-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
1/23
This article was downloaded by: [Laurentian University]On: 18
February 2013, At: 12:46Publisher: Taylor & FrancisInforma Ltd
Registered in England and Wales Registered Number: 1072954
Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T
3JH, UK
Road Materials and Pavement DesignPublication details, including
instructions for authors and
subscription information:
http://www.tandfonline.com/loi/trmp20
Laboratory investigation on foamed
bitumen bound mixtures made with
steel slag, foundry sand, bottom ash
and reclaimed asphalt pavementMarco Pasetto a& Nicola Baldo
b
aDepartment of Civil, Environmental and Architectural
Engineering, University of Padua, Via Marzolo 9, Padova
35131,
ItalybDepartment of Chemistry, Physics and Environment,
University of
Udine, Via del Cotonificio, 114, Udine 33100, Italy
Version of record first published: 27 Nov 2012.
To cite this article:Marco Pasetto & Nicola Baldo (2012):
Laboratory investigation on foamedbitumen bound mixtures made with
steel slag, foundry sand, bottom ash and reclaimed asphalt
pavement, Road Materials and Pavement Design, 13:4, 691-712
To link to this article:
http://dx.doi.org/10.1080/14680629.2012.742629
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use:
http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private
study purposes. Anysubstantial or systematic reproduction,
redistribution, reselling, loan, sub-licensing,systematic supply,
or distribution in any form to anyone is expressly forbidden.
The publisher does not give any warranty express or implied or
make any representationthat the contents will be complete or
accurate or up to date. The accuracy of anyinstructions, formulae,
and drug doses should be independently verifiedwith primarysources.
The publisher shall not be liable for any loss, actions, claims,
proceedings,demand, or costs or damages whatsoever or howsoever
caused arising directly orindirectly in connection with or arising
out of the use of this material.
http://www.tandfonline.com/page/terms-and-conditionshttp://www.tandfonline.com/loi/trmp20http://www.tandfonline.com/page/terms-and-conditionshttp://dx.doi.org/10.1080/14680629.2012.742629http://www.tandfonline.com/loi/trmp20
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
2/23
Road Materials and Pavement Design
Vol. 13, No. 4, December 2012, 691712
Laboratory investigation on foamed bitumen bound mixtures made
withsteel slag, foundry sand, bottom ash and reclaimed asphalt
pavement
Marco Pasettoa* and Nicola Baldob
aDepartment of Civil, Environmental and Architectural
Engineering, University of Padua, Via Marzolo 9,
Padova 35131, Italy; bDepartment of Chemistry, Physics and
Environment, University of Udine, Via delCotonificio, 114, Udine
33100, Italy
The paper describes an experimental investigation on foamed
bitumen bound mixtures forroad pavements, with the aggregate matrix
entirely composed of industrial by-products, suchas steel slags,
foundry sand, bottom ash and reclaimed asphalt pavement. The study
consistedof a laboratory analysis of the physical and leaching
properties of the single recycled granularmaterials considered,
followed by mechanical characterisation of the foamed bitumen
boundmixtures, in terms of indirect tensile strength, stiffness
modulus and permanent deformationtests. The mechanical tests were
also performed in wet conditions, in order to investigate
themoisture sensitivity of the mixes.
Keywords: steel slag; bottom ash; foundry sand; reclaimed
asphalt pavement; foamedbitumenmixtures
1. Introduction
The recycling of industrial wastes in road infrastructures
represents a possible solution to two
important and delicate questions: the growing problem of
disposing of these industrial by-products
and the need to find alternative sources to the traditional
quarried stone materials used for road
construction. In the last 10 years, the use of recycled
materials in the Northeastern Italian area, for
the building of both strategic and ordinary roads, has
noticeably grown (the 36 km Mestre-Venice
motorway by-pass is one of the most recent and relevant examples
of this trend). Nowadays
there is a strong demand for succedaneum materials to be used in
the road construction field,
by private companies, highway agencies and public
administrations. Therefore, more research
is needed in order to provide solutions to this growing demand,
which have to be technically
feasible as well as economically and environmentally
sustainable. In this sense, a cold recycling
of marginal materials, based on the use of cement and foamed
bitumen, provides some advantages:
the binder can be used when the aggregates are cold and damp;
the foamed bitumen is applicable
to a wider variety of aggregates; the optimal binder content is
generally lower than that for the
other types of mix. Furthermore, emissions into the atmosphere
are almost absent and the use
of solvents is unnecessary (a health hazard to the workers) to
reduce the viscosity of the mixes.
Lastly, it is possible to quickly reopen the road to traffic
after compaction, thanks to the adequate
resistance offered by the mixture, and there is no insurgence of
phenomena of water infiltration
if it should rain immediately after the recycled layer is
applied (a problem when emulsions are
used instead). The main disadvantages of foamed mixes are the
following: the need for trained
*Corresponding author. Email: [email protected]
ISSN 1468-0629 print/ISSN 2164-7402 online
2012 Taylor & Francis
http://dx.doi.org/10.1080/14680629.2012.742629
http://www.tandfonline.com
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
3/23
692 M. Pasetto and N. Baldo
technical personnel, both during the mix formation and mixing
stage during the laying; a correct
cost-benefit analysis of the pavements produced using this
technique; specific equipment, usually
integrated in the foam generator, required to heat the
bituminous binder to the required foaming
temperature. Moreover, the moisture resistance of foamed mixes
is usually poor, as compared to
other materials, such as cold mixes with emulsion (Cazacliu et
al., 2008); the temporal evolution
of mechanical properties (curing) makes it difficult to estimate
the in-situ behaviour (Eckmann,Delfosse, Chevalier, & Pouteau,
2008); finally, the low cohesion of foamed mixes makes it
difficult to evaluate the laboratory fatigue resistance, even if
the field behaviour could be excellent
(Eckmann et al., 2008). The absence of a reliable fatigue law
for these materials makes it difficult
to attain a safe pavement design.
The present study was aimed at investigating cold recycled
mixtures, made with non-
conventional aggregates, cement and foamed bitumen. Leaching and
physical-mechanical testing
was performed on some waste materials in order to evaluate their
technical suitability as a recycled
aggregate in foamed mixtures, for road pavements. Mixtures of
this type are typically used in
road foundation layers and, from the technological point of
view, can be slotted within the ambits
of stabilisation.The granular materials considered were what are
known as marginal aggregates (Pasetto
& Baldo, 2006, 2008a, 2008b, 2010a, 2010b, 2011, 2012); more
specifically, they are bottom
ash from municipal solid waste (MSW) incineration, waste foundry
sand, electric arc furnace
(EAF) steel slag and reclaimed asphalt pavement (RAP). The
analysis investigated the marginal
materials individually, plus mixtures of these components in
different proportions.
2. Materials and methods
The study was divided into three main phases. The first was
relative to the toxicological and
physicomechanical characterisation of the aggregates. The second
was regarding the mix designof the foamed mixtures: two
characterised by a predominant steel slag content and two with
equal
percentages of steel slag and RAP. The performance of the foamed
mixtures was studied during
the third phase.
2.1. Materials used
Exclusively manufactured and recycled aggregates (EN 13242 and
13043) were used for the
composition of the foamed mixtures: EAF slag, bottom ash,
foundry sand and RAP.
Slag from the steel industry comes from the rapid cooling of the
oxidised and superficial
liquid phase present in EAFs, from circa 1300C, to ambient
temperature (Jones, Bowman, &
Lefrank, 1998; Preston, 1991). The blocks are solidified in the
open air, sometimes acceleratingthe process by jets of water. In
this way, a quantity of free calcium oxide may remain inside
the blocks, potentially subject to hydration or carbonation.
These alterations can be the cause of
uneven expansion and disintegration of the material. For this
reason, slag from electric furnaces is
seasoned, exposing the material to the weather for a period of
at least 2 months, during which the
unbound fraction of calcium oxide is stabilised naturally. It is
also reported that another reaction
related to volumetric expansion involves the dicalcium silicate
(C2S) phase. The C2S phase is
commonly present in all types of steel slags, even if it is
typically abundant as the main phase in
ladle slags. C2S exists in four well-defined polymorphs: ,, and.
At temperatures below
500C,-C2S starts transforming into -C2S. This transformation
produces volumetric expansion
up to 10%. If the steel slag cooling process is slow, crystals
break, resulting in a significant amountof dust. This phase
conversion and the associated dusting are typical for ladle slags
(Shi, 2004;
Yildirim & Prezzi, 2011), different from those used in the
research described here.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
4/23
Road Materials and Pavement Design 693
At the end of seasoning process, the material may still contain
some metal, represented by steel
inclusions, which must be extracted, usually by a magnet and/or
by crushing. Lastly, the raw slag
is crushed, generally done first with a jaw breaker and then
finished off with a cone crusher in
order to obtain the desired grading fractions.
The US steelmaking industries produce 1015 million tons of steel
slag, every year. In
2006, about 5070% of the total steel slag generated in the USA
was recycled as aggregatefor road constructions. About 1540% of the
steel slag that was not reutilised was stock-
piled in the steel plants and, eventually, sent to slag disposal
sites (Yildirim & Prezzi, 2009).
Nearly 12 million tons of steel slag are produced annually in
Europe and about 65% is used in
different applications, mainly as aggregate in road
constructions (Mladenovic, Kokot, Cotic,
Bianco, & Said, 2009). In Italy, the production of steel
slags in 2009 was estimated about
three million tons (Sorlini, Sanzeni, & Rondi, 2012), the
largest amount of which has been
dumped.
The incineration of MSWs provides by-products that can mainly be
classified as bottom ash and
fly ash (Fortezza, Far, Segu, & Cerd, 2004). The former,
corresponding to 25% on the weight of
the wastes to be incinerated, therefore the principal product of
the process, is mainly composedof silica (Si), iron (Fe), calcium
(Ca), aluminium (Al), sodium (Na) and potassium (K) oxides,
so presenting a composition similar to that of different natural
materials. Its metallic fraction can
be recovered; the remainder is usually stocked in dumps or, less
frequently, recycled. Bottom
ash can be re-utilised in the construction of new
infrastructure, especially in bitumen and cement
bound mixtures, because of the inert properties of the binder
that covers the grains with a thin
film, which prevents the release of heavy metals. Fly ash is not
usually used in road construction
because of the high content of heavy metals.
The Italian production of bottom ash was equal to 755,000 tons
in 2003 (Crillensen & Skaarup,
2006), with a recycling rate of 20%; the largest amount was
therefore dumped. In France
and in Germany, the production amounted to 2,995,000 and
3,140,000 tons respectively; the
corresponding recycling rates in road and civil construction
were 79 and 65%.
Waste foundry sands are a by-product of the permanent smelting
process (Guney, Aydilel,
& Demirkan, 2006; Javed & Lovell, 1995; Pasetto &
Bortolini, 2007; Siddique, Kaur, & Rajor,
2010). This process involves the use of consumable sand moulds,
formed by reusable models and
hardened by compaction and the addition of binders. The molten
metal is poured into the moulds,
which determine the external shape, while internal cavities are
obtained by positioning nuclei
of sand, prior to pouring the metal. As the sand-covered binder
is exposed to high temperatures
when the metal is poured, its physical and chemical properties
deteriorate over time. New natural
sands are usually added in foundries, on a daily basis, to renew
the exhausted sand. The sands
pass through many reuse cycles, before being finally dismissed.
Many foundries (especially in
Europe and Japan) practice the recovery and recycling of the
sand as a way to limit costs, thusreducing the volume of both new
and exhausted sands. In the above processes, the molten metal
is poured into a mould made of sand that has been modelled and
hardened to resist the pressure
and heat of the metal. After the metal has been cast, the sand
is separated and recycled. Although
foundries tend to recycle as much sand as possible, some sands
must be eliminated at each
cycle, because of the physical and chemical collapse of the
aggregate, as well as the need to
use virgin sand for every part of the mould. In the
metallurgical industry, exhausted foundry
sand is defined as a sand that has completely lost its
usefulness in the foundry process as it has
already been recycled many times and must therefore eventually
be removed to maintain the
conditions for high-quality smelting. Many types of virgin sand
are used for smelting moulds;
they can be divided into four groups (silica, olivine, chromite
and zircon). The most commonlyused one is silica. Each group has
many sub-groups based on the different characteristics of the
aggregate.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
5/23
694 M. Pasetto and N. Baldo
Figure 1. EAF steel slags.
The annual production of foundry sand is approximately equal to
9 million and 12 million tons
in Europe and the USA, respectively; this sand is mainly
disposed in waste containment facilities
(Guney et al., 2006), while only the 3032% is currently reused
in construction.
The RAP material comes from the recycling of degraded bituminous
pavements. The use of
recycling in the construction of road pavements in Italy goes
back to the end of the 1970s when,
due to the first big oil crisis, it became necessary to find new
working methods that could limit the
use of oil and its derivatives (bitumen). Under those
circumstances, the first changes were made
to off-site plants for the production of bituminous concrete and
the technique of in-situ recycling
was set up. Since then, two techniques of recycling have become
established, named hot (with
material heated to above 150C) and cold (without heating), in
both off-site plants and in-situ.
The amount of milled material, namely RAP material, that can be
re-utilised in the production of
new mixtures varies depending on technique: for hot recycling,
between 10% and 50% is usually
reused, even if some Authors have investigated very high
recycling rates (up to 90%) in hot mix
and warm mix asphalts (Alvarez, Bonneau, Dupriet, Le Noan, &
Olard, 2008); for cold recycling,
it can potentially reach the 100% (Pasetto, Bortolini, Scabbio,
& Carta, 2004).
The Italian production of RAP was equal to 11 million tons in
the 2010 (Ravaioli, 2011); a 20%recycling rate was stated for new
asphalt concretes, while the remaining amount was dumped.
In the same period, production in France and Germany was about 7
million and 14 million tons,
respectively, but with recycling rates of 40 and 82%. In the
USA, where a production of about 66
million tons and a recycling rate of 84% are reported, the
situation appears very different.
Concerning the research described here, all the materials have
been supplied by an Italian private
company, located in the province of Padua (Northeastern area of
Italy, Veneto Region), specialised
in the recovery and valorisation of industrial by-products, for
road construction. Figures 14
represent samples of EAF steel slags, RAP, bottom ash and
foundry sand, investigated in the
present study.
The recycling feasibility of waste materials in road
infrastructures is strongly dependent onthe evaluation of toxic
compounds in the non-conventional aggregates, because of the
poten-
tial heavy metals leaching phenomenon. Table 1 summarises the
toxicological characteristics of
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
6/23
Road Materials and Pavement Design 695
Figure 2. Reclaimed asphalt pavement.
Figure 3. Bottom ash.
the industrial wastes used, in terms of the release of heavy
metals by leaching, measured with
the toxic characteristic leachability procedure (TCLP) standard.
This is a commonly used test
aimed at evaluating the leaching characteristics of hazardous
waste materials, performed on the
aggregates investigated, before any other physical-mechanical
testing, in order to establish their
environmental compatibility.
The TCLP requires end-over-end agitation, a 20:1 liquid-to-solid
ratio and an equilibrium time
equal to 18 hours. A sample of at least 100 g is extracted with
a proper leaching solution. After
agitating it for 18 h, the extracts are separated from the
solids using a glass fiber filter (Siddiqueet al., 2010). The
extracts are subsequently analysed in a laboratory, in our case by
inductively
coupled plasmaatomic emission spectrometer (ICP-AES)
methodology.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
7/23
696 M. Pasetto and N. Baldo
Figure 4. Foundry sand.
Table 1. Major heavy metal leaching concentration of the
aggregates used from industrialwastes.
TCLP leaching concentration
Element EAF slag Foundry sand Bottom ash Legal thresholds
Copper (Cu) 0.004 m g/l
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
8/23
Road Materials and Pavement Design 697
Table 2. Marginal materials grading curves.
Passing percentage (%)
Sieve size (mm) EAF 0/20 EAF 20/60 Bottom ash Foundry sand
RAP
71 100.0 100.0 100.0 100.0 100.0060 100.0 98.41 100.0 100.0
96.3850 100.0 96.61 100.0 100.0 96.3840 100.0 90.36 100.0 100.0
92.7530 100.0 74.00 100.0 94.37 87.7425 100.0 51.99 100.0 94.37
82.7020 98.16 30.26 100.0 91.39 76.0215 95.85 2.25 100.0 87.56
67.4110 84.49 1.42 96.35 82.27 53.135 54.17 1.31 76.55 69.83 29.112
27.24 1.28 58.79 57.72 14.240.40 4.78 0.80 28.06 21.03 1.330.18
2.24 0.36 11.48 2.33 0.26
0.075 0.61 0.15 4.18 0.46 0.04
Table 3. Physical and mechanical characteristics of the
aggregates.
Property Standard EAF 0/20 EAF 20/60 Bottom ash Foundry sand
RAP
Los Angeles coefficient (%) CNR 34/73 15 14 27Equivalent in sand
(%) CNR 27/72 83 50 27 82Shape index (%) CNR 95/84 10 9 15
10Flakiness index (%) CNR 95/84 12 19 5 7Grain bulk density (g/cm3)
CNR 64/78 4.14 4.14 2.59 2.76 2.53
Grain dry density (g/cm3) CNR 63/78 3.92 3.88 2.53 2.64 2.36
Porosity of the grains (%) CNR 65/78 5.31 6.28 2.32 4.35
Particle voids content (%) CNR 65/78 48.72 58.51 65.22 49.24
(ER is usually inversely proportional to HL: if the HL is too
short the bitumen tends to return to a
liquid state, with irregular-sized lumps dispersed in the mass;
if the HL is too long, there is a net
reduction in the expansion and a consequent unsuccessful
covering of the grains of aggregate).
The bituminous binder used was a soft bitumen, 80/100
penetration grade, because, as has
often been verified, softer bitumen should maximise the foam
properties, i.e. the ER and the HL.
Portland cement CEM II/B LL 32.5R was used as active filler, for
all the mixtures tested in
the trial. The added water was transparent and without harmful
concentrations of acids, alkalis,
salts, glucose or other chemical or organic substances, as
required by the regulations.
2.2. Mix design principles
The key steps in the mix design of foamed bitumen stabilised
granular materials (FBSGMs), once
the type of material for the lithic skeleton has been
established, are the grading curve definition,
followed by the mixing moisture and foamed bitumen content (FBC)
evaluation. When lime
or cement is added to the mixture, its dosage must also be
optimised. The investigation of the
foaming properties of the binder and optimum content of foaming
water is also necessary.
In our case, the lithic matrix was exclusively composed of the
marginal aggregates analysedin the study, in order to satisfy the
specific demand of the producer, for a full recycled aggregate
skeleton, in view of some relevant road construction works for
the highway network in the
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
9/23
698 M. Pasetto and N. Baldo
Table 4. Aggregate type and composition of the mixtures.
Mixture EAF 0/20 (%) EAF 20/60 (%) RAP (%) Foundry sand (%)
Bottom ash (%)
Mix 1 30 20 10 10 30Mix 2 30 20 10 30 10
Mix 3 10 20 30 10 30Mix 4 10 20 30 30 10
Figure 5. Foamed bitumen mixtures: grading curves and reference
envelope.
Northeastern Italian area (motorways and highways between Padua
and Trieste). Having decided
to rework the material coming from the production plant as
little as possible, the design grading
curves assumed were those from the combination, in different
proportions, of the raw materials,
limited to the fraction of interest, i.e. 0/25 mm. The
composition of the mixtures is reported in
Table 4 and the corresponding grading curves are presented in
Figure 5.The proportions of mixtures components represent the
possible aggregate combinations during
construction, with respect to the real available amount of each
one, in the producer factory, and in
relation to the company production plan, for the current and the
intermediate future necessities.
Higher percentages have been fixed for the materials, which also
give higher economic profit
for the producer in consequence of recycling, any penalisation
being avoided in technical terms.
Currently, from the producers economical point of view, the more
advantageous materials are
the bottom ash and the foundry sand, followed by the steel slags
and RAP.
The use at the mixing stage of the basic materials in their
original conditions (each with its
specific grading assortment, without screening for the single
particle-sizes) being fundamental
for the practicability of the foamed mixtures, the study of the
design grading curves was con-ducted through tests of compatibility
of the curves resulting from the integration of the marginal
aggregates with the ANAS (Italian National Road Authority)
reference envelope (Figure 5).
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
10/23
Road Materials and Pavement Design 699
Optimisation of the binding phase, which obviously regards the
FBC, does not always involve
the cement that, being the active filler, is most frequently
used at a constant rate for all the mixtures
investigated (Ebels & Jenkins, 2007a).
For the optimisation of the percentage of foamed bitumen,
Jenkins suggests a two-step approach
(Ebels & Jenkins, 2007b). The first is based on tests of
compressive strength and indirect tensile
strength (ITS), for the initial identification of the grading
curve and FBC. The mix design is thenrefined in the second phase,
involving triaxial tests (monotonic or cyclic), for the
verification of
the performance of the mixtures in terms of shear strength
(cohesion and friction angle) (Ebels
& Jenkins, 2006) and stiffness (resilient modulus, tangent
modulus, secant modulus) (Ebels &
Jenkins, 2007a). The studies conducted by Jenkins and his
collaborators (Twagira, Jenkins, &
Ebels, 2006) revealed a more critical aspect of the mechanical
performance of the mixtures
stabilised with foamed bitumen (at least for the ones they
analysed) in terms of the accumulation
of permanent deformations, rather than cracking (investigated
with the four-point bending test).
Jenkins therefore suggests paying more attention to permanent
deformations, to be investigated
with cyclic triaxial tests (Ebels & Jenkins, 2007b).
Kim and Lee emphasise the advisability of adopting mix design
procedures based on thestandard equipment available in road
laboratories (Kim & Lee, 2006). They thus considered both
the indirect tensile strength (ITS) test and the Marshall test,
verifying the better sensitivity of the
former in the identification of the optimal content of foamed
bitumen. Kim and Lee therefore
propose an optimisation based on the verification of the ITS in
dry and wet conditions (Kim &
Lee, 2007), and a successive performance analysis in terms of
dynamic modulus and repeated
load axial test (RLAT) (Kim & Lee, 2009).
He and Wong (2007) consider the optimal percentage of foamed
bitumen to be that at which the
ITS of specimens immersed for 24 hours in water at 25C is
highest. He and Wong (2008) then
focused on the performance of the optimised mixtures, with
regard to permanent deformations
(also in soaked conditions), by means of dynamic creep
tests.
The cited examples, while not being exhaustive of the many
studies reported in the literature
(Hodgkinson & Visser, 2004; Mallick & Hendrix, 2004;
Muthen, 1998; Nataatmadja, 2001;
Sunarjono, 2007; Zulakmal, Nafisah, Yazip, & Zin, 2009),
introduce the basic concepts of the
mix design procedure followed in the present research. From the
previous cited references, the key
laboratory test for the evaluation of the FBC, used in all the
previous international investigations,
appears to be the ITS test, in dry and wet conditions; therefore
it has been assumed as a primary
optimisation test in the present study.
2.3. Mix design procedure
The investigation regarded four different lithic skeletons (Mix
1, Mix 2, Mix 3, Mix 4) combined
with three percentages of cement (1%, 2%, 3%) and three of
foamed bitumen (2%, 3%, 4%). It
was not considered advisable to consider contents of more than
3% of cement to avoid potential
problems of fragility of the mixtures, while with more than 4%
of bitumen the stabilisation would
no longer be economical.
Prior to the mix design, the compactability of the granular
mixtures without foamed bitumen
was investigated by means of Proctor compaction tests (EN
13286-2), in order to determine the
maximum dry density and corresponding optimum moisture content
(OMC); this value can be
used to determine the mixing moisture content, according to the
following equation recommended
by Wirtgen GmbH (2004):
Wadd =1 + (0.5WOMC Wmoist), (1)
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
11/23
700 M. Pasetto and N. Baldo
where Wadd is the water content to be added to the specimen (%
by mass), WOMC is the opti-
mum moisture content (% by mass), Wmoist is the moisture content
in the specimen dried in air
(% by mass). The mixing moisture content values, computed using
Equation (1), result as basi-
cally within the range between 65% and 85% of the OMC, as
suggested in previous investigations
(Bissada, 1987; Lee, 1981).
For each of the 36 different mixtures studied, a batch size of
10 kg of marginal aggregates(previously dried in an oven at 105C
and then allowed to cool at a room temperature) was
prepared, with respect to the proportions reported in Table 4.
After the proper percentage of
cement was added to the dried and cooled aggregates, each batch
was pre-mixed with the specific
respective OMC, by means of a Hobart mixer with a spiral dough
hook agitator, at a room
temperature, for 1 min. The foamed bitumen, produced using
Wirtgen foaming equipment WLB
S10, was subsequently directly mixed with the pre-wet aggregates
for 1 min, using the Hobart
mixer. The foamed materials were then immediately compacted
using the Marshall hammer,
following the specifications in Standard EN 12697-34, with the
exception of the number of blows
of the Marshall standard tamper utilised for the compaction of
the bituminous mixtures, which
was chosen, as sometimes suggested, as 75 for each side of the
specimen (Wirtgen GmbH, 2004),instead of the 50 given in the
Standard; the value adopted is also in line with those referred to
in
the principal investigations performed on the foamed bitumen
mixtures (Kim & Lee, 2006, 2007;
Sunarjono, 2007). As outlined by some authors, the timing of
adding and mixing components
and subsequent compaction should be similar in the laboratory
and field procedures (Mallick &
Hendrix, 2004).
All compacted samples were allowed to cure for 1 day in the
mould, at room temperature, before
being demoulded by means of an extrusion jack (He & Wong,
2008; Hodgkinson & Visser, 2004;
Sunarjono, Zoorob, & Thom, 2007). The specimens were
subsequently aged for 3 days at 40C,
in a forced draft controlled temperature oven (He & Wong,
2007, 2008; Kim & Lee, 2006, 2007;
Sunarjono et al., 2007).
The water content necessary in order to optimise the
above-mentioned foaming properties of
the bitumen, was determined by means of foaming tests under
different conditions, using Wirtgen
GmbH (2004) foaming equipment WLB S10 and following the
laboratory procedures suggested
in the Wirtgen Cold Recycling Manual. Since a variation of the
foaming water content (FWC)
produces opposite effects on the ER and HL (an increase of the
FWC causes an increase of the ER
accompanied by a reduction of the HL), the optimal value has to
be a compromise. The Wirtgen
methodology is still widely used (He & Wong, 2007, 2008;
Sunarjono, 2007), despite refinements
having been proposed based on the foam index concept (Jenkins et
al., 2000), which put into play
the area subtended by the curve of decline of the ER over time.
However, more recent research has
demonstrated some limits of the optimisation based on the foam
index (He & Wong, 2005; Saleh,
2006; Sunarjono et al., 2007), in particular, for bitumens that
present a substantially constantHL below a certain value of the
FWC, rendering the identification of the optimal water content
almost impossible. It was therefore decided to maintain the
original Wirtgen protocol, in which
the optimal value of foaming water is defined as the average
value among those associated to the
lowest ER and HL.
2.4. Mix design testing methods
It was decided to test the ITS of a series of cylindrical
specimens for each of the 36 mixtures
considered, in order to identify the optimal binder contents.
After the specimens had been curedand subsequently conditioned at
the required test temperature, in an environmental conditioning
cabinet, their ITS was determined at 25C, following the
specifications in Standard EN 12697-23.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
12/23
Road Materials and Pavement Design 701
The ITS was determined using the well-known equation:
ITS =2Pmax
dh, (2)
wherePmaxrepresents the rupture load [N] of the specimens under
diametral compression, dandh are average values of the diameter
[mm] and height [m] of the Marshall specimens, respectively.
In order to render the mix design procedure more robust and
reliable, indirect tensile stiffness
modulus (ITSM) tests (EN 12697-26, Annex C) were also performed
on Marshall specimens,
produced in the same way as those tested for ITS. The stiffness
was evaluated at 25C, with a rise
time of 125 ms. According to Annex C of the European Standard,
calculation of the Modulus is
based on the average of five load pulses, for each of which the
Modulus is determined with the
equation:
ITSM =F( +0.27)
z h, (3)
where ITSM is the stiffness modulus [MPa], F represents the peak
value of the applied verticalload [N], z the amplitude of the
horizontal deformation obtained during the load cycle [mm], h
the
mean thickness of the cylindrical specimen [mm] and the Poissons
ratio [].
Moreover, the ITSM, as well as the ITS, were determined on both
dry and soaked specimens,
in order to evaluate the moisture susceptibility of the foamed
mixtures. The soaked specimens
were immersed in water at 25C for 24 hours before testing (He
& Wong, 2007; Hodgkinson &
Visser, 2004; Kim & Lee, 2006; Mallick & Hendrix, 2004;
Sunarjono, 2007).
The optimal FBC and the design cement content (CC) for each
mixture were determined in
correspondence to the maximum ITS and maximum ITSM, at both dry
and soaked conditions.
2.5. Performance test programme
The resistance to permanent deformation has been investigated by
means of the RLAT with free
lateral expansion, following the specifications of BS DD 226
Standard. The British Standard
prescribes 1800 pulses of a 100 kPa stress, with loading and
unloading times fixed at 1 s, at
a temperature of 30C. This temperature is acceptable in the
present study, given the climatic
conditions in Northern Italy and the depth of the foundation
layers (for which a higher temperature
would not be appropriate). With respect to the Standard
protocol, which provides for determination
of the cumulative axial strain after 1800 loading cycles, the
RLAT data were elaborated to compute
the creep rate (CR) and corresponding secant creep modulus (SCM)
in the linear portion of the
creep curves. In fact, it is possible to identify an initial
stretch in the cyclic creep curves at a
decreasing CR (Phase 1) and a successive stretch at constant CR
(Phase 2). Phase 1 correspondsto the initial densification of the
mixtures, and is notably influenced by the compaction method,
while Phase 2, definable between 600 and 1800 cycles, reflects
the real tendency of the mixtures to
develop permanent deformations under repeated loads. This
approach, also followed recently by
He and Wong (2007, 2008), therefore deducts the contribution
given by the initial densification,
not exclusively correlated with the intrinsic properties of the
mixtures, from the analysis on the
resistance to permanent deformations.
Therefore, the SCM, calculated as the ratio between the constant
stress applied and the cumu-
lative axial strain of the specimen between 600 and 1800 cycles,
and the CR, i.e. the ratio between
the cumulative axial strain in the above-defined interval of
load applications and the width of that
interval, were both computed.The RLAT investigation was
performed on both dry and soaked Marshall specimens in order
to further investigate the moisture sensitivity of the mixes and
to validate the mix design phase.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
13/23
702 M. Pasetto and N. Baldo
3. Results and discussion
3.1. Materials characterisation
By Italian Law, the recycled aggregates considered are
non-hazardous, special non-toxic and
non-noxious refuse. They are solid material and odour-free. The
EAF slags and bottom ash are
greyish in colour, whereas the foundry sand as well as the RAP
appear basically black. The pH is12.6 for the bottom ash, 11.1 for
the EAF slags and 8.6 for the foundry sand.
Table 5 summarises the toxicological characteristics of the EAF
slag and foundry sand, in terms
of initial concentrations of heavy metals, measured with the
ICP-AES methodology. The initial
concentration of heavy metals in the two metallurgical wastes
differs, with that of the foundry
sand being higher in terms of copper and nickel. The EAF slag
contains more zinc and chromium,
with the content of the latter being highest, but anyhow less
than 0.4% of the total volume.
The results of Table 1 demonstrate that, for the marginal
materials analysed, the release of
heavy metals by leaching is within the limits of the
environmental regulations in force in Italy
(Legislative Decree no. 152/2006). Therefore, given that the
constituents of the mixtures do not
present toxicological problems, it was considered unnecessary to
proceed with leaching tests on
specimens with foamed bitumen and cement added.
The EAF slags, in terms of oxides (analysed with X-ray
fluorescence), contain a prevalence of
FeO (30.4%) and CaO (27.7%), as well as SiO2 (17.5%), MgO (6.6%)
and Al2O3 (4.8%). The
SiO2/CaO ratio characterises the EAF slags as substantially
alkaline aggregates and therefore
suitable to guarantee the necessary adhesion with the weakly
acid bitumen.
The marginal materials resulted as practically unaffected by the
action of water, presenting non-
determinable Atterberg Limits (Liquid Limit and Plastic Limit
according to CNR-UNI 10014/64),
and this, in relation to the values for passing through sieves
of 2, 0.4, 0.075 mm (Table 2), has led
to the wastes being classified, based on the HRB AASHTO
methodology, as A1 soils, which
can be used in road construction (foundry sand and bottom ash
can be assimilated to an A1-b soil,
while steel slags and RAP to an A1-a soil).According to the data
in Table 3, the steel slag, as well as the bottom ash and RAP,
are
characterised by a cleaning level (equivalent in sand) above the
minimum acceptance requisite
for materials to be used in foamed mixtures for road
foundations, set at 30% in the ANAS
specification. Instead, for the foundry sand, the equivalent in
sand is below the threshold (10%).
Table 5. Major heavy metal content of the EAF slagand the
foundry sand.
Initial concentration (mg/kg)
Element EAF slags Foundry sand
Copper (Cu) 221 580Cadmium (Cd)
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
14/23
Road Materials and Pavement Design 703
Table 6. OMC and dry densities of the mixtures.
Propriety Mix 1 Mix 2 Mix 3 Mix 4
OMC (%) 6.00 5.50 6.50 6.00Dry density (g/cm3) 2.50 2.55 2.32
2.36
The cubical shape of the EAF slags grains, as well as that of
the foundry sand particles and
RAP (Shape and Flakening Indexes characterised by low values),
enable a strong interlocking
effect within the foamed mixtures.
The Los Angeles test displayed a good resistance of both
fractions of EAF slags to abrasion and
friction, with a Los Angeles coefficient lower than the
acceptance requisite of 30% in the ANAS
specification. A borderline value, with respect to the ANAS
acceptance requisite, was recorded
for the RAP.
The bulk and dry density of both the bottom ash and foundry
sand, as well as that of the RAP, are
decidedly lower than that of the steel slags. The volumetric
properties of the grains (particle voids
and porosity) resulted in being quite similar for the
metallurgical wastes; the data recorded for the
bottom ash were consistently different. It has to be noticed
that the relatively high porosity of the
steel slags could require a high amount of binder for
conventional hot bituminous mixtures, but
the difference is often really low (Pasetto & Baldo, 2010a,
2011, 2012). For the foamed bitumen
mixtures, since the binder does not cover the larger aggregate
particles, an anomalous absorption
of bitumen by the steel slags grains is not expected.
Cold extraction (by centrifugation) of the bitumen of the RAP
revealed a binder percentage of
4.9% (CNR 38/73) on the weight of the aggregate. The extracted
bitumen showed a penetration
of 9 dmm at 25C (CNR 24/71) and a softening point, with the Ring
and Ball Method, of 75C
(CNR 35/73); it is therefore a decidedly aged and particularly
hard binder.The foamed bitumen used showed a penetration value of
82 dmm at 25C (CNR 24/71); in
relation to the optimal water content of 3% and a foaming
temperature of 180 C, the ER and
the HL resulted in 18 and 87 s, respectively. These are much
higher than the minimum values
usually indicated of 8 s for ER and 16 s for HL (Wirtgen GmbH,
2004). The high value of HL
was particularly advantageous in allowing an adequate amount of
time for the mixing operations
with the aggregates.
The OMC was determined through the study of the compaction of
the granular mixtures, with
the modified Proctor test, conducted according to the operative
procedures reported in the EN
13286-2 Standard, which provided the results reported in Table
6. As expected, the granular
mixtures with higher steel slag and foundry sand contents, were
characterised by the higher drydensities.
3.2. Grading and composition of the mixes
The grading curves reported in Table 2 show that both the finest
fractions, namely the foundry sand
and the bottom ash, have basically a continuous grading. The
steel slags are instead characterised
by a discontinuous and a continuous grading for the 20/60 and
0/20 mm fractions, respectively.
For the RAP, Table 2 reports the black curve, i.e. the grading
curve of the RAP material, which
is substantially continuous and similar to that of the EAF 0/20.
With the exception of the bottom
ash, all the materials have an extremely low percentage that
passes through a sieve of 0.075 mm,being always less than 1%; it is
therefore clearly impossible to achieve a grading assortment
with
sufficient filler.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
15/23
704 M. Pasetto and N. Baldo
Table 4 reports the composition of the foamed mixtures, while
the corresponding grading curves
are presented in Figure 5. The EAF 20/60 mm fraction was fixed
at a constant contribution (20%),
while different amounts of EAF 0/20 mm, RAP materials, bottom
ash and foundry sand were
integrated in the skeleton. This was done to guarantee a minimum
percentage of coarse aggregate
in all the mixes, constituted by the EAF 20/60, to then
alternately combine the RAP and EAF 0/20
at a ratio of 3:1, as with the foundry sand and bottom ash, i.e.
the pairs of materials characterisedby a relatively similar grading
assortment. This was in order to verify the feasibility of using
the
various materials in different proportions, in relation to their
availability in the production factory,
as explicitly requested by the producer. A key point for a
successful reuse of these materials in
the transport infrastructures field is represented by the
possibility of guaranteeing, during the full
road construction period, the necessary amount of the mixture,
even in the case of a relatively
unexpected reduced availability of some components. In this
sense Mix 1 and Mix 2 present a
greater amount of EAF 0/20 than RAP, because slag availability
is currently higher than RAP
one. Mix 3 and Mix 4 represent the alternatives, in view of a
possible inversion in the trend, as
considered by the company in its production plan scenarios,
where an increased RAP availability
balances a hypothetical lower quantity of EAF 0/20. Similar
considerations have been assumedwith respect to the foundry sand
and the bottom ash proportions in the mixes, the former
currently
being more available than the latter.
With respect to ANAS envelope (Figure 5), the grading curves of
the four mixes present a
critical low content of fines. This grading characteristic, even
if not surprising in consequence
of the particular wastes analysed, cannot be ignored, since the
need of a minimum fine content
(approximately 5%) is well known for an efficacious dispersion
of the foamed bitumen in the mix
and therefore for adequate mechanical properties of the product.
In similar cases, the integration
of natural filler could be hypothesised (Sunarjono, 2007), but
in this research the aim was to verify
the possibility of using exclusively marginal materials in their
original conditions, using cement
as active filler, up to a maximum of 3% on the weight of the
aggregate, and studying the best mix
design of the binding phase later.
3.3. Optimisation of the mixtures
Tables 7 and 8 present the results of the ITS tests for the
mixtures. For each combination of bitumen
and cement, the top line represents the ITS in dry conditions
(dry ITS [MPa]) and the middle one
the resistance after immersion in water (soaked ITS [MPa]). Each
ITS value is calculated as the
average of the values recorded on three specimens. The bottom
line reports the tensile strength
ratio (TSR). The TSR is computed as the ratio between the ITS of
the specimens treated in water
(soaked) and untreated (dry).
For all the mixtures the ITS had an increasing trend with the
CC, for each of the percentages offoamed bitumen, in both dry and
soaked conditions, confirming what has been widely reported
in the literature regarding the beneficial effect of the active
filler on the increase of resistance in
foamed mixtures (Ebels & Jenkins, 2007b; Hodgkinson &
Visser, 2004; Khweir, 2007; Wirtgen
GmbH, 2004; Zulakmal et al., 2009), due to the formation of
pozzolanic bonds. Considering
instead each single percentage of active filler, for all four
lithic skeletons, with the varying of the
FBC, there was a peak of resistance at 3% in dry conditions,
while after the treatment in water the
ITS increased as the percentage of bituminous binder rose. The
peaks of ITS in dry and soaked
conditions therefore do not coincide. In the analysis of mix
design it is thus considered useful and
necessary to integrate the ITS data with those of ITSM, prior to
formulating a final judgment.
With reference to the acceptance requisites of the Italian
specifications, expressed only in termsof ITS in dry conditions,
all the mixtures, with any combination of cement and foamed
bitumen,
exceeded the minimum value of 0.32 MPa. Also the minimum
requisites suggested by Bowering
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
16/23
Road Materials and Pavement Design 705
Table 7. Indirect tensile test results: Mix 1 and Mix 2.
Mix 1 CC (%) Mix 2 CC (%)
FBC (%) 1 2 3 1 2 3
2 0.44 0.54 0.66 0.40 0.50 0.630.15 0.33 0.42 0.11 0.29 0.3934
61 64 28 58 62
3 0.60 0.60 0.73 0.53 0.56 0.690.22 0.38 0.47 0.18 0.32 0.4437
64 65 34 57 64
4 0.47 0.55 0.60 0.44 0.51 0.590.25 0.41 0.49 0.21 0.35 0.4154
75 82 48 69 70
Note: For each FBC, dry ITS (MPa), soaked ITS (MPa) and TSR
(%)are respectively quoted.
Table 8. Indirect tensile test results: Mix 3 and Mix 4.
Mix 3 CC (%) Mix 4 CC (%)
FBC (%) 1 2 3 1 2 3
2 0.39 0.45 0.51 0.37 0.43 0.440.1 0.24 0.31 0.08 0.2 0.2426 53
61 22 47 55
3 0.47 0.54 0.55 0.44 0.51 0.520.15 0.29 0.34 0.11 0.26 0.3132
54 62 25 51 60
4 0.36 0.5 0.52 0.36 0.41 0.480.17 0.33 0.35 0.13 0.27 0.3247 66
68 37 65 67
Note: For each FBC, dry ITS (MPa), soaked ITS (MPa) and TSR
(%)are respectively quoted.
and Martin (1976), of 0.2 MPa and 0.1 MPa, in dry and soaked
conditions, respectively, were
amply met. Vice versa, not all the mixtures reach the Bowering
and Martin requisite minimum
TSR value of 50%. Mixes 1, 2 and 3 meet this requisite with 2%
of cement, independently of
the bitumen content, while Mix 4 needs 3% of cement. With 4% of
bitumen, Mix 1 satisfies the
minimum requisite of TSR with just 1% of cement and, for the
higher percentages of active fillerand bituminous binder, it
reaches 82% of ITS.
Comparing the mixtures with the same percentages of bitumen and
cement, a reduction in
resistance with the increase in the percentage of RAP can be
noted. Mix 1, with 50% of EAF slags
and 30% of foundry sand, gave the highest values of ITS, in both
dry and soaked conditions, as
well as the highest value of TSR.
The EAF slags have high surface roughness, which favours a firm
adhesion of the bitumen
on the grains (Pasetto & Baldo, 2010a, 2011, 2012), while
the bottom ash, in comparison to the
foundry sand, as well as having almost double the equivalent in
sand, has a grading assortment
with more filler, which favours more homogeneous dispersion of
the bubbles of foamed bitumen
in the mixing phase, benefitting the cohesion of the mix.For all
the mixes investigated, there were no problems, during the making,
compaction or
seasoning of the specimens, caused by uneven expansion or
phenomena of disgregation, ascribable
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
17/23
706 M. Pasetto and N. Baldo
Table 9. Stiffness modulus test results: Mix 1 and Mix 2.
Mix 1 CC (%) Mix 2 CC (%)
FBC (%) 1 2 3 1 2 3
2 3804 4066 4833 3676 3793 43672548 3050 3915 2242 2542 3362
67 75 81 61 67 773 4735 5172 5217 4483 4908 5056
3362 4086 4538 2914 3533 424771 79 87 65 72 84
4 4603 5070 5196 4479 4542 50103544 4259 4728 3225 3633 4409
77 84 91 72 80 88
Note: For each FBC, dry ITSM (MPa), soaked ITSM (MPa) and SMR(%)
are respectively quoted.
Table 10. Stiffness modulus test results: Mix 3 and Mix 4.
Mix 3 CC (%) Mix 4 CC (%)
FBC (%) 1 2 3 1 2 3
2 3053 3454 3544 2923 3443 35401679 2176 2587 1491 2066 2478
55 63 73 51 60 703 3599 3843 3973 3297 3548 3783
2123 2613 3258 1813 2235 291359 68 82 55 63 77
4 3332 3354 3720 3095 3348 33822199 2482 3162 1857 2343 2706
66 74 85 60 70 80
Note: For each FBC, dry ITSM (MPa), soaked ITSM (MPa) and SMR(%)
are respectively quoted.
to the presence of free lime potentially subject to hydration or
carbonation in the EAF slags
particles, as has instead been reported (Pasetto & Baldo,
2010a, 2011, 2012) for some types of
steel slags not or insufficiently seasoned.
Tables 9 and 10 report the results of the ITSM tests conducted
on all the mixes analysed in the
phase of mix design. For each combination of bitumen and cement,
the top line represents thestiffness in dry conditions (dry ITSM
[MPa]) and the middle one the modulus after immersion
in water (soaked ITSM [MPa]). Each modulus value represents the
average calculated on the
values of three different specimens. The bottom line reports the
stiffness modulus ratio (SMR
[%]). Similarly to the TSR, the SMR is evaluated as the ratio
between the Stiffness Modulus of
the specimens treated in water (soaked) and untreated (dry).
The stiffness recorded in dry conditions ranges between 2900 and
5200 MPa, in relation to the
type of lithic skeleton and combination of bitumen and cement.
The moduli are therefore of great
significance, especially given the particularity of the studied
mixtures, and comparable with those
of hot mix asphalts investigated by the authors in the same
working conditions (Pasetto & Baldo,
2010a, 2011, 2012).There is also an analogy with the behaviour
observed in the ITS test, with the varying of the
percentages of cement and foamed bitumen. Higher CCs always
correspond to higher modulus
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
18/23
Road Materials and Pavement Design 707
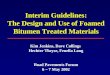
Figure 6. ITSMvs. ITS (at 25C).
values in both dry and soaked conditions. Vice versa, with the
same active filler content, the
mixes show greater stiffness at 3% of bituminous binder, but
only in dry conditions, because after
immersion in water, a higher percentage of foamed bitumen leads
to a further increase in the
modulus values.
As mentioned in the introduction, in foamed mixtures the
bituminous binder only partially
covers the large grains, while it closely adheres to the fine
grains; the cohesion of the mix is
guaranteed by the spot welding of the bitumen-filler mastic,
which provides the necessary inter-
granular adhesion. Therefore, in dry conditions, a lower bitumen
content (2%) produces a mastic
with too little bituminous binder to guarantee a sufficient
inter-granular adhesion, which leads to
a lower stiffness of the mixtures. The increase of bitumen, due
to its lubricant effect, favours the
reciprocal convergence of the grains and a better densification
condition to be reached, from which
a better interlocking effect derives. In addition, the higher
bitumen content, increasing the welding
spots available in the mix, leads to a further increase of the
inter-granular adhesion. The double
effect translates into an increase in stiffness of the mixtures,
with a peak at 3% (of binder) in dry
conditions. A further increase of bitumen to 4%, if on the one
hand it increases the inter-granular
adhesion, on the other it produces a more deformable mastic. The
results of the ITSM tests leadto the conclusion that in dry
conditions, at 4% of bitumen, the deformability of the
bituminous
mastic has a greater effect than the inter-granular adhesion,
with a consequent reduction in stiffness
of the mixtures. In soaked conditions, vice versa, the
inter-granular adhesion has a predominant
role and therefore a progressive increase of bitumen translates
into a corresponding increase in
stiffness of the mixtures, which reaches the maximum (modulus)
value at 4% of bitumen.
The study of the stiffness thus confirms the ITS tests; the
correlation between the ITSM and
ITS data in dry conditions, represented in Figure 6, is
reasonably satisfactory. The ratio between
the two parameters was expressed with a power function,
characterised by an appreciable value
of the coefficient of determination R2 (0.66). The outlined
correlation is very important in order to
develop a reliable relationship on the fundamental and
engineering properties of foamed bitumenmixtures (Sunarjono,
2007).
In comparative terms, a higher concentration of EAF slags and
bottom ash is always preferable.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
19/23
708 M. Pasetto and N. Baldo
Table 11. CR results.
Mix 1 CC (%) Mix 2 CC (%) Mix 3 CC (%) Mix 4 CC (%)
FBC (%) 2 3 2 3 2 3 2 3
3 0.2017 0.1525 0.2125 0.2058 0.3208 0.2592 0.3650 0.32000.2658
0.1692 0.2975 0.2483 0.4817 0.3650 0.6317 0.47331.3182 1.1093
1.4000 1.2065 1.5013 1.4084 1.7306 1.4792
4 0.3450 0.2983 0.5258 0.4192 0.6508 0.5158 0.6742 0.62080.5217
0.3942 0.8475 0.5775 1.1267 0.7933 1.2467 1.01831.5121 1.3212
1.6117 1.3777 1.7311 1.5380 1.8492 1.6403
Note: For each FBC, dry CR (microstrain/cycle), soaked CR
(microstrain/cycle) and retained CR (%) arerespectively quoted.
Table 12. SCM results.
Mix 1 CC (%) Mix 2 CC (%) Mix 3 CC (%) Mix 4 CC (%)FBC (%) 2 3 2
3 2 3 2 3
3 413 546 392 405 260 322 228 260313 493 280 336 173 228 132
176
76 90 71 83 67 71 58 684 242 279 158 199 128 162 124 132
160 211 98 144 74 105 67 8266 76 62 73 58 65 54 62
Note: For each FBC, dry SCM (MPa), soaked SCM (MPa) and retained
SCM (%) are respectivelyquoted.
The results from the mix design allow all four lithic skeletons
to be considered favourably, and
the contents of 2% and 3% for cement and 3% and 4% for foamed
bitumen to be identified as
preferable. Nevertheless, the definition of a precise percentage
of bitumen and cement for each of
the four mixtures requires further study, based on the
resistance to the accumulation of permanent
deformations.
In terms of SMR, even if in the literature there is as yet no
well-established reference threshold,
it is possible to confirm the best performance of the mixes with
3% of cement and 4% of foamed
bitumen and, in absolute terms, the superiority of Mix 1. It can
finally be observed that the SMR
always assumes higher values than the corresponding values of
TSR. The greater severity of the
ITS test, already observed for hot mix asphalts (Pasetto &
Baldo, 2010a, 2011, 2012), wouldtherefore seem to be confirmed also
for foamed mixtures in the study of moisture sensitivity.
3.4. Permanent deformation test
Tables 11 and 12 report, in terms of CR and SCM, the results of
the RLATs conducted on the
mixtures identified as potentially optimal in the phase of mix
design, i.e. on a reduced number
of cement-foamed bitumen combinations. For each combination of
bitumen and cement, the top
line represents the CR [microstrain/cycle] and the SCM [MPa] in
dry conditions and the middle
line the CR and SCM after immersion in water. Each value of the
RLATs is calculated as the
average of the values obtained with three specimens. The bottom
line reports the retained CR(Table 11) and retained SCM (Table 12).
Both the parameters are computed as the ratio between
the CR/SCM of the specimens treated in water (soaked) and
untreated (dry).
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
20/23
Road Materials and Pavement Design 709
Figure 7. Retained SCMvs. retained CR (at 30C).
The results, in terms of both CR and SCM, in dry conditions are
congruent with those recorded in
the ITS and stiffness modulus tests. A higher percentage of
cement always limits the deformability
of the mixtures and translates into a reduction of the CR and an
increase of the SCM. With the same
hydraulic binder content, a diminution of stiffness is recorded,
already observed in the ITSM tests,
which is indicated by a net reduction of the SCM passing from 3%
to 4% of bitumen; in parallel,
the CR increases markedly. The results from the CR and SCM
appear therefore congruent and
represent a useful tool for the interpretation of the
deformation behaviour of the foamed mixtures.
Figure 7 shows the excellent correlation between the data of
retained SCM and retained CR,
computed as the ratio between the values of SCM and CR
respectively after and before the immer-
sion of the specimens in water. The interpolation of the data,
expressed with a power function,
gives a high value of the coefficient of determination R2
(approximately 1) and demonstrates the
full congruence between SCM and CR data. From the experimental
results, it can be deduced that
CR decreases with an increase of SCM. Therefore if the SCM of a
foamed bitumen mixture is
being improved, its susceptibility to permanent deformation will
be consequently reduced.
Regarding the moisture sensitivity of the mixtures, the results
from the RLATs in soaked
conditions differ from those observed in the ITS tests after
treatment in water. The accumulationof permanent deformations in
soaked conditions is higher with 4% of bitumen, although the
welding spots are more numerous, because the deformation
behaviour in the RLATs is different
from the resistance mechanism in the ITS tests. In the ITS, the
greater interlocking leads to a
higher rupture load, while in the RLAT a mastic with more
bitumen favours viscous creep; this
effect, amplified by the treatment in water, appears with a
higher accumulation of permanent
deformations.
The RLATs provide information on the mechanical behaviour of the
foamed mixtures that is
fundamental for a correct mix design. The study of permanent
deformations, in both dry and
soaked conditions, is therefore more than a mere performance
check of the mixtures optimised
with ITS and ITSM tests, and should be considered an integral
part of the mix design process. Inthis study, for example, if on
the one hand the RLATs confirm 3% of cement as preferable, on
the
other they suggest 3% as optimal bitumen percentage, not 4% as
evinced from the ITS and ITSM
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
21/23
710 M. Pasetto and N. Baldo
tests. Indeed, for 3% of cement and bitumen, the TSR ranges
between 60% and 65%, in relation
to the type of lithic skeleton, and is therefore above the
minimum threshold of 50% given as the
requisite of ITS by Bowering and Martin.
As regards the lithic composition of the mixtures, the RLATs
support the results of the ITS
and ITSM tests, evidencing a greater resistance to permanent
deformations of the mixtures
with more EAF slags (Mix 1 and Mix 2). Both the high density and
mechanical strength, aswell as the polyhedron shape, high
angularity and rough texture of the steel slags, are funda-
mental characteristics in order to ensure resistance to
permanent deformations under repeated
loading.
4. Conclusions
The marginal materials studied, namely EAF steel slags, foundry
sand, bottom ash and RAP,
possess physical and mechanical properties that are comparable
to the characteristics of natural
aggregate usually used in transportation infrastructure,
complete chemical suitability with the
bitumen used for the foamed mixtures and full environmental
compatibility.
The mix design procedure, based on ITS and stiffness modulus
tests, completed by RLATs,
has identified mixtures made exclusively with marginal
materials, in variable proportions, thus
being interesting in terms of both the environment and
economics, which satisfy the requisites
for acceptance in the road technical standards for cold
mixtures; the best-suited binder contents
resulted as being equal to 3%, for both cement and foamed
bitumen.
The experimental results are satisfactory, especially in the
case of foamed bitumen mixtures
with the higher EAF slag content (50%), with good values of dry
ITS, up to 0.73 MPa (mixture
integrated with 30% of bottom ash and 10% of RAP) and 0.69 MPa
(mixture combined with 30%
of foundry sand and 10% of RAP), depending on the binder
dosages.
The foamed mixtures made with EAF slags, foundry sand, bottom
ash and RAP, are charac-terised by low moisture damage in terms of
tensile strength and SMR, as well as retained CR and
SCM, so demonstrating a satisfactory durability.
After a comparison between foundry sand and bottom ash, we can
conclude that the latter
gives higher strength, stiffness and resistance to permanent
deformation to the foamed bitumen
mixtures, irrespective of the binder contents.
In the investigation on the permanent deformation resistance of
the foamed mixtures, the CR
and the SCM resulted as consistent parameters, which provide a
reliable analysis of the creep
behavior of the mixes under repeated loading.
In conclusion, for the mix design and testing procedure,
according to the results obtained in the
present research, it is strongly recommended to complete the
classic ITS test-based mix design,with subsequent RLATs, in order
to identify the optimal binder percentages. The stiffness
modulus,
even if useful in order to confirm the ITS results, does not
allow the optimisation process to be
properly concluded, without the RLAT investigation.
Finally, we remark, on the basis of experimental considerations,
that the missing fulfilment
of conventional grading requirements does not necessarily imply
the impossibility of designing
mixtures satisfying the acceptance requisites related to
mechanical behaviour and to durability
performance.
References
Alvarez, C., Bonneau, D., Dupriet, S., Le Noan, C., & Olard,
F. (2008). Very high recycling rate (>50%) inhot mix and warm
mix asphalts for sustainable road construction. Fourth Eurobitume
and EurasphaltCongress, Copenhagen, cd-rom.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
22/23
Road Materials and Pavement Design 711
Bissada, A.F. (1987). Structural response of foamed-asphalt-sand
mixtures in hot environments. Transporta-tion Research Record,1115,
134149.
Bowering, R.H., & Martin, C.L. (1976). Foamed bitumen
production & application of mixed evaluation &performance
of pavements.Procceedings of Association of Asphalt Paving
Technologist,45, 453477.
Cazacliu, B., Peticila, M., Guieysse, B., Colange, J., Leroux,
C., Bonvallet, J., & Blaszczyk, R. (2008). Effectof process
parameters on foam bitumen-based road materials production at
ambient temperature. Road
Materials and Pavement Design,9, 499523.Crillensen, K., &
Skaarup, J. (2006).Management of bottom ash from WTE plants an
overview of manage-
ment options and treatment method. ISWA Working Group on Thermal
Treatment of waste, subgroupbottom ash from WTE-plants.
Ebels, L.J., & Jenkins, K. (2006). Determination of material
properties of bitumen stabilized materialsusing tri-axial testing.
Tenth international conference on asphalt pavements, ISAP, Qubec
City, cd-rom,session 1.3, paper no. 22, 110.
Ebels, L.J., & Jenkins, K. (2007a). Characterization of
bitumen stabilized granular pavement materials prop-erties using
tri-axial testing. In Advanced characterization of pavement and
soil engineering materials(Vol. 1, pp. 607617). Leiden: Balkema
Publishers, Taylor & Francis Group.
Ebels, L.J., & Jenkins, K. (2007b). Mix design of bitumen
stabilized materials: Best practice and consid-erations for
classification. Ninth Conference on Asphalt Pavements for Southern
Africa, Gaborone,
cd-rom.Eckmann, B., Delfosse, F., Chevalier, E., & Pouteau,
B. (2008).Stiffness of cold recycled materials. Fourth
Eurobitume & Eurasphalt Congress, Copenhagen,
cd-rom.Fortezza, R., Far, M., Segu, C., & Cerd, V. (2004).
Characterization of bottom ash in municipal solid waste
incinerators for its use in road base. Waste Management,24,
899909.Guney, Y., Aydilel, A.H., & Demirkan, M.M. (2006).
Geoenvironmental behaviour of foundry sand amended
mixtures for highways subbases.Waste Management,26, 932945.He,
G.P., & Wong, W.G. (2005). Decay properties of the foamed
bitumens. Construction and Building
Materials,20, 866877.He, G.P., & Wong, W.G. (2007).
Laboratory study on permanent deformation of foamed asphalt
mix incorporating reclaimed asphalt pavement materials.
Construction and Building Materials, 21,18091819.
He, G.P., & Wong, W.G. (2008). Effects of moisture on
strength and permanent deformation of foamedasphalt mix
incorporating RAP materials. Construction and Building
Materials,22, 3040.
Hodgkinson, A., & Visser, A.T. (2004). The role of fillers
and cementitious binders when recycling withfoamed bitumen or
bitumen emulsion.Eighth Conference on Asphalt Pavements for
Southern Africa,Sun City, cd-rom.
Javed, S., & Lovell, C.W. (1995). Uses of waste foundry
sands in civil engineering. Transportation ResearchRecord,1486,
109113.
Jenkins, K., Molenaar, A.A.A., de Groot, L.L.A., & de Ven,
M.F.C. (2000). Developments in the uses offoamed bitumen in road
pavements. Heron,45(3), 167176.
Jones, J.A.T., Bowman, B., & Lefrank, P.A. (1998). Electric
furnace steelmaking. In R.J. Fruehan (Ed.),Themaking, shaping and
treating of steel(pp. 525660). Pittsburgh: The AISE Steel
Foundation.
Khweir, K. (2007). Performance of foamed bitumen-stabilized
mixtures. Transport,160(TR2), 6772.Kim, Y., & Lee, H.D. (2006).
Validation of new mix design procedure for cold in-place recycling
with
foamed asphalt.Journal of Materials in Civil Engineering,18(1),
116124.Kim, Y., & Lee, H.D. (2007). Development of mix design
procedure for cold in-place recycling with foamed
asphalt.Journal of Materials in Civil Engineering,19(11),
10001010.Kim, Y., & Lee, H.D. (2009). Dynamic modulus and
repeated load tests of cold in-place recycling mixtures
using foamed asphalt.Journal of Materials in Civil
Engineering,21(6), 279285.Lee, D.Y. (1981). Treating marginal
aggregates and soil with foamed asphalt.Proceedings of the
Association
of Asphalt Pavements Technologists,50, 211250.Mallick, R.B.,
& Hendrix, G. (2004). Use of foamed asphalt in recycling
incinerator ash for construction of
stabilized base course.Resources Conservation &
Recycling,42, 239248.Mladenovic, A., Kokot, D., Cotic, Z., Bianco,
L., & Said, S. (2009).Application of steel steel slag
aggregate
in road construction. Research report presentation, SPENS
sustainable pavements for European newmember states, Task 3.2
Sustainable road construction processes that include recycling of
materials
and use of industrial by-products, ZAG, Slovenia.Muthen, K.M.
(1998). Foamed asphalt mixes. Mix design procedure (Contract Report
No. CR-98/077).CSIR Transportek.
-
7/24/2019 Laboratory Investigation on Foamed Bitumen Bound
Mixtures Made With Steel Slag, Foundry Sand
23/23
712 M. Pasetto and N. Baldo
Nataatmadja, A. (2001). Some characteristics of foamed bitumen
mixes.Transportation Research Record,1767, 120125.
Pasetto, M., & Baldo, N. (2006).Electric arc furnace steel
slags in high performance asphalt mixes: A lab-oratory
characterization. TMS Fall Extraction and Processing Division: Sohn
International Symposium5, San Diego, pp. 443450.
Pasetto, M., & Baldo, N. (2008a). Comparative performance
analysis of bituminous mixtures with EAF
steel slags: A laboratory evaluation. Proceedings of the 2008
global symposium on recycling, wastetreatment and clean technology,
REWAS, Cancun, pp. 565570.
Pasetto, M., & Baldo, N. (2008b). Laboratory evaluation of
bituminous mixtures with bottom ash frommunicipal solid waste
incineration (MSWI). Proceedings of the 2008 global symposium on
recycling,waste treatment and clean technology, REWAS, Cancun,
cd-rom.
Pasetto, M., & Baldo, N. (2010a). Experimental evaluation of
high performance base course and road baseasphalt concrete with
electric arc furnace steel slags. Journal of Hazardous
Materials,181, 938948.
Pasetto, M., & Baldo, N. (2010b). Recycling of steel slags
in road foundations. Environmental EngineeringManagement
Journal,9(6), 773777.
Pasetto, M., & Baldo, N. (2011). Mix design and performance
analysis of asphalt concretes with electric arcfurnace
slag.Construction and Building Materials,25(8), 34583468.
Pasetto, M., & Baldo, N. (2012). Performance comparative
analysis of stone mastic asphalts with elec-
tric arc furnace steel slag: A laboratory evaluation. Materials
and Structures, 45(3), 411424. doi:10.1617/s11527-011-9773-2
Pasetto, M., & Bortolini, G. (2007). Mechanical
characterisation of hydraulically bound mixtures for
roadfoundations made with waste foundry sand and C&D aggregate.
Sixth international conference onvalorization and recycling of
industrial waste, LAquila, cd-rom.
Pasetto, M., Bortolini, G., Scabbio, F., & Carta, I.
(2004).Experiments on cold recycling with foamed bitumenor
bituminous emulsion and cement. Third Eurasphalt & Eurobitume,
Vienna, 1, 494503.
Preston, R. (1991).American steel.New York, NY: Avon
Books.Ravaioli, S. (2011). Reclaimed asphalt: Waste or
by-product?Rassegna del bitume,69, 2533 (in Italian).Saleh, M.
(2006). Characterization of foam bitumen quality and the mechanical
properties of foam stabilized
mixed.Tenth international conference on asphalt pavements, ISAP,
Qubec City, cd-rom, session 1.8,paper no. 154, pp. 110.
Shi, C. (2004). Steel slag-its production, processing,
characteristics, and cementitious properties. Journal ofMaterials
in Civil Engineering,16(3), 230236.
Siddique, R., Kaur, G., & Rajor, A. (2010). Waste foundry
sand and its leachate characteristics. Resources,Conservation and
Recycling,54, 10271036.
Sorlini, S., Sanzeni, A., & Rondi, L. (2012). Reuse of steel
slag in bituminous paving mixtures.Journal ofHazardous
Materials,209210, 8491.
Sunarjono, S. (2007). Tensile strength and stiffness modulus of
foamed asphalt applied to a gradingrepresentative of Indonesian
road recycled pavement materials.Dinamika Teknik Sipil,7(1),
110.
Sunarjono, S., Zoorob, S.E., & Thom, N.H. (2007). Influence
of foaming water on the foaming process andresultant asphalt mix
stiffness. Fourth international SIIV congress, Palermo, cd-rom.
Twagira, M.E., Jenkins, K., & Ebels, L.J.
(2006).Characterization of fatigue performance of selected
coldbituminous mixes. Tenth international conference on asphalt
pavements, ISAP, Qubec City, cd-rom,session 1.3, paper no. 175, pp.
110.
Wirtgen GmbH. (2004).Wirtgen cold recycling manual(2nd ed.).
Windhagen.Yildirim, I.Z., & Prezzi, M. (2009). Use of steel
slag in subgrade applications. Publication FHWA/IN/JTRP-
2009/32, Joint Transportation Research Program, Indiana
Department of Transportation and PurdueUniversity, West Lafayette.
doi: 10.5703/1288284314275
Yildirim, I.Z., & Prezzi, M. (2011). Chemical,
mineralogical, and morphological properties of steel slag.Advances
in Civil Engineering,2011, article ID 463638, 13 pages.
Zulakmal, S., Nafisah, A.A., Yazip, M.M., & Zin, H.M.
(2009). Influence of active filler, curing timeand moisture content
on the strength properties of emulsion and foamed bitumen
stabilized mix.In A. Loizos, M. Partl, T. Scarpas & I. Al-Qadi
(Eds.), Advanced Testing and Characterization of
Bituminous Materials (pp. 11431150). Leiden: Balkema Publishers,
Taylor & Francis Group.