Embed Size (px)
Citation preview

GENERAL RESEARCH
KT-3: A Novel Tickler for Solids Removal from Slurry Vessels
Richard F. Cope* and Kishore K. Kar
The Dow Chemical Company, Midland, Michigan 48674
Ticklers are relatively small impellers operating near the bottom of slurry-containing stirred-tank reactorsand storage vessels. They maintain solids suspension after the level of a draining slurry recedes below themain impeller(s). Typical pitched-blade or flat-blade ticklers suspend solids, but often simultaneously starvethe pump and protract drainage times by throwing material out toward the wall instead of in toward thecenterline discharge nozzle. After the slurry liquid eventually drains, solids deposited on the vessel bottomand wall are often removable only by extraneous liquid sprays. By contrast, the recently designed KT-3tickler minimizes solids heels while simultaneously avoiding pump starvation and prolonged drainage times.It does so by swirling the slurry so that it washes the unbaffled vessel bottom and sweeps solids toward thecenterline exit. KT-3 ticklers have been successfully installed in vessels used in many processing industriesincluding those for basic and fine chemicals, minerals, pharmaceuticals, and food products.
Introduction
Slurry stirred-tank reactors (STRs) and storage vessels arecommonly used in the chemical, pharmaceutical, and food-processing industries. One common chemical-industry applica-tion is polymerization, where slurries contain such solids asheterogeneous catalysts, polymer crystals, or precipitates. Drain-ing these slurries from a stirred batch reactor or storage vesselinherently leaves a heel of solids after all of the slurry liquidhas exited. These solids are commonly washed from the vesselbottom by aqueous or solvent sprays and, if discarded, im-mediately reduce yield and productivity.
To prevent solids settling, a tickler (kicker) impeller issometimes installed below the larger main impeller(s) in a stirredslurry reactor or storage vessel. It is mounted to the agitatorshaft, near the vessel bottom. Whereas traditional ticklers arefour-bladed pitched-blade turbines (PBTs) or flat-blade turbines(FBTs), the patented KT-3 tickler has three blades. In additionto curvature and a rounded tip, each KT-3 blade has a pitchthat varies from approximately 30° to 60° (∼45° average). Thechevron-shaped profile of the tickler positions the bottom edgeof each blade nearly parallel to the surface of conical or curvedtank bottoms.
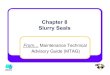
As illustrated in Figure 1, the larger size of the mainimpeller(s) makes their influence dominant over that of thesmaller tickler as long as they are immersed in the slurry. Thetickler controls flow, however, once drainage drops the slurrylevel below the main impeller(s). The tickler should feed thepump and suspend the solids so that they neither settle out asa tank heel nor form a flow-choking plug in the pump suctionline. Drainage times increase if the pump starves or the outflowchokes. Although PBT and FBT ticklers do initially suspendthe solids, their nearness to the vessel bottom creates an outward-directed flow pattern that carries those solids away from thecentral nozzle and toward the wall. This promotes pumpstarvation, as well as solids deposition such that a subsequentextraneous liquid wash can be required.
The KT-3 tickler, on the other hand, successfully reducesboth solids heels and drainage times. Rotating the KT-3 in the
direction of blade curvature generates a swirling action inthe unbaffled bottom head that sweeps the slurry solids towardthe tank center rather than away from it. The blade pitchpromotes downward motion while also lowering the drag andpower number. Because inertia typically sustains the desiredswirling motion even after the slurry level has dropped belowthe KT-3 tickler, the final moments of drainage continue toremove any remaining solids that would otherwise form a heel.Specific performance characteristics of the KT-3 tickler, includ-ing power number, are discussed in this article.
KT-3 Performance Evaluation
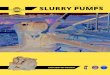
Constant-Mixing-Speed Tests. A 75-cm-diameter (T ) 75)persplex tank with a conical bottom (150° angle) was used tocompare the performance of the three ticklers shown in Figure2. Each is similarly sized, with a diameter of 28 cm(Dt/T ) 0.37) and a chevron angle of 15° above horizontal.Each tickler was individually mounted with a 3.5-cm off-bottomclearance (Ct/T ) 0.05) between the tank bottom and the centerof the tickler hub. Whereas both PBT ticklers have four 45°pitched blades, one pumps in the downward direction and theother pumps upward. The three KT-3 tickler blades pumpdownward with changing pitch (∼45° average).
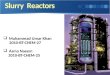
The normal convention, which has been followed in thiswork, is to measure off-bottom impeller clearance from thehub center. It is not uncommon, however, to see clearancesfor ticklers such as the KT-3 reported from the hub bottombecause of their very close proximity to the vessel bottom.Figure 3 shows the cone-bottom persplex tank in which muchof this tickler study was conducted. It is configured with fourwall baffles (wb/T ) 0.08, sb/T ) 0.02), and two four-bladedmain PBT impellers. The upper PBT has a diameter of 38cm (Du/T ) 0.51) and an off-bottom clearance of 37 cm(Cu/T ) 0.49). The lower PBT has a diameter of 39.4cm (Dl/T ) 0.53) and an off-bottom clearance of 15 cm(Cl/T ) 0.20). The common mounting position of the threedifferent ticklers, below the lower PBT, is shown in Figure3. Clearance between the tank bottom and the center of thetickler hub is 4 cm (Ct/T ) 0.05) in all cases.
* To whom correspondence should be addressed. E-mail: [email protected].
Ind. Eng. Chem. Res. 2009, 48, 4990–49974990
10.1021/ie801221t CCC: $40.75 2009 American Chemical SocietyPublished on Web 04/24/2009

During all tests in this series, the tank was filled with aslurry consisting of 40 wt % polymer beads (specific gravity) 1.7) in water. The starting slurry depth was consistently49.5 cm at the tank centerline (H/T ) 0.66). The impellerrotation rate [92 revolutions per minute (rpm)] was notchanged with tickler type because the larger main impellers,which dominate system power draw, were not changed. An
overall power draw of 0.41 kW/m3 was calculated for themain PBT impellers using eq 1 and their known powernumber (i.e., 1.27). This value is similar to that calculatedfrom the VFD (Allen Bradley Power Flex 70) readout whilemixing the slurry at 92 rpm. The raw torque values from theVFD (27.2 N ·m) were corrected for no-load friction bysubtracting torque (18.2 N ·m) when rotating the shaft and
Figure 1. (a) Patented KT-3 tickler (Dt ) 59 cm) mounted in a 152-cm-i.d. tank (Dt/T ) 0.39), below dual 76-cm PBTs (D/T ) 0.50), by means of the shaftextension piece shown in b.
Figure 2. Three different 28-cm ticklers: (a) down-pumping PBT, (b) up-pumping FBT, and (c) KT-3.
Figure 3. (a,b) Top-down views of two different agitation system configurations in the 75-cm-i.d. persplex tank. (c) Detailed schematic of the preferredconfiguration, including a KT-3 tickler.
Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009 4991

impellers at the same speed in air. The resulting shaft torque(9.1 N ·m) corresponded to an overall system power draw of0.45 kW/m3.
Power drawn by the main impellers typically dominates overthat of the tickler, because of the larger size of the former. Thisis seen in eqs 1 and 2, which relate power; torque; impellerdiameter; rotation rate; and the dimensionless power number,Np. The power number of the KT-3 tickler is discussed later inthis work.
P)NpFN3D5 (1)
P) 2πNτ (2)
In these equations, P is the shaft power (W), D is the impellerdiameter (m), N is the impeller speed (revolutions per second,rps), F is the fluid density (kg/m3), and τ is the torque (N ·m).
The stated rotation rate of 92 rpm produced a uniform-lookingsolids distribution throughout the liquid volume. To characterizethis distribution during each test, a core sampler was used towithdraw slurry samples at several depths, near the vessel walland equidistant from two wall baffles. A comparison of samplesfrom several centimeters below the free liquid surface to thoseobtained essentially at the bottom tangent line showed about a33% increase in the average solids content (40 vs 54 vol %).After at least 20 min of mixing under these conditions, the tankwas drained using a constant-speed (3525 rpm) centrifugalpump. The draining process was timed and also recorded witha Sony DCR-VX2000 digital video camera.
Constant-Tickler-Power Tests. Because the dimensionlesspower numbers of the KT-3 and pitched blade turbine (PBT)are 0.54 and 1.27, respectively, a KT-3 should create less fluidmotion and mixing intensity than a PBT at the same mixingspeed. If lower mixing intensity is the means by which the KT-3reduces solids heels so dramatically over those from a PBT,then reducing the PBT diameter and/or rotation speed mightreduce its intensity enough to comparably reduce the resultingheel. Moreover, any tickler that imparts comparable power atthe chosen mixing speed could possibly perform similarly tothe KT-3, regardless of design.
This premise was tested in a separate series of slurry drainingexperiments comparing the performance of a 12.7-cm KT-3tickler, a 12.5-cm PBT tickler, a 10.2-cm PBT tickler, and notickler whatsoever. In each experiment, except that involvingno tickler, one of these ticklers was mounted 1.9 cm off-bottomand 11.4 cm below a 22.8-cm-diameter PBT. Mixing speed wasfixed at 174 rpm until the level of the draining slurry droppedbelow that of the 22.8-cm PBT. Thereafter, the speed eitherremained at 174 rpm for the KT-3 and no-tickler tests or wasdecreased to 142 rpm for the 12.5-cm PBT tickler or increasedto 196 rpm for the 10.2-cm PBT tickler. Torque measurements
and theoretical calculations confirmed that these mixing speedchanges caused each PBT tickler to draw roughly the samepower (0.015 W/kg) as the KT-3 tickler. The power drawn bythe 22.8-cm PBT (0.50 W/kg) was significantly larger than thatdrawn by any tickler and effectively suspended all solids aseach experiment began.
These experiments were conducted in a 44.5-cm-diameterpersplex tank with a 150° conical bottom. The tank geometryis a scaled version of that depicted in Figure 3, with the ratioof vessel diameters (i.e., 44.5 cm/75 cm) being the scale factor.A Lebow model 1104-50 torque sensor and a proximity switchreported the torque and speed, respectively, of the rotating shaft.The slurry used in these experiments was 30 wt % polymerbeads (specific gravity ) 1.7) in water. Unlike experiments inthe 75-cm persplex tank, this series of tests used gravity alone(no assistance from a pump) to drain all slurry from its initiallevel of ca. 24.7 cm above the vessel drain (i.e., 11.4 cm abovethe 22.8-cm PBT). The draining process was again timed andalso recorded with a Sony DCR-VX2000 digital video camera.Digital images of the solids heels deposited on the conical tankbottom were also captured.
Experimental Results
Results from Constant-Mixing-Speed Tests. The residualresin mass on the 75-cm tank bottom (i.e., the heel) wasdetermined by using a known quantity of water to rinse all solidsfrom the tank and then capturing and comparing the rinsematerial mass to rinse-water mass. Repeated calibrations of thistechnique indicated that it was accurate to within 5%. Duringdraining, slurry was pumped into an agitated holding tank andsubsequently reused to complete more than 50 such tests withthe different ticklers. Monitoring of the particle size distribution(PSD) of the slurry solids showed no significant change inparticle size with repeated mixing and pumping operations. Keyresults from these tests are listed in Table 1.
The data in Table 1 show the advantages of the KT-3 ticklerover typical chevron-shaped down-pumping and up-pumpingPBT ticklers in this application. The KT-3 tickler impellerimproved the drainage efficiency by reducing the amount ofmaterial left as a heel in the bottom of the emptied tank and byalso providing faster drainage. This drainage rate/time improve-ment is still present, but diminished in the high-foam slurrybecause air associated with the foam decreased the effectivenessof the constant-speed pump.
Results from Constant-Tickler-Power Tests. Results from11 constant-tickler-power experiments are shown in Figures 4and 5. Drainage time is defined as the time required for all ofthe liquid to exit from the tank. The mass of solids remainingin the tank after all of the slurry liquid had drained (i.e., the
Table 1. Draining Rates and Solids Heels with the PBTs and KT-3 Ticklersa
maximum power input average slurry draining rates (gpm) tank heel
rpm kW/m3 tickler type overall tickler only g % of solids
Low-Foam Slurry
92 0.41 28-cm down-pumping PBT 6.6 1.3 726 0.7992 0.41 28-cm up-pumping PBT 6.0 1.1 91 0.1092 0.41 28-cm KT-3 10.2 2.6 <45 <0.05
High-Foam Slurry
92 0.41 28-cm down-pumping PBT 6.0 1.0 636 0.7092 0.41 28-cm up-pumping PBT 5.8 1.1 527 0.5892 0.41 28-cm KT-3b 7.8 1.1 436 0.47
a Slurry resin properties: specific gravity ) 1.7; Sauter mean particle diameter, D32 ) 350 µm. b Only test with off-bottom clearance of 0.95 cminstead of 2.86 cm.
4992 Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009

heel) was determined by subsequent rinsing of the tank andweighing of the heel solids. Comparing results from the 12.7-cm KT-3 to those with no tickler, those with the 12.4-cmpitched-blade turbine (PBT) tickler, and those with the 10.2-cm PBT tickler showed the solids heels in the three comparisoncases to be larger than that produced with the KT-3 by factorsof 8, 14, and 8, respectively. The error bars accompanying theKT-3 data in Figure 4 are representative of the good repeatabilityof these measurements.
The solids heels produced by the three different ticklers, andalso by no tickler, are quantified in the Figure 4 graph, but alsoare clearly visible in the images of Figure 5. Not only did theheel produced by the 12.4-cm-diameter PBT tickler exceed thatfrom either the 10.2-cm PBT or the 12.7-cm KT-3, despitesimilar levels of power draw, but this heel also exceeded thatproduced when no tickler was used. The heel from the 10.2-cm PBT tickler is only slightly larger than that from no tickler,but drainage took 50% longer (153 s) than with no tickler (102s). In other words, both PBT ticklers actually hindered drainagedespite drawing power comparable to that of the KT-3 tickler.Similar hindrance was also observed visually during pump-assisted drainage tests using PBT or FBT ticklers in the 75-cm-diameter tank. Because PBTs and FBTs in close proximityto the vessel bottom behave as outward-pumping radial impel-lers, they enlarge the solids heels by visibly throwing solidsaway from the vessel centerline and toward the wall. Theprolonged drainage times in Figure 4 are consistent with thedrainage hindrance produced by these PBTs.
The drainage hindrance exhibited by all three ticklers, in thisgravity-driven drainage, is likely to be due to each impeller andhub obstructing the vessel outlet. The results from pump-assisteddrainage reported earlier in Table 1 show this hindrance tosometimes be much less significant or even negligible. In fact,drainage times typically decrease upon installation of a KT-3in such systems. Proprietary slurry density values in thedischarge lines of a full-scale suspension polymerization plantand a pilot-scale catalyst storage vessel indicate that the KT-3tickler can enhance pump-assisted slurry drainage by decreasingnonuniform solids loadings in the discharge slurry. Similarly,in some high-viscosity liquid systems that starve the pumpduring drainage, the KT-3 tickler was found to feed the pumpin a more uniform manner so that drainage times weresignificantly reduced over those obtained without the KT-3.
Whereas the flow from PBT ticklers carries these rapidlysettling solids away from the centerline exit, the flow producedby the KT-3 carries those solids toward the vessel centerlinewhere most exit with the liquid. Additionally, the inward-directed swirling pattern imparted by the KT-3 further reducesthe solids heel by washing the vessel bottom as the slurry levelrecedes. Similar results have been seen at various scales
(14.3-548.6 cm) and in various proprietary Dow processesinvolving both agglomerating and nonagglomerating solids.
Impeller Flow and Power Characteristics
Flow visualizations and video images captured during drain-age of numerous slurry loads show rotation of the KT-3 togenerate a periodic asymmetric swirl that directs solids bothdownward and toward the vessel centerline. This swirl (seeFigure 6) entrains solids and preferentially channels them towardthe centerline exit nozzle. In contrast, the radially outward-directed flow created by typical PBT ticklers pushes slurry awayfrom the centerline exit and thus increases both the heel massand the vessel drainage time.
The dimensionless power number, Np, is obtained fromimpeller power as discussed earlier. The work of Rushton etal.4 and many subsequent studies have shown a relationshipbetween this power number and another dimensionless param-eter, the impeller Reynolds number NRe, defined as
NRe )FND2
µ(3)
where N is the impeller speed (rps), F is the fluid density(kg/m3), D is the impeller diameter (m), and µ is the fluidviscosity (Pa · s).
Standard Vessel and Geometry Configuration. The powernumber/Reynolds number relationship of the KT-3 tickler wasdetermined using a water-filled 44.5-cm-diameter persplex tankthat was configured with the standard geometry shown in Figure7. Different-sized KT-3 ticklers were used individually in thedifferent positions listed in Table 2. Off-bottom clearance valueswere necessarily higher than typical to help accurately determinethe KT-3 dimensionless power number, Np. Torque and speedwere obtained from the rotating shaft with a Lebow model 1104-50 torque sensor and an accompanying proximity switch. Thepower number was computed from the measured torque (τ) byutilizing eqs 1 and 2. This relationship has since been used tosuccessfully implement KT-3 ticklers in many operating slurryvessels.
The calculated power number/Reynolds number relationshipfor the KT-3 tickler was determined from data points for eachtickler diameter and a statistical fit (see Figure 8). Becauseoperations of interest to this study were within the fully turbulentregime, only data within the range of 1.5 × 105 e NRe e 4.5 ×105 were obtained. Within this range of tickler diameters, Np,is essentially constant, as expected.
The images in Figures 3, 5, and 6 show typical vessels andKT-3 tickler configurations. Although pitched-blade turbines(PBTs) are the main impellers in each of these photos, the KT-3has been successfully used with other impeller types includingboth narrow-blade and wide-blade hydrofoils. For the “standardgeometry” system shown in Figure 7 and quantitatively de-scribed in Table 3, the general approach to determining impeller(tickler) power number is typically to calculate the impellerReynolds number, NRe, and then to read the power number froman experimentally based plot of Np versus NRe. (e.g., Figure 8).For a nonstandard geometry, the impeller power number shouldbe adjusted for deviations from the standard vessel and impellergeometries. This is done by reading an unadjusted powernumber, N ′p0, from the appropriate Np versus NRe curve, andmultiplying it by geometric correction factors (i.e., Np ) N ′p0�).In multiple-impeller systems, the power number and power drawfrom each individual impeller contribute to the total shaft power,P. Motor power is estimated after assuming a reasonable motorand gear box efficiency (e.g., (0.85). In fully turbulent flow,
Figure 4. Comparison of the performance of various ticklers, at comparablepower inputs.
Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009 4993

i.e., NRe > 10000, the KT-3 tickler Np value for the standardcase is 0.54.
Physical Measurements of Impeller Geometry. If theimpeller tips furthest from the hub are rotated one completerevolution, the swept diameter is the distance between any twodirectly opposite points on the circumference of the rotation.For the power number calculations, swept diameter is assumedto be the nominal impeller diameter.
An appropriate chevron angle (e.g., 15°) places the impellerblades nearly parallel to a shallow conical or curved tank bottom,as suggested in Figure 3c. The blade pitch angle (R) is measuredrelative to the horizontal, while blade width (w) is measuredparallel to the blade surface.
Figure 5. (a) 44.5-cm-i.d. persplex tank and (b-d) solids heels from the ticklers, at similar power draws.
Figure 6. Time sequence of the characteristic asymmetric rotation that the KT-3 tickler imparts to the final remnants of a draining slurry (polymer/waterslurry in a 152-cm-i.d. tank; clockwise rotation).
Figure 7. Standard experimental setup used to obtain power number vsReynolds number data for the KT-3 tickler in a water-filled 44.5-cm-i.d.persplex tank.
Figure 8. Power number vs Reynolds number relationship for the KT-3tickler impeller. (As previously defined, Zs is the impeller submergencedepth, and D is the impeller diameter.)
Table 2. Configurations Used to Obtain Power Number vs ReynoldsNumber Data for the KT-3 Tickler in the 44.5-cm-i.d. PersplexTank
tickler diameter,D (cm) D/T
off-bottom clearanceratio, C/D
impeller submergenceratio, Zs/D
15.2 0.33 0.50, 1.00, 2.00 2.5022.9 0.50 0.33, 1.00 2.5027.9 0.61 0.27, 0.50, 0.75, 1.00, 1.25 1.82, 2.00
4994 Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009

Nonstandard Impellers and Off-Bottom Configurations.In an earlier work,1 the Fluid Mixing Processes (FMP) groupof British Hydromechanics Research (BHR) used correctionfactors to characterize power number changes with differ-ences in impeller diameter, impeller off-bottom clearance,impeller submergence depth, and so on. The present powernumber study has not determined the values of thesecorrection factors, but rather is reporting changes in powernumber for changes in the KT-3 impeller’s diameter and off-bottom clearance.
Effect of Impeller Diameter. Power number is plotted as afunction of the impeller-to-tank diameter ratio (D/T) in Figure9. In the four tests represented here, each tickler was positionedone diameter above the tank bottom (C/D ) 1).
In Figure 9, single data points for the 15.2- and 22.9-cmticklers were obtained at Zs/D ) 2.5. The tank was too short topermit the same Zs/D value with the 28-cm impeller; therefore,a single 28-cm data point represents an Zs/D value of 2.0, andtwo nearly overlapping data points represent Zs/D ) 1.8 and1.5.
As D/T was increased from 0.33 to 0.61 (D was increasedfrom 15 to 28 cm), the lowest observed power number occurredat D/T ) 0.50 (D ) 15 cm). A similar decrease has beenreported by others1 and attributed to a choking of flow whenthe area for impeller downflow exceeds that available forimpeller upflow. This probability is minimized if the impellerdiameter (D) never exceeds one-half of the tank diameter (T).Impeller choking increases power draw by superimposingbackflow onto the impeller. Zs/D can also impact the powernumber, as indicated, but not definitively quantified, by the 28-cm tickler data. Differences in the impeller clearance-to-diameterratio (C/D) also affect the power number, as discussed in thenext section.
Effect of Impeller Clearance. The data in Figure 10 showpower number increasing as impeller off-bottom clearance
decreases, another result reported by FMP.1 This increase islikely due to the flow beginning to choke as the impellerapproaches too near the tank bottom.
Data from the 28-cm tickler suggest that this choking is mostsignificant when the clearance is less than 0.5D. Data sets fromticklers with diameters of 15.2 and 22.9 cm are too sparse,unfortunately, to illustrate this effect.
Determination of Hydraulic Force Number. Knowledgeof fluid force is important for agitator design and long-termmaintenance-free mixer operation. In turbulent mixing vessels,fluid forces greatly affect gearbox and shaft design, as well asmechanical seal life. Their characterization is especially essentialfor tickler impellers, which operate not only near the vesselbottom, but also in liquid levels that vary widely during filland draw cycles. This combination maximizes the forces actingon a cantilevered shaft.
Fluid force analysis was conducted by LIGHTNIN/SPXProcess Equipment in the full-scale 305-cm-diameter tank shownin Figure 11. Although detailed results from this analysis arenot available to the public,2 they show the process performanceof the KT-3 tickler impeller to be suitable for the intendedapplication as a tickler in slurry systems. The operating rangeof the KT-3 is 0.0-0.25Ncr and 0.4-0.8Ncr, where Ncr is thefirst lateral critical speed. When operating at 60% of the firstlateral critical speed, the KT-3 has a fluid force number that isdouble that of the Rushton turbine. The Rushton turbine is arelatively stable impeller in ungassed fluids because of its flatblade geometry.
Fabrication of the KT-3
In the chemical processing industries, materials of construc-tion (MOC) of the tank and agitation system are critical. Tohelp ensure that the KT-3 MOC are compatible with even themost extreme of chemical environments, the edges of its bladesare rounded to accommodate a coating of fluoropolymers orglass, when necessary. Multiple fabrication techniques, whichrange from simple casting and machining to wire EDM (electricdischarge machining), are being used to generate both steel andglassed-steel ticklers.
The KT-3 ticklers used in early development and character-ization work were fabricated by “rapid prototyping,” a techniquethat converts CAD drawings (“.STL” files) into single-component ticklers constructed of layered ABS/PC melt. TheKT-3 tickers produced by SPX Process Equipment have beenfabricated from stainless steel bar and plate stock usingconventional machining methods. DeDietrich and Pfaudler have
Figure 9. Power number as a function of the impeller-to-tank diameterratio for the KT-3 tickler.
Table 3. Standard Vessel and Impeller (KT-3) Geometry
variable name symbol standard value
tank diameter Tnumber of baffles nb 4baffle width wb T/12baffle spacing sb T/48impeller (KT-3) diameter D T/3off-bottom clearance C T/3liquid depth H Tnumber of blades n 3blade width w D/5, variesblade thickness x D/60blade pitch angle (from horizontal,
down-pumping)R 45°, varies
tank base shape Base dished
Figure 10. Impeller clearance correction for the KT-3 tickler.
Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009 4995

also produced glass-lined steel KT-3 ticklers for applicationswithin Dow facilities.
Design Guidelines
Design guidelines for the KT-3 include D/T values of0.15-0.25, (as opposed to D/T g 0.33 for the main impellers)and an off-bottom clearance (Ct) as low as is safely possible.Current installations have Ct/T values of as little as 13 cm vesselswith diameters as large as 549 cm. Off-bottom clearancedepends on the tank diameter and impeller diameter. However,other physical constraints that should be considered are theparticle size, projection height of any vortex breaker at the tankoutlet, and projection height of any steady bearing. Positioningthe tickler close to the tank bottom helps impart and sustainaxial fluid motion for as long as possible and minimizes thesolids heel. Imparting a chevron shape to the tickler profile helpsposition the bottom edge of the blades parallel to the bottomsurface of the tank.
The pitch angle of the KT-3 blades varies, between ap-proximately 30° and 60°, with radial position. The preferredpitch includes an angle of approximately 45° at the middle ofthe blade arc. The number of blades on the KT-3 can vary, butthree is the preferred number.
Additional Application of the KT-3
The current work focused on tickler applications of the KT-3within slurry systems; nevertheless, an additional applicationis noted for potential future testing. In a limited number ofrelated tests involving sticky, high-viscosity media (10-60
Pa · s), an increase in otherwise pump-limited drainage rates wasobtained by placing a KT-3 above the centerline exit nozzle ofthe vessel. In these high-viscosity tests, relative values of KT-3diameter and clearance (D/T and C/T) were as presented forthe slurry applications.
Summary and Conclusions
To prevent solids settling in slurry systems, a tickler(kicker) impeller is sometimes installed below the larger mainimpeller(s) in a stirred slurry reactor or storage vessel. TheKT-3 tickler was invented at The Dow Chemical Companyto overcome the deficiencies of traditional PBT or FBTticklers by directing slurry or viscous media in an inwardand downward direction toward a centerline bottom nozzle.Directing solids toward the vessel center, rather than throwingthem outward, reduces solid deposits, facilitates draining, andreduces pump starvation. The KT-3 impeller has beensuccessfully used in combination with multiple main impellertypes including pitched-blade turbines and hydrofoils (bothnarrow- and wide-blade). Use of the KT-3 tickler has solvedchronic slurry problems (minimizing holdup and obtaininguniform slurry transfer from the tank) in multiple laboratory,pilot, and production vessels. The dimensionless powernumber of the KT-3 tickler is 0.5. Fluid force analysisconfirms the suitability of mounting the KT-3 tickler nearthe vessel bottom and operating it within one of several speedranges (0-25% or 40-80%) below the first lateral criticalspeed. The shape of the KT-3 allows it to be positioned nearand nearly parallel to the surface of curved or shallow conical
Figure 11. LIGHTNIN/SPX Process Equipment full-scale test facility.
4996 Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009

heads. KT-3 performance has been evaluated on multiplescales. In one instance, it reduced solids heels of over 450kg to less than 5 kg. Although patented by The Dow ChemicalCompany,3 the KT-3 tickler is now commercially availablefrom LIGHTNIN/SPX Process Equipment and operating inmany processing industries including those for basic and finechemicals, minerals, pharmaceuticals, and food products.
Acknowledgment
The authors express appreciation to their colleagues at TheDow Chemical Company, as well as Tim Geiger of Mattoon &Lee Equipment, Inc., and Bernd Gigas of SPX ProcessEquipment.
Literature Cited
(1) Brown, D. A. R.; Middleton, J. C.; Khan, F. Design Guide forImpeller Power Numbers; FMP Report 028; Fluid Mixing ProcessesConsortium: Cranfield, U.K., Jan 2006; Version 3.
(2) Gigas, B. E.; Cope, R. F.; Kar, K. K.; Sandor, S. P.; Pennington, A.KT-3 Mechanical Design Study; Internal Dow Report; ; The Dow ChemicalCompany: Midland, MI, Mar 2003.
(3) Kar, K. K.; Cope, R. F.; Sandor, S. P.; Pennington, A.Tickler for Slurry Reactors and Tanks. U.S. Patent 6,955,461 B2, Oct 18,2005.
(4) Rushton, J. H.; Costich, E. W.; Everett, H. J. Power Characteristicsof Mixing Impellers. Chem. Eng. Prog. 1950, 46, 395–404; 1950, 46, 467-479.
ReceiVed for reView August 8, 2008ReVised manuscript receiVed March 6, 2009
Accepted March 11, 2009
IE801221T
Ind. Eng. Chem. Res., Vol. 48, No. 10, 2009 4997








![2005.`5. [ KT 엄주욱]3 KT 엄주욱 Ⅰ 사업환경 가. KT 주도홈네트워크사업추진 시장환경: KT의홈네트워크사업은2010년약8,000억원매출전망(Bain](https://img.pdfslide.us/doc/110x75/5e60d508fae5d469896996a6/20055-kt-3-kt-a-e-e-kt-eeoe.jpg)