Embed Size (px)
Citation preview

Lay-out
Citation for published version (APA):Mal, van, H. H. (1994). Lay-out. In Management voor Ingenieurs (blz. 3.2.5-1/19). Deventer: KluwerBedrijfswetenschappen.
Document status and date:Gepubliceerd: 01/01/1994
Document Version:Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:[email protected] details and we will investigate your claim.
Download date: 14. Apr. 2020

3.2.5 Lay-out
Dr. ir. H.H. van Mal*
Samenvatting
Onderwerp van dit hoofdstuk is de lay-out van bedrijven. De centrale vraagstelling daarbij is hoe de produktiefaciliteiten en produktiemiddelen moeten worden geordend tot een illy-out die leidt tot een infrastructuur waarin de mens veilig en geconcentreerd kan werken, en die de concurrentiekracht van het bedrijf zo goed mogelijk bevordert. Daarbij wordt een onderscheid gemaakt tussen grootserie-fabricage en enkelstuks- of kleinserie-fobricage. Afhankelijk van de complexiteit van het produktieproces is ook de tweedelint functionele organisatievorm versus een organisatievorm op basis van groepentechnologi~ van belang. Beide vormen komen in dit hoofdstuk uitgebreid aan de orde. Ook wordt er stilgestaan bij de lay-outstudie bij een gegeven organisatievorm.
I. Inleiding
In deze bijdrage wordt voornamelijk gesproken over de lay-out van bedrijven. In het
algemeen zijn hier relatief grote investeringen in produktiemiddelen, gebouwen en
interne en externe infrastructuur aan de orde. Dezelfde methoden die moeten leiden
tot een goede lay-out in bedrijven, kunnen echter ook worden toegepast op bedrij
ven die gespecialiseerd zijn in bepaalde kennisgebieden (verzekeringen, banken, zie
kenhuizen, gemeentelijke afdelingen, software bedrijven, grote ontwikkelingsafde
lingen, enzovoort). Dit betreft ook de beschouwing over groepentechnologie en de
samenhangende vereenvoudiging van de activiteitenplanning.
Voor bedrijven zullen de uitgangsgegevens voor een nieuwe lay-out zeer verschillend
zijn, afhankelijk van onder meer de kenmerken van het produktassortiment en de kenmerken van de produktiemiddelen.
De herhalingsfrequentie van processen, dus van bewerkingen, samenbouw, trans
port, opslag en ook van metingen, afstelling en controle, speelt een belangrijke rol.
De strategische keuzes van het bedrijf met betrekking tot het te voeren produkten-
* Dr. ir.H.H.van Mal is verbonden aan de Technische Universiteit Eindhoven.
Management voor lnpieun, afl. 11 (1994) 3.2.5- 01

..----------------------- --- -
Keuze en ontwikkeling van produktieprocessen
pakker en de wijze van voortbrenging hebben onmiddellijk invloed op de logistieke
activiteiten en daarvan afgeleid ook op de keuze van de lay-out.
Bijzonder belangrijk is her type van produktieproces en dus de herhalingsfrequentie
van de processen. Keuze van de gepaste lay-our kan dus niet losgekoppeld worden
van de keuze van her type produktieproces zoals dit in een vorig hoofdstuk (3.2.1)
werd beschreven.
Voor grootserie-produktie leidt de grote herhalingsfrequentie van processen al heel
snel tot een produktstroomgerichte lay-out, waarbij de technische informatie is in
gevroren in specifieke gereedschappen en machines, en waarbij ook de opgelegde or
dening van de goederenstroom leidt tot een vereenvoudiging van de planning.
Bij geringe herhaling van processen blijkt een functionele organisatievorm, waar ver
sterking van kennis en vaardigheid plaatsvindt, de favoriete organisatievorm met een
omvangrijke planningstaak die zowel de materiaalstroom als her berichtenverkeer
over het 'hoe' en 'waarmee', langs de werkplekken omvat.
Een aanzienlijke vermindering van deze planningsinspanning kan in deze situatie
worden verkregen door een organisatievorm te kiezen op basis van groepentechno
logie of de groepentechnologische ordening. Eén van de methoden voor de indeling
in groepen komt in deze bijdrage uitvoeriger aan de orde. Ook uit de methoden en
technieken die in her algemeen worden roegepast in lay-our studies, wanneer de or
ganisatievorm als een gegeven wordt beschouwd, en die in eerdere lireratuur goed en
helder zijn beschreven, wordt hier een keuze gemaakt.
2. Uitgangsgegevens en vraagstelling
De lay-out in een produktiebedrijf omvat de ruimtelijke ordening van produktiefa
ciliteiten en produktiemiddelen gericht op een beheerste stroom van materialen, die
worden bewerkt en samengebouwd.
De bedoelde ordening moer voor de medewerkers leiden tot een overzichtelijke, vei
lige, prettige en werkzame infrastructuur, die de produktiviteit van her bedrijf bevordert en ook een goede aansluiting heeft met infrastructurele voorzieningen die
buiren her bedrijf aanwezig zijn. Deze laatste voorzieningen zouden kunnen zijn:
auto-, water-, en spoorwegen, maar ook afvalwatervoorziening, beschikbaarheid van
bronwater, koelwater, aardgas en krachtstroom, of de aanwezigheid van een groene
omgeving respectievelijk een ruin of park, of misschien een vlieghaven. Voor de lo
katie van her bedrijf zullen milieu-effeeren (lawaai, milieulozingen, enzovoort) in de
beschouwing zijn meegenomen. Wanneer de keuze van de lokatie een voldongen feit is wordt het vraagstuk van de
lay-out beperkt tot de inrichting van het produktiesysteem met de nadruk op een
vlotte doorstroom van de grondstoffen, inkoopdelen, halffabrikaten en eindproduk
ten langs de verschillende onrvangststarions, magazijnen, opslagplaatsen, werkplek
ken voor bewerkingen, assemblages, inspecties en controles en renslorre expeditie.
3.2.5- 02 M~ent voor lflFDÎeurs, afl. 11 ( 1994)

Lay-out
Een eerste punt van zorg daarbij is her feit dar processen elkaars nabijheid kunnen
uirsluiten. Denk hierbij aan her in vorm brengen van grate plaatdelen, war onge
wenst lawaai oplevert in een omgeving waar mensen rustig en geconcemreerd moe
ten werken.
Naast een belangrijke invloed op de goederenstroom kan de lay-out echrer ook in
vloed hebben op de communicatie tussen de verschillende bedrijfsfuncties of orga
nisatorische eenheden zo::tls we later zullen zien.
2. I. Uitgangsgegevens voor een nieuwe lay-out
De lay-out als uitkomst van de ordening van de produktiefacilireiten en produktie
middelen, wordt sterk bepaald door de volgende uirgangsgegevens:
de beschikbare ruimtes en indeling in de aanwezige of nieuw op te richten ge
bouwen;
de ruimtes nodig voor elk van de huidige en toekomstige produktiemiddelen;
de noodzakelijke infrastrucruur in die ruimtes voor elk van de huidige en toe
komsrige werkplekken;
de uitsluiting van elkaars nabijheid van processen;
de ruimte nodig voor magazijnen en her transport, tussenopslag en controle van
goederen in bewerking;
de ruimte voor aanvoer en opslag van grondstoffen en inkoopdelen;
de ruimte voor magazijnen, aanvoer en tijdelijke opslag van gereedschappen, ma
trijzen, stempels, mallen, tekeningen, NC-rapes, werkinstructies en werkplekter
minals (ofPC's);
de noodzakelijke hijsinrichringen, transporrfaciliteiren en ruimte voor invoer en
uitvoer bij elke bewerkings- of opslagplaats;
de grootte van de goederenstroom langs de verschillende werkplekken, de bewer
kingstijden en de afstemming tussen de werkplekken (in verband met buffers);
de relaries van de werkplekken volgend uit de suoom van de goederen langs de
werkplekken;
de relaties van de werkplekken volgend uit de documenten- of kennisstroom;
de ruimtes voor de ondersteunende diensten, zoals reparatie en onderhoud, tech
nische dienst, gereedschappenbeheer, werkvoorbereiding en planning ofbedrijfs
bureau;
de ruimtes nodig voor werkoverleg, opleiding en insrructies;
de ruimtes nodig voor de medewerkers voor persoonlijke verzorging, ontspan
ning, sport en kaminefacilireiten.
2.2 Vraagstelling met betrekking tot de lay-out
De vraag is nu hoe de produktiefaciliteiten en produkriemiddelen moeten worden
geordend tot een lay-out die leidt tot een infrasrructuur, waarbinnen de mens veilig
Management voor Ingenieurs. a fl. 11 ( 1994) 3.2.5- 03

Keuze en ontwikkeling van produktieprocessen
en geconcentreerd kan werken, en die de competitiviteit van het bedrijf zo goed mo
gelijk bevorden.
Zoals bij elke andere keuzevariabele die het produktiesysteem bepaalt, is ook hier on
getwijfeld de strategie van het bedrijf het belangrijkste uitgangspunt. Produkt- en
marktkeuzes bepalen de soonen produkten (grootte, kwetsbaarheid en dergelijke),
de herhalingsfrequenties, de keuze van de adequate transportmiddel, enzovoort.
Omgekeerd zal de lay-out in een bedrijf een belangrijke invloed hebben op compc·
titieve factoren zoals ~d, fl~t, pro~t en ~aliteit. Bij de keuze van de lay-out moet men dus de volgende vragen beantwoorden:
Wat is de invloed van de lay-out op de kwaliteit van de produkten?
Wat is de invloed van de lay-out op de doorlooptijd en leveringsbetrouwbaar
heid?
Wat is de invloed van de lay-out op de produktkosten?
Wat is de invloed op het gebruik van capaciteit, materiaal, energie en milieu?
Het streven naar groter concurrentievermogen zal, mede onder druk van de strategie
van de concurrent en de wens van de klanten, kunnen leiden tot de strategische beslissing om bijvoorbeeld kone doorlooptijden te realiseren of meer nog: korte om
steltijden. Dit kan worden venaald naar ordening van produktiemiddelen of respec
tievelijk invloed hebben op de lokatie van de afdeling voor gereedschappenbeheer,
en vervolgens leiden tot een daaraan aangepaste lay-out.
Uit het feit dat voor grootserie-produktie in het algemeen een lay-out wordt geko
zen die is afgestemd op de produktstroom, en in de enkelstuks-produktie de orde
ning naar organisatorische functies wordt gekozen, blijkt dat de herhalingsfrequentü van processen belangrijke invloed heeft op de lay-out keuze. Het lijkt van belang om
eerst dit punt nader te beschouwen.
3. Herhalingsfrequentie van processen
In eerste instantie zullen hier twee situaties worden bekeken, namelijk de situatie
waarbij de herhalingsfrequentie van de processen zeer groot is en de situatie waarbij
gesproken kan worden van enkelstuks- ofkleinserie-fabricage.
3. I Grootserie-fabricage
Wanneer de herhalingsfrequentie van processen (bewerkingen, assemblages, opslag.
transporten en controles) groot is, en de volgorde van de materiaalstroom en berich
tenstroom langs de werkplekken vast ligt, wordt gekozen voor een produktstroom
gerichte ordening van de werkplekken en van de niet verplaatsbare produktiemidde
len.
De lay-out die daaruit volgt kan nog vele verschijningsvormen hebben en kan daar-
3.2.5-04 Management voor lnppüeurs, afl. 11 ( 1994)

Lay-out
binnen vervolgens, afhankelijk van de ruimtes, de lokatie van de goederenontvangst
en van de expeditie, nog een verscheidenheid hebben aan stromingspatronen (Francis en White, 1975). Enige voorbeelden van deze verschijningsvormen voor assem
blagewerkzaamheden zijn: de lijn lay-out in de vorm van een lopende band, met een dwingend tempo voor de medewerkers die vaak kon-cyclisch werk moeten uitvoeren;
flow lay-out, waarbij het tempo van de medewerkers losgekoppeld is van de band
waarop de goederen vaak automatisch worden aan- en afgevoerd naar en van bewerkingsstations die wel fysiek zijn gekoppeld met de transportband, maar waar meerdere mensen een afgeronde taak met een langere cyclustijd uitvoeren;
de zogenoemde flow-line, waar de werkplekken wel tijdelijk een vaste volgorde
hebben en het tempo is losgekoppeld van de transportband, maar waar gebruik
wordt gemaakt van meer universele produktiemiddelen die snel kunnen worden aangepast aan een nieuwe situatie, en waarbij de transportband snel kan worden
aangepast (flexibele serieproduktie vraagt korre omsteltijden); een produktstroomgerichte lay-out waar gebruik wordt gemaakt van rijdende platforms die langs bevoorradingsstations in een vast tempo worden gevoerd, en waarop telkens een nieuwe groep medewerkers in die tussentijd bezig is om een groepstaak uit te voeren, waarbij tijdens het werk vanwege ergonomische eisen de
positie van het werkstuk is te manipuleren (Volvo in Born).
Een belangrijk kenmerk voor de produktstroomgerichte lay-outs voor assemblage is de toegankelijkheid van de werkplekken voor de materiaalvoorziening en de berichtenstroom over uit te voeren werk (instructies). Ook hulpmaterialen en hulpmiddelen (voor omstellen) moeten gemakkelijk kunnen worden aangevoerd en afgevoerd
om snel te kunnen overschakelen op een andere uitvoeringsvorm van een produkt binnen een aanvankelijk ontwikkeld produktassoniment. De hulpafdelingen ten behoeve van reparatie en onderhoud, technische dienst en ge
reedschappen beheer (denk aan snel omstellen!), en in mindere mate de hulpafdelingen voor werkvoorbereiding en planning of bedrijfsbureau vragen vanwege de noodzakelijke contacten om een lokatie dicht bij de produktie. Voor grootserie-produktie van consumentenprodukten zal de lay-out in de fabriek (of bij toeleveranciers) in het algemeen bestaan uit bewerkingsstraten voor de on
derdelenfabricage, waarbij ook het transport automatisch wordt verzorgd. Voor de samenbouw zal de lay-out bestaan uit assemblagelijnen voor de subsamenstellingen en eindassemblage (autoindustrie). Het vraagstuk van de lay-out van de assemblage
lijnen omvat dan de vragen naar een menselijk te accepteren cyclustijd of grocpstaaktijd, met de restrictie dat geen fouten worden gemaakt in het werk door te lange taaktijden en dus de kwaliteitstarget zonder herstelwerk wordt gehaald, terwijl de investeringskosten binnen grenzen blijven. Daaruit volgt dan het aantal werkplek
ken, de ruimte nodig voor de bevoorrading en de fysieke ruimte nodig om snd te kunnen omstellen en om gereedschappen klaar te kunnen zetten. De keuze van de
Management voor Ingenieurs, afl . 11 (1994) 3.2.5- 05

transponmiddelen moet onder meer voldoen aan ergonomische en andere eisen en
wensen die het leven van de mensen in de fabriek kunnen veraangenamen.
Is er bij grootserie-produktie de mogelijkheid om te investeren in specifieke pro
duktierniddelen, gereedschappen, meetinstrumenten, opslagsystemen en transport
systemen, en is veel vervaardigingskennis daarin ingevroren, bij enkelstuks- en klein
serie-fabricage ligt dit anders.
3.2 Enkelstulcs- of kleinserie-fabricage
Bij enkelstuks- en kleinserie-fabricage zijn de omstandigheden totaal anders. De
unieke kenmerken van het produkt vragen telkens een ontwerp en ontwikkelingsin
spanning voor de strategisch belangrijke delen en gelijktijdig een grote gerichtheid op de samenbouw activiteiten.
Bij enkelstuks- of kleinserie-fabricage zijn dus geen goederenstromen te herkennen
van precies dezelfde delen die steeds op dezelfde rnanier langs de werkplekken lopen.
Doordat de uit te voeren taken in de fabricage telkens anders zijn, moeten de mede
werkers een hoog kennisniveau bezitten van bewerkingen, over samenbouw en over
het meten en instellen van proceskenmerken (vakmanschap). Voor elk proces moe
ten de opspanning van het werkstuk, de instelling van de machine, de te gebruiken
gereedschappen, de werkvoorbereiding, de NC-tapes, het uitgangsrnateriaal, de rna
nier van opslag en het transponeren weer opnieuw worden bepaald.
De communicatie tussen de mensen die soortgelijke vervaardigingstechnieken beheersen en bij elk werkstuk opnieuw overeenkomstige bewerkings- of samenbouw
problemen moeten oplossen is zo bepalend voor de kwaliteit, bewerkingstijden en
kosten van de produkten, dat men deze vakspecialisten meestal in groepen bij elkaar
brengt. De functionele organisatie, met naar soortgelijke processen georganiseerde
groepen van gespecialiseerde mensen die telkens opnieuw vervaardigingsproblernen
moeten oplossen, maakt het mogelijk om produkten te vervaardigen uit onderdelen
met steeds nieuwe vormen of nieuwe combinaties van vormen. In de lay-out van en
kelstuks- en kleinserie-fabricage of samenbouw worden daarom ruimtes ingedeeld
naar groepen van vakspecialisten die bepaalde soorten processen beheersen.
In een functionele lay-out blijkt de goederenstroom snel onoverzichtelijk te worden
wanneer zo'n organisatie groter wordt. Tevens wordt de communicatie tussen de
groter wordende groepen van specialisten ernstig belemmerd. De planningsinspan
ning, inclusief de werkvoorbereiding, neemt onevenredig toe, en de goederenstroom
wordt onoverzichtelijk.
In een aantal gevallen kan worden overgegaan naar een organisatievorm die gebaseerd
is op de toepassing van groepentechnologie. Door families van produkten te onderken
nen die erg op elkaar lijken voor wat betreft de bewerkings- of samenbouwaccivitei
ten, kan men de goederenstromen en de communicatie sterk vereenvoudigen.
3.2.5- 06 Man&!emcnt voor lnpieurs, afl. 11 (1994)

Lay-out
4. Organisatievorm op basis van groepentechnologie
De organisatievorm gebaseerd op de toepassing van groepentechnologie combineert
een aantal voordelen van een functionele organisatie met die van een produkt
stroomgerichte organisatie. Groepentechnologie is een ordeningsprincipe waarbij
mensen die verschillende processen - inclusief de produktiemiddelen - beheersen,
bij elkaar worden gebracht en elke groep een familie van produkten bewerkt. Een
formele definitie van groepentechnologie is de volgende (Van Mall993):
Een ordeningsprincipe waarbij de verantwoordelijkheid voor her maken van families
van produkten wordt gelegd bij groepen van mensen, waarbij elke groep de beschik
king heeft over de verschillende technologische kennis en de technische middelen heeft
die noodzakelijk zijn om een familie van produkten re vervaardigen.
Er zal nu nader worden ingegaan op de functionele organisatievorm en de overgang
naar groepentechnologie, waarbij meer de nadruk wordt gelegd op de vereenvoudi
ging van de communicatie dan op de effecten in de goederenstroom.
4.1 Functionele organisatievorm
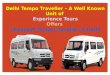
Oe functionele organisatievorm wordt gekenmerkt door functionele eenheden of
vakgebieden (zie figuur 1). ledere eenheid heeft een eigen vakbaas die het werk ver
deelt over de mensen in zijn eenheid en de zorg heeft voor de benutting van de ca
paciteit, materiaal, energie en milieu in zijn eenheid.
Er ontstaat een planningsprobleem, omdat alle informatie over werkorders en klan
tenorders via de planningsafdeling loopt of door de planningsafdeling wordt gege
nereerd. In grotere organisaties blijkt tracering van een produkt vrijwel onmogelijk
te worden, zelfs wanneer alle informatie over werkorders met de computer zou wor
den ondersteund, omdat er voortdurend nieuwe gegevens in de computer moeten
worden ingebracht. Het controleren of een produkt volgens specificaties is gemaakt
ligt bij de vakbazen, zij hebben de verantwoordelijkheid over de geleverde kwaliteit
en bewaking van de verblijftijd op de bewerkingsplekken.
Het irtzicht of alle produkten na alle achtereenvolgende bewerkingen goed zullen
functioneren is ook bij de vakbazen niet aanwezig. Volgens Van Assen (1980), die in
deze de proces- en de produktregelkring onderscheidt, ligt het zicht op de produkt
regelkring bij de afdelingschef, terwijl het zicht op de procesregelkring bij de vakbazen ligt. Er moet volledig worden vertrouwd op de tekeningen zoals de constructeur
die heeft afgegeven.
Door administratieve wachttijden in de planningsafdeling respectievelijk bij de vak
bazen, en door de wachtrijen voor de werkplekken ontstaat een situatie waarbij de
echte bewerkingstijden vaak minder dan 5 procent bedragen van de doorlooptijd van
een werkorder.
Management voor Ingenieurs, afl. 11 ( 1994) 3.2.5- 07

capaciteits reservering
prioriteit stelling
werkvoorbereiding
werkorder planning
Keuze en ontwikk.dinJ van produktieprocessen
Fif;uur 1. Klantenorder- en werkorderstroom door een fonctionek organisatie
b =baas
D = .akgeb;ed A
0 = vakgebied B
tJ = vakgebied C
Ü = vakgebied D
0 =afwerken
Door de complexiteit van de produktiestromen en de berichtenstromen raakt het overzicht verloren, waardoor de kwaliteit en tijdigheid van de produkten moeilijk te bcheersen is. Op vragen van de klant wanneer hij zijn werk zal krijgen kan pas na
lang weken een antwoord worden gegeven.
4.2 Groepentechnologie
Een situatie wals zojuist beschreven is niet gewenst, omdat dit de concurentiekracht van een onderneming negatief beïnvloedt. Wanneer als uitgangspunt een stabiele
mix van het onderdelenpakket wordt genomen, is het in deze situatie nuttig om een statistische analyse uit te voeren op het onderdelenpakket, met als doel het ontdekken van overeenkomsten in routes van de diverse onderdelen.
Na analyse van de wijze waarop het onderdelenpakket door de fabriek loopt, blijken er vaak overeenkomsten te bestaan tussen routes van onderdelen. Het blijkt dan dat
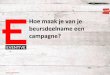
er families van onderdelen gevormd kunnen worden, die als kenmerk hebben dat ze dezelfde bewerkingen ondergaan {zie figuur 2), zij het niet altijd in dezelfde volgor
de. Ook zal er sprake zijn van overlapping tussen de families A, B en C, zodat sommige produkten in meer families kunnen worden ingedeeld.
3.2.5- 08 Manasemmt voor lnpiews. afl. 11 ( 1994)

Ook kan er bij de bestudering van de werkvoorbereidingen van sommige onderde
len blijken dat deze werkvoorbereidingen zouden kunnen worden aangepast, zodat
deze produkten kunnen worden ingepast in een bepaalde familie.
Naast een aantal families die kunnen worden onderkend, bijvoorbeeld A, Ben C, is
er vrijwel altijd sprake van een rest, dat wil zeggen een niet aan een familie toewijs
bare verzameling van produkten. Deze verzameling bevat moeilijke gevallen, onder
delen met specifieke bewerkingsproblemen, die nieuw zijn voor de organisatie. Voor
deze rest gebruikt men de klassieke functionele organisatievorm (zie bijvoorbeeld
Van Mal, 1993).
In figuur 2 is te zien dat onderdelen die zijn ingedeeld in familie A worden bewerkt
door een groep waarin de kennis, vaardigheid en technologie (k,v,t) 1 van vakgebied
A, k,v,t 1 en 2 van vakgebiedBen k,v,t 1 van vakgebied C, Den 'afwerken' aanwe
zig is. De onderdelen van familie B worden bewerkt door de groep waarin k,v,t 2 en
capaciteits reservering ,'
' '
Klanten orders
Families van orders met dezelfde bewerkingsafloop
D = vakgebied A
0 = vakgebied B prioriteiten ' '', .. ....... 1----__.=...,""""--"r=~-1--=-'~~~-"----+--t
stelling
werk voorbereiding
werkorder planning
'' '' ' ' ' ' ' ' \ ' ' ' '. ~:-:-:----_-
'.~- ---- -
·~----_-_-_-_
Figuur 2. Analys~ van klantmortin-s en mogelijke int'kling van w"korders
Management voor Ingenieurs, afl . 11 (1994)
D =vakgebied C
Ü =vakgebied D
0 =afwerken
3.2.5- 09

Keuze en ontwikkding van produktieprocessen
3 van vakgebied A, k,v,r 3 van vakgebiedBen k,v,t 2 van vakgebied C, Den 'afwerken' aanwezig is. De k,v,r 4 van vakgebied A en B en k,v,r 3 van vakgebied C, D en 'afwerken' is aanwezig in een groep die de onderdelen van familie C behandelen.
De resultaten van de statistische analyse van her onderdelenpakker kunnen een be
wustwording doen ontstaan dat er min of meer vaste werkrelaties bestaan tussen een groep van mensen en bijbehorende bewerkingsmachines met herrekking rot een onderdelenfamilie. Als deze families van onderdelen eenmaal zijn onderkend, kan worden overwogen om groepen van mensen en machines te vormen en over te gaan rot een groepentechnologische lay-our, zodanig dar families van produkren volledig in een groep kunnen worden gemaakt. De groepen krijgen een groepsverregenwoordiger die de zorg op zich neemt om het werk van de groep aan re nemen en op rijd af re leveren.
In het algemeen wordt met groepentechnologie bereikt dat de goederenstroom wordt vereenvoudigd, de planningsinspanning wordt verminderd en de communicatielijnen worden verkort door structurering van het berichtenverkeer. Dit houdt de volgende voordelen in voor de kwaliteit, tijd(igheid) en kosten van een produkt:
Kwaliteit: als gevolg van het feit dat de verantwoordelijkheid voor de produktkwaliteit in de groep wordt gelegd, kan de produktregelkring korter zijn, waardoor er eerder wordt teruggekoppeld naar de wensen van de klant; dit leidt ook rot vermindering van fouten in de berichtenstroom; produkttracering is eenvoudiger, waardoor er op vragen van de klant ten aanzien van de ordervoortgang snel een antwoord is te geven; door leereffecten en onderlinge samenspraak in de groep neemt de kans op fouten af.
Tijd(igheid): aanzienlijke verkorring van de doorlooptijd (40-60%) door kortere wacht- en rransporrrijden; daardoor besraat de mogelijkheid rot grotere leveringsbetrouwbaarheid; door de familiekenmerken ontstaat er een reductie van omsteltijden; bovendien
is er een aanpassing van de produktiemiddelen aan de families mogelijk {specialisatie).
Kosten: er vindt een verschuiving van de kosten plaats: in de indirecte sfeer zijn er minder plannings- en werkvoorbereidingsacrivireiten nodig; daarentegen zal de behoefte aan directe produktiemiddelen toenemen (de afweging van communicatiekosten regen capacireirskosren); ·
3.2.5 - 10 Management voor lftF1ieurs, afl. 11 (1994)

Lay-out
door reductie van de omsteltijden kan de produktie-opbrengst groter zijn met de
zelfde produktiemiddelen.
De extra investeringen die nodig zijn om tot een organisatie op basis van groepentechnologie te komen kunnen een probleem vormen. Een alternatief is dan de groe
pentechnologische ordening (Van Mal, 1993), waarbij de produktiemiddelen niet
fysiek worden gegroepeerd, maar wel communicatielijnen tussen deze produktiemiddelen en ook tussen de medewerkers in de gevormde groep worden gelegd. De berichtenstroom, de kennisstroom en de goederenstroom worden volgens de groe
pentechnologische principes gekanaliseerd voor elk van de groepen met als resultaat
de genoemde vereenvoudigingen in werkorderplanning en werkvoorbereidingen.
Ogenschijnlijk is het een functionele lay-out, maar in werkelijkheid is er een groe
pentechnologische ordening aangebracht in de goederen en berichtenstromen.
4.3 Het vormen van groepen
Er zijn verschillende methoden om in de situatie van enkelstuks-of kleinserie-fabricage en assemblage tot het indelen van werk in groepen te komen. De meest beken
de is de produktstroomanalyse van Burbidge (1968). Burbidge onderscheidt vier stappen: Factory Flow Analysis, Group Analysis, Line Analysis and T ool Analysis.
In de Factory Flow Analysis worden de afdelingen in de fabriek zo samengesteld
dat heen en weer gaande stromen van produkten tussen afdelingen worden geminimaliseerd. In aanmerking wordt ook genomen dat bepaalde bewerkings
soorten (Processing Units) elkaars nabijheid uitsluiten. Binnen de zo gevormde afdelingen (Major Groups) kan vervolgens onderzocht worden of groepen gevormd kunnen worden. De nadruk bij Burbidge ligt steeds
op de vereenvoudiging van de goederenstroom. De onderdelen worden verdeeld in families en toegewezen aan de groepen, waarbij rekening wordt gehouden met de bezetting. De derde stap, Line Analysis, leidt tot de bepaling van de lay-out van de machi
nes in een groep, waarbij weer het transport russen de werkplekken wordt geminimaliseerd.
De vierde stap lijkt erg veel op de tweede stap, maar nu toegepast op gereedschappen. Hier wordt gezocht naar gereedschapfamilies voor onderdelen waarvoor dezelfde gereedschappen nodig zijn. Ook wordt gezocht naar de beste volgorde van bewerken. Het doel is de wisseling van gereedschappen en de omsteltijden te minimaliseren (nuttig gebruik van capaciteit).
In de Group Analysis, waarin overeenkomstige routes bij elkaar worden gezocht, on
derscheidt Burbidge de volgende stappen:
Management voor ln~ieurs, afl. 11 (1994) 3.2.5- 11

Keuze en ontwikkelin& van produktieprocessen
1. Hernummeren van bewerkingen op routekaarten. Alle machines die door een on
derdeel bezocht worden dienen op de routekaart van dat pnderdeel aangegéven te
worden in de juiste volgorde. Machines die vaker dan één keer bezocht worden tijdens een bewerkingsafloop, worden slechts één keer aangegeven. Bewerkingen die geen speciale plaatsgebonden werkruigen of apparatuur vereisen kunnen worden weggelaten.
2. Sorteren van routes in pakketten. Alle onderdelen die dezelfde machinevolgorde op hun routekaan hebben, kunnen worden samengevoegd.
3. Tekenen van de onderdelen-machine matrix. De onderdelen en de bijbehorende machines worden in een matrix gezet. Waar een onderdeel een bewerking op een machine ondergaat komt een indicatie te staan.
4. Families en groepen zoeken. Het zicht op mogelijke groepen ontstaat door te schuiven met rijen en kolommen, rodanig dat er blokken met geïndiceerde vakjes ontstaan. Het is hierbij toegestaan om machines in meerdere groepen te plaatsen, dus bijvoorbeeld een rij te kopiëren.
5. Aamallen machines bepalen en toewijzen van onderdelen aan groepen. De totale bewerkingstijden die onderdelen in de families op de machines binnen een groep moeten ondergaan zijn hier een richtlijn voor de aantallen machines die in elke groep moeten worden toegewezen.
6. Onderzoeken van mogelijkheden voor uitzonderingsonderdelen. Uitzonderingsonderdelen zijn onderdelen die op grond van één of meerdere bewerkingen niet passen in het werk van een groep. Op de volgende wijze is dit op te lossen: a. bewerkingsmethode veranderen; b. uitbesteden;
c. het produktontwerp aanpassen; d. machine aan de groep toevoegen.
7. Families specificeren en groepen vormen. De families moeten worden vergezeld
van één of enkele standaard werkvoorbereidingen en een lijst met voorkeurge
reedschappen. 8. Tekenen van het uiteindelijke stroomschema voor de groepen in de afdeling.
Burbidge kijkt nu nog eens of in het kader van de Factory Flow Analysis er toevallig binnen twee afdelingen groepen zijn gevormd die uitsluitend aan elkaar toeleveren en stelt voor om die alsnog samen te voegen.
Het is goed om ons nog eens te realiseren dat Burbidge steeds uitgaat van de beschouwing van de goederenstroom. Andere methoden om tot vorming van groepen te komen zijn de methode van Me Auley ( 1972), Rajagopalan & Batra ( 1975) en De Witte (1980). Me Auley bijvoorbeeld vindt dat de methode van Burbidge, die op eigen inzicht en op het oog gebeurt, geen maatstaf heeft op grond waarvan de kwaliteit van de geko
zen groepenindeling kan worden afgewogen tegen een alternatief. Het is dan ook moeilijk om de methode te ondersteunen met een computer om meerdere oplossin-
3.2.5-12 Management voor lnpieurs, afl. 11 (I 994)

Lay-our
gen tegen elkaar af te wegen. Hij stelt voor om groepen te vormen op basis van rela
tiecoefficienten tussen machines. Een optimale oplossing kan vervolgens worden be
reikt door het verschil te bepalen voor de sam van kosten voor de inter- en intragroep
verplaatsingen. Voor verder detail verwijzen wij naar de literatuur.
5. Lay-outstudie bij gegeven organisatievorm
In het voorgaande is duidelijk de lijn gevolgd om eerst te kijken naar een mogelijke
verbetering van een functionele organisatie door ordening in groepen die verant
woordelijk worden gesteld voor hun eigen werkprestatie. Deze ordening heefr direc
te consequenties voor de lay-out van de produktiemiddelen en zoals we gezien heb
ben speciaal oak voor de communicatiemiddelen.
De vraag is nu: zijn er methoden en technieken die toegepast kunnen worden in be
staande organisaties, waar een nieuwe ordening van de functies in de organisatie niet
meer aan de orde is? Dus aileen de ordening van produktiemiddelen en plaatsing van
organisatorische functies ten opzichte van elkaar is nu nag het vraagstuk.
De manier waarop men zo'n onderzoek kan aanpakken is onder meer beschreven
door Muther (1961) en door Francis en White (1975). In de zogenoemde Systema
tic Lay-out Planning activiteiten start men vanuit strategische doelen waaraan de
nieuwe lay-out moet voldoen. Vervolgens doet men een systematische analyse van de
activiteiten en keuze van een nieuwe lay-out.
De volgende stappen worden onderkend:
1. Informatie verzamelen en stellen van doelen.
2. Analyseren van produktenpakket en hoeveelheden; bepalen van trends.
3. Het in kaart brengen van de goederenstromen langs de werkplekken.
4. Analyseren van de relaties tussen activiteiten.
5. Vaststellen van de benodigde en beschikbare ruimte.
6. Uirwerken van een overzicht betreffende de ruimtelijk relaties.
7. Aanpassingen in verband met speciale overwegingen of beperkingen.
8. Onrwikkelen van een aantal alternatieven en vaststellen van de benodigde in-
vestenngen.
9. Keuze van een nieuw voorstel door toetsing aan gestelde doelen.
10. Maken van een invoeringsplan.
11. V aststellen van een tijdschema voor de verbouw- en inrichtingsactiviteiten.
lnformatie verzamelen en stellen van doelen Om de doelen vast te stellen die moeten worden nagestreefd met een nieuwe lay-out,
moeten de knelpunten van de huidige lay-out bekend zijn. Deze knelpunten betref
fen bijvoorbeeld het minder nuttig gebruik maken van mensen, middelen, materiaal,
energie en milieu dan mogelijk is, en die direct of indirect met een betere lay-out zijn
te be"invloeden. Of knelpunten die volgen uit analyse van kwaliteitsproblemen en
Managemenr voor lngenieurs, atl. 11 (1994) 3.2.5-13

Keuze en ontwikkdÏn! van produktieprocessen
verliestijden toe te schrijven aan oorzaken die in de lay-out zijn gelegen. Maar ook
het toegenomen venrouwen van de klant door het gedemonstreerd zien van de ex
pertise verhoogt bijvoorbeeld de kans op orders. De situering van bepaalde activiteiten die exponent zijn van de expertise van de onderneming op zodanige plaats dat ze goed zichtbaar zijn voor potentiële klanten die deze ruimte moeten passeren, kan het
vertrouwen in het bedrijf positief beïnvloeden. Deze kansen, en het wegnemen van
de oorzaken van de knelpunten in de organisatie ten gevolge van de bestaande layout, zijn dan de doelen te bereiken met de nieuwe lay-out.
De studie wordt nu gevolgd door de tweede fase waarbij wordt verwezen naar het schema van de SLP-activiteiten, figuur 3.
Analyse produktenpakket; hoeveelheden en trends Vastgesteld moet worden hoe het produktenpakket is opgebouwd, met een indeling naar produktfamilies of artikelgroepen, waar de aantallen bij worden gezocht. Ook
de trend in die aantallen over de afgelopen jaren kan worden bepaald en de ver
wachting voor de komende jaren. De indeling naar produktfamilies wordt gedaan op basis van overeenkomstige bewerkingskenmerken. Mochten voor een bepaalde produktfamilie de aantallen zeer groot blijken te zijn dan kan alsnog worden besloten om hiervoor een aparte produktie-eenheid te vormen met een lijn lay-out.
Door de bepaling van de trends voor de verschillende produktfamilies kan worden vastgesteld wat de produktiecapaciteiten in de komende jaren rouden moeten zijn. Naast aantallen en voorspelde aanrallen moet er goed zicht zijn op de marges en
voorspelde marges per produkt(soon).
Materiaalstromen Bij het in kaart brengen van de materiaalstromen langs de werkplekken wordt voor
elke produktfamilie een stroomschema gemaakt. Vastgelegd wordt welke werkplekken aangedaan worden, eventueel kan de verblijftijd en de bewerkingstijd op de bewerkingsplekken worden aangegeven. Voor een totaaloverzicht kunnen deze schema's vervolgens worden samengevat in een produkten-processen matrix, waar de
produktfamilies de ene ingang vormen en de werkplekken (mensen en/ of machines) de andere ingang. In de matrix kunnen nu ook weer de tijden worden ingevuld.
Om de stromen verder in kaart te brengen kan men eventueel eerst de ingaande, de doorgaande en uitgaande stroom voor elke afdeling zichtbaar maken met de relaties tussen de afdelingen, voordat men in detail de materiaalstroom beschrijft. Zoveel mogelijk moeten de gebruikte transponmiddelen en de transpomijden aangegeven
worden. Ook de gereedschappenstromen en de afvalstromen worden vastgelegd, naast de noodzakelijke opslag van hulpmiddelen en onderdelen per werkplek. Hiervoor bestaan verschillende schematechnieken.
3.2.5-14 M~ent voor lnpjeurs. afl. 11 (1994)

materiaal
stroom
I
Benodigde
ruimte
Modificerende
overwegingen
Einde fase 2
Begin fase 3
I
. . Lay-our
PQ-analyse
Stroomen/of
activiteit
relatie diagram
~
Ruimte relatie
diagram
~ - Handling systeem
- Opslag faciliteiten
- Terrein of locatie
- Benodigd personeel
- Bouwkundige aspecten
- Energie en hulpdiensten
- Besturing, procedures
Deelgebieden
Fit;uur 3. Schema van de Systematic Lay-out Planning-activiuiten
Relaties
tussen
aktiviteiten
Beschikbare
ruimte
Praktische
beperkingen
Nu volgt een moment van bezinning en is het noodzakelijk met een team in de or
ganisatie na te denken over mogelijke vereenvoudigingen in het produktiesysteem door combinatie van processen, aanschaf van nieuwe machines die bewerkingen
combineren, door standaardisatie van materialen_ en/of processen (vooral in de assemblage-omgeving), door keuze van meer-geschikte transponmiddelen of eventuele aanpassing van produktconcepten.
Management voor Ingenieurs, afl. 11 (1994) 3.2.5-15

Keuze en ontwikkdiJl! van produktieprocessen
Relaties tussen aaiviteiten Bij het in kaart brengen van de relaties tussen alle activiteiten in het bedrijf introdu
ceen Muther het gebruik van het relatiediagram (zie figuur 4). Daarin worden de re
laties tussen alle activiteiten, van orderverwerving en offerte uitbrengen tot expeditie
en factureren, in beeld gebracht en wordt het belang van elke relatie voor de onder
neming aangegeven, onderbouwd met redenen. De gewenste nabijheid van activi
teiten kan bijvoorbeeld op een vijfpuntenschaal worden aangegeven: absoluut nood
zakelijk, extra belangrijk, invloedrijk, ongeveer normaal, urgentieloos en verboden
{A,E,I,O,U,X). De redenen hiervoor zouden kunnen zijn: volgorde van be~erkin
gen, gemeenschappelijk gebruik van apparatuur, hinderlijke zaken zoals stof, lawaai,
damp, vuil, gevaar en dergelijke, kans op verstoringen, enzovoort. In feite volgt het
belang direct uit de bijdrage aan het concurrentievermogen van de onderneming.
Voor een nieuwe lay-out moet men specifiek vaststellen wat de invloed zal zijn op de
geconstateerde kwaliteitsfouten, verliestijden en overbodige kosten zoals in het on
derzoek van de bestaande lay-out is gevonden. Ook kan men vaststellen welke in
vloed de nieuwe lay-out zal hebben op het voorkomen van belemmeringen die nu
optreden door het nuttiger gebruik maken van capaciteit, materiaal, energie of mi
lieu, met het effect op de vermindering van de offers voor het bedrijf.
Naast het belang van de materiaalstroom moet zeker ook het belang van de com
municatie voor de nabijheid van werkplekken worden meegenomen, zeker in een
tijd waar een goede communicatie een groot effect kan hebben op de produktiviteit
van het bedrijf. Denk bijvoorbeeld aan het snel verhelpen van storingen, het snel
kunnen omstellen of het snel terugkoppelen over kwaliteit van produkt en proces
sen.
Nu het belang van de relaties tussen activiteiten is bepaald kan een activiteitensche
ma worden getekend waarin de zwaarte van de lijnen tussen de activiteiten als maat
wordt genomen voor het gewicht van de relaties.
Ruimtebepaling Voor het vaststellen van de benodigde ruimte noemt Muther vijf manieren die naar
eigen inzicht kunnen worden toegepast: door berekening, door conversie van huidig
naar toekomstig, het gebruik van ruimtenormen, het simuleren of ruw ontwerpen
van een lay-out {een soort simulatie in miniatuur of maquette), en een trendbereke
ning met projectie van verhoudingsgetallen. Voor alle noodzakelijke activiteiten
wordt vastgesteld hoeveel werkplekken en welke produktiemiddelen benodigd zijn.
Dit moet kunnen worden bepaald op basis van alle reeds verzamelde gegevens en de
verwachtingen voor de toekomst. Tevens worden alle additionele ruimtes bepaald
voor opslag van gereedschappen, aan- en afvoer, etc. Er moet nu getoetst worden aan
de totaal beschikbare ruimte, en beslissingen moeten genomen worden om de tota
le benodigde en beschikbare ruimte op elkaar aan te passen.
3.2.5-16 Management voor lnpieurs, afl. 11 (1994)

Dit blok geeft relatie
I Naafdraaiplaats (A)
2 Vormplaats I (B)
3 Kogelzetter (C) Redenen in code
4 Stampplaats I (D)
5 Samenstelplaats (E)
6 Stampplaats 11 (F)
7 Vormplaats 11 0)
8 MV-Vormen LB (K)
9 Vormplaats 111 (L)
I 0 Vormplaats IV (M)
I I Kernmakerij (0)
12 Tappenmakerij (P)
13 Vormplaats V (Q)
14 Afvormplaats (R)
Figuur 4. Voorbeeld van een klein deel van een relatiediagram
Ruimtelijke relaties Een eerste ruimterelatie diagram kan nu worden getekend, waarbij rekening wordt
gehouden met de eisen ten aanzien van de nabijheid van activiteiten en de benodigde ruimte voor die activiteiten.
Beperkingen Op dit punt wordt bekeken welke modificerende of beperkende overwegingen eerst beschouwd moeten worden. Dit kan betrekking hebben op het transponsysteem en
de middelen voor laden en lossen of voor opslag, beperkingen aan het terrein, de gebouwen of de lokatie, de wensen ten aanzien van voorzieningen voor het personeel, bouwkundige zaken (pilaren die in de weg kunnen staan), en andere.
Alternatieven Binnen de totale beschikbare gebouwen wordt nu een aantal alternatieven uitgewerkt door het ruimterelatiediagram anders te vormen om het ruimte-technisch in te passen. Met alle geformuleerde eisen wordt rekening gehouden. Op dit moment in de studie is het noodzakelijk weer een (ander) team te vormen in de organisatie, waarvan de leden gezamenlijk de door een expert uitgewerkte voorstellen beoordelen en het eens worden. Het belang van de lay-out voor de verhoging van de produktiviteit van de onderneming moet steeds voorop staan, de argumenten moeten
dus daaraan worden getoetst.
Management voor Ingenieurs, afl. 11 (1994) 3.2.5- 17

Keuze en omwikkeling van produktieprocessen
N u kunnen de alternatieven verder worden uitgewerkt en kan worden vastgesteld
hoe zij bijdragen aan kwaliteitsverbetering, verkorten van doorlooptijden en verho
gen van de leveringsbetrouwbaarheid, en verlaging van de kosten van de onderne
ming, waarbij ook simulatiemodellen gebruikt kunnen worden. De moderne CAD
systemen hebben mogelijkheden om te modelleren in twee-plus dimensionale ruim
tes en kunnen handig worden ingezet om nieuwe uitgewerkte voorstellen te visuali
seren.
Vervolgens is de uitwerking aan de orde van de noodzakelijke investeringen; dus aile
activiteiten om tot die nieuwe lay-our te komen moeten in beeld zijn gebracht. Ook
de eventuele belemmering van lopende activiteiten, bijvoorbeeld verlies van verko
pen door produktiestilstand, moeten worden ingeschat.
lnvoeringsplan en tijdschema Na de beslissing over welk alternatief de beste bijdrage zal gaan leveren aan de on
dernemingsactiviteiten, kan gestart worden met her uitwerken van de lay-outs van
de deelgebieden. Vervolgens kan ook het invoeringsplan en her tijdschema voor de
ombouwactiviteiten worden vastgesteld. De nieuwe lay-our kan nu gerealiseerd wor
den. De uitkomst van deze aanpak zal zijn: her ontstaan van een nieuwe situatie binnen
een infrastrucruur waarin de medewerkers veilig, geconcentreerd, prettig en goed ge
richt bezig kunnen zijn, met zo weinig mogelijk irritaties over steeds terugkerende
onnodige en srorende gebeurtenissen ten gevolge van een minder goede lay-our.
6. Conclusies
De eisen te stellen aan de lay-our volgen direct uit de strategische keuzes van her be
drijf mer betrekking rot het te voeren produktassortiment en de wijze van produce
ren. Een lay-outstudie vraagt een grondige analyse van her huidige produktiesysteem
en een goede voorspelling van de trends in de toekomst. Op dar moment heeft men
alle informatie ter beschikking om op strategisch niveau beslissingen te nemen ten
aanzien van rationalisatie, of her doorvoeren van bijvoorbeeld een organisatievorm
op basis van groepentechnologie, waarbij de planningsinspanning aanzienlijk wordt
teruggedrongen door verkorting van de communicatielijnen. Ook her doorvoeren
van parallellisatie voor groorserie-produkten die in steeds grotere diversireit moeten
worden gemaakr, is een strategische beslissing die bijvoorbeeld tot doorlooptijdver
korting leidr. Her aanpassen van plannings- en andere informatiesystemen zal vol
gen uit de lay-out studie, omgekeerd zullen zulke sysremen een invloed hebben op
de keuze van de nieuwe lay-out. In een tijd dat, naast goede kwaliteit doorlooptijdverkoning en leveringsberrouw
baarheid belangrijke facroren zijn voor de klantenbinding, is her verstandig om in de lay-outsrudie vboral de mogelijkheden om de omsteltijden drastisch te verminderen
3.2.5- 18 Management voor Ingenieurs, a fl. 11 ( 1994)

l..ay-out
[Shingo J, een belangrijke plaats te geven. De communicatie en lokatie van de hulp
afdelingen die daarin, en ook in het terugdringen van de storingstijden, een belang
rijke rol spelen, maar ook de opslag van gereedschappen en de transportfaciliteiten
behoeven daarvoor speciale aandacht. De organisatie moet gericht zijn op het snel omstellen van de capaciteiten, dus mensen en middelen, en snel oplossen van problemen.
Literatuur
Ark, R.C.A. van, H.H. van Mal en J.C.M. van den Molengraaf, 'Codenummergebonden logistieke kos
ten als leidraad voor ontwerper', in: Bedrijftkundig Vakblad B&id, 1993.
Assen, A. van, J .F. den Hertog en P. Koopman, Organiserm met em menselijke maat, Samsom Uitgeverij, Alphen ald Rijn, 1980.
Bemand, J.W.M., J.C.Wortmannen J. Wijngaard, Produktiebeheersing en Material Management, Sten
fen Kroese, 1990.
Burbidge, J.L., The introduetion ofgrouptechnology, Heinemann Press, London, 1975.
Chase, R.B. en N.J. Aquilano, Production and Operations Managemmt, A Lifecycle Approach, Hst 8, lrwin,
Boston Mass., 1989.
Francis, R.C. en J.A. White, Facility lay-out and location, Prentice Hall International Series in lndustrial
and Systems Engineering, Prentice Hall, lnc., Englewood Cliffs, New Jersey, 1975.
Hyer, N.L. en U. Wemmerrlöv, 'Procedures for the Part family/machine group identification problem in
cellular manufacturing', in: joumal ofOperations Management, 1986/2, pp. 125-147.
Mal, H.H. van, 'Fasen in het produktieproces', in: Handboek CAD/CAM, Samsom Uitgeverij, Alphen ald Rijn, 1988.
Mal, H.H. van, Organisatiroorm op basis van Groepentechnologie, Eindhoven Universiry ofTechf!olosr
Report nr. 60, ISBN 90-386-0381-9, ISSN 0929-8479, Eindhoven, 1993.
Muther, R. Systematic Lay-out Planning, lndustrial Education lnstitute, Boston, Mass., 1961.
Muther, R. Practical Plant Lay-out, McGraw-Hill Book Company, New York, 1955. Schonberger, R.J., World Class Manufocturing: The Lessons ofSimplicity Applied, Free Press, New York,
1986.
Shingo, S., A rroolution in manufocturing: The SMED (Single-Minute Exchange of Die) system, Producti
viry Press, Stanford, 1985.
Vliegen, H.J.W., J. Wijnia en H.H. van Mal, 'Automatisering van de werkvoorbereiding: van eiland
automatisering tot integratie', in: MB-Produktietechniek, 1988/8, pp. 315-320.
Management voor Ingenieurs, afl. 11 (I 994) 3.2.5- 19