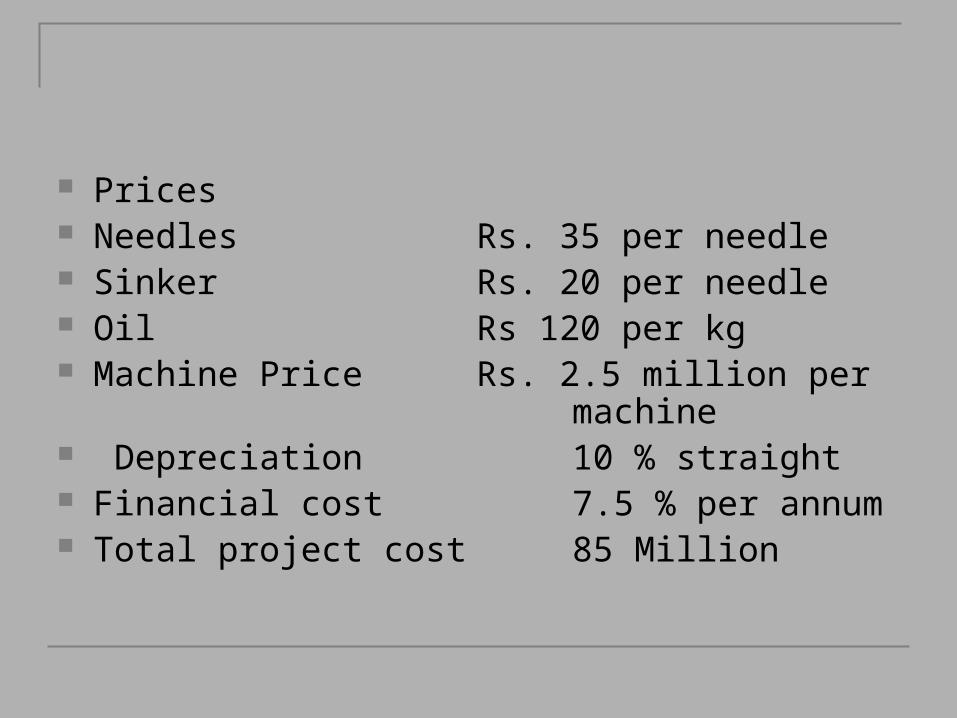
Prices Needles Rs. 35 per needle Sinker Rs. 20 per needle Oil Rs 120 per kg Machine Price Rs. 2.5 million per
machine Depreciation 10 % straight Financial cost 7.5 % per annum Total project cost 85 Million
Calculate:
Cost per kg with the current data Fixed and variable cost Break Even point in Rs and in Kgs Project pay back period BE( pcs) F/P-V BE $ F/1-V/P
Time Cost Concept
Per hour factory cost Per month factory cost
Cost improvement strategy
Minimum fixed cost Less wastage High efficiency Low idle time Maximum utilisation of machines
Role of Knitting in Dimensional stability of Knitted Fabrics
Dimensional Stability
Resistance to change in area
Change in the Area
May be negative
or positive
Reason:
Textile Raw Material
Spinning
Knitting
Wet Processing
Stitching
Change
Wanted? Unwanted? Wanted in case of bandages
Some time in fitted garments Unwanted in case of garments
Can We Have Zero Shrinkage Garments Yes…but with many ifs and buts Normally Cannot Have to live with tolerance
Tolerance Limits:
Depends upon: Textile raw material Yarn Count Knitting Structure
Mechanisms of Shrinkage
Swelling of fibers If there is no swelling then there is no
shrinkage ??????? Elongation of fibers No elongation no shrinkage????? Recoverable Elongation High Recoverable Elongation no shrinkage ?????
Shrinkage Concept needs some clarification --- due to swelling--- needs more lengthy path
to travel ---kept in stretched form ---needs to be in
natural form ---kept in pressed form ---needs to be in
natural form
Other Factors---
---space between loops and wales to move ---high tension during feeding --- residual energy ---mixture of fine and course yarns
How knitting department can help in shrink controlling? Yarn Twist Yarn Tension Knitting structure--- is not in the control of knitter, it
depends upon designer Proper combination of yarn count and machine
guage Uniform yarn feeder tension Uniform and appropriate fabric take up tension
Total Productivity Management What is productivity?
Doing more with less
Productivity is an approach, a mindset, and a way of thinking to do more with less
Why productivity?
Increase output increase productivity Profit and productivity are synonymous Cutting cost improve productivity Profit today and tomorrow are possible Partial productivity improvement is
worthwhile Productivity only applies to production

When Productivity?
High competition, survival is based upon the right balance between price quality and delivery
Manufacturing industry has been redistributed to include the third world.
The economic and social well being of people, and in turn the peace of the world, depends organisation of all kinds making effective use of the limited resources.
There is a huge need of funds for education, health and other services. It is the duty of the business organisations to mange their productivity more effectively to fulfil these needs.
The undesirable effects of inflation can be reduced by the efficient production
Conti…
Productivity becomes a crucial issue when there is a scarcity of resources.
TPM and Knitting
Resource utilization Minimum wastage Maximum output Invention in methods Controlling and preventions Improve contributing factors
Inputs in knitting
Yarn Machines Machine spare parts Machine accessories Labour hours Financial cost Department per hour cost

Outputs:
Knitted fabric Revenue from knitted fabric Profit= Rev-cost

TMP CYCLE
Measure Evaluate Plan Implement
How it is measured?
Documentation Calculation Monitoring
How it is evaluated?
Compare With? Competitors Industry Sellers claims Previous records
How to plan it?
SWOT analysis Trend analysis By regression analysis Think new ways Involve every one Group responsibility Incentives Celebrate the minor success plot on graphs
Implement?
With full confidence of positive results
Achievements
High production Low knitting faults Low consumption of accessories Low wear and tear cost Less down time In time deliveries more profit More employment
Benefits of High productivity
Only one way of survival
Quality control in knitting
Before Knitting
Yarn Machine Needles Sinkers Oil
Yarn
Before knitting Count Weight Winding Cone shapes Packing
After Making samples
Yarn variation Patta (Barrenness) Thick and thin places Dead cotton Knots Strength Cotton color
Machine
Gauge Working condition Automation Safety measures Spare parts
Needles and sinkers
Quantity Quality Spare Working conditions
Quality of knitted fabric
Knitting is a irreversible phenomenon
Checking can only intimate and no repair is possible
Only it can help in prevention
Checking Method
100% checking of knitted fabric Report is made Report is presented to managers Action is taken Pass fail decisions are made
Point system
Four point system is used, which is not useful Rather checking should be on number of
faults Strong coordination is required between
quality and production people
















![One Step At A Time [PIQUE]](https://img.pdfslide.us/doc/110x75/553f423d550346b2098b4730/one-step-at-a-time-pique.jpg)




![Surviving the Shoulder Season [PIQUE]](https://img.pdfslide.us/doc/110x75/553f3d784a795958078b4740/surviving-the-shoulder-season-pique.jpg)


![Sleeping Around in the Backcountry [PIQUE]](https://img.pdfslide.us/doc/110x75/577ce0591a28ab9e78b31f0b/sleeping-around-in-the-backcountry-pique.jpg)



![Medics Gone Wild [PIQUE]](https://img.pdfslide.us/doc/110x75/577ce05c1a28ab9e78b327e2/medics-gone-wild-pique.jpg)
