Embed Size (px)
Citation preview

Laser surface engineering of steel for hard refractory ceramiccomposite coating
Arvind Agarwal *, Narendra B. Dahotre
Department of Materials Science and Engineering, Center for Laser Applications, University of Tennessee Space Institute, Tullahoma,
TN 37388-9700, USA
Received 3 August 1998; accepted 3 November 1998
Abstract
Laser surface modi®cation technique is applied to deposit ultrahard ceramic (TiB2) coating on 1010 steel. A uniform, continuous
and crack free coating with a metallurgically sound interface is obtained. Coating is ``composite'' in nature comprising TiB2 particles
and Fe in the laser melt zone. Polygonal and needle shaped boride particles are uniformly distributed in the laser melted zone. The
interfacial microstructure consists of cellular dendrites and ®ne equiaxed dendrites. Metastable phase(s) such as FexBy and TimBn are
also observed which is a characteristic feature of non-equilibrium synthesis by laser energy. Laser melt zone has a high hardness.
However, hardness is not uniform in the layer. Ó 1999 Elsevier Science Ltd. All rights reserved.
Keywords: Laser surface engineering; Steel; Ceramic composite coating
1. Introduction
Most of the engineering failures occur at surface dueto processes such as corrosion, wear, erosion and fric-tion. Surface coating is an unique way to modify thesurface properties of a component according to the re-quirements, without making any signi®cant change tobulk characteristics of the structure. Lasers have beenexplored in recent years to modify the surface propertiesof a bulk material [1±4]. One of the laser surface mod-i®cation processes (LSM) is a process where preplacedpowder precursor or simultaneously injected powder ismelted along with a thin layer of the substrate to pro-duce a laser melt zone of desired composition.
Laser surface modi®cation o�ers several advantagesover other surface modi®cation techniques. The mostimportant advantage stems from the fact that lasersurface modi®cation is a non-equilibrium synthesis.Laser surface modi®cation involves high cooling rates(103±108 K/s) which produces metastable phases by ex-ceeding the solid solubility limit beyond equilibriumphase diagram [5]. This leads to development of widevariety of microstructures with novel properties which
cannot be produced by any conventional processingtechnique. Moreover, these coatings are metallurgicallybonded providing a sound and adherent interface be-tween the coating and substrate. The surface structurecan be tailored to the surface requirement of the appli-cation by varying process variables such as laser traversespeed, power, beam size and type and precursor com-position [5,6].
The overall composition and microstructure in themelt layer depends upon these processing variables asthey decide the degree of mixing due to convection andcooling rates during liquid±solid and solid±solid statetransformations. Moreover, laser beam has an excellentspatial resolution which makes it ideal for depositingcoating on miniature size components such as electronicsensors for high temperature applications. Another ad-vantage of laser surface modi®cation comes from thefact that laser beam can be transported to any remotecorner through ®ber optics. This allows deposition ofcoatings on components or parts which are remotelylocated. Lasers have been found useful to deposit ce-ramic on metallic substrate to produce coatings whichpossess high hardness and excellent wear and erosionresistance [7,8].
In the present study, hard TiB2 ceramic has beendeposited over AISI 1010 steel substrate using a con-tinuous wave Nd : YAG laser to produce a hard and
International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293
* Corresponding author. Tel.: +1 931 393 7255; fax: +1 931 454 2271;
e-mail: [email protected]
0263-4368/99/$ ± see front matter Ó 1999 Elsevier Science Ltd. All rights reserved.
PII: S 0 2 6 3 - 4 3 6 8 ( 9 8 ) 0 0 0 6 3 - 8

wear resistant coating. The processing parameters viz.laser power and speed have been chosen based on theearlier experience of other researchers [6,7]. The varia-tion in the process parameters leads to changes in themicrostructure of the laser melt zone. An investigationhas been made to understand the evolution of micro-structure in such material system processed using laser.Quantitative characterization of the evolved micro-structure has also been performed in the present study.An attempt has been made to establish qualitative re-lation between the processing conditions and theevolved microstructure.
2. Experimental details
2.1. Materials
In the present study, TiB2 has been deposited on AISI1010 steel substrate using laser. TiB2 is a low density,hard refractory material with excellent oxidation resis-tance properties upto 1673 K [9]. Moreover, it ischemically inert in corrosive environments. Wear andabrasion resistance of TiB2 is very high which makes itexcellent coating material for such applications. Thesalient physical properties of TiB2 and AISI 1010 steelare listed in Table 1 [10].
2.2. Coating process
Commercially available TiB2 and Ti powders wereused for this study. These powders were supplied byCERAC, Milwaukee, WI. Both powders had a purity of99.5%. The average particle size range was 5.5 lm �1 lm.Two powder precursors were prepared with composi-tions listed in Table 2. The addition of 2 wt% Ti to TiB2
was made on the assumption that Ti increases the wet-tability in the melt zone [11]. Moreover, it was envisagedthat additional Ti will recombine with any boron whichmay disassociate during laser processing. Thin plates of1010 steel of size 7.5 cm ´ 15 cm were cleaned usingsand blasting. The powder precursor of two di�erentcompositions were sprayed on two AISI 1010 steelcoupons, respectively. The average precursor coating
thickness was 150 � 15 lm. Sprayed coupons were driedat 70°C for 1 h prior to laser processing.
A 2.5 kW Hobart HLP 3000 continuous waveNd : YAG laser (1.06 lm wavelength) equipped with a®ber optic beam delivery system was employed forsynthesis of laser assisted TiB2 coatings. The ®ber opticbeam delivery system consisted of the input couplingmodule, the ®ber optic and the output coupling module.The input coupling module focuses the laser output ontothe end of the ®ber. The optical ®ber in the presentsystem is 17 m long and about 600 lm in diameter. Theoutput coupling module is a telescopic tube (6.35 cmdiameter) that can be housed with various con®gura-tions of cylindrical and concave lenses ®rstly to colli-mate and then either to focus or defocus into variousshapes of the beam onto the work-piece. In the presentstudy, in order to provide a large sweeping coverage (i.e.rapid processing speed) and to reduce and/or to elimi-nate overlap between the successive laser passes, lenseswithin the output coupling module were con®gured toprovide a beam of 3.5 mm wide line in spatial distri-bution onto the sample surface. Such compact andrugged design of the output-coupling module on theoptical ®ber provided a higher degree of ¯exibility andaccess during laser surface processing. The processingparameters were chosen in accordance with earlier re-ported literature [6,7]. It has been found that for e�ec-tive laser surface cladding/alloying/in®ltration, beampower should be greater than 1 kW [12]. In the presentstudy, laser beam power was kept constant at 1.5 kWbut laser traverse speed was varied. Table 2 lists all theprocessing parameters, precursor compositions and thenomenclature designated to resultant samples.
2.3. Characterization
Coating and interface characterization of the lasermodi®ed surface was accomplished using scanningelectron microscope (SEM), X-ray di�ractometer(XRD) and microhardness tester. Samples for metallo-graphy were prepared by polishing on Buehler TEX-MET 2000 cloth. This minimized the damage todissimilar interface (ceramic/metal) during polishing.Nital was used as etchant for TiB2 coated steel samples.Metallographic specimens were heavily etched in orderto reveal the ®ne microstructure obtained during laserprocessing. Moreover, heavy etching was required todi�erentiate between TiB2 particles and Fe matrix.Microstructural investigations within the laser melt zoneand interface was conducted using ISI Super III-Ascanning electron microscope along with EDS and X-ray mapping to characterize the elemental distributionin a semi-quantitative manner. Quantitative microscopywas performed using Iridium software from IXRFSystem attached to the SEM. Structural characterization
Table 1
Physical properties of AISI 1010 steel and TiB2
Properties AISI 1010 Steel TiB2
Crystal structure BCC HCP
Melting point (°C) 1538 3225
Density (g/cm3) 7.8 4.5
Hardness (Kg/mm2) 250 3200
Thermal conductivity (Wmÿ1 Kÿ1) 50 65
Coe�. of thermal expansion (10ÿ6 Kÿ1) 12.2 4.6
284 A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293

for phase identi®cation was carried out on a PhilipsNorelco X-ray di�ractometer with CuKa radiation(1.54 �A) operating at 40 kV and 20 mV. Microhardnessmeasurements were performed on a Buehler MicrometII microhardness tester using a Knoop indenter with anormal load of 300 g applied for 15 s.
3. Results and discussion
3.1. Microstructural characterization
Due to a large experimental matrix as shown inTable 2, the detailed discussion will be limited to onlythose conditions wherein an uniform coating with ametallurgically sound interface is obtained. However, adiscussion of representative results for other experi-mental conditions will also be provided. Table 3 pro-vides a comprehensive quantitative analysis of themicrostructural features corresponding to all the pro-cessing conditions listed in Table 2. It can be seen thatsamples B1, B2 and B3 with 2 wt% Ti addition in theprecursor tend to achieve a more uniform distribution ofTiB2 particles in the coating layer. Thus, our discussionwill be primarily focused on the B series samples.However, for the purpose of comparison, results of oneof the A series samples will also be included.
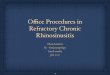
Fig. 1 illustrates a schematic of the typical micro-structure in the cross-section of the sample producedwithin a range of combination of material-process pa-rameters employed in the present investigation. Suchschematic representation is provided for understandingrelative locations of various microstructures with respectto each other during the following discussion. The dis-cussion is often based on high magni®cation views ofthese regions in isolated manner. Fig. 2 (a)±(c) showsthe low magni®cation SEM micrographs of the crosssections of sample B1, B2 and B3 respectively. Thesemicrographs show a continuous, adherent and crack freelaser clad ceramic coating on AISI 1010 steel substrate.The laser melt zone constitutes a mixture of TiB2 ce-ramic particles and Fe. A thin layer of steel substratemelts and mixes with TiB2 due to convection currentswithin the melt zone resulting in a composite coating.The distribution of TiB2 particles in laser melt zone ismore uniform for the samples B2 and B3 which areprocessed at higher speeds (Fig. 2(b) and (c)). A similarbehavior has been reported elsewhere about laser as-sisted coatings on steel [6]. Table 3 suggests a decrease inthe coating thickness with an increase in processingspeed. This is attributed to the reduced interaction timeat high processing speeds. At higher speed, there is lessertime for the sweeping laser beam to interact with thesubstrate and precursor. This results in a melt pool of
Table 3
Microstructural features a of laser assisted deposition of TiB2 on AISI 1010 steel
Sample Coating
thickness
(lm)
Dendrite
zone size
(lm)
Primary dendrite/
cell spacing dp
(lm)
Secondary dendrite
spacing ds (lm)
TiB2 particle
distribution
TiB2 particle
morphology
TiB2 particle size b
(lm)
Volume
fraction of
TiB2 in
coating
A1 235 20 3.5 � 0.2 1.2 � 0.2 Non uniform Polygon 5±8 ±
A2 210 15 3.0 � 0.3 0.9 � 0.2 Non uniform Polygon 5±8 ±
A3 210 10±15 3 � 0.2 0.9 � 0.2 Non uniform Polygon + Few
acicular
5±8 for polygon,
aspect ratio 2.5
for acicular
±
B1 215 25±30 3.5 � 0.3 1.1 � 0.1 Slightly uniform Polygon + acicular 5±8 for polygon,
aspect ratio 6.0
for acicular
0.52
B2 210 10±15 3.0 � 0.2 1.0 � 0.1 Uniform Highly acicular Aspect ratio 8±12 0.72
B3 180 10±15 3.0 � 0.1 0.9 � 0.2 Uniform Highly acicular Aspect ratio 8±12 0.67
a Observations and measurements based on SEM analysis. Measurements were recorded as an average of four readings.b Based on the diameter for a polygon shaped particle whereas the ratio of longer to shorter dimension for acicular particle.
Table 2
Processing parameters and precursor composition
Sample designation Laser power (kW) Laser traverse speed (cm/min) Powder precursor composition (wt%)
A1 1.5 150 100 TiB2
A2 1.5 175 100 TiB2
A3 1.5 200 100 TiB2
B1 1.5 150 2 Ti + 98 TiB2
B2 1.5 175 2 Ti + 98 TiB2
B3 1.5 200 2 Ti + 98 TiB2
A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293 285

low depth but with a higher concentration of TiB2
particles.Fig. 3 reveals a continuous, adherent and metallur-
gically sound interface in samples B1, B2 and B3. Thereis no crack initiation or delamination at the interfaceand a dendritic/cellular interface is produced in eachcase. Also, the lath shaped martensite is seen in theinterfacial region of the heat a�ected zone within thesubstrate. This can be explained on the basis of rapidheating and cooling rates attained during laser surfacetreatment. The temperature at the interfacial region ofthe AISI 1010 steel substrate reaches high enough tocause complete austenitization which further trans-forms to martensite due to high quenching rates. Asimilar behavior is observed for sample A2 which doesnot have any Ti in the precursor. Fig. 4(a) shows thecross-section of sample A2. The distribution of TiB2 inthe melt zone is non-uniform. However, an adherentand metallurgically sound interface similar to B seriessamples, is observed. (Fig. 4(b)). The interfacial regionin Fig. 4(c) shows dendritic/cellular growth into thecoating and martensitic structure in the substrate. Thisis in accordance with the heating and cooling ratesattained in the process, as discussed earlier for the Bseries samples.
The high magni®cation micrographs of the dendritic/cellular interface in B series samples are shown in Fig. 3.The solidi®cation structure of the melt zone dependsupon the degree of constitutional supercooling. Therapid kinetics within the laser melt zone leads to varia-tion in the temperature at various locations due to ex-istence of di�erent phases such as TiB2, Fe and othermetastable phases. Consequently, such variations intemperature results in variation in degree of constitu-tional supercooling leading to a complex solidi®cationstructure in both the interfacial region and laser melted
zone. This phenomenon is evident from Fig. 3 with thepresence of the di�erent size and morphology of den-dritic/cellular zone at the interface. Fig. 3(a) shows largecellular/dendritic zone at the interface whereas a ®nerand dislocated zone of dendrites is seen in Fig. 3(c).Fig. 3(a) shows the micrograph of the sample which wasprocessed at the lowest processing speed of 150 cm/min.Thus, there was a larger interaction time for the meltzone which implies lower cooling rates as compared tothe B3 sample which was processed at highest speed of200 cm/min. A higher degree of cooling rate is achievedfor B3 sample resulting in the ®ner dendrites as shown inFig. 3(c) and Table 3.
It should also be observed that in all cases, the initialgrowth at the interface is towards the coating with acoarse cellular morphology. These coarse cellular den-drites transform into ®ner dendrites on going furtherinto the melt zone. This feature is prominent inFig. 3(c). This could again be attributed to the in-creasing cooling rates on going away from the interfaceinto the melt zone. A higher cooling rate suggests re-®nement of microstructure such as cellular to coarsedendrites which could be further re®ned into equiaxeddendrites [6,13]. Table 3 lists the secondary dendritearm spacing in the range of 0.8±1.3 lm. Such ®ne armspacing suggests a very high cooling rate estimated inthe range 103±106 K/s [14]. Similar cellular dendriteswere observed at the interface for sample A2 as shownearlier in Fig. 4(c).
The high magni®cation micrographs of the structurewithin the laser melted zone of B series samples arepresented in Figs. 5 and 6(a). The laser melt zone sug-gests a composite structure of TiB2 particles within ®neequiaxed dendritic matrix of Fe. These ®ne equiaxeddendrites within the melt zone are revealed after heavyetching of the samples. This has been more clearly
Fig. 1. A schematic drawing illustrating the microstructural evolution in the cross-section of laser modi®ed surface of AISI 1010 steel.
286 A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293

illustrated in Figs. 5(c) and 6(a) which shows ®ne den-drites whereas Fig. 5(a) does not show the equiaxeddendrites as it was not heavily etched. Such ®ne micro-structure of equiaxed dendrites in the melt zone is cor-roborative of very high cooling rates involved in laser
surface modi®cation. It is essential that melt must beundercooled in order to establish the necessary tem-perature gradient for equiaxed dendrite formation [13].In the laser melt zone, TiB2 particles are surrounded by
Fig. 3. High magni®cation SEM micrographs showing cellular den-
dritic interface in samples. (a) B1, (b) B2 and (c) B3.
Fig. 2. SEM micrographs of the cross-section of laser processed sam-
ples. (a) B1, (b) B2 and (c) B3.
A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293 287

liquid melt which has to be undercooled to form equi-axed dendrites. TiB2 particles have a higher thermalconductivity (65 Wmÿ1 Kÿ1) than melt which is essen-tially liquid Fe having thermal conductivity of
50 Wmÿ1 Kÿ1 (Table 2). Thus, TiB2 particles extractmore heat from the liquid melt, further assisting information of ®ne and equiaxed dendrites.
Fig. 5. SEM micrographs of the laser melted zone illustrating boride
particles distribution in samples. (a) B1, (b) B1 and (c) B2.
Fig. 4. SEM micrographs of sample A2. (a) low magni®cation view of
the cross-section, (b) low magni®cation view of the interface, and (c)
high magni®cation view showing cellular dendritic interface.
288 A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293

It has been mentioned earlier that samples B2 and B3result in uniform distribution of TiB2 particles in themelt zone whereas sample B1 has non-uniform distri-bution (Fig. 2). Fig. 5(a) shows the melt zone in B1sample which was processed at a speed of 150 cm/min. Itconsists of a mixture of polygon shaped and few aci-cular/needle shaped TiB2 particles. Fig. 5(c) and 6(a) arethe microstructure of the laser melt zone in B2 and B3samples which were processed at higher speeds of175 cm/min and 200 cm/min, respectively. TiB2 particlesare uniformly distributed in the melt zone and the shapeof particles is highly acicular in these samples with anaspect ratio between 8 and 12. The volume fraction ofTiB2 particles is highest for the B2 sample (Table 3).
It is important to note at this juncture that A1 and A2samples are entirely absent in acicular TiB2 particleswhereas A3 sample possesses a negligible amount ofsuch particles. This suggests that laser processing speeddoes not play a signi®cant role in the transformation ofpolygon shaped TiB2 particles into acicular/needleshaped particles. On the contrary, all B series samplespossessed needle shaped TiB2 particles indicating that 2wt% Ti addition to the precursor composition bringsabout this transformation. However, the beginning ofthe change in morphology is clearly indicated inFig. 5(b). It shows existence of needle shaped particleswithin a cluster of polygon shaped particles (shown byarrow). This indicates that some of the polygon shapedTiB2 particles break down into needle shaped particles.The transformation into needle shape is pronouncedwith an increasing laser speed for B2 and B3 sample.This insinuates that laser speed, in combination with 2wt% Ti addition in the precursor are responsible forformation of needle shaped particles. However, Ti ap-pears to play a major role in this transformation.
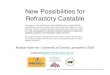
Table 4 along with Fig. 6(b) suggests that althoughneedle shaped boride particles are rich in Ti, there issome additional Fe which has reacted to form some newphase. It can be observed that equiaxed dendrites in meltzone have 9% to 15% Ti. Such high content of Ti in thematrix could possibly be attributed to fragmentation ofsome of the TiB2 particles into very ®ne particles whichhave mixed with liquid Fe. Some of these fragmentedTiB2 particles are observed in the region just above theinterfacial cellular dendrites in Fig. 3. This produces azone of mixture of Fe and TiB2 which has 35% to 45%Fe content. It is, therefore, essential to understand thechemical reactions, if any, occurring in the melt zone. Inan earlier study based on pulsed electrode surfacing(PES) of similar material system, it was observed thatthermodynamically TiB2 is the most stable phase in Fe±Ti±B system [9]. Moreover, it was also concluded thatFe does not react chemically with TiB2 but acts as abinder for TiB2 ceramic producing a tough coating [9].However, it is possible that laser surface alloying which
Fig. 6. Laser melted zone for the sample B3. (a) SEM micrograph
showing acicular boride particles, (b) corresponding X-ray elemental
map for Ti and (c) X-ray elemental map for Fe.
A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293 289

is a high energy density and non-equilibrium synthesisprocess may cause some chemical reaction between Feand TiB2 leading to formation of novel and metastablephase(s). These metastable phase(s) may be of variousstoichiometry and composition such as FexBy, TimBn or(Fe,Ti)aBb as observed in the following analysis.
3.2. Structural characterization
X-ray di�raction spectrum of the coated surface forA2 and B2 samples are shown in Figs. 7 and 8, respec-tively. It is observed that TiB2 is the most prominentphase in both coatings. However, there are several otherpeaks which con®rm formation of metastable phasesduring laser processing. Such peaks were not observed
for TiB2 deposited on steel using PES method [9].Hence, it supports the hypothesis that some Fe haschemically reacted with TiB2 due to high incident energyinput by laser. These various metastable phases andtheir crystal structures detected by X-ray di�raction arelisted in Table 5.
The formation of TiB has been reported elsewhere, asin the following equation [15,16].
TiB2 � Ti � 2TiB: �1�TiB peaks are seen in both the samples A2 and B2.Essentially, it is noteworthy that even though A2 sampledid not have any Ti in precursor still TiB peaks wereobserved (Fig. 7). This indicates, in some instances, TiB2
has dissociated and then recombined to form TiB. Ex-
Fig. 7. X-ray di�raction spectrum of sample A2.
Table 4
Elemental composition in various microstructural zones
Location Wt% Ti Wt% Fe
Polygon shaped TiB2 particles 94.0±96.0 4.0±6.0
Needle/acicular shaped boride particles 82.5±92.2 7.8±17.5
Equiaxed dendrites in melt zone 9.0±15.0 85.0±91.0
Mixture of TiB2 and Fe just above the interfacial cellular dendrites 55.0±65.0 35.0±45.0
Cellular dendrites at the interface 2.2±5.5 94.5±97.8
Martensitic zone in the substrate 1.0±1.5 98.5±99.0
290 A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293

cess boron could combine with Fe to form metastablephase(s) such as FexBy as shown in Figs. 7 and 8 andTable 5. Some peaks were unidenti®ed with the existingpowder di�raction data ®les. It is also possible that someof the Ti atoms may substitute with Fe atoms to formcompounds of type as (Fe,Ti)mBn. Such possibility stemsfrom the fact that very small di�erence between atomicradii of Ti and Fe can form a substitutional compoundwith TiB2 [17]. Ti has atomic radius of 1.45 �A whereas
Fe has a radius of 1.24 �A. Furthermore, EDS analysispresented earlier in Table 4 shows additional Fe in theneedle shaped boride particles. However, reactions oc-curring due to addition of Ti within the laser melt zoneare still not clearly understood. TEM work is underwayto precisely understand the reactions occurring in thelaser melt zone. It is envisaged that TEM image of themelt zone, selected area di�raction pattern and micro-analysis will give a better understanding of the novel
Fig. 8. X-ray di�raction spectrum of sample B2.
Table 5
Crystal structures of the relevant phase(s)
Phase Crystal structure Space group Lattice parameter (�A) Sample(s) in which
phase was observed
TiB2 Hexagonal P6/mmm a� 3.03 A2, B2
c� 3.23
TiB Orthorhombic Pnma a� 6.12 A2, B2
b� 3.06
c� 4.56
Fe3B Tetragonal P42/n a� 8.69 A2, B2
c� 4.31
FeB49 Rhombohedral R-3m a� 10.95 B2
c� 23.860
Fe2:12B103:36 Rhombohedral R-3m a� 10.95 A2, B2
c� 23.861
A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293 291

phase(s) formed, as a consequence of non-equilibriumsynthesis.
3.3. Mechanical characterization
Mechanical characterization of coating has been doneusing a microhardness tester. Table 6 lists the micro-hardness values (Knoop hardness) at di�erent locationsin the coating and substrate. Fig. 9 includes the SEMmicrographs of the cross-section of the laser melt zone,
interface and the substrate for B1 sample. The smallestindentation (spot A) in Fig. 9(a) suggests of extremelyhigh hardness values within the clustered zone of TiB2
particles. This is evident from the fact that most of theindentation marks lie on TiB2 particles which have avery high hardness (Table 1). In comparison, spot D inFig. 9(b) shows a lower hardness value (622 Knoop) asindentation is placed on a mixture of Fe and TiB2. Thisfurther, insinuates that some other phase(s) have formedthat have hardness properties intermediate to that ofpure TiB2 and 1010 steel. It has been reported that Fe2B,FeB and TiB have hardness values lower than TiB2 buthigher than 1010 steel [18]. Thus, it is a reasonable as-sumption that phases like FexBy, TimBn or (Fe,Ti)aBb
may have hardness higher than steel but lower thanTiB2. Hence, an indentation mark of such a large sizeprovides a combined average hardness value of themixture of these phase(s). Nanoindentation studies areproposed to determine the precise hardness value ofvarious microstructural features and phase(s).
Spot C illustrates the indentation on the AISI 1010steel substrate away from the heat a�ected zone. Therelative di�erence in the size of indentation provides anidea about the ``soft'' nature of AISI 1010 steel sub-strate. Spot B in Fig. 9(a) shows the indentation at theinterface. There is no delamination at the interface.Microhardness value at the laser melt zone/steel sub-strate interface provides a three-fold higher hardness ascompared to substrate. This is attributed to the lathshaped martensite at the interface.
4. Conclusions
1. TiB2 has been deposited on 1010 steel using laser sur-face processing.
2. A uniform, continuous and crack free coating is ob-tained. Coating is ``composite'' in nature comprisingTiB2 particles and Fe from steel trapped in laser meltzone. Needle/acicular shaped boride particles are uni-formly distributed in the melt zone. An adherent andmetallurgically sound interface is obtained.
3. Microstructure consists of various cellular dendritesand ®ne equiaxed dendrites indicative of complex so-lidi®cation process and very high cooling rates withinthe melt zone.
Table 6
Microhardness values at various locations in coating and substrate for B1 sample
Location of microhardness indentation Microhardness value (Knoop) at 300 g
normal load and 15 s loading time
Cluster of TiB2 particles (Spot A in Fig. 9(a)) 1742 � 306
Mixture of (Fe + TiB2) and TiB2 particles (Spot B in Fig. 9(a)) 622 � 37
Interface of laser melt zone and steel substrate (Spot C in Fig. 9(b)) 407 � 21
Steel substrate (Spot D in Fig. 9(c)) 140 � 25
Fig. 9. SEM micrographs of the cross-section showing microhardness
indentations on: (a) cluster of TiB2 particles, melt zone/substrate in-
terface and heat a�ected zone in substrate and (b) mixture of Fe and
TiB2.
292 A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293

4. Existence of metastable phase(s) such as FexBy andTimBn is observed which is characteristic feature ofnon-equilibrium synthesis by laser energy.
5. A coating with a high hardness value is obtained.However, hardness is not uniform in the layer.
6. TEM studies coupled with nanoindentation analysiswould give a precise correlation between the forma-tion of novel metastable phase(s) and hardness values.
Acknowledgements
The authors would like to express their sincere thanksto Mr. Fred Schwartz and Mr. Jacob Cashion for theirhelp and assistance with the experimental work. Theauthors also acknowledge partial ®nancial support fromthe US Air Force (Contract No. F 40600-96-C-0004).
References
[1] Molian PA. Principles and applications of lasers for wear
resistant coatings. In: Sudarshan TS, Bhat DG, editors. Surface
Modi®cation Technologies I. The Metallurgical Society, Warren-
dale, PA, 1988:238±65.
[2] Draper CW, Poate JM. Laser surface alloying. International
Metal Reviews 1985;30(2):85±106.
[3] Steen WM. Surface engineering with a laser. Metals and
Materials 1985;1:730±41.
[4] Draper CW. Lasers in Metallurgy. In: Mukherjee K, Mazumder
J, editors. The Metallurgical Society of AIME, Warrendale, PA,
1981:67±92.
[5] Mazumder J. Laser assisted surface coatings. In: Stern KH,
editor. Metallurgical and Ceramic Protective Coatings. Chapman
& Hall, London, 1996:74±111.
[6] Komvopoulos K. E�ects of process parameters on the
microstructure, geometry and microhardness of laser-clad
coating materials. Materials Science Forum 1994;163±
165:417±22.
[7] DeHosson JThMDe, Van Den Burg M. Metal-ceramic interfaces
produced by laser melt injection processing. Materials and
Manufacturing Processes 1995;10(6):1285±94.
[8] Ramous E, Giordano L, Tiziani A, Badan B, Cantello M. Laser
cladding of ceramic and metallic coatings on steel. In: Loureiro
AP, Conde O, Guerra-Rosa L, Vilar R., editors. Surface
Engineering with High Energy Beams. Switzerland, Trans Tech
Publications, 1990:425±34.
[9] Dahotre NB, McCay MH, McCay TD. Diamond materials for
electromagnetic rail guns. Materials and Manufacturing Processes
1994;9(1):1±36.
[10] Agarwal A, Dahotre NB. Pulse electrode deposition of superhard
boride coatings on ferrous alloy. Surface Coatings and Technol-
ogy 1998;106(2/3):242±50.
[11] Akselsen OM. Advances in brazing of ceramics. J Mater Sci
1992;27:1989±2000.
[12] Komvopoulos K. Nagarathnam K. Processing and characteriza-
tion of laser-cladded coating materials. J Eng Mater and Technol
1990;112:131±43.
[13] Kurz W, Fisher DJ. Fundamentals of solidi®cation. Switzerland:
Trans Tech Publications, 1989:63±92.
[14] Flinn JE. Rapid solidi®cation technology for reduced consump-
tion of strategic materials. Park Ridge, NJ: Noyes Publications,
1985:42±64.
[15] Guo ZX, Derby B. Chemistry e�ects on interface microstructure
and reactions in titanium-based composites. Composites
1994;25(7):630±36.
[16] Guo ZX, Derby B. Stabilization of TiBx-coated SiC ®bers by
nitridation. Scripta Materialia 1998;38(11):1629±34.
[17] Avner SH. Introduction to Physical Metallurgy. Singapore:
McGraw-Hill, 1974:65±106.
[18] Cutler RA. Engineering properties of borides. In: Engineering
Materials Handbook: Ceramic and Glasses. ASM International,
1991;4:787±803.
A. Agarwal, N.B. Dahotre / International Journal of Refractory Metals & Hard Materials 17 (1999) 283±293 293