Embed Size (px)
DESCRIPTION
Technical paper as published in proceedings of the 2015 International Fluid Flow Measurement Syposium organised by CEESI
Citation preview

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
Laboratory Testing of Chordal Path Ultrasonic Gas Meters
With New Noise Reduction Tee Designs
Philip A Lawrence Lead Engineer (Measurement) Enable™Midstream Partners, PO Box 24300 (L/s 642)
Oklahoma City OK.73124. Abstract The use of chordal path ultrasonic meters is becoming more prevalent as the technology is maturing. Using these types of electronic measuring devices requires some thought regarding the installation conditions and factors that may affect the meters in-field performance. This paper discusses the recent testing performed using high pressure Natural Gas at the CEESI Iowa Natural Gas Test Facility on a chordal path transit time Ultrasonic Flow Meter. Enable™ Midstream Partners flow calibrate every ultrasonic meter used for fiscal purposes at the CEESI facility. The motive for this particular testing included the install of various Noise Reduction T’s, a Noise Generator, and Isolating Flow Conditioner to help develop a data driven decision to reduce the overall meter skid footprint and as such costs for our future Natural Gas Custody Installations. Various Noise Reduction ‘T’ designs were installed and compared with each other from a flow disturbance viewpoint. An isolating Flow Conditioner was installed and removed during testing to determine the difference in velocity profile seen at the meter when different straight coupling lengths are used. A secondary flow conditioner of a different design was installed downstream of the flow run to collect differential pressure (dP) data over the flow ranges tested together with the dP across the main flow run isolating conditioner. A Computational Fluid Dynamics (CFD) data set was produced to show an approximation of the fluid flow paths through each of the Tee designs. The use of a dP, temperature, and static pressure measurement at the flow conditioner has been used for many years at Enable™ Midstream Partners to act as back up should a catastrophic meter failure occur by the calculating of the fluid flow rate across the conditioner by using a Bernoulli equation. Confirmation of this back up method was developed from data obtained during the test runs. 1. Introduction
Enable™ Midstream MLP recently designed and built a customer pipeline inter-connect at Line 29 facility located near to the Enable™ Midstream Bradley Plant, this is a pipeline transmission outlet to a location at Lindsey Oklahoma. A 10-inch 4 chordal path Ultrasonic Meter was selected for the application the meter (MUT - Meter-Under-Test) was proven/tested at the CEESI Iowa Natural Gas test facility.

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
The USM testing method was performed in various stages the first test being a baseline 8 point 3 repeat run test. This was based on standardized flow rates as determined by flow velocity in feet per second generally as per Enable ™ Midstream Partners USM standard testing protocols. The line 29 USM meter run was also fitted with an isolating flow-conditioning plate supplied for the project together with all project interconnecting piping and an Enable™ Midstream Project old style/design noise reduction Tee assemblies.
The MUT is set so that diagnostic information could be derived during the testing to indicate the impact to path velocities by noise from a noise generator. Flow perturbation at the MUT throat was produced by placing an obstruction or series of manually changed blockages in front of the conditioning plate to observe the impact against the MUT base line uncertainty.
Differential pressure data was collected to compare a differential pressure (dP) taken across the conditioning plate for flow rates in line with the MUT test rates. Enable™ also used a 200% area cone shaped strainer already at CEESI to try to simulate high frequency noise in front of the MUT, this is to be done after the project initial baseline testing. The conical strainer shown in figure 1.0 is a unit previously shown to generate significant noise during two previous Enable/CEESI project tests. We deduced that this same conical strainer device should be able to simulate a noise condition conducive to testing our new design of USM noise reduction Tee’s
Fig.1. Conical Strainer 200% Area and 3/16 hole sizes (used as a USM noise generator)
2. Motive for the Research
The motive for the testing and research was to confirm the noise reduction capability across newly designed “T” section end-treatments relating to various pipe separation dimensions. The two designs being reviewed here have 1D and 5D of separation between the entry Tee’ and exit elbows designed and manufacture per Enable™ Midstream requirements.

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
This type of research information and data was required to complete the Enable™ Midstream Partners USM Standardization development relating to up and downstream valve noise and ultrasound beam interference at the throat of an ultrasonic meter.
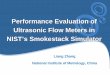
This testing comprised of passing three or four flow rates (depending on the test time availability dictated by the laboratory) through both T’s based on the designs shown in figures 2.and 3.below.
Fig2. MUT with Isolating Conditioner Plate
5D Separation (T’s) & Conical Noise Generator
Fig3. MUT with Isolating Conditioner Plate
1D Separation (T’s) & Conical Noise Generator.
3. Deliverables
CEESI -Iowa will record the high flow rate differential pressures dP’s across the flow conditioner at the designated tap locations in a clean (unblocked) condition to allow the measurement engineer (ME) to derive a method of flow meter redundancy based on the dP, static pressure and temperature using a modified Bernoulli algorithm.
CEESI -Iowa will then run four velocities (as in tables 12,13,&14) over three defined consecutive blockage factors using Duct Tape or similar product to effectively reduce the area of the flow conditioner and record the disturbed effect on the MUT diagnostics as well as record dP’s. P, T. across the flow conditioner to allow the ME to analyze the data.
5D Separation
As perEnable™
Flow
MUT
1DSeparation
Conical Noise Generator
Conical Noise Generator
Flow

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
4. Test Matrix - MUT Baseline Performance Test
The meter was baseline tested installed as per the typical drawing schematic next, Fig 4. This design is a common CEESI-Iowa baseline test configuration, it offers both straight run inlet configuration and the ability to use in-plane elbow flow entry/exit as per the field installation needs. The Lab also uses a pipeline identifier to make sure there are no errors in the test set up as seen in Fig5.
Fig4. Typical Baseline Installation for USM Testing Purposes.
Fig5. CEESI-IOWA Typical Pipe Connection Matrix
100 80 60 40 20 10 5.0 2.0 Nat Gas ft/s
Table1. Mandated Natural Gas Flow Velocities at the MUT Throat Area (repeats in red)

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
5. Pre-Test and Baseline Checking
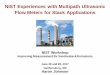
The calibration (meter factor)used was multiplied by the volumetric flow-rate per velocity to obtain the corrected value and the data parameters plotted to show the accuracy curves both corrected and as found (out of the box data).The results shall meet or exceed the AGA-USM meter standard recommendations for large meter accuracy as a minimum requirement. The meter under test (MUT) performed very well and exceeded the requirements needed,see Figure 6 below.
Fig6. Pre Final Test MUT Baseline Results
The dP. was to monitored at all the flow rates tested using stack a dP system to allow a high precision of monitoring to be performed so that a realistic alarm number could be used to indicate if trash was impacting the flow conditioner. It was expected to be able to draw a curve based on velocity to dP showing the normal repeatable characteristics of an unblocked strainer and inputs of this data into the SCADA as a set of parameters.
Any change in the curve shape (expected dP data points) would mean some trash is apparent as dP changes can be an indicator of area ratio change at the flow conditioner and a blockage would give a variation in the predicted dP as per Fig7. A pre-test was also performed to get an idea of range-ability relating to the dP test and also check to make sure that all was in order with the MUT configuration.
Fig7. Typical Flow Conditioner Trash Impact Testing (Duct Tape Used)

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
6. Test Velocities for the Flow Disturbance Test – (blocked flow conditioner plate)
The meter was flow tested over some points as per table 2.0 with a perturbed fluid flow velocity traveling through an isolating flow conditioner plate with a blockage in front of the unit. The flow rates determined in f/s through the meter section at the throat of the meter were as follows. Rates as shown in Red relate to the flow velocities to be achieved at MUT throat area in line with Table 1. Corresponding to blocked conditioner dP’s
100 80 60 40 20 10 5.0 2.0 Nat Gas f/s xx xx xx xx N/a N/a N/a N/a Nat Gas dP
Table 2. Baseline Natural Gas Flow Velocities in Red (blocked plate conditioner test)
Velocity to be achieved at the MUT flow conditioner throat area Table 12.0 - 30% blockage
100 80 60 40 Nat Gas f/s
xx xx xx xx Nat Gas dP
Table 3. Natural Gas Flow Velocities Expected (Conditioner dP Test)
Velocity to be achieved at the MUT throat area Table 13.0 - 50%% blockage
100 80 60 40 Nat Gas f/s xx xx xx xx Nat Gas dP
Table 4. - Natural Gas Flow Velocities Expected (Conditioner dP Test)
Velocity to be achieved at UMUT throat area Table 14.0 - 75% blockage.
100 80 60 40 Nat Gas f/s
xx xx xx xx Nat Gas dP
Table 5. - Natural Gas Flow Velocities Expected (Conditioner dP Test)
7. Noise Reduction T’ Manufacturing Issues
The noise reduction spool that was provided was manufactured incorrectly with 0’d spacing on 9/10/2014 (Elbow to Horizontal Pipe) by our sub supplier due to a rush in the project. This was used for this test, a future test will be performed using a spool as drawn in the figures above with a 1 D space to prove that the said 1 D coupling as originally designed also has no issues.
The 5 D noise reduction Tee’ was built as designed. The flow conditioner manufacturer was generous in providing some computational fluid dynamic data regarding the ENABLE™ Midstream Partners Tee’ designs used in conjunction with the piping set up, gas composition and process details and the 0D Tee’. A further paper will be written regarding the CFD data and confidential dP detail which is currently proprietary to Enable™Midstream Partners.

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
8. Actual Data Sets and Flow Curves
The USM testing was performed according to the test matrices mentioned above and the following data and curves were derived from the test results in the next figures shown.
Figure 8.Baseline Test Curves from Data Sets Below
Tables. #6 #7 #8 Data MUT
- Table-7.Baseline
Table-6.(Full) Table-8. (As Left)
The results out of the box were very good and the meter showed a 0.3- 0.4% shift between the as found and as left project baselines (post calibrated and corrected) data points and the other data points (test baseline) fell well within the uncertainty on the CEESI Gas Rig.
Baseline Test

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
Figure 9.Straight Pipe & Strainer - 0D”Tee” (no conditioner) &0D “Tee” (with Conditioner)
Curve Data Tables Below.(#9 #10 #11)
Table9. Table10. Table11.
9. 0D Noise Reduction “ New-Tee” Performance
As described the MUT was tested with a straight run and strainer upstream with the flow conditioner to determine if any effect was seen by the hole dispersion /spacing in the strainer on the velocity profile. The strainer was also used try to produce noise in front of the meter to effectively develop a reference point as to SNR degradation in the meter chord paths. This proved difficult even though the same strainer produced very strong USM noise distortion effects on a previous project with the same meter type the difference was only pressure and a slight composition change, as per Fig 10.
Fig10. Distortion at the MUT Caused by Strainer Noise
+/‐ 0.1%

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
10. Strainer Noise Generator The noise generated at the strainer was around 104 decibels (dB) within the Audible Range the noise signal degradation effect on the meter without a Tee was not high and around 6dB -8dB at 80 f/s this was not what was expected however the pressure was in excess of 1000 PSIG. This was different than the last test (April 2014) which was at 800-850 PSIG and seems to correlate with other data we had from previous testing that higher pressures gave lower SNR disturbance as generated from this type of strainer.
Figure11. 15 - 20 % Turbulence / Instability from Strainer (Previous Test) 850 PSIG (108dB)
ENABLE™ Midstream Partners had previously used the 200% area strainer as a meter line protection device to stop trash entering the meter run however it was decided that the SNR impact was too high on certain installations so a decision was made not to use the device. The SNR change between the both the 5D Tee and 0D Tee was negligible since we could not generate a large effect with both Tee’s installed separately they both removed any SNR issues at the same level.
Figure12.Above & Tables #13, #14 Flow Accuracy Performance Difference 0D and 5D Tee’s

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
11. Performance Difference 0D and 5D Tee’s (no conditioner) From reviewing the data shown in Figure 12 at the 3 test points regions (highlighted in red circles) there is no apparent difference between using a 5D Tee and a 0 D Tee from a measurement uncertainty standpoint. Both units developed the same error within a +/-0.05% band which is well within the CEESI rig uncertainty. The noise reduction capability seemed to be similar since any high frequency noise is deemed to be trapped in the domed ends as per a basic noise reduction Tee design. The straight run ( 5 or 1) (decoupling run) has no noise reduction property. The Flow conditioner was blocked to see the effect on dP across it, as mentioned in the introduction a separate paper is being written on this blocked flow conditioner aspect the dP data is propriety for the moment. 12. Complete Test Data
The full test data including all data sets is shown in graphical form in Figure 13 below next
Figure 13 Test data for all Test Types Including Data Points (Tables Below)

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
13. Final Test Data for the Project as Delivered to the Clients Site The meter skid was delivered with 2x 5D noise reduction “Tee’s” in place and flow conditioner plate as per the contractual obligation the meter was re-tested as delivered and the data is shown below in Fig 14.
Fig14. As Delivered Final Project Calibration Data 14. Photographs of Some Key Test Components Used at the CEESI-IOWA Test Site
Noise Meter Conical Strainer
5D Tee Assembly on Test Rig OD Tee Assembly on Test Rig
Data Calibration Flow Rate Flow Rate Flow Rate Flow Rate Velocity Velocity Velocity Velocity of As Found As Left
Point Factor ft3/hr ft
3/hr m
3/hr m
3/hr m/sec ft/sec m/sec ft/sec error Predicted
Prover Meter Prover Meter Vm Vm % %
1 0.9966 179169.0 179775 5073.50 5090.66 30.419 99.801 30.522 100.14 0.34 0.0002 0.9966 142698.0 143181 4040.76 4054.42 24.227 79.486 24.309 79.75 0.34 0.0003 0.9967 108791.0 109148 3080.62 3090.73 18.471 60.599 18.531 60.80 0.33 0.0004 0.9965 73004.9 73260 2067.27 2074.49 12.395 40.665 12.438 40.81 0.35 0.0005 0.9959 37029.2 37181 1048.55 1052.84 6.287 20.626 6.313 20.71 0.41 0.000
6 0.9960 18575.3 18649 525.99 528.09 3.154 10.347 3.166 10.39 0.40 0.0007 0.9961 9439.9 9476 267.31 268.34 1.603 5.258 1.609 5.28 0.39 0.0008 0.9962 4604.4 4622 130.38 130.89 0.782 2.565 0.785 2.57 0.39 0.000
9101112

9th ISFFM Arlington, Virginia, April 14 to 17, 2015
References
Enable™Midstream Partners USM Gas Measurement Skid Design Standards (Latest editions Updated R. Fritz 2014 ) CEESI - IOWA / Enable™Midstream Partners Project Test Data as distributed from the USM Flow Laboratory- During September 2014 (Lawrence P.A Internal Technical Report) CEESI – IOWA / Enable™Midstream Partners Strainer Test Project Test Data April 2014(Lawrence P.A. Internal Technical Report) API /AGA Chapter 9 Ultrasonic Gas Meter Standards Documents (latest revisions) 2014 CPA (Canada) Flow Conditioning Devices - (Technical Documentation and Research Detail) 2014