Embed Size (px)
Citation preview


Workshop Nasional
Laporan Teknis No. 9 Technical Report No. 9
Peningkatan Efisiensi Pengolahan dan Kualita Produk Kayu
National Workshop on the Improvement of Wood Processing Efficiency and Product Quality
Executed by:
The Indonesian Sawmill and Woodworking Association (ISWA)
in collaboration with The Ministry of Forestry of Indonesia (MOFI)
with the assistance of The International Tropical Timber Organization (ITTO)
Proyek PO 286 I 04 Rev. 1 (I): "Strengthening the Capacity to Promote Efficient Wood Processing Technologies in Indonesia"
Jakarta, Agustus 2009
KATA PENGANTAR
Laporan ini menyajikan ihwal penyelenggaraan Workshop Nasional Kedua tentang "Improvement of Wood Processing Efficiency and Product Quality" pad a tangal 13 Juli di Jakarta. Workshop ini adalah lanjutan dari Workshop Nasional Pertama yang telah diselenggarakan di Surabaya pad a 14 Pebruari 2006. Kedua Workshop dimaksud adalah salah satu kegiatan Proyek ISWA-ITIO PD 286/04 Rev. 1 (I) "Strengthening the Capacity to Promote Efficient Wood Processing Technologies in Indonesia".
Keluaran pokok dari Workshop Kedua adalah Kesimpulan dan Rekomendasi yang dirumuskan berdasarkan: i) pengalaman dari tujuh peserta in-house training menyangkut teknis pengolahan kayu, menajemen pabrik dan manajemen kualita, ii) pengalaman International Expert dalam menyelenggarakan in-house training, dan iii) diskusi yang berkembang selama Workshop.
Sang at diharapkan bahwa keluaran Workshop ini berguna bagi pelaku industri kehutanan nasional dan sebagai bahan pertimbangan bagi Pemerintah dan Negara Donor untuk membuat keputusan menyangkut kelanjutan in-house training serupa di Indonesia mengingat Proyek PD 286/04 Rev. 1 sudah akan berakhir dalam waktu dekat.
Ora. Soewarni Ketua Umum ISWA

DAFTAR ISI
Workshop Nasional Peningkatan Efisiensi Pengolahan dan Kualita Produk Kayu
National Workshop on the Improvement of Wood Processing Efficiency and Product Quality
Kata Pengantar
Daftar Isi
Executive Summary
1. PENDAHULUAN
1.1 Latar belakang informasi
1.2 Workshop Nasional Pertama
2. PENYELENGGARAAN WORKSHOP NASIONAL KEDUA
2.1 Maksud dan tujuan
2.2 Waktu dan tempat
2.3 Pemaparan pen gala man peserta
3. EVALUASI PENYELENGGARAAN IN-HOUSE TRAINING
3.1 Dampak in-house training terhadap kinerja perusahaan
3.2 Kelemahan pelaksanaan in-house training
4. KESIMPULAN DAN SARAN
4.1 Kesimpulan
4.2 Rekomendasi
LAMPIRAN-LAMPIRAN
A. Pidato Pembukaan Dirjen BPK Departemen Kehutanan
B. Sambutan Ketua Umum ISWA
C. Paparan Proyek PO 286/04 Rev.1 (I)
D. Peserta Workshop Nasional Kedua
E. Materi Presentasi oleh Peserta Training
F. Materi Presentasi oleh International Expert
ii
Hi
iv
2
2
2
3
4
5
Technical Report No. 9 iii
1. PENDAHULUAN
1.1 Latar belakang informasi
Salah satu kegiatan Proyek ITTO PD 286/04 Rev. 1 (I) "Strengthening the Capacity to Promote Efficient Wood Processing Technologies in Indonesia" adalah "Organization and implementation 'of two workshops on processing efficiency and quality improvement with participation of 100 participants at the beginning of the project and at the end of the project implementation" (kegiatan No. 3.5).
1.2 Workshop Nasional Pertama
1) Workshop Nasional pertama berjudul "Meningkatkan Kapasitas dengan Menggunakan Teknologi Pengolahan Kayu yang Efisien di Indonesia" telah diselenggarakan pada 14 Pebruari 2006 di Hotel Pacific, Surabaya. Workshop tersebut dihadiri oleh 85 peserta yang terdiri dari perwakilan Departemen Kehutanan, Departemen Perindustrian, Departemen Perdagangan, Pengusaha Kayu, Asosiasi Industri Perkayuan, Universitas, LSM serta beberapa perusahan peserta in-house training.
2) Pembicara dan Makalah yang disampaikan pada Workshop adalah: • Sae Young Kim, International Expert, "Industri Kayu Indonesia" • Heru Jhudiarto. PT. Kutai Timber Indonesia, Probolinggo "Pembangunan Hutan
Tanaman Industri (HTI) dengan Pola Kemitraan"
3) Kesimpulan dan Rekomendasi Workshop dapat disarikan sebagai berikut:
• Masalah utama yang dihadapi industri kayu nasional dewasa ini adalah tiadanya jaminan pasok bahan baku dan menurunnya kemampuan ekspor.
• Diperlukan langkah-Iangkah konkrit untuk menata penggunaan bahan baku secara efisien, diversifikasi produk-produk yang unik dan bernilai tinggi.
• Meningkatkan inovasi dengan menggunakan teknologi tepat guna untuk menekan biaya produksi karena mesin dan peralatan yang ada sudah tua .
• Merubah mentalitas sumberdaya manusia agar lebih beroirientasi pada efisiensi dan mutu.
• Meningkatkan kemitraan dengan masyarakat lokal dalam membangun hutan tanaman dan meningkatkan pasok kayu tanaman.
2. PENYELENGGARAAN WORKSHOP NASIONAL KEDUA
2.1 Maksud dan Tujuan
Workshop Nasional Kedua berjudul "Workshop Nasional untuk Peningkatan Efisiensi Pengolahan dan Kualitas Produk-produk Kayu". Maksud dan tujuan penyelenggaraan Workshop ini adalah melakukan evaluasi pelaksanaan dan dampak in-house training terhadap kinerja perusahaan peserta.
Hasil Workshop yang diharapkan adalah sebagai berikut:
• Berdasarkan hasil pemaparan pembicara dan diskusi selama workshop, diharapkan untuk menghasilkan rekomendasi kepada Departemen Kehutanan dan ITTO serta Negara Donor tentang perlu/tidaknya melanjutkan in-house training dimasa yang akan datang dan;
• Penyempurnaan strategi pelaksanaan in-house training menyangkut waktu, frekuensi, dan sumberdaya yang diperlukan (expert,dana, dU.).
Technical Report No. 9 1

2.2 Waktu dan tempat
Workshop Nasional kedua ini telah diselenggarakan pada Senin, 13 Juli 2009 di Hotel Ibis Jakarta. Workshop tersebut dihadiri oleh 59 peserta yang terdiri dari industri peserta inhouse training, perwakilan Departemen Kehutanan, Departemen Perindustrian, Departemen Perdagangan, Negara Donor, Pengusaha Kayu, Asosiasi Industri Perkayuan, Universitas, dan LSM.
2.3 Pemaparan pen gala man peserta in-house training
Ada 7 (tujuh) perusahaan peserta in-house training yang dipilih secara random dan diundang untuk memaparkan pengalaman mereka dalam mengikuti training. Diantaranya, hanya 6 (enam) perusahaan yang dapat hadir di Workshop, yaitu:
1. PT. Sumber Karindo Sakti, Sumatera Utara (Iwan Bagus),
2. PT. Kurnia Jati Utama, Jawa Tengah (H. M Wiradadi),
3. PT. Kurnia Jati Unggul Utama, JawaTengah (Sindi Pujianto),
4. UD. Karya Jati, Jawa Timur (Hasan Muhammad),
5. PT. Indo Furnitama Raya, Jawa Timur (M. Rosyid),
6. PT. Arjuna Sumber Makmur, Kalimantan Selatan (Jonni).
Satu perusahaan tidak dapat hadir tetapi menyampaikan materi tertulis tentang pengalamannya. Selain peserta, International Expert yang memimpin pelaksanaan pelatihan juga memaparkan pengalamannya dilapangan.
Berbagi pengalaman aktual lapangan dianggap sangat berguna bagi peserta Workshop karena secara langsung dapat memdengar dari para pelaku tentang berbagai aspek inhouse training baik menyangkut proses pelatihannya maupun dampak pelatihan terhadap kinerja perusahaan. Dengan cara ini diharapkan untuk menumbuhkan apresiasi akan arti pentingnya pelatihan terhadap peningkatan kinerja perusahaan.
3. EVALUASI PENYELENGGARAAN IN-HOUSE TRAINING
3.1 Dampak in-house training
Pengalaman peserta maupun instruktur pelatihan menunjukan bahwa in-house training telah memberi dampak positif terhadap kinerja perusahaan peserta dalam berbagai bentuk. Berbagai indikator dampak positif dapat disarikan sebagai berikut:
a. Peningkatan rendeman atau wood recovery
Peserta pelatihan melaporkan peningkatan rendemen sampai 3% (tiga persen) dalam memproduksi FJLB (Finger Joint Laminating Board) dan S4S products melalui perbaikan proses pengolahan mulai dari sawmilling sampai finishing mengikuti petunjuk Tim Ahli Proyek (TAP). Bila diterjemahkan kedalam Rupia,h, peningkatan rendemen 3% sangatlah besar, dapat bernilai milyaran Rupiah per tahun mengingat kapasitas produksi yang mencapai puluhan ribu M3 per tahun dan harga FJLB maupun S4S yang cukup tinggi dipasar ekspor.
b. Penurunan volume kayu cacat dalam proses pengeringan
Peserta pelatihan melaporkan penurunan volume kayu ca cat dalam proses pengeringan sampai 60%. Hal ini dicapai antara lain melalui perbaikan konstruksi dan fasilitas dapur, perbaikan proses pengeringan, pengaturan kecepatan angin, suhu, dan waktu yang sesuai dengan jenis maupun volume kayu serta perbaikan teknis penyusunan kayu didalam dapur. Pengurangan kayu cacat sampai 60% sangat besar nilainya bila dihitung dalam Rupiah, tergantung pada kapasitas produksi perusahaan.
c. Penghematan bahan
Peserta pelatihan melaporkan penghematan ongkos produksi bernilai ratusan juta Rupiah per tahun melalui perbaikan proses laminating dan edging dalam memproduksi furniture mengikuti petunjuk teknis dari TAP. Proses laminating dan edging telah mengurangi penggunaan bahan baku pembantu dan pada akhirnya menurunkan ongkos produksi.
d. Penurunan products flow time
Peserta pelatihan melaporkan penurunan products flow time sampai 40% melalui perbaikan layout products, pengurangan idle time, peningkatan intensitas pengawasan, dan lain lain. Memperpendek products flow time berarti mengurangi penggunaan energi dan meningkatkan produktivitas, yang jelas mempengaruhi ongkos produksi.
e. Perbaikan teknis operasi
Peserta pelatihan melaporkan adanya perbaikan teknis operasi pengolahan berbagai bidang dan lini me/iputi sBwmilling, kiln-drying, finishing, saw doctoring sampai packaging. Perbaikan demi perbaikan dilakukan mengikuti petunjuk teknis yang diberikan oleh TAP.
f. Penurunan limbah kayu
Peserta pelatihan juga melaporkan penurunan limbah sampai mencapai 25% melalui perbaikan teknis operasi diberbagai mata rantai pengolahan termasuk peningkatan manajemen sumberdaya manusia maupun manajemen perusahaan pada umumnya.
g. Perbaikan pemeliharaan mesin dan peralatan
Peserta pelatihan melaporkan pula tentang adanya perbaikan pemeliharaan mesin dan peralatan pad a umumnya mengikuti petunjuk terkini TAP. Peserta pelatihan menjadi mengerti akan pentingnya memelihara mesin dan peralatan dengan disiplin tinggi dan tata-waktu yang tepat, bahan yang sesuai, dan sebagainya. Mesin dan peralatan yang terpelihara baik akan mengurangi breakdown time, meningkatkan produktivitas dan mengurangi cacat produksi yang semuanya berpengaruh pad a ongkos produksi.
h. Perubahan sikap karyawan
Peserta pelatihan melaporkan terjadinya perubahan sikap karyawan setelah mengikuti in-house training. Mereka semakin mengerti arti penting efisiensi dan mutu dalam menentukan ongkos produksi, daya saing dan keberlanjutan usaha (business survival). Mereka semakin memiliki disiplin kerja yg tinggi dan berusaha bekerja secara profesional.
i. Perubahan sikap owners dan executives
Peserta pelatihan melaporkan pula tentang adanya perubahan sikap para owners dan executives perusahaan. Mereka menjadi lebih mengerti tentang peran efisiensi dan mutu dalam mengembangkan bisnis secara berkelanjutan, bersedia melakukan investasi bilamana diperlukan dan membangun komunikasi yang lebih terbuka dengan karyawan.
Materi pengalaman selengkapnya yang dipaparkan oleh para peserta in-house training dapat dilihat pada Lampiran D.
3.2 Kelemahan pelaksanaan in-house training
Ada beberapa kelemahan dari pelaksanaan in-house training yang perlu dicermati sehingga kelemahan tersebut dapat dihindari dalam melaksanakan in-house training dimasa datang; kelemahan paling penting termasuk:
1) Sistem monitoring
Lemahnya sistem monitoring progress yang ada tidak memungkinkan untuk mengetahui kemajuan yang dibuat perusahaan secara akurat atau secara kuantitatif. Padahal data
3
kuantitatif sangat diperlukan untuk menilai dampak seeara tepat. Lemahnya sistem monitoring terutama karena:
• Kriteria dan indikator tidak didefinisikan seeara jelas sebelum in-house training dimulai. Misalnya, dalam aspek penggergajian (sawmilling) , indikator apa yang dipakai untuk mengukur hasil perbaikan teknis operasi? Pengurangan ea eat seperti sawmarks, peningkatan rendemen olahan misalnya seyogianya dapat dipakai sebagai indikator.
• Tim Ahli Proyek (TAP) tidak menyiapkan baseline data seeara cermat ketika pertama kali melakukan diagnosis teknis operasi perusahaan sehingga kemajuan sulit diukur secara tepat.
• Format untuk dokumentasi kemajuan periodik tidak dipersiapkan seeara eermat dan tidak diisi dan dilaporkan seeara teratur.
2) Frekuensi kunjungan
Dari 50 perusahaan peserta, sebagian besar dikunjungi sebanyak tiga kali, sebagian keeil hanya dua kali dalam kurun waktu tiga tahun. Artinya, rata-rata interval kunjungan adalah satu tahun. Interval ini dirasakan peserta terlalu panjang karena hilangnya momentum, seperti diakui beberapa perusahaan, menyurutnya animo dan lupa akan materi pelatihan dengan berjalannya waktu. Tiadanya komunikasi antara TAP dengan perusahaan selama setahun telah memperparah situasi.
3) Waktu per kunjungan
Waktu per kunjungan yang hanya satu hari dirasakan tidak memadai. Begitu banyak titik operasi yang diamati pada setiap kunjungan yang diikuti dengan demonstrasi dan petunjuk teknis sehingga peserta umumnya menjadi overloaded dan tidak mampu meneerna semua materi dan demonstrasi yang diberikan TAP.
4) Seleksi peserta
Peserta diseleksi menggunakan kriteria sebaran (propinsi), skala operasi dan sifat bahan baku yang digunakan. Mungkin perlu mengutamakan perusahaan-perusahaan skala kecil dan menengah yang membutuhkan, artinya serius ingin meningkatkan kinerja, khususnya perusahaan yang letaknya terpeneil, yang sedikit menerima masukanmasukan teknologi tepat guna untuk meningkatkan efisiensi pengolahan dan mutu produk.
4. KESIMPULAN DAN REKOMENDASI WORKSHOP
Dari materi arahan dan pemaparan yang dilakukan para perusahaan peserta pelatihan dan International Expert serta forum diskusi, beberapa kesimpulan dan rekomendasi "Workshop Nasional untuk peningkatan efisiensi pengolahan dan kualita produk kayu" adalah sebagai berikut:
4.1 Kesimpulan
1. Bahwa in-house training sangat bermanfaat dan berdampak positif khususnya pada efisiensi pengolahan dan kualita produk kayu dan secara umum meningkatkan kinerja perusahaan peserta.
2. Beberapa indikator peningkatan kinerja yang dilaporkan antara lain adalah: peningkatan recovery atau rendemen, penghematan bahan, berkurangnya limbah pengolahan, menurunnya eaeat kayu diproses pengeringan dan makin pendeknya waktu produksi (product flow time), dan perbaikan keterampilan teknis maupun manajemen.
3. Oampak positif lainnya yang dilaporkan adalah perubahan sikap karyawan yang menjadi lebih perduli akan arti efisiensi dan kualita yang menentukan tingkat ongkos produksi dan daya saing perusahaan, termasuk:
o Perbaikan saw doctoring melalui re-tooling, penggantian saw doctor, dll;

o Perbaikan penanganan inventori bahan baku dan produk;
o Perbaikan teknik packaging;
o Peningkatan kebersihan pabrik;
o Perbaikan manajemen kiln dry chambers; dan
o Peningkatan manajemen SDM.
4. In-house training adalah format yang dianggap pragmatis dan efektif untuk meningkatkan efisiensi dan kualita karena peserta dapat melihat langsung kelemahan teknis yang ada dan melihat eara-cara mengatasinya yang diperagakan langsung ditempat.
5. Guna menjamin keberlanjutan (sustainability) dari hasH-hasil in-house training, petunjukpetunjuk teknis yang diberikan oleh tim proyek perlu diimplementasikan oleh perusahaan secara kontinyu dan konsisten; untuk itu, peran para owners dan executives sangat diharapkan dalam mengarahkan penerapannya dHapangan.
6. Kunei utama untuk meningkatkan efisiensi dan kualita produk adalah adanya perubahan po la pikir mental dan orientasi bisnis para owners dan executives; dari pedagang menjadi industriawan sejati, yang berorientasi bisnis jangka panjang melalui peningkatan daya saing secara konsisten, bukan untuk mengejar laba finansial jangka pendek; selain itu perlu mentalitas karyawan yang mendukung (disiplin, loyal dan berdedikasi) serta adanya transparansi/komunikasi yang terbuka antara executives dan seluruh karyawan.
7. Persepsi umum bahwa industri kehutanan nasional adalah sun-set industry adalah keliru dan telah menyulitkan para pelaku industri. Persepsi yang keliru ini sangat perlu ditangkal seeara serius dan efektif dengan . menyiapkan dan menyebarluaskan informasi yang relevan dan akurat menyangkut potensi pembangunan industri kehutanan seeara lestari tanpa merusak lingkungan kepada para stakeholders, utamanya Departemen Keuangan dan industri perbankan.
4.2 Rekomendasi
1. In-house training sangat perlu dilanjutkan dengan memberi perhatian lebih besar pad a perusahaan skala keeil dan menengah (UKM), khususnya yang letaknya terpeneil.
2. Agar lebih efektif untuk meneapai sasaran yang diinginkan, strategi implementasi in-house training perlu disempurnakan antara lain melalui:
o Peningkatan frekuensi kunjungan tim expert, misalnya setiap 6 bulan;
o Perpanjangan waktu untuk setiap kunjungan, misalnya menjadi 3 hari;
o Penerapan sistem monitoring guna melaeak seeara teliti kemajuan/kelemahan peserta pelatihan; dan
o Sangat krusial untuk menyertakan owners dan executives dalam setiap sesi training; karena perubahan harus digerakan dari atas, bukan dari bawah.
3. Disarankan agar ISWA segera mempersiapkan proposal proyek kepada ITTO atau donor lainnya guna melanjutkan in-house training dengan memperhatikan pengalaman yang lalu.
4. Disarankan agar Departemen Kehutanan dapat mendukung ISWA untuk melanjutkan proyek in-house training melalui konsultasi khusus dengan ITTO dan ealon Negara donor.
5. Peningkatan efisiensi dan kualita adalah kunei keberhasilan dan kesinambungan industri kehutanan nasional. Karena itu, langkah-Iangkah konkrit yang efektif harus dimulai, hari inibukan besok, dan dimulai dari hal-hal yang kecil, tidak harus dari hal-hal yang besar, dan harus dilandasi kesadaran dan perubahan sikap serta orientasi bisnis para owners dan executives perusahaan untuk selanjutnya diturunkan ke karyawan pada tingkat yang lebih rendah.
6. Perusahaan industri peserta in-house training diusulkan untuk mempertimbangkan adanya kontribusi pada biaya penyelenggaraan selanjutnya guna mengurangi kontribusi Donor; misalnya kontribusi untuk biaya perjalanan lokal dan akomodasi tim expert guna meningkatkan ownership atas proyek.
00000000

LAMPIRAN-LAMPIRAN

Lampiran A
PIDA TO PEMBUKAAN
Oleh Direktur Jenderal Bina Produksi Kehutanan, Departemen Kehutanan
Dalam National Workshop on the Improvement off Wood Processing
Efficiency and Product Quality
Di Hotel Ibis, Slipi - Jakarta, 13 Juli 2009
Honorable National Project Leader ITTO-ISWA, Mr. Yasuharu Ina, Japan embassy, Mr. Lukmansah Hardigaluh, Swiss embassy, Mr. Kim Young Kwan, Korea embassy, Lecturers, WakillSWA selaku Executive Agency Proyek ISWA-ITTO, Industriawan, Participants of the Workshop, Ladies and Gentlemen,
Assalaamu'alaikum Wr. Wb
Secara umum Revitalisasi industri perkayuan selalu terkait pada 3 (tiga) pilar utama, yaitu Bahan Baku, Industri Primer Hasil Hutan Kayu (IPHHK) dan Pasar.
Kebijakan Soft landing telah diterapkan Dephut, maka IPHHK yang semula pada tahun 2004 menggunakan bahan baku dari hutan alam sebesar 62,25% (25,04 juta m3)
dan 25,82% (10,32 juta m3) dari hutan tanaman secara bertahap telah bergeser pada penggunaan kayu hutan tanaman, dan bahkan berdasarkan rencana pemenuhan bahan baku industri (RPBBI) tahun 2009 Nasional IPHHK kini menggunakan 27,04 juta m3
(64,23%) berasal dari hutan tanaman. Berdasarkan hal tersebut, terlihat bahwa struktur penggunaan bahan baku industri kehutanan ke depan adalah bahan baku berdiameter kecil yang berasal dari hutan tanaman.
Produk kayu Indonesia yang dipasarkan di dalam maupun di luar negeri mulai September 2009 wajib memenuhi sertifikasi legalitas kayu. Verifikasi dan sertifikasi tersebut dilakukan oleh Lembaga Penilai dan Verifikasi Indipenden (LP & VI) yang telah diakreditasi Komite Akreditasi Nasional (KAN).
Dephut, pada beberapa waktu yang lalu telah mensosialisasikan Permenhut No. P.38/Menhut-1I/2009 terkait Sistem Jaminan Legalitas Kayu (Timber Legality Assurance System) dan Perdirjen BPK No. P.6/IV-Set/2009 tentang Standar dan Pedoman Penilaian Kinerja Pengelolaan Hutan Produksi Lestari dan Verifikasi Legalitas Kayu.
Sistem tersebut dikembangkan untuk melaksanakan tata kelola kehutanan, penegakan hukum dan promosi perdagangan kayu legal dengan melibatkan para pihak baik dalam penyusunan Standar Verifikasi Legalitas Kayu (SVLK) maupun kelebagaannya dengan prinsip Governance, Credibility dan Representativenes.
Technical Report No. 9
Hadirin yang berbahagia,
Saya menghargai upaya beberapa industri kayu olahan, yang telah melakukan upaya "reengineering dan re tooling mesin", untuk dapat memanfaatkan kayu dari hutan tanaman, hutan rakyat dan kayu dari perkebunan. Upaya tersebut, diharapkan diikuti dengan kemitraan pada masyarakat untuk menjamin kesinambungan pasokan bahan baku secara ber-kesinambungan, dengan menyediakan bibit tanaman kepada masyarakat.
Industri kehutanan baik industri kayu lapis maupun industri kayu olahan (wood working) di beberapa provinsi antara lain di Pulau Jawa, Kalsel, Kaltim, Sumsel, Sulsel dan Maluku, telah membangun kemitraan dengan masyarakat dEmgan membagi bibit antara lain jenis sengon, gme/ina, jabon, karet, pu/ai dan jenis-jenis lainnya, untuk ditanam oleh masyarakat. Diharapkan dengan model kemitraan penanaman ini, ke depan industri menjadi pasar bagi kayu dari hutan rakyat sebagai suplemen atau subtitusi bahan baku industri dari hutan alam. Dengan semakin meningkatnya pemanfaatan kayu non hutan alam tersebut, telah mendorong masyarakat dengan swadana membangun hutan tanaman rakyat yang pad a gilirannya mengentaskan kemiskinan dan perberdayaan masyarakat setempat dan perbaikan lingkungan.
Hadirin yang berbahagia,
Rendeman Industri Kehutanan pada tahun 2008, adalah Kayu Lapis dan LVL (59,35%), Serpih Kayu (53,35%), Kayu Gergajian (54,68%), Veneer (61,49%) dan Pulp (19,19%). Dengan demikian, maka industri kehutanan harus meningkatkan efisiensi pengolahannya untuk meningkatkan nilai tambahnya. Dengan meningkatnya nilai tambah pad a produk hasil akhir, diharapkan pula akan dinikmati oleh para petani/pembeli dengan demikian akan muncul minat menanam tanpa disubsidi/diberi bibit karena harga kayu/bahan baku demikian tinggi.
Hadirin yang berbahagia,
Untuk itu kami mengapresiasi dengan telah dilaksanakannya in-house training yang disponsori oleh ITTO, Gal dan ISWA pada 50 (Iima puluh) perusahaan kayu di 5 provinsi yakni Sumatra Utara, Kalimantan Timur, Kalimantan Selatan, Jawa Tengah dan Jawa Timur menyangkut menajemen mutu dan industri serta pemasaran.
Berkenaan dengan hal-hal tersebut marilah kita semua yang hadir disini untuk berpartisipasi aktif dalam acara ini, sehingga kita dapat berkolaborasi dalam rangka menghadapi tantangan krisis keuangan global dan tuntutan produk yang bernilai tambah tinggi dan diminati pasar serta efisien dalam penggunaan bahan baku. Pada pertemuan ini kami juga berharap bahwa pertemuan ini dapat menghasilkan rekomendasi (exit strategy) kepada Dephut khususnya dan Pemerintah umumnya yang dapat diterapkan untuk perbaikan kondisi Industri Perkayuan.
Akhirnya, kembali say a ucapkan terima kasih kembali atas partisipasi aktif dari para peserta, dengan ini Saya buka acara National Workshop on the Improvement off Wood Processing Efficiency and Product Quality secara resmi.
Wassalaamu'alaikum Wr. Wb
Dirjen Bina Produksi Kehutanan
Dr. Ing. Hadi Daryanto
Technical Report No. 9
Lampiran B
SAMBUTAN KETUA UMUM ISWA
"Workshop Nasional untuk Peningkatan Efisiensi Pengolahan dan Kualita Produk Kayu"
Hotel Ibis - Jakarta, 13 Juli 2009
1. Bapak Hadi Daryanto, Direktur Jenderal Bina Produksi Kehutanan, Departemen Kehutanan, atau yang mewakili
2. Bapak Beny Wahyudi, Direktur Jenderal Industri Agro dan Kimia, Departemen Perindustrian, atau yang mewakili
3. Ibu Diah Maulida, Direktur Jenderal Perdagangan Luar Negeri, Departemen Perdagangan, atau yang mewakili
4. Para Wakil Negara Donor 5. Para Pembawa Makalah serta Para Peserta Seminar yang kami hormati.
Assalaamu'alaikum Wr. Wb dan Salam sejahtera bagi kita semua,
Dengan mengucapkan puji syukur kehadirat Allah SWT atas segala karunia-Nya sehingga kita semua dapat berkumpul dalam keadaan sehat walafiat menghadiri Workshop Nasional berjudul " Workshop Nasional untuk Peningkatan Efisiensi Pengolahan dan Kualita Produk Kayu".
Pertama-tama, kami ingin menyampaikan penghargaan dan terimakasih yang setinggitingginya kepada Bapak Hadi Daryanto atau wakilnya, Bapak Beny Wahyudi atau wakilnya, Ibu Diah Maulida atau wakilnya, yang kami semua tahu kesibukan Bapak dan Ibu dalam mengemban tugas namun masih tetap berkenan meluangkan waktu untuk hadir pada Workshop ini.
Bapak dan Ibu sekalian,
Workshop kali ini adalah lanjutan dari Workshop pertama yang telah diselenggarakan di Surabaya 14 Pebruari 2006. Informasi yang berhasil dihimpun setelah pelaksanaan inhouse training mengenai efisiensi pengolahan kayu dan peningkatan kualita di 50 perusahaan di lima propinsi dengan dua atau tiga kali evaluasi menunjukkan bahwa perusahaan industri kayu telah membuat berbagai kemajuan dalam hal tehnik pengolahan kayu yang bermuara pad a meningkatnya efisiensi dan mutu produk pada umumnya.
Secara umum, tujuan diselenggarakannya Workshop ini adalah sebagai forum bagi para stakeholders industri kayu Indonesia mengenali masalah-masalah faktual dalam proses produksi dan mengevaluasi pengalaman para peserta in-house training tentang berbagai kemajuan yang telah mereka alami dalam hat peningkatan efisiensi pengolahan dan mutu produk setelah mengikuti dua atau tiga kali in-house training.
Workshop ini diselenggarakan tepat pada waktunya yaitu setelah program in-house training selesai dilaksanakan dan proyek akan ditutup pada akhir Augustus 2009. Keluaran Workshop yang diharapkan adalah rekomendasi kepada Menteri Kehutanan dan ITTO tentang tindak lanjut dari proyek ini; apakah proyek bermanfaat atau tidak untuk dilanjutkan dan bila akah dilanjutkan bagaimana strategi implementasinya yang efektif berdasarkan pengalaman yang lalu guna mencapai sasaran yang diinginkan yakni peningkatan efisiensi dan mutu produk kayu Indonesia.
Technical Report No. 9
Pad a kesempatan yang berbahagia ini kami menyampaikan penghargaan yang setinggitingginya kepada Departemen Kehutanan, khususnya 8apak Dirjen 8PK yang telah memberi perhatian khusus pad a implementasi proyek; kepada para Negara Donor yang telah menyediakan dana melalui ITTO; kepada Tim Proyek ITTO yang telah mengatur penyelenggaraan Workshop ini; dan kepada para pembawa makalah yang telah bersedia meluangkan waktu memaparkan pengalaman mereka. Terakhir saya ingin menyampaikan terima kasih kepada Konsultan Internasional, Mr. Sae Yung Kim yang telah memberi kontribusi yang luar biasa manfaatnya bagi industri kayu nasional melalui pelaksanaan inhouse training.
Agar keluaran Workshop dapat dicapai secara efektif saya sangat mengharapkan partisipasi aktif dari seluruh peserta.
Saya mengucapkan selamat berdiskusi, semoga Allah SWT menyertai Saudara sekalian.
Wassalaamu'alaikum Wr. Wb Jakarta, 13 Juli 2009
Ora. Hi. Soewarni Ketua Umum ISWA
Technical Report No. 9
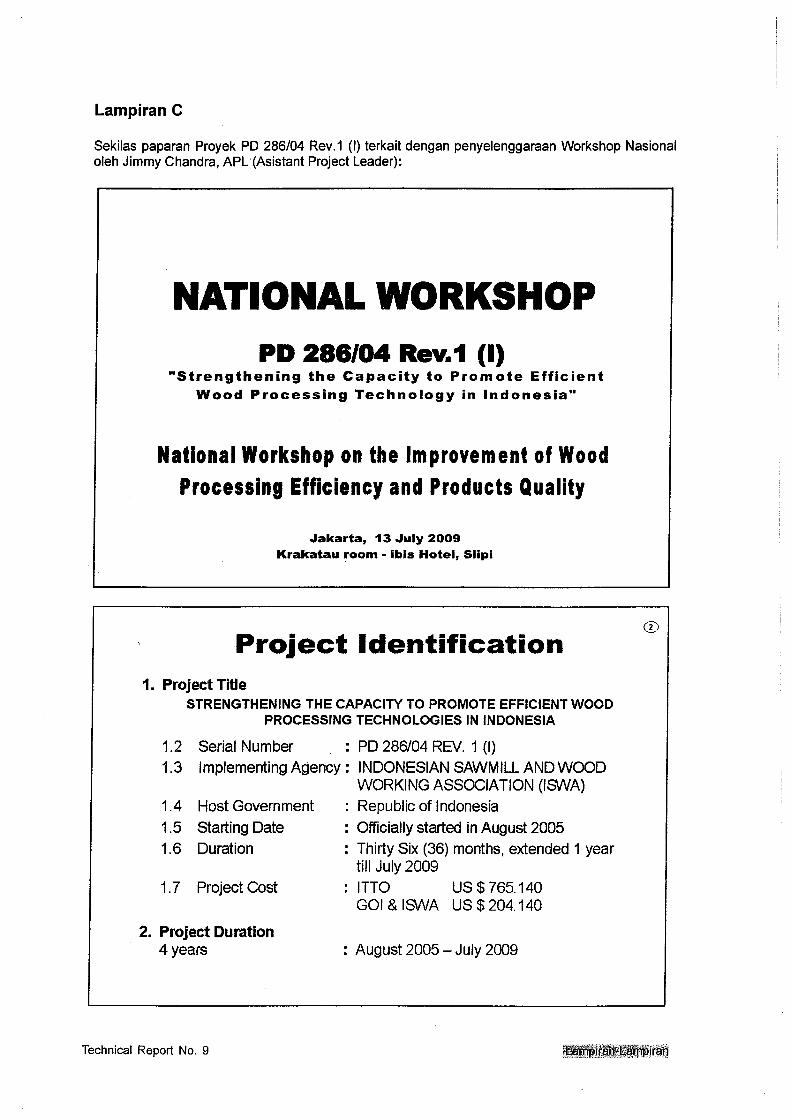
Lampiran C
Sekilas paparan Proyek PD 286/04 Rev.1 (I) terkait dengan penyelenggaraan Workshop Nasional oleh Jimmy Chandra, APL·(Asistant Project Leader):
NATIONAL WORKSHOP PD 286/04 Rev.1 (I)
"Strengthening the Capacity to Promote Efficient Wood Processing Technology in Indonesia""
National Workshop on the Improvement of Wood Processing Efficiency and Products Quality
.Jakarta, 13 .July 2009 Krakatau room - ibis Hotel, Slipi
Project Identification 1. Project Title
STRENGTHENING THE CAPACITY TO PROMOTE EFFICIENT WOOD PROCESSING TECHNOLOGIES IN INDONESIA
1.2 Serial Number : PO 286/04 REV. 1 (I)
1.3 Implementing Agency: INDONESIAN SAWMILL AND WOOD WORKING ASSOCIATION (ISVVA)
1.4 Host Government 1.5 Starting Date
1.6 Duration
1.7 Project Cost
2. Project Duration 4 years
Technical Report No. 9
: Republic of Indonesia
: Officially started in August 2005
: Thirty Six (36) months, extended 1 year till July 2009
: ITTO US $ 765.140 GOI & I9NA US $ 204.140
: August 2005 - July 2009
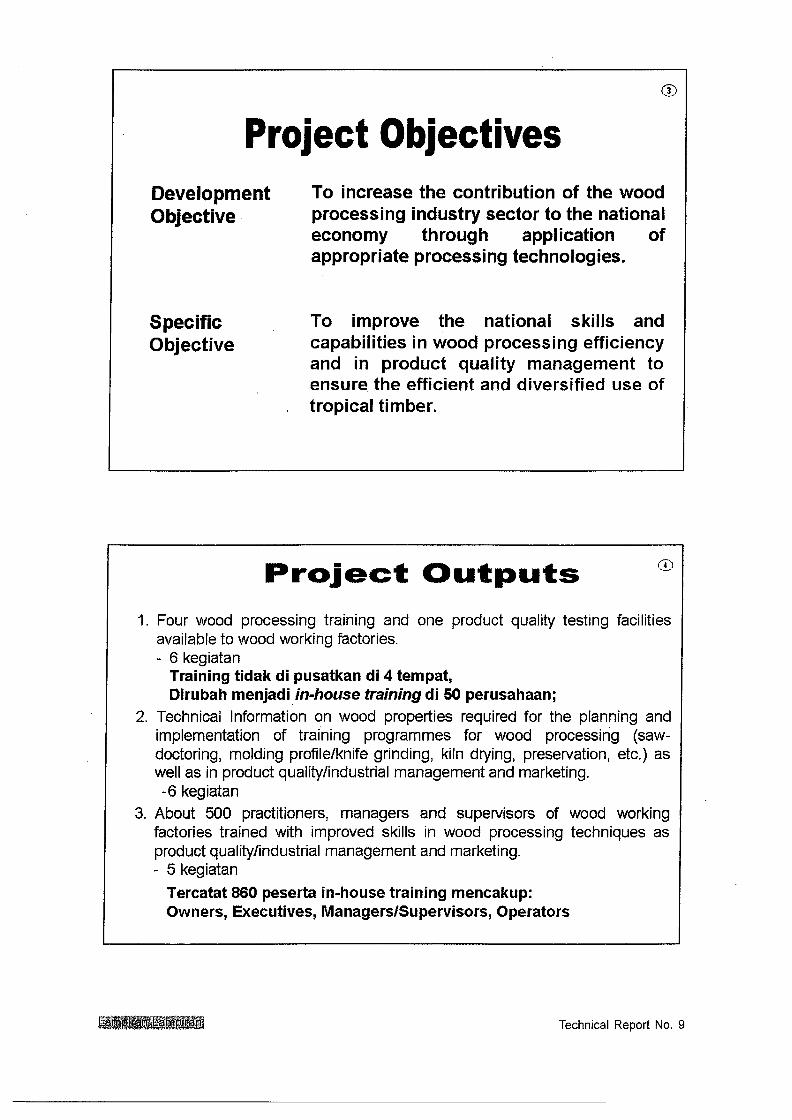
Project Objectives Development Objective
Specific Objective
To increase the contribution of the wood processing industry sector to the national economy through application of appropriate processing technologies.
To improve the national skills and capabilities in wood processing efficiency and in product quality management to ensure the efficient and diversified use of tropical timber.
Project Outputs
1. Four wood processing training and one product quality testing facilities available to wood working factories. - 6 kegiatan
Training tidak di pusatkan di 4 tempat, Dirubah menjadi in-house training di 50 perusahaan;
2. Technicai Information on wood properties required for the planning and implementation of training programmes for wood processing (sawdoctoring, molding profile/knife grinding, kiln drying, preservation, etc.) as well as in product quality/industrial management and marketing. -6 kegiatan
3. About 500 practitioners, managers and supervisors of wood working factories trained with improved skills in wood processing techniques as product quality/industrial management and marketing. - 5 kegiatan
Tercatat 860 peserta in-house training mencakup: Owners, Executives, Managers/Supervisors, Operators
Technical Report No. 9

Progress in Implementation
The project is progressing in accordance with the Operational Plans. As to date, all field activities, except Activity 3.5, have been fully completed and reported under different Technical Reports, as appropriate. Technical Reports No. 3, 4, 7 and 8 have been published and distributed to relevant stakeholders; Technical Reports No. 1,2,5 and 6 are either under final editing prior to printing or under final drafting. Technical Report NO.9 on Workshop will be completed by end of July while "Completion Report" will be prepared and submitted to ITTO sometime in August 2009.
Activity 3.5: "National Workshop" adalah yang kita selenggarakan hari ini.
00000000
Technical Report No. 9

Lampiran D
Peserta Workshop Nasional Kedua
Institusi Jumlah (orang)
Perusahaan 19
Pemerintah 11
Negara Donor 1
Universitas 1
Asosiasi Perkayuan 10
LSM 1
Pembicara 7
Organizing Committee 9
Total: 59
Technical Report No. 9

Lampiran E
Materi Presentasi oleh Peserta Training yang disampaikan oleh peserta in-house training,
Peserta in-house training, yang melakukan presentasi tentang pengalaman mengikuti in-house training adalah:
1. Iwan Bagus, PT. Sumber Karindo Sakti, Tebing Tinggi, Sumatera Utara;
2. H. M Wiradadi, PT. Kurnia Jati Utama, Semarang, Jawa Tengah;
3. Sindi Pujianto, PT. Karya Cipta Unggul Nusantara, Semarang, Jawa Tengah;
4. Hasan Muhammad, UD. Karya Jati, Jombang, Jawa Timur;
5. M. Rosyid, PT. Indo Furnitama Raya, Pasuruan, Jawa Timur;
6. Jonni, PT. Arjuna Sumber Makmur, Banjarmasin, Kalimantan Selatan.
Sa tu perusahaan peserta in-house training, yang menyampaikan materi tetapi tidak melakukan presentasi adalah:
7. PT. Cahaya Samtraco, Samarinda, Kalimantan Timur
Technical Report No. 9

Lampiran E.1
Oleh Iwan 8agus PT. Sumber Karindo Sakti, Tebing Tinggi
Technical Report No. 9

OAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KA VU OLEH PROVEK ITTO PO 286/04 REV. 1 (I) TERHAOAP KINERJA PERUSAHAAN
Oleh Iwan Bagus PT. Sumber Karindo Sakti, Tebing Tinggi
PENOAHULUAN
Program yang bagus dan layak untuk di lanjutkan!! In-house training adalah salah satu terobosan dalam sebar informasi perkembangan teknologi perkayuan dengan tujuan agar dunia perkayuan lebih tangguh dalam menghadapi situasi global. Pembenahan internal, konsolidasi kedalam, peningkatan efisiensi di segala bidang adalah benteng pertahanan perusahaan dalam menghadapi tekanan ekonomi makro. Program ISWA bersama ITTO terasa pas bagi perusahaan perkayuan karena dapat meningkatkan efisiensi produksi (waktu, recovery dan biaya) dimana hal ini akan sangat membantu perusahaan keluar dari tekanan.
In-house Training seharusnya di kembangkan tidak hanya pad a diskusi dan dialog interaktif saja. Akan tetapi perlu lebih detail mengupas permasalahan agar bimbingan dan tuntunan yang di berikan benar-benar mengena pada sasaran. Sebagai Barometer adalah perusahaan yang di bimbing telah mengerti dan bisa menjalankan secara konsisten. Ka!au program In-house training ini dijalankan dengan sungguh-sungguh, dapat di pastikan akan dapat membawa perusahaan menjadi Long Life.
PT. Sumber Karindo Sakti di dirikan pada bulan April 1998 di Desa Penggalangan Kabupaten Serdang Bedagai Sumatera Utara bertepatan dengan terjadinya krisis moneter. Peusahaan ini bergerak dalam Industri pengolahan kayu pinus dan karet. Sumber bahan baku untuk kayu pinus sebagian besar di peroleh dari daerah Tapanuli Utara sedangkan untuk kayu karet diperoleh dari daerah Asahan. Produk Utama adalah Finger Joint Laminating Board (FJLB) dan S4S. Kapasitas terpasang untuk FJLB adalah 1430 M3 sedangkan untuk S4S adalah 790 M3. Namun saat ini masih memproduksi sekitar 1000 M3 FJLB dan 300 M3 S4S. Hasil produksi sebagian besar di kirim ke Jepang dan China. Masih mencoba untuk menerobos market Eropa.
PELAKSANAAN IN-HOUSE TRAINING
In-house training proyek ITTO bersama ISWA sudah di lakukan selama tiga kali pertemuan dan sasaran utamanya adalah divisi produksi. Peserta yang mengikuti training mulai dari Kasie, Kabag dan Manager. Training pertama sempat di hadiri oleh Direktur Utama sampai selesai.
Training Pertama di komandani oleh Mr.Kim. Terus terang sudah muncul under estimate dari awal, karena pad a saat menyampaikan misi proyek ITTO bersama ISWA adalah untuk mengamati proses kerja yang ada di perusahaan. (Kalau hanya untuk mencari kesalahan yang ada, banyak yang bias) Hal itu yang terlintas di benak kami. Akan tetapi apa yang terpikir oleh kami berbalik menjadi kagum dan berterima kasih manakala mendengarkan penjelasan Mr.Kim yang begitu aplikatif dan realistis.
Pengamatan di lakukan secara mendetail mulai dari proses kerja mesin Saw Mill sampai Finishing termasuk unit Pengasahan, Sarana Pendukung kerja (Panel, Blower) dan Kebersihan Lingkungan Kerja. Setelah mengamati semua bagian yang di lakukan sekitar 4 jam, kemudian di berikan penjelasan dengan di adakan dialog interaktif juga sekitar 4 jam.
Dalam memberikan penjelasan, Mr.Kim menekankan pada pentingnya standarisasi kerja dan sarana kerja serta system control. Artinya, kita sebagai pelaksana di lapangan di tunjukkan kesalahan yang di lakukan, bagaimana cara mengatasinya sekaligus keuntungan yang akan di dapatkan apabila kita melaksanakan apa yang di sampaikan oleh Mr.Kim. Akan tetapi karena waktunya yang terbatas sedangkan masalah yang ada cukup banyak, sehingga belum 100% dapat diserap.
Training kedua dan ketiga mengalami penurunan kualitas Tutor maupun Materi yang di sampaikan. Berharap bias evaluasi terhadap perbaikan yang sudah di lakukan serta konfirmasi
Technical Report No. 9

ulang terhadap permasalahan yang belum bias kami atasi. Akan tetapi tidak dapat terlaksana karena waktunya yang sangat terbatas. Hanya sekitar 4 jam saja.
EVALUASI DAMPAK IN-HOUSE TRAINING
Hasil dari In-house training yang paling di rasakan selain menambah pengetahuan tentang standarisasi kerja adalah peningkatan recovery dan kapasitas produksi.
Tabel Peningkatan Recovery dan Kapasitas
Recovery Sebelum Sesudah Sawn Timber Karet 17% 19% FJLB Pinus 45% 48% FJLB Karet 50% 52% S4S Karet 65% 68%
III Sebelum
Peningkatan Recovery 2006-2008
• Sesudah
Sawn Timber ICaret FJLI Pious
FJLB lW-Et SASlwet
'-----------------------------------------------------
IIIISebelum
III Sesudah
Tabel Peningkatan Kapasitas
Kapasitas Sebelum Sesudah SawMill 7500 9000 FJLB 10800 12000 S4S 5400 6300
Peningkatan Kapasitas 2006-2008
12000
Sawl\lill S-IS
FJLB
Technical Report No. 9
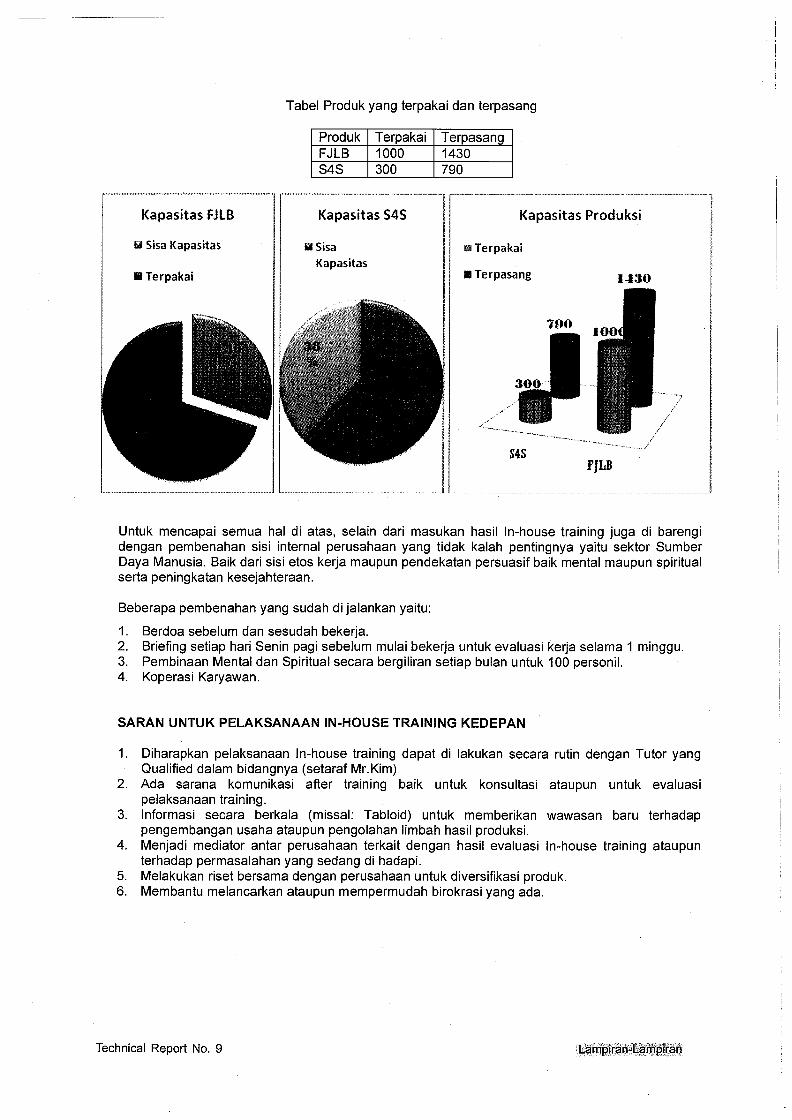
Tabel Produk yang terpakai dan terpasang
Produk Terpakai Terpasang FJLB 1000 1430 S4S 300 790
Kapasitas FJLB Kapasitas S4S Kapasitas Produksi
ii Sisa Kapasitas
11 Terpakai
fill Sisa Kapasitas
!!Ill Terpakai
11 Terpasang 1-130
S4S FJLB
Untuk mencapai semua hal di atas, selain dari masukan hasil In-house training juga di barengi dengan pembenahan sisi internal perusahaan yang tidak kalah pentingnya yaitu sektor Sumber Daya Manusia. Baik dari sisi etos kerja maupun pendekatan persuasif baik mental maupun spiritual serta peningkatan kesejahteraan.
Beberapa pembenahan yang sudah di jalankan yaitu:
1. Berdoa sebelum dan sesudah bekerja. 2. Briefing setiap hari Senin pagi sebelum mulai bekerja untuk evaluasi kerja selama 1 minggu. 3. Pembinaan Mental dan Spiritual secara bergiliran setiap bulan untuk 100 personil. 4. Koperasi Karyawan.
SARAN UNTUK PELAKSANAAN IN-HOUSE TRAINING KEDEPAN
1. Diharapkan pelaksanaan In-house training dapat di lakukan secara rutin dengan Tutor yang Qualified dalam bidangnya (setaraf Mr.Kim)
2. Ada sarana komunikasi after training baik untuk konsultasi ataupun untuk evaluasi pelaksanaan training.
3. Informasi secara berkala (missal: Tabloid) untuk memberikan wawasan baru terhadap pengembangan usaha ataupun pengolahan limbah hasil produksi.
4. Menjadi mediator antar perusahaan terkait dengan hasil evaluasi In-house training ataupun terhadap permasalahan yang sedang di hadapi.
5. Melakukan riset bersama dengan perusahaan untuk diversifikasi produk. 6. Membantu melancarkan ataupun mempermudah birokrasi yang ada.
Technical Report No. 9

Lampiran E.2
Oleh H. M Wiradadi PT. Kurnia Jati Utama, Semarang
Technical Report No. 9
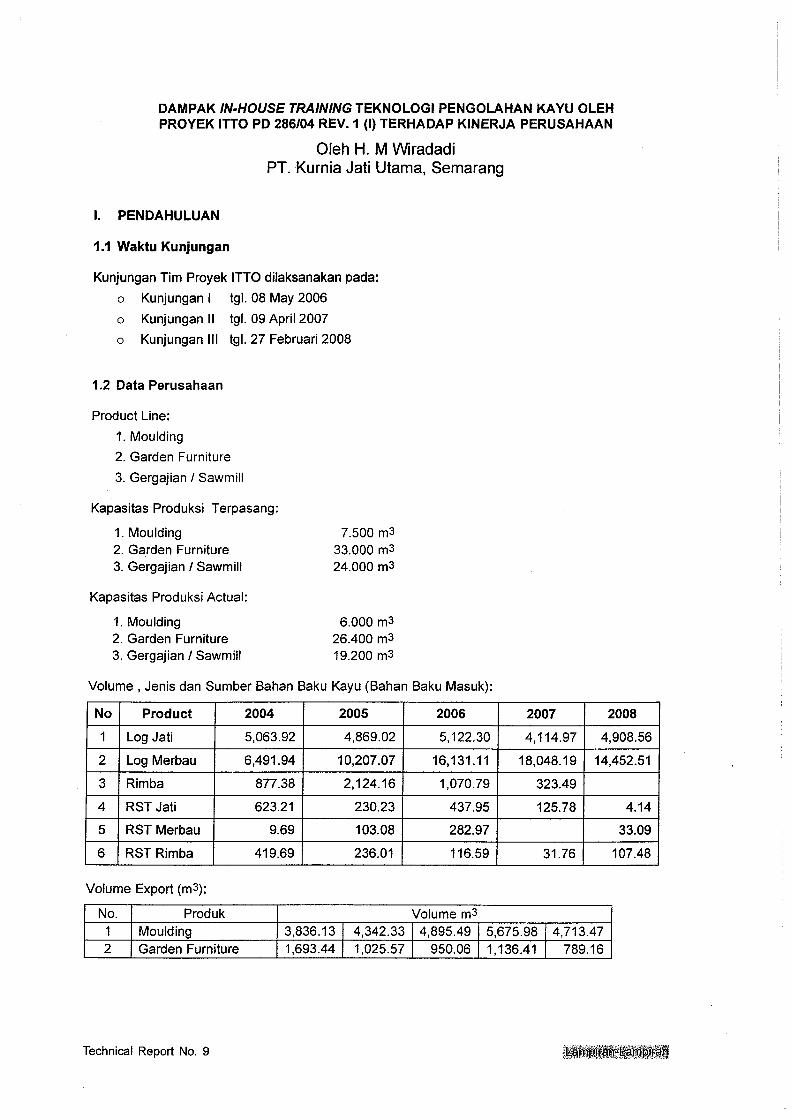
DAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KAYU OLEH PROYEK ITTO PD 286/04 REV. 1 (I) TERHADAP KINERJA PERUSAHAAN
Oleh H. M Wiradadi PT. Kurnia Jati Utama, Semarang
I. PENDAHULUAN
1.1 Waktu Kunjungan
Kunjungan Tim Proyek ITTO dilaksanakan pada:
o Kunjungan I tgl. 08 May 2006
o Kunjungan 11 tgl. 09 April 2007
o Kunjungan III tgl. 27 Februari 2008
1.2 Data Perusahaan
Product Line:
1. Moulding
2. Garden Furniture
3. Gergajian / Sawmill
Kapasitas Produksi Terpasang:
1. Moulding 2. Garden Furniture 3. Gergajian I Sawmill
Kapasitas Produksi Actual:
1. Moulding 2. Garden Furniture 3. Gergajian / Sawmill
7.500 m3
33.000 m3
24.000 m3
6.000 m3
26.400 m3
19.200 m3
Volume, Jenis dan Sumber Bahan Baku Kayu (Bahan Baku Masuk):
No Product 2004 2005 2006
1 Log Jati 5,063.92 4,869.02 5,122.30
2 Log Merbau 6,491.94 10,207.07 16,131.11
3 Rimba 877.38 2,124.16 1,070.79
4 RST Jati 623.21 230.23 437.95
5 RST Merbau 9.69 103.08 282.97
6 RST Rimba 419.69 236.01 116.59
Volume Export (m3):
No. Produk Volume m3
2007 2008
4,114.97 4,908.56
18,048.19 14,452.51
323.49
125.78 4.14
33.09
31.76 107.48
1 Moulding 3,836.13 1 4,342.33 I 4,895.49 I 5,675.98 I 4,713.47 2 Garden Furniture 1,693.441 1,025.57 1 950.06 11,136.41 I 789.16
Technical Report No. 9
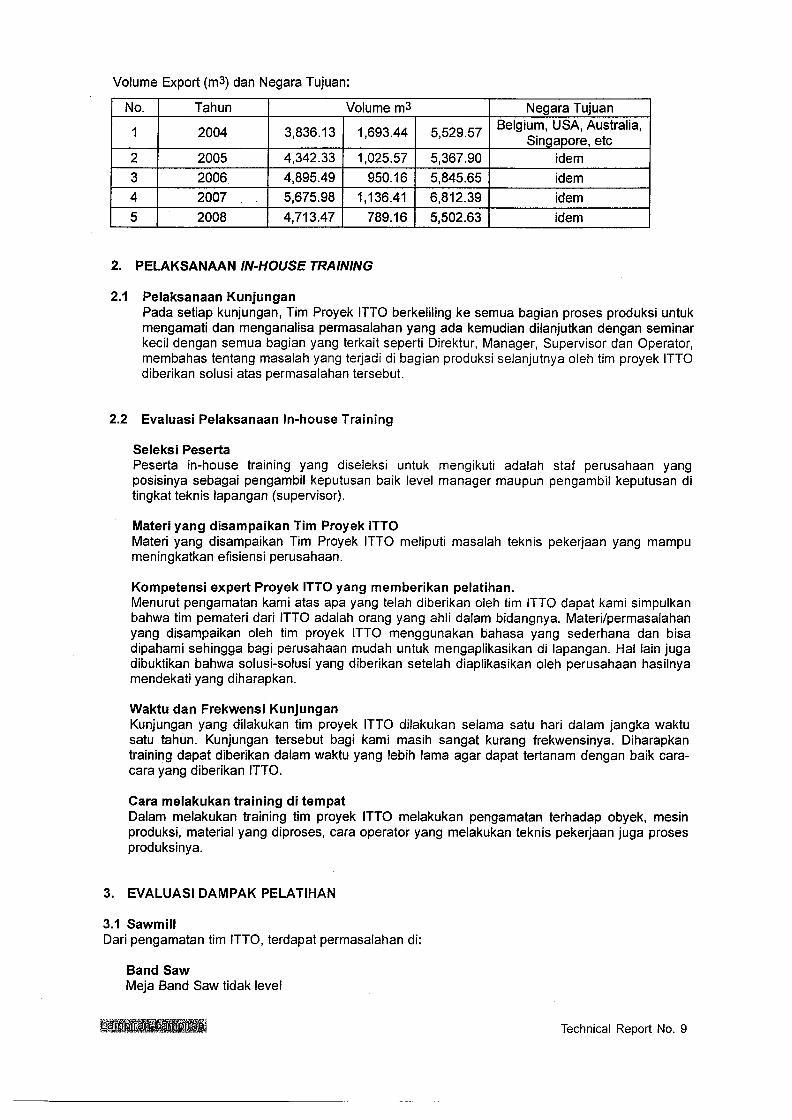
Volume Export (m3) dan Negara Tujuan:
No. Tahun Volume m3 Negara Tujuan
1 2004 3,836.13 1,693.44 5,529.57 Belgium, USA, Australia, Singapore, etc
2 2005 4,342.33 1,025.57 5,367.90 idem
3 2006 4,895.49 950.16 5,845.65 idem
4 2007 5,675.98 1,136.41 6,812.39 idem
5 2008 4,713.47 789.16 5,502.63 idem
2. PELAKSANAAN IN-HOUSE TRAINING
2.1 Pelaksanaan Kunjungan Pada setiap kunjungan, Tim Proyek ITTO berkeliling ke semua bagian proses produksi untuk mengamati dan menganalisa permasalahan yang ada kemudian dilanjutkan dengan seminar kecil dengan semua bagian yang terkait seperti Oirektur, Manager, Supervisor dan Operator, membahas tentang masalah yang terjadi di bagian produksi selanjutnya oleh tim proyek ITTO diberikan solusi atas permasalahan tersebut.
2.2 Evaluasi Pelaksanaan In-house Training
Seleksi Peserta Peserta in-house training yang diseleksi untuk mengikuti adalah stat perusahaan yang posisinya sebagai pengambil keputusan baik level manager maupun pengambil keputusan di tingkat teknis lapangan (supervisor).
Materi yang disampaikan Tim Proyek ITTO Materi yang disampaikan Tim Proyek ITTO meliputi masalah teknis pekerjaan yang mampu meningkatkan efisiensi perusahaan.
Kompetensi expert Proyek ITTO yang memberikan pelatihan. Menurut pengamatan kami atas apa yang telah diberikan oleh tim ITTO dapat kami simpulkan bahwa tim pemateri dari ITTO adalah orang yang ahli dalam bidangnya. Materi/permasalahan yang disampaikan oleh tim proyek ITTO menggunakan bahasa yang sederhana dan bisa dipahami sehingga bagi perusahaan mudah untuk mengaplikasikan di lapangan. Hal lain juga dibuktikan bahwa solusi-solusi yang diberikan setelah diaplikasikan oleh perusahaan hasilnya mendekati yang diharapkan.
Waktu dan Frekwensi Kunjungan Kunjungan yang dilakukan tim proyek ITTO dilakukan se lama satu hari dalam jangka waktu satu tahun. Kunjungan tersebut bagi kami masih sangat kurang trekwensinya. Oiharapkan training dapat diberikan dalam waktu yang lebih lama agar dapat tertanam dengan baik caracara yang diberikan ITTO.
Cara melakukan training di tempat Oalam melakukan training tim proyek ITTO melakukan pengamatan terhadap obyek, mesin produksi, material yang diproses, cara operator yang melakukan teknis pekerjaan juga proses produksinya.
3. EVALUASI DAMPAK PELATIHAN
3.1 Sawmill Oari pengamatan tim ITTO, terdapat permasalahan di:
Band Saw Meja Band Saw tidak level
Technical Report No. 9
Gergaji Sudut kemiringan mata gergaji kurang sesuai untuk pengerjaan kayu keras
Tool Room Saw Doctor kurang terampil. Upaya perbaikan dilakukan atas saran dari team ITTO, sehingga hasil dari Sawn Timber yang dihasilkan lebih baik. Ketebalan papan sama, garis-garis bekas mata gergaji yang narnpak diSawn Timber lebih halus.
3.2 Kiln Dry
Dari pengamatan team ITTO , ditemukan permasalahan:
- Tebal stik tidak sama
- Hasil pengeringan menghasilkan kayu lapisan atas melengkungl bergelombang.
Upaya perbaikan dilakukan atas saran tim ITTO adalah:
- Stik yang dipakai diplaner dahulu agar bisa mendapatkan ketebalan yang sama.
- Kemudian bagian atas palet yang dekat platon kamar pengeringan ditutup dengan kayu afkir dan diikat dengan plat besi agar bisa menahan gerak kayu bagian atas yang akan meiengkung. Dari hasii pengamatan seteiah mengikuti saran tim ITTO, jumlah kayu yang melengkung akibat proses pengeringan berkurang lebih dari 60%.
3.3 Proses Produksi Moulding Pengamatan team ITTO menjumpai:
Moulder Hasil produksi moulding terdapat bagian yang tidak sama ketebalannya. Hal ini disebabkan operator kurang memperhatikan tekanan press pad a bagian belakang moulder yang menyebabkan kayu lebih banyak dimakan oleh pisau. Hal ini mengakibatkan ketebalan profil menjadi kurang. Setelah dibenahi pada bagian press moulder, hasil profil yang keluar dari mesin menjadi seragam ketebalannya.
Double Ender Dari pengamatan lapangan , hasil produk yang keluar dari double end tidak bersih (berserabut). Hal ini disebabkan pisau double end tumpul. Setelah pisau diasah, maka hasil produk yang dihasilkan bersih dari serabut. Oleh Team ITTO diminta operator double end lebih rajin untuk mengasah pisau yang digunakan.
Cross Cut Pengamatan team ITTO mendapati potongan kayu buangan yang masih cukup panjang (± 10 cm) Oleh team diminta agar potongan kayu diujung dilakukan sependek mungkin disesuaikan dengan cacat kayu agar rendemen produksi bisa ditingkatkan.
4. SARAN - SARAN
4.1 Upaya Peningkatan Effisiensi
Pelaksanaan in-house training mendorong pada perusahaan untuk melihat permasalahan yang selalu timbul dalam proses produksi . Dengan kesadaran untuk selalu mengatasi permasalahan yang timbul akan memberikan hasil produksi yang lebih baik . Yang pada akhirnya juga meningkatkan pendapatan perusahaan.
4.2 Pelaksanaan In-house Training kedepan
Melihat dampak dan hasil baik yang nyata dari pengaruh in-house training , diharapkan dapat dilakukan in-house training dengan frekwensi yang lebih banyak dan waktu yang lebih lama agar manfaat dan tujuan dilakukan in-house training dapat lebih besar bagi perusahaan.
Technical Report No. 9

Lampiran E.3
Oleh Sindi Pujianto PT. Karya Cipta Unggul Nusantara, Semarang
Technical Report No. 9
OAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KA YU OLEH PROYEK ITTO PO 286/04 REV. 1 (I) TERHAOAP KINERJA PERUSAHAAN
Oleh Sindi Pujianto PT. Karya Cipta Unggul Nusantara, Semarang
• Door Engineering
• Kapasitas : 5000 pintu/bulan
• Tujuan Export: U.K, Arab Saudi, Belanda
• Two Layer Parquet
• Kapasitas : 16.000 m2/bulan
• Tujuan Export: Korea, Italy, Jerman, Belgia
• 18 Mei 2006 Proyek ITTO PO 286/04 Rev.1 (I) Kunjungan ke 1
• 10 April 2007 Proyek ITTO PO 286/04 Rev.1 (I) Kunjungan ke 2 (tanpa Mr. Kim)
• Peserta : Manajer/Pengawas/Operator
Technical Report No. 9 ~ ~~~
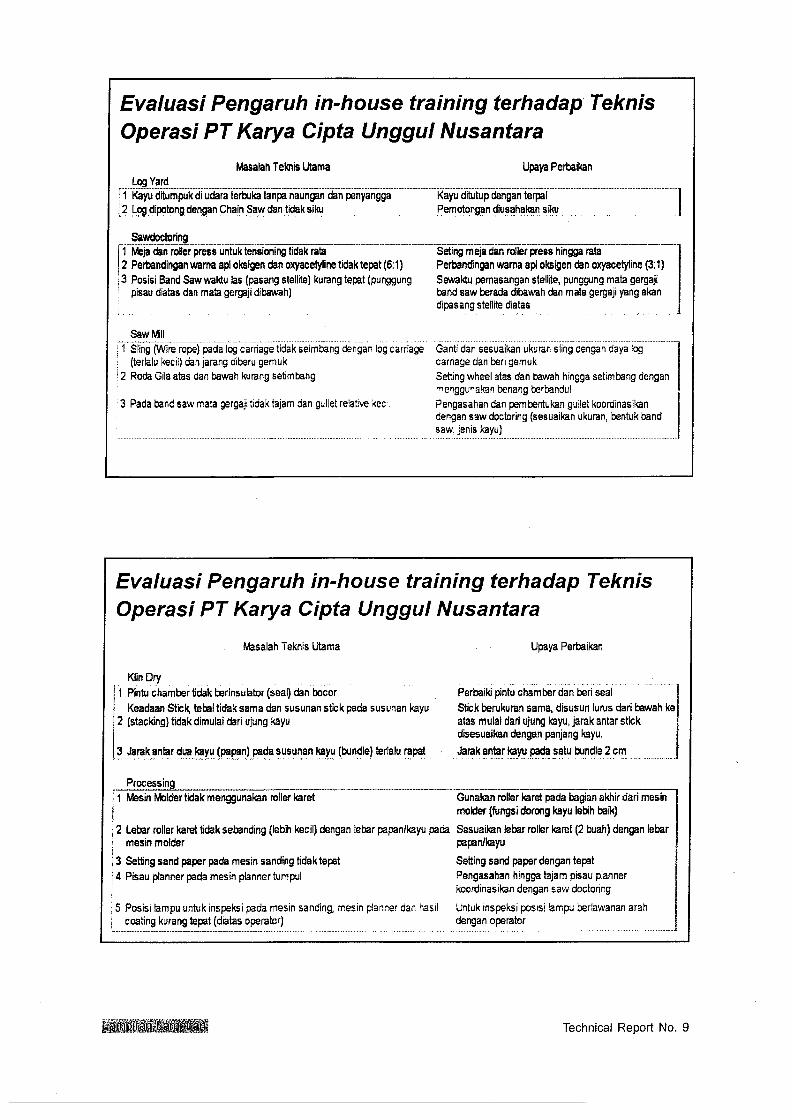
Evaluasi Pengaruh in-house training terhadap Teknis Operasi PT Karya Cipta Unggul Nusantara
Masalah Teknis utama Upaya Perbaikan
Sawcloctoring f------·----·--·-- . . .. --.--..... --..... -.--.---... -.. -.--.. - ...... -.. -----.... --.--.-... ------.--------.-..
1
1 Meja dan roller press untuk tensioning tidak rata Seting meja dan roller press hingga rata 2 Perbandingan warna api oksigen dan oxyacetyfine tidak tepat (6: 1) Perbandingan warna api oksigen dan exyacetyline (3: 1)
i 3 Pesisi Band Saw waklu las (pasang stellite) kurang tepat (punggung Sewaklu pemasangan stellite, punggung mata gergaji , pisau diatas dan mala gergaji dibawah) band saw berada dibawah dan mala gergaji yang akan
dipasang stellite diatas
SawMill r·rsiirigiWirerope)pada:iogcariiagetida:kseimbangden~iar1l()g carriage , (terlalu keell) ean jarang diberu gemuk ! 2 Rada Gila atas dan bawah kurang setimbang !:~~::~~~:::i;~~:::::~~,:=1
menggunakan benang rerbandul 3 Pada banc saw mata gergajl tidak tajam dan gullet relatIVe kec Pengasahan dan pembentukan gullet koordinasikan
dengan saw doctoring (sesuaikan ukuran, bentuk band saw jenis kayu)
Evaluasi Pengaruh in-house training terhadap Teknis Operasi PT Karya Cipta Unggul Nusantara
Masalah Teknis utama Upaya Perbaikan
Klin Dry Perbaiki pintu chamber dan beri seal
..
I' 1 Pintu chamber tidakberinsulator (seal) dan bocor , Keadaan Stick, tebal tidak 5ama dan susunan stick pada susunan kayu 2 (stacking) tidak dimulai dari ujung kayu
Stick berukuran sama, disusun lurus dari bawah ke atas mula; dan ujung kayu, jarak antar stick disesuaikan dengan panjang kayu.
~.~':Bk.~n~r~~.~r~(~~n)pad~susunan kayu (bundle) terlalurapat Jarak ~n~r ~Y\J~d~~atubundle 2 cm .. .... .. _.
Processing ! 1 Mesin Molder tidak menggunakan roller karet Gunakan roller karet pada bagian akhir dari mesin
melder (fungsi dorong kayu /ebih baik) I ;2 Lebar roller karet tidak sebanding (Iebih keeil) dengan lebar papan/kayu pada Sesuaikan lebar roller karet (2 buah) dengan lebar
mesin mo/der papanlkayu
3 Selting sand paper pada mesin sanding tidak tepat Selting sand paper dengan tepat 4 Pisau planner pada mesin planner tumpul Pengasahan hingga tajam pisau planner
koordinasikan dengan saw doctoring
,5 Posisi lampu untuk inspeksi pada mesin sanding, mesin planner dan hasil coating kurang tepat (diatas operator)
Untuk Inspeksi poslsi lampu beriawanan arah dengan operator

Evaluasi Pengaruh in-house training terhadap Teknis Operasi PT Karya Cipta Unggul Nusantara
Masalah Teknis utama Upaya Perbaikan
Waste pSlSa-·kaYUhasifProcessing (ukuran 6 cm) banYak dibuang --------·--Sisa kayU·hasil-processing yang ada masih dapat ! diproses lebjh lanjut menjadi F/J stick/board,
dowel,parquet -----_._. __ ._---------_._---_._------._._-------'
Maintenance ............. -_......... ..... . ...... - .. _. __ .... -.. _ .. _ .......... _ ..... _ ..• -._ .. _._- .. _. -- _ ..... _ ..•. --_ .... _ ..... -......... _ ... -'-...... -.",-..... -.-.--- .... --.... -----~---- ..
1 Pada air dry (pengeringan di udara terbuka). stock kayu di gudang indoor dan Buat ukuran stick sama, jarak stick pada pallet outdoor kondisi stick ukuran tidak sama jarak penyangga (stick) pada pallet sesuaikan dengan panjang kayu terlalu lebar dan susunan stock kayu terlalu tinggi serta bagian bawah miring kondisinya
2 Stock kayu di gudang indoor dan outdoor tidak mengikuti arah angin Sus un stock kayu panjang mengarah arah an gin
~For~iftkurangper~~llin(oli b()~~r .... . ... ... ..... ........... .... ... ....~~~~J~~I~:'!l~i.~~~.!I~_~~_~rawatan forklift
Evaluasi Pengaruh in-house training terhadap Teknis Operasi PT Karya Cipta Unggul Nusantara
IVasalah Teknis Utama
1 Log Yard 2 Saw Doctoring 3 SawMII 4 Kiln Dry and Boiler 5 Processing 6 Waste 1 lIIBintenance and arrangement
Technical Report No. 9
Laporan Teknis No.9
Perubahan I Perbaikan
Prosentase Perbaikan Penilaian
30% Penanganan Log masih perlu diperhatikan 40% Perlu peningkatan lebih lanjut 50% Pengoperasian Saw Mill sudah baik 50% Pengoperasian Kiln Dry sudah baik 70% Processing (produksi) sudah baik 40% Waste masih harus dioptimalkan 60% Sudah ada perbaikan
g~~~ ~~~¥J.
Lampiran-Lampiran

SA RAN
• Proyek ITTO perlu dilanjutkan
• Waktu Penyelenggaraan In-House Training terlalu singkat, perlu disesuaikan dengan situasi dan kondisi
00000000
Technical Report No. 9

Technical Report No. 9
Lampiran E.4
Oleh Hasan Muhammad UD. Karya Jati, Jombang

DAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KA YU OLEH PROYEK ITTO PO 286/04 REV. 1 (I) TERHADAP KINERJA PERUSAHAAN
Oleh Hasan Muhammad UD. Karya Jati, Jombang
1. PENDAHULUAN
1.1 Waktu Kunjungan
Kunjungan Tim Proyek ITTO dilaksanakan pada:
- Tanggal 04 Februari 2006,
- Tanggal 08 Desell1ber 2007, dan
- Tanggal25 Juli 2008
1.2 Data Perusahaan
Product line
Karya Jati dalam rentang waktu tahun 2006 - 2009 memiliki tiga lini produk yaitu produk garden furniture dan flooring yang keduanya berbahan baku solid wood serta panel furniture berbahan baku partikel board dan MDF.
Pembahasan kami dalam makalah ini lebih mengacu kepada pelaksanaan in-house training untuk produksi panel furniture, dikarenakan pada akhir tahun 2006 kegiatan produksi Garden Furniture di hentikan akibat kenaikan bahan baku yang tidak sebanding dengan harga jual dan pada akhir tahun 2008 untuk produksi flooring tidak banyak kegiatan produksi akibat krisis global.
• Kapasitas Produksi
Kapasitas produksi panel furniture yang terpasang adalah ±20.000 unitlbulan, dEingan kapasitas produksi aktual rata-rata sebanyak ±16.000 unitlbulan.
2. PELAKSANAAN IN-HOUSE TRAINING
2.1 Pelaksanaan Kunjungan
Pada setiap pelaksanaan kunjungan, Tim proyek ITTO berkeliling ke semua bagian proses produksi untuk mengamati dan menganalisa permasalahan kemudian dilanjutkan dengan pelaksanaan training dalam ruangan. Training diikuti perwakilan perusahaan mulai dari owner, manager dan supervisor membahas tentang masalah yang terjadi di bagian produksi selanjutnya oleh tim proyek ITTO diberikan solusi atas permasalahan tersebut.
2.2 Peserta Pelatihan
Peserta pelatihan in-house training meliputi:
- Owners, Bpk. Usman selaku Direktur Utama
- Manager, Bpk. Hasan selaku General manager
Supervisor antara lain:
- Bpk. Zuhdi Erwanto selaku Supervisor bagian Cutting
- Bpk. Zamroji selaku Supervisor bagian Laminating & Edging
- Bpk. Munawirul selaku Supervisor bagian Spindle + Cross Cut
- Bpk. Tri Agung selaku Supervisor bagian Boring
- Bpk. Ashari selaku Supervisor bagian Motif dan R&D
- Bpk. Mujib selaku Supervisor bagian Packing
Teknisi dan Sawdoctoring: Bpk. Najib selaku Kepala Teknik & Saw-doctoring
1l!.jl~]:~Jili:£ttI?J~~A Technical Report No. 9
2.3 Evaluasi Pelaksanaan In-house training
2.3.1 Seleksi Peserta.
Peserta in house training yang diseleksi untuk mengikuti adalah karyawan perusahaan yang posisinya sebagai pengambil keputusan baik level manager maupun pengambiJ keputusan di tingkat teknis lapangan (supervisor).
2.3.2 Materi yang disampaikan Tim Proyek IITO.
Materi yang disampaikan oleh tim proyek IITO me/iputi masalah teknis pekerjaan yang mampu meningkatkan efisiensi perusahaan.
2.3.3 Kompetensi expert Proyek ITTO yang memberikan pelatihan.
Menurut pengamatan kami atas apa yang telah diberikan oleh tim ITTO dapat kami simpulkan bahwa tim pemateri dari ITTO adalah orang yang ahli dalam bidangnya. Materi i permasalahan yang disampaikan oleh tim proyek ITTO menggunakan bahasa yang sederhana dan bisa dipahami sehingga bagi perusahaan mudah untuk meng-aplikasikan di lapangan. Hal lain juga dibuktikan bahwa solusi solusi yang diberikan setelah diaplikasikan oleh perusahaan hasilnya sesuai yang diharapkan.
2.3.4 Waktu dan frekwensi kunjungan.
Kunjungan yang dilakukan tim proyek ITTO dilakukan selama satu hari dalam jangka waktu satu tahun. Kunjungan tersebut bagi kami masih kurang frekwensinya.
2.3.5 Cara melakukan training di tempat.
Dalam melakukan training tim proyek ITTO melakukan pengamatan terhadap obyek, baik berupa material yang diproses, cara operator yang melakukan teknis pekerjaan juga peralatan ataupun mesin sebagai medianya.
3. EVALUASI DAMPAK PELATIHAN
3.1 Evaluasi Pengaruh In-house training terhadap teknis operasi pengolahan
3.1.1 Masalah-masalah sebelum mengikuti in-house training
./ Proses Laminating (pelapisan pad a penampang partikel board dengan paper sheet): Permasalahan pada jarak yang terlalu lebar antara partikel awal dan berikutnya yang diinput ke dalam mesin, sehingga mengakibatkan lebih banyak material (paper sheet) dan waktu yang terbuang .
./ Proses penataan bahan finish laminating (2 muka atas bawah) dalam palet dengan mempergunakan stick! tumpuan dari sisa partikel board yang tidak terlaminasi paper sheet, mengakibatkan scratch bahan saat terjadi gesekan yang menyebabkan turunnya kualitas .
./ Proses edging (pelapisan samping particel board dengan vitcon sheet): Permasalahan pada lebar bahan pelapis (vitcon sheet) masih terlalu lebar. Misal bahan partikel dengan tebal 12 mm memerlukan pelapis dengan tambahan lebar 2 mm pada tiap sisinya, yaitu pelapis dengan lebar 14 mm .
./ Layout produksi masih belum tertata rapi atau penataan belum sesuai dengan urutan alur proses produksi.
3.1.2 Upaya perbaikan
./ Proses Laminating: Permasalahan pada jarak yang terlalu lebar antara partikel awal dan berikutnya pada saat input bahan kedalam mesin laminating, pada sa at ini sudah ada perbaikan. Jarak antara partikel awal dan berikutnya sebelumnya berkisar antara 10-12 cm, pada saat ini jarak berkisar antara 3-4 cm .
./ Proses penataan bahan finish laminating ke dalam palet pada saat ini stick!tumpuan dilapisi dengan karpet untuk menghindari scratch bahan.
Technical Report No. 9 ~~.,.,
~~~~--
./ Proses edging: Permasalahan tambahan lebar pada bahan pelapis (vitcon sheet) bisa diturunkan dari yang sebelumnya sebesar 4 mm menjadi 2 mm .
./ Penataan ulang lay-out proses produksi berikut mesin dan peralatannya sesuai dengan urutan alur proses produksi untuk mempercepat distribusi bahan dari bagian yang satu ke bagian yang lain.
3.1.3 Masalah-masalah yang masih ada
Secara umum masalah-masalah yang masih ada adalah bagaimana perusahaan bisa menjaga konsistensi terhadap solusi permasalahan yang sudah disampaikan oleh tim proyek ITIO serta 'bagaimana perusahaan mampu menggerakkan seluruh komponen perusahaan untuk menjalankan proses efisiensi agar tetap survive.
3.2 Evaluasi Pengaruh In-house training terhadap tingkat efisiensi operasi dan mutu produk
3.2.1 Volume material wastes
../ Perubahan volume material waste nampak pada bagian laminating, dengan deskripsi sebagai berikut:
Sebelum in-house training, bahan paper sheet yang terbuang = 74.000 s/d 91.000 m2/tahun atau setara Rp 222.000.000 s/d Rp 273.000.000.
• Sesudah in-house training, bahan paper sheet yang terbuang = 23.000 s/d 30.000 m2/tahun atau setara Rp 69.000.000 s/d Rp 90.000.000 .
../ Perubahan volume material waste nampak pada bagian edging, dengan deskripsi sebagai berikut:
Sebelum in-house training, bahan vitcon sheet yang terbuang = 12.200 m2/tahun atau setara Rp 204.960.000.
Sesudah in-house training, bahan vitcon sheet yang terbuang == 6.100 m2/tahun atau setara Rp 102.480.000.
3.2.2 Product Flow Time
Efisiensi di semua bagian produksi dan hasil dari penataan ulang lay-out proses produksi menjadikan product flow time mulai dari bahan raw material masuk ke mesin laminasi sampai dengan finish product (selesai packing) menjadi lebih cepat yaitu:
./ Sebelum in-house training, product flow time = 10 hari
./ Sesudah in-house training, product flow time = 5-6 hari.
3.3 Evaluasi Pengaruh In-house training terhadap etos kerja dan disiplin
Indikasi praktis atas perubahan etos kerja dan disiplin sebagai pengaruh dari in-house training secara umum nampak pada suasana kerja yang tercipta saat ini. Karyawan mulai lebih peduli dalam setiap kegiatan yang mengacu pada efisiensi kerja. Perusahaan dalam proses menciptakan efisiensi mengajak keterlibatan karyawan secara langsung dengan menunjukkan bukti nyata bahwa semakin besar efisiensi dilakukan maka semakin besar nilai tambah yang diperoleh, tidak hanya untuk perusahaan tapi juga karyawan.
Technical Report No. 9

4. SARAN- SARAN
4.1 Upaya peningkatan efisiensi pengolahan oleh perusahaan
Pelaksanaan in-house training mampu memberikan semangat pada perusahaan untuk selalu melakukan upaya peningkatan efisiensi diberbagai departemen. Dengan adanya pengarahan I masukan telah memberikan bukti yang nyata pengaruhnya terhadap efisiensi baik waktu, material dan tenaga kerja yang secara keseluruhan akan menekan cost perusahaan.
4.2 Pelaksanaan in-house training kedepan
Harapan yang ingin kami sampaikan untuk pelaksanaan in-house training kedepan adalah frekwensi pertemuan yang lebih sering dari yang sudah dilakukan selama ini. Hal ini dikarenakan materi-materi perbaikan yang disampaikan oleh tim akan lebih cepat terevaluasi dan untuk permasalahan yang baru akan lebih cepat teranalisa.
Kami dari pihak perusahaan juga berusaha terus-menerus melakukan analisa permasalahan dan evaluasinya, disamping itu kami juga membutuhkan tim proyek ITTO sebagai pihak independen yang melakukan analisa permasalahan dan penilaian perbaikan di perusahaan kami.
00000000
Technical Report No. 9

Lampiran E.5
Oleh M. Rosyid PT. Indo Furnitama Raya, Pasuruan
Technical Report No. 9
DAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KAYU OLEH PROYEK ITTO PD 286/04 REV. 1 (I) TERHADAP KINERJA PERUSAHAAN
Oleh M. Rosyid PT. Indo Furnitama Raya, Pasuruan
1. PENDAHULUAN
1.1 Waktu Kunjungan
Kunjungan Tim Proyek ITTO dilaksanakan pada:
- Tanggal 09 Desember 2007, dan
- Tanggal 27 Juli 2008
1.2 Data Perusahaan
./ Sekilas Produksi PT. INOO FURNITAMA RAYA PASURUAN
Oalam Operasionalnya PT. Indo Furnitama Raya menjalankan usaha pengolahan kayu atau log menjadi barang jadi berupa meubel untuk di Export sedangkan proses produksinya berdasarkan pesanan Buyer antara lain: Garden Furniture (Out Door) yaitu hasil produksi perusahaan berupa meubel meja, kursi dan kerajinan lainnya (table, Chair, handicraft, launger and steamer, bench); Indoor yaitu produk yang berupa barang interior I furniture dalam ruangan atau kamar (Dreaser, mirror, nightstand dan steigh bed) kemudian Flooring yang berupa set atau pasangan-pasangan yang te'rdiri dari (Mozaic, parquet block, lam parquet, /istony).
Pembahasan kami dalam makalah ini lebih mengacu kepada pelaksanaan in-house . training untuk produksi Woodworking (Flooring) di PT. Indo Furnitama Raya mengingat potensi pemasarannya cukup menjanjikan secara Internasional, baik di kawasan Asia, Amerika, Eropa, Timur tengah bahkan sedang mencoba memasuki kawasan Afrika .
./ Kapasitas Produksi
Kapasitas produksi Flooring terpasang 100 Contaener dengan kapasitas produksi actual rata-rata ± 50 Contaener perbulan.
2. PELAKSANAAN IN-HOUSE TRAINING
2.1 Sasaran Pengembangan Pelatihan dari Proyek ITTO
Adapun sasaran akhir pengembangan pelatihan yaitu meningkatkan kualitas tenaga kerja secara proporsional, hal ini difokuskan pada pelaksanaan program, proses serta hasil dan dampak yang dicapai, out put serta out come disamping itu pada tingkat manajemen dilakukan fungsi pokok manajemen untuk mengetahui sebab-sebab keberhasilan atau ketidak berhasilan melalui langkah-Iangkah perencanaan, pengorganisasian, pelaksanaan dan pengendalian sehingga tercapai produktivitas dan effisiensi kerja.
2.2 Evaluasi Pelaksanaan In-house training
2.2.1 Evaluasi Pasca Pelatihan
Setelah program pelatihan dilaksanakan selanjutnya dilakukan evaluasi minimal dalam waktu 3 bulan dan maksimal 1 tahun setelah pelatihan selesai dilaksanakan (bergantung jienis pelatihannya). Evaluasi hasil pelatihan dilakukan oleh Manager masing-masing bekerja sama dengan Manager HRD dan Umum dengan menggunakan form EVALUASI HASIL PELATIHAN. Hasil evaluasi pelatihan yang akan menjadi salah satu pertimbangan dalam melakukan pengembangan selanjutnya atau tindakan lain yang sesuai. Keseluruhan rekaman hasil pelatihan dan pengalaman yang dimiliki karyawan (termasuk riwayat pendidikan) setiap karyawan didokumentasikan dalam DATA KARYAWAN.
Technical Report No. 9
2.2.2 Materi yang disampaikan Tim Proyek ITTO
Materi yang disampaikan oleh tim proyek ITTO meliputi Peningkatan kualitas dan produktivitas tenaga kerja sebagai langkah ke depan untuk mengembangkan keunggulan kompetitip dalam menghadapi persaingan perdagangan Internasional.
2.2.3 Kompetensi Para pakar ITTO dalam memberikan pelatihan.
Langkah-Iangkah yang dilakukan IITO telah mampu mengembangkan sumber Oaya Manusia berkualitas dan produktif dimana perusahaan telah berusaha semaksimal mungkin dengan bimbingan dan arahan dari para pakar IITO untuk meningkatkan kualitas moral, sosial dan profisionalisme tenga kerja Indonesia, agar mampu bersaing dengan bangsa lain baik di tingkat nasional, regional maupun Internasional antara lain:
1) Meningkatkan relevansi dan kualitas pelatihan agarsesuai dengan kebutuhan tingkat ketrampilan kerja dapat dipenuhi.
2) Meningkatkan program pelatihan mengacu pada kompetensi bidang pekerjaannya, sehingga tenaga kerja yang sudah mendapatkan pelatihan baik secara teknis kerja maupun manajerial mampu mengaplikasikan ketrampilannya di seksinya masing -masing secara konsisten.
3) Meningkatkan kredibiltas pelatihan sebagai salah satu jalur pengembangan kualitas sumber daya manusia sejajar dengan pendidikan dan pengalaman kerja, dengan demikian pelatihan dapat berkembang sebagai jalur alternative dalam meniti karir didunia kerja.
2.2.4 Waktu dan frekwensi kunjungan.
Kunjungan yang dilakukan tim proyek ITTO diharapkan lebih diperbanyak frekwensinya mengingat potensi aplikasi proyek ITTO perlu terus dikembangkan baik secara manejerial maupun teknis kerja.
2.2.5 Program pengembangan pelatihan.
Pengembangan system informasi pelatihan yang menyangkut seluruh sektor dan seksi yang berkaitan dengan kebutuhan maupun kapasitas dan hasil pelatihan baik secara formal maupun informal menuju peningkatan kinerja di setiap seksi di lingkungan departemen Woodworking PT. Indo Furnitama Raya Pasuruan Jawa Timur.
Melalui proyek ITTO aktivitas pelatihan baik dilingkungan perusahaan maupun antar perusahaan mewujudkan terciptanya kerjasama untuk pengembangan perencanaan pelatihan terpadu dan mengacu pada kebutuhan mendasar bagi kemajuan perusahaan baik ditingkat nasional maupun di Iingkungan masing-masing perusahaan (dengan demikian program aplikasi pelatihan merupakan langkah ke depan untuk menjalankan suatu sistem manajeman, pengukuran dan pengendalian yang secara cepat, tepat dan komprehensif dapat memberikan pemahaman terhadap seluruh komponen di Iingkungan perusahaan untuk mencapai PERFORMANCE PERUSAHAAN LEBIH BAlK ).
3. EVALUASI DAMPAK PELATIHAN
3.1 Evaluasi Pengaruh In-house training terhadap Teknis Kerja
Adapun sasaran akhir pengembangan pelatihan yaitu meningkatkan kualitas tenaga kerja secara proporsional, hal ini difokuskan pada pelaksanaan program, proses serta hasil dan dampak yang dicapai, out put serta out come disamping itu pada tingkat manajemen dilakukan fungsi pokok manajemen untuk mengetahui sebab-sebab keberhasilan atau ketidak berhasilan melalui langkah-Iangkah perencanaan, pengorganisasian, pelaksanaan dan pengendalian sehingga tercapai produktivitas dan effisiensi kerja.
3.1.1 Langkah-Iangkah aplikasi yang sudah dilakukan setelah dilakukan training teknis kerja oleh tim ITTO antara lain:
1 )proses Sawmill adalah sebelum proses penggergajian dimulai, penting untuk diketahui: kondisi log (cacat) setelah trimming dan pola (strategi) penggergajian yang lebih baik,
Technical Report No. 9

sebelum diputuskan untuk breakdown harus terlebih dahulu diperiksa, dan perbaikan atas dan bawah roda (leveling) , bearing: kondisi log carriage (penahan dan head black, jarak antara kiri dan kanan rei harus sama, penyambungan rei satu dengan yang lainnya harus rata, tidak ada cacat dipermukaan rei, bearing caffiage roller harus diperbaiki, sebagian kondisi kawat penarik (sling) dan kertas rem (paper break) tidak rusak, kondisi gergaji pita, meja dan kondisi sliding guide, tensioning pada pita gergaji, cutting angle dan tooth bottom, jarak mata gergaji, ukuran gullet serta ketajaman mata gergaji. Ketepatan pemasangan band saw blade harus mempertimbangkan posisi yang sejajar antara roda bawah dan atas (ketinggian gigi band saw dari sisi tebal roda (fly wheel) kurang dari 2 cm.
Bearing harus diberi pelumas secara regular dengan tipe grease high temperature/suhu tinggi untuk mengurangi getaran roda. Gergaji pita penggergajian dan head block log carriage harus siku satu sama lain. Jika ketiga item tersebut tidak siku setelah log breakdowndan phony akan menyebabkan ketidak-sesuaian dengan ukuran (panjang, lebar, tebal) dan timbul sawmark pada setiap permukaan kayu yang digergaji. ReI log caffiage (jarak antara rei tidak sama) permukaan tidak bersih dan penariklsling) dan kondisi paper break yang rusak dapat mengeluarkan suara serta penahanan yang tidak siku. Permasalahan yang serupa juga ditemukan pada proses phony mulai dari penyeleksian kualitas log sampai breakdown process menghasilkan ukuran yang tidak benar. Penggunaan sisa minyak sebagai pendingin pita gergaji akan berpengaruh pad a hasil gergajian dimana minyak tersebut akan menimbulkan bercak-bercak pada permukaan kayu menyebabkan kualitas kayu menjadi rendah dan proses pengecatan (coating) timbul gelembung (cloted) pada permukaan kayu.
2) Proses KO (Klin Ory) dalam proses KO yang perlu diperhatikan adalah: kayu gergajian (Sawn timber) yang akan diproses sebelumnya harus di seassoning, jadual proses KO. Boiler (kapasitas boiler), tekanan alat-alat instalasi dan campuran bahan kimia untuk meningkatkan kualitas air, konstruksi ruang (chamber) KO dan keadaan alat penyemprot panas dan dingin (Nozzel), kipas dan kaitannya dengan kecepatan angin, plafon (sub ceiling), lantai, pintu dan alat pengunci dari luar dan dalam, sensor temperature, alat-alat pengukur kadar air dan kelembaban dan susunan palet di ruang KO. Permasalahan yang sering terjadi pada proses KO adalah kayu melengkung (bowing), mencawan (cupping), sarang madu (honey comb), melintir (twist), serangan jamur, retak-retak (split) dan perubahan warna (discolorasi). Sekitar 20% dari bahan baku yang masuk mengalami cacat sehingga tidak dapat dipergunakan lagi.
Cacat-cacat yang sering terjadi pada proses KO dapat disebabkan oleh kesalahankesalahan teknik antara lain: kapasitas ketel (BOiler) kurang dari yang dibutuhkan, disamping instalasi pipa boiler banyak yang bocor. Pintu tanpa karet isolator atau keadaan karet isolator sudah rusak sehingga tidak tertutup rapat ketika dikunci. Susunan palet di ruang KO tidak teratur, ketringgian palet kurang dari 15 cm sehingga angin tidak terdistribusi dengan normal, jarak dan ukuran dan penyusunan stik tidak beraturan. Konstruksi pada sudut dinding ruangan menyiku tidak dibuat melengkung dan diujung atas palfon tidak terpasang penahanan angin (buffer) sehingga angina tidak terdistribusi dengan merata. Arah distribusi angin dan kecepatan angin. Tidak adanya penahanan arah distribusi angin (buffer), kecepatan angin kurang 3 m/detik dan kipas tidak berubah arah setiap dua jam.
Alat pengukur kadar air atau MC meter kayu tidak menggunakan paku (Probe) yang standart dan tidak dikalibrasi. Tidak adanya persiapan jadual KO oleh operator, sehingga menyebabkan kesulitan dalam proses pemeriksaan antara panel control dengan kondisi suhu ruangan dapur (chamber) dan kapasitas boiler yang mengakibatkan tidak effisien atau membutuhkan kapasitas boiler yang lebih tinggi. Bahan (sawn timber) langsung diproses tanpa pengkondisian (conditioning) sehingga terjadi cacat, seperti: sarang madu (honey comb), melengkung (bowing), mencawan (cupping) dan lain sebagainya. Kualitas air panas rendah, tidak dicampur dengan bahan kimia tertentu untuk menambah kualitas air. Alat penyemprot air panas (nozzle) sudah tidak dapat digunakan lagi.
3) Proses Saw-doctoring adalah bagian terpenting dalam proses pengolahan kayu, bagaimana mempersiapkan kayu gergaji, pisau dan circular saw secara tepat untuk meningkatkan produk sesuai permintaan pasar. Sebagian besar industri pengolahan kayu.
Technical Report No. 9
3.1.2 Upaya Peningkatan Kualitas Pelatihan proyek ITTO
• Pengembangan standart kualifikasi ketrampilan dan standart pelatihan kerja pada setiap bidang, jenis dan tingkat yang mengacu pada kompetensi pekerjaan.
• Proses sertifikasi kompetensi kerja melalui uji ketampilan yang terbuka pada setiap pekerja di lingkungan perusflhaan pengolahan kayu.
• Pengembangan system dan metode pelatihan lebih menekankan pada praktek dunia kerja dan dilakukan upaya pengembangan sistem pelatihan ditempat kerja.
• Pengembangan instruktur dan tenaga ahli pelatihan di lingkungan perusahaan dengan fasilitator dari pakar ITTO. '
• Pengembangan fasiltas referensi pengetahuan untuk menambah wawasan pengembangan ketrampilan di lingkungan perusahaan pengolahan perkayuan.
• Mengembangan kegiatan penyuluhan produktivitas untuk meningkatkan kesadaran dunia industri mencapai sasaran kinerja perusahaan.
• Mengembangkan kegiatan pelatihan manajemen dan effektifitas kerja dengan berbagai jenis pelatihan.
• Mengembangkan kegiatan konsultasi prododuktivitas.
• Mengembangkan kelembagaan produktivitas di tingkat perusahaan.
3.1.3 Problem yang perlu dibenahi
Produktivitas sektor industri pengolahan perkayuan di Indonesia belum berperan penting untuk meningkatkan keunggulan kompetetip terutama effisiensi dan effektifitas kerja.
3.2 Evaluasi Pengaruh In-house training terhadap kinerja perusahaan.
• Meningkatnya disiplin, loyalitas dan dedikasi karyawan PT. Indo Furnitama Raya.
• Meningkatnya pengawasan dan budaya patuh pada aturan-aturan perusahaan (hal ini telah dilakukan dan ternyata berdampak positif terhadap percepatan kualitas maupun kualitas produk).
• Meningkatnya produk - produk andalan dengan inovasi baru terhadap produk sehingga memberi nilai tambah dan tenyata pelanggan respon terhadap modifikasi produk yang kita hasilkan.
• Fleksibilitas karyawan dalam melaksanakan pekerjaan. • Rata-rata tingkat pencapaian sasaran kerja baik dan sesuai dengan sasaran strategis
perusahaan.
• Preventif maintenance berjalan sesuai dengan schedule.
• Penggunaan spare part terkontrol.
• Pelumasan mesin terkontrol.
• Setting selalu di check.
• Kualitas produksi pada setiap mesin bagus.
• Perawatan mekanis pada mesin bisa dijamin.
• Hubungan antar karyawan terjalin dengan baik, saling menjaga kepercayaan, selalu bekerjasama dan saling bertukar pikiran dan informasi secara kontinyu.
• Indeks kepatuhan karyawan terhadap terhadap prosedur operasi, peraturan dan kebijakan perusahaan dan ini terlihat dari penurunan tindak pelanggaran atau penyimpangan yang dilakukan oleh seluruh individu karyawan di PT. Indo Furnitama Raya Pasuruan.
• Hakekat kepuasan karyawan meningkat terkait iklim kerja dan budaya kerja.
• Jumlah kerusakan pershift menurun.
• Efisiensi mesin tinggi.
• Tingkat operasi perbaikan rendah. • Mutu dan kelancaran mesin masih terjaga, walau dari segi usiai sudah tua.
• Sistem transportasi yang efektif.
Technical Report No. 9
• Waste berkurang dan dapat dimnfaatkan untuk kepentingan lainnya.
• Biaya operasional yang tidak bermanfaat semakin berkurang.
• Mengembangkan proses operasional yang responsive dan effisien.
• Meningkatnya mobilitas ketrampilan serta motivasi karyawan untuk perbaikan proses secara berkelanjutan.
• Mengenali kemampuan tenaga kerja di lingkungan perusahaan dan membantu mengembangkannya.
• Melakukan konseling, mendengarkan dan membantu permasalahan yang dihadapi bawahan.
• Melakukan koreksi secara konstruktif terhadap kekurangan skill maupun ketrampilan di setiap seksi.
• Mengikutsertakan dalam proses pembuatan perencanaan baik secara teknis maupun non teknis.
• Meminta tanggapan maupun saran terhadap tenaga kerja tentang perencanaan perusahaan ke depan agar mereka semua ikut berperan aktif membangun perusahaan.
• Meminta informasi tentang segala sesuatu dari tenaga kerja dalam usaha membuat keputusan dan perencanaan.
• Meningkatkan pendelegasian kepada bawahannya agar proses pelaksanaan tugas dapat berjalan dengan baik dan berhasil guna.
4. HARAPAN UT AMA PERUSAHAAN PENGOLAHAN KAYU TERHADAP ITTO ADALAH:
Pengembangan sumber daya dan teknis kerja dapat dilaksanakan secara konsisten dan berkesinambungan dengan tetap mengedepankan komunikasi antara perusahaan pengolahan kayu dengan para pakar ITTO sehingga langkah-Iangkah ke depan akan lebih menguntungkan.
00000000
Technical Report No. 9

Lampiran E.6
Oleh Jonni PT. Arjuna Sumber Makmur, Banjarmasin - Kalsel
Technical Report No. 9
DAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KAYU OLEH PROYEK ITTO PD 286/04 REV. 1 (I) TERHADAP KINERJA PERUSAHAAN
Oleh Jonni PT. Arjuna Sumber Makmur, Banjarmasin
1. PENDAHULUAN
1.1 Waktu Kunjungan
Kunjungan Tim Proyek ITTO dilaksanakan pada:
- Tanggal4 September 2007, dan
- Tanggal16 Juni 2008
1.2 Data Perusahaan
• Product Line
PT. Arjuna Sumber Makmur mulai berdiri pada tahun 2000 sampai dengan sekarang, dan memiliki 5 (lima) Oepartemen yaitu : Oept. Saw Mill, Oept. Kiln Ory, Oept. Moulding Line 1, Oept. Moulding Line 2, dan Oept. Furniture.
Pembahasan kami dalam masalah ini lebih mengacu kepada pelaksanaan In-House Training untuk produksi Saw Mill dan Moulding. Untuk kegiatan Saw Mill dan Moulding sejak Bulan Oesember 2008 sampai dengan sekarang sudah tidak ada kegiatan lagi, ini dikarenakan kesulitan bahan baku serta pengaruh krisis ekonomi global saat ini.
• Kapasitas Produksi
Untuk Oept. Saw Mill kami memiliki 1 (satu) Break Oown, 1 (satu) pony Saw, 4 (empat) Band Saw Peracik dengan kapasitas produksi 1 (satu) shift in put log = 1.500 m3/bulan.
Untuk Oept. Kiln Ory mempunyai kapasitas masing-masing 8 Chamber kapasitas = 80 m3/chamber dan 5 Chamber kapsitas = 40 m3/chamber.
Untuk Oept. Moulding 2 line 1 (satu) shift dengan kapasitas out put = 400 - 500 m3/bulan.
Untuk Oept. Furniture ini hanya product sampingan.
2. PELAKSANAAN IN-HOUSE TRAINING
Pelaksanaan Kunjungan
Pada setiap pelaksanaan kunjungan, Tim Proyek ITTO berkeliling keseluruh bagian proses produksi untuk mengamati dan menganalisa permasalahan kemudian dilanjutkan dengan pelaksanaan training yang diikuti dari perwakilan Perusahaan mulai dari Pimpinan Pabrik atau yang mewakili, Manager, Supervisor membahas tentang masalah yang terjadi dibagian produksi selanjutnya oleh Tim Proyek ITIO diberikan solusi atas permasalahan tersebut.
3. EVALUASI DAMPAK PELATIHAN
3.1 Evaluasi Pengaruh In-house training terhadap teknis operasi pengolahan
3.1.1 Masalah-masalah sebelum mengikuti in-house training
.,/ Masalah proses setting pengasahan gergaji/pisau dan lain-lain yang menyangkut efisiensi dalam segala ha!.
.,/ Masalah proses produksi yang hasilnya kurang memuaskan.
Technical Report No. 9

3.1.2 Upaya perbaikan
Setelah adanya penjelasan yang lebih baik dari Tim Proyek ITTO kami sang at merasakan dampak positif yang sangat besar.
3.1.3 Masalah-masalah yang masih ada
Secara umum masalah-masalah yang masih ada adalah bagaimana Perusahaan bisa menjaga konsistensi terhadap solusi permasalahan yang sudah disampaikan oleh Tim Proyek ITTO serta bagaimana perusahaan mampu menggerakkan seluruh komponen perusahaan untuk mrenjalankan proses efisiensi agar tetap survive.
3.2 Evaluasi Pengaruh In-house training terhadap tingkat efisiensi operasi dan mutu produk
3.2.1 Volume material wastes
Perubahan volume material waste nampak pada bagian Dept. Saw Mill sebelum In-House Training rata-rata 30 - 35 % setelah In-House Training rata-rata 25 - 30 % dan Dept. Moulding sebelum In-House Training bisa mencapai rata-rata 35 - 45 %, setelah In-House Training bisa mencapai rata-rata 30 - 40 % dari in put bahan baku.
3.2.2 Product Flow Time.
Efisiensi disemua bagian produksi dan hasil dari penataan ulang lay-out proses produksi menjadikan product flow time mulai row material masuk ke masing-masing mesin sampai dengan finish product (selesai packing) menjadi lebih cepat.
3.3 Evaluasi Pengaruh In-House Training terhadap etos kerja dan disiplin
Indikasi praktis atas perubahan etos kerja dan disiplin sebagai pengaruh dari In-House Training secara umum nampak pad a suasana kerja yang tercipta saat ini. Karyawan mulai lebih peduli dalam setiap kegiatan yang mengacu pada efisiensi kerja Perusahaan dalam proses menciptakan efisiensi mengajak keterlibatan karyawan secara langsung dengan menunjukan bukti nyata bahwa semakin besar nilai tambah yang diperoleh, tidak hanya untuk perusahaan tapi juga karyawan.
4. SARAN-SARAN
4.1 Upaya peningkatan efisiensi pengolahan oleh Perusahaan
Pelaksanaan In-house Training mampu mermberikan semangat pada perusahaan untuk selalu melakukan upaya peningkatan efisiensi di berbagai departeman. Dengan adanya pengarahan/masukan telah memberikan bukti yang nyata pengaruhnya terhadap efisiensi baik waktu, material dan tenaga kerja yang secara keseluruhan akan menekan cost perusahaan.
4.2 Pelaksanaan In-House Training kedepan.
Harapan yang ingin kami sampaikan untuk pelaksanaan In-House Training kedepan adalah frekwensi pertemuan yang lebih sering dari yang sudah dilakukan selama ini. Hal ini dikarenakan materi-materi perbaikan yang disampaikan oleh Tim akan lebih cepat ter evaluasi dan untuk permasalahan yang baru akan lebih cepat teranalisa.
Kami dari pihak perusahaan juga berusaha terus menerus melakukan analisa permasalahan dan evaluasinya, disamping itu kami juga membutuhkan Tim Proyek ITTO sebagai pihak independent yang melakukan analisa permasalahan dan penilaian perbaikan di perusahaan kami.
Atas kerja samanya kami ucapkan terima kasih.
Technical Report No. 9
Lampiran E.7
PT. Cahaya Samtraco, Samarinda, Kalimantan Timur
Technical Report No. 9

DAMPAK IN-HOUSE TRAINING TEKNOLOGI PENGOLAHAN KA YU OLEH PROYEK ITTO PD 286/04 REV. 1 (I) TERHADAP KINERJA PERUSAHAAN
PT. Cahaya Samtraco, Kalimantan Timur
1. PENDAHULUAN
Kami mengucapkan terima kasih kepada Lembaga ITTO/ISWA yang telah datang ke perusahaan kami. Dan kepada anggota team yang telah rela meluangkan waktunya untuk memberikan pelatihan kepada perusahaan kami, sehingga kami telah mendapatkan tambahan ilmu pengetahuan.
1.1 Waktu Kunjungan
Kunjungan Tim Proyek ITTO dilaksanakan pada:
- Kunjungan ke 1 : 22 Agustus 2007, dan
- Kunjungan ke 2: 13 Juni 2008
- Adapun anggota team yang hadir 4 orang.
1.2 Data Perusahaan
Product Lines
Kapasitas produksi
Laminating
± 1.000 M3 / bulan
± 850 M3 / bulan Kapasitas produksi aktual
Volume/sumber bahan baku
Volume ekspor dan negara tujuan
± 3.500 M3 / bulan Jenis Meranti Merah dari HPHIIPK
(2004 - 2008) terlampir
2. PELAKSANAAN IN-HOUSE TRAINING
2.1 Kunjungan Tim ITTO
Kunjungan I; Pertama datang berdiskusi, kemudian terjun ke lapangan untuk mengidentifikasi masalah-masalah di tiap-tiap bagian dan memberikan masukan-masukan kepada peserta pelatihan serta memberikan pelatihan cara-cara bagaimana mengatasinya, baik maintenance maupun proses produksi serta memberikan follow up.
Kunjungan 11; Mengevaluasi hasil kunjungan yang pertama serta memberikan saran-saran.
2.2 Personil perusahaan yang mengikuti pelatihan adalah Managers/Supervisors dan Operators/ Technicians dan wakil dari tiap-tiap departemen
2.3 Materi yang disampaikan Team ITTO meliputi: 1) Maintenance, 2} Saw Doctoring, 3} Sawmill. Secara keseluruhan cukup bagus dan mudah dimengerti. Namun waktu kunjungan jaraknya terlalu lama, sebaiknya 3 bulan sekali dan waktu berkunjung minimal 3 hari. Terjun langsung ke lapangan dan memberikan arahan-arahan kepada peserta pelatihan.
3. EVALUASI DAMPAK PELATIHAN
3.1 a) Masalah-masalah teknis yang utama sebelum training, seperti pada tabel di bawah ini:
Technical Report No. 9
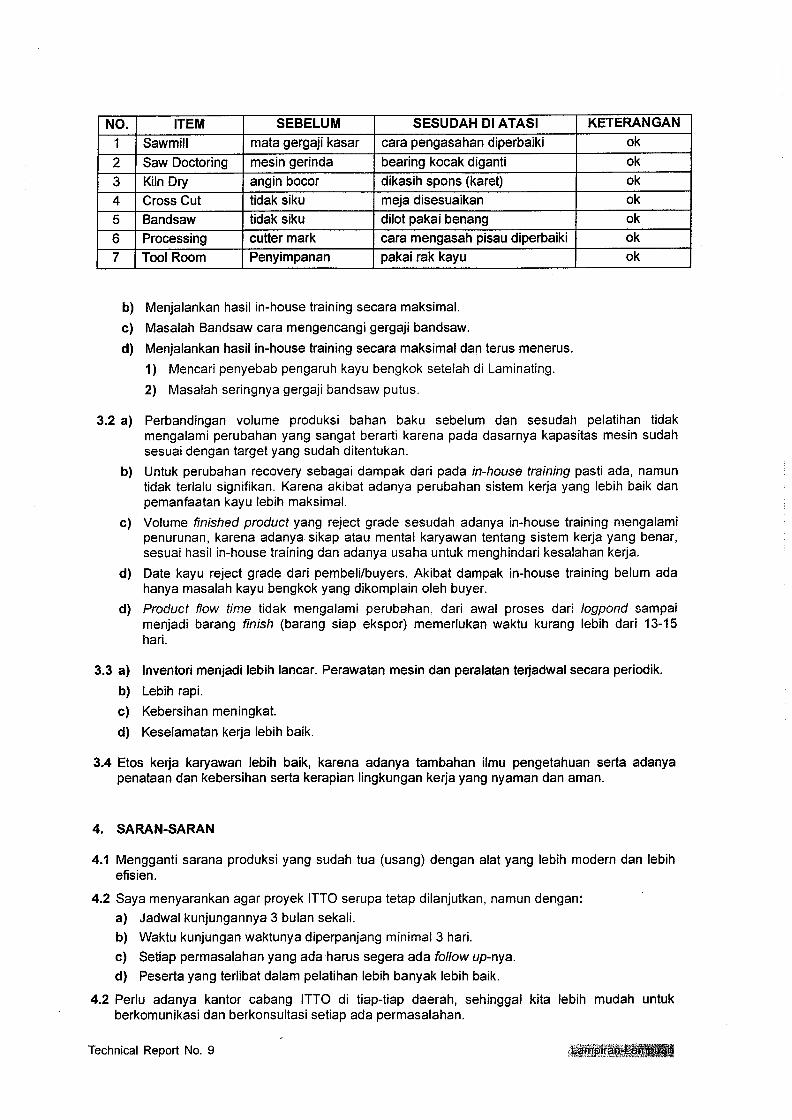
NO. ITEM SEBELUM SESUOAH 01 ATASI KETERANGAN
1 Sawmill mata gergaji kasar cara pengasahan diperbaiki ok
2 Saw Doctoring mesin gerinda bearing kocak diganti ok
3 Kiln Dry angin bocor dikasih spons (karet) ok
4 Cross Cut tidak siku meja disesuaikan ok
5 Bandsaw tidak siku dHotpakaibenang ok
6 Processing cutter mark cara mengasah pisau diperbaiki ok
7 Tool Room Penyimpanan pakai rak kayu ok
b) Menjalankan hasH in-house training secara maksimal.
c) Masalah Bandsaw cara mengencangi gergaji bandsaw.
d) Menjalankan hasil in-house training secara maksimal dan terus menerus.
1) Mencari penyebab pengaruh kayu bengkok setelah di Laminating.
2) Masalah seringnya gergaji bandsaw putus.
3.2 a) Perbandingan volume produksi bahan baku sebelum dan sesudah pelatihan tidak mengalami perubahan yang sangat berarti karena pada dasarnya kapasitas mesin sudah sesuai dengan target yang sudah ditentukan.
b) Untuk perubahan recovery sebagai dampak dari pada in-house training pasti ada, namun tidak terlalu signifikan. Karena akibat adanya perubahan sistem kerja yang lebih baik dan pemanfaatan kayu lebih maksimal.
c) Volume finished product yang reject grade sesudah adanya in-house training mengalami penurunan, karena adanya sikap atau mental karyawan tentang sistem kerja yang benar, sesuai hasil in-house training dan adanya usa ha untuk menghindari kesalahan kerja.
d) Date kayu reject grade dari pembeli/buyers. Akibat dampak in-house training belum ada hanya masalah kayu bengkok yang dikomplain oleh buyer.
d) Product flow time tidak mengalami perubahan. dari awal proses dari /ogpond sampai menjadi barang finish (barang siap ekspor) memerlukan waktu kurang lebih dari 13-15 hari.
3.3 a) Inventori menjadi lebih lancar. Perawatan mesin dan peralatan terjadwal secara periodik.
b) Lebih rapi.
c) Kebersihan meningkat.
d) Keselamatan kerja lebih baik.
3.4 Etos kerja karyawan lebih baik, karena adanya tambahan ilmu pengetahuan serta adanya penataan dan kebersihan serta kerapian lingkungan kerja yang nyaman dan aman.
4. SARAN-SARAN
4.1 Mengganti sarana produksi yang sudah tua (usang) dengan alat yang lebih modern dan lebih efisien.
4.2 Saya menyarankan agar proyek ITTO serupa tetap dilanjutkan, namun dengan:
a) Jadwal kunjungannya 3 bulan sekali.
b) Waktu kunjungan waktunya diperpanjang minimal 3 hari.
c) Setiap permasalahan yang ada harus segera ada follow up-nya.
d) Peserta yang terlibat dalam pelatihan lebih banyak lebih baik.
4.2 Perlu adanya kantor cabang ITTO di tiap-tiap daerah, sehinggal kita lebih mudah untuk berkomunikasi dan berkonsultasi setiap ada permasalahan.
Technical Report No. 9
Lampiran F
Materi yang di presentasikan oleh International Expert adalah:
Mr. Sae Yung Kim, International Expert, "Lessons Learned from the Implementation of In-house
Training"
Technical Report No. 9
Technical Report No. 9
Lampiran F
Oleh Mr. Sae Yung Kim, International Expert, "Lessons Learned from the Implementation of
In-house Training on Wood Process"
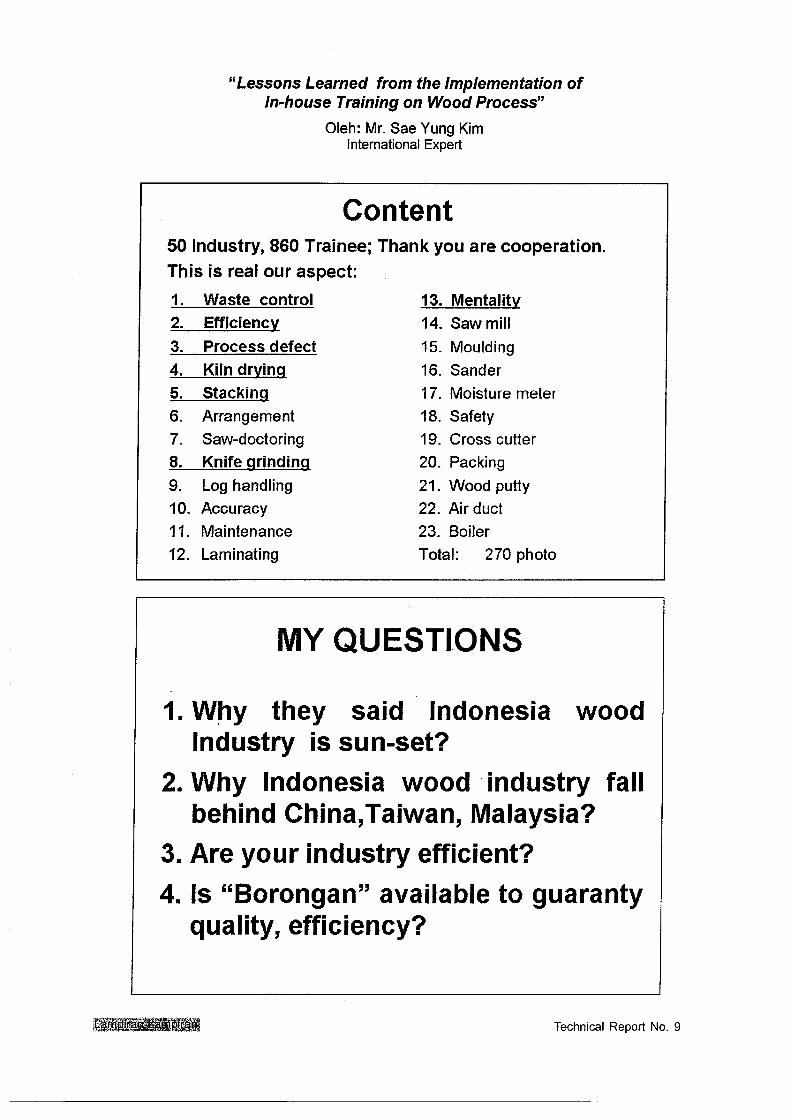
"Lessons Learned from the Implementation of In-house Training on Wood Process"
Oleh: Mr. Sae Yung Kim International Expert
Content 50 Industry, 860 Trainee; Thank you are cooperation. This is real our aspect:
1. Waste control 13. Mentality 2. Efficienc)l 14. Saw mill
3. Process defect 15. Moulding
4. Kiln drying 16. Sander
5. Stacking 17. Moisture meter
6. Arrangement 18. Safety
7. Saw-doctoring 19. Cross cutter
8. Knife grinding 20. Packing
9. Log handling 21. Wood putty 10. Accuracy 22. Air duct
11. Maintenance 23. Boiler 12. Laminating Total: 270 photo
MY QUESTIONS
1. W~y they said Indonesia wood Industry is sun-set?
2. Why Indonesia wood industry fall behind China, Taiwan, Malaysia?
3. Are your industry efficient?
4. Is "Borongan" available to guaranty quality, efficiency?
Technical Report No. 9

1. Waste control 1. Every day your money is threw away
(Rubber wood sawn timber kiln dried A/B grade, US$ 470 C.I.F. GUANGZOU CHINA)
2. Why "ZERO DEFECT"
3. Is this waste acceptable?
2. Efficiency Measuring is basic
of efficiency
Technical Report No. 9
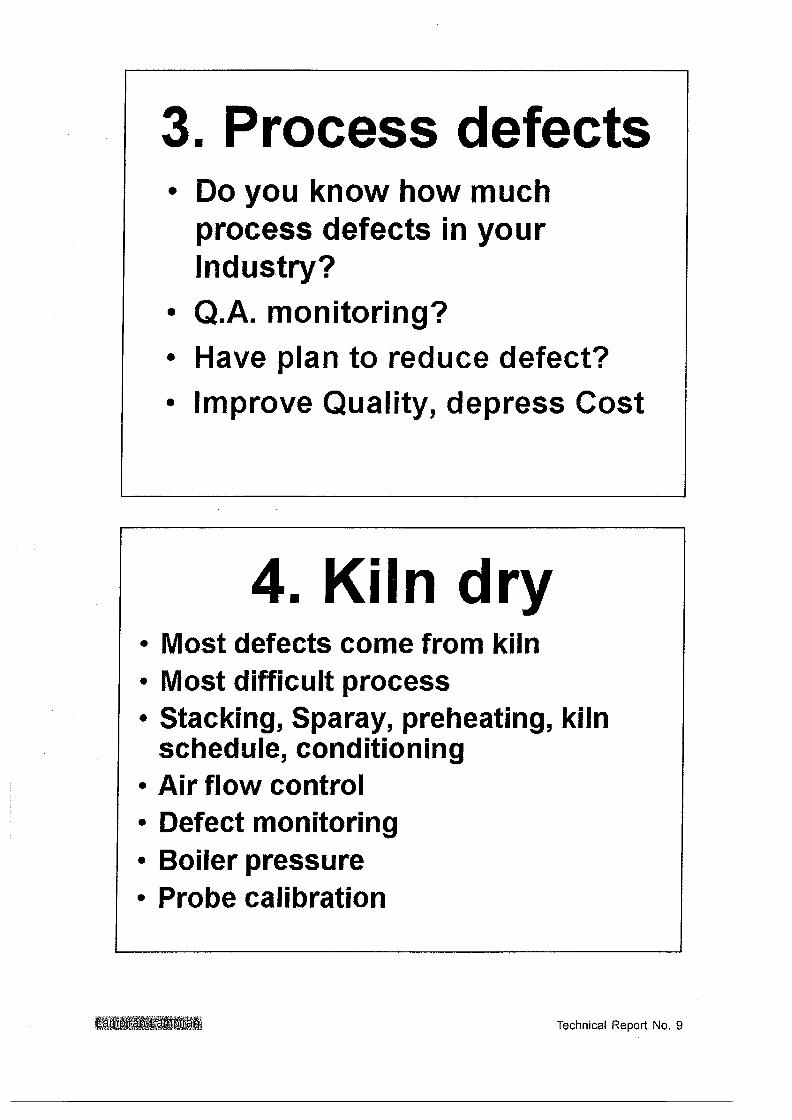
3. Process defects • Do you know how much
process defects in your Industry?
• Q.A. monitoring? • Have plan to reduce defect?
• Improve Quality, depress Cost
4. Kiln dry • Most defects come from kiln • Most difficult process • Stacking, Sparay, preheating, kiln
schedule, conditioning • Air flow control • Defect monitoring • Boiler pressure • Probe calibration
Technical Report No. 9

5. Stacking • Why so important
• Deduce defects
• Accelerate process time
6. Arrangement • Safety
• Easy inventory
• High productivity
• Mentality
• Quality
Technical Report No. 9 ~~ f2l>Hl!:~~
7. Saw doctoring·
• Basic technology
• Quality, Efficiency
8. Knife Grinding • Coolant • Double beveling • Setting • Burr
Technical Report No. 9
9. Log handling • S-hook • Spring cooler
• Canvas • Sleeper • Cross cutting
• Cleaning
10. Accuracy • Poor machine maintenance • Poor grinding,saw doctoring • Quality
Technical Report No. 9
11. Maintenance • Saving big investment • Maintain production • Preventive maintenance best way
12. Laminating • High cost • 200-300grlsq m • Resin:hardener15: 1 00 • Mixing time3-5min.port-life 1 hour • Assembling 10min , press 10-
15kg/sq.cm
• Press time 1-1.5 hour ,ageing 1-5day
Technical Report No. 9
13. Mentality
• Supervising?
14. Saw mill • Big impact on yield
• Why small investment on sawmill
• Importance of saw-doctoring
Technical Report No. 9

15. Moulder • Steel roller adjustment
• Feed speed-10m/sec
• Rubber roller pressure-2 bar
• Rubber hardness-60%
• Roller press mark
• Cutter mark
• Cuter block knife setting
16. Sander
• Roller setting
• Sand paper drying
• Maximum utilization
• Wood putty drying
Technical Report No. 9
17. Moisture Meter • Oven calibration • Keep 3cm probe distance • Nail quality • Direction needle position
18. Safety
• Zero accident
Technical Report No. 9
19. Cross Cutter • Saw mark
• Safety • Rough cutting
• Cross section
• Replace schedule
• Micro gauage setting
20. Packing • Big cost
• Impact on price
• Monitoring damage from buyer
Technical Report No. 9

21. Wood putty -Color
• Vaporization
• Contamination • Training
22. Air duct • Cross cutter: 24m/sec
• Planer: 26 m/sec
• Tenone & shaper
• Finger jointed moulder: 28 m/sec
• High speed moulder, sander: 30 m/sec
• Dust control
• Premises lighting
• Working height
• Noise reduction
Technical Report No. 9

23. Boiler • Boiler pressure impact kiln product
• Leakage • Insulation • Safety valve • Water quality (sodium hypocloride
etc)
General Trend of Wood Process • Wood based panels-moulding-solid wood glued
finger jointed components, joinery-serial furniture-traditional furniture-artifisial furniture
• Priority cost sensitivity physical yield production by demand quality
• Process flow continuos process connected line banched complex step wise
• Standardization specialization high volume econom iese of scale inventory control distribution channel,
• Small volume high specialization high margin
Technical Report No. 9

Suggestion • Let us improve on efficiency, quality starting from small . thing, from just now, from You
• Yes! You can do.
00000000
Technical Report No. 9