Embed Size (px)
Citation preview

Laiete Soto Messias
Análise Experimental de Bocais Nebulizadores Visando Reduzir Emissões Atmosféricas na Combustão de Óleos Ultraviscosos
Dissertação apresentada ao Instituto de Pesquisas Tecnológicas do Estado de São Paulo – IPT, para a obtenção do título de Mestre em Tecnologia Ambiental.
Área de concentração: Mitigação de Impactos Ambientais
Orientador: Prof. Dr. Lin Chau Jen
São Paulo
Janeiro de 2006
Ficha Catalográfica
Elaborada pelo Centro de Informação Tecnológica do Instituto de Pesquisas Tecnológicas do Estado de São Paulo - IPT
M585a Messias, Laiete Soto
Análise experimental de bocais nebulizadores visando reduzir emissões atmosféricas na combustão de óleos ultraviscosos. / Laiete Soto Messias. São Paulo, 2006. 110p.
Dissertação (Mestrado em Tecnologia Ambiental) - Instituto de Pesquisas
Tecnológicas do Estado de São Paulo. Área de concentração: Mitigação de Impactos Ambientais. Orientador: Prof. Dr. Lin Chau Jen
1. Nebulização 2. Bocais nebulizadores 3. Combustão de óleo ultraviscoso 4. Emissão atmosférica 5. Emissão de poluente 6. Tese I. Instituto de Pesquisas Tecnológicas do Estado de São Paulo. Centro de Aperfeiçoamento Tecnológico II. Título 06-28 CDU 614.72:662.61(043)

Aos
Meus pais (in memoriam) pela dedicação das suas vidas à formação dos filhos.
Agradecimentos Ao amigo Prof. Dr. Lin Chau Jen pelo incentivo e disponibilidade para a orientação deste trabalho.
Ao Prof. Dr. Euryale Jorge de Godoy de Jesus Zerbini, gostaria de agradecer sua disposição para a revisão técnica do texto.
Ao Dr. Antonio Luiz Pacífico pelo incentivo e sua paciência para a discussão e reflexão sobre os resultados experimentais obtidos.
Ao amigo Hugo Fabián Decaro Schettini pela colaboração e dedicação ao tratamento de dados experimentais.
Ao IPT pela concessão da bolsa para a realização do programa de mestrado e a todos os colegas do Agrupamento de Engenharia Térmica, em especial ao técnico Silvio da Silva Neves pelo empenho e dedicação na coleta dos dados experimentais.
Agradeço em especial ao técnico Reinaldo Custódio da Silva (o Biro) e ao Nicolau Jansiski Filho (o Nicão) pelo trabalho de confecção dos protótipos.
À Marilin, pelo incentivo e apoio na divisão das tarefas diárias, sem o que não seria possível a realização desse trabalho, e ao Guilherme, nosso filho, pela valiosa ajuda no trato das ilustrações.
RESUMO Neste trabalho experimental é analisado comparativamente o desempenho de bocais nebulizadores de óleos combustíveis ultraviscosos utilizados comumente em queimadores de caldeiras e fornos industriais. A obtenção de “sprays” com menores diâmetros de gotas e distribuição de diâmetros mais estreita no processo de nebulização constitui fator importante no controle das emissões atmosféricas derivadas do processo de combustão.
Os testes de laboratório com dois protótipos de bocais do tipo “Y-Jet” e câmara de mistura indicam que, para os bocais que utilizam ar ou vapor d´água como fluido auxiliar de nebulização, a razão mássica gás/líquido é o parâmetro operacional fundamental na qualidade de nebulização.
Os resultados demonstraram também que, sob mesmas condições de operação, o modelo câmara de mistura proporciona formação de “spray” com menor diâmetro médio de gotas e distribuição de diâmetros mais estreita do que o modelo “Y-Jet”.
A conclusão é de que a melhoria da qualidade de nebulização obtida com o modelo câmara de mistura, construído segundo os parâmetros estabelecidos, é resultante da formação da película de líquida de espessura mais uniforme nas paredes do orifício de descarga do bocal, confirmando as hipóteses previamente estabelecidas.
Considerando os mecanismos de formação de material particulado em processos de combustão de “sprays” descritos no trabalho, a expectativa é de que o bocal do tipo câmara de mistura tenha melhor desempenho no que se refere às emissões de material particulado em processos de combustão de óleos ultraviscosos.
Palavras-chave: Nebulização, Combustão de líquidos, Emissões atmosféricas
ABSTRACT In this experimental work the fuel oil atomizers, that have been used in burners of
boilers and industrial furnaces is analyzed comparatively. The sprays obtaining with smaller diameters of drops and more narrow distribution of diameters in the atomization process constitutes important factor in the control of the derived atmospheric emissions of the fuel oil combustion process.
The laboratory tests with two prototypes of atomizers of the type "Y-Jet" and mixture chamber indicate that, for these kind of nozzles where is use air or steam as atomizing fluid, the gas/liquid mass ratio is the fundamental operational parameter in the atomization quality.
The results also demonstrated that, under same operation conditions, the model mixture chamber provides spray a formation with smaller diameter of drops and narrow distribution of diameters more than the model "Y-Jet".
The conclusion is that the improvement of the atomization quality obtained with the mixture chamber type, built according to the established design parameters, is resulting of the formation of the film of liquid of more uniform thickness in the walls of the hole of discharge of the nozzle, confirming the hypotheses previously established.
Considering the mechanisms of formation of particulate material in sprays combustion described in the work, the expectation is that the mixture chamber nozzle type has better performance to the emissions in processes of ultra viscous fuel oil combustion.
Keywords: Atomization and Sprays, Liquid combustion, Atmospheric emissions.
Lista de figuras
Figura 1 – Processos envolvidos na combustão de líquidos em câmaras de combustão (Fonte:
Williams, 1990). ...............................................................................................................19 Figura 2 – Fluxograma típico de refinaria de petróleo (Fonte: Mariano, 2001).......................20 Figura 3 – Queimador de caldeira para baixa de emissão de NOx.( Fonte: Graziadio, 2001)..22 Figura 4 – Lança nebulizadora de óleo cm bocal tipo câmara de mistura (Fonte: Babcock &
Wilcox, 200?). ..................................................................................................................22 Figura 5 – Fotografia de um “spray” plano de água em regime laminar (Fonte: Van Dyke,
1982).................................................................................................................................26 Figura 6 – Modelo físico idealizado do mecanismo de desintegração de um jato plano (Fonte:
Brodkey, 1967). ................................................................................................................26 Figura 7 – Nebulização de glicerina em bocal de nebulização por pressão de líquido. (Fonte:
Van Dyke, 1982). .............................................................................................................27 Figura 8 – Características gerais de um “spray”. (Fonte: Elaboração própria). ......................28 Figura 9 – Representações típicas da distribuição de tamanho de gotas (Fonte: Faeth, 1977).29 Figura 10 – Detalhe de um bocal nebulizador do tipo “Y-Jet” montado na extremidade da
lança nebulizadora. (Fonte: Lawn, 1987). ........................................................................32 Figura 11 – Modelo do processo de nebulização em bocal do tipo “Y-Jet” (Fonte: Mullinger e
Chigier, 1974)...................................................................................................................33 Figura 12 – Variação do diâmetro médio de gota em função da razão ar/líquido, RAL. (Fonte:
Mullinger e Chigier, 1974). ..............................................................................................34 Figura 13 – Variação do diâmetro médio de gota em função da razão ar/líquido e da
velocidade do ar no ponto de mistura (Fonte: Mullinger e Chigier, 1974). .....................34 Figura 14 – Influência das propriedades do líquido no diâmetro médio de gota (Fonte:
Mullinger e Chigier, 1974). ..............................................................................................35 Figura 15 – Diâmetro médio de gota em função de We (Fonte: elaboração própria)...............36 Figura 16 – Diâmetro médio de gota em função da vazão de vapor de nebulização (Fonte:
elaboração própria). ..........................................................................................................37 Figura 17 – Regime de escoamento interno em função das condições de operação em bocal do
tipo “Y-Jet” (Fonte: De Michele et al., 1991)...................................................................38 Figura 18 – Variação da estrutura do “spray” em função da vazão de líquido em bocal do tipo
“Y-Jet” (Fonte: De Michele et al., 1991). .........................................................................39 Figura 19 – Modelo proposto para o escoamento no interior de um bocal do tipo “Y-Jet”
(Fonte: Song e Lee, 1996). ...............................................................................................40 Figura 20 – Configuração do jato à saída do bocal “Y-Jet”: (a) convencional; (b) alternativo
(Fonte: Williams, 1989)....................................................................................................40 Figura 21 – Esquema de bocal tipo câmara de mistura (Fonte: Bayvel e Orzechowski, 1993).
..........................................................................................................................................41 Figura 22 – Modelo físico do processo de nebulização em bocal do tipo câmara de mistura
(Fonte: Graziadio, 2001)...................................................................................................42 Figura 23 - Bocal alternativo tipo “F-Jet” (Fonte: Lawn, 1987)..............................................43 Figura 24 - Bocal alternativo tipo “STFA - Multi-ported symetric two-fluid atomizer” (Fonte:
Lawn, 1987)......................................................................................................................43 Figura 25 – Bocais do tipo câmara de mistura de pequeno volume (Fonte: elaboração própria).
..........................................................................................................................................44 Figura 26 - Bocais do tipo câmara de mistura de grande volume (Fonte: elaboração própria).
..........................................................................................................................................44
Figura 27 – Comparação qualitativa entre curvas de distribuição de diâmetro de gotas com bocais “Y-Jet” e câmara de mistura (Fonte: Nasr et al., 2002).........................................45
Figura 28 - Mecanismo de combustão de uma gota (Fonte: elaboração própria). ...................46 Figura 29 - Micrografia eletrônica de partículas de fuligem aglomeradas (Fonte: Williams,
1989).................................................................................................................................47 Figura 30 – Aspecto de uma cenosfera (“coke”) gerada a partir da queima de óleo combustível
(Fonte: Williams, 1989)....................................................................................................48 Figura 31 – Aspecto de duas chamas, óleo e gás, em condições semelhantes quanto à potência
(Fonte: Lawn, 1987). ........................................................................................................49 Figura 32 – Influência da nebulização no aspecto das chamas de líquidos (Fonte: Lawn,
1987).................................................................................................................................50 Figura 33 – Influência do ângulo do spray no comportamento de chamas de líquidos (Fonte:
Lawn, 1987)......................................................................................................................51 Figura 34 – Configurações dos bocais originais e protótipos utilizados: a - vapor; b - óleo: A –
lança nebulizadora; B – porca de fixação; C – bocal original; D – bocal modificado (Fonte: Messias e Jen, 2001). ...........................................................................................52
Figura 35 – Avaliação comparativa de desempenho dos bocais nebulizadores (Fonte: elaboração própria). ..........................................................................................................53
Figura 36 – Influência da qualidade de nebulização nas emissões de CO. ..............................54 Figura 37 – Influência da qualidade de nebulização nas emissões de NOx..............................55 Figura 38 – Influência da qualidade de nebulização nas emissões de material particulado.....55 Figura 39 – Comparação de desempenho entre os bocais do tipo câmara de mistura e “Y-Jet”
quanto às emissões de material particulado em função do excesso de oxigênio nos gases de exaustão (Fonte: Nasr et al., 2002) ..............................................................................56
Figura 40 – Modelo de escoamento a montante do orifício de descarga. ................................58 Figura 41 – Dimensões do protótipo “Y-Jet”. (Fonte: Schettini, 2005). ..................................60 Figura 42 – Bocal tipo câmara de mistura: A – bocal de descarga; B - placa de mistura; C -
porca de aperto. (Fonte: elaboração própria)....................................................................60 Figura 43 – Instalações da Estação de Avaliação de Sprays (Fonte: elaboração própria). ......61 Figura 44 – Arranjo físico dos experimentos (Fonte: Schettini, 2005). ...................................62 Figura 45- Bocal nebulizador em teste na Estação de Avaliação de Sprays do IPT (Fonte:
Messias, 1998).. ................................................................................................................63 Figura 46 - Arranjo óptico do instrumento de medição. (Fonte: Messias, 1998).....................64 Figura 47 - Folha de resultados do instrumento de medição de diâmetro de gotas..................65 Figura 48 – Medição da distribuição de líquido na seção transversal do “spray”. (Fonte:
elaboração própria). ..........................................................................................................66 Figura 49 – Câmara de nebulização e sistema de coordenadas adotado. (Fonte: elaboração
própria). ............................................................................................................................67 Figura 50 – Bocais e o sistema de coordenadas adotado (Fonte: elaboração própria). ............68 Figura 51 – Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de um
jato obtido com bocal “Y-Jet” com vazão de óleo de 600 kg/h........................................69 Figura 52 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do spray de um
jato obtido com bocal “Y-Jet” com vazão de óleo de 600 kg/h........................................69 Figura 53 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de um
jato obtido com bocal “Y-Jet” com vazão de óleo de 1200 kg/h......................................70 Figura 54 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de um
jato obtido com bocal “Y-Jet” com vazão de óleo de 1200 kg/h......................................70 Figura 55 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de um
jato obtido com bocal “Y-Jet” com vazão de óleo de 1800 kg/h......................................71
Figura 56 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de um jato obtido com bocal “Y-Jet” com vazão de óleo de 1800 kg/h......................................71
Figura 57 – Ábaco operacional generalizado para o bocal tipo “Y-Jet”...................................73 Figura 58 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de um
jato obtido com bocal câmara de mistura com vazão de óleo de 600 kg/h. .....................75 Figura 59 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de um
jato obtido com bocal câmara de mistura com vazão de óleo de 600 kg/h. .....................75 Figura 60 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de um
jato obtido com bocal câmara de mistura com vazão de óleo de 1200 kg/h. ...................76 Figura 61 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de um
jato obtido com bocal câmara de mistura com vazão de óleo de 1200 kg/h. ...................76 Figura 62 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de um
jato obtido com bocal câmara de mistura com vazão de óleo de 1800 kg/h. ...................77 Figura 63 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de um
jato obtido com bocal câmara de mistura com vazão de óleo de 1800 kg/h. ...................77 Figura 64 - Ábaco operacional generalizado para o bocal tipo câmara de mistura..................79 Figura 65 – Influência do fluido de nebulização nas emissões de NOx. ..................................81 Figura 66 – Comparação de desempenho quanto ao diâmetro médio de gota, SMDm, para
vazão de óleo de 600 kg/h. ...............................................................................................82 Figura 67 - Comparação de desempenho quanto ao diâmetro médio de gota, SMDm, para
vazão de óleo de 1200 kg/h. .............................................................................................82 Figura 68 - Comparação de desempenho quanto ao diâmetro médio de gota, SMDm, para
vazão de óleo de 1800 kg/h. .............................................................................................83 Figura 69 - Comparação de desempenho quanto ao diâmetro acumulativo, D(v,0.9)m, para
vazão de óleo de 600 kg/h. ...............................................................................................84 Figura 70 - Comparação de desempenho quanto ao diâmetro acumulativo, D(v,0.9)m, para
vazão de óleo de 1200 kg/h. .............................................................................................84 Figura 71 - Comparação de desempenho quanto ao diâmetro acumulativo, D(v,0.9)m, para
vazão de óleo de 1800 kg/h. .............................................................................................85 Figura 72 – Fator de espalhamento da distribuição de diâmetro de gotas obtido com o bocal
“Y-Jet”. .............................................................................................................................86 Figura 73 - Comparação de desempenho quanto à distribuição de diâmetro de gotas para
vazão de óleo de 1200 kg/h. .............................................................................................86 Figura 74 - Comparação de desempenho quanto ao fator de espalhamento da distribuição de
diâmetro de gotas..............................................................................................................87 Figura 75 – Distribuição de líquido e perfil de SMD ao longo da seção transversal do “spray”
com vazão de óleo de 600 kg/h e RAL=0,49 com bocal “Y-Jet”. .....................................88 Figura 76 - Distribuição de líquido e perfil de SMD ao longo da seção transversal do “spray”
com vazão de óleo de 600 kg/h e RAL=0,49 com bocal câmara de mistura. ...................89 Figura 77 - Distribuição de líquido e perfil de SMD ao longo da seção transversal do “spray”
com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal tipo “Y-Jet”.............................90 Figura 78 - Distribuição de líquido e perfil de SMD ao longo da seção transversal do “spray”
com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal câmara de mistura. .................91 Figura 79 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 600 kg/h e RAL=0,49 com bocal “Y-Jet”. .......................91 Figura 80 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 600 kg/h e RAL=0,49 com bocal câmara de mistura. ......92 Figura 81 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal “Y-Jet”. .....................92

Figura 82 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do “spray” com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal câmara de mistura. ....93
Lista de tabelas
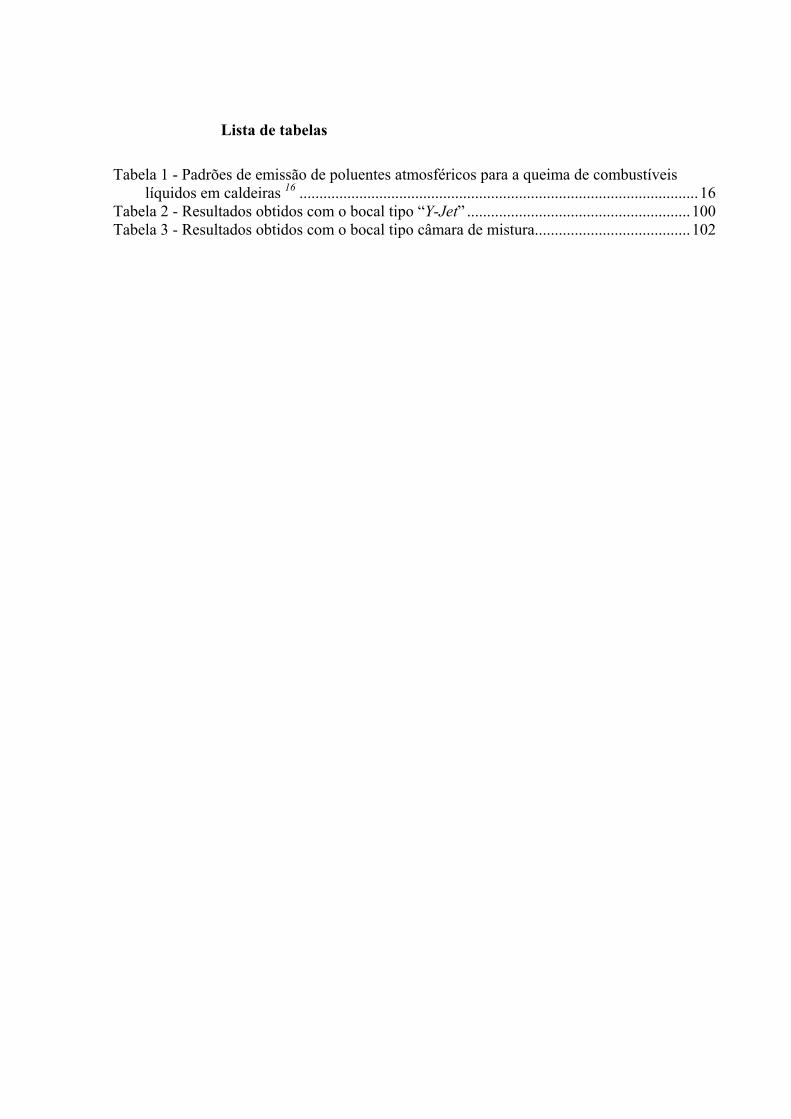
Tabela 1 - Padrões de emissão de poluentes atmosféricos para a queima de combustíveis
líquidos em caldeiras 16 ....................................................................................................16 Tabela 2 - Resultados obtidos com o bocal tipo “Y-Jet” ........................................................100 Tabela 3 - Resultados obtidos com o bocal tipo câmara de mistura.......................................102
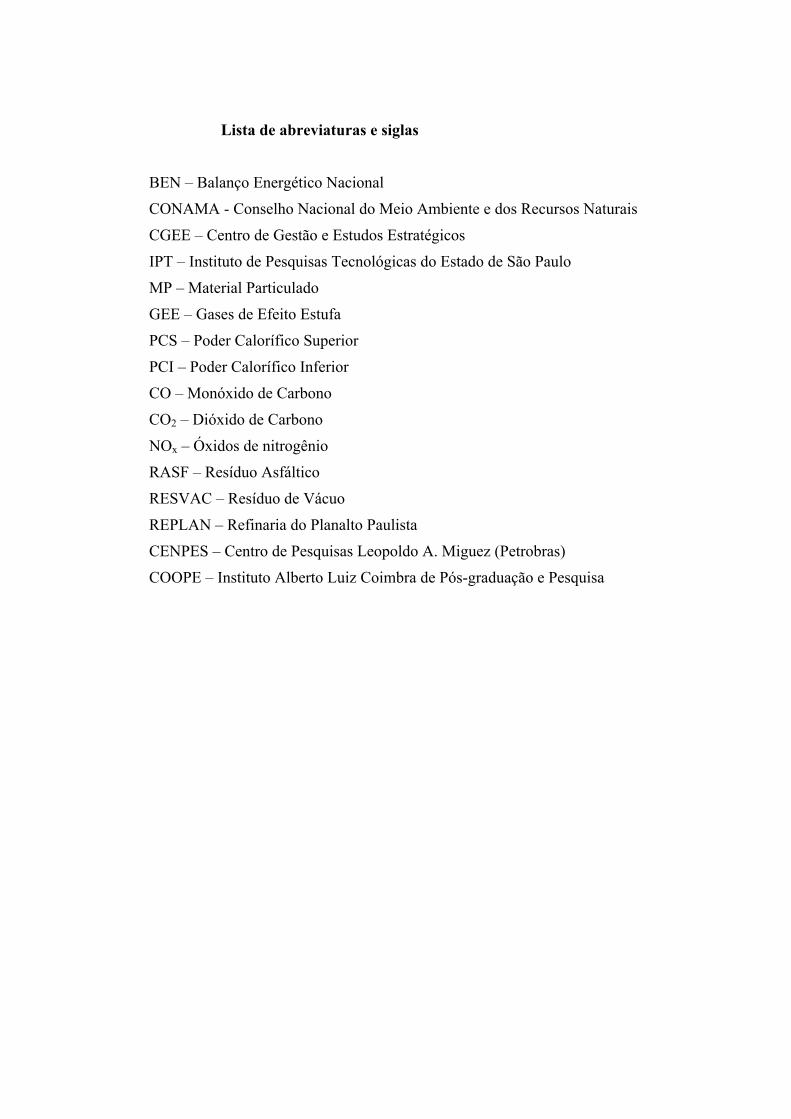
Lista de abreviaturas e siglas
BEN – Balanço Energético Nacional
CONAMA - Conselho Nacional do Meio Ambiente e dos Recursos Naturais
CGEE – Centro de Gestão e Estudos Estratégicos
IPT – Instituto de Pesquisas Tecnológicas do Estado de São Paulo
MP – Material Particulado
GEE – Gases de Efeito Estufa
PCS – Poder Calorífico Superior
PCI – Poder Calorífico Inferior
CO – Monóxido de Carbono
CO2 – Dióxido de Carbono
NOx – Óxidos de nitrogênio
RASF – Resíduo Asfáltico
RESVAC – Resíduo de Vácuo
REPLAN – Refinaria do Planalto Paulista
CENPES – Centro de Pesquisas Leopoldo A. Miguez (Petrobras)
COOPE – Instituto Alberto Luiz Coimbra de Pós-graduação e Pesquisa
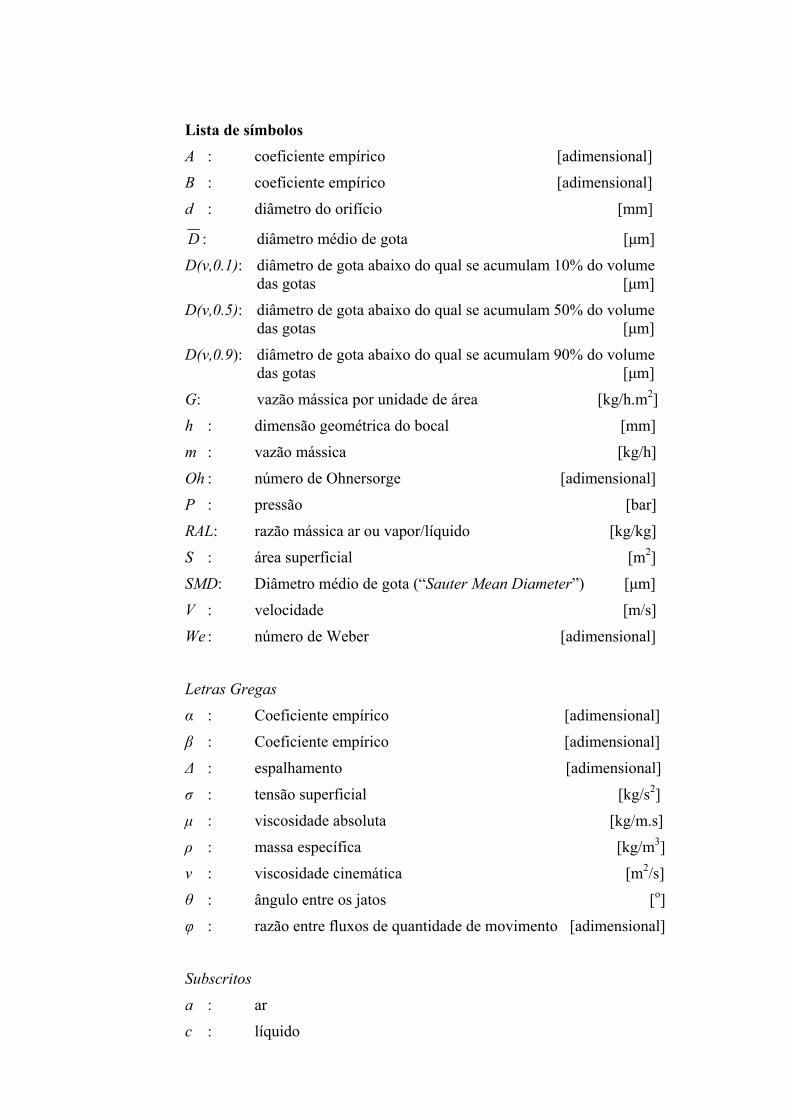
Lista de símbolos A : coeficiente empírico [adimensional]
B : coeficiente empírico [adimensional]
d : diâmetro do orifício [mm]
D : diâmetro médio de gota [µm]
D(v,0.1): diâmetro de gota abaixo do qual se acumulam 10% do volume das gotas [µm]
D(v,0.5): diâmetro de gota abaixo do qual se acumulam 50% do volume das gotas [µm]
D(v,0.9): diâmetro de gota abaixo do qual se acumulam 90% do volume das gotas [µm]
G: vazão mássica por unidade de área [kg/h.m2]
h : dimensão geométrica do bocal [mm]
m : vazão mássica [kg/h]
Oh : número de Ohnersorge [adimensional]
P : pressão [bar]
RAL: razão mássica ar ou vapor/líquido [kg/kg]
S : área superficial [m2]
SMD: Diâmetro médio de gota (“Sauter Mean Diameter”) [µm]
V : velocidade [m/s]
We : número de Weber [adimensional]
Letras Gregas
α : Coeficiente empírico [adimensional]
β : Coeficiente empírico [adimensional]
∆ : espalhamento [adimensional]
σ : tensão superficial [kg/s2]
µ : viscosidade absoluta [kg/m.s]
ρ : massa específica [kg/m3]
ν : viscosidade cinemática [m2/s]
θ : ângulo entre os jatos [o]
φ : razão entre fluxos de quantidade de movimento [adimensional]
Subscritos
a : ar
c : líquido
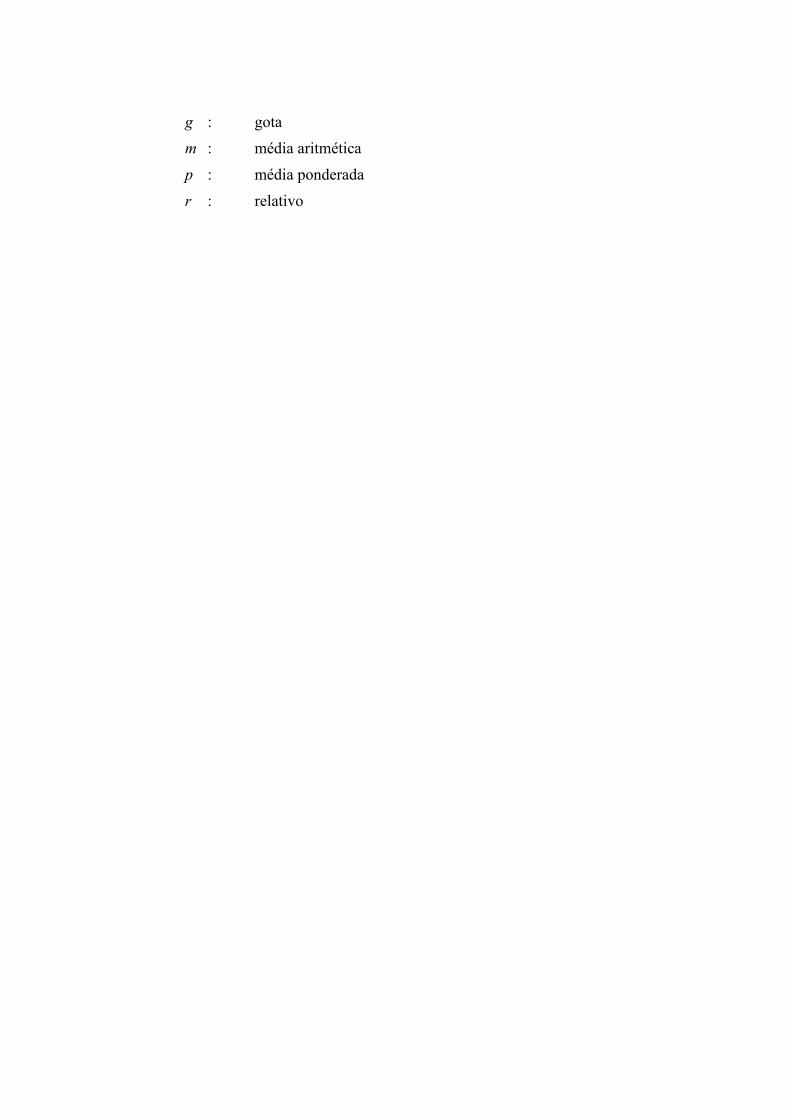
g : gota
m : média aritmética
p : média ponderada
r : relativo
Sumário
1 INTRODUÇÃO.....................................................................................................................15 2 OBJETIVO ............................................................................................................................18 3 REVISÃO BIBLIOGRÁFICA..............................................................................................18 3.1 Óleos combustíveis.............................................................................................................20 3.2 O processo de nebulização .................................................................................................24 3.2.1 Mecanismos de formação de “sprays” ............................................................................25 3.2.2 Caracterização de “sprays”” ...........................................................................................27 3.2.3 Princípios de nebulização ................................................................................................30 3.3 Combustão de gotas e a formação de poluentes em processos de combustão de óleos combustíveis .............................................................................................................................46 4 MÉTODOS E PROCEDIMENTOS METODOLÓGICOS ..................................................56 4.1 Escolha dos bocais..............................................................................................................56 4.2 Dimensionamento dos protótipos .......................................................................................57 4.3 Descrição do arranjo experimental utilizado ......................................................................61 4.3.1 Técnica de medição diâmetro de gota .............................................................................63 4.3.2 Distribuição do líquido na seção transversal ...................................................................65 4.4 Sistema de coordenadas referênciais ..................................................................................66 5 RESULTADOS .....................................................................................................................68 5.1 Bocal tipo “Y-Jet”...............................................................................................................68 5.2 Bocal tipo câmara de mistura .............................................................................................74 6 ANÁLISE COMPARATIVA DOS RESULTADOS............................................................79 6.1 Diâmetro médio de gotas....................................................................................................79 6.2 Consumo de fluido auxiliar ................................................................................................80 6.3 Diâmetro máximo e distribuição de diâmetros de gotas.....................................................83 6.4 Distribuição de líquido na seção transversal do “spray”....................................................87 7 CONCLUSÕES.....................................................................................................................93 8 PROPOSTAS PARA TRABALHOS FUTUROS.................................................................95 REFERÊNCIAS BIBLIOGRÁFICAS .....................................................................................96 ANEXO 1 – TABELAS DE RESULTADOS..........................................................................99 ANEXO 2 – DESENHOS DOS PROTÓTIPOS ....................................................................103
15
1 INTRODUÇÃO São motivos de preocupação da humanidade os impactos da atividade humana no meio ambiente de modo generalizado. Dentre os diversos efeitos sobre a vida humana destacam-se aqueles que dizem respeito ao uso de energia.
Partindo de cenários evolutivos do desenvolvimento da humanidade e os impactos decorrentes do crescimento acelerado do consumo de energia a ele associado, é real e alarmante o problema do crescimento do uso de combustíveis fósseis para a geração de energia, em particular dos derivados de petróleo. As mudanças climáticas globais, cujos efeitos já são notados, são provocadas pelo aumento da concentração de gases de efeito estufa resultante da intensificação do seu uso como fonte de energia.
Considerando a condição do Brasil de um país em que a melhoria da condição de vida dos seus cidadãos está condicionada à possibilidade aumento de consumo de bens ainda inacessíveis a parcela considerável da população, o consumo de energia per capita é crescente. Este trabalho se insere no conjunto de esforços no sentido de reduzir os impactos ambientais decorrentes do consumo de derivados de petróleo, até que alternativas ambientalmente mais sustentáveis possam ser viabilizadas para sua substituição.
Apesar da situação privilegiada do país no que diz respeito a utilização de fontes renováveis de energia, no Brasil, segundo os dados mais recentes divulgados no último Balanço Energético Nacional 2004 - BEN ano base 2003 (BRASIL, 2003), os insumos energéticos derivados de petróleo ainda são predominantes na matriz energética, representando 43,8 % do total dos usos finais de energia no país.
A expectativa, segundo vários cenários propostos (CGEE, 2003), é que a participação do petróleo como fonte de energia no país ainda se manterá predominante. No setor industrial, onde se esse trabalho está focalizado, a previsão é de que o nível de participação na oferta interna de energia seja de 40 %, pelo menos até o ano de 2020.
Nos setores energético e industrial o derivado de petróleo utilizado é o óleo combustível, cujo composto principal é a fração residual do processo de destilação fracionada do petróleo. As características químicas e físicas dos óleos combustíveis nacionais são resultantes de perfil de refino voltado principalmente para o atendimento da demanda de óleo diesel.
Como decorrência dessa situação particular, em relação aos óleos combustíveis utilizados em outros países, os óleos nacionais possuem características químicas e físicas muito diferentes, que os tornam de utilização mais difícil, sobretudo nos aspectos relativos às emissões de poluentes como é o caso do material particulado (MP), dos óxidos de nitrogênio (NOx) e o do maior conteúdo de contaminantes presentes na sua composição.
Por outro lado, a legislação ambiental vigente no país, referenciada nas legislações internacionais aplicadas aos óleos combustíveis de qualidade diferenciada, tem fixado valores de padrões de emissão atmosféricas considerados bastante restritivos, inclusive acompanhando a tendência destas que é de aumentar gradativamente as restrições, impondo padrões mais baixos do que os estabelecidos pela legislação atual.
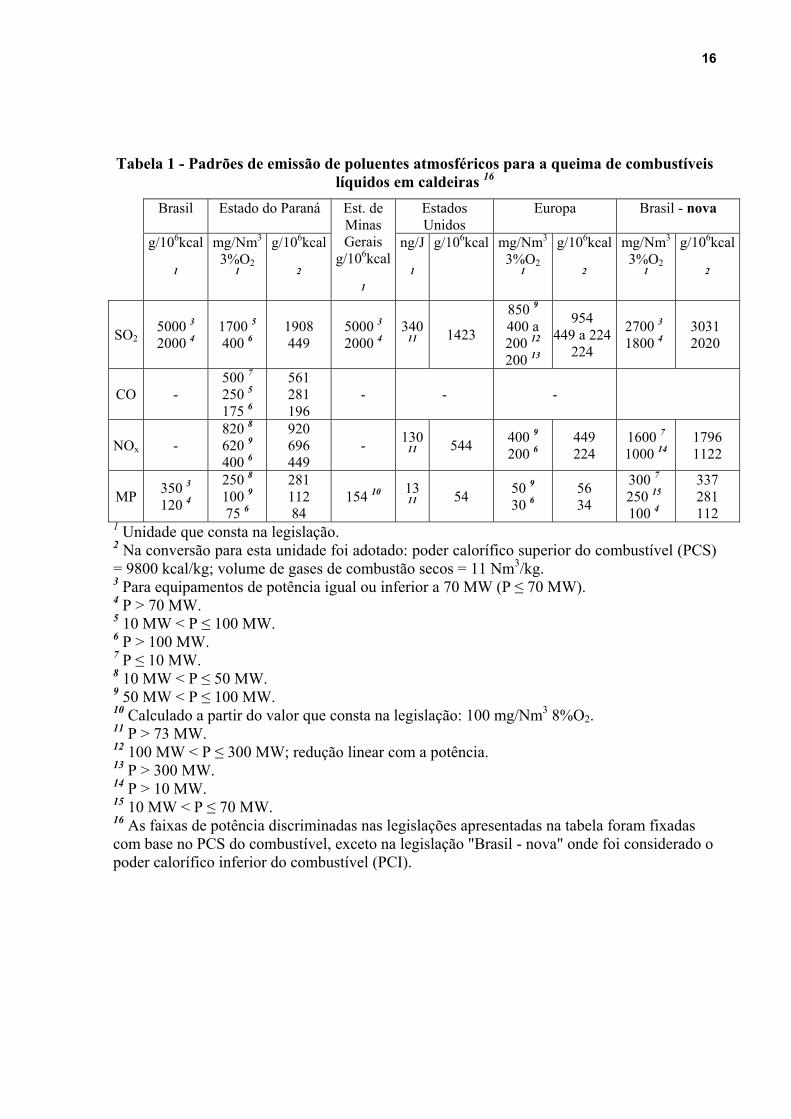
A Tabela 1 apresenta os valores de padrões de emissão de poluentes atmosféricos para queima de líquidos em caldeiras, segundo a legislação atual federal (CONAMA) comparado com outros padrões estaduais e com as legislações americana e européia. Embora a tendência natural seja de atingir os valores internacionais, os valores constantes na nova proposição para os padrões CONAMA são ainda menos restritivos do que os valores vigentes em países mais desenvolvidos.
16
Tabela 1 - Padrões de emissão de poluentes atmosféricos para a queima de combustíveis líquidos em caldeiras 16
Brasil Estado do Paraná Estados Unidos
Europa Brasil - nova
g/106kcal
1
mg/Nm3 3%O2
1
g/106kcal
2
Est. de Minas Gerais
g/106kcal
1
ng/J
1
g/106kcal mg/Nm3
3%O2 1
g/106kcal
2
mg/Nm3
3%O2 1
g/106kcal
2
SO2 5000 3 2000 4
1700 5 400 6
1908 449
5000 3 2000 4
340 11 1423
850 9 400 a 200 12 200 13
954 449 a 224
224
2700 3 1800 4
3031 2020
CO - 500 7 250 5 175 6
561 281 196
- - -
NOx - 820 8 620 9 400 6
920 696 449
- 130 11 544 400 9
200 6 449 224
1600 7 1000 14
1796 1122
MP 350 3 120 4
250 8 100 9 75 6
281 112 84
154 10 13 11 54 50 9
30 6 56 34
300 7 250 15 100 4
337 281 112
1 Unidade que consta na legislação. 2 Na conversão para esta unidade foi adotado: poder calorífico superior do combustível (PCS) = 9800 kcal/kg; volume de gases de combustão secos = 11 Nm3/kg. 3 Para equipamentos de potência igual ou inferior a 70 MW (P ≤ 70 MW). 4 P > 70 MW. 5 10 MW < P ≤ 100 MW. 6 P > 100 MW. 7 P ≤ 10 MW. 8 10 MW < P ≤ 50 MW. 9 50 MW < P ≤ 100 MW. 10 Calculado a partir do valor que consta na legislação: 100 mg/Nm3 8%O2. 11 P > 73 MW. 12 100 MW < P ≤ 300 MW; redução linear com a potência. 13 P > 300 MW. 14 P > 10 MW. 15 10 MW < P ≤ 70 MW. 16 As faixas de potência discriminadas nas legislações apresentadas na tabela foram fixadas com base no PCS do combustível, exceto na legislação "Brasil - nova" onde foi considerado o poder calorífico inferior do combustível (PCI).
17
Os óleos combustíveis são introduzidos, juntamente com ar de combustão, nas câmaras de combustão de caldeiras, fornos e geradores de gases quentes através de queimadores, dotados de dispositivos que injetam óleo na forma de uma névoa de gotas, denominados bocais atomizadores ou nebulizadores, e outros dispositivos responsáveis pela conformação do jato de ar de combustão. Os queimadores têm como função desintegrar previamente o óleo em gotas formando uma fina névoa de gotas, “spray”, e em conjunto com a própria câmara de combustão, propiciar condições adequadas para a mistura com o ar de combustão.
A qualidade do processo de nebulização, entre outros fatores, condiciona o comportamento das chamas de líquidos no que se refere à emissão de poluentes (monóxido de carbono, óxidos de nitrogênio e material particulado). Dentre as medidas aplicáveis para a redução das emissões considera-se a melhoria da qualidade do processo de nebulização (redução do diâmetro médio das gotas e distribuição de diâmetro mais estreita) como uma das possibilidades que têm se mostrado bastante promissora, sobretudo na redução das emissões atmosféricas de material particulado.
Não obstante a relevância do processo de nebulização, a ausência de informações mais detalhadas quanto ao desempenho dos diferentes tipos de bocais nebulizadores utilizados, e a associação de desempenho às características físicas e químicas específicas dos óleos combustíveis nacionais, têm implicado, muitas vezes, em dificuldades no atendimento à legislação atual, em particular as emissões de material particulado.
A proposta do presente trabalho é introduzir os conceitos básicos envolvidos no processo de nebulização, estabelecendo correlações entre diâmetro médio de gotas do “spray” com o comportamento das chamas de líquidos, com o sentido de contribuir para o melhor entendimento do processo, e as interdependências com as emissões de poluentes.
A análise de resultados de medições de diâmetro de gotas contribui para o melhor conhecimento sobre o desempenho dos queimadores no que se refere à qualidade de nebulização, como uma das formas de controlar e reduzir as emissões em processos de combustão.
O trabalho compreendeu a caracterização de desempenho quanto à nebulização que foi realizado com dois tipos básicos de bocais nebulizadores utilizados atualmente em caldeiras e fornos de forma indiscriminada no país. Os resultados experimentais realizados em escala real, permitem diferenciar o desempenho desses dispositivos de injeção de combustível, sob o ponto de vista das emissões de poluentes derivados do processo de combustão de óleos ultra-viscosos.
No capítulo 2 estão estabelecidos os objetivos gerais e específicos do presente trabalho. No capítulo 3 é feita uma breve revisão bibliográfica, abordando os conceitos de nebulização e combustão de líquidos, e a associação destes processos com as emissões atmosféricas.
O capítulo quatro descreve os métodos e procedimentos metodológicos empregados no trabalho. No capítulo 5 são apresentados e analisados os resultados obtidos nos experimentos. A análise e discussão dos resultados sob o ponto de vista dos objetivos propostos para o trabalho são objetos do capítulo 6. O capítulo 7 apresenta as conclusões. As propostas de trabalhos futuros a serem desenvolvidos em continuidade são comentadas no capítulo 8.
18
2 OBJETIVO O objetivo do trabalho é investigar experimentalmente as diferenças de desempenho entre os dois tipos de bocais nebulizadores comumente utilizado nos queimadores de caldeiras e fornos industriais. O diâmetro médio de gotas e a distribuição de diâmetros obtidas nestes bocais são os critérios considerados, tendo em vista a grande influência que estes parâmetros possuem nas emissões atmosféricas (CO, material particulado e NOx ) derivadas da combustão de óleos combustíveis ultra-viscosos. Pretende-se como resultado principal do trabalho proposto dar resposta às seguintes questões:
• Quais são os fatores operacionais predominantes na obtenção da melhor qualidade de nebulização para os dois tipos de bocais nebulizadores mais freqüentemente utilizados no país; e,
• Qual tipo de nebulizador apresenta melhor desempenho no que se refere à qualidade de nebulização, e que podem resultar em redução de emissões atmosféricas de material particulado.
3 REVISÃO BIBLIOGRÁFICA Em processos de combustão industrial a queima de líquidos na forma de “spray” tem considerável importância em função da grande diversidade de aplicações (geração de vapor, aquecimento de fornos, geração de gases quentes, etc.), representando quase que a totalidade das chamas industriais destes combustíveis. O processo de combustão de líquidos pode ser descrito sumariamente como a divisão do líquido gerando uma névoa de pequenas gotas; processo este denominado nebulização (atomização), que posteriormente mistura-se ao comburente (ar na maioria das vezes), proporcionando condições para a combustão, que ocorre ao nível das gotas. Difere dos combustíveis gasosos pré-misturados, pois, não apresenta composição uniforme. O “spray” constituído de gotas do líquido pode ter uma larga faixa de diâmetros, 5 a 500 µm, que se movem em diferentes direções e velocidades em relação ao fluxo gasoso. Esta ausência de uniformidade provoca irregularidades na propagação de chama e a zona de combustão não se apresenta geometricamente bem definida.
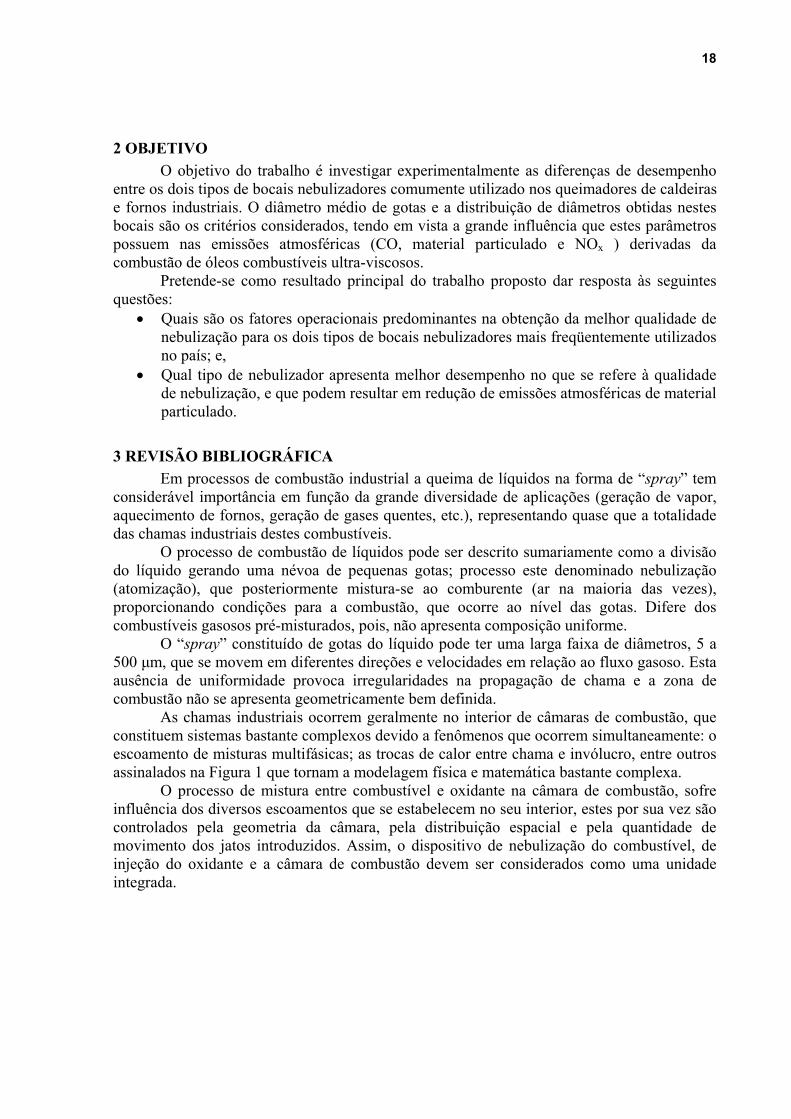
As chamas industriais ocorrem geralmente no interior de câmaras de combustão, que constituem sistemas bastante complexos devido a fenômenos que ocorrem simultaneamente: o escoamento de misturas multifásicas; as trocas de calor entre chama e invólucro, entre outros assinalados na Figura 1 que tornam a modelagem física e matemática bastante complexa. O processo de mistura entre combustível e oxidante na câmara de combustão, sofre influência dos diversos escoamentos que se estabelecem no seu interior, estes por sua vez são controlados pela geometria da câmara, pela distribuição espacial e pela quantidade de movimento dos jatos introduzidos. Assim, o dispositivo de nebulização do combustível, de injeção do oxidante e a câmara de combustão devem ser considerados como uma unidade integrada.
19
QUEIMADOR
Bocal Nebulizador
Recirculação
Coque
Câmara de combustão
Nebulização(formaçãode gotas)
Vaporização Colisão degotas
Mistura porturbulência e
difusão
Reações emfase gasosa
Combustão degotas
Produtos nafase gasosa
Produtos decombustão
Fuligem
Combustível Comburente
Figura 1 – Processos envolvidos na combustão de líquidos em câmaras de combustão
(Fonte: Williams, 1990). Segundo Faeth (1977), a modelagem de processos de evaporação e combustão em “sprays” é um problema difícil de ser equacionado devido aos diversos fenômenos que devem ser considerados simultaneamente que incluem: as características hidrodinâmicas da injeção e formação do “spray”; as características de transporte individual das gotas; o escoamento bifásico turbulento da névoa de gotas e os fenômenos químicos num ambiente turbulento que conduzem à formação de espécies químicas e poluentes.
Os objetivos dos trabalhos desenvolvidos nessa área são de estabelecer critérios de projeto de combustores estáveis e eficientes capazes de determinar as taxas de transferência de calor entre chamas e superfícies e as taxas de emissões dos diferentes compostos poluentes.
Nesse sentido, entender melhor os diversos processos que ocorrem no interior da câmara de combustão e identificar os mecanismos pelos quais os compostos poluentes são formados, é fundamental para se estabelecer formas de controle que permitam reduzir os impactos do uso de combustíveis fósseis na atmosfera.
Esse trabalho se propõe a tratar especificamente do processo de formação do “spray”, com uma abordagem experimental, como contribuição para a melhor compreensão do processo de injeção do combustível na câmara de combustão e sua interdependência com a eficiência no aproveitamento do combustível e com as emissões de poluentes. Considerando as especificidades dos óleos combustíveis nacionais, são feitas inicialmente considerações sobre as características particulares dos óleos combustíveis
20
utilizados em equipamentos industriais no Brasil, com um panorama das suas aplicações no país.
Na seqüência é feita uma descrição dos processos de nebulização, de combustão de gotas necessário ao entendimento da interdependência entre esses processos e a formação de poluentes no processo de combustão de líquidos.
3.1 Óleos combustíveis
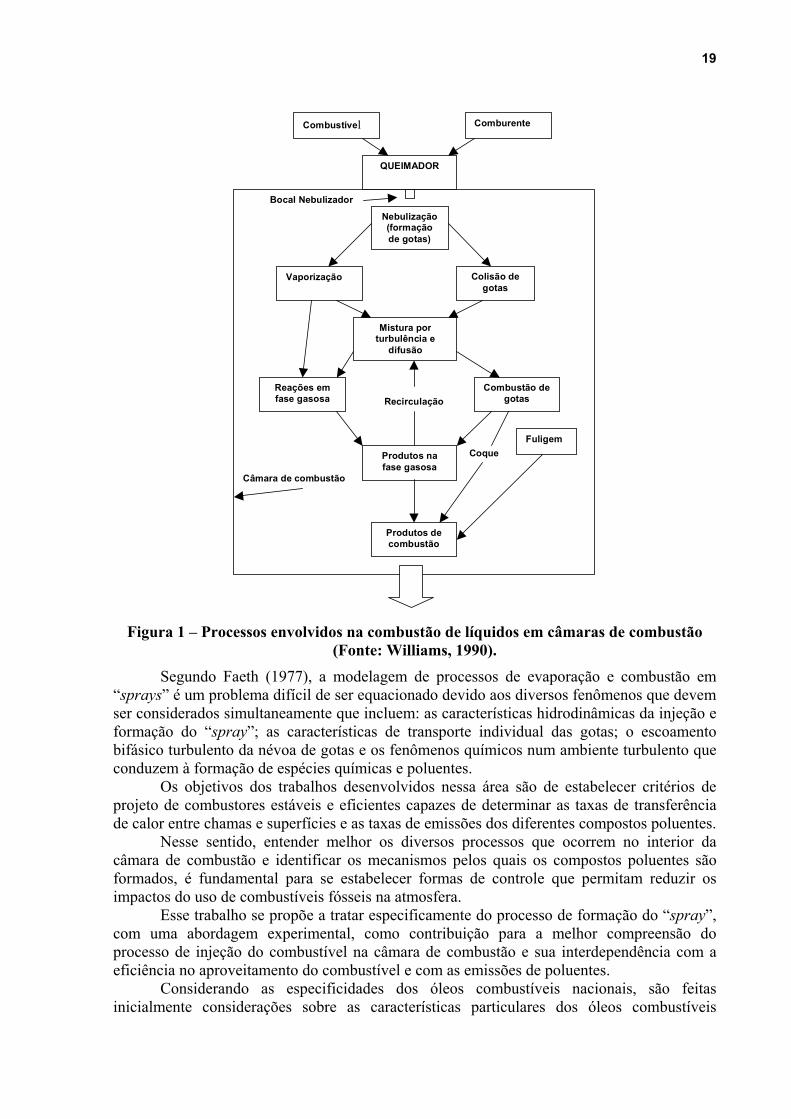
Os óleos combustíveis são produtos do processo de fracionamento primário do petróleo obtidos nas refinarias a partir de resíduos do processo de refino do petróleo, resíduo asfáltico (RASF) e resíduo de vácuo (RESVAC). O fluxograma simplificado da Figura 2 mostra que os óleos combustíveis, produzidos na maior refinaria da Petrobras (REPLAN), são compostos por produtos de fundo dos processos de destilação a vácuo e de craqueamento catalítico.
Figura 2 – Fluxograma típico de refinaria de petróleo (Fonte: Mariano, 2001).
Em diversas unidades de produção, esses resíduos são diluídos com frações mais leves, também derivados do processo de refino, que são a eles adicionadas em diferentes proporções, constituindo as diversas especificações, diferenciadas entre si pela viscosidade e teores de enxofre.
Logicamente, isto tem impacto no custo destes derivados: o custo é menor na medida em que a viscosidade e o teor de enxofre aumentam, acarretando uma forte tendência à utilização de óleos cada vez mais pesados no setor industrial, motivados pela redução de custos de operação.
Pelo lado da Petrobras, responsável por parcela significativa do petróleo processado no país, a preocupação é de atendimento à demanda do mercado interno de óleo diesel, e nesse sentido tem o perfil de refino das suas refinarias voltado para extrair dos óleos crus
21
processados, o máximo possível desta fração, num programa denominado fundo de barril. Entretanto, a aplicação desse programa resulta em óleos combustíveis com viscosidades elevadas e maior conteúdo de contaminantes.
Segundo o Balanço Energético Nacional 2004 - BEN 2004 (ano base 2003), a fração óleo combustível representou 4 % na estrutura de consumo final de energia por fonte naquele ano, atrás apenas do óleo diesel (17 %) e da gasolina (6,9 %). A participação do óleo combustível como insumo energético, se considerar apenas o setor industrial, a participação foi de 7,4 % (5,244 x 106 m3) e de 7,1 % (1,174 x 106 m3) no setor energético.
No setor industrial, continuou sendo substituído pelo gás natural mantendo taxa declinante (-14,4 %) em 2003, fato que se repete desde 1997, gerando superávits de 50 % no balanço produção e consumo, que foi destinado à exportação.
A posição do óleo combustível na matriz energética coloca-o em destaque na questão das mudanças climáticas decorrentes das emissões de Gases de Efeito Estufa – GEE, gerados na queima de combustíveis fósseis. Segundo estimativas feitas com base no BEN, divulgadas nos relatórios brasileiros de referência, onde estão estimadas as emissões de gases de efeito estufa por queima de combustíveis.
Segundo os relatórios elaborados pelo Ministério de Ciência e Tecnologia (COPPE, 2002), e considerando somente o setor industrial, a participação do óleo no total das emissões de CO2 para a atmosfera foi estimada em 32% em 1994, somente abaixo daquelas provenientes do carvão utilizado com redutor no setor siderúrgico, que foi de 41%.
Embora estejam quantificadas no BEN as destinações do montante consumido por cada setor, quase que a totalidade do óleo combustível destinado ao setor energético é consumida nos processos de aquecimento durante o refino e para geração de energia elétrica em centrais termoelétricas. Parcela considerável do montante consumido no setor industrial é utilizada para geração de vapor e aquecimento de fluidos térmicos utilizados como meios de aquecimento nos processos industriais.
As emissões atmosféricas resultantes de processo de combustão de óleos combustíveis em caldeiras para a produção de vapor ou aquecimento de fluído térmico merece maior atenção porque ocorrem em câmaras de combustão com paredes resfriadas, mantidas em temperaturas relativamente baixas (denominadas “de paredes frias”), se comparadas às câmaras revestidas com material refratário, que operam com temperaturas mais altas (denominadas “de paredes quentes”). As razões pelas quais as temperaturas das paredes das câmaras de combustão interferem nas emissões são apresentadas no item 3.3, onde são abordadas as noções básicas de combustão de líquidos.
Em caldeiras, a eficiência térmica mais elevada está condicionada à operação com o menor excesso de ar possível, o que pode levar a redução das perdas associadas à descarga dos gases de exaustão. Os limites para a redução do excesso de ar em caldeiras freqüentemente estão associados à qualidade dos processos de injeção do óleo e de mistura deste com o ar de combustão, características intrínsecas ao projeto dos equipamentos.
Caldeiras de grande porte (80 até 450 t/h de vapor superaquecido), geralmente operando em associação com turbinas a vapor em centrais termoelétricas dispõem normalmente de sistemas de combustão mais sofisticados, que possibilitam operar com baixos excessos de ar de combustão, na faixa de 1% a 5%, em relação à condição estequiométrica, que possibilitam obter eficiências elevadas. Em unidades de pequeno a médio porte (8 a 50 t/h de vapor), os sistemas de combustão são menos sofisticados, resultando, geralmente, em excessos de ar mais elevados e como decorrência eficiências mais baixas.
Nos casos em que a nebulização do óleo é deficiente, a redução do excesso de ar pode levar a maior formação de material particulado que poderá se depositar no interior dos equipamentos, formando incrustações nas superfícies de troca de calor nas diversas seções da caldeira (câmara de combustão, superaquecedores, zonas de convecção e trocadores de calor
22
de pré-aquecimento de ar de combustão e de economizadores) em prejuízo da eficiência térmica e da capacidade de produção de vapor do equipamento.
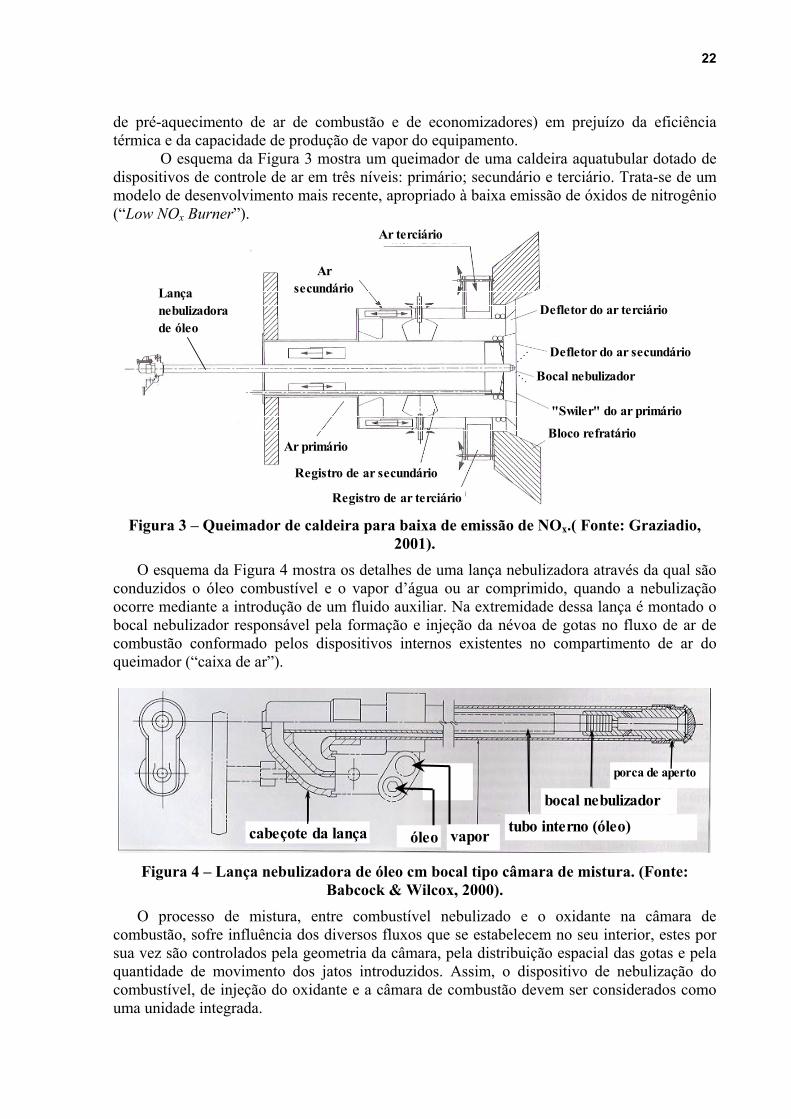
O esquema da Figura 3 mostra um queimador de uma caldeira aquatubular dotado de dispositivos de controle de ar em três níveis: primário; secundário e terciário. Trata-se de um modelo de desenvolvimento mais recente, apropriado à baixa emissão de óxidos de nitrogênio (“Low NOx Burner”).
Bocal nebulizador
Ar secundário
Ar primário
Registro de ar secundário
Registro de ar terciário
Bloco refratário
"Swiler" do ar primário
Defletor do ar terciário
Defletor do ar secundário
Lança nebulizadora de óleo
Ar terciário
Figura 3 – Queimador de caldeira para baixa de emissão de NOx.( Fonte: Graziadio,
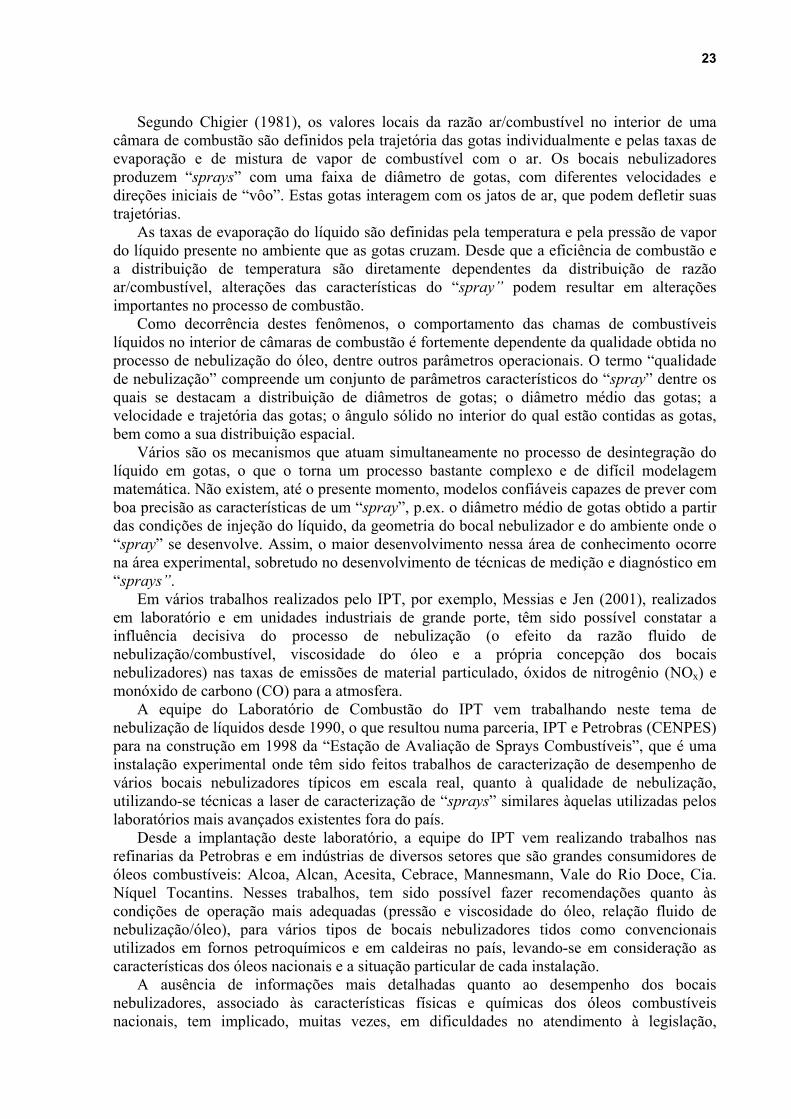
2001). O esquema da Figura 4 mostra os detalhes de uma lança nebulizadora através da qual são
conduzidos o óleo combustível e o vapor d’água ou ar comprimido, quando a nebulização ocorre mediante a introdução de um fluido auxiliar. Na extremidade dessa lança é montado o bocal nebulizador responsável pela formação e injeção da névoa de gotas no fluxo de ar de combustão conformado pelos dispositivos internos existentes no compartimento de ar do queimador (“caixa de ar”).
vapor óleotubo interno (óleo)
bocal nebulizador
porca de aperto
cabeçote da lança
Figura 4 – Lança nebulizadora de óleo cm bocal tipo câmara de mistura. (Fonte: Babcock & Wilcox, 2000).
O processo de mistura, entre combustível nebulizado e o oxidante na câmara de combustão, sofre influência dos diversos fluxos que se estabelecem no seu interior, estes por sua vez são controlados pela geometria da câmara, pela distribuição espacial das gotas e pela quantidade de movimento dos jatos introduzidos. Assim, o dispositivo de nebulização do combustível, de injeção do oxidante e a câmara de combustão devem ser considerados como uma unidade integrada.
23
Segundo Chigier (1981), os valores locais da razão ar/combustível no interior de uma câmara de combustão são definidos pela trajetória das gotas individualmente e pelas taxas de evaporação e de mistura de vapor de combustível com o ar. Os bocais nebulizadores produzem “sprays” com uma faixa de diâmetro de gotas, com diferentes velocidades e direções iniciais de “vôo”. Estas gotas interagem com os jatos de ar, que podem defletir suas trajetórias.
As taxas de evaporação do líquido são definidas pela temperatura e pela pressão de vapor do líquido presente no ambiente que as gotas cruzam. Desde que a eficiência de combustão e a distribuição de temperatura são diretamente dependentes da distribuição de razão ar/combustível, alterações das características do “spray” podem resultar em alterações importantes no processo de combustão.
Como decorrência destes fenômenos, o comportamento das chamas de combustíveis líquidos no interior de câmaras de combustão é fortemente dependente da qualidade obtida no processo de nebulização do óleo, dentre outros parâmetros operacionais. O termo “qualidade de nebulização” compreende um conjunto de parâmetros característicos do “spray” dentre os quais se destacam a distribuição de diâmetros de gotas; o diâmetro médio das gotas; a velocidade e trajetória das gotas; o ângulo sólido no interior do qual estão contidas as gotas, bem como a sua distribuição espacial.
Vários são os mecanismos que atuam simultaneamente no processo de desintegração do líquido em gotas, o que o torna um processo bastante complexo e de difícil modelagem matemática. Não existem, até o presente momento, modelos confiáveis capazes de prever com boa precisão as características de um “spray”, p.ex. o diâmetro médio de gotas obtido a partir das condições de injeção do líquido, da geometria do bocal nebulizador e do ambiente onde o “spray” se desenvolve. Assim, o maior desenvolvimento nessa área de conhecimento ocorre na área experimental, sobretudo no desenvolvimento de técnicas de medição e diagnóstico em “sprays”.
Em vários trabalhos realizados pelo IPT, por exemplo, Messias e Jen (2001), realizados em laboratório e em unidades industriais de grande porte, têm sido possível constatar a influência decisiva do processo de nebulização (o efeito da razão fluido de nebulização/combustível, viscosidade do óleo e a própria concepção dos bocais nebulizadores) nas taxas de emissões de material particulado, óxidos de nitrogênio (NOx) e monóxido de carbono (CO) para a atmosfera.
A equipe do Laboratório de Combustão do IPT vem trabalhando neste tema de nebulização de líquidos desde 1990, o que resultou numa parceria, IPT e Petrobras (CENPES) para na construção em 1998 da “Estação de Avaliação de Sprays Combustíveis”, que é uma instalação experimental onde têm sido feitos trabalhos de caracterização de desempenho de vários bocais nebulizadores típicos em escala real, quanto à qualidade de nebulização, utilizando-se técnicas a laser de caracterização de “sprays” similares àquelas utilizadas pelos laboratórios mais avançados existentes fora do país.
Desde a implantação deste laboratório, a equipe do IPT vem realizando trabalhos nas refinarias da Petrobras e em indústrias de diversos setores que são grandes consumidores de óleos combustíveis: Alcoa, Alcan, Acesita, Cebrace, Mannesmann, Vale do Rio Doce, Cia. Níquel Tocantins. Nesses trabalhos, tem sido possível fazer recomendações quanto às condições de operação mais adequadas (pressão e viscosidade do óleo, relação fluido de nebulização/óleo), para vários tipos de bocais nebulizadores tidos como convencionais utilizados em fornos petroquímicos e em caldeiras no país, levando-se em consideração as características dos óleos nacionais e a situação particular de cada instalação.
A ausência de informações mais detalhadas quanto ao desempenho dos bocais nebulizadores, associado às características físicas e químicas dos óleos combustíveis nacionais, tem implicado, muitas vezes, em dificuldades no atendimento à legislação,
24
sobretudo no que se refere às emissões de material particulado. No caso específico de caldeiras, resultados bastante significativos têm sido obtidos na redução das emissões de material particulado com a introdução de modificações nos bocais nebulizadores convencionais, propiciando em alguns casos, aumento na eficiência térmica, ou a viabilização da utilização de óleos mais pesados, respeitando os limites de emissão da legislação vigente no país (INSTITUTO DE PESQUISAS TECNOLÓGICAS, 2000).
O que se observa, de modo generalizado em caldeiras, nos inúmeros trabalhos realizados, é que a redução de emissão de material particulado, quando obtida pela atuação exclusiva no processo de nebulização, resulta em aumento das emissões de NOx. O aumento das emissões se explica pelo mecanismo de formação associado exclusivamente às temperaturas mais elevadas decorrentes da melhoria da qualidade de nebulização.
A legislação atual não dispõe sobre padrões de emissão de NOx, entretanto, já existem novas formulações de resolução CONAMA em discussão que estabelecem padrões para este componente, como consta da Tabela 1, o que torna a questão da nebulização merecedora de atenção ainda maior, dado que os óleos combustíveis nacionais apresentam teores relativamente elevados de nitrogênio.
O que se constatou, ao longo de um longo período de intenso trabalho do IPT na área, é que os fabricantes de caldeiras utilizam indiscriminadamente dois tipos de bocais nebulizadores: os chamados do tipo “Y-Jet” e os do tipo “câmara de mistura”. A opção por um tipo ou outro, não tem, por parte dos fabricantes, nenhuma justificativa técnica, e não disponibilizam qualquer informação acerca do desempenho relativo dos mesmos quanto à qualidade de nebulização quando se utilizam os óleos ultraviscosos nacionais.
Na literatura especializada é possível encontrar diversos trabalhos publicados com foco nos bocais do tipo “Y-Jet”. Trabalhos acadêmicos anteriores a este foram desenvolvidos no laboratório do IPT, Pacífico (2001) e mais recentemente, Schettini (2005), também foram focalizados nos bocais do tipo “Y-Jet”.
Resultados, com bocais do tipo câmara de mistura, no entanto, já não são tão freqüentes na literatura. Uma descrição de modelos físicos do escoamento, baseada em imagens obtidas por técnicas de visualização, é apresentada por Graziadio (2001), que propõe modelos de escoamento bifásico no interior da câmara de mistura, mas não se atém à comparar o desempenho deste tipo de bocal com os convencionais do tipo “Y-Jet”.
As diversas equipes de pesquisa, que trabalham em nebulização no exterior, utilizam técnicas de diagnóstico a laser como as utilizadas no laboratório do IPT, através das quais foi possível obter expressões empíricas para diâmetro médio de gota. Essas expressões, contudo, não são genéricas o suficiente para dispensar as verificações experimentais.
Por estas razões, esse trabalho aborda exclusiva e particularmente o processo de nebulização do combustível de forma experimental, com foco nos dois tipos de bocais nebulizadores largamente utilizados em caldeiras no Brasil. Embora não tenha sido possível a realização de testes a quente em condições reais, as conclusões a partir de resultados laboratoriais em condições isotérmicas (sem chama) constituem uma contribuição significativa para o entendimento do funcionamento do bocal nebulizador do tipo câmara de mistura e avaliação das perspectivas de melhorar o seu desempenho, na tentativa de superar as limitações atuais. 3.2 O processo de nebulização
O propósito principal do processo de nebulização do combustível é a divisão do líquido em gotas de menor tamanho possível, gerando um fino “spray” (5 µm < d < 500 µm). A divisão proporciona um aumento significativo da área de contato entre combustível e comburente e como decorrência um aumento nas taxas de evaporação e combustão que ocorrem na interface líquido-gás.
25
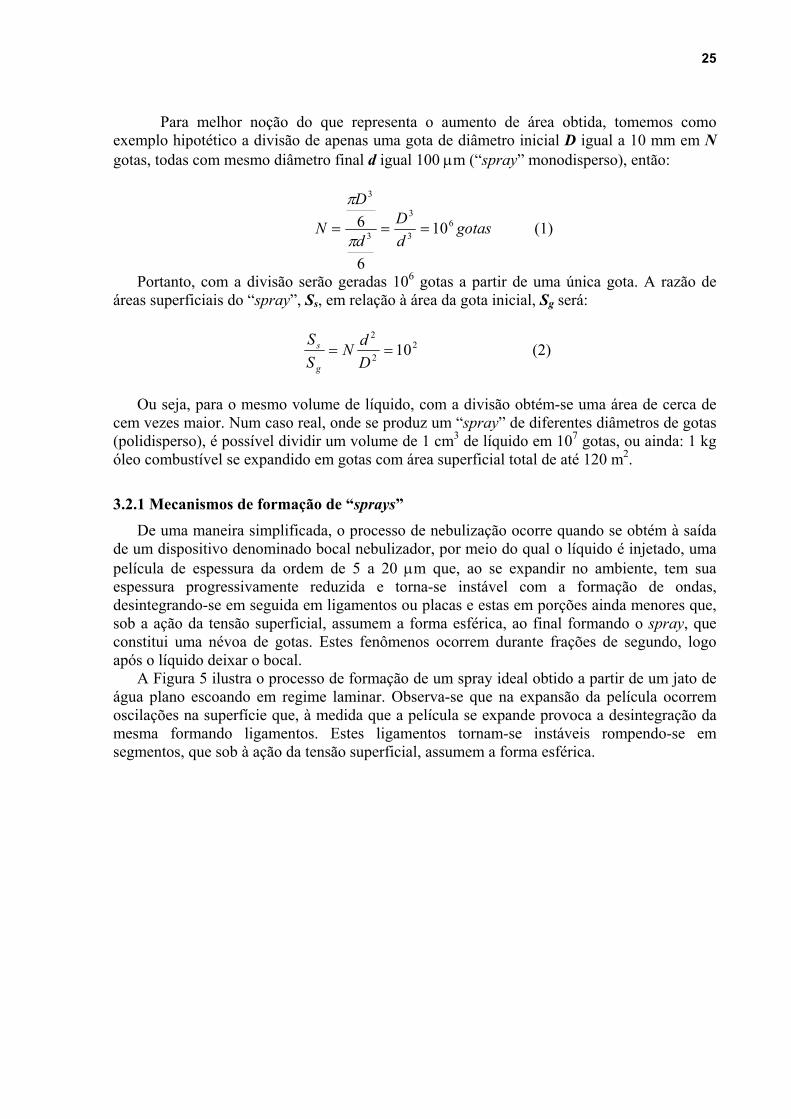
Para melhor noção do que representa o aumento de área obtida, tomemos como exemplo hipotético a divisão de apenas uma gota de diâmetro inicial D igual a 10 mm em N gotas, todas com mesmo diâmetro final d igual 100 µm (“spray” monodisperso), então:
gotasdD
d
D
N 63
3
3
3
10
6
6 ===π
π
(1)
Portanto, com a divisão serão geradas 106 gotas a partir de uma única gota. A razão de áreas superficiais do “spray”, Ss, em relação à área da gota inicial, Sg será:
2
2
2
10==DdN
SS
g
s (2)
Ou seja, para o mesmo volume de líquido, com a divisão obtém-se uma área de cerca de
cem vezes maior. Num caso real, onde se produz um “spray” de diferentes diâmetros de gotas (polidisperso), é possível dividir um volume de 1 cm3 de líquido em 107 gotas, ou ainda: 1 kg óleo combustível se expandido em gotas com área superficial total de até 120 m2.
3.2.1 Mecanismos de formação de “sprays” De uma maneira simplificada, o processo de nebulização ocorre quando se obtém à saída
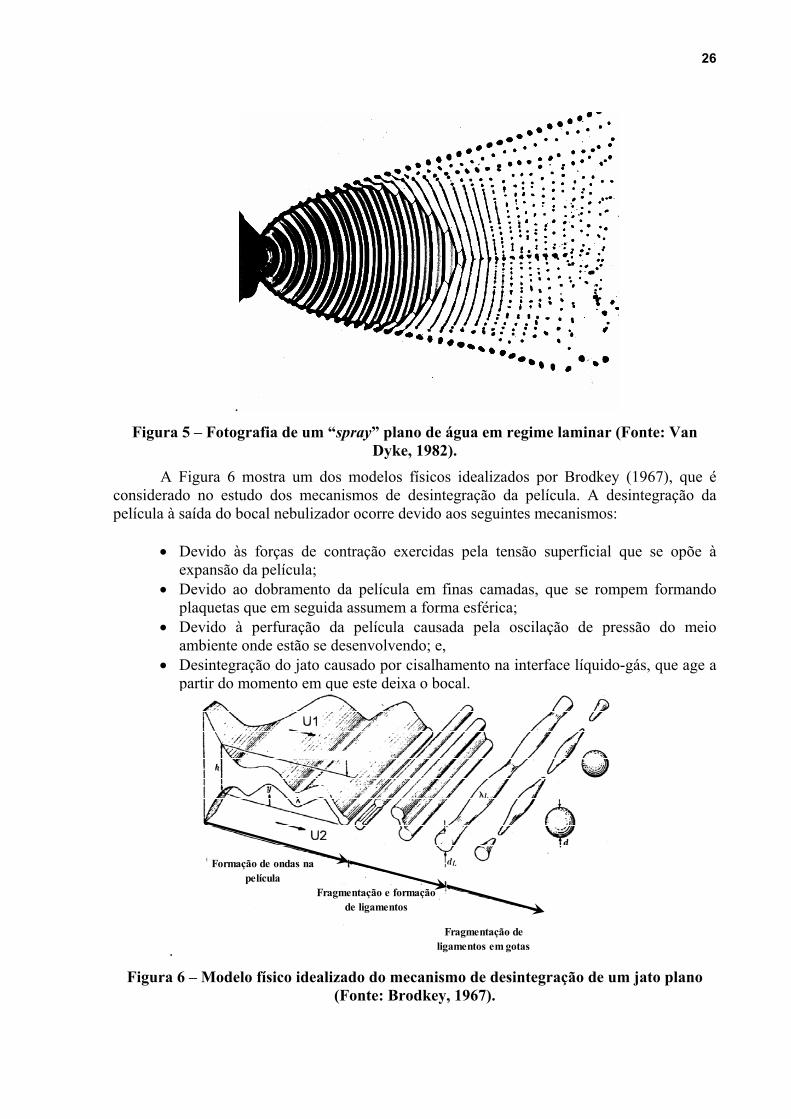
de um dispositivo denominado bocal nebulizador, por meio do qual o líquido é injetado, uma película de espessura da ordem de 5 a 20 µm que, ao se expandir no ambiente, tem sua espessura progressivamente reduzida e torna-se instável com a formação de ondas, desintegrando-se em seguida em ligamentos ou placas e estas em porções ainda menores que, sob a ação da tensão superficial, assumem a forma esférica, ao final formando o spray, que constitui uma névoa de gotas. Estes fenômenos ocorrem durante frações de segundo, logo após o líquido deixar o bocal.
A Figura 5 ilustra o processo de formação de um spray ideal obtido a partir de um jato de água plano escoando em regime laminar. Observa-se que na expansão da película ocorrem oscilações na superfície que, à medida que a película se expande provoca a desintegração da mesma formando ligamentos. Estes ligamentos tornam-se instáveis rompendo-se em segmentos, que sob à ação da tensão superficial, assumem a forma esférica.
26
.
Figura 5 – Fotografia de um “spray” plano de água em regime laminar (Fonte: Van Dyke, 1982).
A Figura 6 mostra um dos modelos físicos idealizados por Brodkey (1967), que é considerado no estudo dos mecanismos de desintegração da película. A desintegração da película à saída do bocal nebulizador ocorre devido aos seguintes mecanismos:
• Devido às forças de contração exercidas pela tensão superficial que se opõe à
expansão da película; • Devido ao dobramento da película em finas camadas, que se rompem formando
plaquetas que em seguida assumem a forma esférica; • Devido à perfuração da película causada pela oscilação de pressão do meio
ambiente onde estão se desenvolvendo; e, • Desintegração do jato causado por cisalhamento na interface líquido-gás, que age a
partir do momento em que este deixa o bocal.
.
Formação de ondas na película
Fragmentação e formação de ligamentos
Fragmentação de ligamentos em gotas
Figura 6 – Modelo físico idealizado do mecanismo de desintegração de um jato plano (Fonte: Brodkey, 1967).
27
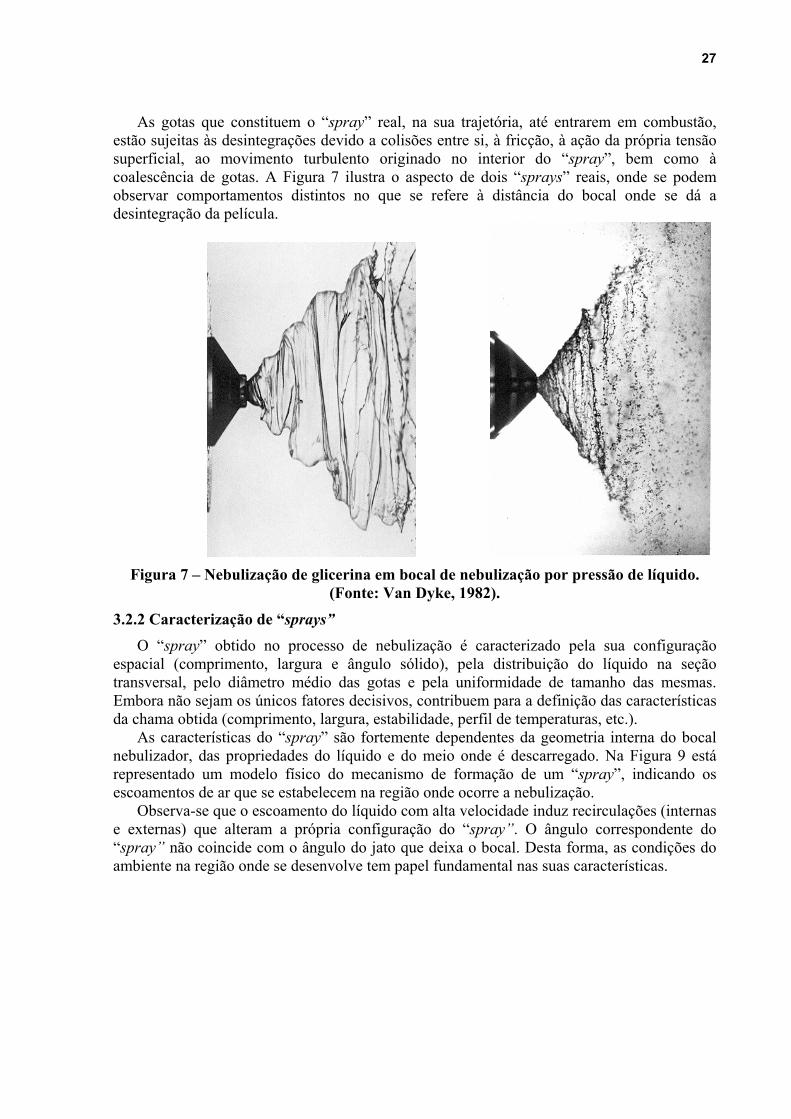
As gotas que constituem o “spray” real, na sua trajetória, até entrarem em combustão, estão sujeitas às desintegrações devido a colisões entre si, à fricção, à ação da própria tensão superficial, ao movimento turbulento originado no interior do “spray”, bem como à coalescência de gotas. A Figura 7 ilustra o aspecto de dois “sprays” reais, onde se podem observar comportamentos distintos no que se refere à distância do bocal onde se dá a desintegração da película.
Figura 7 – Nebulização de glicerina em bocal de nebulização por pressão de líquido.
(Fonte: Van Dyke, 1982).
3.2.2 Caracterização de “sprays”
O “spray” obtido no processo de nebulização é caracterizado pela sua configuração espacial (comprimento, largura e ângulo sólido), pela distribuição do líquido na seção transversal, pelo diâmetro médio das gotas e pela uniformidade de tamanho das mesmas. Embora não sejam os únicos fatores decisivos, contribuem para a definição das características da chama obtida (comprimento, largura, estabilidade, perfil de temperaturas, etc.).
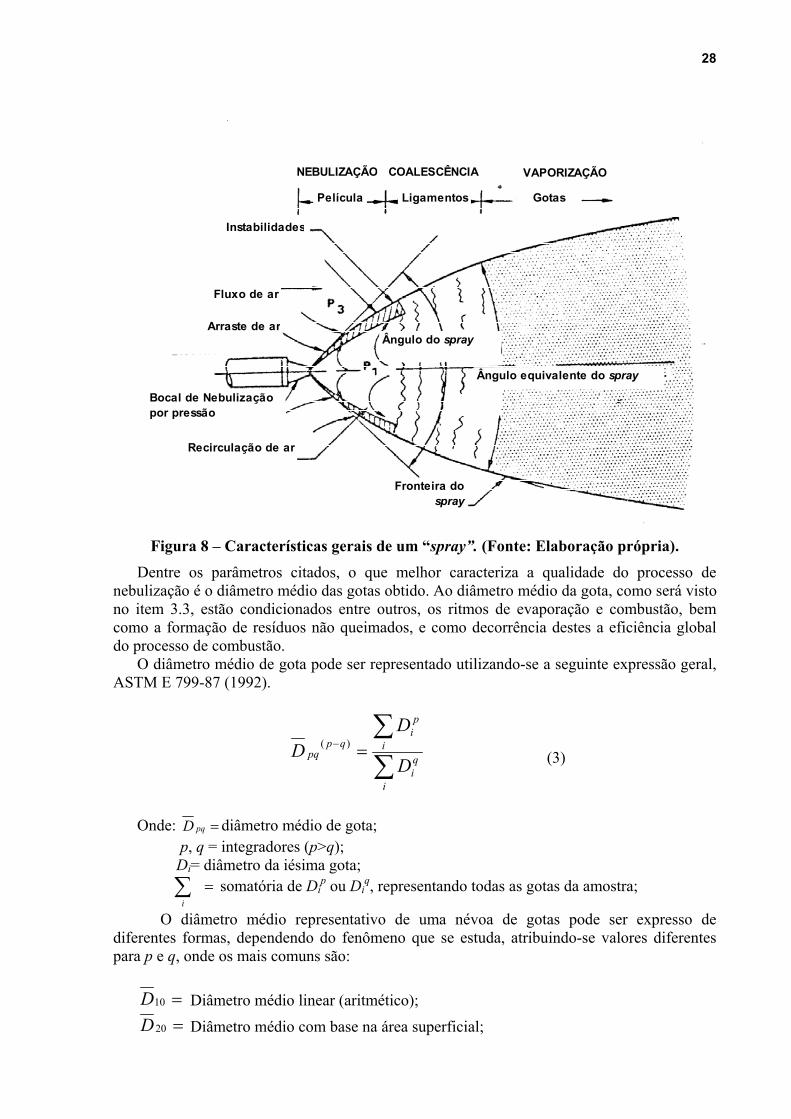
As características do “spray” são fortemente dependentes da geometria interna do bocal nebulizador, das propriedades do líquido e do meio onde é descarregado. Na Figura 9 está representado um modelo físico do mecanismo de formação de um “spray”, indicando os escoamentos de ar que se estabelecem na região onde ocorre a nebulização.
Observa-se que o escoamento do líquido com alta velocidade induz recirculações (internas e externas) que alteram a própria configuração do “spray”. O ângulo correspondente do “spray” não coincide com o ângulo do jato que deixa o bocal. Desta forma, as condições do ambiente na região onde se desenvolve tem papel fundamental nas suas características.
28
Ângulo equivalente do spray
Ângulo do spray
Fronteira do spray
GotasLigamentosPelícula
Instabilidades
NEBULIZAÇÃO COALESCÊNCIA VAPORIZAÇÃO
Fluxo de ar
Arraste de ar
Recirculação de ar
Bocal de Nebulização por pressão
Figura 8 – Características gerais de um “spray”. (Fonte: Elaboração própria).
Dentre os parâmetros citados, o que melhor caracteriza a qualidade do processo de nebulização é o diâmetro médio das gotas obtido. Ao diâmetro médio da gota, como será visto no item 3.3, estão condicionados entre outros, os ritmos de evaporação e combustão, bem como a formação de resíduos não queimados, e como decorrência destes a eficiência global do processo de combustão.
O diâmetro médio de gota pode ser representado utilizando-se a seguinte expressão geral, ASTM E 799-87 (1992).
∑∑
=−
i
qi
i
pi
qppq
D
DD )(
(3)
Onde: =pqD diâmetro médio de gota; p, q = integradores (p>q); Di= diâmetro da iésima gota; =∑
i somatória de Di
p ou Diq, representando todas as gotas da amostra;
O diâmetro médio representativo de uma névoa de gotas pode ser expresso de diferentes formas, dependendo do fenômeno que se estuda, atribuindo-se valores diferentes para p e q, onde os mais comuns são:
=10D Diâmetro médio linear (aritmético); =20D Diâmetro médio com base na área superficial;
29
=30D Diâmetro médio com base no volume; e, =32D Diâmetro médio com base na razão volume/área (“Sauter Mean Diameter”).
Considerando os fenômenos de superfície (evaporação e combustão), como relevantes no
processo de combustão de líquidos, é comum expressar o diâmetro médio das gotas do “spray” com base na razão volume/área superficial, e tem o seguinte significado físico: é o valor do diâmetro das gotas de um “spray” teórico, que possua o mesmo volume por unidade de área superficial do “spray” real. Em razão disso adotar-se-á nesse texto esse valor como característico da qualidade de nebulização, denominando-o simplesmente, SMD (“Sauter Mean Diameter”), exceto observação em contrário.
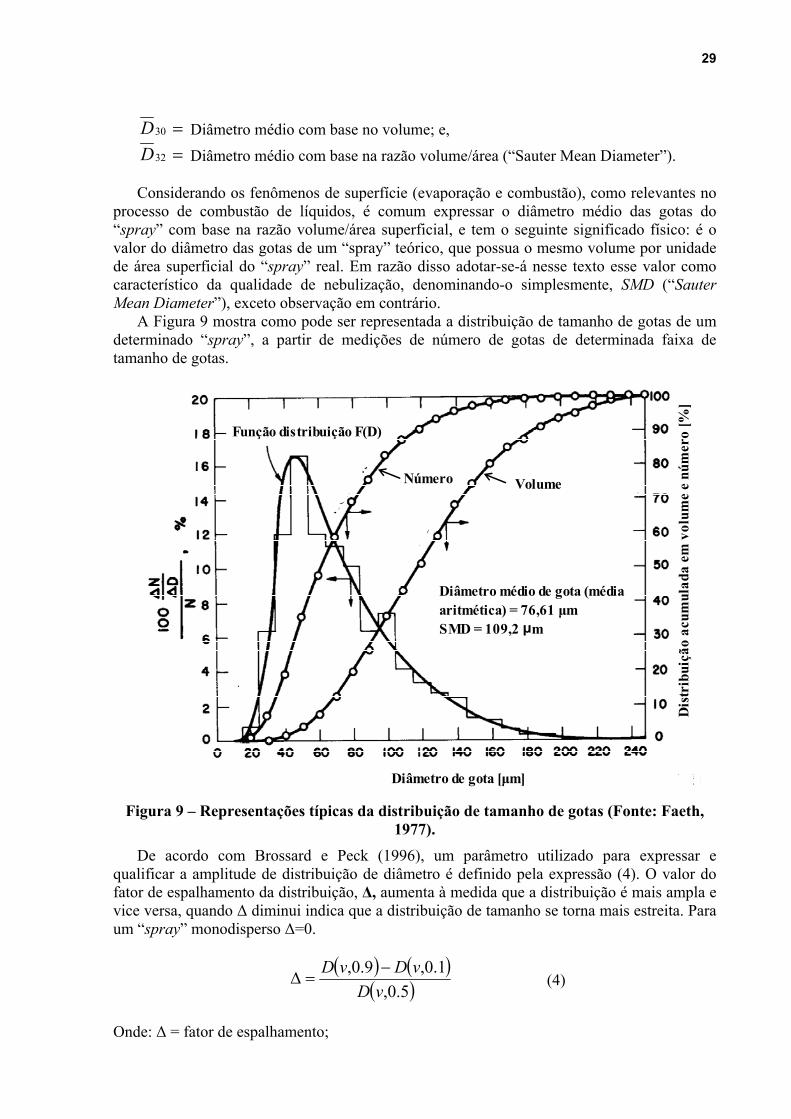
A Figura 9 mostra como pode ser representada a distribuição de tamanho de gotas de um determinado “spray”, a partir de medições de número de gotas de determinada faixa de tamanho de gotas.
Diâmetro de gota [µm]
Diâmetro médio de gota (média aritmética) = 76,61 µmSMD = 109,2 µm
Dis
trib
uiçã
o ac
umul
ada
em v
olum
e e
núm
ero
[%]
Função distribuição F(D)
Número Volume
Figura 9 – Representações típicas da distribuição de tamanho de gotas (Fonte: Faeth,
1977). De acordo com Brossard e Peck (1996), um parâmetro utilizado para expressar e
qualificar a amplitude de distribuição de diâmetro é definido pela expressão (4). O valor do fator de espalhamento da distribuição, ∆, aumenta à medida que a distribuição é mais ampla e vice versa, quando ∆ diminui indica que a distribuição de tamanho se torna mais estreita. Para um “spray” monodisperso ∆=0.
( ) ( )
( )5.0,1.0,9.0,
vDvDvD −
=∆ (4)
Onde: ∆ = fator de espalhamento;
30
D(v,0.1) = Diâmetro de gota que abaixo do qual se acumulam 10 % do volume das gotas do spray; D(v,0.5) = Diâmetro de gota que abaixo do qual se acumulam 50 % do volume das gotas do spray; D(v,0.9) = Diâmetro de gota que abaixo do qual se acumulam 90 % do volume das gotas do spray;
Na literatura existem vários trabalhos que utilizam o diâmetro médio com base na massa, ao invés do SMD. Considerando o volume específico constante do líquido, pode-se admitir que o valor coincide com a média com base no volume, portanto, o mesmo valor de D(v,0.5) que é encontrado no ponto de 50 % da curva de distribuição acumulativa de volume.
Segundo Lefebvre (1980), pode-se constatar a partir dos dados constantes no exemplo da Figura 9, que o valor de SMD pode ser estimado com relativa precisão (±5%) pela seguinte relação:
2,130 =SMDD 0 (5)
Considerando os modelos físicos de formação de desintegração de uma película em gotas,
vários trabalhos teóricos se dedicaram a formular expressões capazes de predizer o diâmetro de gota a partir das propriedades do líquido (tensão superficial, viscosidade, densidade), e das condições de operação (pressão de injeção do líquido e do meio ambiente).
A dificuldade na obtenção de modelos razoáveis reside no fato de que nestes modelos, os outros mecanismos de formação de gotas são geralmente negligenciados, considerando apenas aqueles devidos à desintegração da película, implicando em erros.
No caso das expressões empíricas para o cálculo de diâmetro médio de gotas, propostas a partir de experimentos em bancada, a restrição é que elas se aplicam somente para os casos semelhantes àquele a partir do qual foram determinadas.
A caracterização do “spray” quanto à distribuição do líquido numa seção transversal ao sentido do escoamento numa região situada à frente do orifício de descarga do bocal, é importante no processo de interação das gotas com a atmosfera no entorno, sobretudo em processos de evaporação que precede a combustão. Lefebvre (1989) propõe a utilização de dispositivos denominados partenadores, que possibilitam determinar a fração em volume ou massa de líquido presente em cada região de uma seção transversal do “spray”.
O ângulo do “spray” pode ser caracterizado utilizando técnicas de visualização e registro de imagens, mediante uso de câmeras fotográficas ou câmeras tipo CCD (“Charge Coupled Device”).
3.2.3 Princípios de nebulização Os vários princípios e dispositivos de nebulização de combustíveis líquidos utilizados
industrialmente, geralmente, são classificados segundo a fonte de energia utilizada para a injeção do líquido através do bocal, e são divididos em três princípios fundamentais, quais sejam: por pressão de líquido; com fluido auxiliar ou pneumática (ar ou vapor) e mecânica com copo rotativo. Existem modelos híbridos, que se utiliza de pressão de líquido e de fluidos auxiliares.
Outros princípios e dispositivos existentes alternativos a estes, como: choques de jatos, ultrasom, vibrações, são também utilizados em outros processos de nebulização de líquidos, mas ainda não tem utilização industrial significativa em processos de combustão.
A utilização de um ou outro processo para nebulização do combustível depende das características físicas do líquido, das disponibilidades de energia e de fluidos auxiliares, bem
31
como do equipamento onde está acoplado o queimador. Na escolha do tipo mais adequado a uma aplicação, deve-se levar em conta critérios econômicos (custo de energia elétrica, de vapor e ar comprimido).
No caso de caldeiras e fornos, é possível encontrar queimadores de todos os tipos fundamentais de nebulizadores citados. Entretanto, considerando a necessidade de ampliar as faixas de operação e a crescente preocupação em aumentar a eficiência e controlar as emissões, sobretudo em equipamentos de grande porte, os bocais nebulizadores por pressão foram substituídos por bocais com fluido auxiliar, razão pela qual deter-se-á apenas nesse tipo de bocal.
Os bocais nebulizadores, que utilizam vapor com pressões de 2 bar a 20 bar como fluido auxiliar, apresentam a desvantagem, em relação aos bocais de nebulização por pressão, por consumirem vapor, reduzindo a disponibilidade da caldeira (~ 1 %), e aumentam a pressão parcial do vapor d’água nos gases de escape, aumentando a possibilidade de condensação de ácido sulfúrico nas chaminés. Estes tipos de nebulizadores se aplicam geralmente a líquido com viscosidade na faixa de 10 a 40 cst e vazões de líquido na faixa de 50 a 3000 kg/h.
Em virtude das dificuldades de se estabelecer um modelo físico que permitisse uma modelagem matemática para o processo de nebulização, foram realizados vários trabalhos experimentais visando primeiramente estabelecer relações empíricas para previsão do diâmetro médio de gota. O trabalho de Wigg (1964), continuando experiências iniciadas por Nukyama e Tanasawa (1939), feito com bocais de concepção relativamente simples, propôs a seguinte expressão empírica para predição do diâmetro médio de gotas:
( ) 0,13,02,01,05,0
1,05,0 12005.0, −−
+= rac
a
ccc Vh
mmmvD ρσν (6)
onde: D(v,0.5) = diâmetro médio de gota abaixo do qual está 50% do volume do líquido (µm); Vr = velocidade do ar em relação ao líquido (m/s); σ c= tensão superficial do líquido (dinas/cm); ρa = massa específica do ar (g/cm3); νc = viscosidade cinemática do líquido(m2/s); mc = vazão em massa de líquido (g/s); ma = vazão em massa de ar (g/s); e
h = diâmetro da câmara de mistura (cm). Esta equação demonstra que o diâmetro médio de gota sofre grandes alterações com a variação da velocidade relativa entre o fluido auxiliar e o líquido, UR. Em geral para um determinado bocal nebulizador, a velocidade relativa varia com a alteração na vazão de ar ou de líquido. Quanto às propriedades do líquido, a viscosidade tem expoente 0,5 enquanto que a tensão superficial expoente 0,2. Isto se explica pelo fato de que as forças de cisalhamento são predominantes sobre as forças devido à tensão superficial, o que geralmente acontece quando se têm escoamento com grandes gradientes de velocidades como acontece na interface entre o fluido auxiliar e o líquido. Segundo a equação (6), as dimensões geométricas quando alteradas não devem interferir significativamente no diâmetro médio de gotas, já que h tem expoente igual a 0,1. Vale ressaltar que no modelo considerado, o mecanismo de nebulização é o da desintegração de um jato líquido de seção transversal circular, portanto diferente do líquido escoando como uma película.
32
3.2.3.1 Bocais do tipo “Y-Jet”
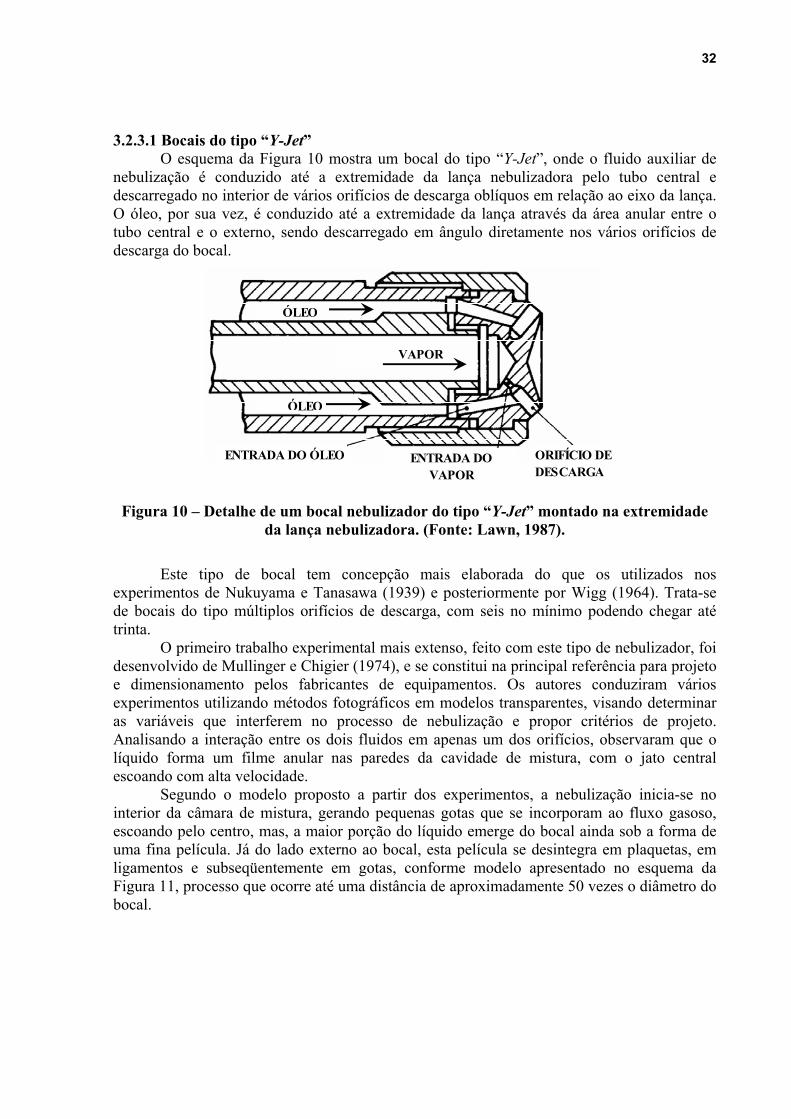
O esquema da Figura 10 mostra um bocal do tipo “Y-Jet”, onde o fluido auxiliar de nebulização é conduzido até a extremidade da lança nebulizadora pelo tubo central e descarregado no interior de vários orifícios de descarga oblíquos em relação ao eixo da lança. O óleo, por sua vez, é conduzido até a extremidade da lança através da área anular entre o tubo central e o externo, sendo descarregado em ângulo diretamente nos vários orifícios de descarga do bocal.
VAPOR
ÓLEO
ENTRADA DO ÓLEO ENTRADA DO VAPOR
ORIFÍCIO DE DESCARGA
ÓLEO
Figura 10 – Detalhe de um bocal nebulizador do tipo “Y-Jet” montado na extremidade da lança nebulizadora. (Fonte: Lawn, 1987).
Este tipo de bocal tem concepção mais elaborada do que os utilizados nos
experimentos de Nukuyama e Tanasawa (1939) e posteriormente por Wigg (1964). Trata-se de bocais do tipo múltiplos orifícios de descarga, com seis no mínimo podendo chegar até trinta.
O primeiro trabalho experimental mais extenso, feito com este tipo de nebulizador, foi desenvolvido de Mullinger e Chigier (1974), e se constitui na principal referência para projeto e dimensionamento pelos fabricantes de equipamentos. Os autores conduziram vários experimentos utilizando métodos fotográficos em modelos transparentes, visando determinar as variáveis que interferem no processo de nebulização e propor critérios de projeto. Analisando a interação entre os dois fluidos em apenas um dos orifícios, observaram que o líquido forma um filme anular nas paredes da cavidade de mistura, com o jato central escoando com alta velocidade.
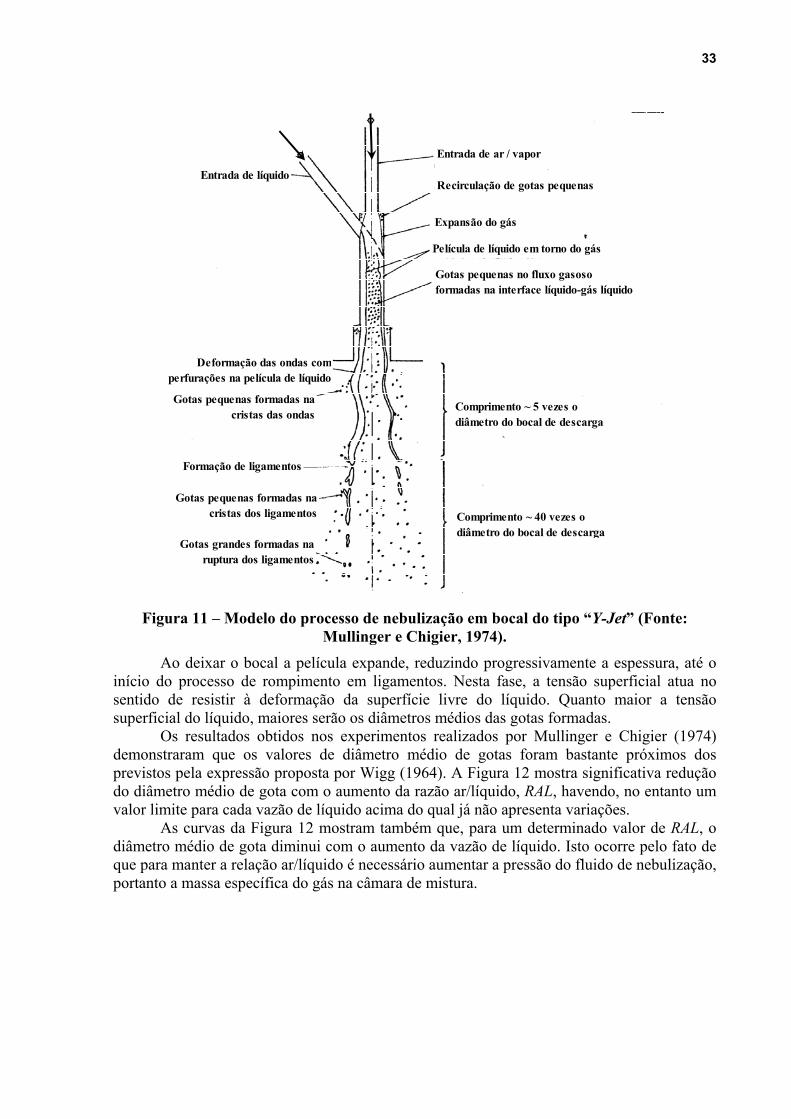
Segundo o modelo proposto a partir dos experimentos, a nebulização inicia-se no interior da câmara de mistura, gerando pequenas gotas que se incorporam ao fluxo gasoso, escoando pelo centro, mas, a maior porção do líquido emerge do bocal ainda sob a forma de uma fina película. Já do lado externo ao bocal, esta película se desintegra em plaquetas, em ligamentos e subseqüentemente em gotas, conforme modelo apresentado no esquema da Figura 11, processo que ocorre até uma distância de aproximadamente 50 vezes o diâmetro do bocal.
33
Entrada de líquido
Entrada de ar / vapor
Recirculação de gotas pequenas
Expansão do gás
Película de líquido em torno do gás
Gotas pequenas no fluxo gasoso formadas na interface líquido-gás líquido
Comprimento ~ 5 vezes o diâmetro do bocal de descarga
Comprimento ~ 40 vezes o diâmetro do bocal de descarga
Deformação das ondas comperfurações na película de líquido
Gotas pequenas formadas nacristas das ondas
Formação de ligamentos
Gotas pequenas formadas nacristas dos ligamentos
Gotas grandes formadas naruptura dos ligamentos
Figura 11 – Modelo do processo de nebulização em bocal do tipo “Y-Jet” (Fonte:
Mullinger e Chigier, 1974). Ao deixar o bocal a película expande, reduzindo progressivamente a espessura, até o início do processo de rompimento em ligamentos. Nesta fase, a tensão superficial atua no sentido de resistir à deformação da superfície livre do líquido. Quanto maior a tensão superficial do líquido, maiores serão os diâmetros médios das gotas formadas. Os resultados obtidos nos experimentos realizados por Mullinger e Chigier (1974) demonstraram que os valores de diâmetro médio de gotas foram bastante próximos dos previstos pela expressão proposta por Wigg (1964). A Figura 12 mostra significativa redução do diâmetro médio de gota com o aumento da razão ar/líquido, RAL, havendo, no entanto um valor limite para cada vazão de líquido acima do qual já não apresenta variações. As curvas da Figura 12 mostram também que, para um determinado valor de RAL, o diâmetro médio de gota diminui com o aumento da vazão de líquido. Isto ocorre pelo fato de que para manter a relação ar/líquido é necessário aumentar a pressão do fluido de nebulização, portanto a massa específica do gás na câmara de mistura.
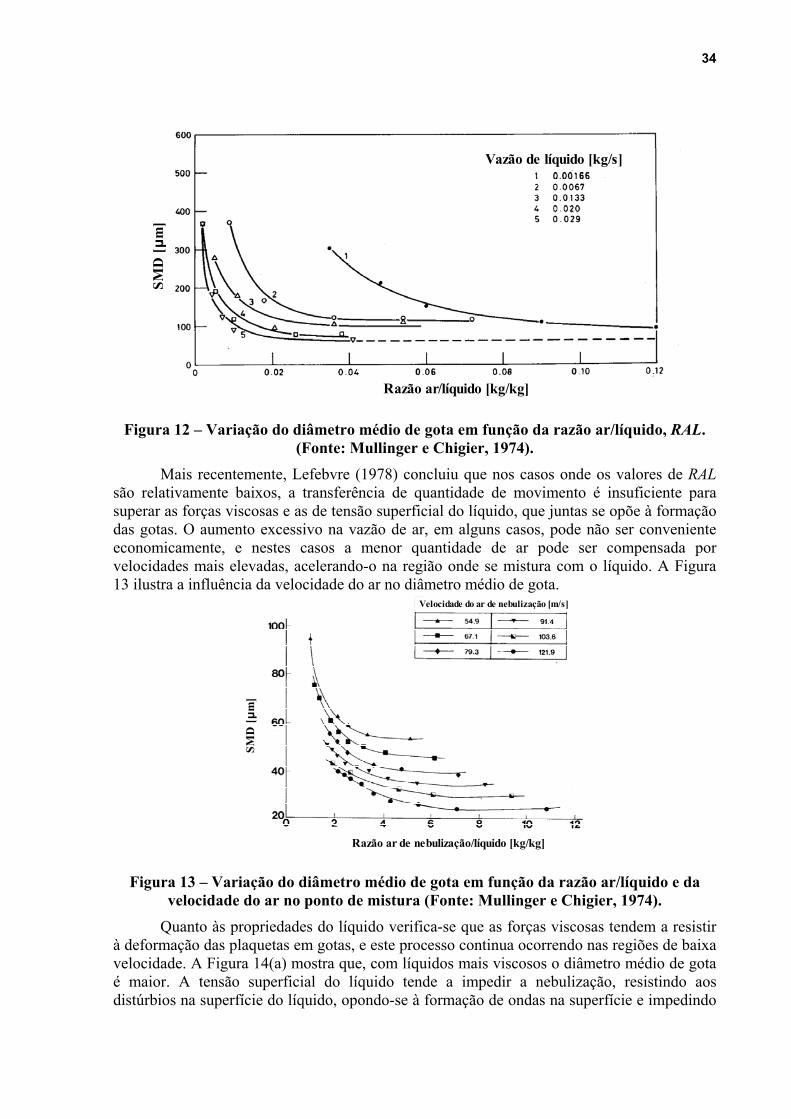
34
Razão ar/líquido [kg/kg]
Vazão de líquido [kg/s]SM
D [ µ
m]
Figura 12 – Variação do diâmetro médio de gota em função da razão ar/líquido, RAL.
(Fonte: Mullinger e Chigier, 1974).
Mais recentemente, Lefebvre (1978) concluiu que nos casos onde os valores de RAL são relativamente baixos, a transferência de quantidade de movimento é insuficiente para superar as forças viscosas e as de tensão superficial do líquido, que juntas se opõe à formação das gotas. O aumento excessivo na vazão de ar, em alguns casos, pode não ser conveniente economicamente, e nestes casos a menor quantidade de ar pode ser compensada por velocidades mais elevadas, acelerando-o na região onde se mistura com o líquido. A Figura 13 ilustra a influência da velocidade do ar no diâmetro médio de gota.
Velocidade do ar de nebulização [m/s]
Razão ar de nebulização/líquido [kg/kg]
SMD
[ µm
]
Figura 13 – Variação do diâmetro médio de gota em função da razão ar/líquido e da
velocidade do ar no ponto de mistura (Fonte: Mullinger e Chigier, 1974).
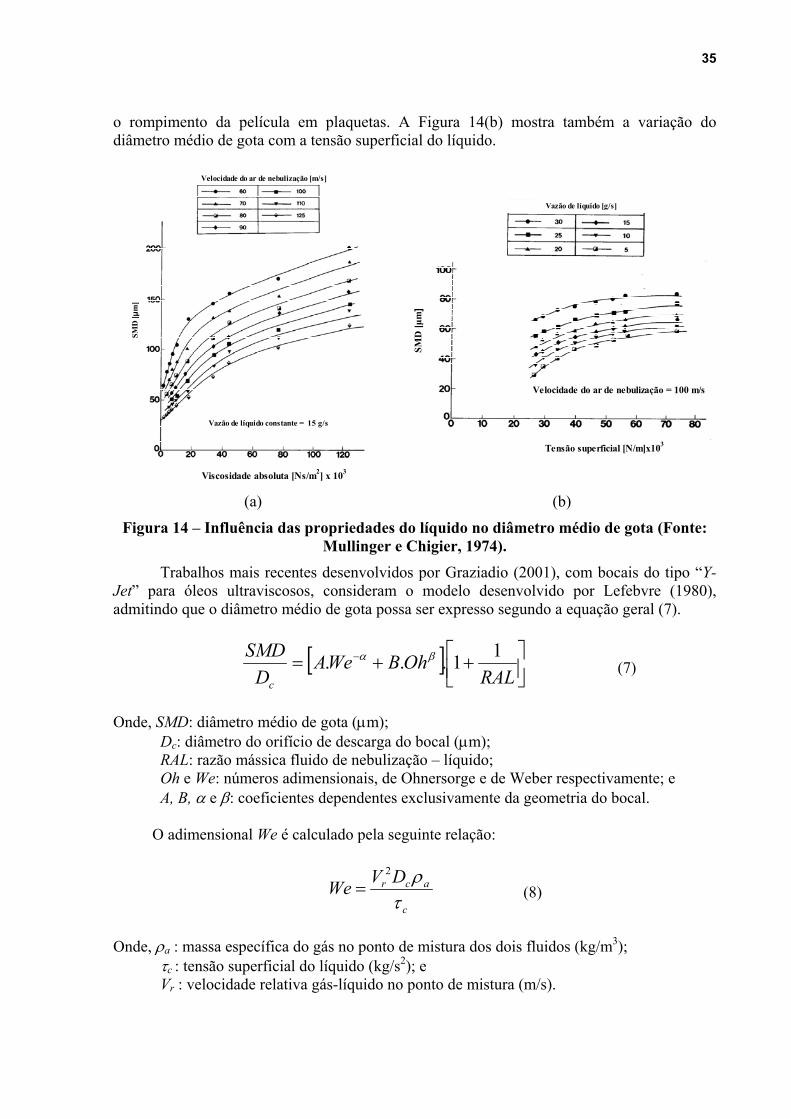
Quanto às propriedades do líquido verifica-se que as forças viscosas tendem a resistir à deformação das plaquetas em gotas, e este processo continua ocorrendo nas regiões de baixa velocidade. A Figura 14(a) mostra que, com líquidos mais viscosos o diâmetro médio de gota é maior. A tensão superficial do líquido tende a impedir a nebulização, resistindo aos distúrbios na superfície do líquido, opondo-se à formação de ondas na superfície e impedindo
35
o rompimento da película em plaquetas. A Figura 14(b) mostra também a variação do diâmetro médio de gota com a tensão superficial do líquido.
Velocidade do ar de nebulização [m/s]
Vazão de líquido constante = 15 g/s
Viscosidade absoluta [Ns/m2] x 103
SMD
[ µm
]
Tensão superficial [N/m]x103
Velocidade do ar de nebulização = 100 m/s
Vazão de líquido [g/s]
SMD
[µm
]
(a) (b)
Figura 14 – Influência das propriedades do líquido no diâmetro médio de gota (Fonte: Mullinger e Chigier, 1974).
Trabalhos mais recentes desenvolvidos por Graziadio (2001), com bocais do tipo “Y-Jet” para óleos ultraviscosos, consideram o modelo desenvolvido por Lefebvre (1980), admitindo que o diâmetro médio de gota possa ser expresso segundo a equação geral (7).
[ ]
++= −
RALOhBWeA
DSMD
c
11... βα (7)
Onde, SMD: diâmetro médio de gota (µm); Dc: diâmetro do orifício de descarga do bocal (µm); RAL: razão mássica fluido de nebulização – líquido;
Oh e We: números adimensionais, de Ohnersorge e de Weber respectivamente; e A, B, α e β: coeficientes dependentes exclusivamente da geometria do bocal.
O adimensional We é calculado pela seguinte relação:
c
acr DVWeτρ2
= (8)
Onde, ρa : massa específica do gás no ponto de mistura dos dois fluidos (kg/m3); τc : tensão superficial do líquido (kg/s2); e
Vr : velocidade relativa gás-líquido no ponto de mistura (m/s).
36
O adimensional Oh, é calculado pela seguinte relação:
ccc
c
DOh
ρτµ 2
= (9)
onde, µc : viscosidade do líquido (kg/m.s); e
ρc : massa específica do líquido (kg/m3). A partir de experimentos em bancada de nebulização, Graziadio (1987) obteve valores de α e β = 0,5. Os valores A e B podem ser determinados a partir de testes em laboratório, em condições operacionais distintas e assim obter uma equação do diâmetro médio de gota para um determinado bocal nebulizador, ou ainda estender este modelo para outros tipos de bocais, de concepção distinta do “Y-Jet”.
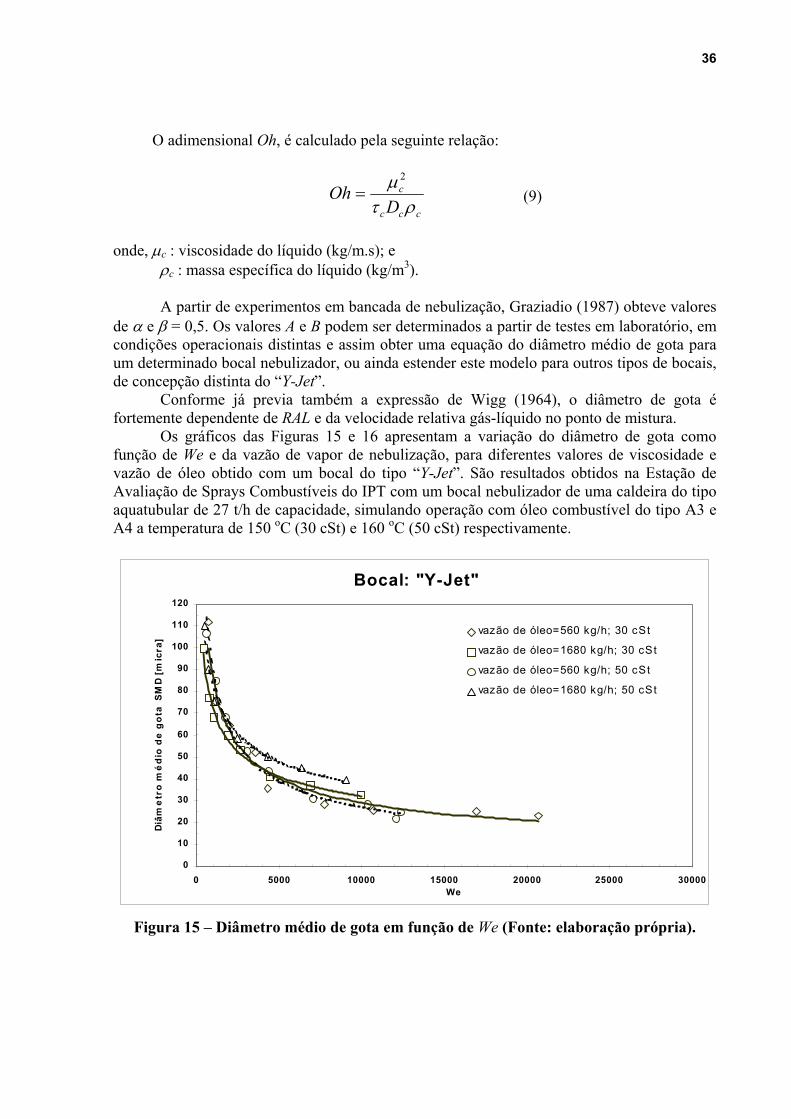
Conforme já previa também a expressão de Wigg (1964), o diâmetro de gota é fortemente dependente de RAL e da velocidade relativa gás-líquido no ponto de mistura.
Os gráficos das Figuras 15 e 16 apresentam a variação do diâmetro de gota como função de We e da vazão de vapor de nebulização, para diferentes valores de viscosidade e vazão de óleo obtido com um bocal do tipo “Y-Jet”. São resultados obtidos na Estação de Avaliação de Sprays Combustíveis do IPT com um bocal nebulizador de uma caldeira do tipo aquatubular de 27 t/h de capacidade, simulando operação com óleo combustível do tipo A3 e A4 a temperatura de 150 oC (30 cSt) e 160 oC (50 cSt) respectivamente.
Bocal: "Y-Jet"
0
10
20
30
40
50
60
70
80
90
100
110
120
0 5000 10000 15000 20000 25000 30000We
Diâ
me
tro
mé
dio
de
go
ta S
MD
[m
icra
]
vazão de óleo=560 kg/h; 30 cSt
vazão de óleo=1680 kg/h; 30 cSt
vazão de óleo=560 kg/h; 50 cSt
vazão de óleo=1680 kg/h; 50 cSt
Figura 15 – Diâmetro médio de gota em função de We (Fonte: elaboração própria).
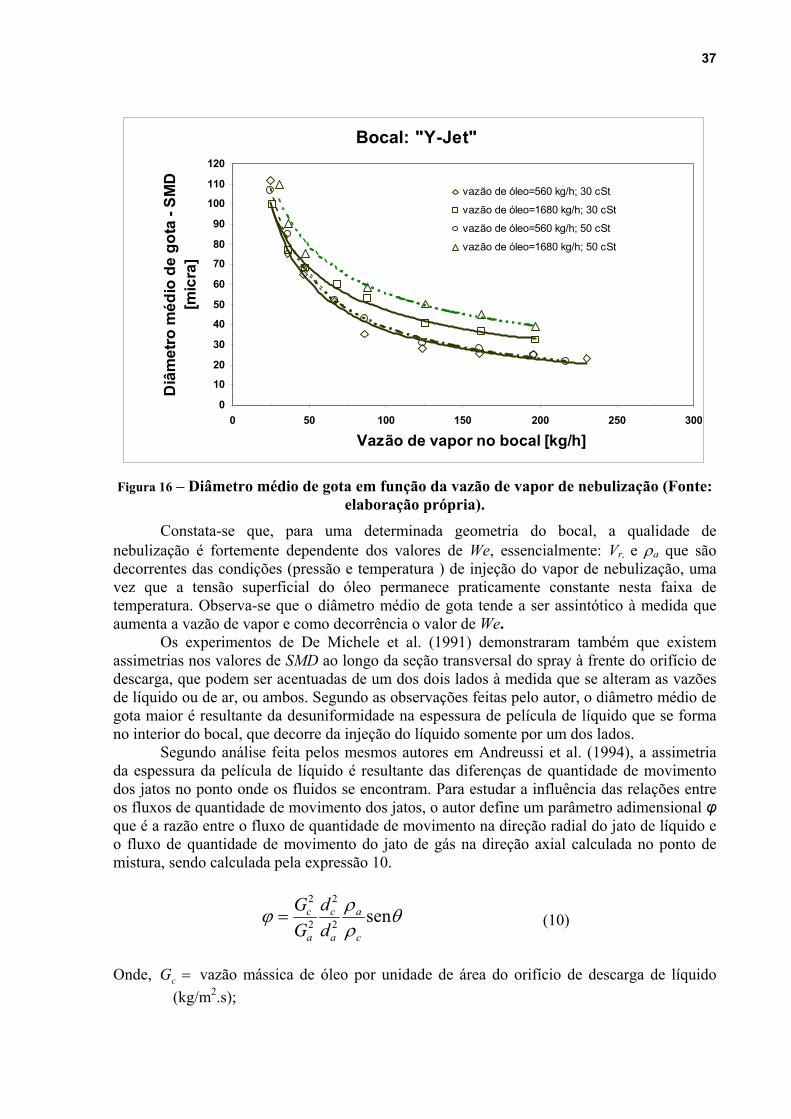
37
Bocal: "Y-Jet"
0
10
20
30
40
50
60
70
80
90
100
110
120
0 50 100 150 200 250 300
Vazão de vapor no bocal [kg/h]
Diâ
met
ro m
édio
de
gota
- SM
D
[mic
ra]
vazão de óleo=560 kg/h; 30 cSt
vazão de óleo=1680 kg/h; 30 cSt
vazão de óleo=560 kg/h; 50 cSt
vazão de óleo=1680 kg/h; 50 cSt
Figura 16 – Diâmetro médio de gota em função da vazão de vapor de nebulização (Fonte:
elaboração própria). Constata-se que, para uma determinada geometria do bocal, a qualidade de nebulização é fortemente dependente dos valores de We, essencialmente: Vr, e ρa que são decorrentes das condições (pressão e temperatura ) de injeção do vapor de nebulização, uma vez que a tensão superficial do óleo permanece praticamente constante nesta faixa de temperatura. Observa-se que o diâmetro médio de gota tende a ser assintótico à medida que aumenta a vazão de vapor e como decorrência o valor de We. Os experimentos de De Michele et al. (1991) demonstraram também que existem assimetrias nos valores de SMD ao longo da seção transversal do spray à frente do orifício de descarga, que podem ser acentuadas de um dos dois lados à medida que se alteram as vazões de líquido ou de ar, ou ambos. Segundo as observações feitas pelo autor, o diâmetro médio de gota maior é resultante da desuniformidade na espessura de película de líquido que se forma no interior do bocal, que decorre da injeção do líquido somente por um dos lados. Segundo análise feita pelos mesmos autores em Andreussi et al. (1994), a assimetria da espessura da película de líquido é resultante das diferenças de quantidade de movimento dos jatos no ponto onde os fluidos se encontram. Para estudar a influência das relações entre os fluxos de quantidade de movimento dos jatos, o autor define um parâmetro adimensional φ que é a razão entre o fluxo de quantidade de movimento na direção radial do jato de líquido e o fluxo de quantidade de movimento do jato de gás na direção axial calculada no ponto de mistura, sendo calculada pela expressão 10.
θρρϕ sen2
2
2
2
c
a
a
c
a
c
dd
GG
= (10)
Onde, =cG vazão mássica de óleo por unidade de área do orifício de descarga de líquido
(kg/m2.s);
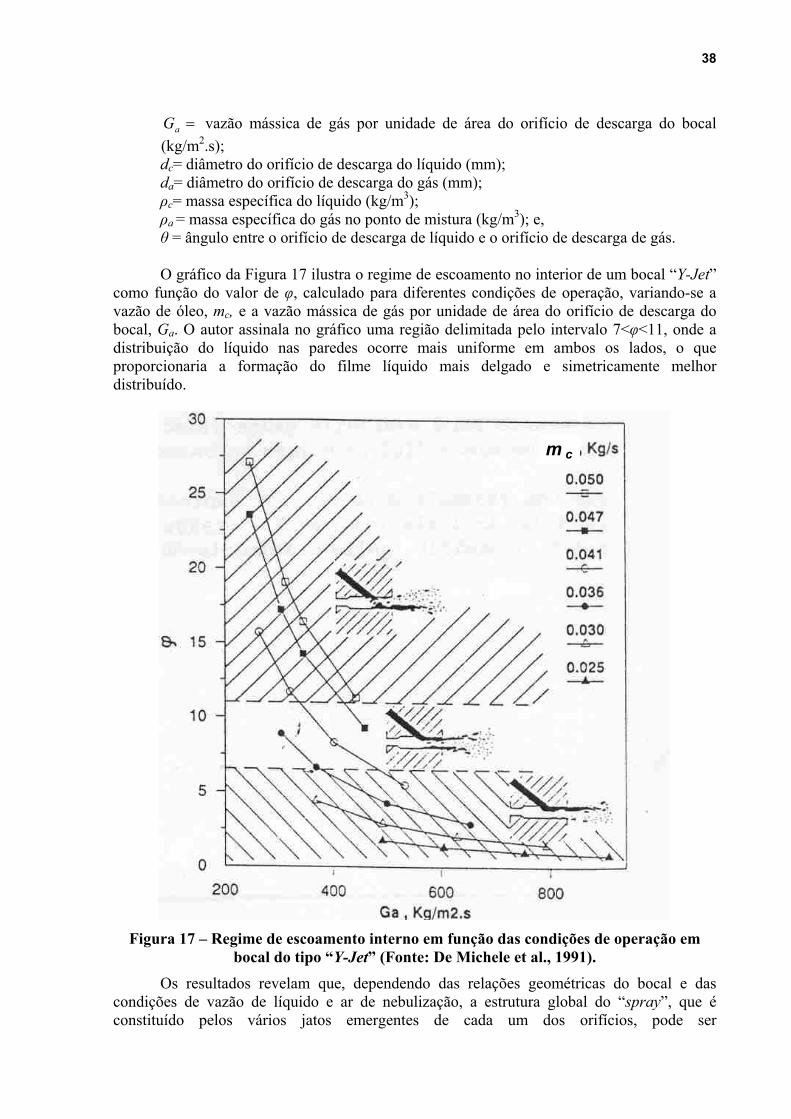
38
=aG vazão mássica de gás por unidade de área do orifício de descarga do bocal (kg/m2.s);
dc= diâmetro do orifício de descarga do líquido (mm); da= diâmetro do orifício de descarga do gás (mm); ρc= massa específica do líquido (kg/m3); ρa = massa específica do gás no ponto de mistura (kg/m3); e, θ = ângulo entre o orifício de descarga de líquido e o orifício de descarga de gás. O gráfico da Figura 17 ilustra o regime de escoamento no interior de um bocal “Y-Jet” como função do valor de φ, calculado para diferentes condições de operação, variando-se a vazão de óleo, mc, e a vazão mássica de gás por unidade de área do orifício de descarga do bocal, Ga. O autor assinala no gráfico uma região delimitada pelo intervalo 7<φ<11, onde a distribuição do líquido nas paredes ocorre mais uniforme em ambos os lados, o que proporcionaria a formação do filme líquido mais delgado e simetricamente melhor distribuído.
m c
Figura 17 – Regime de escoamento interno em função das condições de operação em
bocal do tipo “Y-Jet” (Fonte: De Michele et al., 1991). Os resultados revelam que, dependendo das relações geométricas do bocal e das
condições de vazão de líquido e ar de nebulização, a estrutura global do “spray”, que é constituído pelos vários jatos emergentes de cada um dos orifícios, pode ser
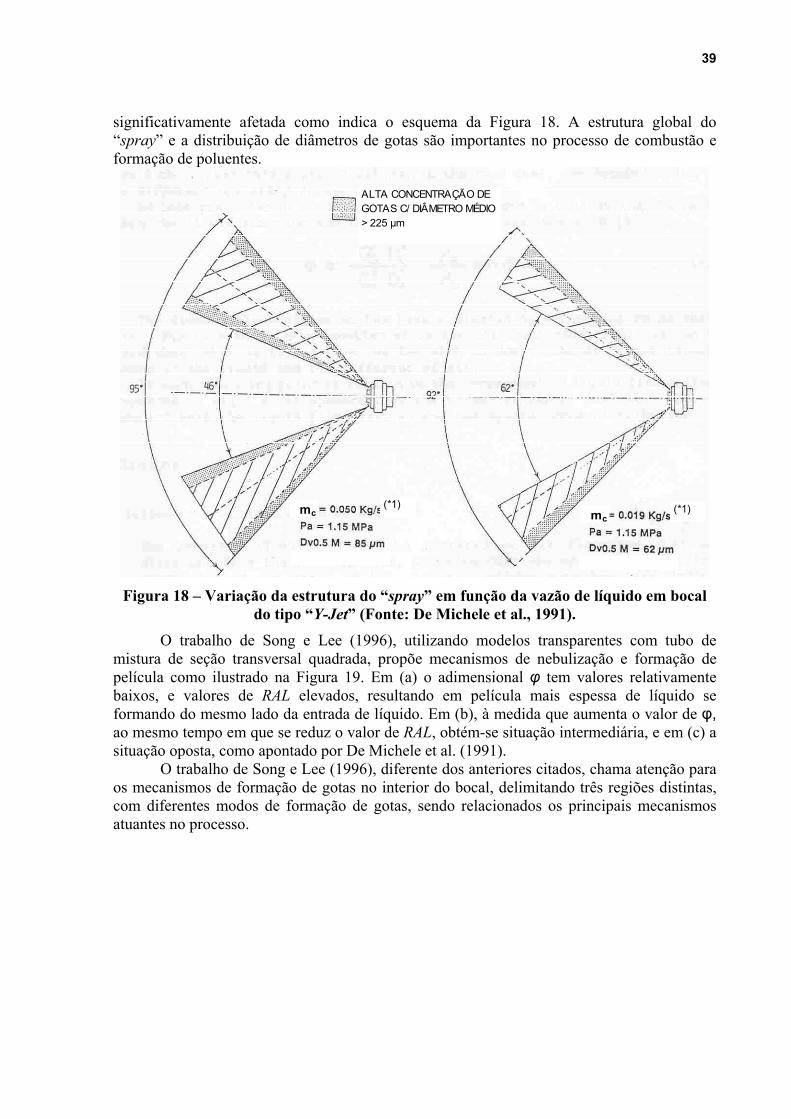
39
significativamente afetada como indica o esquema da Figura 18. A estrutura global do “spray” e a distribuição de diâmetros de gotas são importantes no processo de combustão e formação de poluentes.
(*1) (*1)
ALTA CONCENTRAÇÃO DE GOTAS C/ DIÂMETRO MÉDIO > 225 µm
mc mc
Figura 18 – Variação da estrutura do “spray” em função da vazão de líquido em bocal
do tipo “Y-Jet” (Fonte: De Michele et al., 1991).
O trabalho de Song e Lee (1996), utilizando modelos transparentes com tubo de mistura de seção transversal quadrada, propõe mecanismos de nebulização e formação de película como ilustrado na Figura 19. Em (a) o adimensional φ tem valores relativamente baixos, e valores de RAL elevados, resultando em película mais espessa de líquido se formando do mesmo lado da entrada de líquido. Em (b), à medida que aumenta o valor de φ, ao mesmo tempo em que se reduz o valor de RAL, obtém-se situação intermediária, e em (c) a situação oposta, como apontado por De Michele et al. (1991).
O trabalho de Song e Lee (1996), diferente dos anteriores citados, chama atenção para os mecanismos de formação de gotas no interior do bocal, delimitando três regiões distintas, com diferentes modos de formação de gotas, sendo relacionados os principais mecanismos atuantes no processo.
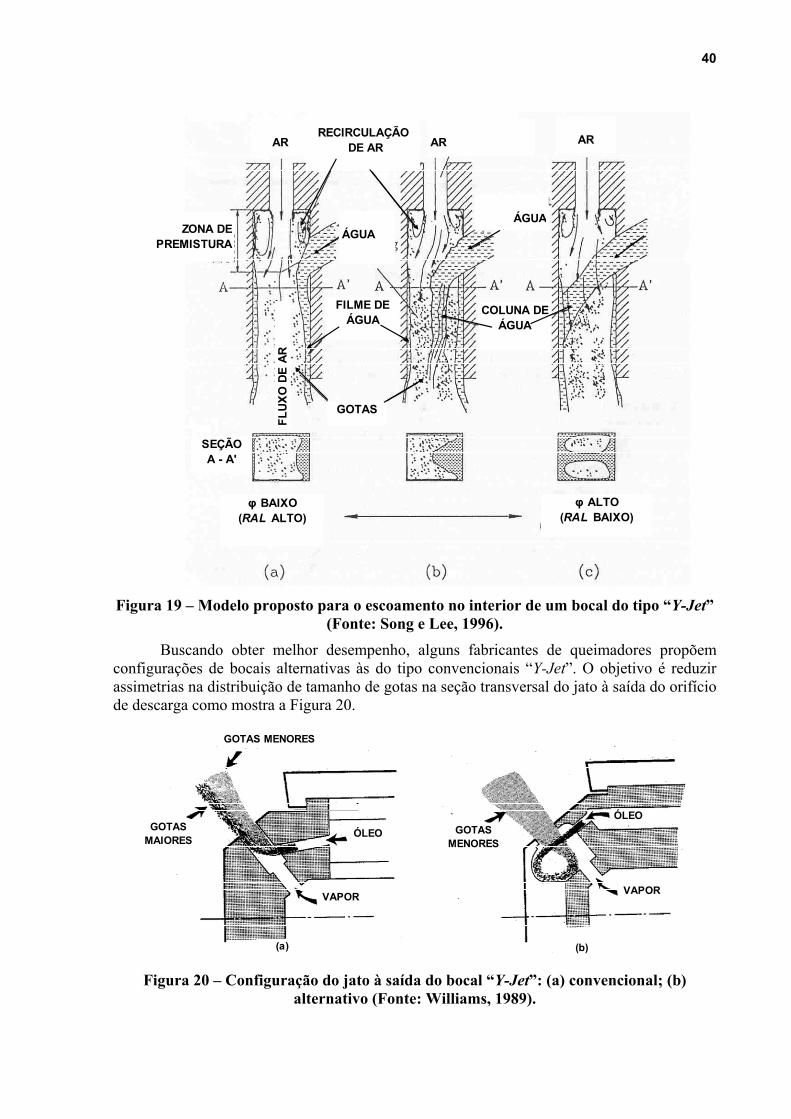
40
AR AR AR
ÁGUA
SEÇÃOA - A'
RECIRCULAÇÃO DE AR
COLUNA DEÁGUA
FILME DEÁGUA
GOTAS
ZONA DE PREMISTURA
φ BAIXO(RAL ALTO)
φ ALTO(RAL BAIXO)
ÁGUA
FLU
XO
DE
AR
Figura 19 – Modelo proposto para o escoamento no interior de um bocal do tipo “Y-Jet” (Fonte: Song e Lee, 1996).
Buscando obter melhor desempenho, alguns fabricantes de queimadores propõem configurações de bocais alternativas às do tipo convencionais “Y-Jet”. O objetivo é reduzir assimetrias na distribuição de tamanho de gotas na seção transversal do jato à saída do orifício de descarga como mostra a Figura 20.
ÓLEO
VAPOR VAPOR
ÓLEO
GOTAS MENORES
GOTAS MAIORES
GOTAS MENORES
(a) (b)
Figura 20 – Configuração do jato à saída do bocal “Y-Jet”: (a) convencional; (b) alternativo (Fonte: Williams, 1989).
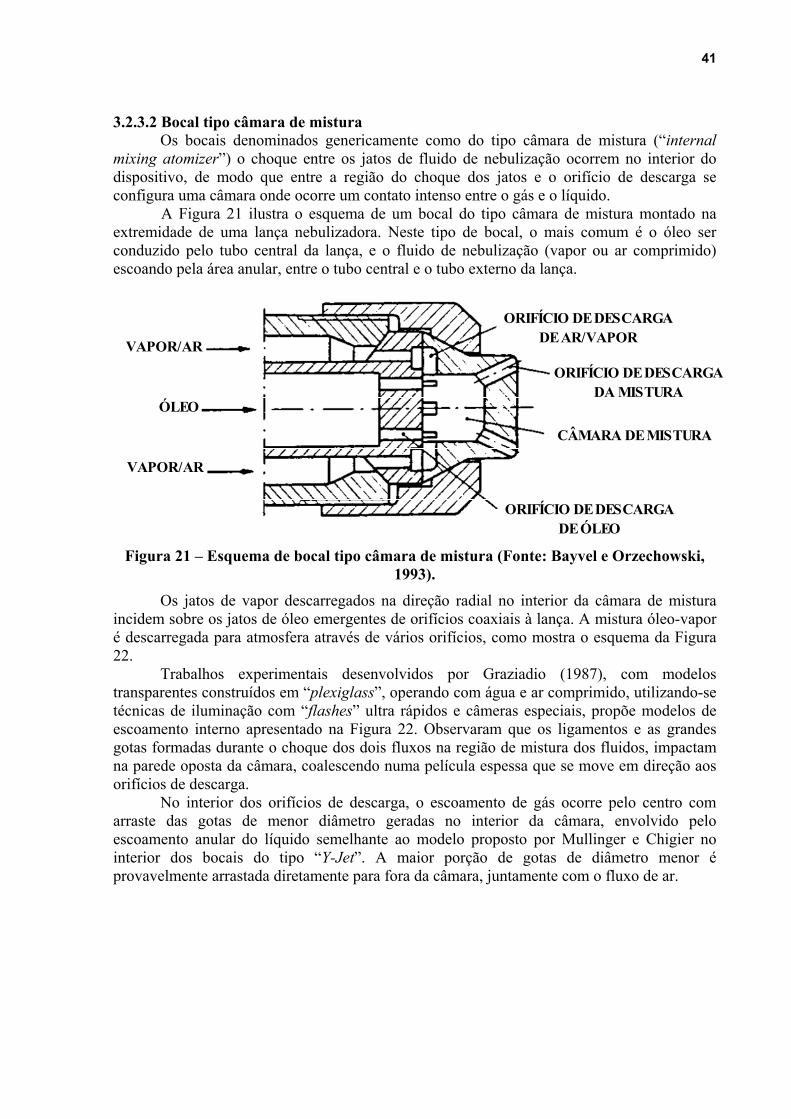
41
3.2.3.2 Bocal tipo câmara de mistura Os bocais denominados genericamente como do tipo câmara de mistura (“internal
mixing atomizer”) o choque entre os jatos de fluido de nebulização ocorrem no interior do dispositivo, de modo que entre a região do choque dos jatos e o orifício de descarga se configura uma câmara onde ocorre um contato intenso entre o gás e o líquido.
A Figura 21 ilustra o esquema de um bocal do tipo câmara de mistura montado na extremidade de uma lança nebulizadora. Neste tipo de bocal, o mais comum é o óleo ser conduzido pelo tubo central da lança, e o fluido de nebulização (vapor ou ar comprimido) escoando pela área anular, entre o tubo central e o tubo externo da lança.
VAPOR/AR
VAPOR/AR
ÓLEO
ORIFÍCIO DE DESCARGA DE AR/VAPOR
ORIFÍCIO DE DESCARGA DA MISTURA
ORIFÍCIO DE DESCARGA DE ÓLEO
CÂMARA DE MISTURA
Figura 21 – Esquema de bocal tipo câmara de mistura (Fonte: Bayvel e Orzechowski,
1993).
Os jatos de vapor descarregados na direção radial no interior da câmara de mistura incidem sobre os jatos de óleo emergentes de orifícios coaxiais à lança. A mistura óleo-vapor é descarregada para atmosfera através de vários orifícios, como mostra o esquema da Figura 22. Trabalhos experimentais desenvolvidos por Graziadio (1987), com modelos transparentes construídos em “plexiglass”, operando com água e ar comprimido, utilizando-se técnicas de iluminação com “flashes” ultra rápidos e câmeras especiais, propõe modelos de escoamento interno apresentado na Figura 22. Observaram que os ligamentos e as grandes gotas formadas durante o choque dos dois fluxos na região de mistura dos fluidos, impactam na parede oposta da câmara, coalescendo numa película espessa que se move em direção aos orifícios de descarga.
No interior dos orifícios de descarga, o escoamento de gás ocorre pelo centro com arraste das gotas de menor diâmetro geradas no interior da câmara, envolvido pelo escoamento anular do líquido semelhante ao modelo proposto por Mullinger e Chigier no interior dos bocais do tipo “Y-Jet”. A maior porção de gotas de diâmetro menor é provavelmente arrastada diretamente para fora da câmara, juntamente com o fluxo de ar.
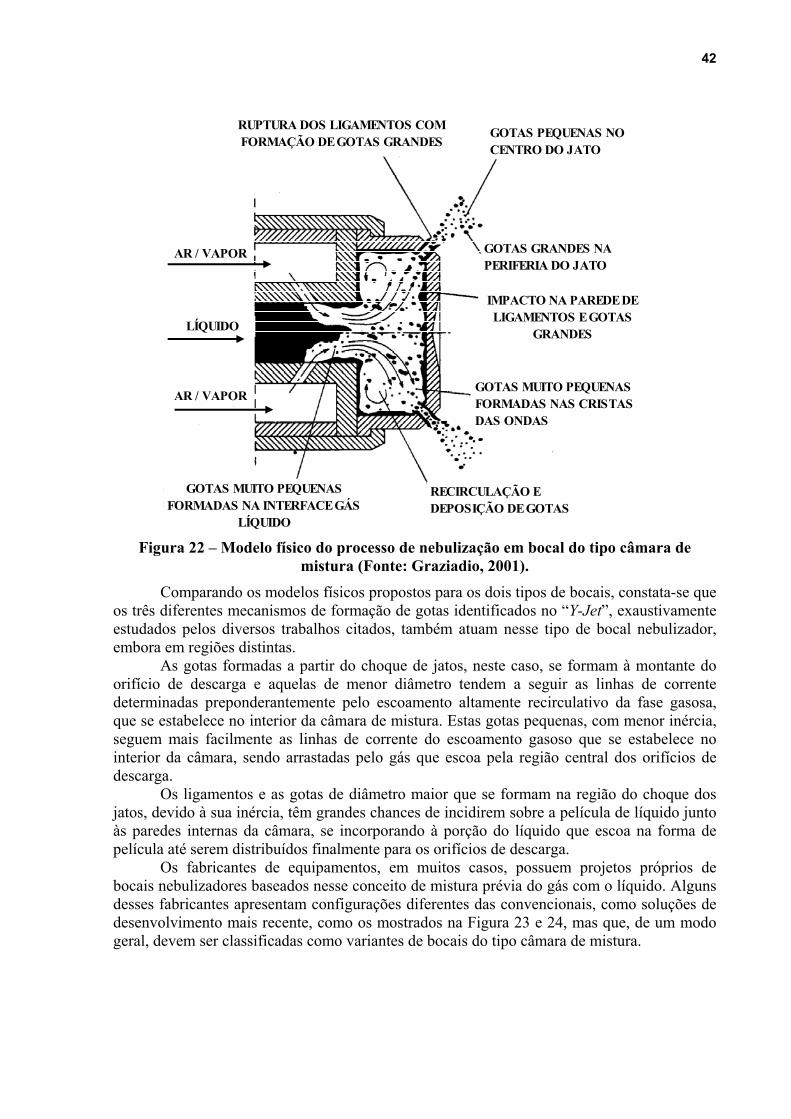
42
AR / VAPOR
AR / VAPOR
LÍQUIDO
RUPTURA DOS LIGAMENTOS COM FORMAÇÃO DE GOTAS GRANDES
GOTAS PEQUENAS NO CENTRO DO JATO
GOTAS GRANDES NA PERIFERIA DO JATO
IMPACTO NA PAREDE DE LIGAMENTOS E GOTAS
GRANDES
GOTAS MUITO PEQUENAS FORMADAS NAS CRISTAS DAS ONDAS
RECIRCULAÇÃO E DEPOSIÇÃO DE GOTAS
GOTAS MUITO PEQUENAS FORMADAS NA INTERFACE GÁS
LÍQUIDO Figura 22 – Modelo físico do processo de nebulização em bocal do tipo câmara de
mistura (Fonte: Graziadio, 2001).
Comparando os modelos físicos propostos para os dois tipos de bocais, constata-se que os três diferentes mecanismos de formação de gotas identificados no “Y-Jet”, exaustivamente estudados pelos diversos trabalhos citados, também atuam nesse tipo de bocal nebulizador, embora em regiões distintas.
As gotas formadas a partir do choque de jatos, neste caso, se formam à montante do orifício de descarga e aquelas de menor diâmetro tendem a seguir as linhas de corrente determinadas preponderantemente pelo escoamento altamente recirculativo da fase gasosa, que se estabelece no interior da câmara de mistura. Estas gotas pequenas, com menor inércia, seguem mais facilmente as linhas de corrente do escoamento gasoso que se estabelece no interior da câmara, sendo arrastadas pelo gás que escoa pela região central dos orifícios de descarga.
Os ligamentos e as gotas de diâmetro maior que se formam na região do choque dos jatos, devido à sua inércia, têm grandes chances de incidirem sobre a película de líquido junto às paredes internas da câmara, se incorporando à porção do líquido que escoa na forma de película até serem distribuídos finalmente para os orifícios de descarga.
Os fabricantes de equipamentos, em muitos casos, possuem projetos próprios de bocais nebulizadores baseados nesse conceito de mistura prévia do gás com o líquido. Alguns desses fabricantes apresentam configurações diferentes das convencionais, como soluções de desenvolvimento mais recente, como os mostrados na Figura 23 e 24, mas que, de um modo geral, devem ser classificadas como variantes de bocais do tipo câmara de mistura.
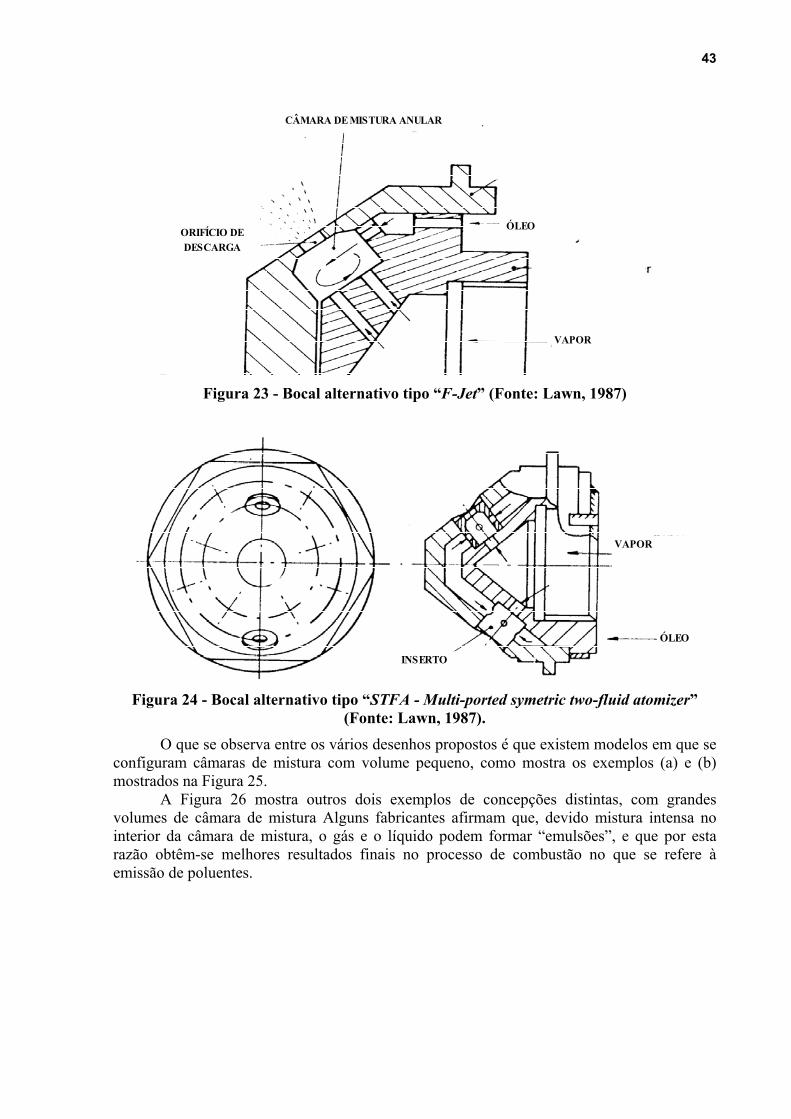
43
ORIFÍCIO DE DESCARGA
CÂMARA DE MISTURA ANULAR
ÓLEO
VAPOR
Figura 23 - Bocal alternativo tipo “F-Jet” (Fonte: Lawn, 1987)
VAPOR
ÓLEO
INSERTO
Figura 24 - Bocal alternativo tipo “STFA - Multi-ported symetric two-fluid atomizer”
(Fonte: Lawn, 1987). O que se observa entre os vários desenhos propostos é que existem modelos em que se
configuram câmaras de mistura com volume pequeno, como mostra os exemplos (a) e (b) mostrados na Figura 25.
A Figura 26 mostra outros dois exemplos de concepções distintas, com grandes volumes de câmara de mistura Alguns fabricantes afirmam que, devido mistura intensa no interior da câmara de mistura, o gás e o líquido podem formar “emulsões”, e que por esta razão obtêm-se melhores resultados finais no processo de combustão no que se refere à emissão de poluentes.
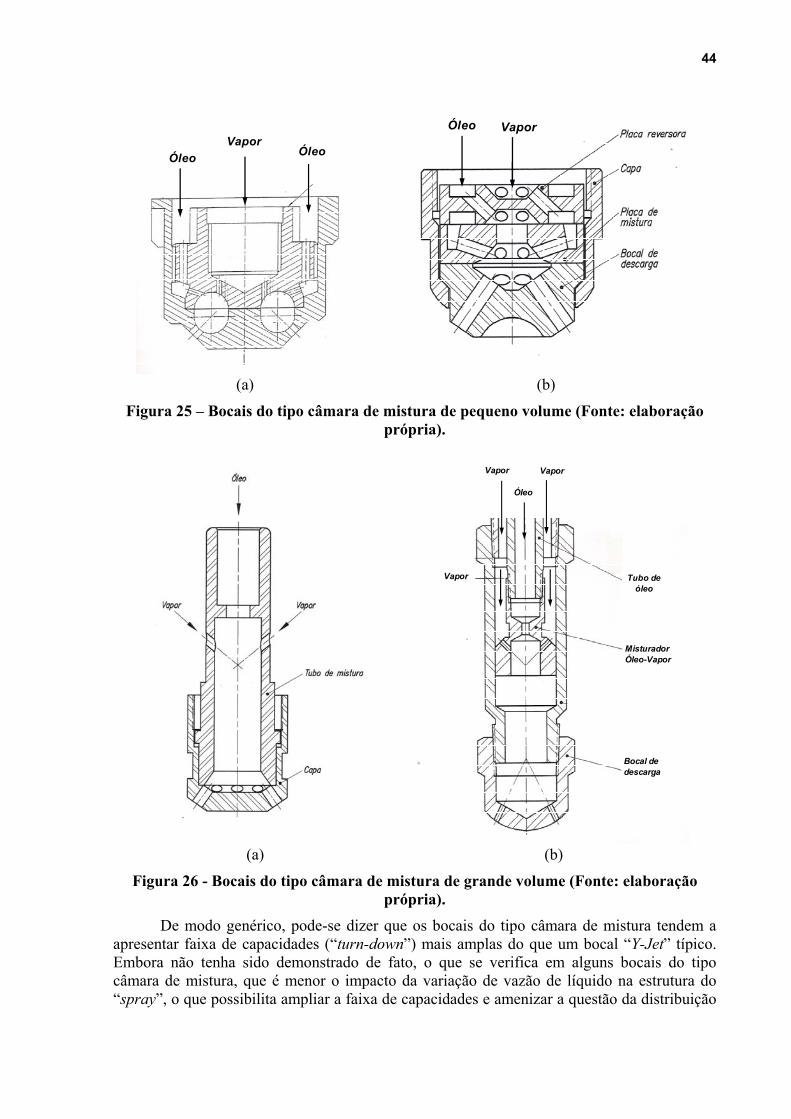
44
VaporÓleoÓleo
Óleo Vapor
(a) (b)
Figura 25 – Bocais do tipo câmara de mistura de pequeno volume (Fonte: elaboração própria).
Vapor Vapor
Óleo
Vapor
MisturadorÓleo-Vapor
Bocal de descarga
Tubo de óleo
(a) (b)
Figura 26 - Bocais do tipo câmara de mistura de grande volume (Fonte: elaboração própria).
De modo genérico, pode-se dizer que os bocais do tipo câmara de mistura tendem a apresentar faixa de capacidades (“turn-down”) mais amplas do que um bocal “Y-Jet” típico. Embora não tenha sido demonstrado de fato, o que se verifica em alguns bocais do tipo câmara de mistura, que é menor o impacto da variação de vazão de líquido na estrutura do “spray”, o que possibilita ampliar a faixa de capacidades e amenizar a questão da distribuição
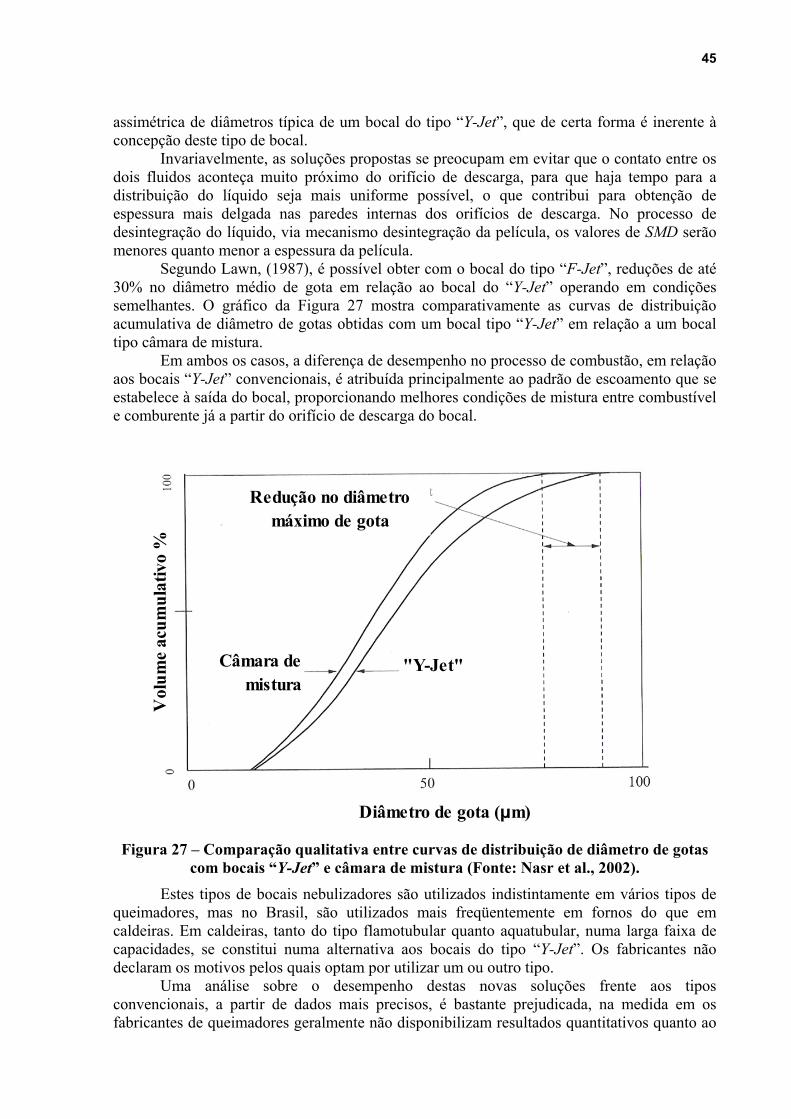
45
assimétrica de diâmetros típica de um bocal do tipo “Y-Jet”, que de certa forma é inerente à concepção deste tipo de bocal.
Invariavelmente, as soluções propostas se preocupam em evitar que o contato entre os dois fluidos aconteça muito próximo do orifício de descarga, para que haja tempo para a distribuição do líquido seja mais uniforme possível, o que contribui para obtenção de espessura mais delgada nas paredes internas dos orifícios de descarga. No processo de desintegração do líquido, via mecanismo desintegração da película, os valores de SMD serão menores quanto menor a espessura da película.
Segundo Lawn, (1987), é possível obter com o bocal do tipo “F-Jet”, reduções de até 30% no diâmetro médio de gota em relação ao bocal do “Y-Jet” operando em condições semelhantes. O gráfico da Figura 27 mostra comparativamente as curvas de distribuição acumulativa de diâmetro de gotas obtidas com um bocal tipo “Y-Jet” em relação a um bocal tipo câmara de mistura. Em ambos os casos, a diferença de desempenho no processo de combustão, em relação aos bocais “Y-Jet” convencionais, é atribuída principalmente ao padrão de escoamento que se estabelece à saída do bocal, proporcionando melhores condições de mistura entre combustível e comburente já a partir do orifício de descarga do bocal.
Redução no diâmetro máximo de gota
Vol
ume
acum
ulat
ivo
%
Diâmetro de gota (µm)
Câmara demistura
"Y-Jet"
Figura 27 – Comparação qualitativa entre curvas de distribuição de diâmetro de gotas
com bocais “Y-Jet” e câmara de mistura (Fonte: Nasr et al., 2002). Estes tipos de bocais nebulizadores são utilizados indistintamente em vários tipos de queimadores, mas no Brasil, são utilizados mais freqüentemente em fornos do que em caldeiras. Em caldeiras, tanto do tipo flamotubular quanto aquatubular, numa larga faixa de capacidades, se constitui numa alternativa aos bocais do tipo “Y-Jet”. Os fabricantes não declaram os motivos pelos quais optam por utilizar um ou outro tipo.
Uma análise sobre o desempenho destas novas soluções frente aos tipos convencionais, a partir de dados mais precisos, é bastante prejudicada, na medida em os fabricantes de queimadores geralmente não disponibilizam resultados quantitativos quanto ao
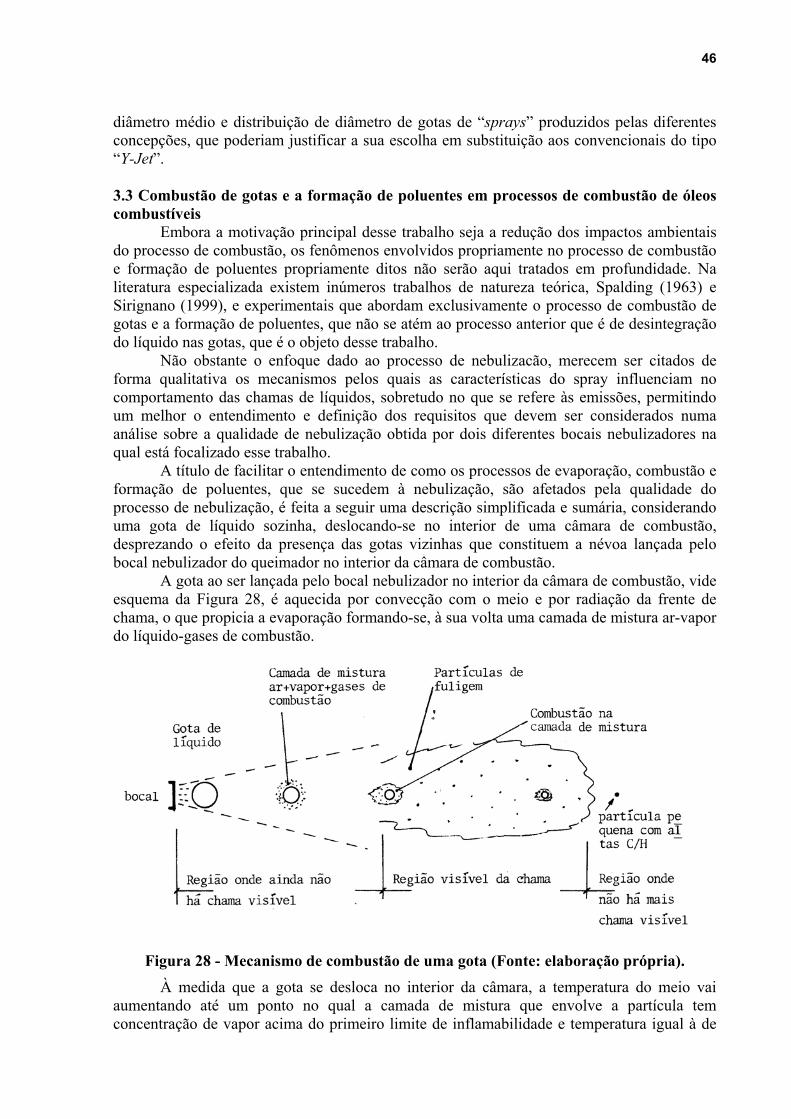
46
diâmetro médio e distribuição de diâmetro de gotas de “sprays” produzidos pelas diferentes concepções, que poderiam justificar a sua escolha em substituição aos convencionais do tipo “Y-Jet”. 3.3 Combustão de gotas e a formação de poluentes em processos de combustão de óleos combustíveis
Embora a motivação principal desse trabalho seja a redução dos impactos ambientais do processo de combustão, os fenômenos envolvidos propriamente no processo de combustão e formação de poluentes propriamente ditos não serão aqui tratados em profundidade. Na literatura especializada existem inúmeros trabalhos de natureza teórica, Spalding (1963) e Sirignano (1999), e experimentais que abordam exclusivamente o processo de combustão de gotas e a formação de poluentes, que não se atém ao processo anterior que é de desintegração do líquido nas gotas, que é o objeto desse trabalho.
Não obstante o enfoque dado ao processo de nebulizacão, merecem ser citados de forma qualitativa os mecanismos pelos quais as características do spray influenciam no comportamento das chamas de líquidos, sobretudo no que se refere às emissões, permitindo um melhor o entendimento e definição dos requisitos que devem ser considerados numa análise sobre a qualidade de nebulização obtida por dois diferentes bocais nebulizadores na qual está focalizado esse trabalho.
A título de facilitar o entendimento de como os processos de evaporação, combustão e formação de poluentes, que se sucedem à nebulização, são afetados pela qualidade do processo de nebulização, é feita a seguir uma descrição simplificada e sumária, considerando uma gota de líquido sozinha, deslocando-se no interior de uma câmara de combustão, desprezando o efeito da presença das gotas vizinhas que constituem a névoa lançada pelo bocal nebulizador do queimador no interior da câmara de combustão.
A gota ao ser lançada pelo bocal nebulizador no interior da câmara de combustão, vide esquema da Figura 28, é aquecida por convecção com o meio e por radiação da frente de chama, o que propicia a evaporação formando-se, à sua volta uma camada de mistura ar-vapor do líquido-gases de combustão.
Figura 28 - Mecanismo de combustão de uma gota (Fonte: elaboração própria).
À medida que a gota se desloca no interior da câmara, a temperatura do meio vai aumentando até um ponto no qual a camada de mistura que envolve a partícula tem concentração de vapor acima do primeiro limite de inflamabilidade e temperatura igual à de
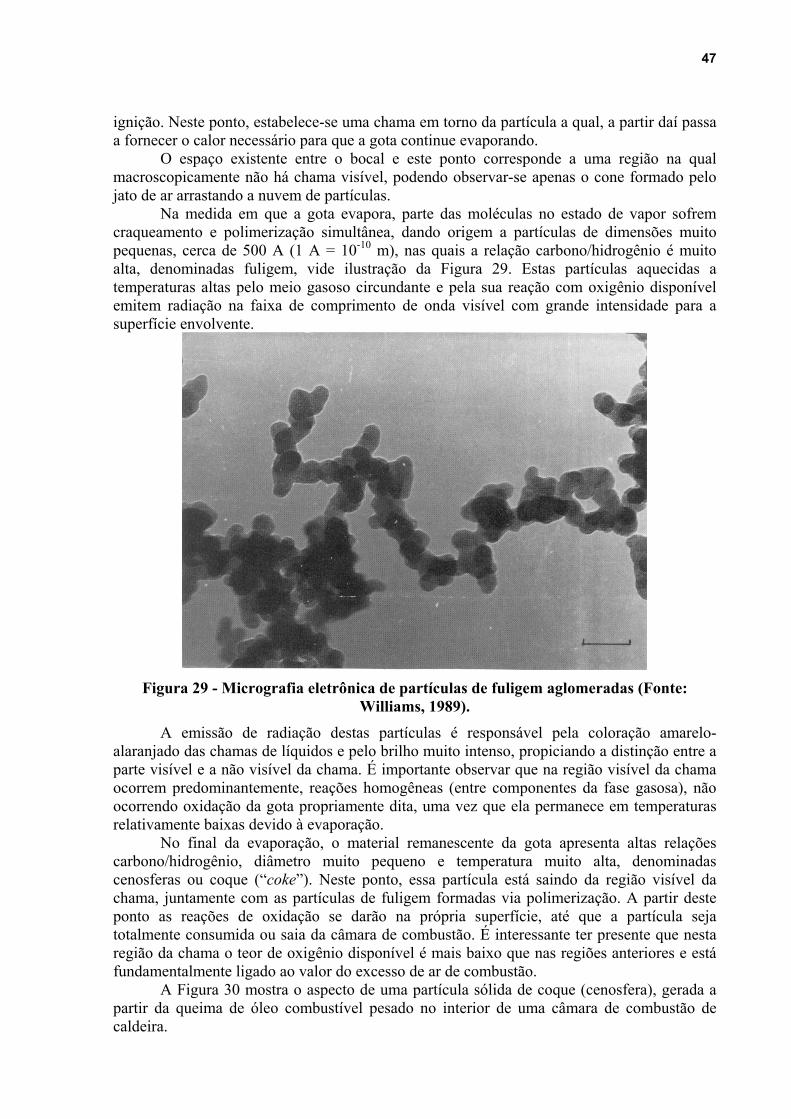
47
ignição. Neste ponto, estabelece-se uma chama em torno da partícula a qual, a partir daí passa a fornecer o calor necessário para que a gota continue evaporando. O espaço existente entre o bocal e este ponto corresponde a uma região na qual macroscopicamente não há chama visível, podendo observar-se apenas o cone formado pelo jato de ar arrastando a nuvem de partículas. Na medida em que a gota evapora, parte das moléculas no estado de vapor sofrem craqueamento e polimerização simultânea, dando origem a partículas de dimensões muito pequenas, cerca de 500 A (1 A = 10-10 m), nas quais a relação carbono/hidrogênio é muito alta, denominadas fuligem, vide ilustração da Figura 29. Estas partículas aquecidas a temperaturas altas pelo meio gasoso circundante e pela sua reação com oxigênio disponível emitem radiação na faixa de comprimento de onda visível com grande intensidade para a superfície envolvente.
Figura 29 - Micrografia eletrônica de partículas de fuligem aglomeradas (Fonte:
Williams, 1989).
A emissão de radiação destas partículas é responsável pela coloração amarelo-alaranjado das chamas de líquidos e pelo brilho muito intenso, propiciando a distinção entre a parte visível e a não visível da chama. É importante observar que na região visível da chama ocorrem predominantemente, reações homogêneas (entre componentes da fase gasosa), não ocorrendo oxidação da gota propriamente dita, uma vez que ela permanece em temperaturas relativamente baixas devido à evaporação. No final da evaporação, o material remanescente da gota apresenta altas relações carbono/hidrogênio, diâmetro muito pequeno e temperatura muito alta, denominadas cenosferas ou coque (“coke”). Neste ponto, essa partícula está saindo da região visível da chama, juntamente com as partículas de fuligem formadas via polimerização. A partir deste ponto as reações de oxidação se darão na própria superfície, até que a partícula seja totalmente consumida ou saia da câmara de combustão. É interessante ter presente que nesta região da chama o teor de oxigênio disponível é mais baixo que nas regiões anteriores e está fundamentalmente ligado ao valor do excesso de ar de combustão. A Figura 30 mostra o aspecto de uma partícula sólida de coque (cenosfera), gerada a partir da queima de óleo combustível pesado no interior de uma câmara de combustão de caldeira.
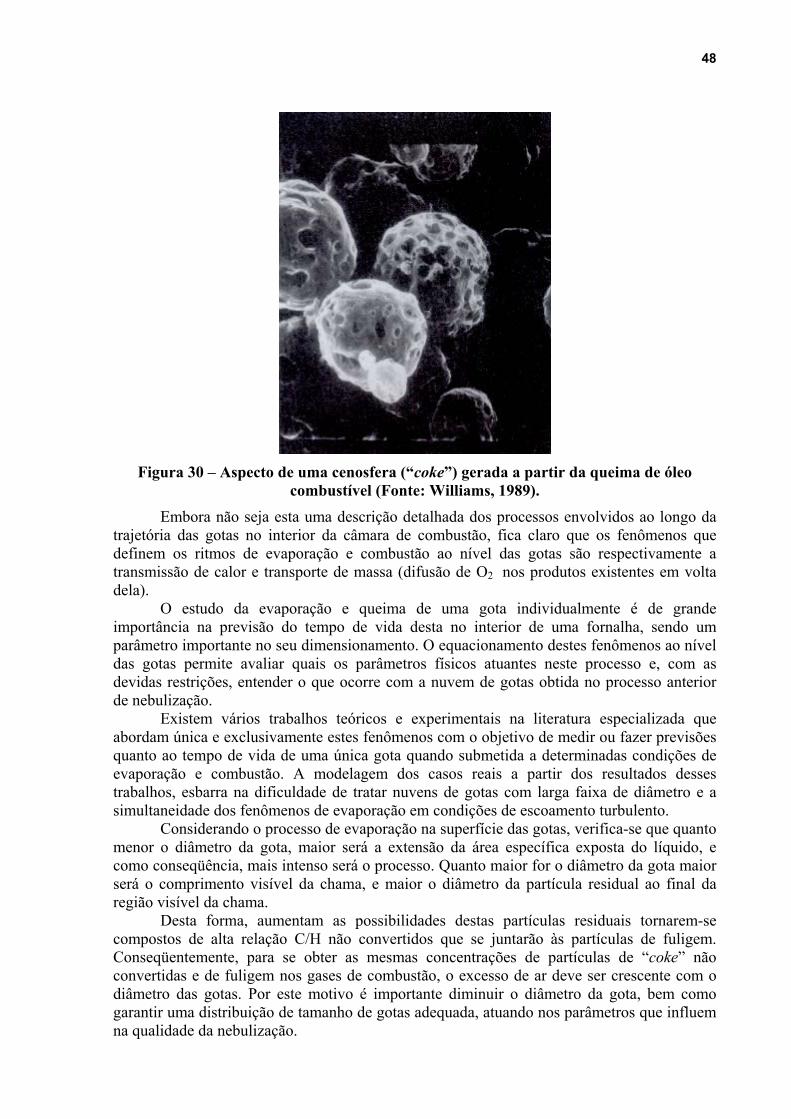
48
Figura 30 – Aspecto de uma cenosfera (“coke”) gerada a partir da queima de óleo
combustível (Fonte: Williams, 1989).
Embora não seja esta uma descrição detalhada dos processos envolvidos ao longo da trajetória das gotas no interior da câmara de combustão, fica claro que os fenômenos que definem os ritmos de evaporação e combustão ao nível das gotas são respectivamente a transmissão de calor e transporte de massa (difusão de O2 nos produtos existentes em volta dela).
O estudo da evaporação e queima de uma gota individualmente é de grande importância na previsão do tempo de vida desta no interior de uma fornalha, sendo um parâmetro importante no seu dimensionamento. O equacionamento destes fenômenos ao nível das gotas permite avaliar quais os parâmetros físicos atuantes neste processo e, com as devidas restrições, entender o que ocorre com a nuvem de gotas obtida no processo anterior de nebulização.
Existem vários trabalhos teóricos e experimentais na literatura especializada que abordam única e exclusivamente estes fenômenos com o objetivo de medir ou fazer previsões quanto ao tempo de vida de uma única gota quando submetida a determinadas condições de evaporação e combustão. A modelagem dos casos reais a partir dos resultados desses trabalhos, esbarra na dificuldade de tratar nuvens de gotas com larga faixa de diâmetro e a simultaneidade dos fenômenos de evaporação em condições de escoamento turbulento. Considerando o processo de evaporação na superfície das gotas, verifica-se que quanto menor o diâmetro da gota, maior será a extensão da área específica exposta do líquido, e como conseqüência, mais intenso será o processo. Quanto maior for o diâmetro da gota maior será o comprimento visível da chama, e maior o diâmetro da partícula residual ao final da região visível da chama. Desta forma, aumentam as possibilidades destas partículas residuais tornarem-se compostos de alta relação C/H não convertidos que se juntarão às partículas de fuligem. Conseqüentemente, para se obter as mesmas concentrações de partículas de “coke” não convertidas e de fuligem nos gases de combustão, o excesso de ar deve ser crescente com o diâmetro das gotas. Por este motivo é importante diminuir o diâmetro da gota, bem como garantir uma distribuição de tamanho de gotas adequada, atuando nos parâmetros que influem na qualidade da nebulização.
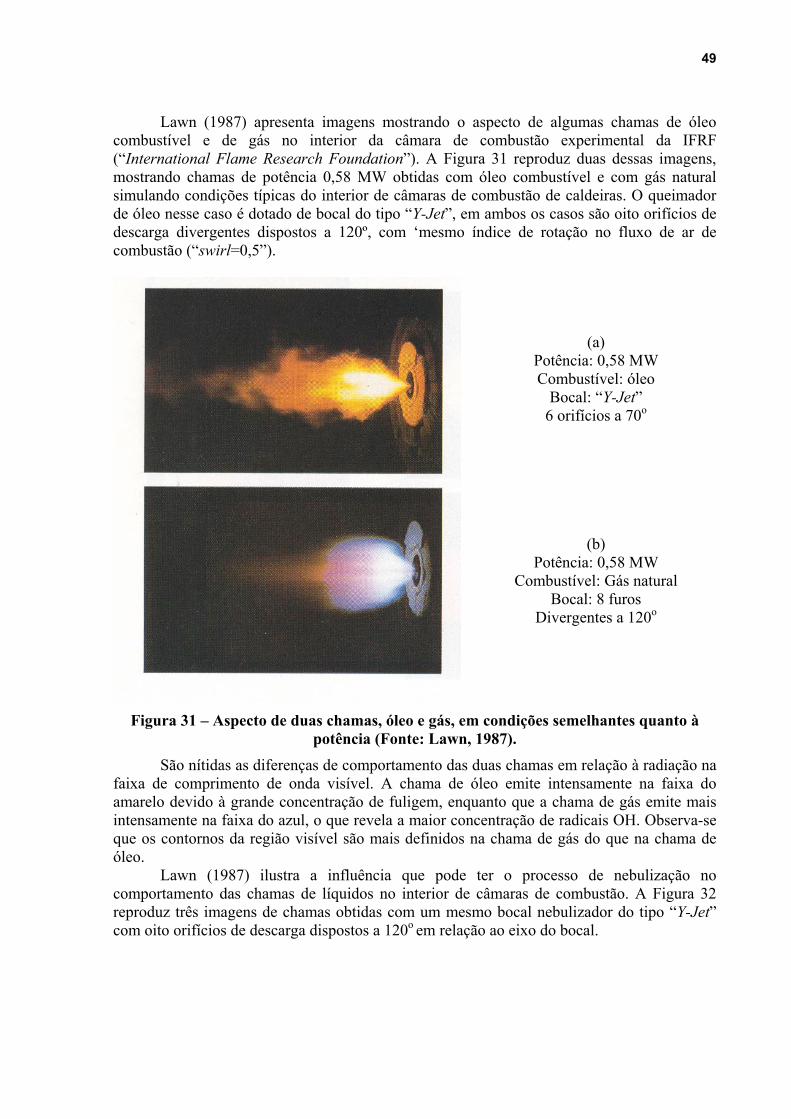
49
Lawn (1987) apresenta imagens mostrando o aspecto de algumas chamas de óleo combustível e de gás no interior da câmara de combustão experimental da IFRF (“International Flame Research Foundation”). A Figura 31 reproduz duas dessas imagens, mostrando chamas de potência 0,58 MW obtidas com óleo combustível e com gás natural simulando condições típicas do interior de câmaras de combustão de caldeiras. O queimador de óleo nesse caso é dotado de bocal do tipo “Y-Jet”, em ambos os casos são oito orifícios de descarga divergentes dispostos a 120º, com ‘mesmo índice de rotação no fluxo de ar de combustão (“swirl=0,5”).
(a) Potência: 0,58 MW Combustível: óleo
Bocal: “Y-Jet” 6 orifícios a 70o
(b) Potência: 0,58 MW
Combustível: Gás natural Bocal: 8 furos
Divergentes a 120o
Figura 31 – Aspecto de duas chamas, óleo e gás, em condições semelhantes quanto à potência (Fonte: Lawn, 1987).
São nítidas as diferenças de comportamento das duas chamas em relação à radiação na faixa de comprimento de onda visível. A chama de óleo emite intensamente na faixa do amarelo devido à grande concentração de fuligem, enquanto que a chama de gás emite mais intensamente na faixa do azul, o que revela a maior concentração de radicais OH. Observa-se que os contornos da região visível são mais definidos na chama de gás do que na chama de óleo.
Lawn (1987) ilustra a influência que pode ter o processo de nebulização no comportamento das chamas de líquidos no interior de câmaras de combustão. A Figura 32 reproduz três imagens de chamas obtidas com um mesmo bocal nebulizador do tipo “Y-Jet” com oito orifícios de descarga dispostos a 120o em relação ao eixo do bocal.
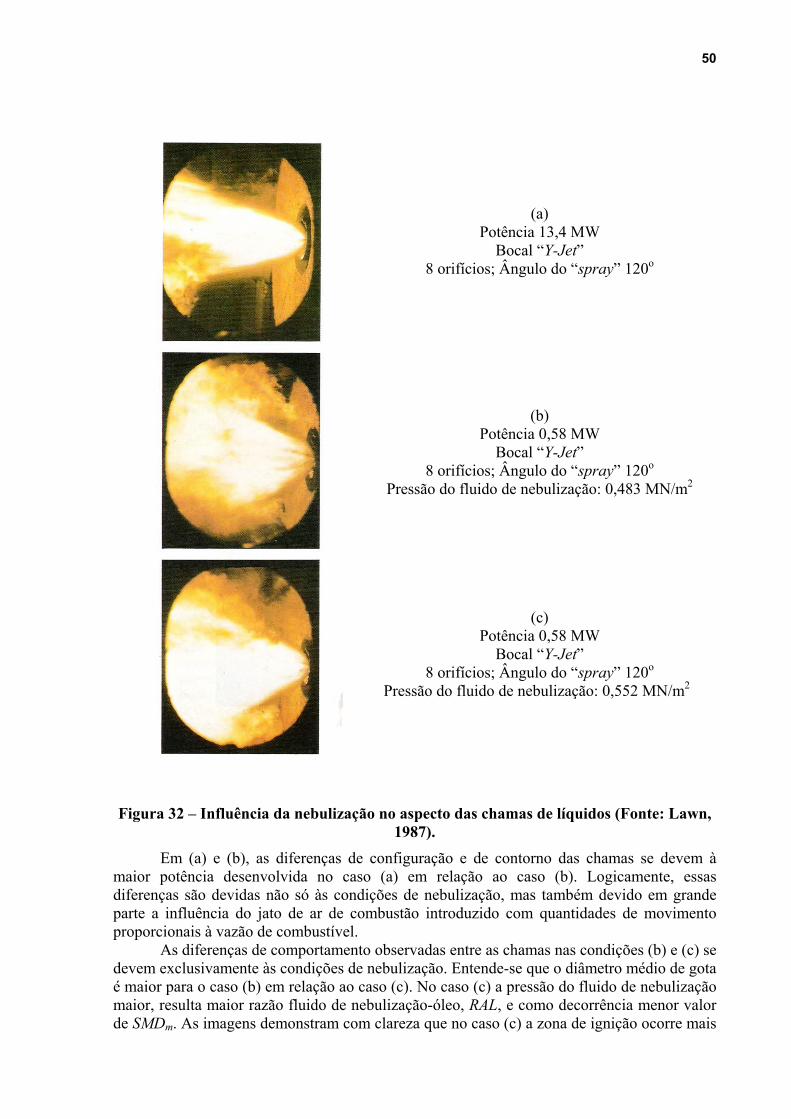
50
(a) Potência 13,4 MW
Bocal “Y-Jet” 8 orifícios; Ângulo do “spray” 120o
(b) Potência 0,58 MW
Bocal “Y-Jet” 8 orifícios; Ângulo do “spray” 120o
Pressão do fluido de nebulização: 0,483 MN/m2
(c) Potência 0,58 MW
Bocal “Y-Jet” 8 orifícios; Ângulo do “spray” 120o
Pressão do fluido de nebulização: 0,552 MN/m2
Figura 32 – Influência da nebulização no aspecto das chamas de líquidos (Fonte: Lawn, 1987).
Em (a) e (b), as diferenças de configuração e de contorno das chamas se devem à maior potência desenvolvida no caso (a) em relação ao caso (b). Logicamente, essas diferenças são devidas não só às condições de nebulização, mas também devido em grande parte a influência do jato de ar de combustão introduzido com quantidades de movimento proporcionais à vazão de combustível.
As diferenças de comportamento observadas entre as chamas nas condições (b) e (c) se devem exclusivamente às condições de nebulização. Entende-se que o diâmetro médio de gota é maior para o caso (b) em relação ao caso (c). No caso (c) a pressão do fluido de nebulização maior, resulta maior razão fluido de nebulização-óleo, RAL, e como decorrência menor valor de SMDm. As imagens demonstram com clareza que no caso (c) a zona de ignição ocorre mais
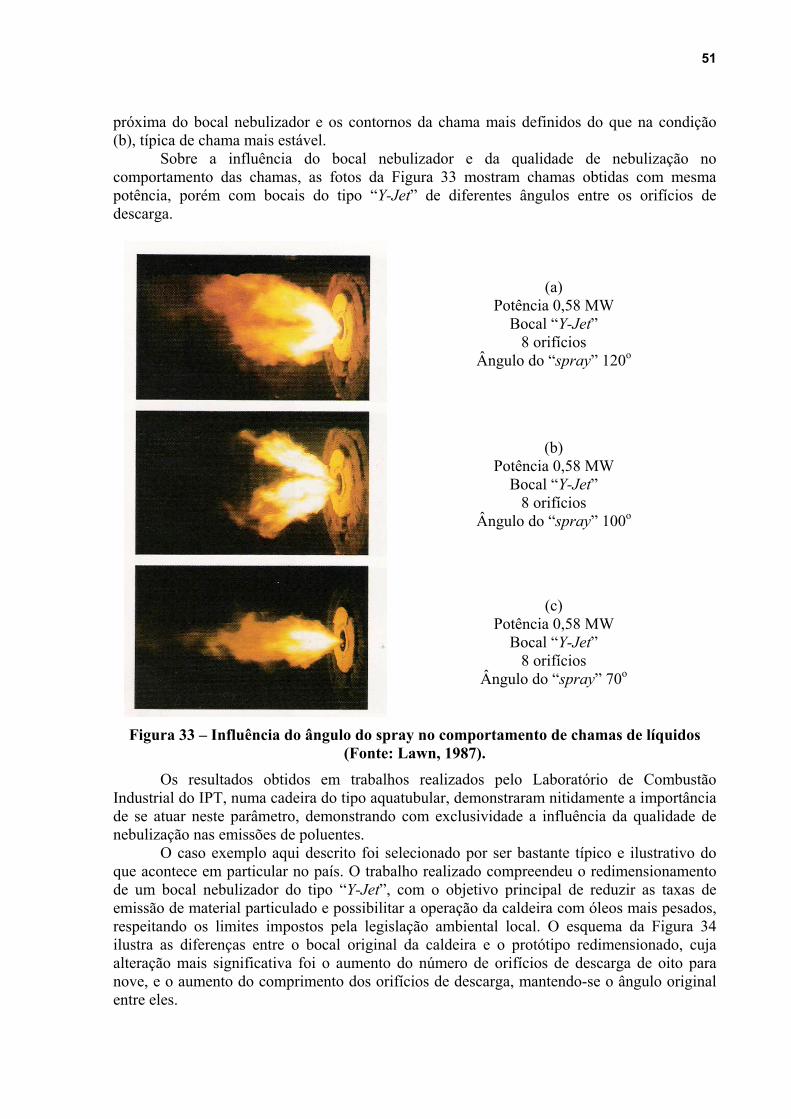
51
próxima do bocal nebulizador e os contornos da chama mais definidos do que na condição (b), típica de chama mais estável.
Sobre a influência do bocal nebulizador e da qualidade de nebulização no comportamento das chamas, as fotos da Figura 33 mostram chamas obtidas com mesma potência, porém com bocais do tipo “Y-Jet” de diferentes ângulos entre os orifícios de descarga.
(a) Potência 0,58 MW
Bocal “Y-Jet” 8 orifícios
Ângulo do “spray” 120o
(b) Potência 0,58 MW
Bocal “Y-Jet” 8 orifícios
Ângulo do “spray” 100o
(c) Potência 0,58 MW
Bocal “Y-Jet” 8 orifícios
Ângulo do “spray” 70o
Figura 33 – Influência do ângulo do spray no comportamento de chamas de líquidos (Fonte: Lawn, 1987).
Os resultados obtidos em trabalhos realizados pelo Laboratório de Combustão Industrial do IPT, numa cadeira do tipo aquatubular, demonstraram nitidamente a importância de se atuar neste parâmetro, demonstrando com exclusividade a influência da qualidade de nebulização nas emissões de poluentes.
O caso exemplo aqui descrito foi selecionado por ser bastante típico e ilustrativo do que acontece em particular no país. O trabalho realizado compreendeu o redimensionamento de um bocal nebulizador do tipo “Y-Jet”, com o objetivo principal de reduzir as taxas de emissão de material particulado e possibilitar a operação da caldeira com óleos mais pesados, respeitando os limites impostos pela legislação ambiental local. O esquema da Figura 34 ilustra as diferenças entre o bocal original da caldeira e o protótipo redimensionado, cuja alteração mais significativa foi o aumento do número de orifícios de descarga de oito para nove, e o aumento do comprimento dos orifícios de descarga, mantendo-se o ângulo original entre eles.
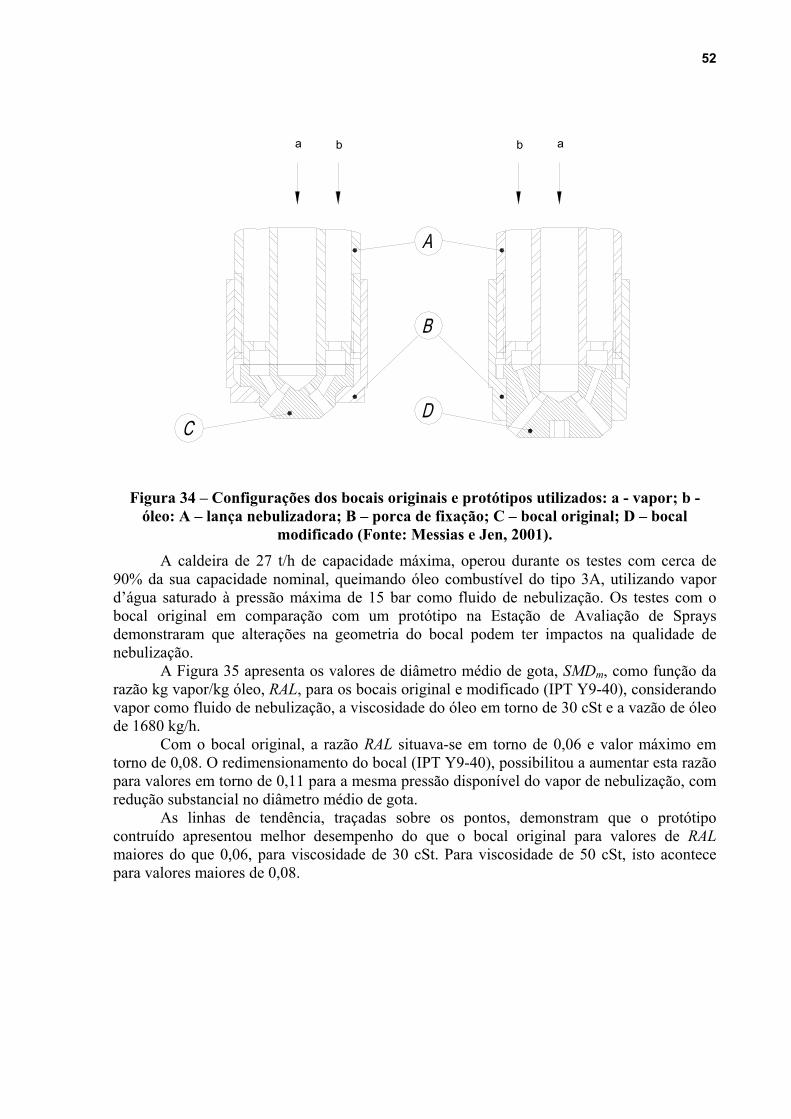
52
ba ab
Figura 34 – Configurações dos bocais originais e protótipos utilizados: a - vapor; b -
óleo: A – lança nebulizadora; B – porca de fixação; C – bocal original; D – bocal modificado (Fonte: Messias e Jen, 2001).
A caldeira de 27 t/h de capacidade máxima, operou durante os testes com cerca de 90% da sua capacidade nominal, queimando óleo combustível do tipo 3A, utilizando vapor d’água saturado à pressão máxima de 15 bar como fluido de nebulização. Os testes com o bocal original em comparação com um protótipo na Estação de Avaliação de Sprays demonstraram que alterações na geometria do bocal podem ter impactos na qualidade de nebulização. A Figura 35 apresenta os valores de diâmetro médio de gota, SMDm, como função da razão kg vapor/kg óleo, RAL, para os bocais original e modificado (IPT Y9-40), considerando vapor como fluido de nebulização, a viscosidade do óleo em torno de 30 cSt e a vazão de óleo de 1680 kg/h. Com o bocal original, a razão RAL situava-se em torno de 0,06 e valor máximo em torno de 0,08. O redimensionamento do bocal (IPT Y9-40), possibilitou a aumentar esta razão para valores em torno de 0,11 para a mesma pressão disponível do vapor de nebulização, com redução substancial no diâmetro médio de gota. As linhas de tendência, traçadas sobre os pontos, demonstram que o protótipo contruído apresentou melhor desempenho do que o bocal original para valores de RAL maiores do que 0,06, para viscosidade de 30 cSt. Para viscosidade de 50 cSt, isto acontece para valores maiores de 0,08.
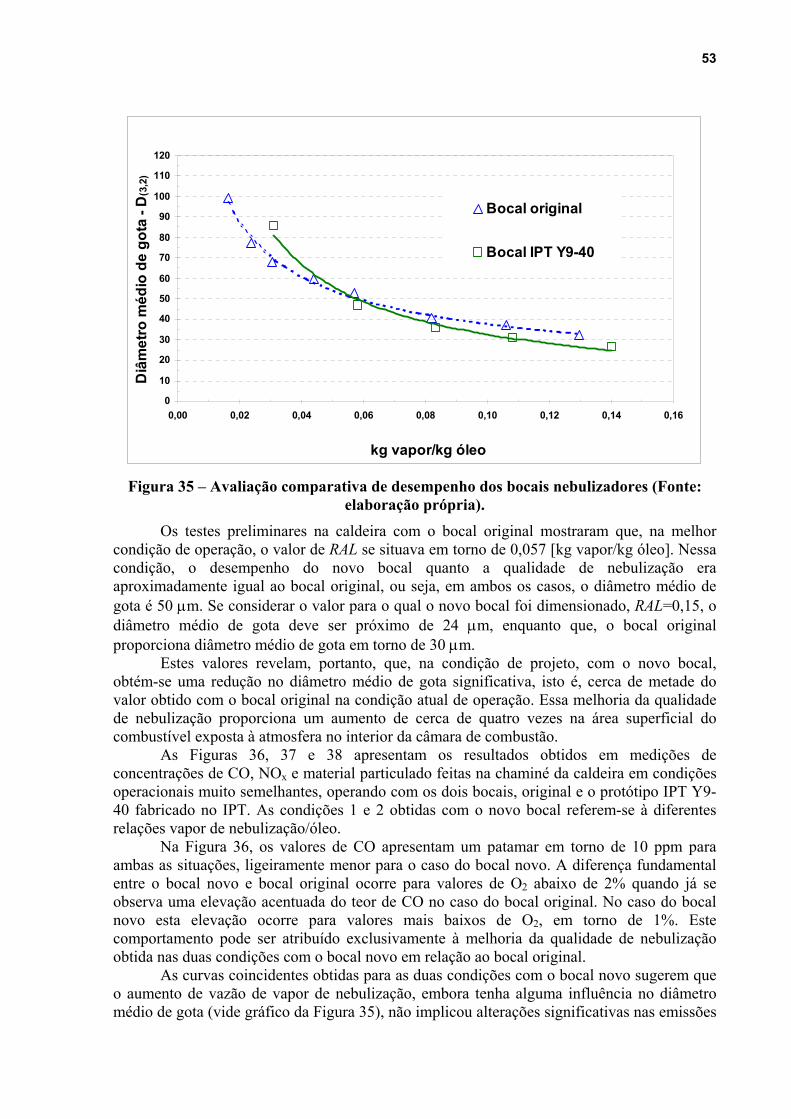
53
0
10
20
30
40
50
60
70
80
90
100
110
120
0,00 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16
kg vapor/kg óleo
Diâ
met
ro m
édio
de
gota
- D
(3,2
)
Bocal original
Bocal IPT Y9-40
Figura 35 – Avaliação comparativa de desempenho dos bocais nebulizadores (Fonte:
elaboração própria). Os testes preliminares na caldeira com o bocal original mostraram que, na melhor condição de operação, o valor de RAL se situava em torno de 0,057 [kg vapor/kg óleo]. Nessa condição, o desempenho do novo bocal quanto a qualidade de nebulização era aproximadamente igual ao bocal original, ou seja, em ambos os casos, o diâmetro médio de gota é 50 µm. Se considerar o valor para o qual o novo bocal foi dimensionado, RAL=0,15, o diâmetro médio de gota deve ser próximo de 24 µm, enquanto que, o bocal original proporciona diâmetro médio de gota em torno de 30 µm. Estes valores revelam, portanto, que, na condição de projeto, com o novo bocal, obtém-se uma redução no diâmetro médio de gota significativa, isto é, cerca de metade do valor obtido com o bocal original na condição atual de operação. Essa melhoria da qualidade de nebulização proporciona um aumento de cerca de quatro vezes na área superficial do combustível exposta à atmosfera no interior da câmara de combustão. As Figuras 36, 37 e 38 apresentam os resultados obtidos em medições de concentrações de CO, NOx e material particulado feitas na chaminé da caldeira em condições operacionais muito semelhantes, operando com os dois bocais, original e o protótipo IPT Y9-40 fabricado no IPT. As condições 1 e 2 obtidas com o novo bocal referem-se à diferentes relações vapor de nebulização/óleo.
Na Figura 36, os valores de CO apresentam um patamar em torno de 10 ppm para ambas as situações, ligeiramente menor para o caso do bocal novo. A diferença fundamental entre o bocal novo e bocal original ocorre para valores de O2 abaixo de 2% quando já se observa uma elevação acentuada do teor de CO no caso do bocal original. No caso do bocal novo esta elevação ocorre para valores mais baixos de O2, em torno de 1%. Este comportamento pode ser atribuído exclusivamente à melhoria da qualidade de nebulização obtida nas duas condições com o bocal novo em relação ao bocal original. As curvas coincidentes obtidas para as duas condições com o bocal novo sugerem que o aumento de vazão de vapor de nebulização, embora tenha alguma influência no diâmetro médio de gota (vide gráfico da Figura 35), não implicou alterações significativas nas emissões
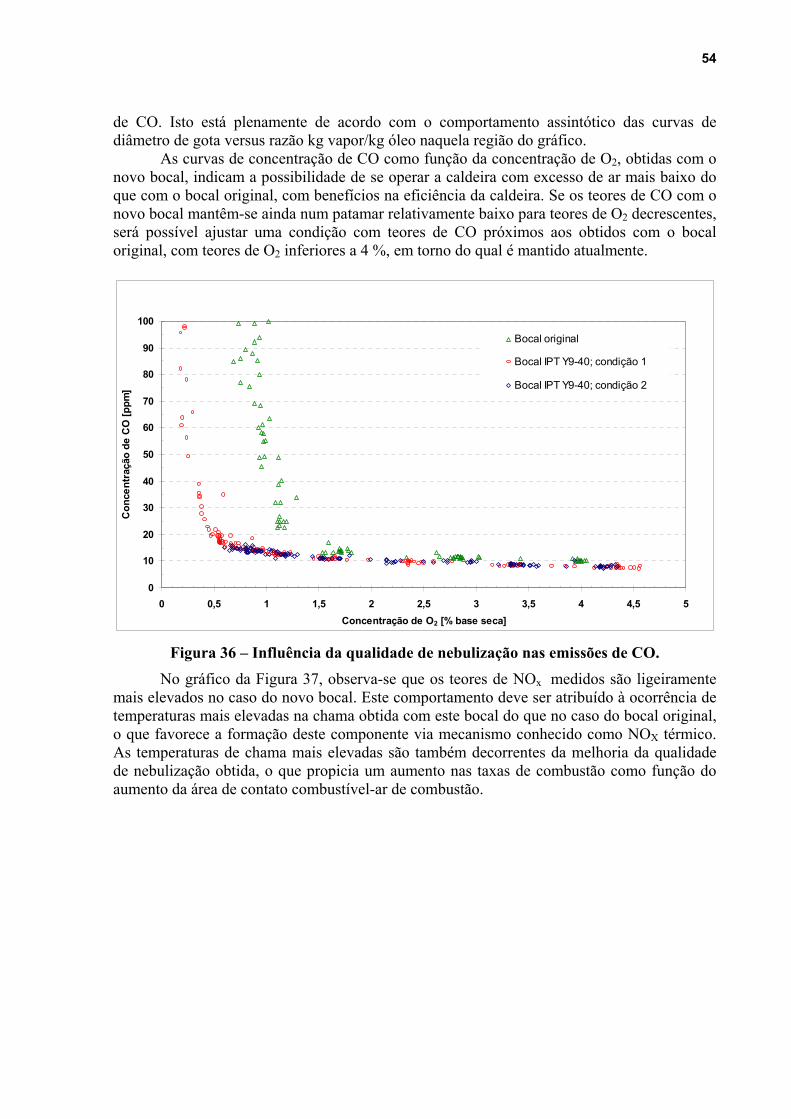
54
de CO. Isto está plenamente de acordo com o comportamento assintótico das curvas de diâmetro de gota versus razão kg vapor/kg óleo naquela região do gráfico. As curvas de concentração de CO como função da concentração de O2, obtidas com o novo bocal, indicam a possibilidade de se operar a caldeira com excesso de ar mais baixo do que com o bocal original, com benefícios na eficiência da caldeira. Se os teores de CO com o novo bocal mantêm-se ainda num patamar relativamente baixo para teores de O2 decrescentes, será possível ajustar uma condição com teores de CO próximos aos obtidos com o bocal original, com teores de O2 inferiores a 4 %, em torno do qual é mantido atualmente.
0
10
20
30
40
50
60
70
80
90
100
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5Concentração de O2 [% base seca]
Con
cent
raçã
o de
CO
[ppm
]
Bocal original
Bocal IPT Y9-40; condição 1
Bocal IPT Y9-40; condição 2
Figura 36 – Influência da qualidade de nebulização nas emissões de CO.
No gráfico da Figura 37, observa-se que os teores de NOx medidos são ligeiramente mais elevados no caso do novo bocal. Este comportamento deve ser atribuído à ocorrência de temperaturas mais elevadas na chama obtida com este bocal do que no caso do bocal original, o que favorece a formação deste componente via mecanismo conhecido como NOX térmico. As temperaturas de chama mais elevadas são também decorrentes da melhoria da qualidade de nebulização obtida, o que propicia um aumento nas taxas de combustão como função do aumento da área de contato combustível-ar de combustão.
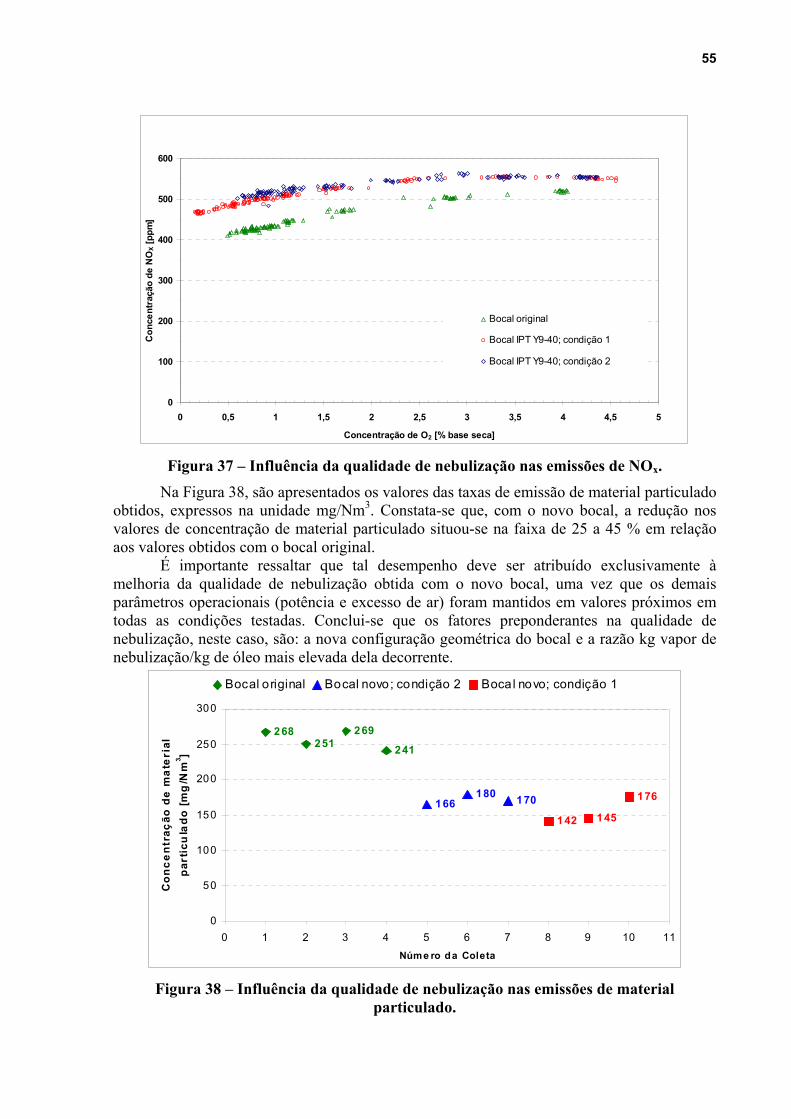
55
0
100
200
300
400
500
600
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Concentração de O2 [% base seca]
Con
cent
raçã
o de
NO
X [p
pm]
Bocal original
Bocal IPT Y9-40; condição 1
Bocal IPT Y9-40; condição 2
Figura 37 – Influência da qualidade de nebulização nas emissões de NOx.
Na Figura 38, são apresentados os valores das taxas de emissão de material particulado obtidos, expressos na unidade mg/Nm3. Constata-se que, com o novo bocal, a redução nos valores de concentração de material particulado situou-se na faixa de 25 a 45 % em relação aos valores obtidos com o bocal original.
É importante ressaltar que tal desempenho deve ser atribuído exclusivamente à melhoria da qualidade de nebulização obtida com o novo bocal, uma vez que os demais parâmetros operacionais (potência e excesso de ar) foram mantidos em valores próximos em todas as condições testadas. Conclui-se que os fatores preponderantes na qualidade de nebulização, neste caso, são: a nova configuração geométrica do bocal e a razão kg vapor de nebulização/kg de óleo mais elevada dela decorrente.
268251
269
241
166180 170
142 145
176
0
50
100
150
200
250
300
0 1 2 3 4 5 6 7 8 9 10 11Núme ro da Coleta
Con
cent
raçã
o de
mat
eria
l pa
rtic
ula
do [m
g/N
m3 ]
Bocal original Bocal novo; condição 2 Bocal novo; condição 1
Figura 38 – Influência da qualidade de nebulização nas emissões de material
particulado.
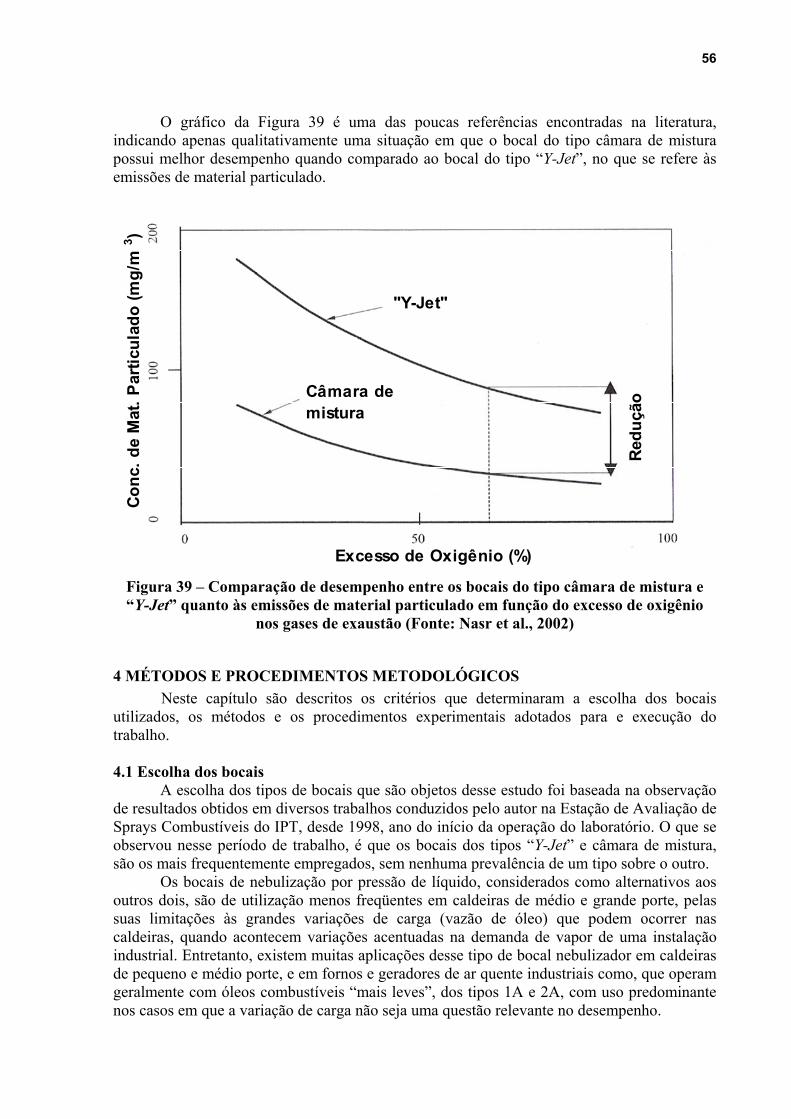
56
O gráfico da Figura 39 é uma das poucas referências encontradas na literatura, indicando apenas qualitativamente uma situação em que o bocal do tipo câmara de mistura possui melhor desempenho quando comparado ao bocal do tipo “Y-Jet”, no que se refere às emissões de material particulado.
Excesso de Oxigênio (%)
Conc
. de
Mat
. Par
ticul
ado
(mg/
m3 )
"Y-Jet"
Câmara de mistura
Red
ução
Figura 39 – Comparação de desempenho entre os bocais do tipo câmara de mistura e “Y-Jet” quanto às emissões de material particulado em função do excesso de oxigênio
nos gases de exaustão (Fonte: Nasr et al., 2002)
4 MÉTODOS E PROCEDIMENTOS METODOLÓGICOS Neste capítulo são descritos os critérios que determinaram a escolha dos bocais utilizados, os métodos e os procedimentos experimentais adotados para e execução do trabalho. 4.1 Escolha dos bocais
A escolha dos tipos de bocais que são objetos desse estudo foi baseada na observação de resultados obtidos em diversos trabalhos conduzidos pelo autor na Estação de Avaliação de Sprays Combustíveis do IPT, desde 1998, ano do início da operação do laboratório. O que se observou nesse período de trabalho, é que os bocais dos tipos “Y-Jet” e câmara de mistura, são os mais frequentemente empregados, sem nenhuma prevalência de um tipo sobre o outro.
Os bocais de nebulização por pressão de líquido, considerados como alternativos aos outros dois, são de utilização menos freqüentes em caldeiras de médio e grande porte, pelas suas limitações às grandes variações de carga (vazão de óleo) que podem ocorrer nas caldeiras, quando acontecem variações acentuadas na demanda de vapor de uma instalação industrial. Entretanto, existem muitas aplicações desse tipo de bocal nebulizador em caldeiras de pequeno e médio porte, e em fornos e geradores de ar quente industriais como, que operam geralmente com óleos combustíveis “mais leves”, dos tipos 1A e 2A, com uso predominante nos casos em que a variação de carga não seja uma questão relevante no desempenho.
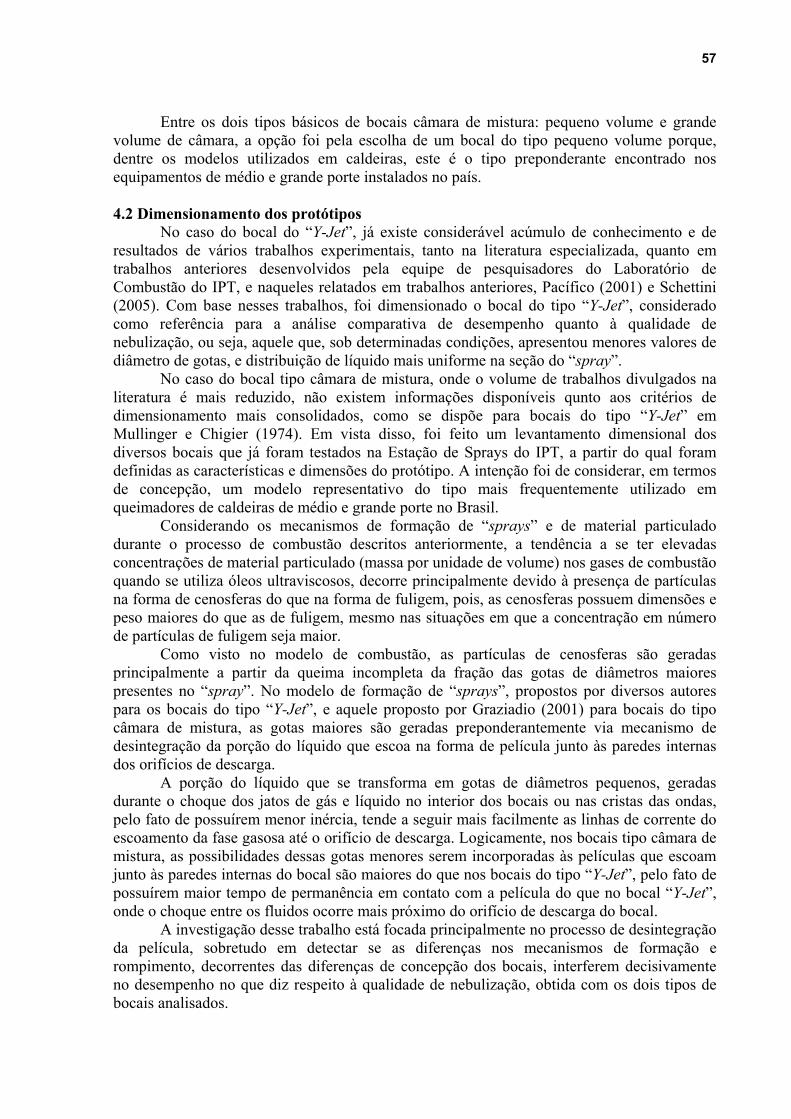
57
Entre os dois tipos básicos de bocais câmara de mistura: pequeno volume e grande volume de câmara, a opção foi pela escolha de um bocal do tipo pequeno volume porque, dentre os modelos utilizados em caldeiras, este é o tipo preponderante encontrado nos equipamentos de médio e grande porte instalados no país. 4.2 Dimensionamento dos protótipos
No caso do bocal do “Y-Jet”, já existe considerável acúmulo de conhecimento e de resultados de vários trabalhos experimentais, tanto na literatura especializada, quanto em trabalhos anteriores desenvolvidos pela equipe de pesquisadores do Laboratório de Combustão do IPT, e naqueles relatados em trabalhos anteriores, Pacífico (2001) e Schettini (2005). Com base nesses trabalhos, foi dimensionado o bocal do tipo “Y-Jet”, considerado como referência para a análise comparativa de desempenho quanto à qualidade de nebulização, ou seja, aquele que, sob determinadas condições, apresentou menores valores de diâmetro de gotas, e distribuição de líquido mais uniforme na seção do “spray”.
No caso do bocal tipo câmara de mistura, onde o volume de trabalhos divulgados na literatura é mais reduzido, não existem informações disponíveis qunto aos critérios de dimensionamento mais consolidados, como se dispõe para bocais do tipo “Y-Jet” em Mullinger e Chigier (1974). Em vista disso, foi feito um levantamento dimensional dos diversos bocais que já foram testados na Estação de Sprays do IPT, a partir do qual foram definidas as características e dimensões do protótipo. A intenção foi de considerar, em termos de concepção, um modelo representativo do tipo mais frequentemente utilizado em queimadores de caldeiras de médio e grande porte no Brasil.
Considerando os mecanismos de formação de “sprays” e de material particulado durante o processo de combustão descritos anteriormente, a tendência a se ter elevadas concentrações de material particulado (massa por unidade de volume) nos gases de combustão quando se utiliza óleos ultraviscosos, decorre principalmente devido à presença de partículas na forma de cenosferas do que na forma de fuligem, pois, as cenosferas possuem dimensões e peso maiores do que as de fuligem, mesmo nas situações em que a concentração em número de partículas de fuligem seja maior.
Como visto no modelo de combustão, as partículas de cenosferas são geradas principalmente a partir da queima incompleta da fração das gotas de diâmetros maiores presentes no “spray”. No modelo de formação de “sprays”, propostos por diversos autores para os bocais do tipo “Y-Jet”, e aquele proposto por Graziadio (2001) para bocais do tipo câmara de mistura, as gotas maiores são geradas preponderantemente via mecanismo de desintegração da porção do líquido que escoa na forma de película junto às paredes internas dos orifícios de descarga.
A porção do líquido que se transforma em gotas de diâmetros pequenos, geradas durante o choque dos jatos de gás e líquido no interior dos bocais ou nas cristas das ondas, pelo fato de possuírem menor inércia, tende a seguir mais facilmente as linhas de corrente do escoamento da fase gasosa até o orifício de descarga. Logicamente, nos bocais tipo câmara de mistura, as possibilidades dessas gotas menores serem incorporadas às películas que escoam junto às paredes internas do bocal são maiores do que nos bocais do tipo “Y-Jet”, pelo fato de possuírem maior tempo de permanência em contato com a película do que no bocal “Y-Jet”, onde o choque entre os fluidos ocorre mais próximo do orifício de descarga do bocal.
A investigação desse trabalho está focada principalmente no processo de desintegração da película, sobretudo em detectar se as diferenças nos mecanismos de formação e rompimento, decorrentes das diferenças de concepção dos bocais, interferem decisivamente no desempenho no que diz respeito à qualidade de nebulização, obtida com os dois tipos de bocais analisados.
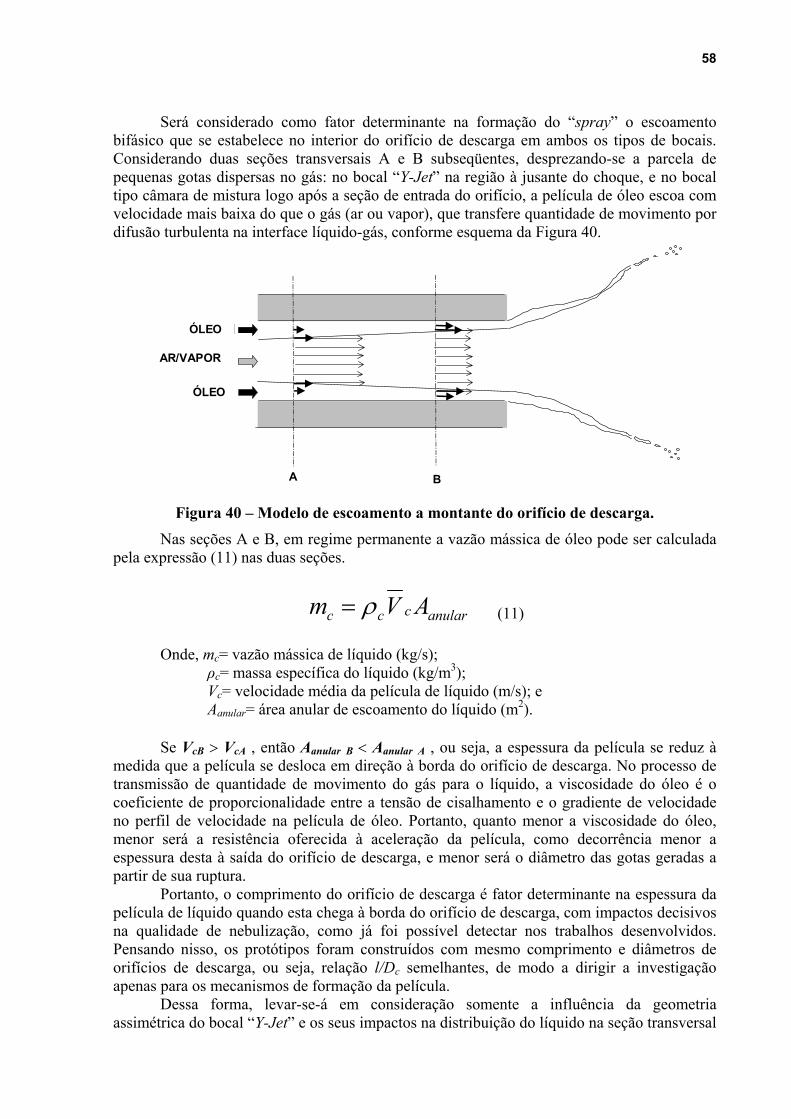
58
Será considerado como fator determinante na formação do “spray” o escoamento bifásico que se estabelece no interior do orifício de descarga em ambos os tipos de bocais. Considerando duas seções transversais A e B subseqüentes, desprezando-se a parcela de pequenas gotas dispersas no gás: no bocal “Y-Jet” na região à jusante do choque, e no bocal tipo câmara de mistura logo após a seção de entrada do orifício, a película de óleo escoa com velocidade mais baixa do que o gás (ar ou vapor), que transfere quantidade de movimento por difusão turbulenta na interface líquido-gás, conforme esquema da Figura 40.
VAPOR / AR
ÓLEO
ÓLEO
A BA B
ÓLEO
ÓLEO
AR/VAPOR
Figura 40 – Modelo de escoamento a montante do orifício de descarga.
Nas seções A e B, em regime permanente a vazão mássica de óleo pode ser calculada pela expressão (11) nas duas seções.
anularccc AVm ρ= (11)
Onde, mc= vazão mássica de líquido (kg/s); ρc= massa específica do líquido (kg/m3); Vc= velocidade média da película de líquido (m/s); e Aanular= área anular de escoamento do líquido (m2).
Se VcB > VcA , então Aanular B < Aanular A , ou seja, a espessura da película se reduz à medida que a película se desloca em direção à borda do orifício de descarga. No processo de transmissão de quantidade de movimento do gás para o líquido, a viscosidade do óleo é o coeficiente de proporcionalidade entre a tensão de cisalhamento e o gradiente de velocidade no perfil de velocidade na película de óleo. Portanto, quanto menor a viscosidade do óleo, menor será a resistência oferecida à aceleração da película, como decorrência menor a espessura desta à saída do orifício de descarga, e menor será o diâmetro das gotas geradas a partir de sua ruptura.
Portanto, o comprimento do orifício de descarga é fator determinante na espessura da película de líquido quando esta chega à borda do orifício de descarga, com impactos decisivos na qualidade de nebulização, como já foi possível detectar nos trabalhos desenvolvidos. Pensando nisso, os protótipos foram construídos com mesmo comprimento e diâmetros de orifícios de descarga, ou seja, relação l/Dc semelhantes, de modo a dirigir a investigação apenas para os mecanismos de formação da película.
Dessa forma, levar-se-á em consideração somente a influência da geometria assimétrica do bocal “Y-Jet” e os seus impactos na distribuição do líquido na seção transversal
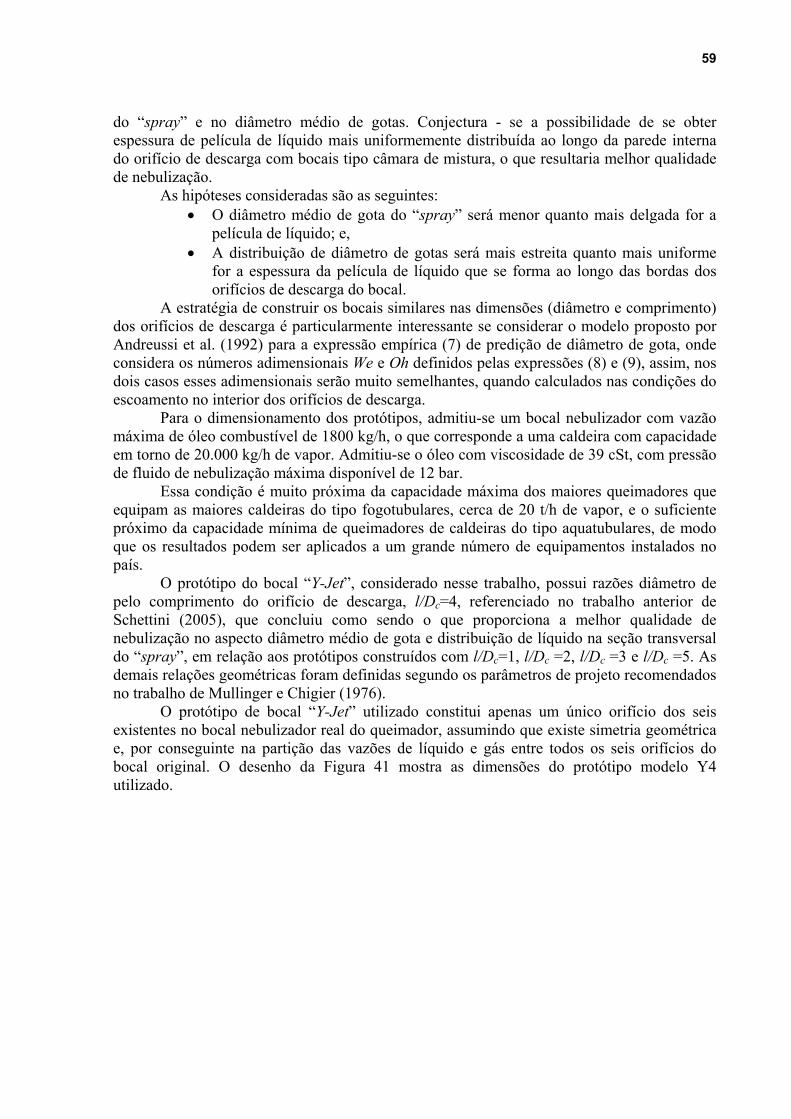
59
do “spray” e no diâmetro médio de gotas. Conjectura - se a possibilidade de se obter espessura de película de líquido mais uniformemente distribuída ao longo da parede interna do orifício de descarga com bocais tipo câmara de mistura, o que resultaria melhor qualidade de nebulização.
As hipóteses consideradas são as seguintes: • O diâmetro médio de gota do “spray” será menor quanto mais delgada for a
película de líquido; e, • A distribuição de diâmetro de gotas será mais estreita quanto mais uniforme
for a espessura da película de líquido que se forma ao longo das bordas dos orifícios de descarga do bocal.
A estratégia de construir os bocais similares nas dimensões (diâmetro e comprimento) dos orifícios de descarga é particularmente interessante se considerar o modelo proposto por Andreussi et al. (1992) para a expressão empírica (7) de predição de diâmetro de gota, onde considera os números adimensionais We e Oh definidos pelas expressões (8) e (9), assim, nos dois casos esses adimensionais serão muito semelhantes, quando calculados nas condições do escoamento no interior dos orifícios de descarga.
Para o dimensionamento dos protótipos, admitiu-se um bocal nebulizador com vazão máxima de óleo combustível de 1800 kg/h, o que corresponde a uma caldeira com capacidade em torno de 20.000 kg/h de vapor. Admitiu-se o óleo com viscosidade de 39 cSt, com pressão de fluido de nebulização máxima disponível de 12 bar.
Essa condição é muito próxima da capacidade máxima dos maiores queimadores que equipam as maiores caldeiras do tipo fogotubulares, cerca de 20 t/h de vapor, e o suficiente próximo da capacidade mínima de queimadores de caldeiras do tipo aquatubulares, de modo que os resultados podem ser aplicados a um grande número de equipamentos instalados no país.
O protótipo do bocal “Y-Jet”, considerado nesse trabalho, possui razões diâmetro de pelo comprimento do orifício de descarga, l/Dc=4, referenciado no trabalho anterior de Schettini (2005), que concluiu como sendo o que proporciona a melhor qualidade de nebulização no aspecto diâmetro médio de gota e distribuição de líquido na seção transversal do “spray”, em relação aos protótipos construídos com l/Dc=1, l/Dc =2, l/Dc =3 e l/Dc =5. As demais relações geométricas foram definidas segundo os parâmetros de projeto recomendados no trabalho de Mullinger e Chigier (1976).
O protótipo de bocal “Y-Jet” utilizado constitui apenas um único orifício dos seis existentes no bocal nebulizador real do queimador, assumindo que existe simetria geométrica e, por conseguinte na partição das vazões de líquido e gás entre todos os seis orifícios do bocal original. O desenho da Figura 41 mostra as dimensões do protótipo modelo Y4 utilizado.
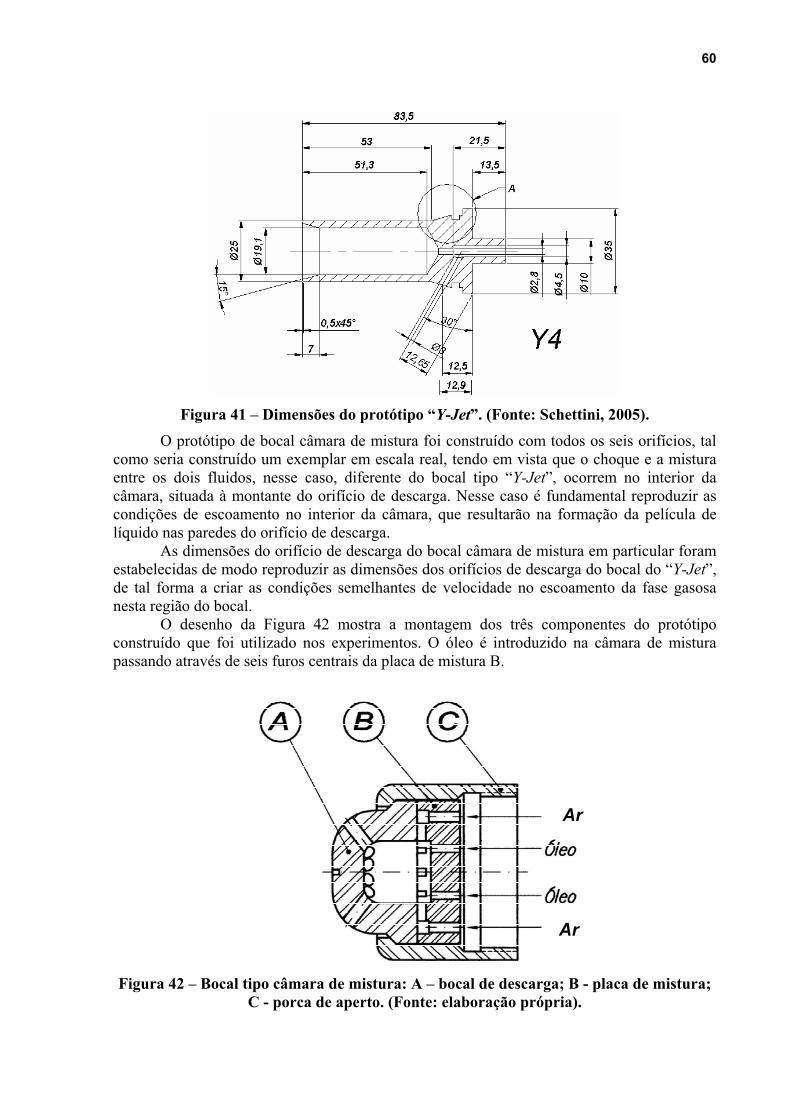
60
Figura 41 – Dimensões do protótipo “Y-Jet”. (Fonte: Schettini, 2005).
O protótipo de bocal câmara de mistura foi construído com todos os seis orifícios, tal como seria construído um exemplar em escala real, tendo em vista que o choque e a mistura entre os dois fluidos, nesse caso, diferente do bocal tipo “Y-Jet”, ocorrem no interior da câmara, situada à montante do orifício de descarga. Nesse caso é fundamental reproduzir as condições de escoamento no interior da câmara, que resultarão na formação da película de líquido nas paredes do orifício de descarga.
As dimensões do orifício de descarga do bocal câmara de mistura em particular foram estabelecidas de modo reproduzir as dimensões dos orifícios de descarga do bocal do “Y-Jet”, de tal forma a criar as condições semelhantes de velocidade no escoamento da fase gasosa nesta região do bocal. O desenho da Figura 42 mostra a montagem dos três componentes do protótipo construído que foi utilizado nos experimentos. O óleo é introduzido na câmara de mistura passando através de seis furos centrais da placa de mistura B.
Ar
Ar
Figura 42 – Bocal tipo câmara de mistura: A – bocal de descarga; B - placa de mistura; C - porca de aperto. (Fonte: elaboração própria).
61
O fluido gasoso (ar ou vapor d´água), passando através de furos mais externos da placa B, é introduzido radialmente no interior da câmara de mistura, chocando-se ortogonalmente com o jato de óleo. A mistura é finalmente descarregada por seis furos do bocal de descarga, A. Os desenhos dos protótipos construídos estão apresentados no Anexo 2. 4.3 Descrição do arranjo experimental utilizado
A Estação de Avaliação de Sprays do Laboratório de Combustão Industrial do IPT, onde foram realizados os experimentos com os protótipos, foi projetada e montada especificamente para caracterização de desempenho de bocais nebulizadores de queimadores através da medição da distribuição de diâmetros e do diâmetro médio das gotas do “spray”. A foto da Figura 43 mostra o aspecto das instalações laboratoriais utilizadas no trabalho.
Figura 43 – Instalações da Estação de Avaliação de Sprays (Fonte: elaboração própria).
O fluxograma da Figura 44 mostra os principais componentes do arranjo experimental montado para a realização do trabalho.
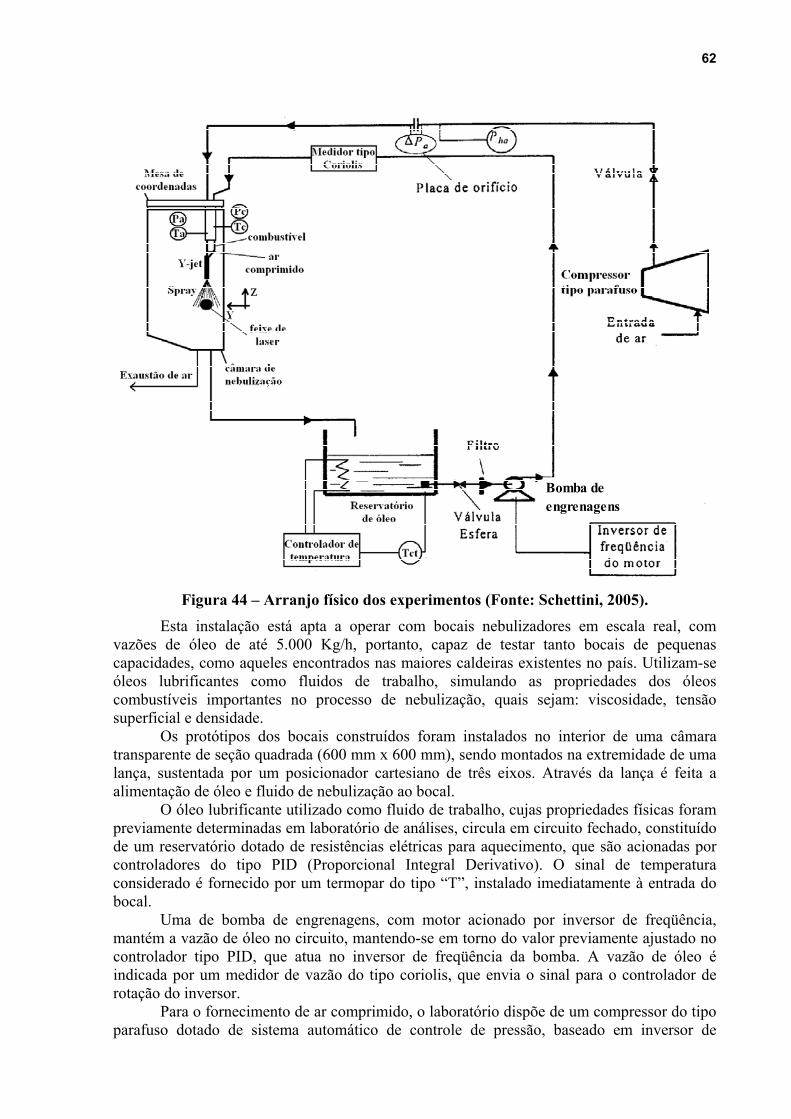
62
Bomba de engrenagens
Figura 44 – Arranjo físico dos experimentos (Fonte: Schettini, 2005).
Esta instalação está apta a operar com bocais nebulizadores em escala real, com vazões de óleo de até 5.000 Kg/h, portanto, capaz de testar tanto bocais de pequenas capacidades, como aqueles encontrados nas maiores caldeiras existentes no país. Utilizam-se óleos lubrificantes como fluidos de trabalho, simulando as propriedades dos óleos combustíveis importantes no processo de nebulização, quais sejam: viscosidade, tensão superficial e densidade.
Os protótipos dos bocais construídos foram instalados no interior de uma câmara transparente de seção quadrada (600 mm x 600 mm), sendo montados na extremidade de uma lança, sustentada por um posicionador cartesiano de três eixos. Através da lança é feita a alimentação de óleo e fluido de nebulização ao bocal.
O óleo lubrificante utilizado como fluido de trabalho, cujas propriedades físicas foram previamente determinadas em laboratório de análises, circula em circuito fechado, constituído de um reservatório dotado de resistências elétricas para aquecimento, que são acionadas por controladores do tipo PID (Proporcional Integral Derivativo). O sinal de temperatura considerado é fornecido por um termopar do tipo “T”, instalado imediatamente à entrada do bocal.
Uma de bomba de engrenagens, com motor acionado por inversor de freqüência, mantém a vazão de óleo no circuito, mantendo-se em torno do valor previamente ajustado no controlador tipo PID, que atua no inversor de freqüência da bomba. A vazão de óleo é indicada por um medidor de vazão do tipo coriolis, que envia o sinal para o controlador de rotação do inversor.
Para o fornecimento de ar comprimido, o laboratório dispõe de um compressor do tipo parafuso dotado de sistema automático de controle de pressão, baseado em inversor de
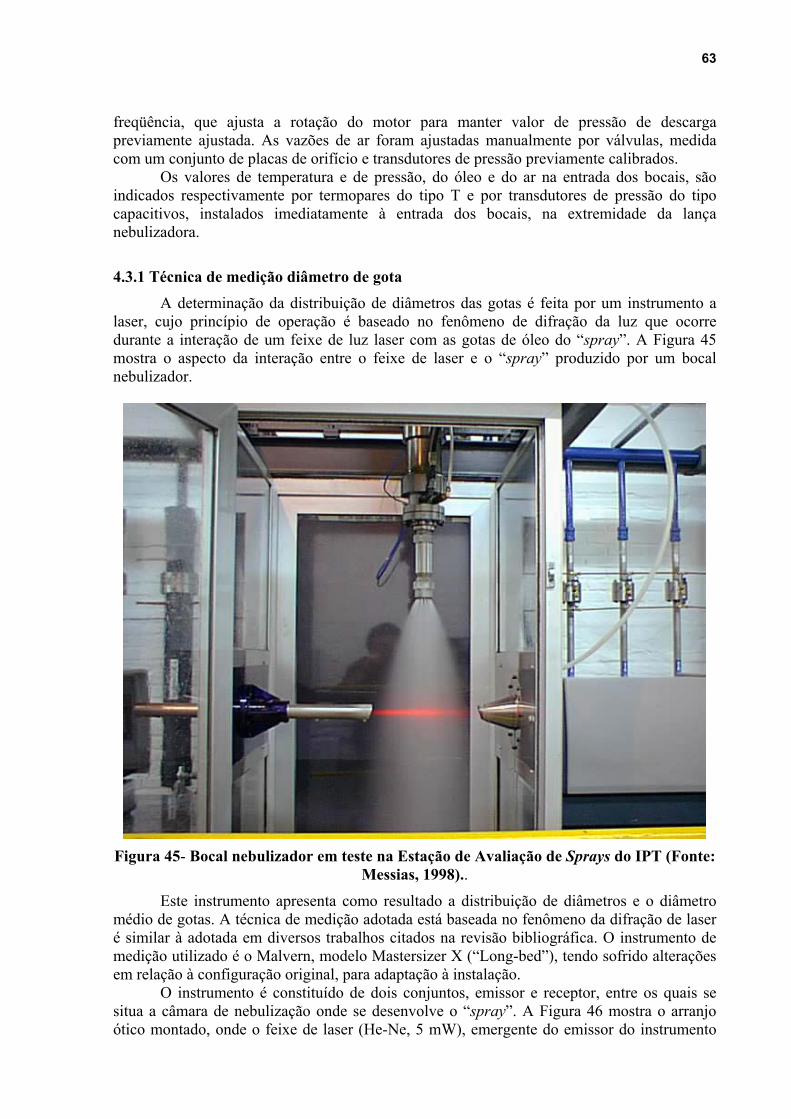
63
freqüência, que ajusta a rotação do motor para manter valor de pressão de descarga previamente ajustada. As vazões de ar foram ajustadas manualmente por válvulas, medida com um conjunto de placas de orifício e transdutores de pressão previamente calibrados.
Os valores de temperatura e de pressão, do óleo e do ar na entrada dos bocais, são indicados respectivamente por termopares do tipo T e por transdutores de pressão do tipo capacitivos, instalados imediatamente à entrada dos bocais, na extremidade da lança nebulizadora.
4.3.1 Técnica de medição diâmetro de gota A determinação da distribuição de diâmetros das gotas é feita por um instrumento a
laser, cujo princípio de operação é baseado no fenômeno de difração da luz que ocorre durante a interação de um feixe de luz laser com as gotas de óleo do “spray”. A Figura 45 mostra o aspecto da interação entre o feixe de laser e o “spray” produzido por um bocal nebulizador.
Figura 45- Bocal nebulizador em teste na Estação de Avaliação de Sprays do IPT (Fonte:
Messias, 1998)..
Este instrumento apresenta como resultado a distribuição de diâmetros e o diâmetro médio de gotas. A técnica de medição adotada está baseada no fenômeno da difração de laser é similar à adotada em diversos trabalhos citados na revisão bibliográfica. O instrumento de medição utilizado é o Malvern, modelo Mastersizer X (“Long-bed”), tendo sofrido alterações em relação à configuração original, para adaptação à instalação.
O instrumento é constituído de dois conjuntos, emissor e receptor, entre os quais se situa a câmara de nebulização onde se desenvolve o “spray”. A Figura 46 mostra o arranjo ótico montado, onde o feixe de laser (He-Ne, 5 mW), emergente do emissor do instrumento
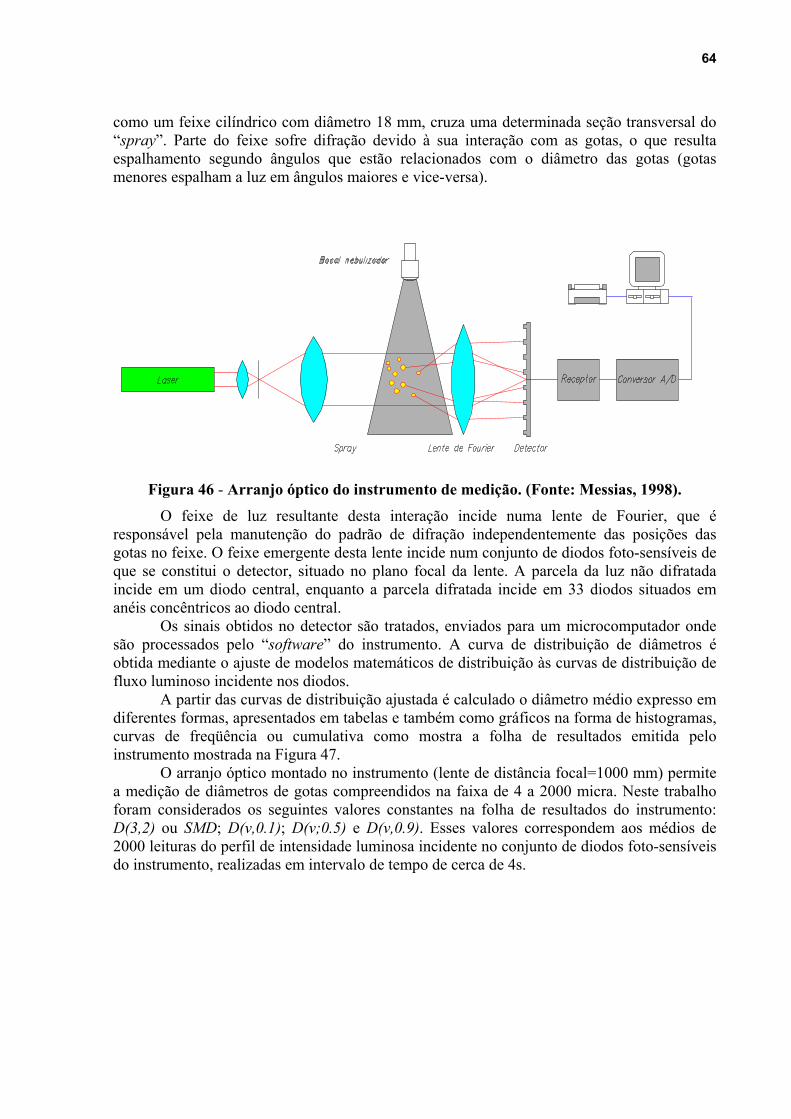
64
como um feixe cilíndrico com diâmetro 18 mm, cruza uma determinada seção transversal do “spray”. Parte do feixe sofre difração devido à sua interação com as gotas, o que resulta espalhamento segundo ângulos que estão relacionados com o diâmetro das gotas (gotas menores espalham a luz em ângulos maiores e vice-versa).
Figura 46 - Arranjo óptico do instrumento de medição. (Fonte: Messias, 1998).
O feixe de luz resultante desta interação incide numa lente de Fourier, que é responsável pela manutenção do padrão de difração independentemente das posições das gotas no feixe. O feixe emergente desta lente incide num conjunto de diodos foto-sensíveis de que se constitui o detector, situado no plano focal da lente. A parcela da luz não difratada incide em um diodo central, enquanto a parcela difratada incide em 33 diodos situados em anéis concêntricos ao diodo central.
Os sinais obtidos no detector são tratados, enviados para um microcomputador onde são processados pelo “software” do instrumento. A curva de distribuição de diâmetros é obtida mediante o ajuste de modelos matemáticos de distribuição às curvas de distribuição de fluxo luminoso incidente nos diodos.
A partir das curvas de distribuição ajustada é calculado o diâmetro médio expresso em diferentes formas, apresentados em tabelas e também como gráficos na forma de histogramas, curvas de freqüência ou cumulativa como mostra a folha de resultados emitida pelo instrumento mostrada na Figura 47.
O arranjo óptico montado no instrumento (lente de distância focal=1000 mm) permite a medição de diâmetros de gotas compreendidos na faixa de 4 a 2000 micra. Neste trabalho foram considerados os seguintes valores constantes na folha de resultados do instrumento: D(3,2) ou SMD; D(v,0.1); D(v;0.5) e D(v,0.9). Esses valores correspondem aos médios de 2000 leituras do perfil de intensidade luminosa incidente no conjunto de diodos foto-sensíveis do instrumento, realizadas em intervalo de tempo de cerca de 4s.
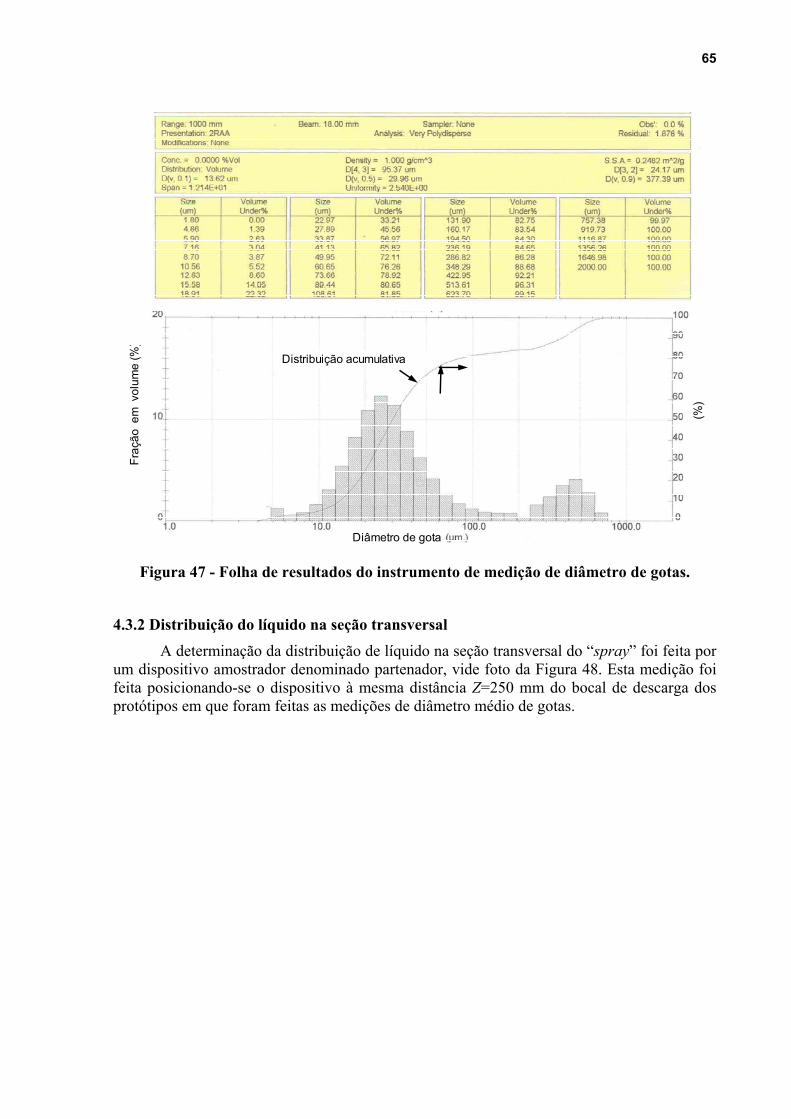
65
Diâmetro de gota
Distribuição acumulativa
(%)
Fraç
ão e
m v
olum
e (%
)
Figura 47 - Folha de resultados do instrumento de medição de diâmetro de gotas.
4.3.2 Distribuição do líquido na seção transversal
A determinação da distribuição de líquido na seção transversal do “spray” foi feita por um dispositivo amostrador denominado partenador, vide foto da Figura 48. Esta medição foi feita posicionando-se o dispositivo à mesma distância Z=250 mm do bocal de descarga dos protótipos em que foram feitas as medições de diâmetro médio de gotas.
66
Figura 48 – Medição da distribuição de líquido na seção transversal do “spray”. (Fonte:
elaboração própria).
4.4 Sistema de coordenadas referênciais A fim de referenciar as medições em relação à distância do orifício de descarga e a distribuição do líquido no espaço à frente do bocal, foi definido um sistema de coordenadas cartesianas cuja origem está situada na intersecção entre o eixo do feixe de laser e a linha de centro do orifício de descarga do bocal nebulizador, conforme mostra o esquema da Figura 49. O esquema da Figura 50 mostra, em detalhes, os dispositivos construídos para adaptação dos protótipos à extremidade da lança porta bocais da Estação. Notar que no caso do bocal da montagem do bocal tipo “Y-Jet”, o orifício de descarga do óleo foi posicionado no plano ZY, na parte negativa do eixo Y como indica o esquema da Figura 50.
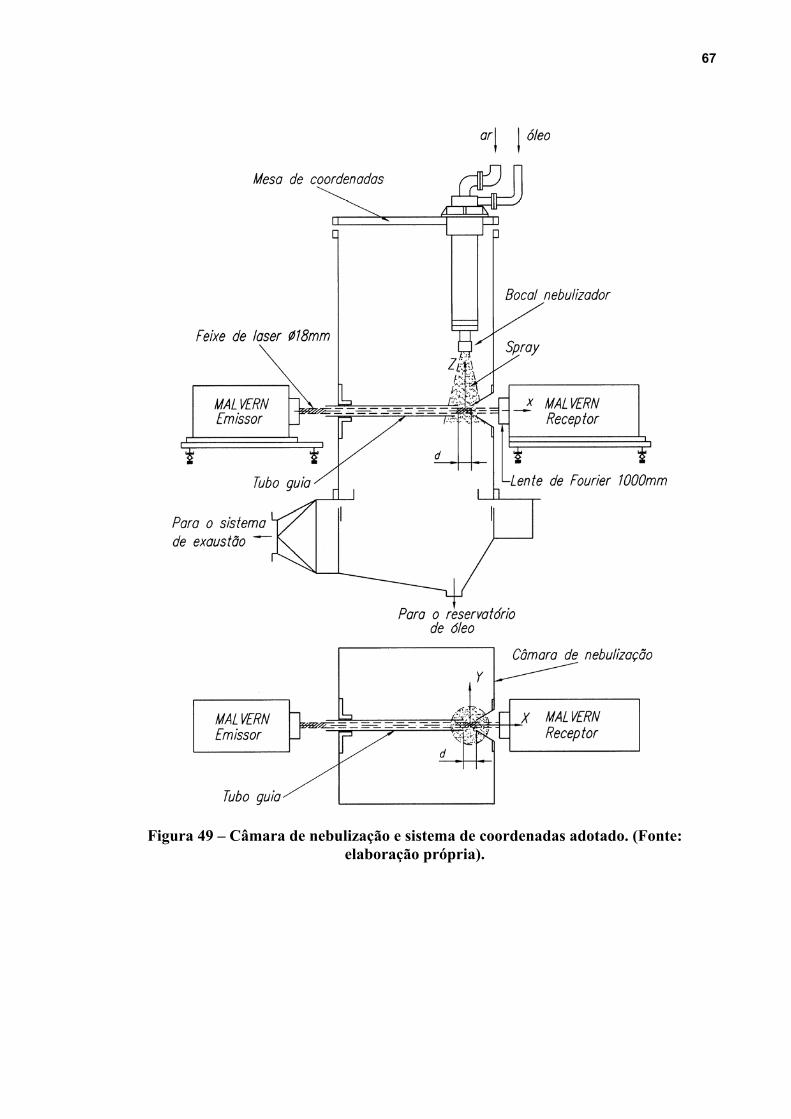
67
Figura 49 – Câmara de nebulização e sistema de coordenadas adotado. (Fonte:
elaboração própria).
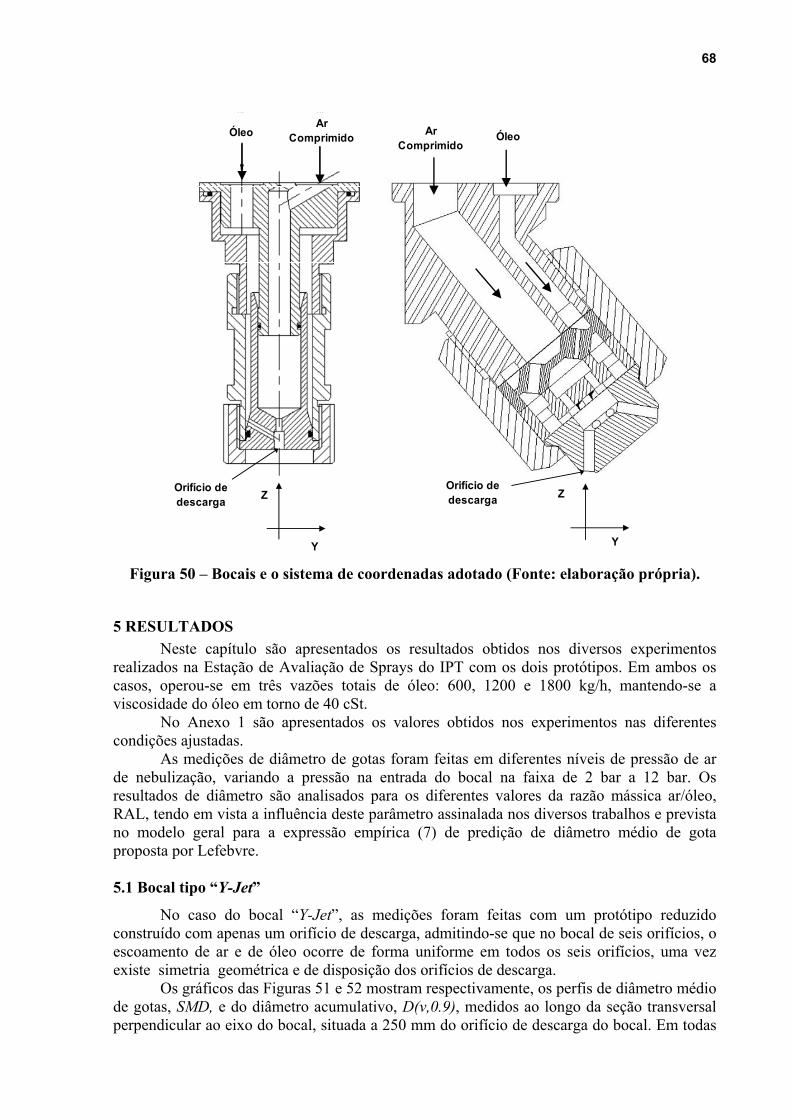
68
Ar ComprimidoÓleo
Y
Z
Y
Z
Ar Comprimido
Óleo
Orifício de descarga
Orifício de descarga
Figura 50 – Bocais e o sistema de coordenadas adotado (Fonte: elaboração própria).
5 RESULTADOS Neste capítulo são apresentados os resultados obtidos nos diversos experimentos realizados na Estação de Avaliação de Sprays do IPT com os dois protótipos. Em ambos os casos, operou-se em três vazões totais de óleo: 600, 1200 e 1800 kg/h, mantendo-se a viscosidade do óleo em torno de 40 cSt. No Anexo 1 são apresentados os valores obtidos nos experimentos nas diferentes condições ajustadas. As medições de diâmetro de gotas foram feitas em diferentes níveis de pressão de ar de nebulização, variando a pressão na entrada do bocal na faixa de 2 bar a 12 bar. Os resultados de diâmetro são analisados para os diferentes valores da razão mássica ar/óleo, RAL, tendo em vista a influência deste parâmetro assinalada nos diversos trabalhos e prevista no modelo geral para a expressão empírica (7) de predição de diâmetro médio de gota proposta por Lefebvre.
5.1 Bocal tipo “Y-Jet”
No caso do bocal “Y-Jet”, as medições foram feitas com um protótipo reduzido construído com apenas um orifício de descarga, admitindo-se que no bocal de seis orifícios, o escoamento de ar e de óleo ocorre de forma uniforme em todos os seis orifícios, uma vez existe simetria geométrica e de disposição dos orifícios de descarga.
Os gráficos das Figuras 51 e 52 mostram respectivamente, os perfis de diâmetro médio de gotas, SMD, e do diâmetro acumulativo, D(v,0.9), medidos ao longo da seção transversal perpendicular ao eixo do bocal, situada a 250 mm do orifício de descarga do bocal. Em todas
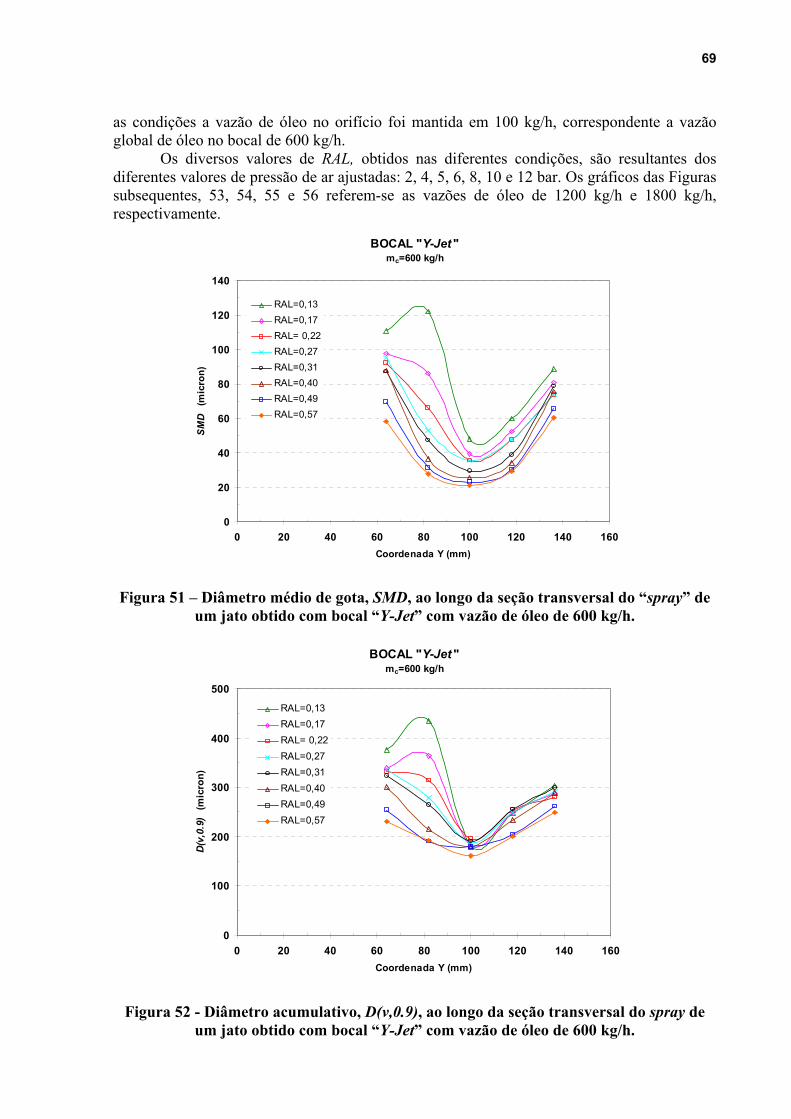
69
as condições a vazão de óleo no orifício foi mantida em 100 kg/h, correspondente a vazão global de óleo no bocal de 600 kg/h.
Os diversos valores de RAL, obtidos nas diferentes condições, são resultantes dos diferentes valores de pressão de ar ajustadas: 2, 4, 5, 6, 8, 10 e 12 bar. Os gráficos das Figuras subsequentes, 53, 54, 55 e 56 referem-se as vazões de óleo de 1200 kg/h e 1800 kg/h, respectivamente.
BOCAL "Y-Jet "mc=600 kg/h
0
20
40
60
80
100
120
140
0 20 40 60 80 100 120 140 160Coordenada Y (mm)
SMD
(m
icro
n)
RAL=0,13RAL=0,17RAL= 0,22RAL=0,27RAL=0,31RAL=0,40RAL=0,49RAL=0,57
Figura 51 – Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de
um jato obtido com bocal “Y-Jet” com vazão de óleo de 600 kg/h.
BOCAL "Y-Jet "mc=600 kg/h
0
100
200
300
400
500
0 20 40 60 80 100 120 140 160Coordenada Y (mm)
D(v
,0.9
) (m
icro
n)
RAL=0,13RAL=0,17RAL= 0,22RAL=0,27RAL=0,31RAL=0,40RAL=0,49RAL=0,57
Figura 52 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do spray de
um jato obtido com bocal “Y-Jet” com vazão de óleo de 600 kg/h.
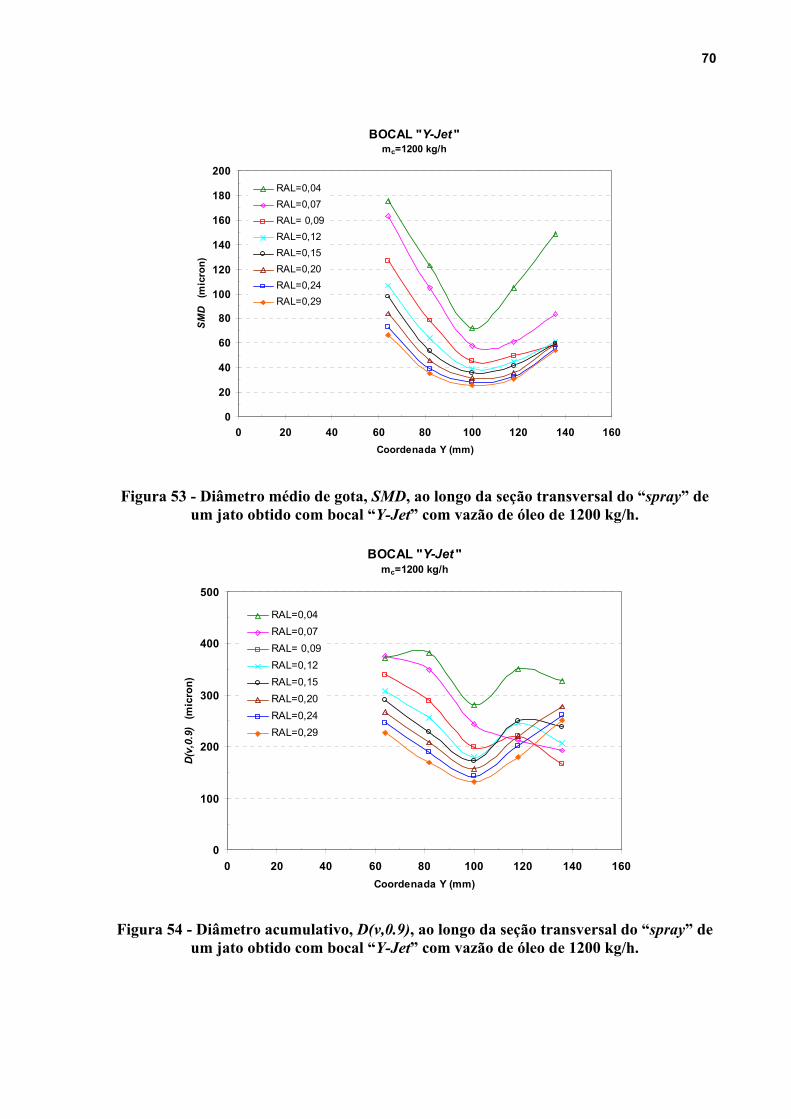
70
BOCAL "Y-Jet "mc=1200 kg/h
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120 140 160Coordenada Y (mm)
SM
D (
mic
ron)
RAL=0,04RAL=0,07RAL= 0,09RAL=0,12RAL=0,15RAL=0,20RAL=0,24RAL=0,29
Figura 53 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de
um jato obtido com bocal “Y-Jet” com vazão de óleo de 1200 kg/h.
BOCAL "Y-Jet "mc=1200 kg/h
0
100
200
300
400
500
0 20 40 60 80 100 120 140 160Coordenada Y (mm)
D(v
,0.9
) (m
icro
n)
RAL=0,04RAL=0,07RAL= 0,09RAL=0,12RAL=0,15RAL=0,20RAL=0,24RAL=0,29
Figura 54 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de
um jato obtido com bocal “Y-Jet” com vazão de óleo de 1200 kg/h.
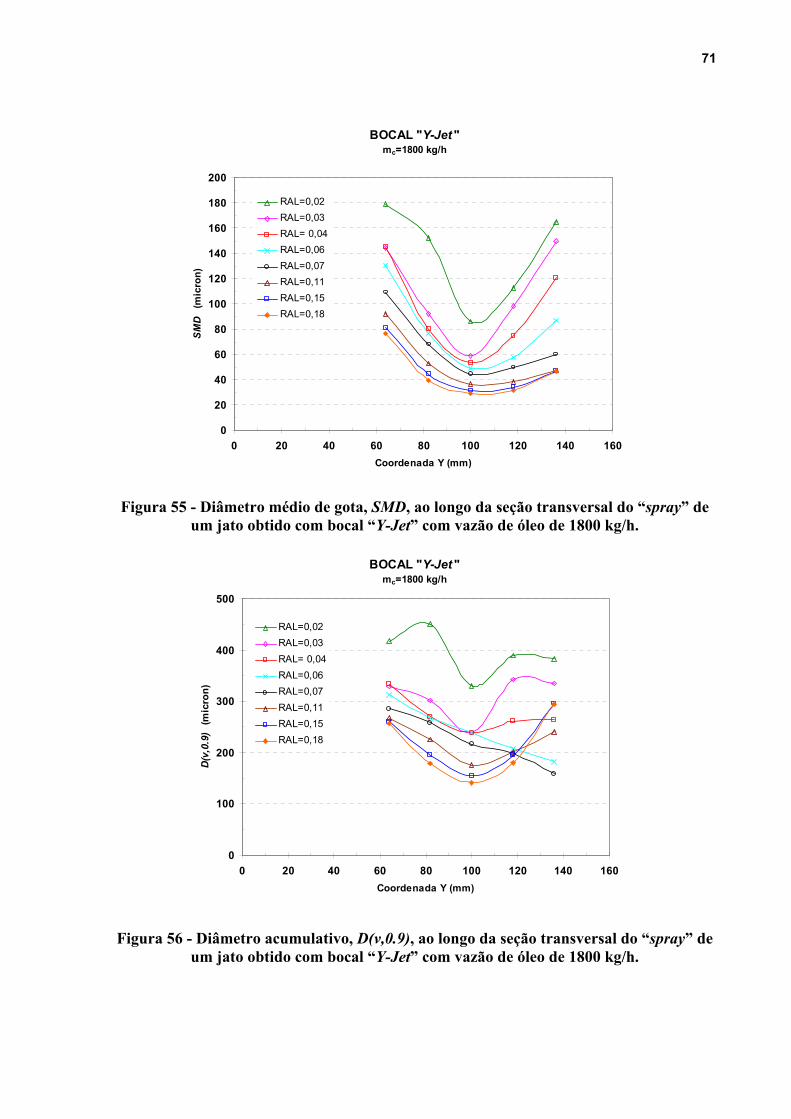
71
BOCAL "Y-Jet "mc=1800 kg/h
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120 140 160Coordenada Y (mm)
SM
D (
mic
ron)
RAL=0,02RAL=0,03RAL= 0,04RAL=0,06RAL=0,07RAL=0,11RAL=0,15RAL=0,18
Figura 55 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de
um jato obtido com bocal “Y-Jet” com vazão de óleo de 1800 kg/h.
BOCAL "Y-Jet "mc=1800 kg/h
0
100
200
300
400
500
0 20 40 60 80 100 120 140 160Coordenada Y (mm)
D(v
,0.9
) (m
icro
n)
RAL=0,02RAL=0,03RAL= 0,04RAL=0,06RAL=0,07RAL=0,11RAL=0,15RAL=0,18
Figura 56 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de
um jato obtido com bocal “Y-Jet” com vazão de óleo de 1800 kg/h.
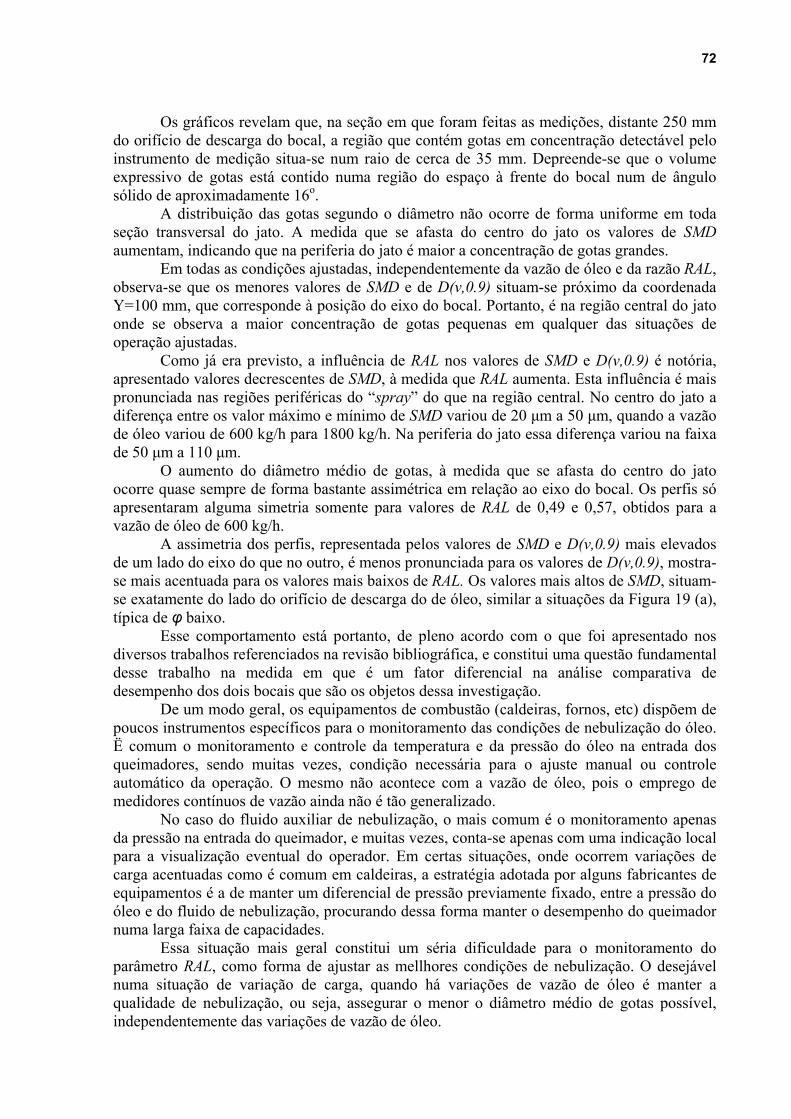
72
Os gráficos revelam que, na seção em que foram feitas as medições, distante 250 mm do orifício de descarga do bocal, a região que contém gotas em concentração detectável pelo instrumento de medição situa-se num raio de cerca de 35 mm. Depreende-se que o volume expressivo de gotas está contido numa região do espaço à frente do bocal num de ângulo sólido de aproximadamente 16o.
A distribuição das gotas segundo o diâmetro não ocorre de forma uniforme em toda seção transversal do jato. A medida que se afasta do centro do jato os valores de SMD aumentam, indicando que na periferia do jato é maior a concentração de gotas grandes.
Em todas as condições ajustadas, independentemente da vazão de óleo e da razão RAL, observa-se que os menores valores de SMD e de D(v,0.9) situam-se próximo da coordenada Y=100 mm, que corresponde à posição do eixo do bocal. Portanto, é na região central do jato onde se observa a maior concentração de gotas pequenas em qualquer das situações de operação ajustadas.
Como já era previsto, a influência de RAL nos valores de SMD e D(v,0.9) é notória, apresentado valores decrescentes de SMD, à medida que RAL aumenta. Esta influência é mais pronunciada nas regiões periféricas do “spray” do que na região central. No centro do jato a diferença entre os valor máximo e mínimo de SMD variou de 20 µm a 50 µm, quando a vazão de óleo variou de 600 kg/h para 1800 kg/h. Na periferia do jato essa diferença variou na faixa de 50 µm a 110 µm.
O aumento do diâmetro médio de gotas, à medida que se afasta do centro do jato ocorre quase sempre de forma bastante assimétrica em relação ao eixo do bocal. Os perfis só apresentaram alguma simetria somente para valores de RAL de 0,49 e 0,57, obtidos para a vazão de óleo de 600 kg/h.
A assimetria dos perfis, representada pelos valores de SMD e D(v,0.9) mais elevados de um lado do eixo do que no outro, é menos pronunciada para os valores de D(v,0.9), mostra-se mais acentuada para os valores mais baixos de RAL. Os valores mais altos de SMD, situam-se exatamente do lado do orifício de descarga do de óleo, similar a situações da Figura 19 (a), típica de φ baixo.
Esse comportamento está portanto, de pleno acordo com o que foi apresentado nos diversos trabalhos referenciados na revisão bibliográfica, e constitui uma questão fundamental desse trabalho na medida em que é um fator diferencial na análise comparativa de desempenho dos dois bocais que são os objetos dessa investigação.
De um modo geral, os equipamentos de combustão (caldeiras, fornos, etc) dispõem de poucos instrumentos específicos para o monitoramento das condições de nebulização do óleo. Ë comum o monitoramento e controle da temperatura e da pressão do óleo na entrada dos queimadores, sendo muitas vezes, condição necessária para o ajuste manual ou controle automático da operação. O mesmo não acontece com a vazão de óleo, pois o emprego de medidores contínuos de vazão ainda não é tão generalizado.
No caso do fluido auxiliar de nebulização, o mais comum é o monitoramento apenas da pressão na entrada do queimador, e muitas vezes, conta-se apenas com uma indicação local para a visualização eventual do operador. Em certas situações, onde ocorrem variações de carga acentuadas como é comum em caldeiras, a estratégia adotada por alguns fabricantes de equipamentos é a de manter um diferencial de pressão previamente fixado, entre a pressão do óleo e do fluido de nebulização, procurando dessa forma manter o desempenho do queimador numa larga faixa de capacidades.
Essa situação mais geral constitui um séria dificuldade para o monitoramento do parâmetro RAL, como forma de ajustar as mellhores condições de nebulização. O desejável numa situação de variação de carga, quando há variações de vazão de óleo é manter a qualidade de nebulização, ou seja, assegurar o menor o diâmetro médio de gotas possível, independentemente das variações de vazão de óleo.
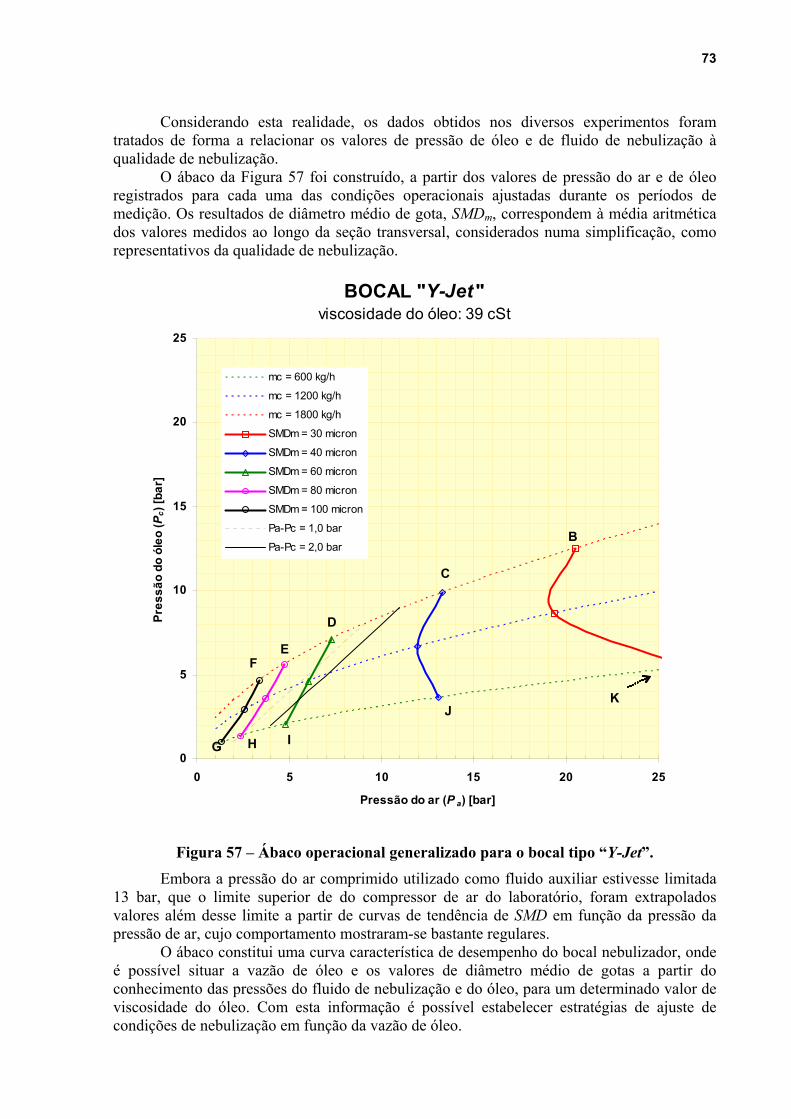
73
Considerando esta realidade, os dados obtidos nos diversos experimentos foram tratados de forma a relacionar os valores de pressão de óleo e de fluido de nebulização à qualidade de nebulização.
O ábaco da Figura 57 foi construído, a partir dos valores de pressão do ar e de óleo registrados para cada uma das condições operacionais ajustadas durante os períodos de medição. Os resultados de diâmetro médio de gota, SMDm, correspondem à média aritmética dos valores medidos ao longo da seção transversal, considerados numa simplificação, como representativos da qualidade de nebulização.
BOCAL "Y-Jet "viscosidade do óleo: 39 cSt
0
5
10
15
20
25
0 5 10 15 20 25
Pressão do ar (P a) [bar]
Pres
são
do ó
leo
(Pc)
[bar
]
mc = 600 kg/h
mc = 1200 kg/h
mc = 1800 kg/h
SMDm = 30 micron
SMDm = 40 micron
SMDm = 60 micron
SMDm = 80 micron
SMDm = 100 micron
Pa-Pc = 1,0 bar
Pa-Pc = 2,0 barB
C
D
EF
G H I
JK
Figura 57 – Ábaco operacional generalizado para o bocal tipo “Y-Jet”.
Embora a pressão do ar comprimido utilizado como fluido auxiliar estivesse limitada 13 bar, que o limite superior de do compressor de ar do laboratório, foram extrapolados valores além desse limite a partir de curvas de tendência de SMD em função da pressão da pressão de ar, cujo comportamento mostraram-se bastante regulares. O ábaco constitui uma curva característica de desempenho do bocal nebulizador, onde é possível situar a vazão de óleo e os valores de diâmetro médio de gotas a partir do conhecimento das pressões do fluido de nebulização e do óleo, para um determinado valor de viscosidade do óleo. Com esta informação é possível estabelecer estratégias de ajuste de condições de nebulização em função da vazão de óleo.
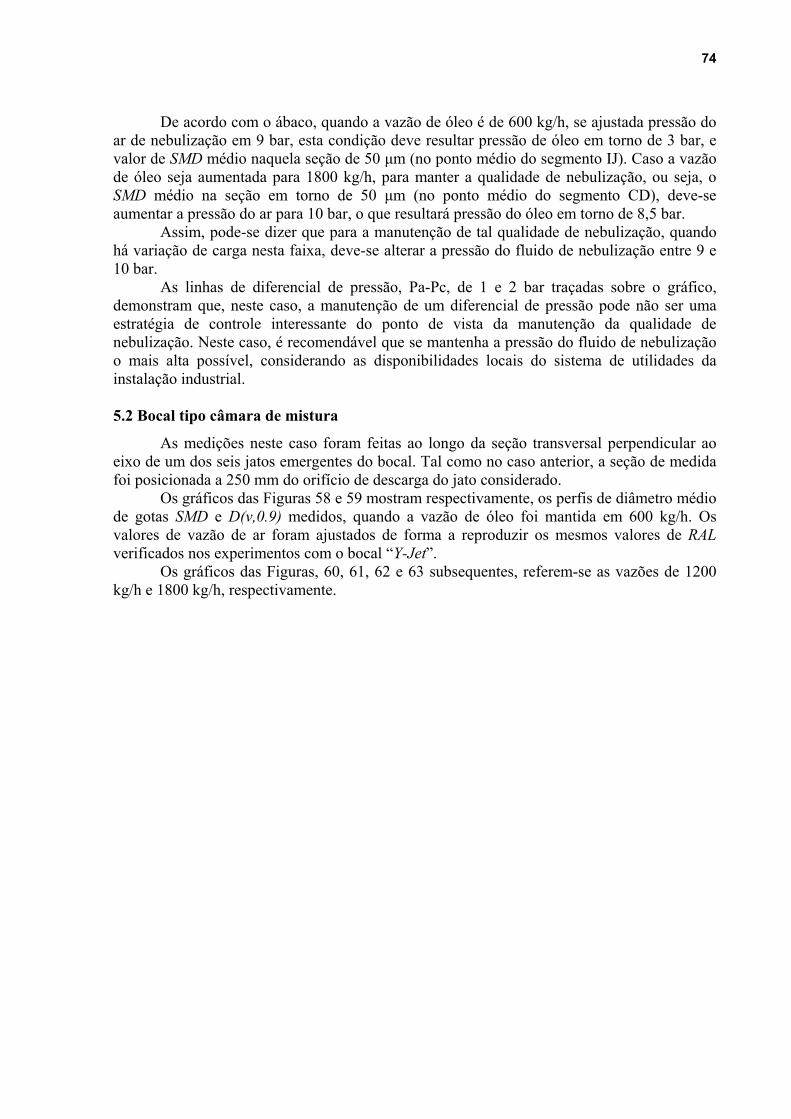
74
De acordo com o ábaco, quando a vazão de óleo é de 600 kg/h, se ajustada pressão do ar de nebulização em 9 bar, esta condição deve resultar pressão de óleo em torno de 3 bar, e valor de SMD médio naquela seção de 50 µm (no ponto médio do segmento IJ). Caso a vazão de óleo seja aumentada para 1800 kg/h, para manter a qualidade de nebulização, ou seja, o SMD médio na seção em torno de 50 µm (no ponto médio do segmento CD), deve-se aumentar a pressão do ar para 10 bar, o que resultará pressão do óleo em torno de 8,5 bar.
Assim, pode-se dizer que para a manutenção de tal qualidade de nebulização, quando há variação de carga nesta faixa, deve-se alterar a pressão do fluido de nebulização entre 9 e 10 bar. As linhas de diferencial de pressão, Pa-Pc, de 1 e 2 bar traçadas sobre o gráfico, demonstram que, neste caso, a manutenção de um diferencial de pressão pode não ser uma estratégia de controle interessante do ponto de vista da manutenção da qualidade de nebulização. Neste caso, é recomendável que se mantenha a pressão do fluido de nebulização o mais alta possível, considerando as disponibilidades locais do sistema de utilidades da instalação industrial. 5.2 Bocal tipo câmara de mistura
As medições neste caso foram feitas ao longo da seção transversal perpendicular ao eixo de um dos seis jatos emergentes do bocal. Tal como no caso anterior, a seção de medida foi posicionada a 250 mm do orifício de descarga do jato considerado.
Os gráficos das Figuras 58 e 59 mostram respectivamente, os perfis de diâmetro médio de gotas SMD e D(v,0.9) medidos, quando a vazão de óleo foi mantida em 600 kg/h. Os valores de vazão de ar foram ajustados de forma a reproduzir os mesmos valores de RAL verificados nos experimentos com o bocal “Y-Jet”.
Os gráficos das Figuras, 60, 61, 62 e 63 subsequentes, referem-se as vazões de 1200 kg/h e 1800 kg/h, respectivamente.
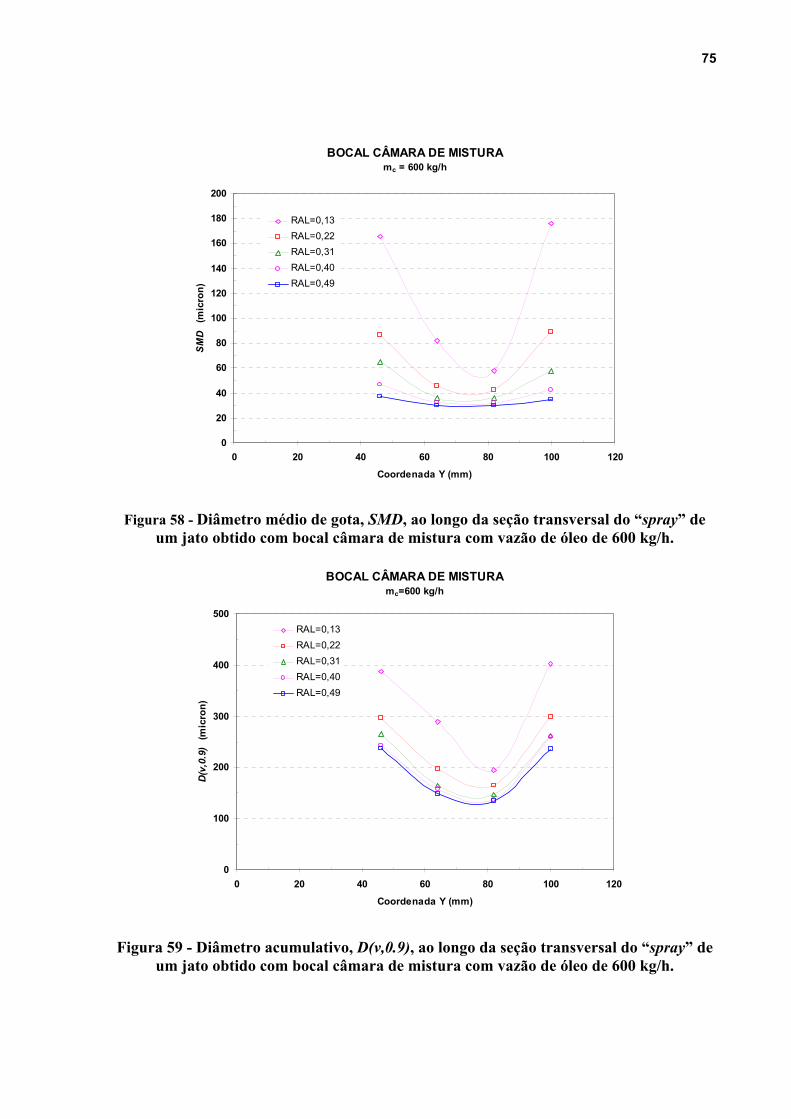
75
BOCAL CÂMARA DE MISTURAmc = 600 kg/h
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120
Coordenada Y (mm)
SM
D (
mic
ron)
RAL=0,13RAL=0,22RAL=0,31RAL=0,40RAL=0,49
Figura 58 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de
um jato obtido com bocal câmara de mistura com vazão de óleo de 600 kg/h.
BOCAL CÂMARA DE MISTURAmc=600 kg/h
0
100
200
300
400
500
0 20 40 60 80 100 120
Coordenada Y (mm)
D(v
,0.9
) (m
icro
n)
RAL=0,13RAL=0,22RAL=0,31RAL=0,40RAL=0,49
Figura 59 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de
um jato obtido com bocal câmara de mistura com vazão de óleo de 600 kg/h.
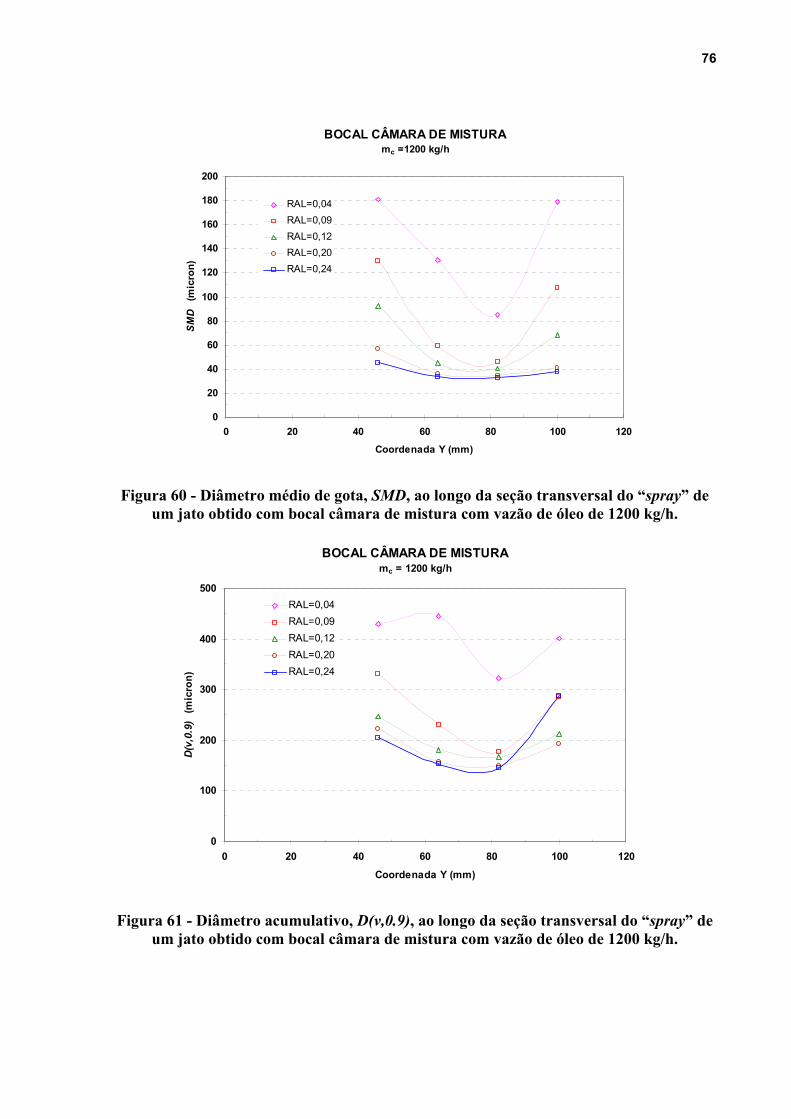
76
BOCAL CÂMARA DE MISTURAmc =1200 kg/h
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120
Coordenada Y (mm)
SM
D (
mic
ron)
RAL=0,04RAL=0,09RAL=0,12RAL=0,20RAL=0,24
Figura 60 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de
um jato obtido com bocal câmara de mistura com vazão de óleo de 1200 kg/h.
BOCAL CÂMARA DE MISTURAmc = 1200 kg/h
0
100
200
300
400
500
0 20 40 60 80 100 120
Coordenada Y (mm)
D(v
,0.9
) (m
icro
n)
RAL=0,04RAL=0,09RAL=0,12RAL=0,20RAL=0,24
Figura 61 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de
um jato obtido com bocal câmara de mistura com vazão de óleo de 1200 kg/h.
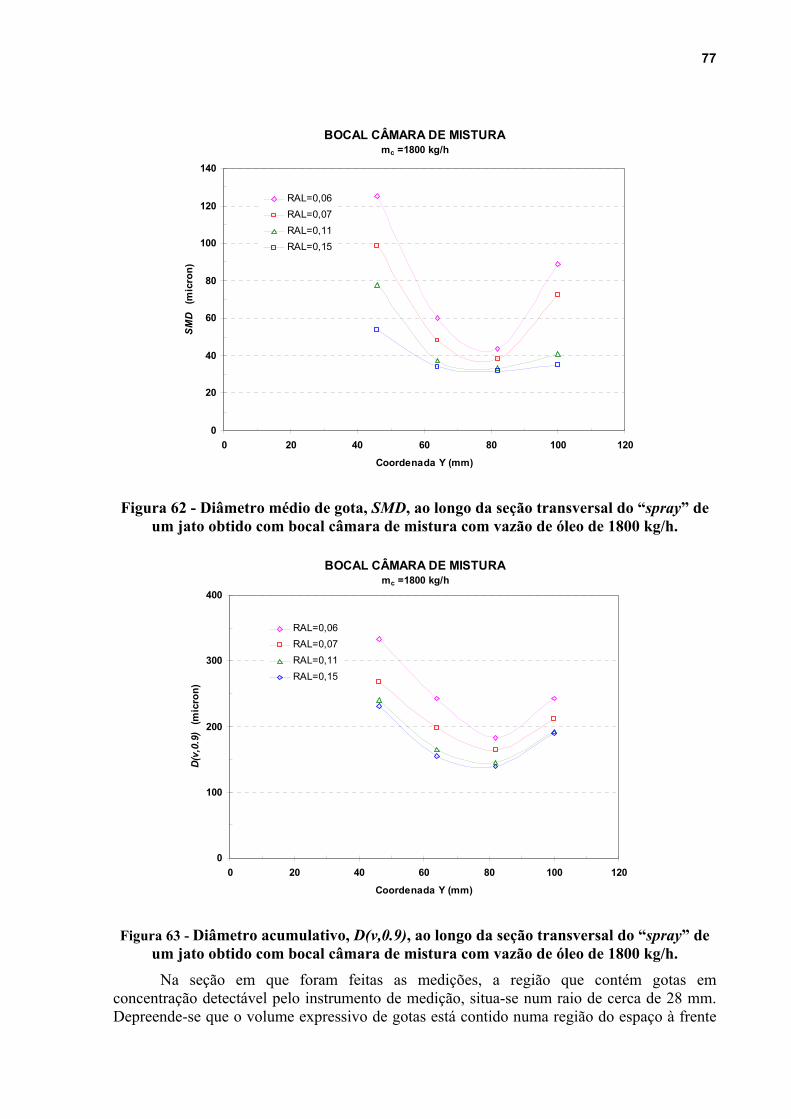
77
BOCAL CÂMARA DE MISTURAmc =1800 kg/h
0
20
40
60
80
100
120
140
0 20 40 60 80 100 120
Coordenada Y (mm)
SM
D (
mic
ron)
RAL=0,06RAL=0,07RAL=0,11RAL=0,15
Figura 62 - Diâmetro médio de gota, SMD, ao longo da seção transversal do “spray” de
um jato obtido com bocal câmara de mistura com vazão de óleo de 1800 kg/h.
BOCAL CÂMARA DE MISTURAmc =1800 kg/h
0
100
200
300
400
0 20 40 60 80 100 120
Coordenada Y (mm)
D(v
,0.9
) (m
icro
n)
RAL=0,06RAL=0,07RAL=0,11RAL=0,15
Figura 63 - Diâmetro acumulativo, D(v,0.9), ao longo da seção transversal do “spray” de
um jato obtido com bocal câmara de mistura com vazão de óleo de 1800 kg/h.
Na seção em que foram feitas as medições, a região que contém gotas em concentração detectável pelo instrumento de medição, situa-se num raio de cerca de 28 mm. Depreende-se que o volume expressivo de gotas está contido numa região do espaço à frente
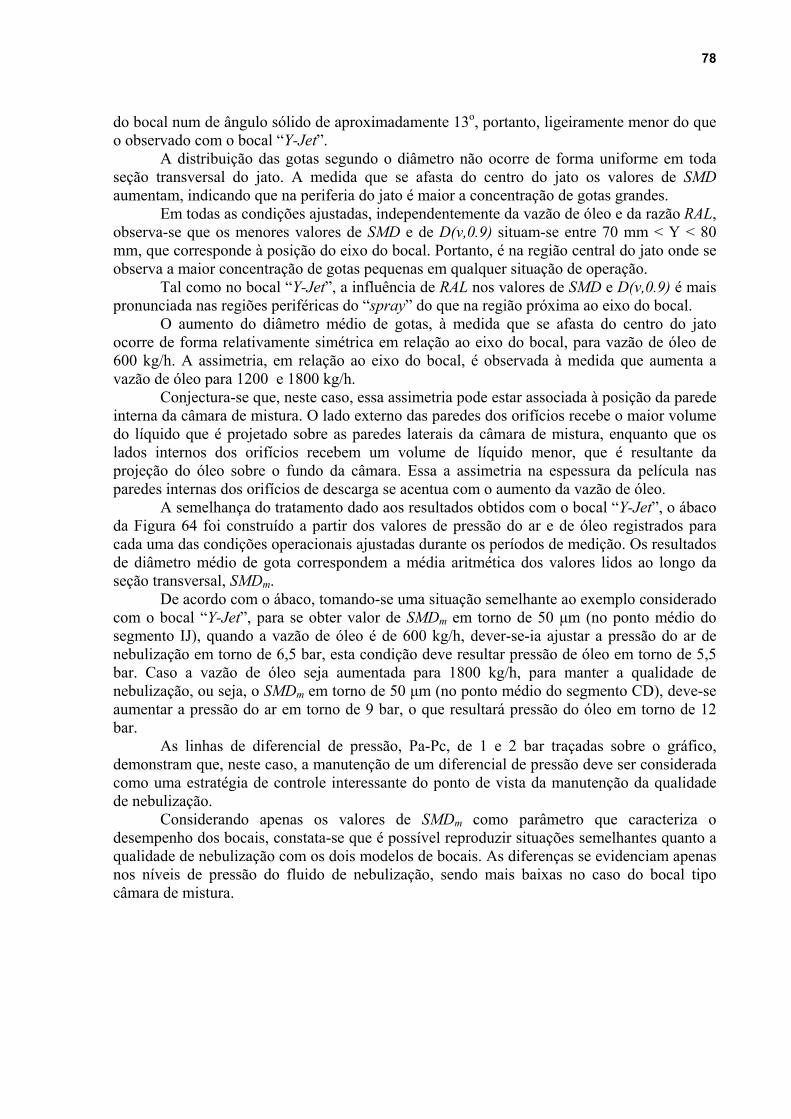
78
do bocal num de ângulo sólido de aproximadamente 13o, portanto, ligeiramente menor do que o observado com o bocal “Y-Jet”.
A distribuição das gotas segundo o diâmetro não ocorre de forma uniforme em toda seção transversal do jato. A medida que se afasta do centro do jato os valores de SMD aumentam, indicando que na periferia do jato é maior a concentração de gotas grandes.
Em todas as condições ajustadas, independentemente da vazão de óleo e da razão RAL, observa-se que os menores valores de SMD e de D(v,0.9) situam-se entre 70 mm < Y < 80 mm, que corresponde à posição do eixo do bocal. Portanto, é na região central do jato onde se observa a maior concentração de gotas pequenas em qualquer situação de operação.
Tal como no bocal “Y-Jet”, a influência de RAL nos valores de SMD e D(v,0.9) é mais pronunciada nas regiões periféricas do “spray” do que na região próxima ao eixo do bocal.
O aumento do diâmetro médio de gotas, à medida que se afasta do centro do jato ocorre de forma relativamente simétrica em relação ao eixo do bocal, para vazão de óleo de 600 kg/h. A assimetria, em relação ao eixo do bocal, é observada à medida que aumenta a vazão de óleo para 1200 e 1800 kg/h.
Conjectura-se que, neste caso, essa assimetria pode estar associada à posição da parede interna da câmara de mistura. O lado externo das paredes dos orifícios recebe o maior volume do líquido que é projetado sobre as paredes laterais da câmara de mistura, enquanto que os lados internos dos orifícios recebem um volume de líquido menor, que é resultante da projeção do óleo sobre o fundo da câmara. Essa a assimetria na espessura da película nas paredes internas dos orifícios de descarga se acentua com o aumento da vazão de óleo. A semelhança do tratamento dado aos resultados obtidos com o bocal “Y-Jet”, o ábaco da Figura 64 foi construído a partir dos valores de pressão do ar e de óleo registrados para cada uma das condições operacionais ajustadas durante os períodos de medição. Os resultados de diâmetro médio de gota correspondem a média aritmética dos valores lidos ao longo da seção transversal, SMDm.
De acordo com o ábaco, tomando-se uma situação semelhante ao exemplo considerado com o bocal “Y-Jet”, para se obter valor de SMDm em torno de 50 µm (no ponto médio do segmento IJ), quando a vazão de óleo é de 600 kg/h, dever-se-ia ajustar a pressão do ar de nebulização em torno de 6,5 bar, esta condição deve resultar pressão de óleo em torno de 5,5 bar. Caso a vazão de óleo seja aumentada para 1800 kg/h, para manter a qualidade de nebulização, ou seja, o SMDm em torno de 50 µm (no ponto médio do segmento CD), deve-se aumentar a pressão do ar em torno de 9 bar, o que resultará pressão do óleo em torno de 12 bar.
As linhas de diferencial de pressão, Pa-Pc, de 1 e 2 bar traçadas sobre o gráfico, demonstram que, neste caso, a manutenção de um diferencial de pressão deve ser considerada como uma estratégia de controle interessante do ponto de vista da manutenção da qualidade de nebulização.
Considerando apenas os valores de SMDm como parâmetro que caracteriza o desempenho dos bocais, constata-se que é possível reproduzir situações semelhantes quanto a qualidade de nebulização com os dois modelos de bocais. As diferenças se evidenciam apenas nos níveis de pressão do fluido de nebulização, sendo mais baixas no caso do bocal tipo câmara de mistura.
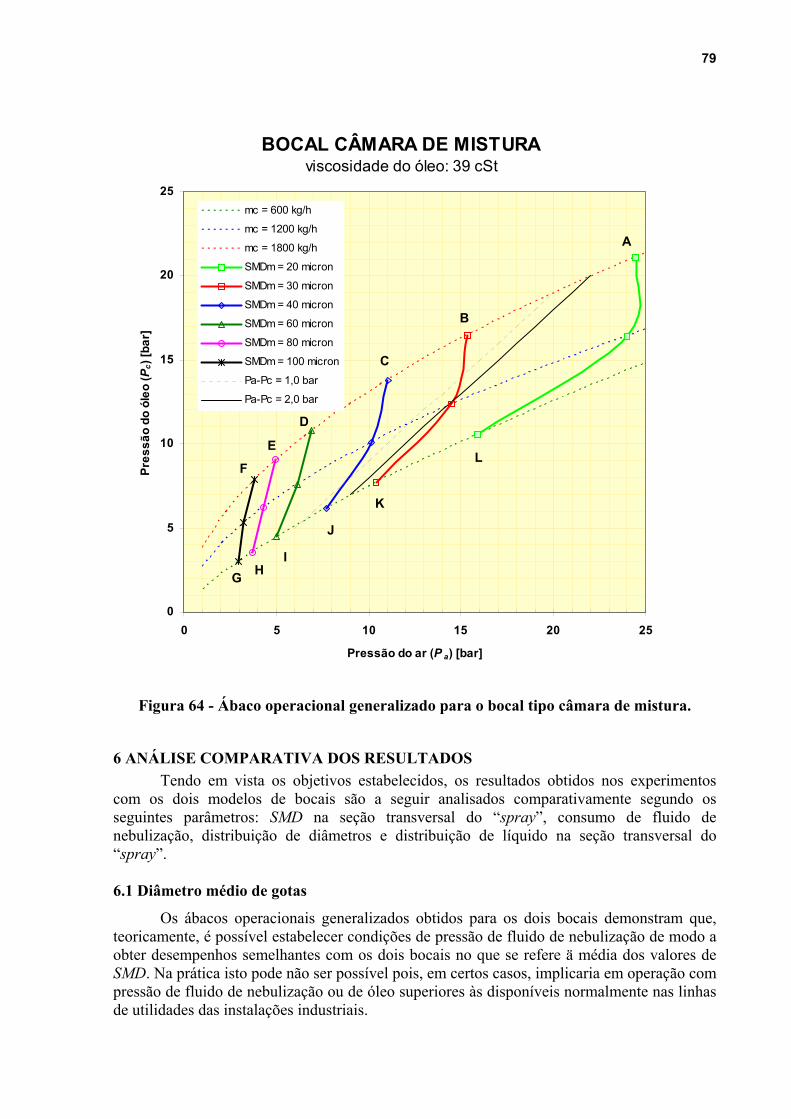
79
BOCAL CÂMARA DE MISTURAviscosidade do óleo: 39 cSt
0
5
10
15
20
25
0 5 10 15 20 25
Pressão do ar (P a) [bar]
Pres
são
do ó
leo
(Pc)
[bar
]
mc = 600 kg/h
mc = 1200 kg/h
mc = 1800 kg/h
SMDm = 20 micron
SMDm = 30 micron
SMDm = 40 micron
SMDm = 60 micron
SMDm = 80 micron
SMDm = 100 micron
Pa-Pc = 1,0 bar
Pa-Pc = 2,0 bar
L
K
J
IHG
F
E
D
C
B
A
Figura 64 - Ábaco operacional generalizado para o bocal tipo câmara de mistura.
6 ANÁLISE COMPARATIVA DOS RESULTADOS Tendo em vista os objetivos estabelecidos, os resultados obtidos nos experimentos com os dois modelos de bocais são a seguir analisados comparativamente segundo os seguintes parâmetros: SMD na seção transversal do “spray”, consumo de fluido de nebulização, distribuição de diâmetros e distribuição de líquido na seção transversal do “spray”. 6.1 Diâmetro médio de gotas
Os ábacos operacionais generalizados obtidos para os dois bocais demonstram que, teoricamente, é possível estabelecer condições de pressão de fluido de nebulização de modo a obter desempenhos semelhantes com os dois bocais no que se refere ä média dos valores de SMD. Na prática isto pode não ser possível pois, em certos casos, implicaria em operação com pressão de fluido de nebulização ou de óleo superiores às disponíveis normalmente nas linhas de utilidades das instalações industriais.
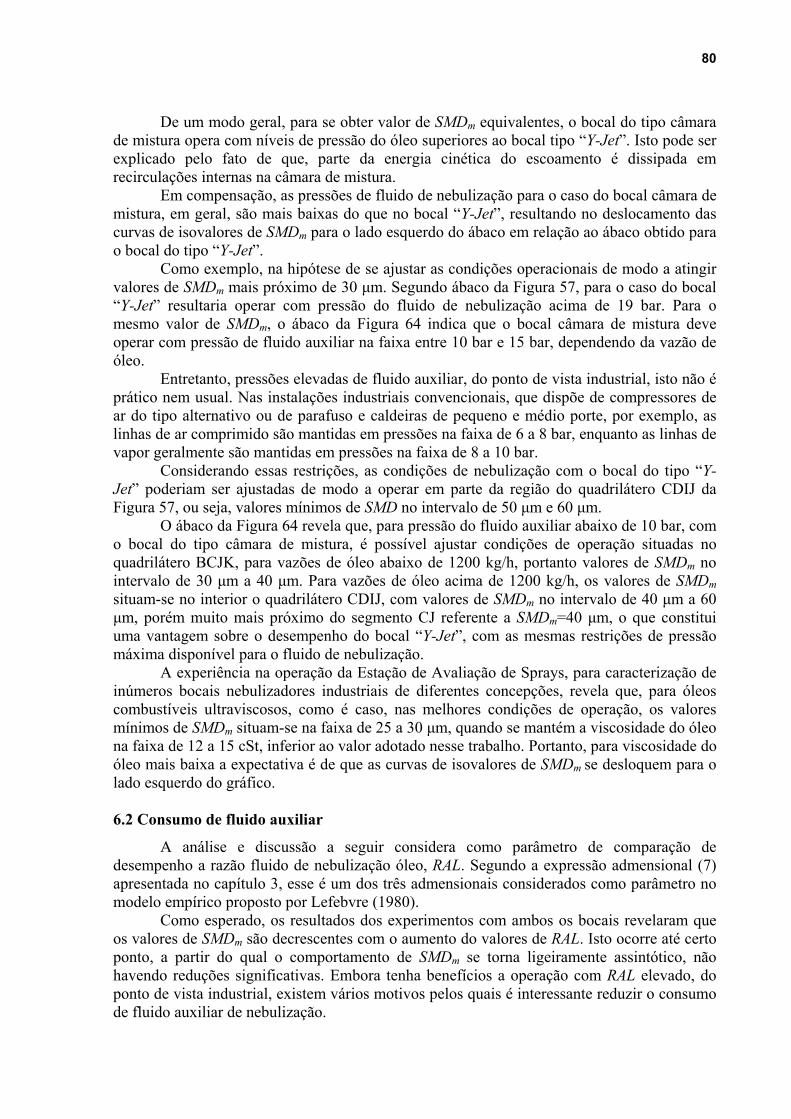
80
De um modo geral, para se obter valor de SMDm equivalentes, o bocal do tipo câmara de mistura opera com níveis de pressão do óleo superiores ao bocal tipo “Y-Jet”. Isto pode ser explicado pelo fato de que, parte da energia cinética do escoamento é dissipada em recirculações internas na câmara de mistura.
Em compensação, as pressões de fluido de nebulização para o caso do bocal câmara de mistura, em geral, são mais baixas do que no bocal “Y-Jet”, resultando no deslocamento das curvas de isovalores de SMDm para o lado esquerdo do ábaco em relação ao ábaco obtido para o bocal do tipo “Y-Jet”. Como exemplo, na hipótese de se ajustar as condições operacionais de modo a atingir valores de SMDm mais próximo de 30 µm. Segundo ábaco da Figura 57, para o caso do bocal “Y-Jet” resultaria operar com pressão do fluido de nebulização acima de 19 bar. Para o mesmo valor de SMDm, o ábaco da Figura 64 indica que o bocal câmara de mistura deve operar com pressão de fluido auxiliar na faixa entre 10 bar e 15 bar, dependendo da vazão de óleo.
Entretanto, pressões elevadas de fluido auxiliar, do ponto de vista industrial, isto não é prático nem usual. Nas instalações industriais convencionais, que dispõe de compressores de ar do tipo alternativo ou de parafuso e caldeiras de pequeno e médio porte, por exemplo, as linhas de ar comprimido são mantidas em pressões na faixa de 6 a 8 bar, enquanto as linhas de vapor geralmente são mantidas em pressões na faixa de 8 a 10 bar.
Considerando essas restrições, as condições de nebulização com o bocal do tipo “Y-Jet” poderiam ser ajustadas de modo a operar em parte da região do quadrilátero CDIJ da Figura 57, ou seja, valores mínimos de SMD no intervalo de 50 µm e 60 µm.
O ábaco da Figura 64 revela que, para pressão do fluido auxiliar abaixo de 10 bar, com o bocal do tipo câmara de mistura, é possível ajustar condições de operação situadas no quadrilátero BCJK, para vazões de óleo abaixo de 1200 kg/h, portanto valores de SMDm no intervalo de 30 µm a 40 µm. Para vazões de óleo acima de 1200 kg/h, os valores de SMDm situam-se no interior o quadrilátero CDIJ, com valores de SMDm no intervalo de 40 µm a 60 µm, porém muito mais próximo do segmento CJ referente a SMDm=40 µm, o que constitui uma vantagem sobre o desempenho do bocal “Y-Jet”, com as mesmas restrições de pressão máxima disponível para o fluido de nebulização.
A experiência na operação da Estação de Avaliação de Sprays, para caracterização de inúmeros bocais nebulizadores industriais de diferentes concepções, revela que, para óleos combustíveis ultraviscosos, como é caso, nas melhores condições de operação, os valores mínimos de SMDm situam-se na faixa de 25 a 30 µm, quando se mantém a viscosidade do óleo na faixa de 12 a 15 cSt, inferior ao valor adotado nesse trabalho. Portanto, para viscosidade do óleo mais baixa a expectativa é de que as curvas de isovalores de SMDm se desloquem para o lado esquerdo do gráfico.
6.2 Consumo de fluido auxiliar
A análise e discussão a seguir considera como parâmetro de comparação de desempenho a razão fluido de nebulização óleo, RAL. Segundo a expressão admensional (7) apresentada no capítulo 3, esse é um dos três admensionais considerados como parâmetro no modelo empírico proposto por Lefebvre (1980).
Como esperado, os resultados dos experimentos com ambos os bocais revelaram que os valores de SMDm são decrescentes com o aumento do valores de RAL. Isto ocorre até certo ponto, a partir do qual o comportamento de SMDm se torna ligeiramente assintótico, não havendo reduções significativas. Embora tenha benefícios a operação com RAL elevado, do ponto de vista industrial, existem vários motivos pelos quais é interessante reduzir o consumo de fluido auxiliar de nebulização.
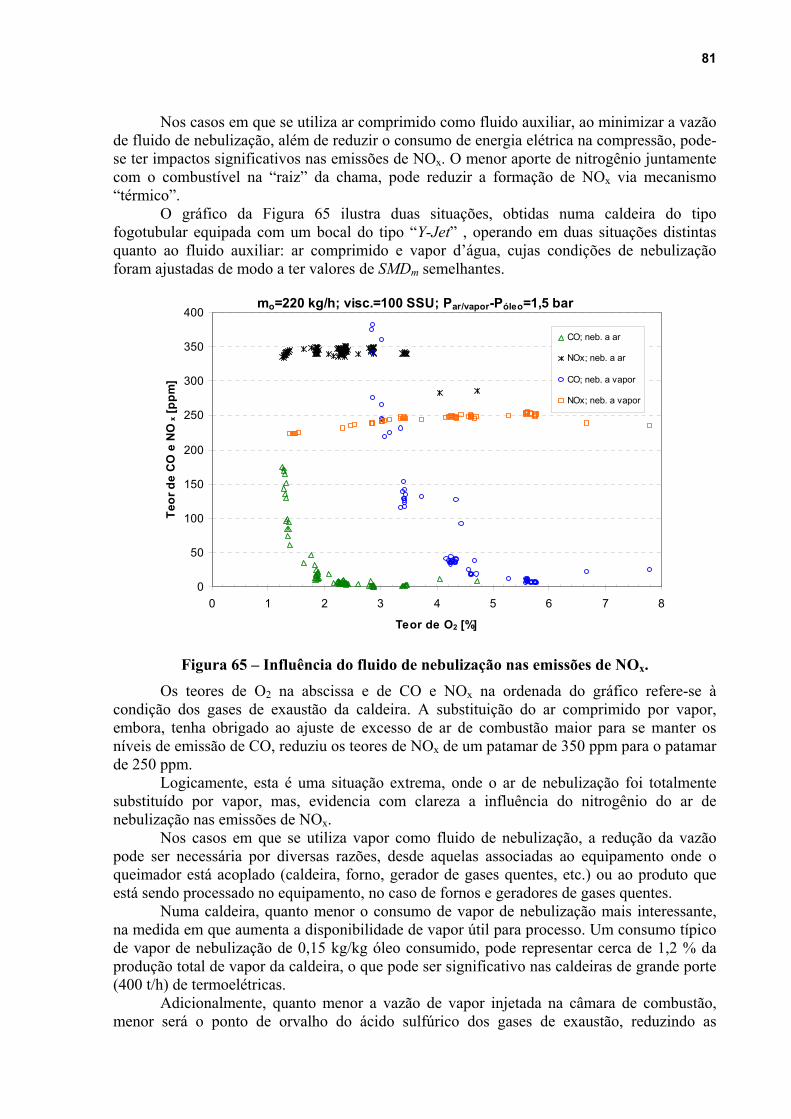
81
Nos casos em que se utiliza ar comprimido como fluido auxiliar, ao minimizar a vazão de fluido de nebulização, além de reduzir o consumo de energia elétrica na compressão, pode-se ter impactos significativos nas emissões de NOx. O menor aporte de nitrogênio juntamente com o combustível na “raiz” da chama, pode reduzir a formação de NOx via mecanismo “térmico”.
O gráfico da Figura 65 ilustra duas situações, obtidas numa caldeira do tipo fogotubular equipada com um bocal do tipo “Y-Jet” , operando em duas situações distintas quanto ao fluido auxiliar: ar comprimido e vapor d’água, cujas condições de nebulização foram ajustadas de modo a ter valores de SMDm semelhantes.
mo=220 kg/h; visc.=100 SSU; Par/vapor-Póleo=1,5 bar
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5 6 7 8
Teor de O2 [%]
Teor
de
CO
e N
Ox [
ppm
]
CO; neb. a ar
NOx; neb. a ar
CO; neb. a vapor
NOx; neb. a vapor
Figura 65 – Influência do fluido de nebulização nas emissões de NOx.
Os teores de O2 na abscissa e de CO e NOx na ordenada do gráfico refere-se à condição dos gases de exaustão da caldeira. A substituição do ar comprimido por vapor, embora, tenha obrigado ao ajuste de excesso de ar de combustão maior para se manter os níveis de emissão de CO, reduziu os teores de NOx de um patamar de 350 ppm para o patamar de 250 ppm.
Logicamente, esta é uma situação extrema, onde o ar de nebulização foi totalmente substituído por vapor, mas, evidencia com clareza a influência do nitrogênio do ar de nebulização nas emissões de NOx.
Nos casos em que se utiliza vapor como fluido de nebulização, a redução da vazão pode ser necessária por diversas razões, desde aquelas associadas ao equipamento onde o queimador está acoplado (caldeira, forno, gerador de gases quentes, etc.) ou ao produto que está sendo processado no equipamento, no caso de fornos e geradores de gases quentes.
Numa caldeira, quanto menor o consumo de vapor de nebulização mais interessante, na medida em que aumenta a disponibilidade de vapor útil para processo. Um consumo típico de vapor de nebulização de 0,15 kg/kg óleo consumido, pode representar cerca de 1,2 % da produção total de vapor da caldeira, o que pode ser significativo nas caldeiras de grande porte (400 t/h) de termoelétricas.
Adicionalmente, quanto menor a vazão de vapor injetada na câmara de combustão, menor será o ponto de orvalho do ácido sulfúrico dos gases de exaustão, reduzindo as
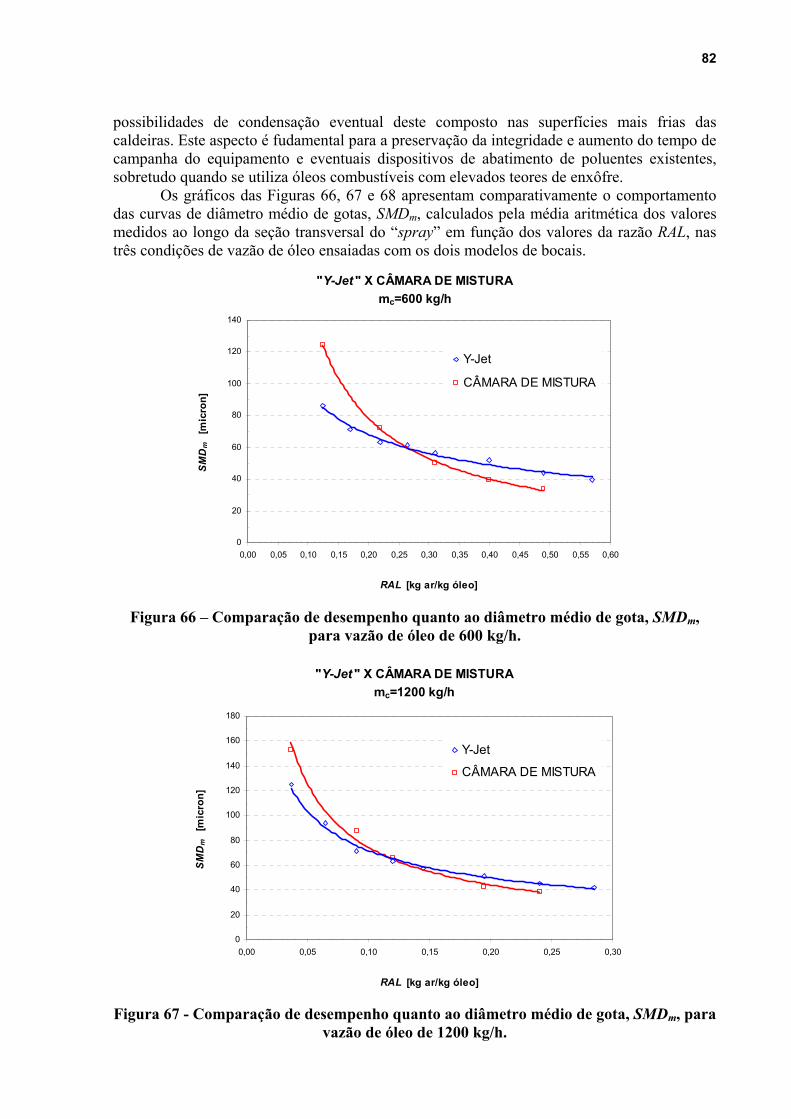
82
possibilidades de condensação eventual deste composto nas superfícies mais frias das caldeiras. Este aspecto é fudamental para a preservação da integridade e aumento do tempo de campanha do equipamento e eventuais dispositivos de abatimento de poluentes existentes, sobretudo quando se utiliza óleos combustíveis com elevados teores de enxôfre. Os gráficos das Figuras 66, 67 e 68 apresentam comparativamente o comportamento das curvas de diâmetro médio de gotas, SMDm, calculados pela média aritmética dos valores medidos ao longo da seção transversal do “spray” em função dos valores da razão RAL, nas três condições de vazão de óleo ensaiadas com os dois modelos de bocais.
"Y-Jet " X CÂMARA DE MISTURAmc=600 kg/h
0
20
40
60
80
100
120
140
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
RAL [kg ar/kg óleo]
SM
Dm
[m
icro
n]
Y-Jet
CÂMARA DE MISTURA
Figura 66 – Comparação de desempenho quanto ao diâmetro médio de gota, SMDm,
para vazão de óleo de 600 kg/h.
"Y-Jet " X CÂMARA DE MISTURAmc=1200 kg/h
0
20
40
60
80
100
120
140
160
180
0,00 0,05 0,10 0,15 0,20 0,25 0,30
RAL [kg ar/kg óleo]
SM
Dm
[m
icro
n]
Y-Jet
CÂMARA DE MISTURA
Figura 67 - Comparação de desempenho quanto ao diâmetro médio de gota, SMDm, para
vazão de óleo de 1200 kg/h.
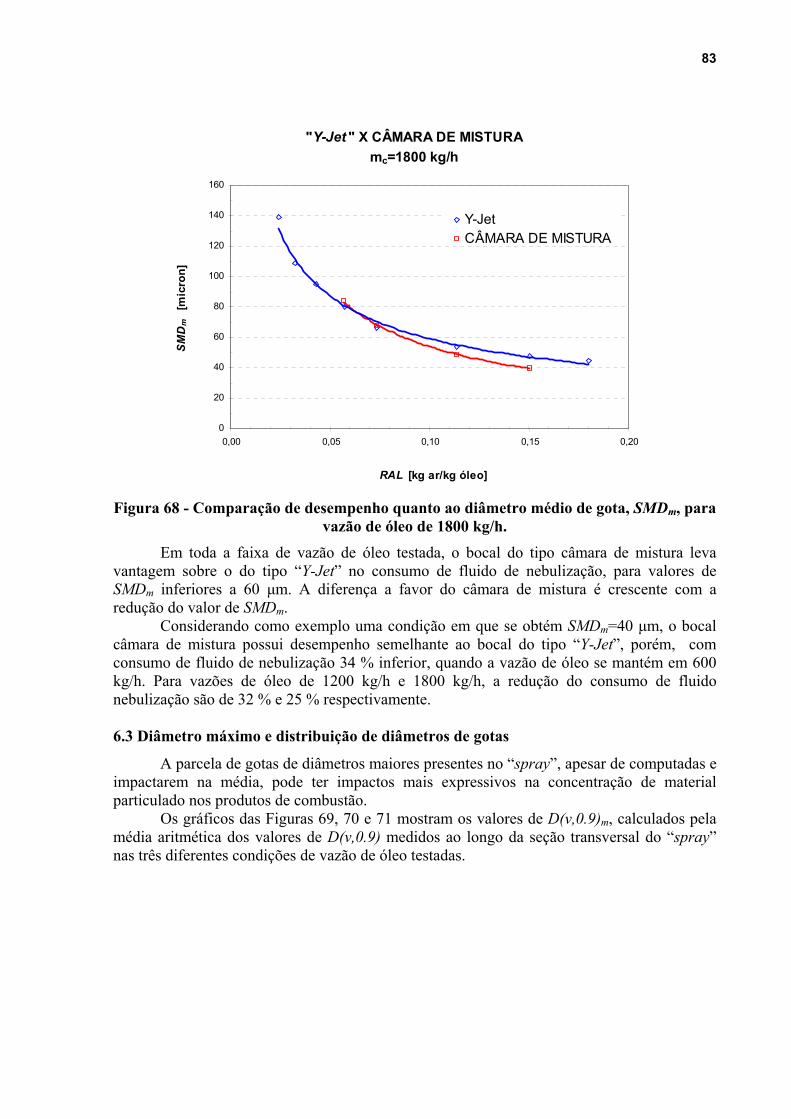
83
"Y-Jet " X CÂMARA DE MISTURAmc=1800 kg/h
0
20
40
60
80
100
120
140
160
0,00 0,05 0,10 0,15 0,20
RAL [kg ar/kg óleo]
SM
Dm
[m
icro
n]
Y-JetCÂMARA DE MISTURA
Figura 68 - Comparação de desempenho quanto ao diâmetro médio de gota, SMDm, para
vazão de óleo de 1800 kg/h.
Em toda a faixa de vazão de óleo testada, o bocal do tipo câmara de mistura leva vantagem sobre o do tipo “Y-Jet” no consumo de fluido de nebulização, para valores de SMDm inferiores a 60 µm. A diferença a favor do câmara de mistura é crescente com a redução do valor de SMDm.
Considerando como exemplo uma condição em que se obtém SMDm=40 µm, o bocal câmara de mistura possui desempenho semelhante ao bocal do tipo “Y-Jet”, porém, com consumo de fluido de nebulização 34 % inferior, quando a vazão de óleo se mantém em 600 kg/h. Para vazões de óleo de 1200 kg/h e 1800 kg/h, a redução do consumo de fluido nebulização são de 32 % e 25 % respectivamente. 6.3 Diâmetro máximo e distribuição de diâmetros de gotas
A parcela de gotas de diâmetros maiores presentes no “spray”, apesar de computadas e impactarem na média, pode ter impactos mais expressivos na concentração de material particulado nos produtos de combustão. Os gráficos das Figuras 69, 70 e 71 mostram os valores de D(v,0.9)m, calculados pela média aritmética dos valores de D(v,0.9) medidos ao longo da seção transversal do “spray” nas três diferentes condições de vazão de óleo testadas.
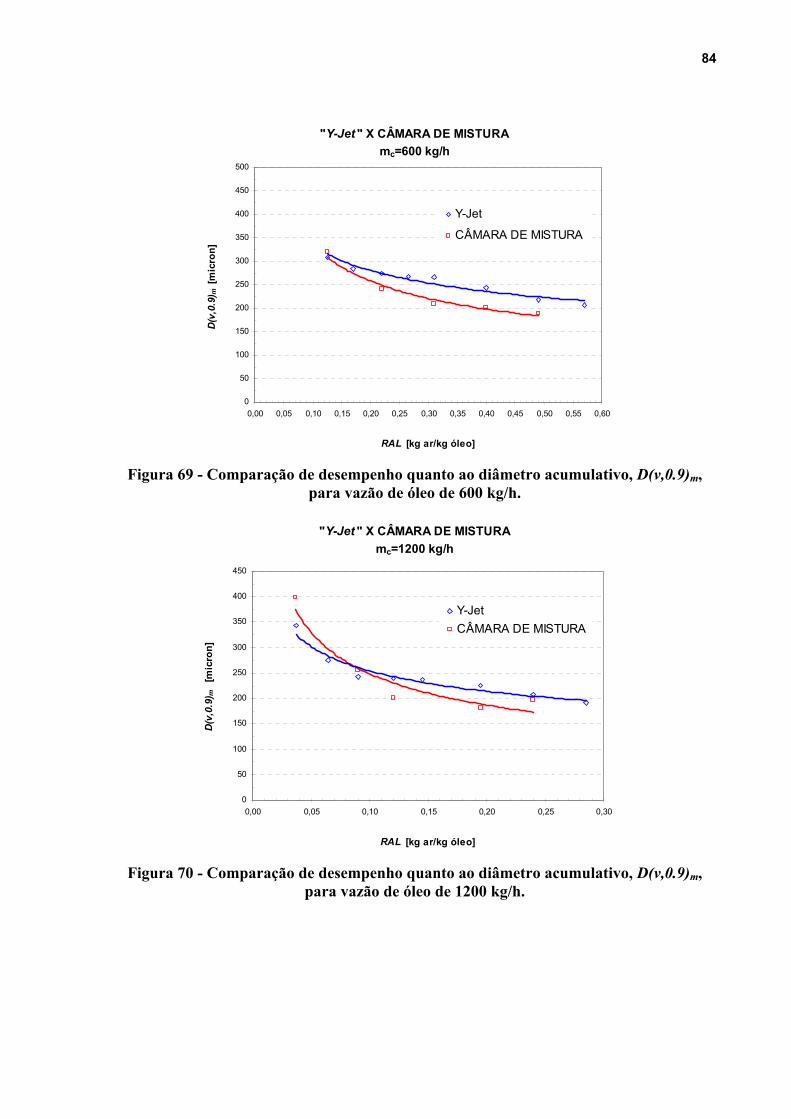
84
"Y-Jet " X CÂMARA DE MISTURAmc=600 kg/h
0
50
100
150
200
250
300
350
400
450
500
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60
RAL [kg ar/kg óleo]
D(v
,0.9
) m [m
icro
n]Y-Jet
CÂMARA DE MISTURA
Figura 69 - Comparação de desempenho quanto ao diâmetro acumulativo, D(v,0.9)m,
para vazão de óleo de 600 kg/h.
"Y-Jet " X CÂMARA DE MISTURAmc=1200 kg/h
0
50
100
150
200
250
300
350
400
450
0,00 0,05 0,10 0,15 0,20 0,25 0,30
RAL [kg ar/kg óleo]
D(v
,0.9
) m [
mic
ron]
Y-JetCÂMARA DE MISTURA
Figura 70 - Comparação de desempenho quanto ao diâmetro acumulativo, D(v,0.9)m,
para vazão de óleo de 1200 kg/h.
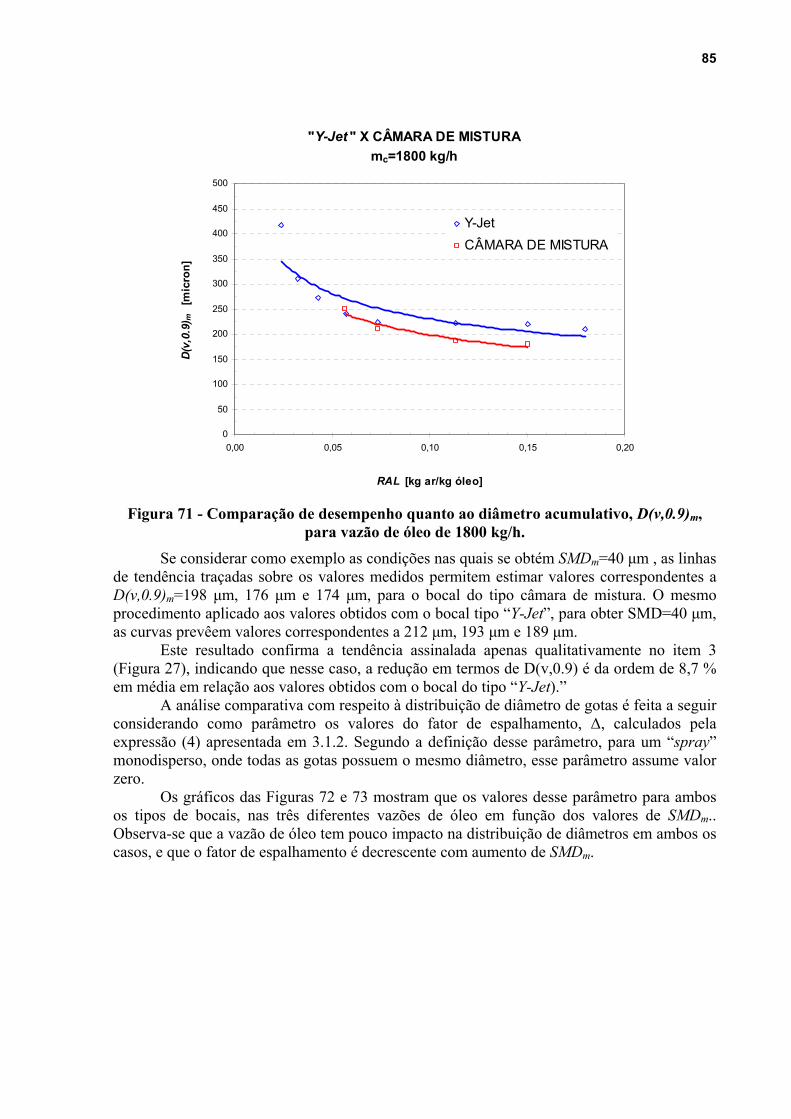
85
"Y-Jet " X CÂMARA DE MISTURAmc=1800 kg/h
0
50
100
150
200
250
300
350
400
450
500
0,00 0,05 0,10 0,15 0,20
RAL [kg ar/kg óleo]
D(v
,0.9
) m [
mic
ron]
Y-JetCÂMARA DE MISTURA
Figura 71 - Comparação de desempenho quanto ao diâmetro acumulativo, D(v,0.9)m,
para vazão de óleo de 1800 kg/h.
Se considerar como exemplo as condições nas quais se obtém SMDm=40 µm , as linhas de tendência traçadas sobre os valores medidos permitem estimar valores correspondentes a D(v,0.9)m=198 µm, 176 µm e 174 µm, para o bocal do tipo câmara de mistura. O mesmo procedimento aplicado aos valores obtidos com o bocal tipo “Y-Jet”, para obter SMD=40 µm, as curvas prevêem valores correspondentes a 212 µm, 193 µm e 189 µm.
Este resultado confirma a tendência assinalada apenas qualitativamente no item 3 (Figura 27), indicando que nesse caso, a redução em termos de D(v,0.9) é da ordem de 8,7 % em média em relação aos valores obtidos com o bocal do tipo “Y-Jet).”
A análise comparativa com respeito à distribuição de diâmetro de gotas é feita a seguir considerando como parâmetro os valores do fator de espalhamento, ∆, calculados pela expressão (4) apresentada em 3.1.2. Segundo a definição desse parâmetro, para um “spray” monodisperso, onde todas as gotas possuem o mesmo diâmetro, esse parâmetro assume valor zero.
Os gráficos das Figuras 72 e 73 mostram que os valores desse parâmetro para ambos os tipos de bocais, nas três diferentes vazões de óleo em função dos valores de SMDm.. Observa-se que a vazão de óleo tem pouco impacto na distribuição de diâmetros em ambos os casos, e que o fator de espalhamento é decrescente com aumento de SMDm.
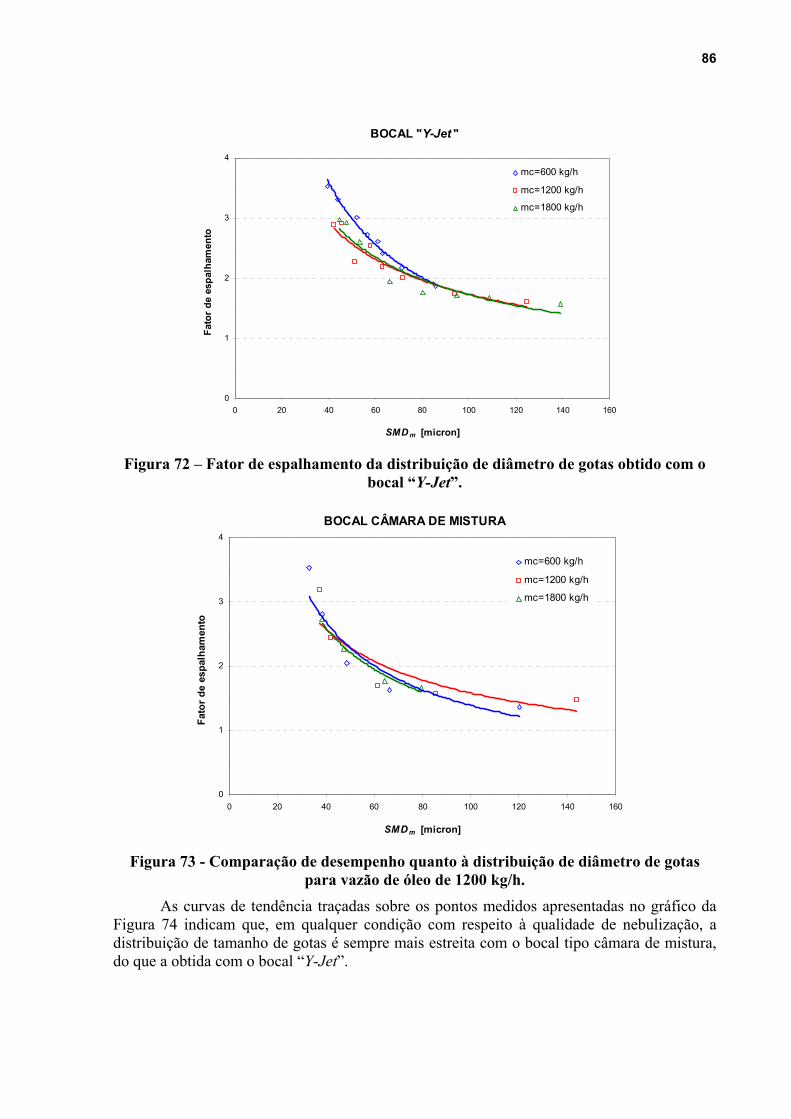
86
BOCAL "Y-Jet "
0
1
2
3
4
0 20 40 60 80 100 120 140 160
SMD m [micron]
Fato
r de
esp
alha
men
to
mc=600 kg/h
mc=1200 kg/h
mc=1800 kg/h
Figura 72 – Fator de espalhamento da distribuição de diâmetro de gotas obtido com o
bocal “Y-Jet”.
BOCAL CÂMARA DE MISTURA
0
1
2
3
4
0 20 40 60 80 100 120 140 160
SMD m [micron]
Fato
r de
espa
lham
ento
mc=600 kg/h
mc=1200 kg/h
mc=1800 kg/h
Figura 73 - Comparação de desempenho quanto à distribuição de diâmetro de gotas
para vazão de óleo de 1200 kg/h. As curvas de tendência traçadas sobre os pontos medidos apresentadas no gráfico da Figura 74 indicam que, em qualquer condição com respeito à qualidade de nebulização, a distribuição de tamanho de gotas é sempre mais estreita com o bocal tipo câmara de mistura, do que a obtida com o bocal “Y-Jet”.
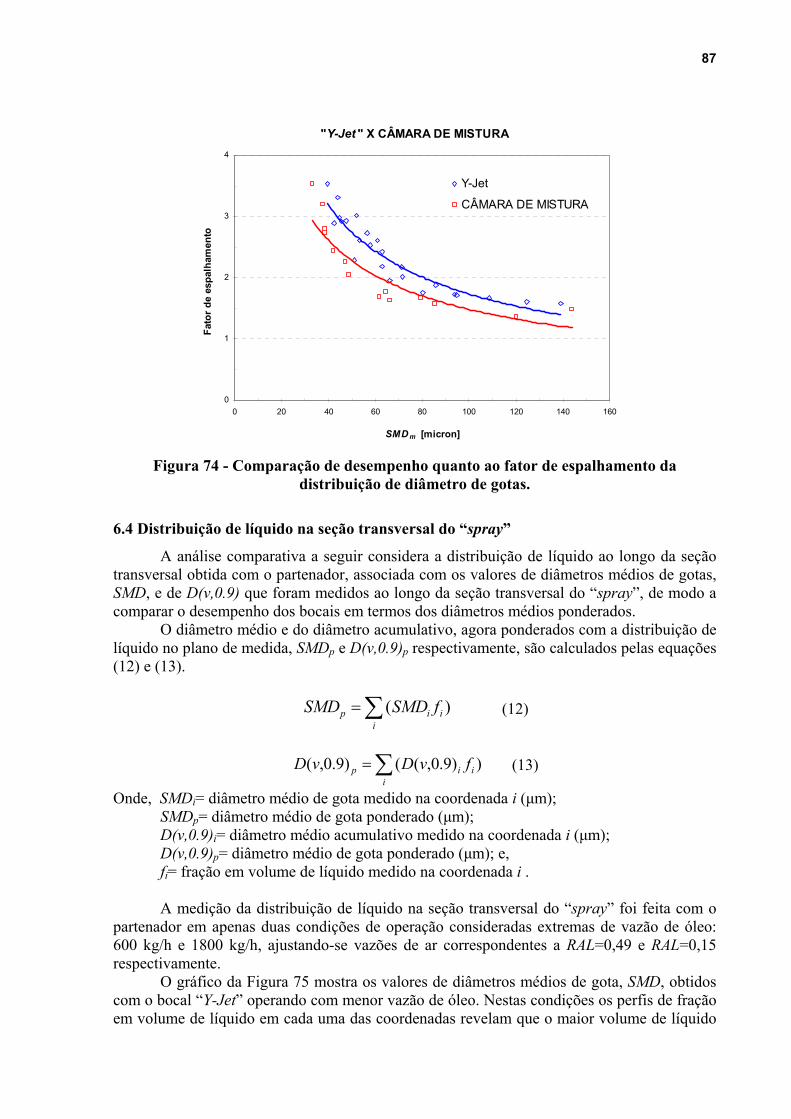
87
"Y-Jet " X CÂMARA DE MISTURA
0
1
2
3
4
0 20 40 60 80 100 120 140 160
SMD m [micron]
Fato
r de
espa
lham
ento
Y-Jet
CÂMARA DE MISTURA
Figura 74 - Comparação de desempenho quanto ao fator de espalhamento da
distribuição de diâmetro de gotas.
6.4 Distribuição de líquido na seção transversal do “spray”
A análise comparativa a seguir considera a distribuição de líquido ao longo da seção transversal obtida com o partenador, associada com os valores de diâmetros médios de gotas, SMD, e de D(v,0.9) que foram medidos ao longo da seção transversal do “spray”, de modo a comparar o desempenho dos bocais em termos dos diâmetros médios ponderados.
O diâmetro médio e do diâmetro acumulativo, agora ponderados com a distribuição de líquido no plano de medida, SMDp e D(v,0.9)p respectivamente, são calculados pelas equações (12) e (13).
∑=i
iip fSMDSMD )( (12)
∑=
iiip fvDvD ))9.0,(()9.0,( (13)
Onde, SMDi= diâmetro médio de gota medido na coordenada i (µm); SMDp= diâmetro médio de gota ponderado (µm); D(v,0.9)i= diâmetro médio acumulativo medido na coordenada i (µm); D(v,0.9)p= diâmetro médio de gota ponderado (µm); e, fi= fração em volume de líquido medido na coordenada i .
A medição da distribuição de líquido na seção transversal do “spray” foi feita com o
partenador em apenas duas condições de operação consideradas extremas de vazão de óleo: 600 kg/h e 1800 kg/h, ajustando-se vazões de ar correspondentes a RAL=0,49 e RAL=0,15 respectivamente.
O gráfico da Figura 75 mostra os valores de diâmetros médios de gota, SMD, obtidos com o bocal “Y-Jet” operando com menor vazão de óleo. Nestas condições os perfis de fração em volume de líquido em cada uma das coordenadas revelam que o maior volume de líquido
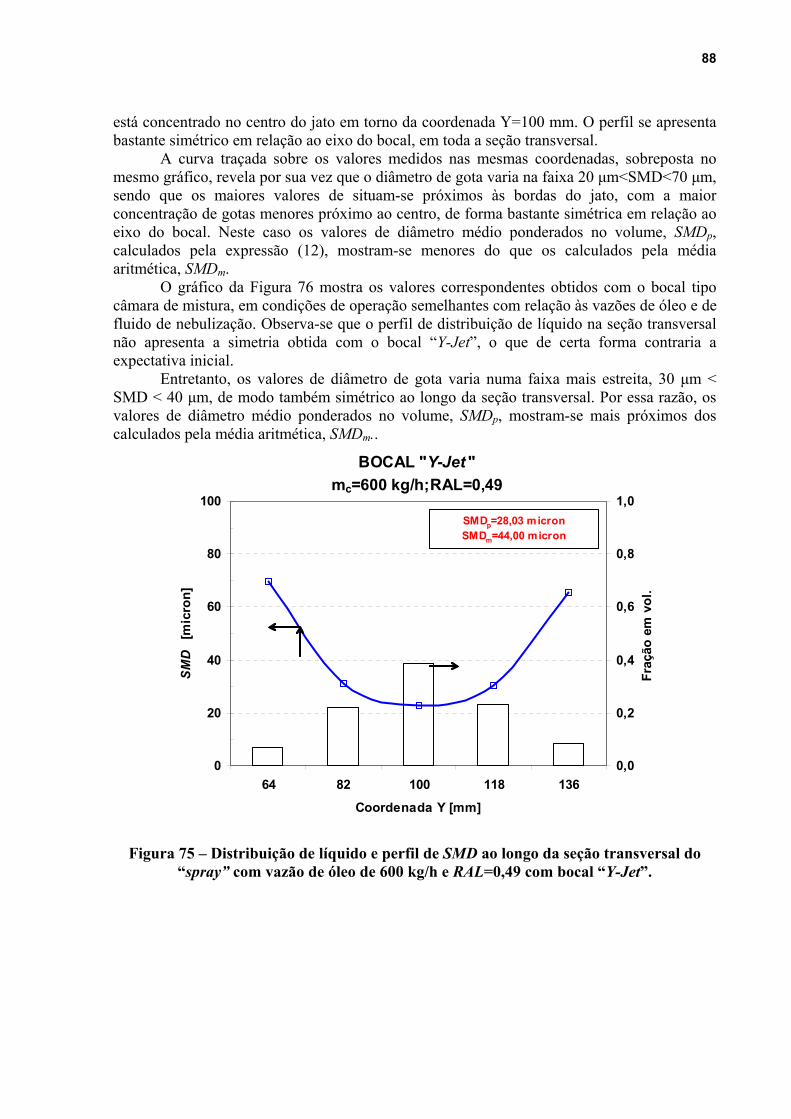
88
está concentrado no centro do jato em torno da coordenada Y=100 mm. O perfil se apresenta bastante simétrico em relação ao eixo do bocal, em toda a seção transversal.
A curva traçada sobre os valores medidos nas mesmas coordenadas, sobreposta no mesmo gráfico, revela por sua vez que o diâmetro de gota varia na faixa 20 µm<SMD<70 µm, sendo que os maiores valores de situam-se próximos às bordas do jato, com a maior concentração de gotas menores próximo ao centro, de forma bastante simétrica em relação ao eixo do bocal. Neste caso os valores de diâmetro médio ponderados no volume, SMDp, calculados pela expressão (12), mostram-se menores do que os calculados pela média aritmética, SMDm.
O gráfico da Figura 76 mostra os valores correspondentes obtidos com o bocal tipo câmara de mistura, em condições de operação semelhantes com relação às vazões de óleo e de fluido de nebulização. Observa-se que o perfil de distribuição de líquido na seção transversal não apresenta a simetria obtida com o bocal “Y-Jet”, o que de certa forma contraria a expectativa inicial.
Entretanto, os valores de diâmetro de gota varia numa faixa mais estreita, 30 µm < SMD < 40 µm, de modo também simétrico ao longo da seção transversal. Por essa razão, os valores de diâmetro médio ponderados no volume, SMDp, mostram-se mais próximos dos calculados pela média aritmética, SMDm..
BOCAL "Y-Jet "mc=600 kg/h;RAL=0,49
0
20
40
60
80
100
64 82 100 118 136
Coordenada Y [mm]
SM
D [
mic
ron]
0,0
0,2
0,4
0,6
0,8
1,0
Fraç
ão e
m v
ol.
SMDp=28,03 micronSMDm=44,00 micron
Figura 75 – Distribuição de líquido e perfil de SMD ao longo da seção transversal do
“spray” com vazão de óleo de 600 kg/h e RAL=0,49 com bocal “Y-Jet”.
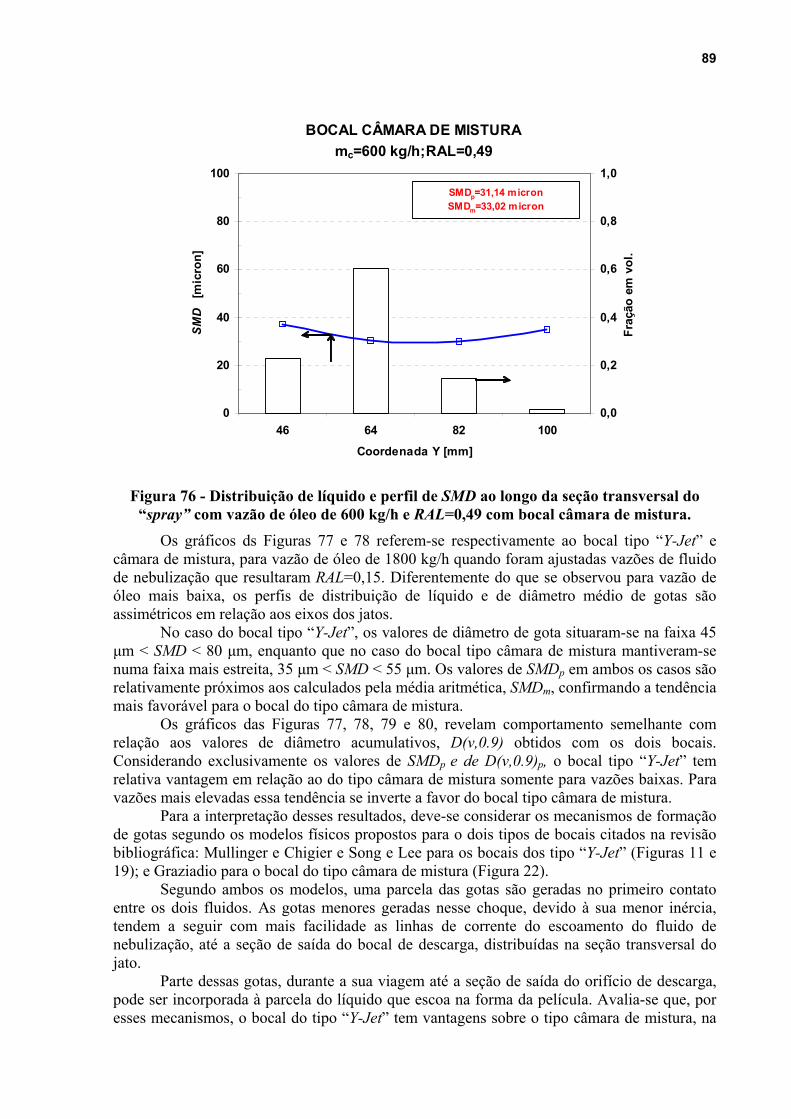
89
BOCAL CÂMARA DE MISTURAmc=600 kg/h;RAL=0,49
0
20
40
60
80
100
46 64 82 100
Coordenada Y [mm]
SM
D [
mic
ron]
0,0
0,2
0,4
0,6
0,8
1,0
Fraç
ão e
m v
ol.
SMDp=31,14 micronSMDm=33,02 micron
Figura 76 - Distribuição de líquido e perfil de SMD ao longo da seção transversal do
“spray” com vazão de óleo de 600 kg/h e RAL=0,49 com bocal câmara de mistura.
Os gráficos ds Figuras 77 e 78 referem-se respectivamente ao bocal tipo “Y-Jet” e câmara de mistura, para vazão de óleo de 1800 kg/h quando foram ajustadas vazões de fluido de nebulização que resultaram RAL=0,15. Diferentemente do que se observou para vazão de óleo mais baixa, os perfis de distribuição de líquido e de diâmetro médio de gotas são assimétricos em relação aos eixos dos jatos.
No caso do bocal tipo “Y-Jet”, os valores de diâmetro de gota situaram-se na faixa 45 µm < SMD < 80 µm, enquanto que no caso do bocal tipo câmara de mistura mantiveram-se numa faixa mais estreita, 35 µm < SMD < 55 µm. Os valores de SMDp em ambos os casos são relativamente próximos aos calculados pela média aritmética, SMDm, confirmando a tendência mais favorável para o bocal do tipo câmara de mistura.
Os gráficos das Figuras 77, 78, 79 e 80, revelam comportamento semelhante com relação aos valores de diâmetro acumulativos, D(v,0.9) obtidos com os dois bocais. Considerando exclusivamente os valores de SMDp e de D(v,0.9)p, o bocal tipo “Y-Jet” tem relativa vantagem em relação ao do tipo câmara de mistura somente para vazões baixas. Para vazões mais elevadas essa tendência se inverte a favor do bocal tipo câmara de mistura.
Para a interpretação desses resultados, deve-se considerar os mecanismos de formação de gotas segundo os modelos físicos propostos para o dois tipos de bocais citados na revisão bibliográfica: Mullinger e Chigier e Song e Lee para os bocais dos tipo “Y-Jet” (Figuras 11 e 19); e Graziadio para o bocal do tipo câmara de mistura (Figura 22).
Segundo ambos os modelos, uma parcela das gotas são geradas no primeiro contato entre os dois fluidos. As gotas menores geradas nesse choque, devido à sua menor inércia, tendem a seguir com mais facilidade as linhas de corrente do escoamento do fluido de nebulização, até a seção de saída do bocal de descarga, distribuídas na seção transversal do jato.
Parte dessas gotas, durante a sua viagem até a seção de saída do orifício de descarga, pode ser incorporada à parcela do líquido que escoa na forma da película. Avalia-se que, por esses mecanismos, o bocal do tipo “Y-Jet” tem vantagens sobre o tipo câmara de mistura, na
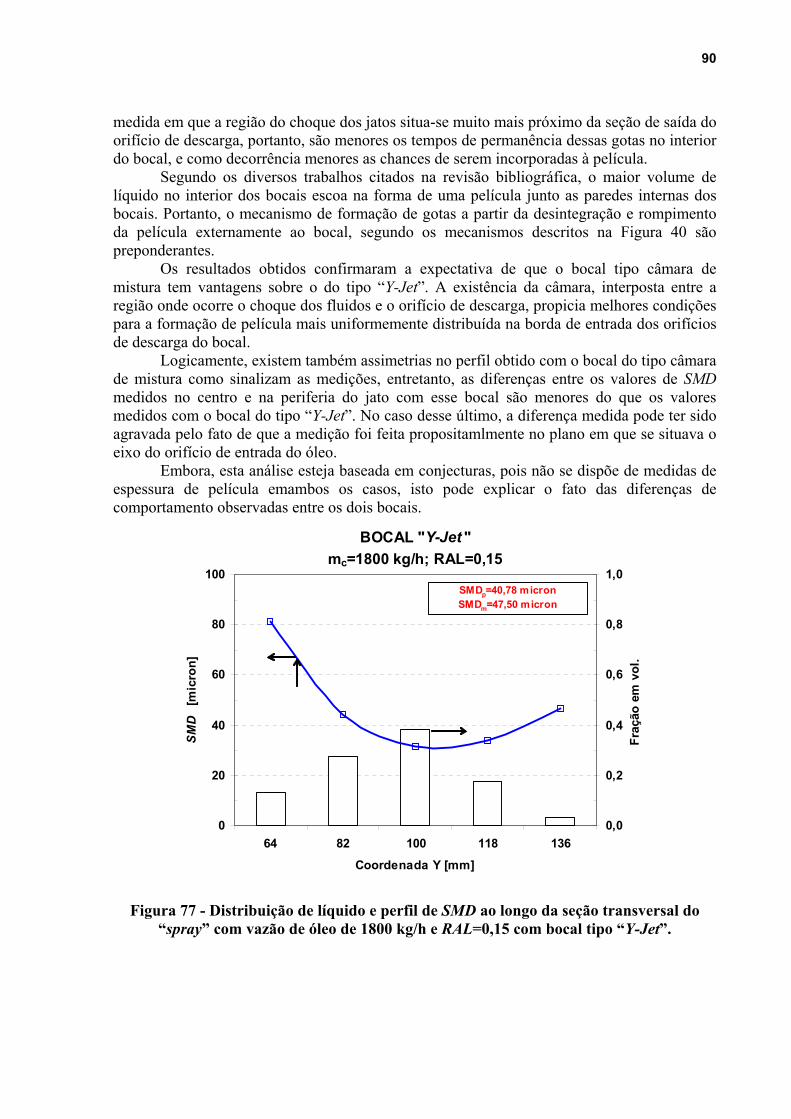
90
medida em que a região do choque dos jatos situa-se muito mais próximo da seção de saída do orifício de descarga, portanto, são menores os tempos de permanência dessas gotas no interior do bocal, e como decorrência menores as chances de serem incorporadas à película.
Segundo os diversos trabalhos citados na revisão bibliográfica, o maior volume de líquido no interior dos bocais escoa na forma de uma película junto as paredes internas dos bocais. Portanto, o mecanismo de formação de gotas a partir da desintegração e rompimento da película externamente ao bocal, segundo os mecanismos descritos na Figura 40 são preponderantes.
Os resultados obtidos confirmaram a expectativa de que o bocal tipo câmara de mistura tem vantagens sobre o do tipo “Y-Jet”. A existência da câmara, interposta entre a região onde ocorre o choque dos fluidos e o orifício de descarga, propicia melhores condições para a formação de película mais uniformemente distribuída na borda de entrada dos orifícios de descarga do bocal.
Logicamente, existem também assimetrias no perfil obtido com o bocal do tipo câmara de mistura como sinalizam as medições, entretanto, as diferenças entre os valores de SMD medidos no centro e na periferia do jato com esse bocal são menores do que os valores medidos com o bocal do tipo “Y-Jet”. No caso desse último, a diferença medida pode ter sido agravada pelo fato de que a medição foi feita propositamlmente no plano em que se situava o eixo do orifício de entrada do óleo.
Embora, esta análise esteja baseada em conjecturas, pois não se dispõe de medidas de espessura de película emambos os casos, isto pode explicar o fato das diferenças de comportamento observadas entre os dois bocais.
BOCAL "Y-Jet "mc=1800 kg/h; RAL=0,15
0
20
40
60
80
100
64 82 100 118 136
Coordenada Y [mm]
SMD
[m
icro
n]
0,0
0,2
0,4
0,6
0,8
1,0
Fraç
ão e
m v
ol.
SMDp=40,78 micronSMDm=47,50 micron
Figura 77 - Distribuição de líquido e perfil de SMD ao longo da seção transversal do
“spray” com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal tipo “Y-Jet”.
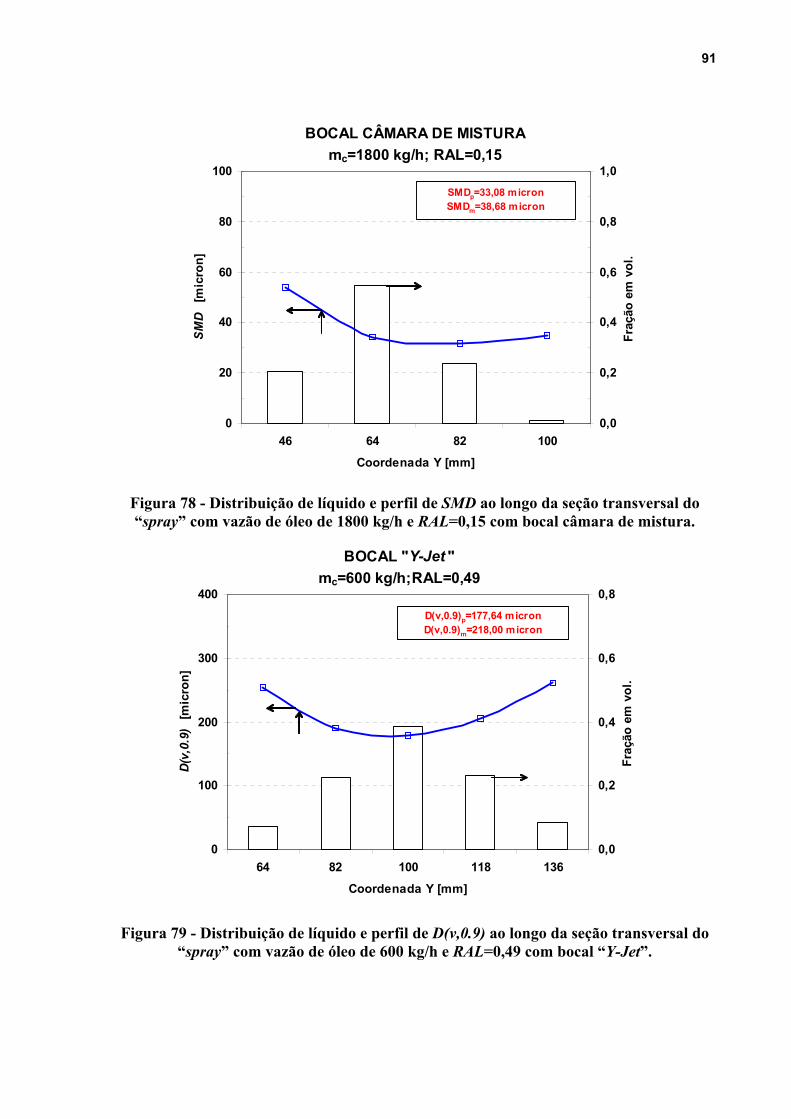
91
BOCAL CÂMARA DE MISTURAmc=1800 kg/h; RAL=0,15
0
20
40
60
80
100
46 64 82 100
Coordenada Y [mm]
SMD
[m
icro
n]
0,0
0,2
0,4
0,6
0,8
1,0
Fraç
ão e
m v
ol.
SMDp=33,08 micronSMDm=38,68 micron
Figura 78 - Distribuição de líquido e perfil de SMD ao longo da seção transversal do “spray” com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal câmara de mistura.
BOCAL "Y-Jet "mc=600 kg/h;RAL=0,49
0
100
200
300
400
64 82 100 118 136
Coordenada Y [mm]
D(v
,0.9
) [m
icro
n]
0,0
0,2
0,4
0,6
0,8
Fraç
ão e
m v
ol.
D(v,0.9)p=177,64 micronD(v,0.9)m=218,00 micron
Figura 79 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 600 kg/h e RAL=0,49 com bocal “Y-Jet”.
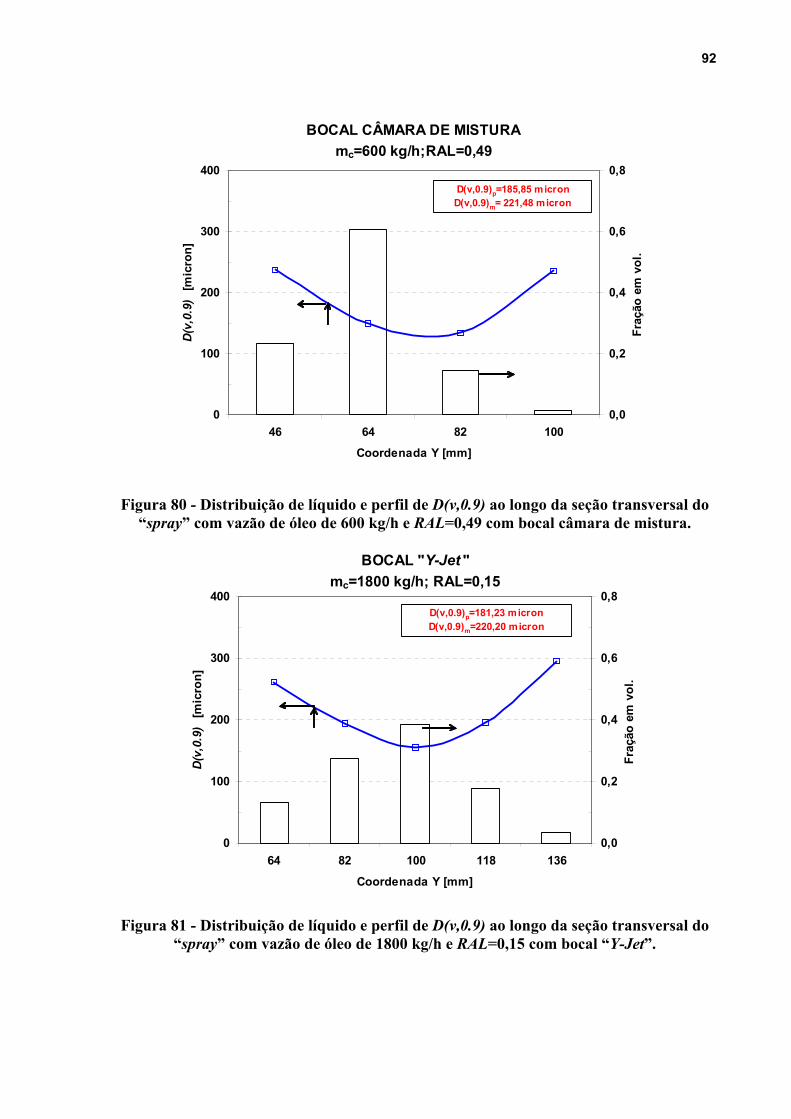
92
BOCAL CÂMARA DE MISTURAmc=600 kg/h;RAL=0,49
0
100
200
300
400
46 64 82 100
Coordenada Y [mm]
D(v
,0.9
) [m
icro
n]
0,0
0,2
0,4
0,6
0,8
Fraç
ão e
m v
ol.
D(v,0.9)p=185,85 micronD(v,0.9)m= 221,48 micron
Figura 80 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 600 kg/h e RAL=0,49 com bocal câmara de mistura.
BOCAL "Y-Jet "mc=1800 kg/h; RAL=0,15
0
100
200
300
400
64 82 100 118 136
Coordenada Y [mm]
D(v
,0.9
) [m
icro
n]
0,0
0,2
0,4
0,6
0,8
Fraç
ão e
m v
ol.
D(v,0.9)p=181,23 micronD(v,0.9)m=220,20 micron
Figura 81 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal “Y-Jet”.
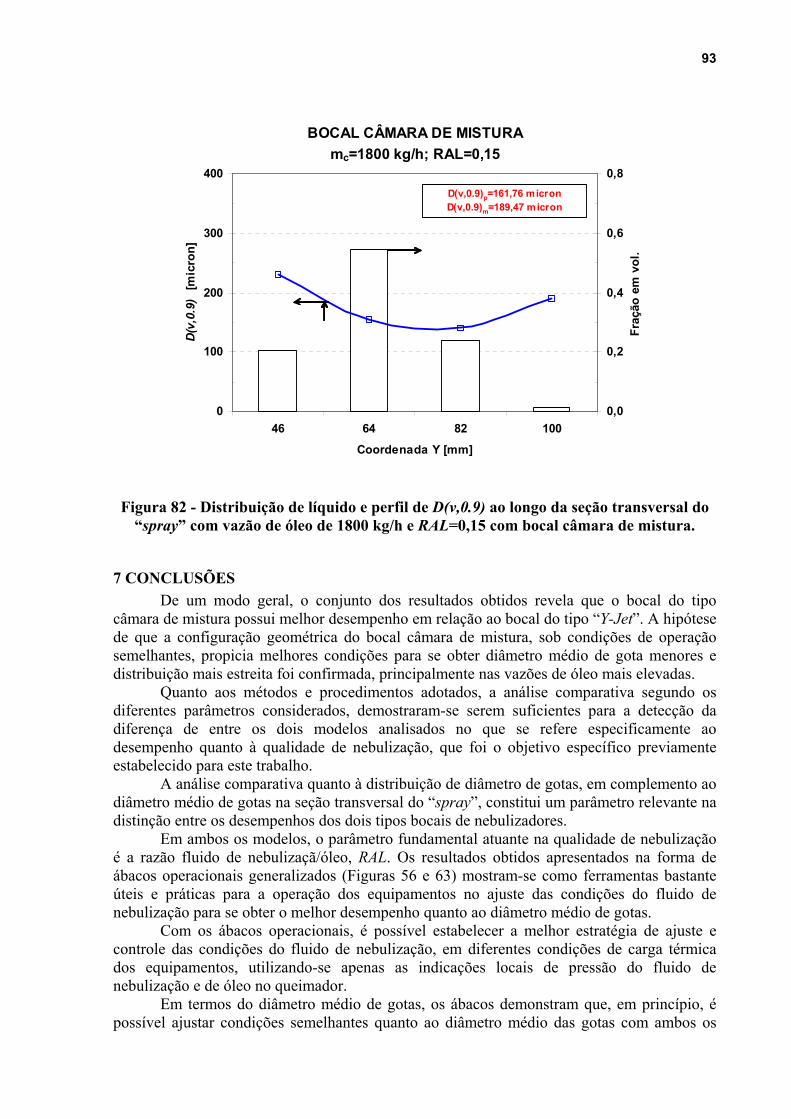
93
BOCAL CÂMARA DE MISTURAmc=1800 kg/h; RAL=0,15
0
100
200
300
400
46 64 82 100
Coordenada Y [mm]
D(v
,0.9
) [m
icro
n]
0,0
0,2
0,4
0,6
0,8
Fraç
ão e
m v
ol.
D(v,0.9)p=161,76 micronD(v,0.9)m=189,47 micron
Figura 82 - Distribuição de líquido e perfil de D(v,0.9) ao longo da seção transversal do
“spray” com vazão de óleo de 1800 kg/h e RAL=0,15 com bocal câmara de mistura.
7 CONCLUSÕES De um modo geral, o conjunto dos resultados obtidos revela que o bocal do tipo
câmara de mistura possui melhor desempenho em relação ao bocal do tipo “Y-Jet”. A hipótese de que a configuração geométrica do bocal câmara de mistura, sob condições de operação semelhantes, propicia melhores condições para se obter diâmetro médio de gota menores e distribuição mais estreita foi confirmada, principalmente nas vazões de óleo mais elevadas.
Quanto aos métodos e procedimentos adotados, a análise comparativa segundo os diferentes parâmetros considerados, demostraram-se serem suficientes para a detecção da diferença de entre os dois modelos analisados no que se refere especificamente ao desempenho quanto à qualidade de nebulização, que foi o objetivo específico previamente estabelecido para este trabalho.
A análise comparativa quanto à distribuição de diâmetro de gotas, em complemento ao diâmetro médio de gotas na seção transversal do “spray”, constitui um parâmetro relevante na distinção entre os desempenhos dos dois tipos bocais de nebulizadores.
Em ambos os modelos, o parâmetro fundamental atuante na qualidade de nebulização é a razão fluido de nebulizaçã/óleo, RAL. Os resultados obtidos apresentados na forma de ábacos operacionais generalizados (Figuras 56 e 63) mostram-se como ferramentas bastante úteis e práticas para a operação dos equipamentos no ajuste das condições do fluido de nebulização para se obter o melhor desempenho quanto ao diâmetro médio de gotas.
Com os ábacos operacionais, é possível estabelecer a melhor estratégia de ajuste e controle das condições do fluido de nebulização, em diferentes condições de carga térmica dos equipamentos, utilizando-se apenas as indicações locais de pressão do fluido de nebulização e de óleo no queimador.
Em termos do diâmetro médio de gotas, os ábacos demonstram que, em princípio, é possível ajustar condições semelhantes quanto ao diâmetro médio das gotas com ambos os
94
bocais. Entretanto, o consumo de fluido de nebulização tende a ser maior no caso do bocal “Y-Jet”.
Quanto à distribuição de diâmetro de gotas, em todos os casos testados, o bocal do tipo câmara de mistura tem vantagens sobre o do tipo “Y-Jet”, na medida em que a distribuição mostra-se mais estreita (fator de espalhamento menor), para condições de diâmetro médio de gota semelhantes.
Esta uma característica bastante relevante nos mecanismos de formação de material particulado durante o processo de combustão.De acordo com o modelo de combustão de gotas, em particular o mecanismo de formação de cenosferas, aquelas gotas de maior diâmetro têm maiores chances de não serem totalmente convertidas no processo de combustão, tornando-se, ao final do processo de combustão, partículas sólidas de maiores dimensões.
As partículas sólidas derivadas da queima de gotas grandes presentes no “spray”, cenosferas, por possuirem maior massa do que as partículas sólidas formadas via mecanismo “fuligem”, tendem a produzirem impactos mais significativos na concentração de material particulado presentes nos produtos de combustão, e que é expressa em massa por unidade de volume de gases (mg/Nm3) ou por unidade de carga térmica desenvolvida na câmara de combustão (g/106 kcal).
Considerando que as dimensões dos orifícios de descarga são semelhantes nos dois casos, a existência da câmara de mistura interposta entre a região que ocorre o choque inicial entre os dois fluidos e o orifício de descarga constitui a diferença fundamental de concepção dos bocais. Deduz-se que os resultados obtidos são devidos somente a essa diferença de concepção.
Portanto, a existência da câmara de mistura possibilita a formação da película de líquido na borda de entrada do orifício de descarga com espessura mais uniforme do que no caso do bocal tipo “Y-Jet”, onde a admissão do líquido acontece por apenas um dos lados do orifício de descarga. Esta é apenas uma conjectura sem base experimental, uma vez que não foram feitas medições de espessura de película durante os experimentos, mas que deve ser considerada como provável motivo, quando se observa o modelo físico proposto por Graziadio (2001) a partir de visualização em modelos transparentes (vide Figura 22).
Com base nos diversos caso reais relatados na pesquisa bibliográfica, o trabalho realizado parte da premissa de que a melhoria na qualidade de nebulização tem impactos positivos na redução das emissões de material particulado derivados do processo de combustão de óleos ultraviscosos.
Assim sendo, apesar de não terem sido feitos experimentos em câmara de combustão para determinação das taxas de emissão de poluentes, a expectativa é de que o bocal do tipo câmara de mistura terá melhor desempenho do que o bocal do tipo “Y-Jet”, no que diz respeito às emissões de material particulado, a exemplo do que já foi obtido em trabalhos anteriores citados na revisão bibliográfica.
Por outro lado, os mesmos trabalhos citados revelam que, em oposição ao material particulado, a melhoria da qualidade deverá proporcionar o aumento nas taxas de emissão de NOX. Nesse caso, sem prejuízo para a qualidade de nebulização, deve-se investigar a alternativa de alterar o ângulo dos orifícios, como forma de reduzir as taxas de formação de NOx.
Com respeito as aplicacões práticas dos resultados obtidos, avalia-se que a contribuição principal desse trabalho foi evidenciar de forma quantitativa as diferenças entre os dois tipos bocais no que se refere à qualidade de nebulização expressa pelo diâmetro médio e distribuição de diâmetros de gotas, até então não disponível no meio industrial.
Quanto ao trabalho de pesquisa e desenvolvimento na área, considerando que os avanços obtidos nessa área são ainda baseados em técnicas empíricas, apontar de forma inequívoca as vantagens do bocal tipo câmara de mistura frente o bocal do tipo “Y-Jet”,
95
permite direcionar os trabalhos futuros prioritariamente para o desenvolvimento e o aprimoramento do desenho do bocal do tipo câmara de mistura, abreviando o tempo dispendido no trabalhos de investigação tecnológica.
8 PROPOSTAS PARA TRABALHOS FUTUROS Embora alguns trabalhos citados na revisão bibliográfica, Nasr et al. (2002), já tivessem apontado para as vantagens do bocal câmara de mistura sobre o do tipo “Y-Jet” no que se refere às emissões de material particulado (vide gráfico da Figura 27), a previsão confiável quanto ao impacto que a melhoria do processo de nebulização pode ter sobre as emissões de poluentes, ainda não é tarefa possível de ser feita com modelos disponíveis até o momento.
Apesar de ser um fator bastante relevante no processo de combustão, como indicam vários trabalhos citados na revisão bibliográfica, a condição de melhoria da qualidade de nebulização não é suficiente para a redução das emissões. Outros fatores associados como: projeto do queimador e da câmara de combustão; características físicas e de composição química do óleo combustível; excesso de combustão, dentre outros, podem afetar sobremaneira as emissões de poluentes, independentemente do diâmetro e distribuição de dâmetro de gota do “spray” produzido.
Assim sendo, a proposta natural de continuidade desse trabalho é de realização de testes comparativos de combustão com os dois modelos, onde pudessem ser reproduzidas condições de operação semelhantes no que se refere aos demais fatores que influenciam, alterando-se apenas o tipo de bocal nebulizador. Os experimentos em câmara de combustão, simulando condições reais de operação, serviriam como confirmação e quantificação, se a diferença detectada de desempenho entre os dois bocais nesse trabalho se confirma efetivamente como redução de emissão de poluentes, em particular o de material particulado.
Não obstante a provável redução de emissões de material particulado que será obtida com o bocal tipo câmara de mistura, deverá ocorrer uma elevação nas emissões de NOx, a exemplo do que se verificou em todos os caso relatados na revisão bibliográfica. Neste caso, o trabalho seguinte será o de investigar alternativas para a redução de emissões de NOx, via alteração do desenho do bocal, na medida em que a construção de diferentes bocais é geralmente menos custosa do que alterar outros componentes dos queimadores.
Neste sentido, deve-se explorar a alternativa de alterar influência do ângulo entre os orifícios de descarga e o eixo do bocal, uma vez que a alteração nesse parâmetro pode ter impactos no regime de escoamento externo imediatamente à frente do bocal, onde o “spray” é descarregado, alterando recirculações internas e externas que lá ocorrem. As experiências relatadas demonstram que essa alternativa se constitui uma possibilidade real de resolver a concorrência normalmente existente entre os componentes poluentes: MP e CO versus NOx..
Se confirmadas as expectativas com relação ao melhor desempenho do bocal tipo câmara de mistura, deve-se investigar a influência dos seguintes parâmetros no desempenho do bocal quanto à distribuição de diâmetros de gota: viscosidade do óleo, número de orifícios de descarga, volume e configuração geométrica da câmara de mistura.
96
REFERÊNCIAS BIBLIOGRÁFICAS ANDREUSSI, P. et al. Design and characterization of twin-fluid Y-jet Atomizers. Atomization and Sprays, v. 2, p. 45 - 59, 1992. ANDREUSSI, P. et al. Measurement of liquid film thickness within a Y-jet atomizer. INTERNATIONAL CONFERENCE ON LIQUID ATOMIZATION AND SPRAYS SYSTEMS, Rouen, França, 1994. ICLASS-94: Proceedings. Rouen, 1994. p. 632 - 639. ASTM STANDARTS ON LIQUID PARTICLES AND SPRAYS: Publication Code Number (PCN): 03-529092-41, 1992. BAYVEL, L.; ORZECHOWSKI, Z. Liquid Atomization. London. Taylor & Francis, 1993. BRODKEY, R.S. The Phenomena of Fluid Motions, Addison-Wesley Publishing Company, 1967. BROSSARD, J. A.; PECK, R. E. Droplet size distribution effects in spray combustion. Spring Meeting of the Western States Section of The Combustion Institute, 1996. CANNING, P. J.; BAIMBRIDGE, P.; JONES, A.R. The advanced “F-Jet”: The development of a low NOx, high efficiency liquid fuel atomiser and it´s application to utility and industrial plant. FIFTH INTERNATIONAL CONFERENCE ON TECHNOLOGIES AND COMBUSTION FOR A CLEAN ENVIRONMENT, Lisbon, 1999. CENTRO DE GESTÃO E ESTUDOS ESTRATÉGICOS. Estado da Arte e Tendências das Tecnologias para Energia. Brasília: CGEE, 2003. CHIGIER, N. An assessment of spray technology. Atomization and Sprays, v. 3, p. 365 - 371, 1993. CHIN, J. S.; LEFEBVRE, A. H. Flow patterns in internal-mixing, twin-fluid atomizers, Atomization and Sprays, v.3, p. 463 – 475, 1993. COORDENAÇÃO DOS PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA. Instituto Albert Luiz Coimbra de Pós-Graduação e Pesquisa. Relatório de Referência – Emissões de Gases de Efeito Estufa por Queima de Combustíveis- Abordagem Botton-Up. Rio de Janeiro: COOPE, 2002. DE MICHELE, G. et al. Characterization of the spray structure of a large scale HFO atomizer. INTERNATIONAL CONFERENCE ON LIQUID ATOMIZATION AND SPRAYS SYSTEMS, Gaithersburg, MD, USA, 1991. ICLASS-91: Proceedings. Gaithersburg, 1991. p. 779 – 786. FAETH, G. M. Current status of droplet and liquid combustion. PROGRESS IN ENERGY COMBUSTION SCIENCE, vol. 3, 1977. GRAZIADIO, M. et al. Atomization of coal-water fuels by pneumatic internal mixing nozzle, Atomization and Spray Technology, v.3, p. 187 – 208, 1987.
97
GRAZIADIO, M. L’atomizzazione dei combustibili nella generazione térmica. Pisa, Pacini Editore, 2001. INSTIUTO DE PESQUISAS TECNOLÓGICAS DO ESTADO DE SÃO PAULO. Determinação da eficiência e taxas de emissão de poluentes em caldeira. São Paulo: IPT/DME, 2000 (Relatório Técnico No 45.121). LAWN, C. J. Principles of Combustion Engineering for Boilers; Academic Press, 1987 LEFEBVRE, A. H. Airblast atomization. Prog. Energy Combustion Science, v.6, p. 233 – 261, 1980. LEFEBVRE, A. H. Atomization and Sprays. New York, Hemisphere Publishing, 1989. MARIANO, J. B. Impactos Ambientais do Refino de Petróleo, Tese (Mestrado) – COPPE/UFRJ, 2001. MESSIAS, L. S. Combustão de Líquidos. Curso de Combustão Industrial. São Paulo, IPT/AET, 1995. MESSIAS, L. S.; JEN, L. C. Reduction of particulate emission from a boiler through improvement of fuel oil atomization. 4TH INTERNATIONAL CONFERENCE ON ENERGY FOR A CLEAN ENVIRONMENT, CLEANAIR, Lisboa, 2001. MINISTÉRIO DAS MINAS E ENERGIA. Balanço Energético Nacional, 2005. Brasília: MME, 2005. MULLINGER, P. J.; CHIGIER, N. A. The design and performance of internal mixing multijet twin fluid atomizers. Journal of the Institute of Fuel, v. 47, p. 251 – 261, 1974. NUKIYAMA, S.; TANASAWA, Y. Experiments on atomization of liquids in an air stream. Trans. Soc. Mech. Eng., v. 5, 1939. NASR, G. G., YULE, A.J.; BENDING, L. Industrial Sprays and Atomization, Springer-Verlag London Limited, 2002. PACÍFICO, A. L. Análise teórico-experimental do escoamento bifásico no interior de bocais nebulizadores tipo Y-jet, Tese (Doutorado em Engenharia Mecânica), EPUSP, Universidade de São Paulo, São Paulo – SP, 2000. REBOLA, A.; COSTA, M. Simultaneous reduction of NOx and particulate emissions from heavy fuel oil-fired furnaces. PROCEEDINGS OF THE COMBUSTION INSTITUTE, vol. 29, 2002. RIZK, N. K.; LEFEBVRE, A. H. Airblast atomization: studies on drop-size distribution. Journal of Energy, v. 6, n. 5, p. 323 – 327, 1982. RIZK, N. K.; LEFEBVRE, A. H. Spray characteristics of plain-jet airblast atomizers. Journal of Engineering for gas Turbine and Power, v. 106, p. 634 – 638, 1984.
98
RIZKALLA, A. A.; LEFEBVRE, A. H. Influence of liquid properties on airblast atomizer spray characteristics. Journal of Engineering for Power, v. 97, n. 2, p. 173 – 179, 1975. SIRIGNANO, W. A., Fluid Dynamics and Transport of Droplets and Sprays. Cambridge University Press, 1999. SCHETTINI, H. F. D. Análise Experimental de Nebulizadores tipo “Y-Jet”. Tese (Mestrado em Engenharia Mecânica), EPUSP, Universidade de São Paulo, São Paulo – SP, 2005. SONG, S. H.; LEE, S. Y. An examination of spraying performance of Y-jet twin-fluid atomizers: effect of mixing port length. INTERNATIONAL CONFERENCE ON LIQUID ATOMIZATION AND SPRAYS SYSTEMS, ICLASS-94: Proceedings. Rouen, França, 1994. p. 616 – 623. SONG, S. H.; LEE, S. Y. Study of atomization mechanism of gas/liquid mixtures flowing through Y-jet atomizers. Atomization and Sprays, v. 6, p. 193 – 209, 1996. SPALDING, D. B. The combustion of liquid fuels. Edward Reinholds Publishers, London, 1963. VAN DYKE, M. An Album of Fluid Motion, The Parabolic Press, 1982. WILLIAMS, F.A. Combustion Theory - Fundamental theory of chemical reacting flow systems; Massachusetts, Adison Wesley, 1965 WILLIAMS, A. Combustion of Liquid Fuel Sprays ; Butterworths, 1990. WIGG, L.D. Drop-size Prediction for Twin-fluid Atomizers; Journal of Institute of Fuel, nov. 1964.

99
ANEXO 1 – TABELAS DE RESULTADOS
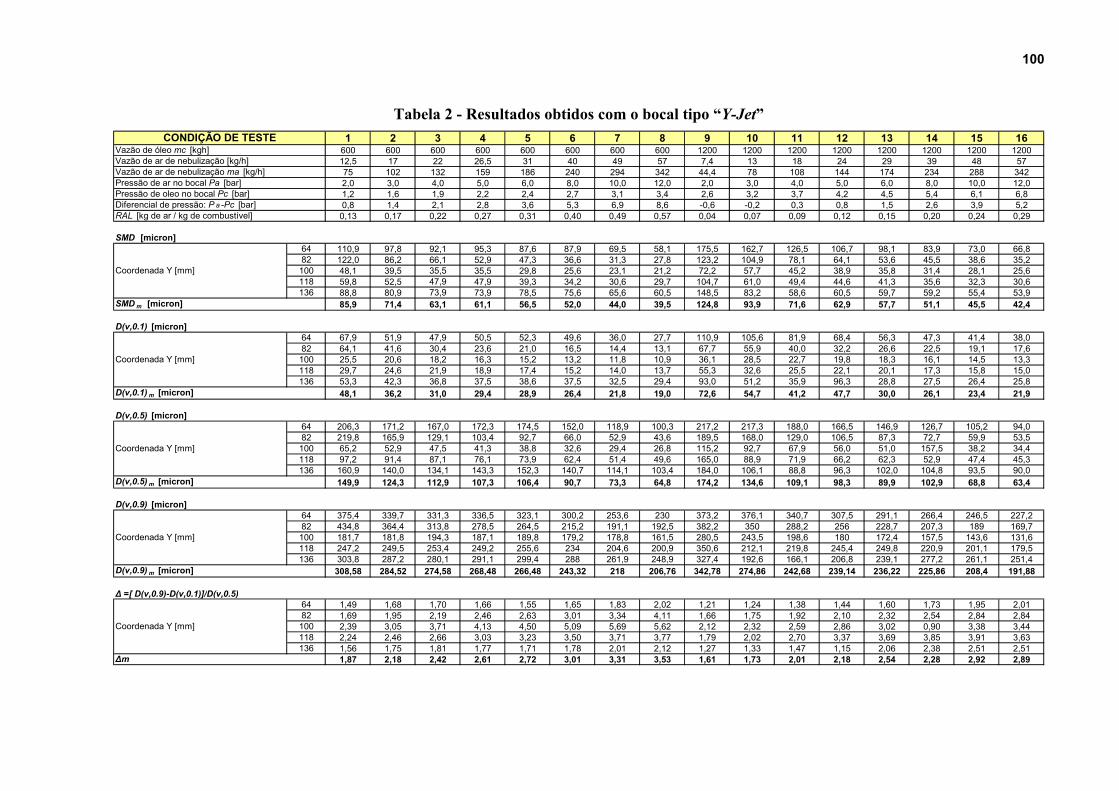
100
Tabela 2 - Resultados obtidos com o bocal tipo “Y-Jet” 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
600 600 600 600 600 600 600 600 1200 1200 1200 1200 1200 1200 1200 120012,5 17 22 26,5 31 40 49 57 7,4 13 18 24 29 39 48 5775 102 132 159 186 240 294 342 44,4 78 108 144 174 234 288 3422,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,01,2 1,6 1,9 2,2 2,4 2,7 3,1 3,4 2,6 3,2 3,7 4,2 4,5 5,4 6,1 6,80,8 1,4 2,1 2,8 3,6 5,3 6,9 8,6 -0,6 -0,2 0,3 0,8 1,5 2,6 3,9 5,2
0,13 0,17 0,22 0,27 0,31 0,40 0,49 0,57 0,04 0,07 0,09 0,12 0,15 0,20 0,24 0,29
64 110,9 97,8 92,1 95,3 87,6 87,9 69,5 58,1 175,5 162,7 126,5 106,7 98,1 83,9 73,0 66,882 122,0 86,2 66,1 52,9 47,3 36,6 31,3 27,8 123,2 104,9 78,1 64,1 53,6 45,5 38,6 35,2
100 48,1 39,5 35,5 35,5 29,8 25,6 23,1 21,2 72,2 57,7 45,2 38,9 35,8 31,4 28,1 25,6118 59,8 52,5 47,9 47,9 39,3 34,2 30,6 29,7 104,7 61,0 49,4 44,6 41,3 35,6 32,3 30,6136 88,8 80,9 73,9 73,9 78,5 75,6 65,6 60,5 148,5 83,2 58,6 60,5 59,7 59,2 55,4 53,9
85,9 71,4 63,1 61,1 56,5 52,0 44,0 39,5 124,8 93,9 71,6 62,9 57,7 51,1 45,5 42,4
64 67,9 51,9 47,9 50,5 52,3 49,6 36,0 27,7 110,9 105,6 81,9 68,4 56,3 47,3 41,4 38,082 64,1 41,6 30,4 23,6 21,0 16,5 14,4 13,1 67,7 55,9 40,0 32,2 26,6 22,5 19,1 17,6
100 25,5 20,6 18,2 16,3 15,2 13,2 11,8 10,9 36,1 28,5 22,7 19,8 18,3 16,1 14,5 13,3118 29,7 24,6 21,9 18,9 17,4 15,2 14,0 13,7 55,3 32,6 25,5 22,1 20,1 17,3 15,8 15,0136 53,3 42,3 36,8 37,5 38,6 37,5 32,5 29,4 93,0 51,2 35,9 96,3 28,8 27,5 26,4 25,8
48,1 36,2 31,0 29,4 28,9 26,4 21,8 19,0 72,6 54,7 41,2 47,7 30,0 26,1 23,4 21,9
64 206,3 171,2 167,0 172,3 174,5 152,0 118,9 100,3 217,2 217,3 188,0 166,5 146,9 126,7 105,2 94,082 219,8 165,9 129,1 103,4 92,7 66,0 52,9 43,6 189,5 168,0 129,0 106,5 87,3 72,7 59,9 53,5
100 65,2 52,9 47,5 41,3 38,8 32,6 29,4 26,8 115,2 92,7 67,9 56,0 51,0 157,5 38,2 34,4118 97,2 91,4 87,1 76,1 73,9 62,4 51,4 49,6 165,0 88,9 71,9 66,2 62,3 52,9 47,4 45,3136 160,9 140,0 134,1 143,3 152,3 140,7 114,1 103,4 184,0 106,1 88,8 96,3 102,0 104,8 93,5 90,0
149,9 124,3 112,9 107,3 106,4 90,7 73,3 64,8 174,2 134,6 109,1 98,3 89,9 102,9 68,8 63,4
64 375,4 339,7 331,3 336,5 323,1 300,2 253,6 230 373,2 376,1 340,7 307,5 291,1 266,4 246,5 227,282 434,8 364,4 313,8 278,5 264,5 215,2 191,1 192,5 382,2 350 288,2 256 228,7 207,3 189 169,7
100 181,7 181,8 194,3 187,1 189,8 179,2 178,8 161,5 280,5 243,5 198,6 180 172,4 157,5 143,6 131,6118 247,2 249,5 253,4 249,2 255,6 234 204,6 200,9 350,6 212,1 219,8 245,4 249,8 220,9 201,1 179,5136 303,8 287,2 280,1 291,1 299,4 288 261,9 248,9 327,4 192,6 166,1 206,8 239,1 277,2 261,1 251,4
308,58 284,52 274,58 268,48 266,48 243,32 218 206,76 342,78 274,86 242,68 239,14 236,22 225,86 208,4 191,88
∆ =[ D(v,0.9)-D(v,0.1)]/D(v,0.5)64 1,49 1,68 1,70 1,66 1,55 1,65 1,83 2,02 1,21 1,24 1,38 1,44 1,60 1,73 1,95 2,0182 1,69 1,95 2,19 2,46 2,63 3,01 3,34 4,11 1,66 1,75 1,92 2,10 2,32 2,54 2,84 2,84
100 2,39 3,05 3,71 4,13 4,50 5,09 5,69 5,62 2,12 2,32 2,59 2,86 3,02 0,90 3,38 3,44118 2,24 2,46 2,66 3,03 3,23 3,50 3,71 3,77 1,79 2,02 2,70 3,37 3,69 3,85 3,91 3,63136 1,56 1,75 1,81 1,77 1,71 1,78 2,01 2,12 1,27 1,33 1,47 1,15 2,06 2,38 2,51 2,51
1,87 2,18 2,42 2,61 2,72 3,01 3,31 3,53 1,61 1,73 2,01 2,18 2,54 2,28 2,92 2,89
SMD [micron]
D(v,0.1) [micron]
D(v,0.5) [micron]
D(v,0.9) [micron]
∆m
CONDIÇÃO DE TESTE
SMD m [micron]
D(v,0.1) m [micron]
D(v,0.5) m [micron]
Coordenada Y [mm]
Vazão de óleo mc [kgh]Vazão de ar de nebulização [kg/h]Vazão de ar de nebulização ma [kg/h]Pressão de ar no bocal Pa [bar]Pressão de oleo no bocal Pc [bar]Diferencial de pressão: P a -Pc [bar]RAL [kg de ar / kg de combustível]
D(v,0.9) m [micron]
Coordenada Y [mm]
Coordenada Y [mm]
Coordenada Y [mm]
Coordenada Y [mm]
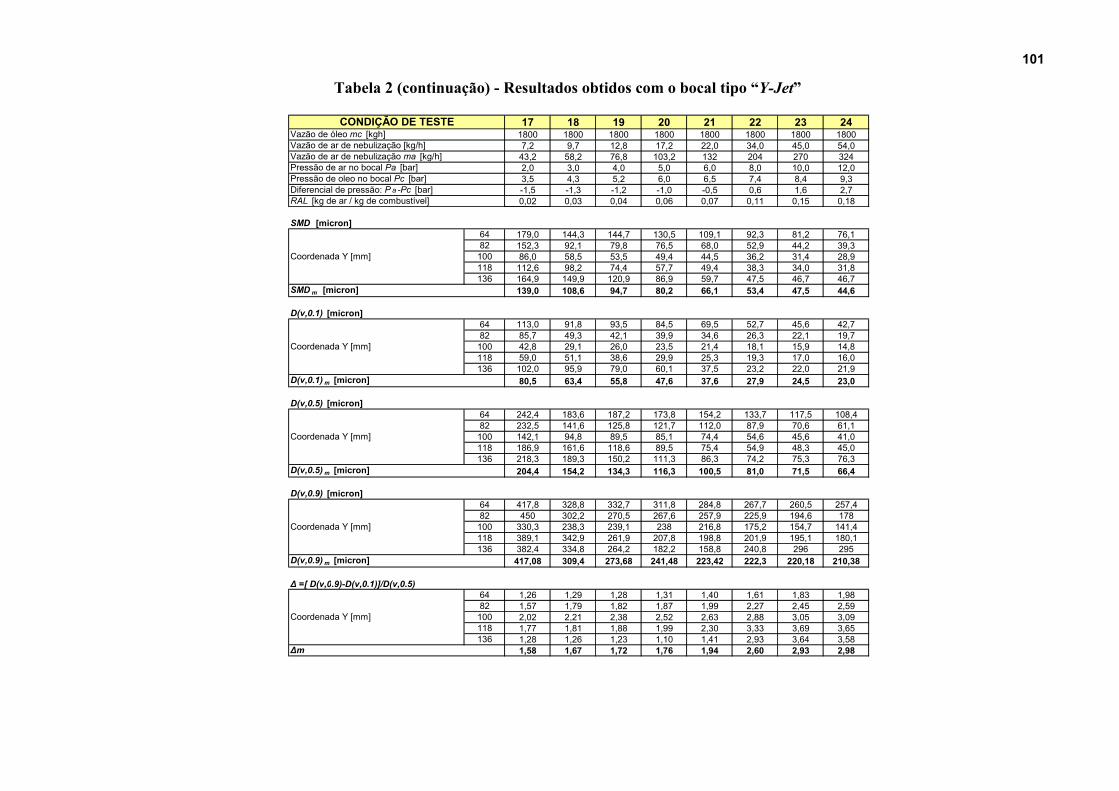
101
Tabela 2 (continuação) - Resultados obtidos com o bocal tipo “Y-Jet”
17 18 19 20 21 22 23 241800 1800 1800 1800 1800 1800 1800 18007,2 9,7 12,8 17,2 22,0 34,0 45,0 54,043,2 58,2 76,8 103,2 132 204 270 3242,0 3,0 4,0 5,0 6,0 8,0 10,0 12,03,5 4,3 5,2 6,0 6,5 7,4 8,4 9,3-1,5 -1,3 -1,2 -1,0 -0,5 0,6 1,6 2,70,02 0,03 0,04 0,06 0,07 0,11 0,15 0,18
64 179,0 144,3 144,7 130,5 109,1 92,3 81,2 76,182 152,3 92,1 79,8 76,5 68,0 52,9 44,2 39,3100 86,0 58,5 53,5 49,4 44,5 36,2 31,4 28,9118 112,6 98,2 74,4 57,7 49,4 38,3 34,0 31,8136 164,9 149,9 120,9 86,9 59,7 47,5 46,7 46,7
139,0 108,6 94,7 80,2 66,1 53,4 47,5 44,6
64 113,0 91,8 93,5 84,5 69,5 52,7 45,6 42,782 85,7 49,3 42,1 39,9 34,6 26,3 22,1 19,7100 42,8 29,1 26,0 23,5 21,4 18,1 15,9 14,8118 59,0 51,1 38,6 29,9 25,3 19,3 17,0 16,0136 102,0 95,9 79,0 60,1 37,5 23,2 22,0 21,9
80,5 63,4 55,8 47,6 37,6 27,9 24,5 23,0
64 242,4 183,6 187,2 173,8 154,2 133,7 117,5 108,482 232,5 141,6 125,8 121,7 112,0 87,9 70,6 61,1100 142,1 94,8 89,5 85,1 74,4 54,6 45,6 41,0118 186,9 161,6 118,6 89,5 75,4 54,9 48,3 45,0136 218,3 189,3 150,2 111,3 86,3 74,2 75,3 76,3
204,4 154,2 134,3 116,3 100,5 81,0 71,5 66,4
64 417,8 328,8 332,7 311,8 284,8 267,7 260,5 257,482 450 302,2 270,5 267,6 257,9 225,9 194,6 178100 330,3 238,3 239,1 238 216,8 175,2 154,7 141,4118 389,1 342,9 261,9 207,8 198,8 201,9 195,1 180,1136 382,4 334,8 264,2 182,2 158,8 240,8 296 295
417,08 309,4 273,68 241,48 223,42 222,3 220,18 210,38
∆ =[ D(v,0.9)-D(v,0.1)]/D(v,0.5)64 1,26 1,29 1,28 1,31 1,40 1,61 1,83 1,9882 1,57 1,79 1,82 1,87 1,99 2,27 2,45 2,59100 2,02 2,21 2,38 2,52 2,63 2,88 3,05 3,09118 1,77 1,81 1,88 1,99 2,30 3,33 3,69 3,65136 1,28 1,26 1,23 1,10 1,41 2,93 3,64 3,58
1,58 1,67 1,72 1,76 1,94 2,60 2,93 2,98
SMD [micron]
D(v,0.1) [micron]
D(v,0.5) [micron]
D(v,0.9) [micron]
∆m
Pressão de ar no bocal Pa [bar]Pressão de oleo no bocal Pc [bar]Diferencial de pressão: P a -Pc [bar]RAL [kg de ar / kg de combustível]
CONDIÇÃO DE TESTEVazão de óleo mc [kgh]Vazão de ar de nebulização [kg/h]Vazão de ar de nebulização ma [kg/h]
Coordenada Y [mm]
Coordenada Y [mm]
Coordenada Y [mm]
Coordenada Y [mm]
Coordenada Y [mm]
SMD m [micron]
D(v,0.1) m [micron]
D(v,0.5) m [micron]
D(v,0.9) m [micron]
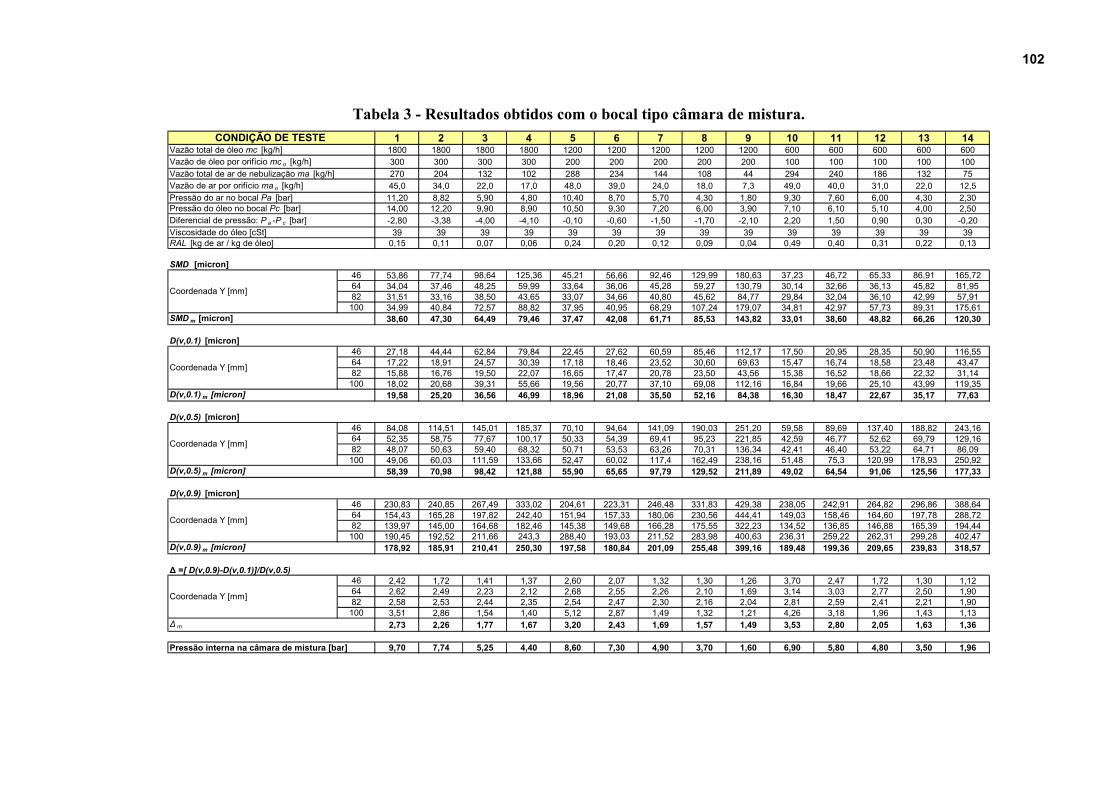
102
Tabela 3 - Resultados obtidos com o bocal tipo câmara de mistura. 1 2 3 4 5 6 7 8 9 10 11 12 13 14
1800 1800 1800 1800 1200 1200 1200 1200 1200 600 600 600 600 600300 300 300 300 200 200 200 200 200 100 100 100 100 100270 204 132 102 288 234 144 108 44 294 240 186 132 7545,0 34,0 22,0 17,0 48,0 39,0 24,0 18,0 7,3 49,0 40,0 31,0 22,0 12,511,20 8,82 5,90 4,80 10,40 8,70 5,70 4,30 1,80 9,30 7,60 6,00 4,30 2,3014,00 12,20 9,90 8,90 10,50 9,30 7,20 6,00 3,90 7,10 6,10 5,10 4,00 2,50-2,80 -3,38 -4,00 -4,10 -0,10 -0,60 -1,50 -1,70 -2,10 2,20 1,50 0,90 0,30 -0,20
39 39 39 39 39 39 39 39 39 39 39 39 39 390,15 0,11 0,07 0,06 0,24 0,20 0,12 0,09 0,04 0,49 0,40 0,31 0,22 0,13
46 53,86 77,74 98,64 125,36 45,21 56,66 92,46 129,99 180,63 37,23 46,72 65,33 86,91 165,7264 34,04 37,46 48,25 59,99 33,64 36,06 45,28 59,27 130,79 30,14 32,66 36,13 45,82 81,9582 31,51 33,16 38,50 43,65 33,07 34,66 40,80 45,62 84,77 29,84 32,04 36,10 42,99 57,91100 34,99 40,84 72,57 88,82 37,95 40,95 68,29 107,24 179,07 34,81 42,97 57,73 89,31 175,61
38,60 47,30 64,49 79,46 37,47 42,08 61,71 85,53 143,82 33,01 38,60 48,82 66,26 120,30
46 27,18 44,44 62,84 79,84 22,45 27,62 60,59 85,46 112,17 17,50 20,95 28,35 50,90 116,5564 17,22 18,91 24,57 30,39 17,18 18,46 23,52 30,60 69,63 15,47 16,74 18,58 23,48 43,4782 15,88 16,76 19,50 22,07 16,65 17,47 20,78 23,50 43,56 15,38 16,52 18,66 22,32 31,14100 18,02 20,68 39,31 55,66 19,56 20,77 37,10 69,08 112,16 16,84 19,66 25,10 43,99 119,35
19,58 25,20 36,56 46,99 18,96 21,08 35,50 52,16 84,38 16,30 18,47 22,67 35,17 77,63
46 84,08 114,51 145,01 185,37 70,10 94,64 141,09 190,03 251,20 59,58 89,69 137,40 188,82 243,1664 52,35 58,75 77,67 100,17 50,33 54,39 69,41 95,23 221,85 42,59 46,77 52,62 69,79 129,1682 48,07 50,63 59,40 68,32 50,71 53,53 63,26 70,31 136,34 42,41 46,40 53,22 64,71 86,09100 49,06 60,03 111,59 133,66 52,47 60,02 117,4 162,49 238,16 51,48 75,3 120,99 178,93 250,92
58,39 70,98 98,42 121,88 55,90 65,65 97,79 129,52 211,89 49,02 64,54 91,06 125,56 177,33
46 230,83 240,85 267,49 333,02 204,61 223,31 246,48 331,83 429,38 238,05 242,91 264,82 296,86 388,6464 154,43 165,28 197,82 242,40 151,94 157,33 180,06 230,56 444,41 149,03 158,46 164,60 197,78 288,7282 139,97 145,00 164,68 182,46 145,38 149,68 166,28 175,55 322,23 134,52 136,85 146,88 165,39 194,44100 190,45 192,52 211,66 243,3 288,40 193,03 211,52 283,98 400,63 236,31 259,22 262,31 299,28 402,47
178,92 185,91 210,41 250,30 197,58 180,84 201,09 255,48 399,16 189,48 199,36 209,65 239,83 318,57
∆ =[ D(v,0.9)-D(v,0.1)]/D(v,0.5)46 2,42 1,72 1,41 1,37 2,60 2,07 1,32 1,30 1,26 3,70 2,47 1,72 1,30 1,1264 2,62 2,49 2,23 2,12 2,68 2,55 2,26 2,10 1,69 3,14 3,03 2,77 2,50 1,9082 2,58 2,53 2,44 2,35 2,54 2,47 2,30 2,16 2,04 2,81 2,59 2,41 2,21 1,90100 3,51 2,86 1,54 1,40 5,12 2,87 1,49 1,32 1,21 4,26 3,18 1,96 1,43 1,13
2,73 2,26 1,77 1,67 3,20 2,43 1,69 1,57 1,49 3,53 2,80 2,05 1,63 1,36
Pressão interna na câmara de mistura [bar] 9,70 7,74 5,25 4,40 8,60 7,30 4,90 3,70 1,60 6,90 5,80 4,80 3,50 1,96
SMD [micron]
D(v,0.1) [micron]
∆ m
D(v,0.5) [micron]
D(v,0.9) [micron]
Coordenada Y [mm]
SMD m [micron]
D(v,0.1) m [micron]
D(v,0.5) m [micron]
D(v,0.9) m [micron]
Coordenada Y [mm]
CONDIÇÃO DE TESTE Vazão total de óleo mc [kg/h]Vazão de óleo por orifício mc o [kg/h]Vazão total de ar de nebulização ma [kg/h]Vazão de ar por orifício ma o [kg/h]Pressão do ar no bocal Pa [bar]Pressão do óleo no bocal Pc [bar]Diferencial de pressão: P a -P c [bar]Viscosidade do óleo [cSt]
Coordenada Y [mm]
Coordenada Y [mm]
Coordenada Y [mm]
RAL [kg de ar / kg de óleo]

103
ANEXO 2 – DESENHOS DOS PROTÓTIPOS
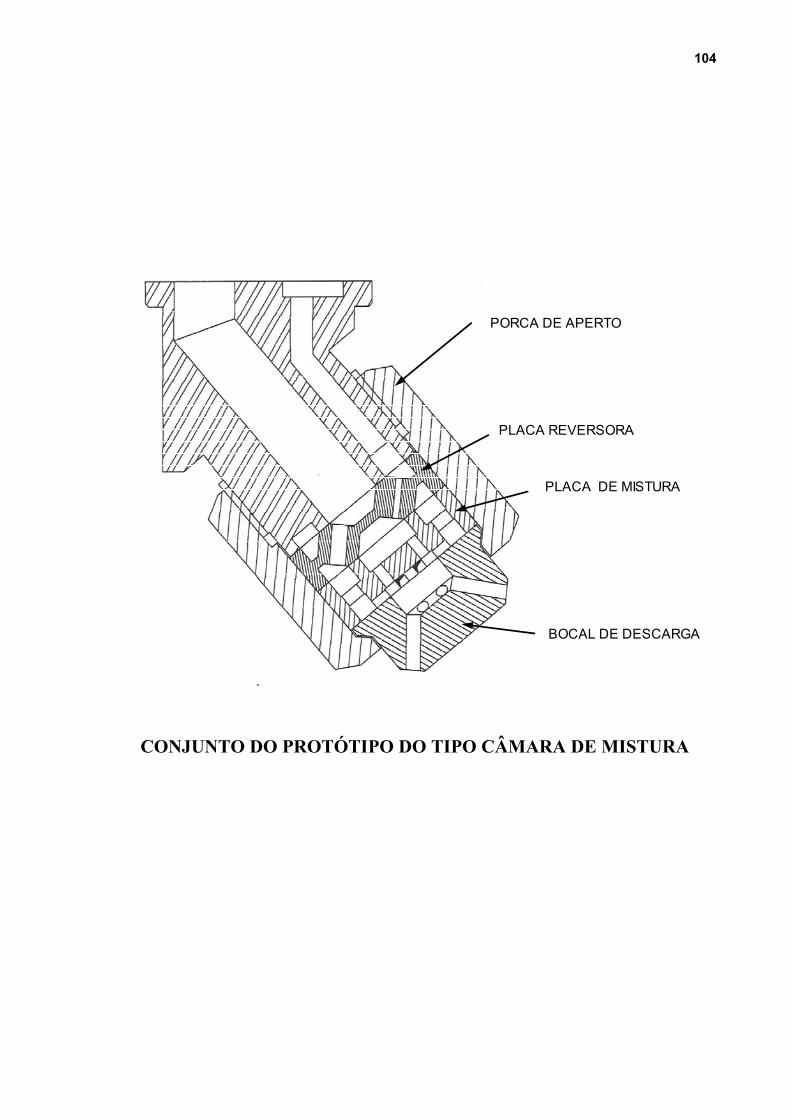
104
PORCA DE APERTO
PLACA REVERSORA
PLACA DE MISTURA
BOCAL DE DESCARGA
CONJUNTO DO PROTÓTIPO DO TIPO CÂMARA DE MISTURA
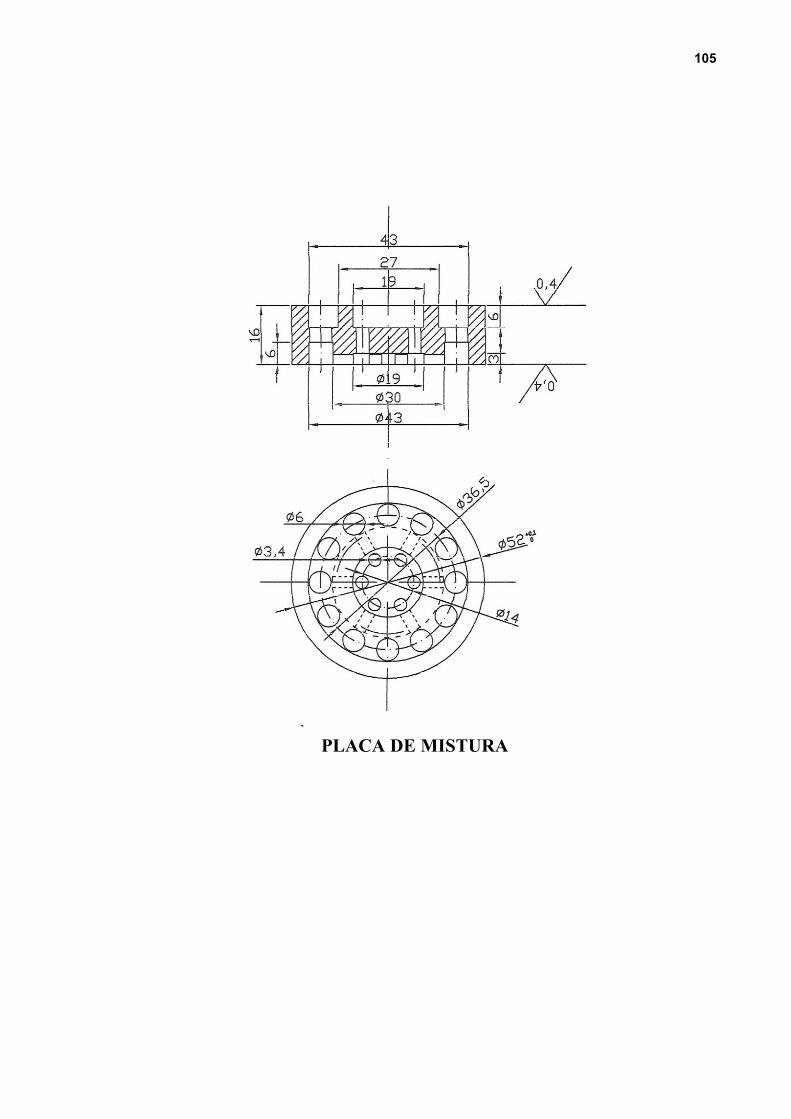
105
PLACA DE MISTURA
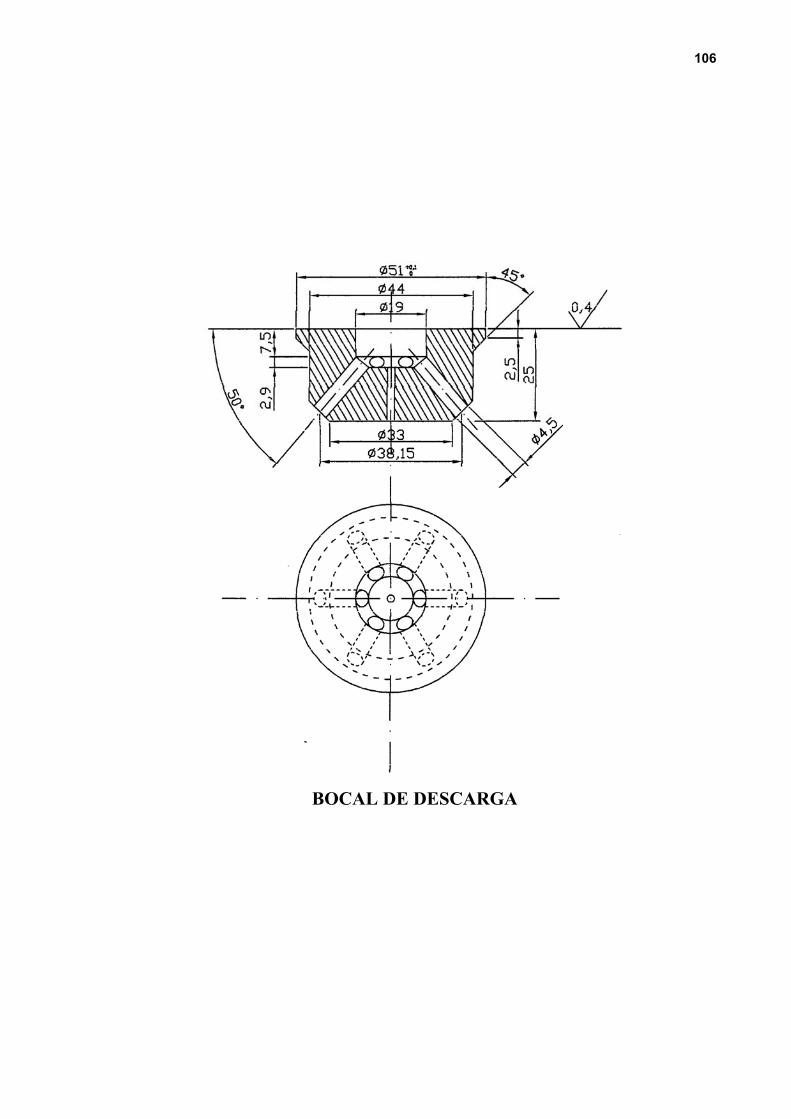
106
BOCAL DE DESCARGA
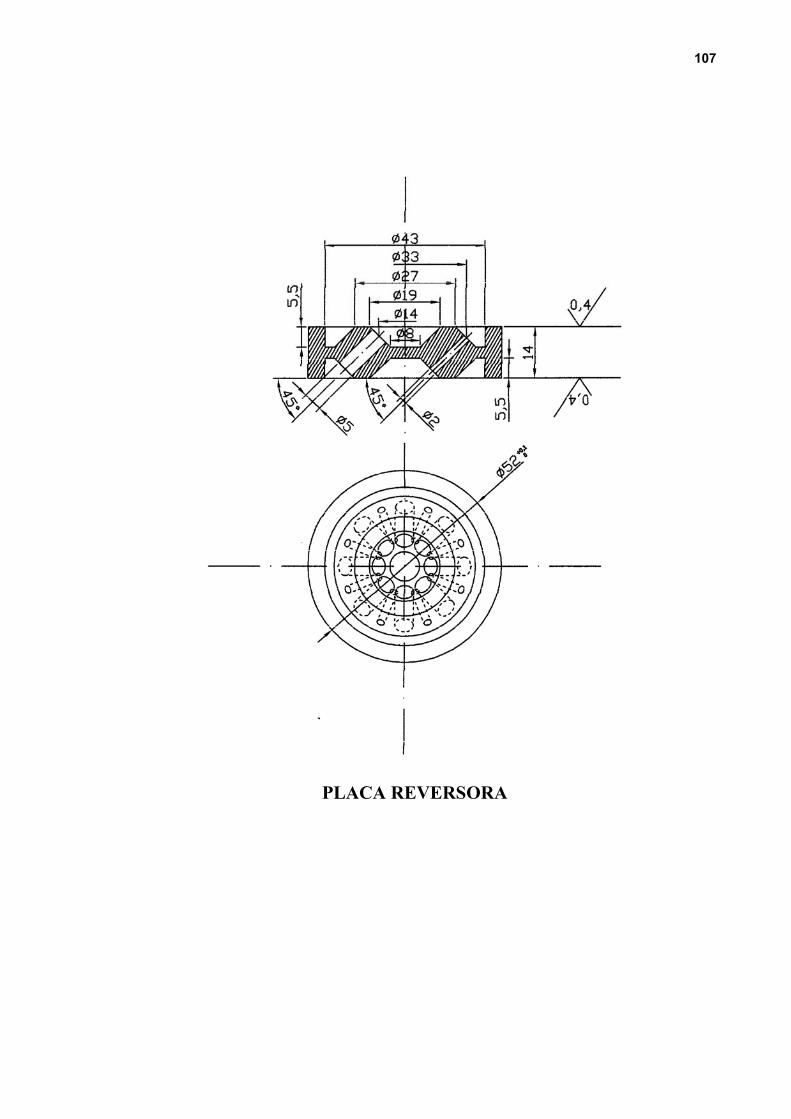
107
PLACA REVERSORA
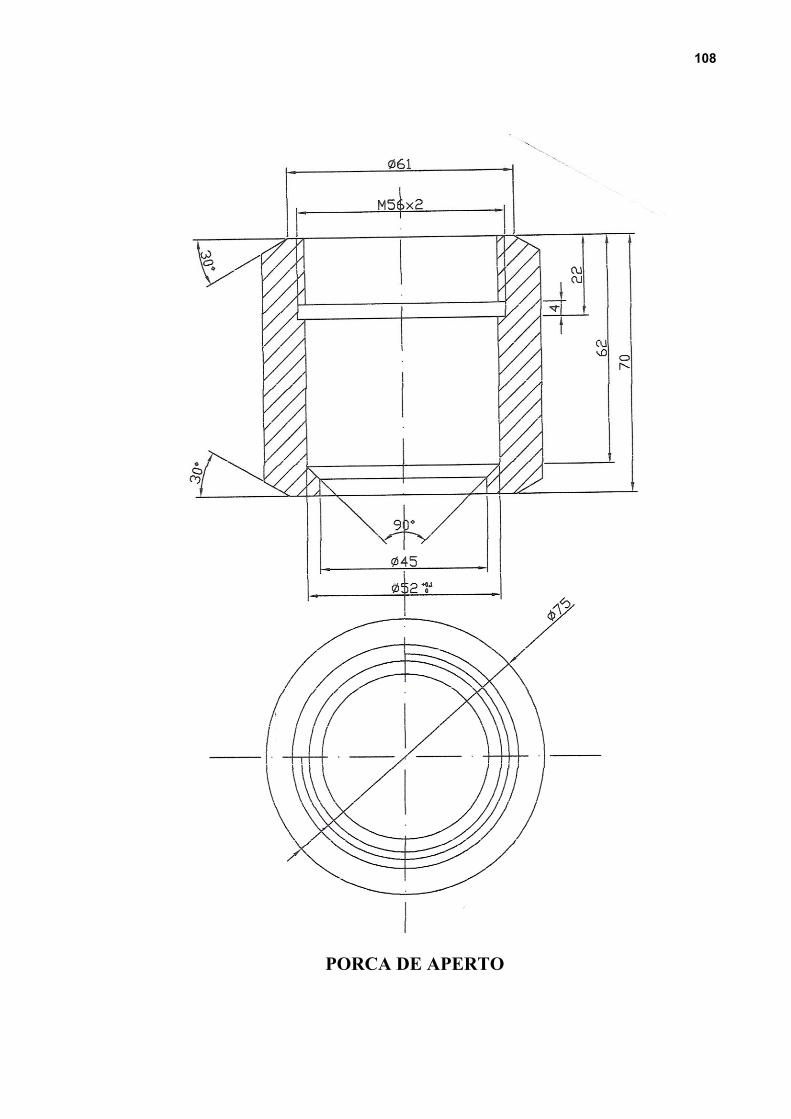
108
PORCA DE APERTO
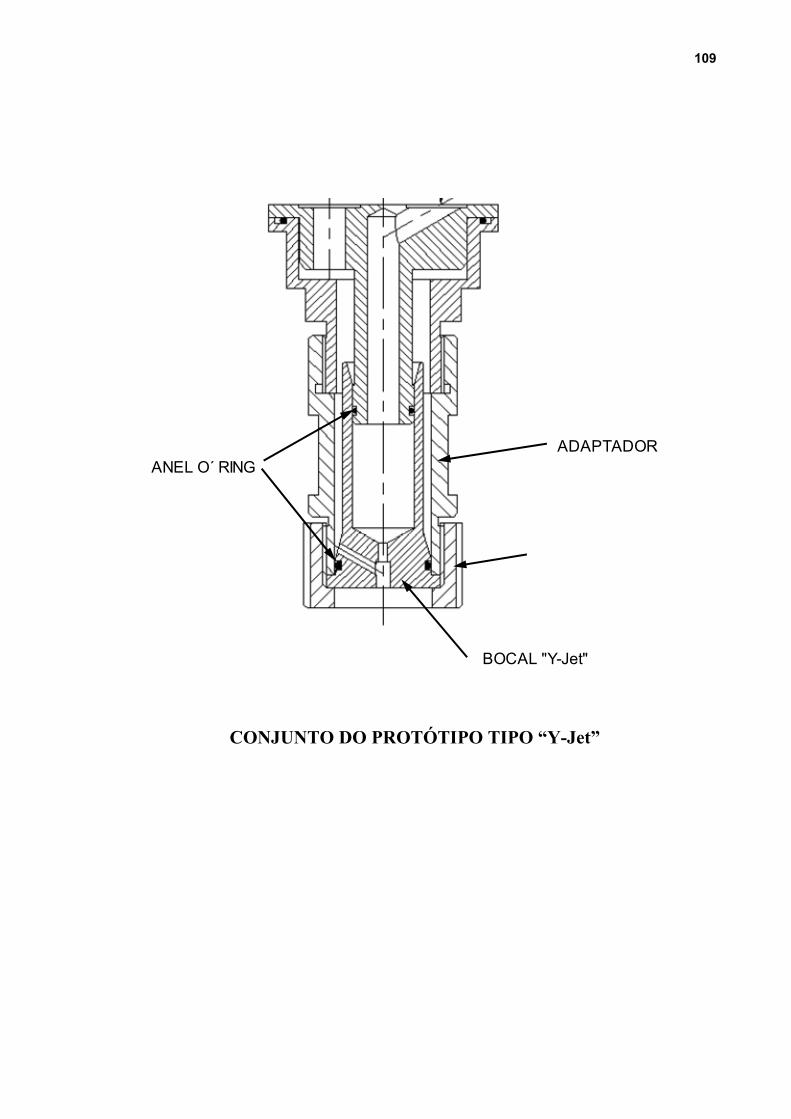
109
BOCAL "Y-Jet"
ADAPTADORANEL O´ RING
CONJUNTO DO PROTÓTIPO TIPO “Y-Jet”
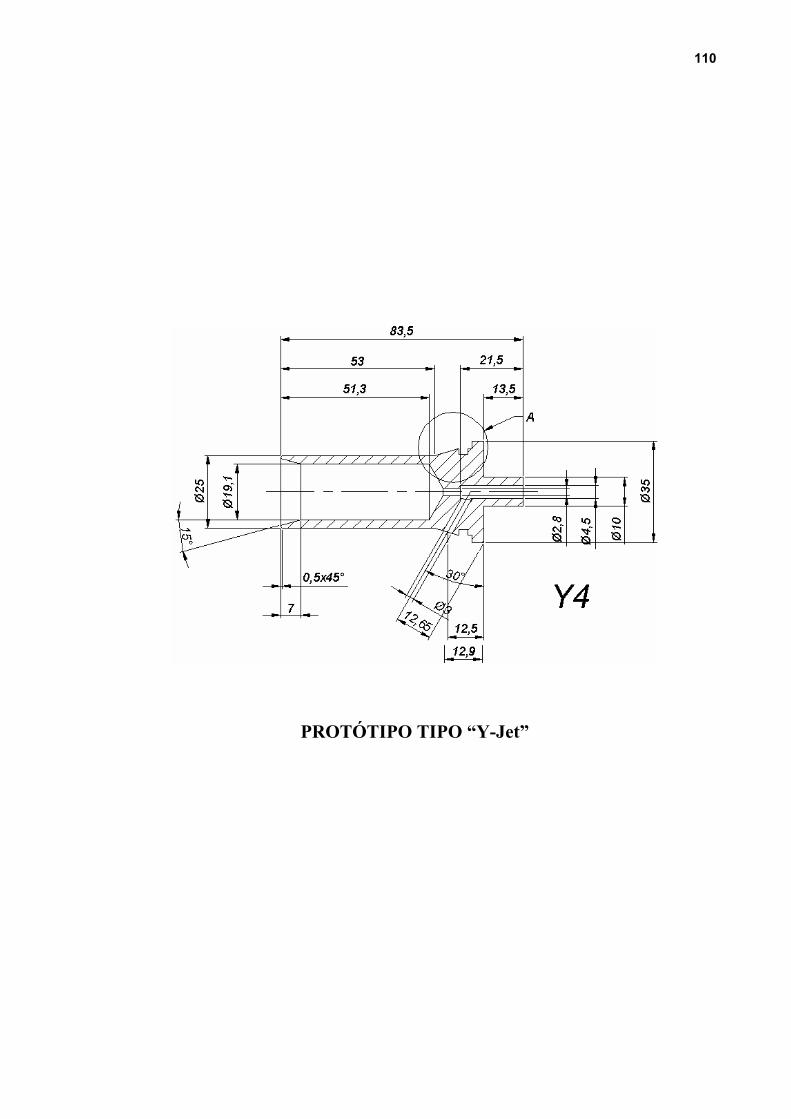
110
PROTÓTIPO TIPO “Y-Jet”






















![Expert Review of Clinical Immunology Volume 8 Issue 4 2012 [Doi 10.1586%2Feci.12.19] Zerbini, Cristiano AF; Lomonte, Andrea Barranjard Vannucci -- Tofacitinib for the Treatment of](https://img.pdfslide.us/doc/110x75/577cc06f1a28aba711901647/expert-review-of-clinical-immunology-volume-8-issue-4-2012-doi-1015862feci1219.jpg)