Embed Size (px)
Citation preview
Our live and on-demand webinars (web seminars) provide application and industry information relevant to you. These interactive presentations, provided by industry experts and our own applications team, give you an opportunity to learn more about your specific area of interest. Topics include:
Learn More with our Technical Webinar Program
• Improving crystallization and precipitation processes• The importance of mixing in process development• Avoiding incidents during scale-up • Reducing the risk of highly reactive chemistry • Improving solid dose formulations development• Calorimetry best practices: from LaPlace to Lavoisier• Optimization of high shear wet granulation • Characterization of catalytic hydrogenations• FTIR as a PAT tool for organic chemists• Plus many other applications including topics in green chemistry,
organic synthesis, fermentation, high pressure chemistry and more
The on-demand webinar library is available 24/7 enabling you to view the extensive list of webinars at your own convenience.
www.mt.com/ac-webinars
Mettler-Toledo AutoChem, Inc.7075 Samuel Morse DriveColumbia, MD 21046
Email [email protected]
Subject to technical changes©12/2008 Mettler-Toledo AutoChem, Inc.Printed in USA, 9-1-001
For more informationwww.mt.com/autochem

Reac
tion
Engi
neer
ing
Chemical Synthesis, Engineering, and PAT From Development to Manufacturing

2
Chem
ical
Syn
thes
is, E
ngin
eerin
g an
d PA
T Addressing Today's Challenges From Research to Manufacturing
Chemical and biopharmaceutical companies are under increasing pressure to bring products to market faster, at lower costs and with higher quality. Companies must identify the best new product opportunities, conduct research and development, and develop a process and scale with minimal resources under ever-increasing time pressures. To be successful, they must create numerous opportunities, evaluate them quickly, and eliminate poor candidates. This requires the capability to generate critical data and then use this data to determine feasibility as quickly as possible.
METTLER TOLEDO provides the enabling technology, software and people that can help build a seam-less workflow to translate bench scale chemistry into a commercial process. For more than 20 years, our enabling tools and services have been a strategic resource pro-viding critical information for thou-sands of development scientists and engineers. Companies have used that knowledge to accelerate the discovery, development and scale-up of new chemical pro-cesses spanning the chemical and biopharmaceutical industries.
Early Phase Development
• Speed the development of new compounds
• Quickly, but safely, provide grams to kilograms of material • Rapidly establish cost effective
synthetic routes
Chal
leng
es
• Using small volume, semi-automated lab reactors with integrated analytics, processes can be screened and characterized with limited amount of precious starting materials
• Early understanding of process scale-up issues allows chemists and engineers to eliminate candidates early in development, saving money and opportunity costs
• Allows early detection of non-scalable factors
MET
TLER
TO
LED
O S
olut
ions

3
Design and Process Development
Scale-up and Manufacturing
• Speed the development of environmen-tally friendly, safe and robust processes
• Build quality into the process/right first time scale-up
• Support the development of continuous processes
• Increased quality and quantity of process knowledge via combination of automated lab reactors and real-time analytics that provide chemical, thermodynamic and particle characterization of your processes
• Industry standard RC1 reaction calo-rimeter helps ensure safe and high performing processes
• Increased process knowledge enables engineers to quickly scale-up processes while simultaneously eliminating scale-up failures
• Eliminate batch failures• Ensure processes deliver higher yields
with lower costs• Improve cycle time
• Realize the benefits of Quality by Design (QbD) through the delivery of more robust, lower cost processes to manufacturing
• Optimize factory throughput by improved understanding of reaction kinetics and endpoint
• Ensure process is within boundaries through utilization of PAT tools
• Reduce downstream processing issues to improve total process efficiency

4
Chem
ical
Syn
thes
is, E
ngin
eerin
g an
d PA
T The Complete Solution to Facilitate Improved Process R&D
Analyze Your Reaction ChemistryReactIR™ FTIR based reaction analysis systems provide real-time composition analysis allowing the monitoring of key reaction species in situ - eliminating the need for grab sampling
Expand Your Productivity Using Controlled Lab ReactorsAutomated lab reactors provide 'plant like' temperature, mixing and dosing control in addition to critical thermo-dynamic information about processes
• Ensures delivery of safe scalable commercial process• Saves limited resources and
materials• Enables project completion with
fewer experiments
• Quickly provides increased process understanding
• Allows fast delivery of optimal synthetic chemical route for commercial synthesis
120
80
40
01900
0.00
0.10
0.20
0.30
0.40
0.50
1850 1800 1750 1700 1650 1600
Abso
rban
ce
Wavenumber (cm-1)Time (mins)
0.0
0 30Time (min)
60 90 120 150 180
0.4
0.8
1.2
1.6
2.0
2.4Activated Lactol
TFAA
Abso
rban
ce
N
O
O
OH
N
O
O
OO O
O CF3F3C
O
CF3
HO
O
CF3
+

5
Characterize Your Particle Systems In-processFBRM® and PVM® enable scientists and engineers to optimize crystal-lization and particulate process development by understanding particle dimension and shape in process
iC Software - Ties it All TogetheriC software integrates your entire experimental workflow and resultant data making it easy to visualize, interpret and report your results
• Ensures consistent downstream processing leading to fewer reworks and batch failure
• Guarantees target particle distri-bution for optimum cycle time
• Enables faster, more informed deci-sion making that leads to fewer experiments
• Provides faster commercial route development through increased process knowledge
600
500
400
300
200
100
00 10 100 1000
Chord Length (microns)
#/se
c
05:29:4918:28:0920:01:4721:51:0725:35:09

FBRM® and PVM® allow chemists and engineers to quickly screen crystallization parameters to develop a scalable process - avoiding major redesigns later in process development and scale-up.
Screen Potential Routes while Saving Precious Materials
EasyMax™ and MiniBlock® are a new generation of synthetic chemistry tools that allow chemists to rapidly establish potential routes and identify starting materials and conditions. By providing reproducible conditions, these tools allow for unattended operation and unattended data logging.
Quickly Determine Performance and Viability of Process Steps
Early Determination of Crystallization Scalability
ReactIR™ allows the synthetic organic chemist to quickly understand if the desired reaction occurred and provides associated endpoint determination without offline analysis. In addition, activity and performance can be quickly screened to eliminate suboptimal catalysts.
Early
Pha
se D
evel
opm
ent Finding Your Route
From mgs to kgs - Quickly and Safely
Our tools and software enable your innovation efforts in synthetic chem-istry and catalysis by helping to invent viable routes for new products.By quickly evaluating various potential routes, starting materials, building blocks, and reaction conditions, chemists can safely generate the desired quantity of the target compound. Additionally, this work will provide valuable, early process knowledge that facilitates late phase process development efforts.
6

METTLER TOLEDO provides enabling technologies that support the development and manufactur-ing of biopharmaceutical products. Following the principles of Quality by Design (QbD), our technologies provide the capability to rapidly and efficiently develop an under-standing of the appropriate design space using state of the art auto-mated lab reactors for accurate control of test conditions, and in situ Process Analytical Technolo-gies (PAT) for real-time monitoring and control of Critical Quality Attri-butes (CQA). These solutions can be applied to both the API and final formulated product applications.
• Organic synthesis• Crystallization• Fermentation and bio-processing• Process development and scale-up• Process safety• Formulations and product development• Pilot plant and production
monitoring• Asymmetric catalysis• Halogenations• Enzymatic catalysis• Cross coupling reactions
For the bio/pharmaceutical industries, we offer solutions in these specific application areas:
Industry Focus: Pharmaceuticals
7
Example Case StudyRapid Crystallization Development
www.mt.com/ac-pharma
• Organometalllic chemistry• Solution phase and
heterogeneous catalysis• Lithium chemistry• Grignards• Hydrogenations
Goal of StudyQuickly develop a robust pharmaceutical crystallization while engineering particle size and shape distributions, ensuring correct crystal form, and optimizing product yield and purity
each seeding temperature, thereby enabling chemists to engineer a targeted particle distribution, critical for downstream product and pro-cess quality.
Value/ROI In two short experiments FBRM® and PVM® saved months of costly development time - ensuring consistent yield, purity and particle dimension while increasing the probability of scale-up success. This resulted in a reduction in crystallization development costs by 50%.
For more application examples visit
www.mt.com/ac-webinars
00:000
4000
8000
12000
16000
20000
02:00 04:00
Turbidity (%)Co
unts
/sec
06:00 08:00
20
40
60
80
100
120
Time (hh:mm)
Seeding
10:000
Chord Length 1-50µmChord Length 50-160µmTurbidity
MethodThe crystallization of an active pharmaceutical ingredient from ethanol/water mixtures was studied using in situ FBRM® and PVM® technology. Two experiments were performed with identical cooling profiles but different seeding tem-peratures.
Key Results In situ PVM® discovered phase separation (oiling-out) at one of the seed temperatures. This immedi-ately identified a point in the design space where yield, purity and scal-ability would be negatively affected. In situ FBRM® monitored crystal growth and nucleation kinetics at
Lafferrere et al. Crystal Growth & Design, Vol. 4, No. 6, 2004.
100µm
PVM® image of phase separation (oiling out)
FBRM® trends showing crystal growth and nucleation kinetics

FBRM® and PVM® enable real-time crystallization process optimization by providing particle dimension, shape and count measurements in situ eliminating the need for grab sampling. This ensures the most representative measurement. The utilization of FBRM® leads to better designed crystallization processes that can be scaled to production - provid-ing the desired crystal size, distri-bution, yield and purity.
Develop Your Chemistry Under Plant–Like Conditions
RC1e™ is the industry standard reaction calorimeter for safety engineers worldwide to create safe and economically competi-tive processes from bench scale to manufacturing. The RC1e™ ensures processes are developed and tested under the safest work-ing conditions due to the ultrafast cooling and control capabilities of the system's thermostat.
Directly Determine Reaction Kinetics and Endpoints
Real-time Optimization of the Crystallization Process
ReactIR™ is an FTIR based reac-tion analysis system that provides real-time, in situ composition monitoring to track all key reac-tion species including transient intermediates and by-products. Since the analysis is conducted right in the vessel, errors associ-ated with grab sampling, such as catalyst poisoning and equilib-rium changes, are eliminated.
Proc
ess
Dev
elop
men
t Optimized Process Development Right First Time
With thousands of installations across the pharmaceutical, chemical, and polymer industry worldwide, METTLER TOLEDO automated lab reactors, reaction calorimeters, in situ reaction analysis tools, and particle system characterization instruments are considered industry standard for enabling the development of safe, robust chemical processes.
8
METTLER TOLEDO provides inno-vative solutions supporting the development and manufacturing of fine and specialty chemical prod-ucts. In the development of new batch or continuous processes, our technologies enable scientists and engineers to rapidly optimize processes to deliver maximum economic returns while helping to ensure safe operation from labora-tory to production.
Scientists and engineers in the chemical industry face difficult challenges in optimizing processes due to the hazardous nature of their
chemistry. Our automated lab reac-tors and in situ FTIR and particle characterization technologies allow full characterization and optimiza-tion of the process while ensuring the user is protected from toxic chemical reactions.
Our extensive experience, from hundreds of installations across the chemical industry (many at ele-vated temperature and pressure), ensures that systems and probe designs meet the safety, robust-ness and performance require-ments to withstand these highly corrosive conditions.
Industry Focus: Chemicals
9
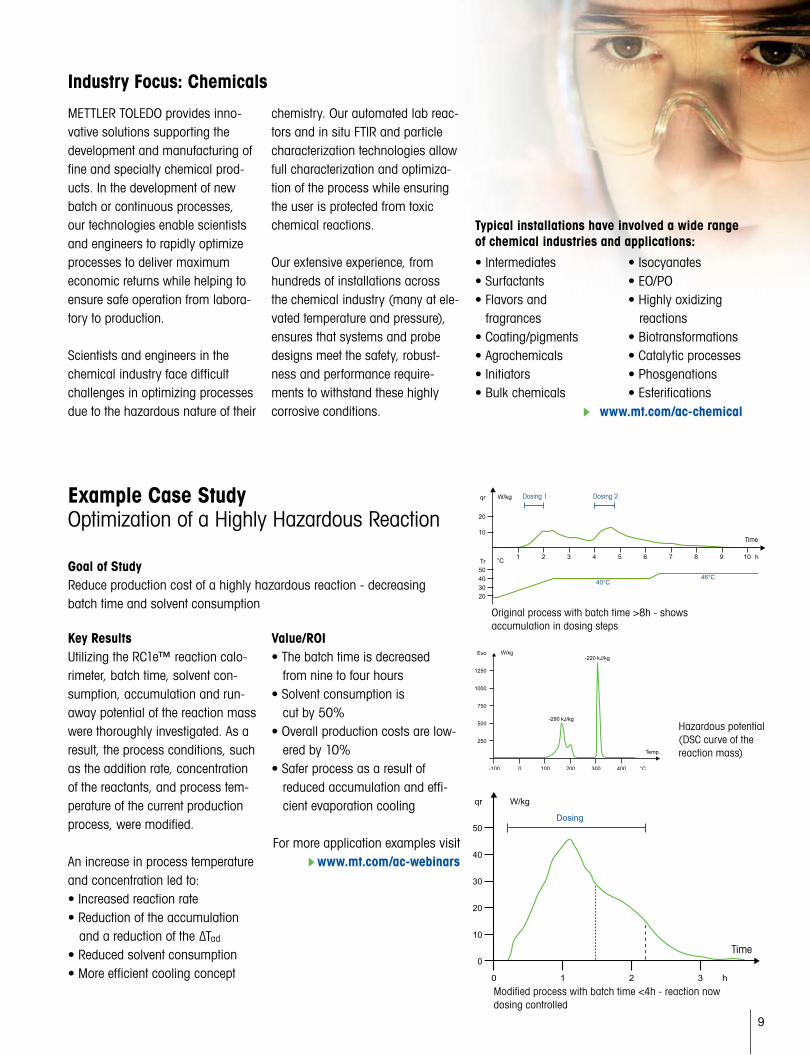
Example Case StudyOptimization of a Highly Hazardous Reaction
• Intermediates• Surfactants• Flavors and
fragrances• Coating/pigments • Agrochemicals• Initiators• Bulk chemicals
• Isocyanates• EO/PO• Highly oxidizing reactions• Biotransformations• Catalytic processes• Phosgenations• Esterifications
Typical installations have involved a wide range of chemical industries and applications:
www.mt.com/ac-chemical
Goal of StudyReduce production cost of a highly hazardous reaction - decreasing batch time and solvent consumption
Value/ROI • The batch time is decreased
from nine to four hours• Solvent consumption is
cut by 50%• Overall production costs are low-
ered by 10%• Safer process as a result of
reduced accumulation and effi-cient evaporation cooling
For more application examples visit
www.mt.com/ac-webinars
Key ResultsUtilizing the RC1e™ reaction calo-rimeter, batch time, solvent con-sumption, accumulation and run-away potential of the reaction mass were thoroughly investigated. As a result, the process conditions, such as the addition rate, concentration of the reactants, and process tem-perature of the current production process, were modified.
An increase in process temperature and concentration led to:• Increased reaction rate• Reduction of the accumulation
and a reduction of the ΔTad
• Reduced solvent consumption• More efficient cooling concept
Time
Dosing 1 Dosing 2
Time
Original process with batch time >8h - shows accumulation in dosing steps
Modified process with batch time <4h - reaction now dosing controlled
Hazardous potential (DSC curve of the reaction mass)

QbD* Provides Complete Understanding of the Process
For more than 20 years, METTLER TOLEDO has been actively involved in providing PAT solutions for the information rich, real-time measurement of key process parameters in the reactor and associated unit operations such as granulation and drying.
Quantitative Monitoring of Key Reaction Components
Real-time Monitoring of Particle and Droplet Count and Dimension
ReactIR™ provides non-destruc-tive, rapid, quantitative chemical analysis of key reaction compo-nents in the reactor. Continuous process monitoring identifies process upsets, quickly elimi-nating batch failures and costly re-works. Moreover, reaction end-points are accurately determined resulting in optimized process time and yields.
Scal
e-up
and
Man
ufac
turin
g Successful Process TransferQuality Designed-In
10
Process Analytical Technology (PAT) is being implemented throughout the chemical and pharmaceutical industries at an increasing rate. During the development phase, PAT tools such as in situ FTIR and FBRM® support the design of safe and robust processes that build quality into the commercial process. This allows process consistency, batch repeatability and elimi-nates failures at the manufacturing scale.
FBRM® provides the ability to immediately optimize and control the particle distribution in a manufacturing process by linking upstream process control parameters (such as addition rate, mixing or temperature) to downstream process efficiency (filtration/separations efficiency, reduced cycle time) and optimized product quality (yield and purity, particle size specification and bulk density).
*(QbD) Quality by Design

11
Example Case StudyImprove the Selectivity and Reactivity of a Hydrogenation Process
www.mt.com/ac-petrochem
Typical installations have involved a wide range of applications that include:
• Emulsion polymerizations• Urethanes/polyurethanes• Monomers• Acrylates• Homo and heterogeneous catalysis• Hydroformylations• Functional polymerizations• Water/oil separations• Biofuels• Gas hydrates
providing critical information about catalyst activity and reaction spe-cies.
Polymer chemistry typically requires precise reaction control to generate products with the desired performance characteristics. The required level of control can only be provided by high quality Automated Lab Reactors (ALR). The combina-tion of our automated lab reactors and real-time analytics enable sci-entists to speed the development of high performance, functional poly-mers by measuring and optimizing the relative uptake of monomers for production of copolymer with tar-geted product characteristics.
Industry Focus: Polymers and Petrochemicals
METTLER TOLEDO solutions are applied across a wide range of chemistries and applications in thepetroleum, petrochemical and poly-mer industries.
Petrochemical processes are often carried out under extreme tem-perature and pressure conditions using catalysts that are sensitive to contamination by unwanted outside influences. As a result, classical analytical techniques are typically inadequate to monitor these dif-ficult reactions.
Our ReactIR™ system analyzes these catalytic processes in real-time under reaction conditions
NH
CONH-tBu
N
N
NH
CONH-tBu NH
CONH-tBu
NH2 H2
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
1700 1650 16000
100
200
300
Abso
rban
ce
Time (mins)
Wavenumber (cm-1)
NH
CONH-tBu
NH
N
N
CONH-tBu
Intermediate
Conc
entra
tion(
M)
Time (min)
0.5
0.4
0.3
0.2
0.1
0.00 10 20 30 40 50 60 70
Goal of StudyUnderstand the reaction kinetics and selectivity to develop a safe, efficient and scalable manufacturing process for the hydrogenation of pyrazine carboxamide to form piperazine carboxamide
Value/ROI In situ FTIR reaction analysis allowed the identification of the intermediate species and its reactivity which allowed scientists to develop a safe and efficient manufacturing process. As a result, significant savings in process development time were realized by determining, in real-time, the impact that changes in critical process parameters had on process performance.
For more application examples visitwww.mt.com/ac-webinars
Key ResultsReal-time in situ information from the ReactIR™ showed that the tet-rahydro intermediate formed rapidly at 60°C and reacted very quickly to generate the final product. This highly exothermic event needed to be avoided. When the reaction was carried out at 35°C, ReactIR™ determined that the tetrahydro inter-mediate was stable, but product formation was very slow.
The specificity of the mid-infrared allowed for full understanding of the reaction kinetics and selectivity that led to the rapid development of a safe, scalable process.
Pyrazine Carboxymide reacts with two equivalents of H2 to form Piperazine Carboxamide
Reaction trends at 35°C show stable tetrahydro intermediate (blue), but slow product formation (purple)
Real-time in situ information from ReactIR™ show fast reacting tetrahydro intermediate at 60°C

Softw
are
and
Life
time
Supp
ort Simply Powerful Software
Transforms Data to Information
12
iC software integrates your entire experimental workflow making it simple to visualize, interpret and report your results. Our unified approach supports lab and plant applications for spectroscopy, particle system characterization, precise reactor control and calorimetry. In each iC product, powerful algorithms and visualization tools are controlled with a simple user interface enabling scientists to gain deeper process understanding with less effort.
Enabling Faster and Better Decision Making iC software helps scientists distill information-rich data into valuable process understanding through the integration of chemometrics and informatics that identify and characterize critical process parameters.
www.mt.com/iC
ConcIRT™ speeds and simplifies the development of high-value compounds by automatically identifying and quantifying key reagents, intermediates and products in real-time or post process.
Time
Temperature
Tprocess
normal process
Tad desired reaction
Tad secondary reaction
desired reaction
RC1
secondary reaction
DSC,ARC,TAM...
TMRad
MTSR
cooling failure
iC User Interface:Consistent, Intuitive, Effective
All iC products look and work similarly and include extensive data exchange capabilities to minimize training time and maximize productivity.
Data to Information Example: Thermal Risk Assessment
Data to Information Example:Reaction Characterization
iC Safety™ speeds and simplifies thermal risk assessments for safe process design and scale-up by transforming reaction calorimetry data into an easy-to-understand graphical format providing critical safety data and supporting calculations.
iC
RC1eFBRM
EasyMax
IR
LabMax
Raman

Our Commitment Best People. Best Tools. Best Service.METTLER TOLEDO ServiceXXL® offers a variety of solutions tailored to keep systems running at opti-mum performance. Our expert con-sulting and service professionals focus on your system results and reliability so you can focus on your chemistry. The support relationship begins with scheduling instrument installation and continues though-out its lifetime.
Our offerings include initial quali-fication packages (IPac) for non-regulated environments and equip-
13
ment qualification packages (EQ Pac) for customers falling under GLP or GMP guidelines. They guar-antee instrument readiness and provide a logbook for maintenance and calibration activities through-out the life of the instrument.
Our application consultants help define the instrument configuration that produces valuable results from the start, and develop partnerships to ensure ongoing success. As information-enabled project suc-cesses grow, so will the demand
for your instruments. Our range of service programs - from calibra-tion and preventive maintenance to comprehensive contracts - offer solutions that keep your instru-ments performing while meeting budget and risk needs. In addition, our iCare software maintenance program assures all systems are current and compatible. As your instruments age, our team will assist in planning for obsolescence and upgrading to the next genera-tion technology.
www.mt.com/ac-service
• IPac• EQ Pac• Commissioning• Instrument familiarization• Maintenance planning
• Consulting services• Application-specific
configuration• Partnering for results
• Expand user base for results and capabilities
• Continuing training• Distributed software
support
• End of life assessment
• Trade-in credits• Technology
upgrade
Installation Application Training
Calibration Obsolescence Planning
Maintenance and Support
• Service agreements• PM
• Depot repair• Spares
• Compliance support• Remote diagnosis
• iCare software maintenance
Intelligent Lab SolutionsTo Improve Your Productivity
Highest Accuracy in Analytical Weighing
Flexible pH and ion Measurement
Leading Technology in Thermal Analysis One-clickTM Titration
Today, laboratory instruments from METTLER TOLEDO build the foundation of laboratories all over the world. They help to improve the processes and results in research, process development and quality control. In fact, the success of our laboratory instruments is the result of intense research and development to achieve high-level efficiency, usability, and time-saving features over many years.
A Wide Range of Lab InstrumentationMETTLER TOLEDO is well known for its market-leading balance port-folio. Apart from that we also offer solutions for many other measure-ment and analytical applcations, from titration to pH measurement and pipetting to sophisticated materials characterization solu-tions.
Focus on Performanceand Ease of UseMETTLER TOLEDO stands for superior quality and ruggedness.
We are investing substantial efforts in pushing the envelope for our measurement technologies – be it for the further development of the unique mono bloc weighing technology or for new, innovative evaluation techniques in thermal analysis such as TOPEM™. These technologies do not only support you in achieving better results, they also help you to get them quicker than ever. A modern researcher has to use a wealth of different instruments. We have great focus on creating
Lab
Solu
tions
optimized user interfaces: fewer keypresses, self-explanatory menus and intuitive workflows are important goals of our product development. In addition, many of our instruments offer touch-screen operation and can therefore largely be customized and optimized for any application.
14

Automated Density and Refractive Index MeasurementErgonomic Pipetting
QUANTOS - The Ultimate Solution for Efficient Solid DispensingQUANTOS is the world's first benchtop system for automatically dispensing small sample quantities of powders. At its heart is an intel-ligent dispensing head including a storage container for dispensing highly potent or hazardous pow-dery substances such as catalysts and precious starting materials. QUANTOS is your ideal partner for sample preparation for synthesis or analytical methods such as HPLC.
Dispense Duplicate Samples with High RepeatabilityEven the most skillful hands never achieve this level of precision: QUANTOS doses to 0.5mg – with 0.005mg accuracy. The intelligent dosing head with built-in radio fre-quency identification (RFID) imme-diately saves all data. Even the first sample is within your tolerance limits - guaranteed.
Save Precious MaterialQUANTOS provides highly accurate dosing at low quantities (10mg according to USP). This allows preparation of smaller quantities/ volumes of material at the equiva-lent concentration levels.
15





























