Embed Size (px)
Citation preview

Hydrometallurgy 95 (2009) 82–86
Contents lists available at ScienceDirect
Hydrometallurgy
j ourna l homepage: www.e lsev ie r.com/ locate /hydromet
Leaching of waste battery paste components. Part 2: Leaching and desulphurisationof PbSO4 by citric acid and sodium citrate solution
M.S. Sonmez a,⁎, R.V. Kumar b
a Department of Materials and Metallurgical Engineering, Faculty of Chemistry and Metallurgy, Istanbul Technical University, 34436, Maslak, Istanbul, Turkeyb Department of Materials Science and Metallurgy, University of Cambridge, United Kingdom
⁎ Corresponding author. Tel.: +90 212 285 33 99; fax:E-mail address: [email protected] (M.S. Sonmez).
0304-386X/$ – see front matter © 2008 Elsevier B.V. Adoi:10.1016/j.hydromet.2008.04.019
A B S T R A C T
A R T I C L E I N F OArticle history:
In this study, as part of dev Received 17 December 2007Received in revised form 29 April 2008Accepted 30 April 2008Available online 9 May 2008Keywords:Spent battery pastesLeaching/crystallizationLead sulphateLead citrateCharacterisationRecycling
eloping a new process that can avoid both smelting and electro-winning, citricacid based reagents were reacted with PbSO4, in aqueous media for achieving lead recovery simultaneouslywith desulphurisation. PbSO4 is the main component in a spent battery paste (accounting for nearly 50% byweight). Recovery of the two oxides PbO and PbO2, which together account for the remaining 50% of thepaste, has been discussed in Part 1 in a separate paper. Leaching of PbSO4 with a solution containingC6H5Na3O7·2H2O alone was neither effective in removing the sulphate or in synthesising uncontaminatedlead citrate. When both C6H5Na3O7·2H2O and C6H8O7·H2O reagents were used together, it was possible toachieve effective recovery of lead precursor as lead citrate while simultaneously removing sulphur as Na2SO4.The lead citrate product was characterised by SEM and XRD analysis. Conditions for achieving a recovery of99% of the lead precursor crystallites have been experimentally deduced by varying the concentrations ofvarious reagents, time and temperature of the reaction, and the starting ratio of solid to liquid.
© 2008 Elsevier B.V. All rights reserved.
1. Introduction
Given the toxicity of lead, it is important to achieve good recoveryin the recycling of waste batteries. In recent years more than 95% ofscrap lead-acid batteries are recycled in Europe, N. America and Japanand continue to increase in other parts of the world. Basic stages inlead-acid battery recycling processes are removal of the battery acid,separation of the plastic parts, processing of metallic parts andrecycling of battery paste. Either pyrometallurgical or hydro-electro-metallurgical methods have been used for the treatment of scrapbattery pastes (Habashi, 1997; Prengaman et al., 2001).
The problems associated with the current methods are describedin Part 1 in this Journal (Sonmez and Kumar, 2009). In the mostcommon approach, the battery paste is charged into smelting fur-naces (Prengaman, 1980; Forrest andWilson, 1990). High temperature(N 1000 °C) is required for decomposing and reducing PbSO4, which isassociated with generation of dilute SO2 gas streams in addition tolead fumes. New developments in pyrometallurgical processes haveled to recycling in Isasmelt (Ramus and Hawkins, 1993; Ahmed, 1996)or short rotary furnaces (Forrest and Wilson, 1990; Guerrero et al.,1997; Lamm, 1998), which use Fe or soda to remove the S in thefurnace by forming FeS–PbS matte or a slag containing Na2SO4.Disposal of hazardous matte or leachable slag is also expensive andharmful to the environment (Guerrero et al., 1997).
+90 212 285 34 27.
ll rights reserved.
Hydrometallurgical approaches for desulphurisation of spentbattery paste have attracted much attention recently. These methodsconvert S in the paste to soluble sulphates by reacting with reagentssuch as NaOH, Na2CO3, K2CO3 or (NH4)2CO3 solutions (Soto and Toguri,1985; Reynolds et al., 1990; Gong et al., 1992; Prengaman, 1995; Chenand Dutrizac,1996 ;Morachevskii et al., 2001; Prengaman et al., 2001).Dissolution of lead sulphate in waste batteries with ethanolaminesand subsequent stripping with Na2CO3 and NaHCO3 solutions havealso been reported (Begum et al., 1989). A sulphate product (e.g.Na2SO4) is then crystallized from the remaining solution and can besold off as a by-product. The insoluble product (e.g. PbCO3 or Pb(OH)2) collected in the form of sludge or filter cake is then routed tothe smelter. A substantial amount of sulphur in the lead-bearingproduct is often retained and thus the smelter SO2 problem is notfully abated.
In other developments, smelting is altogether avoided; theinsoluble sludge or filter cake from the hydrometallurgical desulphur-isation process may be dissolved in strong reagents such as HCl (Diazand Andrews, 1996; Andrews et al., 2000), fluoro-boric acid (HBF4)(Olper, 1993; Olper and Morcutte, 1995) or H2SiF6(aq) (Prengaman,1995). The solution is then purified by cementation followed byelectro-winning. Electro-winning process is capital intensive and isoften only suitable for large scale operations which in turn entail largescale movement of battery waste materials.
In this study we have provided the outline for dealing with leadsulphate in the battery paste without recourse to either smelting orelectro-winning. Materials and energy sustainability in the recycling
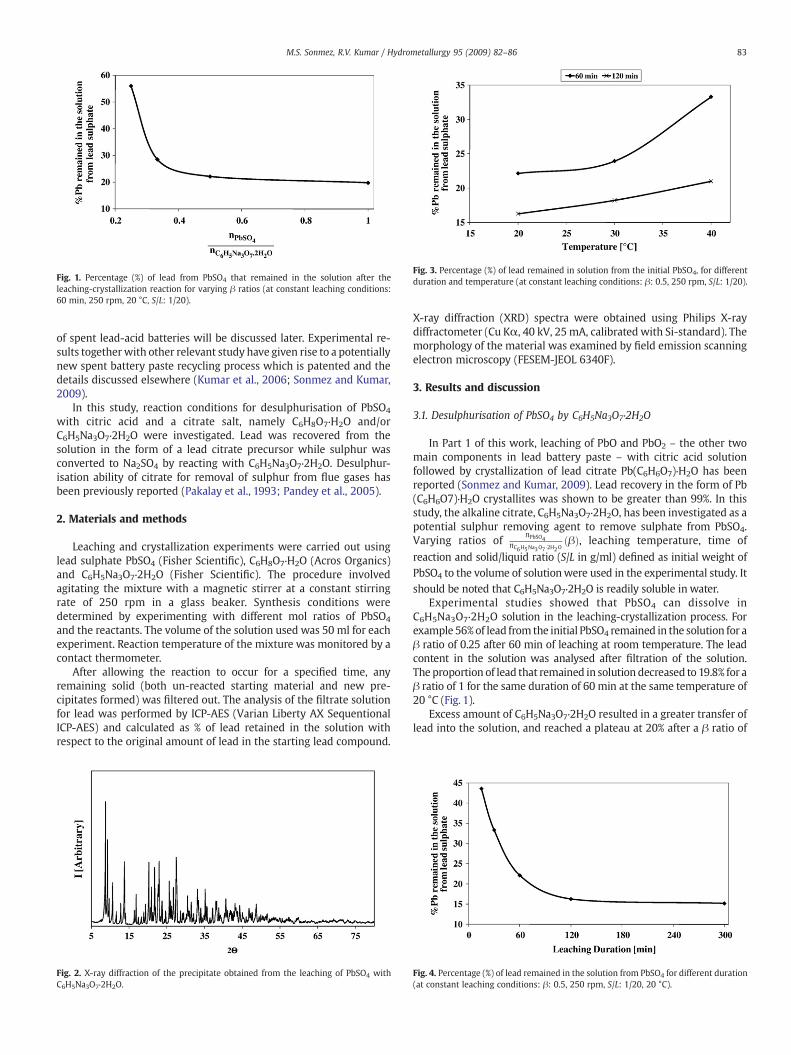
Fig. 1. Percentage (%) of lead from PbSO4 that remained in the solution after theleaching-crystallization reaction for varying β ratios (at constant leaching conditions:60 min, 250 rpm, 20 °C, S/L: 1/20).
Fig. 3. Percentage (%) of lead remained in solution from the initial PbSO4, for differentduration and temperature (at constant leaching conditions: β: 0.5, 250 rpm, S/L: 1/20).
83M.S. Sonmez, R.V. Kumar / Hydrometallurgy 95 (2009) 82–86
of spent lead-acid batteries will be discussed later. Experimental re-sults togetherwith other relevant study have given rise to a potentiallynew spent battery paste recycling process which is patented and thedetails discussed elsewhere (Kumar et al., 2006; Sonmez and Kumar,2009).
In this study, reaction conditions for desulphurisation of PbSO4
with citric acid and a citrate salt, namely C6H8O7·H2O and/orC6H5Na3O7·2H2O were investigated. Lead was recovered from thesolution in the form of a lead citrate precursor while sulphur wasconverted to Na2SO4 by reacting with C6H5Na3O7·2H2O. Desulphur-isation ability of citrate for removal of sulphur from flue gases hasbeen previously reported (Pakalay et al., 1993; Pandey et al., 2005).
2. Materials and methods
Leaching and crystallization experiments were carried out usinglead sulphate PbSO4 (Fisher Scientific), C6H8O7·H2O (Acros Organics)and C6H5Na3O7·2H2O (Fisher Scientific). The procedure involvedagitating the mixture with a magnetic stirrer at a constant stirringrate of 250 rpm in a glass beaker. Synthesis conditions weredetermined by experimenting with different mol ratios of PbSO4
and the reactants. The volume of the solution used was 50 ml for eachexperiment. Reaction temperature of the mixture was monitored by acontact thermometer.
After allowing the reaction to occur for a specified time, anyremaining solid (both un-reacted starting material and new pre-cipitates formed) was filtered out. The analysis of the filtrate solutionfor lead was performed by ICP-AES (Varian Liberty AX SequentionalICP-AES) and calculated as % of lead retained in the solution withrespect to the original amount of lead in the starting lead compound.
Fig. 2. X-ray diffraction of the precipitate obtained from the leaching of PbSO4 withC6H5Na3O7·2H2O.
X-ray diffraction (XRD) spectra were obtained using Philips X-raydiffractometer (Cu Kα, 40 kV, 25mA, calibrated with Si-standard). Themorphology of the material was examined by field emission scanningelectron microscopy (FESEM-JEOL 6340F).
3. Results and discussion
3.1. Desulphurisation of PbSO4 by C6H5Na3O7·2H2O
In Part 1 of this work, leaching of PbO and PbO2 – the other twomain components in lead battery paste – with citric acid solutionfollowed by crystallization of lead citrate Pb(C6H6O7)·H2O has beenreported (Sonmez and Kumar, 2009). Lead recovery in the form of Pb(C6H6O7)·H2O crystallites was shown to be greater than 99%. In thisstudy, the alkaline citrate, C6H5Na3O7·2H2O, has been investigated as apotential sulphur removing agent to remove sulphate from PbSO4.Varying ratios of
nPbSO4nC6H5Na3O7 �2H2O
βð Þ, leaching temperature, time of
reaction and solid/liquid ratio (S/L in g/ml) defined as initial weight ofPbSO4 to the volume of solutionwere used in the experimental study. Itshould be noted that C6H5Na3O7·2H2O is readily soluble in water.
Experimental studies showed that PbSO4 can dissolve inC6H5Na3O7·2H2O solution in the leaching-crystallization process. Forexample 56%of lead from the initial PbSO4 remained in the solution for aβ ratio of 0.25 after 60 min of leaching at room temperature. The leadcontent in the solution was analysed after filtration of the solution.The proportion of lead that remained in solution decreased to 19.8% for aβ ratio of 1 for the same duration of 60 min at the same temperature of20 °C (Fig. 1).
Excess amount of C6H5Na3O7·2H2O resulted in a greater transfer oflead into the solution, and reached a plateau at 20% after a β ratio of
Fig. 4. Percentage (%) of lead remained in the solution from PbSO4 for different duration(at constant leaching conditions: β: 0.5, 250 rpm, S/L: 1/20, 20 °C).
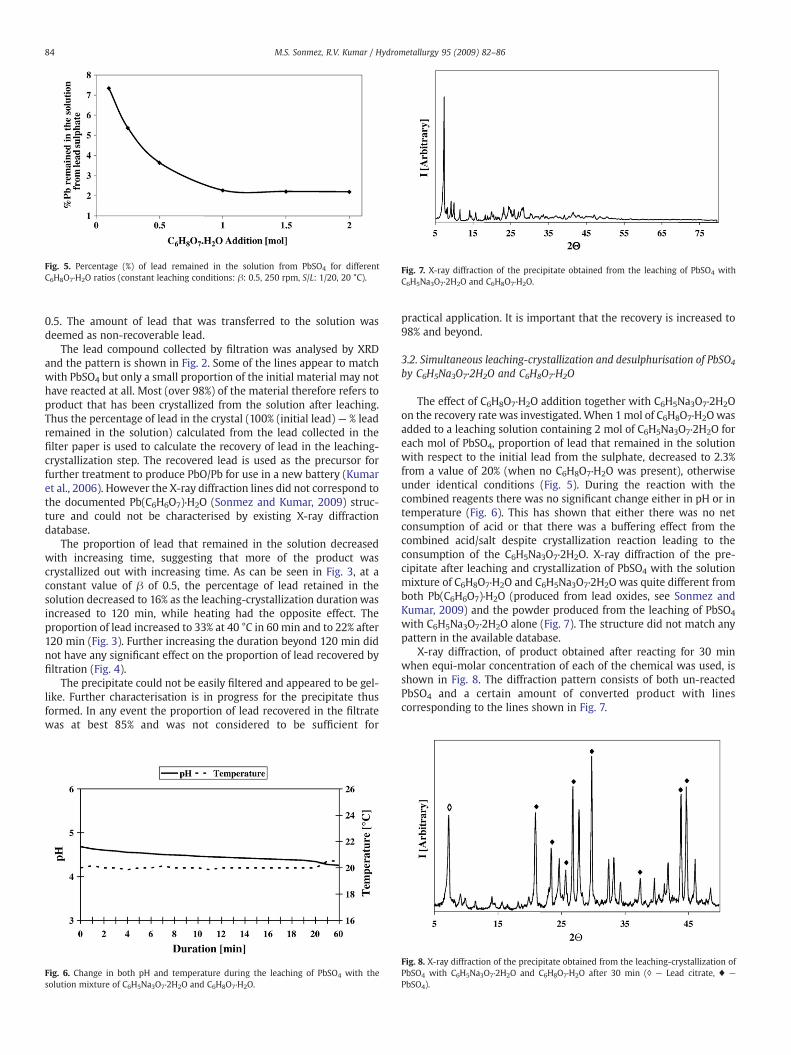
Fig. 5. Percentage (%) of lead remained in the solution from PbSO4 for differentC6H8O7·H2O ratios (constant leaching conditions: β: 0.5, 250 rpm, S/L: 1/20, 20 °C).
Fig. 7. X-ray diffraction of the precipitate obtained from the leaching of PbSO4 withC6H5Na3O7·2H2O and C6H8O7·H2O.
84 M.S. Sonmez, R.V. Kumar / Hydrometallurgy 95 (2009) 82–86
0.5. The amount of lead that was transferred to the solution wasdeemed as non-recoverable lead.
The lead compound collected by filtration was analysed by XRDand the pattern is shown in Fig. 2. Some of the lines appear to matchwith PbSO4 but only a small proportion of the initial material may nothave reacted at all. Most (over 98%) of the material therefore refers toproduct that has been crystallized from the solution after leaching.Thus the percentage of lead in the crystal (100% (initial lead) — % leadremained in the solution) calculated from the lead collected in thefilter paper is used to calculate the recovery of lead in the leaching-crystallization step. The recovered lead is used as the precursor forfurther treatment to produce PbO/Pb for use in a new battery (Kumaret al., 2006). However the X-ray diffraction lines did not correspond tothe documented Pb(C6H6O7)·H2O (Sonmez and Kumar, 2009) struc-ture and could not be characterised by existing X-ray diffractiondatabase.
The proportion of lead that remained in the solution decreasedwith increasing time, suggesting that more of the product wascrystallized out with increasing time. As can be seen in Fig. 3, at aconstant value of β of 0.5, the percentage of lead retained in thesolution decreased to 16% as the leaching-crystallization durationwasincreased to 120 min, while heating had the opposite effect. Theproportion of lead increased to 33% at 40 °C in 60 min and to 22% after120 min (Fig. 3). Further increasing the duration beyond 120 min didnot have any significant effect on the proportion of lead recovered byfiltration (Fig. 4).
The precipitate could not be easily filtered and appeared to be gel-like. Further characterisation is in progress for the precipitate thusformed. In any event the proportion of lead recovered in the filtratewas at best 85% and was not considered to be sufficient for
Fig. 6. Change in both pH and temperature during the leaching of PbSO4 with thesolution mixture of C6H5Na3O7·2H2O and C6H8O7·H2O.
practical application. It is important that the recovery is increased to98% and beyond.
3.2. Simultaneous leaching-crystallization and desulphurisation of PbSO4
by C6H5Na3O7·2H2O and C6H8O7·H2O
The effect of C6H8O7·H2O addition together with C6H5Na3O7·2H2Oon the recovery rate was investigated. When 1mol of C6H8O7·H2Owasadded to a leaching solution containing 2 mol of C6H5Na3O7·2H2O foreach mol of PbSO4, proportion of lead that remained in the solutionwith respect to the initial lead from the sulphate, decreased to 2.3%from a value of 20% (when no C6H8O7·H2O was present), otherwiseunder identical conditions (Fig. 5). During the reaction with thecombined reagents there was no significant change either in pH or intemperature (Fig. 6). This has shown that either there was no netconsumption of acid or that there was a buffering effect from thecombined acid/salt despite crystallization reaction leading to theconsumption of the C6H5Na3O7·2H2O. X-ray diffraction of the pre-cipitate after leaching and crystallization of PbSO4 with the solutionmixture of C6H8O7·H2O and C6H5Na3O7·2H2O was quite different fromboth Pb(C6H6O7)·H2O (produced from lead oxides, see Sonmez andKumar, 2009) and the powder produced from the leaching of PbSO4
with C6H5Na3O7·2H2O alone (Fig. 7). The structure did not match anypattern in the available database.
X-ray diffraction, of product obtained after reacting for 30 minwhen equi-molar concentration of each of the chemical was used, isshown in Fig. 8. The diffraction pattern consists of both un-reactedPbSO4 and a certain amount of converted product with linescorresponding to the lines shown in Fig. 7.
Fig. 8. X-ray diffraction of the precipitate obtained from the leaching-crystallization ofPbSO4 with C6H5Na3O7·2H2O and C6H8O7·H2O after 30 min (◊ — Lead citrate, ♦ —
PbSO4).
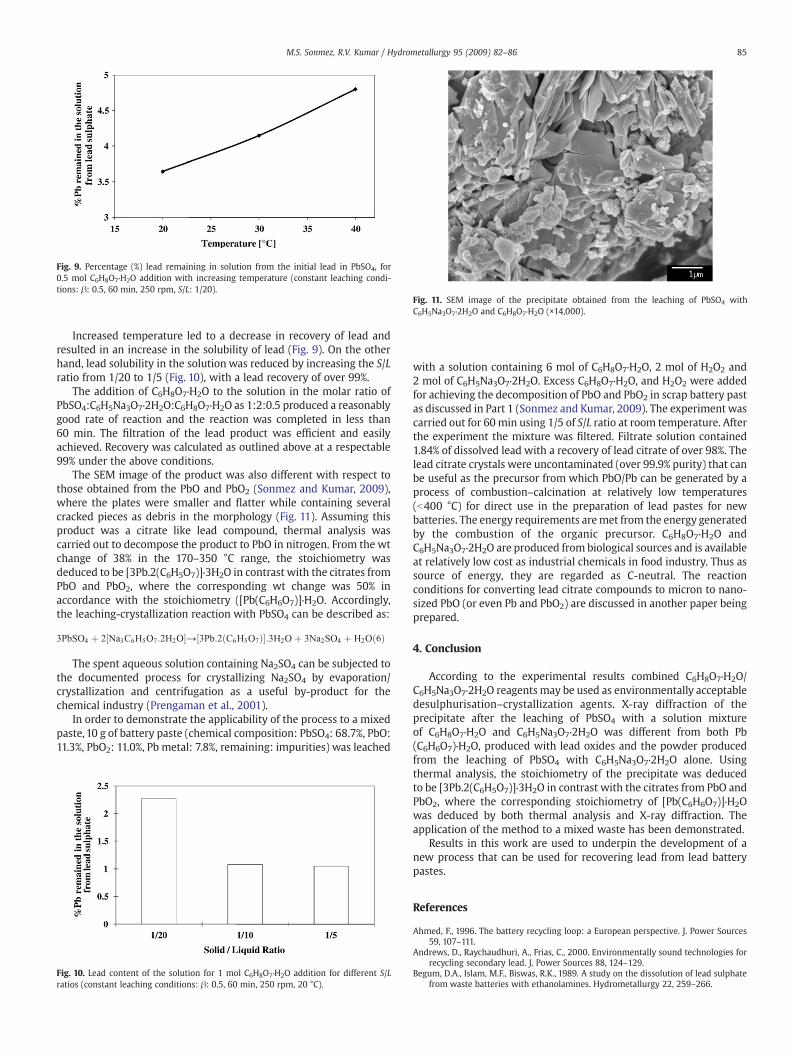
Fig. 9. Percentage (%) lead remaining in solution from the initial lead in PbSO4, for0.5 mol C6H8O7·H2O addition with increasing temperature (constant leaching condi-tions: β: 0.5, 60 min, 250 rpm, S/L: 1/20).
Fig. 11. SEM image of the precipitate obtained from the leaching of PbSO4 withC6H5Na3O7·2H2O and C6H8O7·H2O (×14,000).
85M.S. Sonmez, R.V. Kumar / Hydrometallurgy 95 (2009) 82–86
Increased temperature led to a decrease in recovery of lead andresulted in an increase in the solubility of lead (Fig. 9). On the otherhand, lead solubility in the solution was reduced by increasing the S/Lratio from 1/20 to 1/5 (Fig. 10), with a lead recovery of over 99%.
The addition of C6H8O7·H2O to the solution in the molar ratio ofPbSO4:C6H5Na3O7·2H2O:C6H8O7·H2O as 1:2:0.5 produced a reasonablygood rate of reaction and the reaction was completed in less than60 min. The filtration of the lead product was efficient and easilyachieved. Recovery was calculated as outlined above at a respectable99% under the above conditions.
The SEM image of the product was also different with respect tothose obtained from the PbO and PbO2 (Sonmez and Kumar, 2009),where the plates were smaller and flatter while containing severalcracked pieces as debris in the morphology (Fig. 11). Assuming thisproduct was a citrate like lead compound, thermal analysis wascarried out to decompose the product to PbO in nitrogen. From the wtchange of 38% in the 170–350 °C range, the stoichiometry wasdeduced to be [3Pb.2(C6H5O7)]·3H2O in contrast with the citrates fromPbO and PbO2, where the corresponding wt change was 50% inaccordance with the stoichiometry ([Pb(C6H6O7)]·H2O. Accordingly,the leaching-crystallization reaction with PbSO4 can be described as:
3PbSO4 þ 2½Na3C6H5O7:2H2O�→½3Pb:2ðC6H5O7Þ�:3H2O þ 3Na2SO4 þ H2Oð6Þ
The spent aqueous solution containing Na2SO4 can be subjected tothe documented process for crystallizing Na2SO4 by evaporation/crystallization and centrifugation as a useful by-product for thechemical industry (Prengaman et al., 2001).
In order to demonstrate the applicability of the process to a mixedpaste, 10 g of battery paste (chemical composition: PbSO4: 68.7%, PbO:11.3%, PbO2: 11.0%, Pb metal: 7.8%, remaining: impurities) was leached
Fig. 10. Lead content of the solution for 1 mol C6H8O7·H2O addition for different S/Lratios (constant leaching conditions: β: 0.5, 60 min, 250 rpm, 20 °C).
with a solution containing 6 mol of C6H8O7·H2O, 2 mol of H2O2 and2 mol of C6H5Na3O7·2H2O. Excess C6H8O7·H2O, and H2O2 were addedfor achieving the decomposition of PbO and PbO2 in scrap battery pastas discussed in Part 1 (Sonmez and Kumar, 2009). The experiment wascarried out for 60min using 1/5 of S/L ratio at room temperature. Afterthe experiment the mixture was filtered. Filtrate solution contained1.84% of dissolved lead with a recovery of lead citrate of over 98%. Thelead citrate crystals were uncontaminated (over 99.9% purity) that canbe useful as the precursor from which PbO/Pb can be generated by aprocess of combustion–calcination at relatively low temperatures(b400 °C) for direct use in the preparation of lead pastes for newbatteries. The energy requirements aremet from the energy generatedby the combustion of the organic precursor. C6H8O7·H2O andC6H5Na3O7·2H2O are produced from biological sources and is availableat relatively low cost as industrial chemicals in food industry. Thus assource of energy, they are regarded as C-neutral. The reactionconditions for converting lead citrate compounds to micron to nano-sized PbO (or even Pb and PbO2) are discussed in another paper beingprepared.
4. Conclusion
According to the experimental results combined C6H8O7·H2O/C6H5Na3O7·2H2O reagents may be used as environmentally acceptabledesulphurisation–crystallization agents. X-ray diffraction of theprecipitate after the leaching of PbSO4 with a solution mixtureof C6H8O7·H2O and C6H5Na3O7·2H2O was different from both Pb(C6H6O7)·H2O, produced with lead oxides and the powder producedfrom the leaching of PbSO4 with C6H5Na3O7·2H2O alone. Usingthermal analysis, the stoichiometry of the precipitate was deducedto be [3Pb.2(C6H5O7)]·3H2O in contrast with the citrates from PbO andPbO2, where the corresponding stoichiometry of [Pb(C6H6O7)]·H2Owas deduced by both thermal analysis and X-ray diffraction. Theapplication of the method to a mixed waste has been demonstrated.
Results in this work are used to underpin the development of anew process that can be used for recovering lead from lead batterypastes.
References
Ahmed, F., 1996. The battery recycling loop: a European perspective. J. Power Sources59, 107–111.
Andrews, D., Raychaudhuri, A., Frias, C., 2000. Environmentally sound technologies forrecycling secondary lead. J. Power Sources 88, 124–129.
Begum, D.A., Islam, M.F., Biswas, R.K., 1989. A study on the dissolution of lead sulphatefrom waste batteries with ethanolamines. Hydrometallurgy 22, 259–266.

86 M.S. Sonmez, R.V. Kumar / Hydrometallurgy 95 (2009) 82–86
Chen, T.T., Dutrizac, J.E., 1996. The mineralogical characterization of lead-acid batterypaste. Hydrometallurgy 40, 223–245.
Diaz, G., Andrews, D., 1996. Placid — a clean process for recycling lead from batteries.JOM 48, 29–31.
Forrest, H., Wilson, J.D., 1990. Lead recycling utilising short rotary furnaces. In: Mackey,T.S., Prengaman, R.D. (Eds.), Lead–Zinc'90, Proceedings of a World Symposium onMetallurgy and Environmental Control, Sponsored by the TMS Lead, Zinc, and TinCommittee and Held During the 119th TMS Annual Meeting, February 18–21,Anaheim, California, pp. 971–978.
Gong, Y., Dutrizac, J.E., Chen, T.T., 1992. The conversion of lead sulphate to leadcarbonate in sodium carbonate media. Hydrometallurgy 28, 399–421.
Guerrero, A., Romero, A., Morales, R.D., Chavez, F., 1997. Thermodynamic analysis of thesoda ash smelting of lead acid battery residue in a rotary furnace. Can. Metall. Q. 36(2), 121–130.
Habashi, F., 1997. Part Three, Primary Metals: 9 Lead, in Handbook of ExtractiveMetallurgy. . Primary Metals, Secondary Metals, Light Metals, vol. II. Wiley-VCH,Weinhelm, pp. 581–640.
Kumar, R.V., Sonmez, M.S., Kotzeva, V.P., 2006. Lead Recycling, UK Patent ApplicationNo: 0622249.1; PCT/GB2007/004222.
Lamm, K.F., 1998. Secondary lead. Erzmetall 51 (6), 438–455.Morachevskii, A.G., Vaisgant, Z.L., Rusin, A.I., Khabachev, M.N., 2001. Removal of sulfur
from the active mass of lead battery scrap. Russ. J. Appl. Chem. 74 (7), 1103–1105.Olper, M., 1993. A full electrochemical approach in processing junk batteries. EDP
Congress, Proceedings of TMS Annual Meeting, Denver, Colorado, USA, February21st–25th, pp. 959–966.
Olper, M., Morcutte, S., 1995. CX-EWS process: a new process for the electrochemicaltreatment of the spent lead acid batteries by obtaining electrolytic lead andelemental sulphur. Recycling Lead and Zinc into 21st Century, Madrid, Spain, June18th–23rd.
Pakalay, N.R., Varanasi, S., LeBlanc, S.E., 1993. Citrate-based contained liquidmembranesfor flue gas desulfurization. Ind. Eng. Chem. Res. 32, 553–563.
Pandey, R.A., Biswas, R., Chakrabarti, T., Devotta, S., 2005. Flue gas desulfurization:physicochemical and biotechnological approaches. Crit. Rev. Environ. Sci. Technol.35, 571–622.
Prengaman, D.R., 1980. Reverberatory furnace-blast furnace smelting of battery scrap atRSR. In: Cigan, C.M., Mackey, T.S. and O'Keefe, T.J. (Eds.), Lead–Zinc–Tin'80,Proceedings of a World Symposium on Metallurgy and Environmental Control,sponsored by the TMS-AIME Lead, Zinc, and Tin Committee at the 109th AIMEAnnual Meeting, February 24–28, Eds., Las Vegas, Nevada, pp. 985–1002.
Prengaman, R.D., 1995. Recovering lead from batteries. JOM 47, 31–33.Prengaman, R.D., Morgan, C., Hine, E., Homer, P., Griffin, G.M., 2001. US Patent, No:
6177056.Ramus, K., Hawkins, P., 1993. Lead/acid battery recycling and the new Isasmelt process.
J. Power Sources 42, 299–313.Reynolds, R.M., Hudson, P.E., Hudson, E.K., Olper, M., 1990. Advances in lead–acid
battery recycling: Engitec's automated CX breaker system. In: Mackey, T.S.,Prengaman, R.D. (Eds.), Lead–Zinc'90, Proceedings of a World Symposium onMetallurgy and Environmental Control, sponsored by the TMS Lead, Zinc, and TinCommittee and held during the 119th TMS Annual Meeting, February 18–21,Anaheim, California, pp. 1001–1022.
Sonmez, M.S., Kumar, R.V., 2009. Leaching of waste battery paste components. Part 1:Lead citrate synthesis from PbO and PbO2. Hydrometallurgy 95, 53–60. doi:10.1016/j.hydromet.2008.04.012.
Soto, H., Toguri, J.M., 1985. Pollution-free hydrometallurgical process for the recovery oflead from battery scrap. In: Taylor, P., Sohn, H.Y., Jarrett, N. (Eds.), Recycle andSecondary Recovery of Metals, Proceedings of the International Symposiumon Recycle and Secondary Recovery of Metals and the Fall Extractive andProcess Metallurgy, December 1–4, The Metallurgical Society, Inc., Warrendale,PA, pp. 257–273.
本文献由“学霸图书馆-文献云下载”收集自网络,仅供学习交流使用。
学霸图书馆(www.xuebalib.com)是一个“整合众多图书馆数据库资源,
提供一站式文献检索和下载服务”的24 小时在线不限IP
图书馆。
图书馆致力于便利、促进学习与科研,提供最强文献下载服务。
图书馆导航:
图书馆首页 文献云下载 图书馆入口 外文数据库大全 疑难文献辅助工具





























