-
8/6/2019 Kong Chenying
1/107
DESIGN AND MANAGEMENT OF A LEAN ORDER PICKING SYSTEM
A thesis presented to
the faculty of
the Russ College of Engineering and Technology of Ohio
University
In partial fulfillment
of the requirements for the degree
Master of Science
Chenying Kong
November 2007
-
8/6/2019 Kong Chenying
2/107
2
This thesis titled
Design and Management of a Lean Order Picking System
by
CHENYING KONG
has been approved for
the Department of Industrial and Systems Engineering
and the Russ College of Engineering and Technology by
Dale T. Masel
Associate Professor of Industrial and Systems Engineering
Dennis Irwin
Dean, Russ College of Engineering and Technology
-
8/6/2019 Kong Chenying
3/107
3
ABSTRACT
KONG, CHENYING, M.S., November 2007, Industrial and Systems
Engineering
Design And Management Of A Lean Order Picking System (107
pp.)
Director of Thesis: Dale T. Masel
Order picking is the process of retrieving items from storage
according to
customer orders. It is significant to warehouse management
because it typically accounts
for over half of the operation costs.
In this research, an order picking system that is designed by
applying lean
principles is discussed. The discussion is focused on three
important decisions: layout
design, storage location assignment, and workload scheduling.
Combination of existing
strategies has been applied to layout design in order to achieve
the goal of lean. Buffer
trays are applied in the fast pick area to reduce the impact of
imbalance between zones.
Heuristics are developed to assign storage locations and
schedule workload, to optimize
the performance of the system.
The testing results show that the proposed warehouse with
assignment and
scheduling results obtained from the heuristics is more
efficient than a traditional
warehouse in terms of requested labor time of completing orders
in one wave.
Approved:
_____________________________________________________________
Dale T. Masel
Associate Professor of Industrial and Systems Engineering
-
8/6/2019 Kong Chenying
4/107
4
ACKNOWLEDGMENTS
This research could not be completed without the help and
support of many
people who are gratefully acknowledged here.
I would like to express my deepest love and gratitude to my
parents, Minggui
Kong and Fahui Chen. With their love and continuous support, I
could have the
opportunity and courage to study oversea at Ohio University, and
hence own such a
wonderful and precious experience.
I sincerely appreciate my advisor Dr. Masel, for his valuable
ideas, advice, and
guidance during my whole research and writing of the thesis.
When I was doing
internship in Chicago, his encouragement and support gave me a
lot of confidence to
finish the thesis. During my short time in Athens in writing the
final parts of the thesis, he
put high priority on it. His patience, kindness and
thoughtfulness are highly appreciated.
Im also grateful to my committee members, for their suggestions
and comments
that help me better complete this research, and for their time
spent in helping me finish
the thesis.
I owe special thanks to the tutors in the Writing Center, who
helped me revise the
thesis with a lot of patience and encouragement.
-
8/6/2019 Kong Chenying
5/107
5
TABLE OF CONTENTS
Page
Abstract...............................................................................................................................
3Acknowledgments...............................................................................................................
4List of Tables
......................................................................................................................
8List of
Figures...................................................................................................................
10CHAPTER 1: Introduction
...............................................................................................
11
1.1
Importance
................................................................................................
11
1.2
Background...............................................................................................
121.2.1 Warehouse Decision Making
........................................................ 121.2.2
Lean Principles and Application
................................................... 14
1.3
Objective...................................................................................................
14CHAPTER 2: Literature
review........................................................................................
16
2.1 Warehouse
Operations..............................................................................
162.2 Warehouse Decision
Making....................................................................
18
2.2.1 Layout Design
...............................................................................
182.2.2 Storage Location Assignment
....................................................... 222.2.3
Scheduling & Sequencing
.............................................................
262.2.4
Picking...........................................................................................
28
2.3 Lean Principles and
Application...............................................................
31CHAPTER 3:
Methodology..............................................................................................
36
3.1
Situation....................................................................................................
36
-
8/6/2019 Kong Chenying
6/107
6
3.1.1 System
Description........................................................................
363.1.2 Assumptions
..................................................................................
403.1.3 Explanation of the Proposed System Based on Lean
Principles... 40
3.2 System Model
...........................................................................................
433.2.1 Labor Time in the Fast Pick Area
................................................. 453.2.2 Labor
Time in the Traditional Area
.............................................. 463.2.3 Labor Time
of the Proposed System.............................................
48
3.2.4
Labor Time of the Traditional
Warehouse.................................... 49
3.3 Storage Assignment
Method.....................................................................
513.3.1 SKU
Selection...............................................................................
523.3.2 Space Assignment
.........................................................................
543.3.3 Mathematical Model of Space
Assignment................................... 57
3.4 Scheduling
Method...................................................................................
583.4.1 Order Grouping
.............................................................................
593.4.2 Workload Scheduling
....................................................................
65
3.5 Summary of Lean Applications in the New
System................................. 68CHAPTER 4: Testing and
Results....................................................................................
70
4.1
Simulation.................................................................................................
704.1.1 Description of the simulation model
............................................. 704.1.2 Experiment
Set Up
........................................................................
714.1.3 Simulation Results vs. Mathematical Model
Results.................... 73
4.2 Effectiveness of the
Heuristics..................................................................
75
-
8/6/2019 Kong Chenying
7/107
7
4.2.1 Experiment Set Up
........................................................................
754.2.1.1Traditional Area Size Determination
............................................ 774.2.2 Heuristics
Results vs. Random Results
......................................... 80
4.3 Performance of the Proposed
System.......................................................
824.3.1 Experiment Set Up
........................................................................
824.3.2 Proposed System Results vs. Traditional Warehouse Results
...... 83
CHAPTER 5:
Conclusion.................................................................................................
88
5.1
Summary of
Results..................................................................................
88
5.2 Applications
..............................................................................................
895.3 Future
Work..............................................................................................
89
References.........................................................................................................................
91Appendix: STORAGE LOCATION ASSIGNMENTS AND WORKLOAD
SCHEDULES FROM THE HEURISTICS
......................................................................
94
-
8/6/2019 Kong Chenying
8/107
8
LIST OF TABLES
Page
Table 3.1: One-Month Demand Forecast of 20
SKUs............................................... 53Table 3.2
(a): APZs and Zone Assignment for Step 1
.................................................... 54Table 3.2
(b): APZs and Zone Assignment for Step 2
.................................................... 55Table 3.2
(c): APZs and Zone Assignment for Step 3
.................................................... 55
Table 3.2 (d): Final Result for APZs and Zone Assignment
........................................... 55Table 3.3: Space
Assignment
Result..........................................................................
57Table 3.4: Demands of Four SKUs for Twenty Orders
............................................. 62Table 3.5: Sequence
for Order
Grouping...................................................................
63Table 3.6: Grouping Result for First Eleven
Orders.................................................. 64Table
3.7: AWS for Grouping Result in Table 3.6: (a) first attempt; (b)
corrected
assignment.................................................................................................
64Table 3.8: Order Grouping
Result..............................................................................
65Table 3.9: Demand and AW for Five
Groups............................................................
67Table 3.10: Workload Schedule for Group
1...............................................................
68Table 3.11: Workload Schedule for Five Groups
........................................................ 68Table
3.12: Summary of Lean Principle Application
.................................................. 69Table 4.1:
Parameters and Values used in the
Experiment........................................ 71
-
8/6/2019 Kong Chenying
9/107
9
Table 4.2(a): Demand Distribution for Test A
...............................................................
72Table 4.2(b): Demand Distribution for Test B
...............................................................
72Table 4.3: Total Processing Time of Test A and Test
B............................................ 73Table 4.4: Demand
Distribution for Experiment of
Heuristics.................................. 76Table 4.5:
Parameters and Values used in the
Experiment........................................ 76Table 4.6:
Parameters and Values used for Two
Tests.............................................. 80Table 4.7:
Parameters and Values used in Four Tests
............................................... 82Table 4.8:
Warehouse Size for Four
Tests.................................................................
83Table 4.9: Labor Time Results for Four
Tests...........................................................
84Table 4.10 t-Test Results
............................................................................................
85
-
8/6/2019 Kong Chenying
10/107
10
LIST OF FIGURES
Page
Figure 2.1 Layout of a traditional warehouse adapted from
[14]............................ 19Figure 2.2 The warehouse layout
of simultaneous picking and replenishment
adapted from
[20]......................................................................................
25Figure 3.1 Layout of the fast pick
area.......................................................................
37Figure 3.2 Layout of the presented warehouse
.......................................................... 39Figure
3.3: Arrangement of three
processes................................................................
49Figure 3.4: Matrix of scheduling
problem...................................................................
59Figure 4.1: Simulation model
layout...........................................................................
71Figure 4.2: Comparison on the results: (a) Test A; (b) Test
B.................................... 74Figure 4.3: Traditional
area
illustration.......................................................................
79Figure 4.4: Labor time comparison: random vs. heuristics: (a)
Small warehouse; (b)
Large
warehouse.......................................................................................
81Figure 4.5: Labor time comparison: proposed vs. traditional
warehouses: (a) 50 orders,
small capacity; (b) 50 orders, large capacity; (c) 100 orders,
small capacity;
(d) 100 orders, large capacity
...................................................................
86
-
8/6/2019 Kong Chenying
11/107
-
8/6/2019 Kong Chenying
12/107
12
warehouse will decrease significantly. That is the reason why
order picking is an
important topic in warehousing management, and why a lot of
research has been done on
it.
1.2 Background
1.2.1 Warehouse Decision Making
There are numerous issues to consider as far as warehouse
decision making is
concerned. The issues can be classified into three levels: (1)
warehouse design, (2)
warehouse management, and (3) warehouse control [2].
Warehouse design is a process of making strategic decisions,
which means the
decisions have long-term (more than one year) influence and are
not easy to change.
Warehouses need to be designed to meet basic demands (sufficient
throughput for
customer orders) and any special requirements (short response
time, low investment or
operational cost, high customization, etc.).
Warehouse design should be based on the demand, and consider
size and layout
of the warehouse, basic storage equipment, and material handling
devices. All of those
affect order picking throughput and cost, directly or
indirectly. Size and layout decide the
material flow in the warehouse and travel distance for order
picking; and storage
equipment and material handling devices decide the convenience
and speed of putting
away and retrieving.
Warehouse management is at the tactical level, and concerns the
medium-term
(from one month to a year) planning issues. Two main issues are
inventory management
-
8/6/2019 Kong Chenying
13/107
13
and storage location assignment. In this research, the latter is
one of the issues to be
discussed.
Inventory management is the process of deciding inventory
composition (which
product should be kept in stock) and inventory level (how many
of each product should
be in stock), as well as keeping stocks in good condition.
Storage location assignment is the process of deciding where to
store the products.
It may be based on analyzing historical orders or projected
inventory levels. It has direct
influence on order picking because storage location determines
the picking distance for
workers.
Warehouse control refers to the operational decisions which have
short-term
(hours, days) effects on the warehouse system. General control
issues are route of putting
away and retrieving goods, wave generation, schedule of pick
location, and sequence of
orders to be fulfilled.
The aspects of warehouse control that will be covered in the
following sections
are scheduling the locations to pick from and sequencing orders.
Pick location scheduling
is the process of assigning the pick location for each item in
each order. If all products are
just assigned to storage locations with one location for each
item, the scheduling will be
very simple. However, if some products are assigned to multiple
locations, the scheduling
becomes complicated and should be completed based on rules.
Sequencing orders is to
put customer orders in a sequence for picking to meet the goals
of the warehouse.
-
8/6/2019 Kong Chenying
14/107
14
1.2.2 Lean Principles and Application
Lean manufacturing is a method developed from JIT manufacturing
in Toyota [3].
The principles that lean promotes include waste reduction,
customer-orientation, flow,
line balancing, and lower batch size [32]. Today, lean
principles are not only for
manufacturing, but are also used in many other areas, such as
sales, purchasing, medical
service, warehousing, and distribution [3], [7], [9]. Lean
principles are widely applied
because they help organizations achieve higher throughput, lower
operation cost, faster
response, and better quality. Consequently, customers are more
satisfied with the service.
In this research, lean principles will be discussed
systematically and applied to the
design and management of an order picking system.
1.3 Objective
This research discusses an order picking system that considers
the lean principles.
The discussion is based on the three levels of warehousing:
design, management and
control. Consequently, layout, storage location assignment,
scheduling, and sequencing
are studied in the following sections.
The main goal of the research is to develop heuristics which can
help optimize the
performance of the presented order picking system. The
heuristics are developed for
storage location assignment and workload scheduling.
In order to compare the efficiency of using the heuristics to
the presented
warehouse without using them, and to compare the efficiency of
the presented warehouse
to a traditional warehouse, testing is conducted based on two
experiments: (1) the
proposed warehouse with random storage assignments and workload
schedules vs. with
-
8/6/2019 Kong Chenying
15/107
15
the assignment and scheduling results from the developed
heuristics; (2) a traditional
warehouse using a batch picking strategy vs. the proposed
warehouse with storage
location assignments and workload schedules from the heuristics.
Analytical models are
developed to calculate the performance measurements for the
testing.
The performance measurement is the labor time per wave of a
warehouse, which
is the total labor time requested to fulfill a certain number of
orders. In order to make the
systems comparable, the number of orders in a wave is fixed.
-
8/6/2019 Kong Chenying
16/107
16
CHAPTER 2: LITERATURE REVIEW
This section introduces the operations that occur in a warehouse
and summarizes
the research and accomplishments in warehouse design, management
and control. The
lean principles to be applied in this research are then
described.
2.1 Warehouse Operations
Warehouses can be run by different parties in the supply chain
and also can be
used for different purposes. However, the main reasons for
having a warehouse are
storage and consolidation. The time difference between supply
and demand is solved by
storing finished products when there is no demand. Manufacturers
can achieve
production economies without worrying about insufficient demand
at the time of
production. Customers do not have to wait for a production cycle
to get the product.
Instead, they can have it shipped directly from the
warehouse.
Also, a warehouse collects products from different manufacturers
and
consolidates the shipment to one consumer. The customer need not
receive ten separate
boxes if he orders ten different products, and the manufacturer
does not have to send five
shipments if products are ordered by five customers. Therefore,
transportation economies
are achieved. As far as consolidation is concerned, a warehouse
is the place where
manufacturers send full truckload shipments, pallet loads are
split into smaller quantities,
and different products are consolidated according to customer
orders.
De Koster and Roodbergen [12] describe the general process used
in most
warehouses as follows. When incoming products arrive, the
warehouse will receive them
and unload them at the receiving dock. Their quantity and
quality will be checked; and at
-
8/6/2019 Kong Chenying
17/107
17
the same time, labels or tags might be attached to them to
enable tracking. After
recording their profiles, they will be put in the storage area.
The product will stay there
until it is requested by the customer.
Upon receiving a customer order, the warehouse will process it
and generate a
picking list that indicates the product, quantity, and location
in the warehouse. Therefore,
the worker will know where to retrieve products. The process of
collecting requested
products according to a customer order is order picking. The
order picker can process one
order at a time, which is called Single Order Picking (SOP), or
multiple orders at once,
which is called batch picking. Batch picking allows the picker
to retrieve more items in
one trip, so picking density is increased and average travel
distance for each order is
reduced.
For SOP, items can be packed for shipping right after order
picking. However, for
batch order picking, items must be sent to another location in
the warehouse for sorting
before packing.
Lin and Lu [26] describe and compare SOP and batch picking in
their research,
and analyze what situations the two strategies are suitable for
in a traditional order
picking system, where travel distance is significant to
operation cost. They conclude that
orders with many items and many quantities are suitable for SOP,
while orders with few
items and few quantities are suitable for batch picking. It is
helpful for warehouse
managers to decide which strategy they are going to use in order
picking.
-
8/6/2019 Kong Chenying
18/107
18
2.2 Warehouse Decision Making
In order to improve the efficiency or throughput of the
warehouse, considerable
effort has been made to study the three levels of warehouse
decision making, which, in
this research, are layout design, storage location assignment,
and scheduling and
sequencing. In this section, the research and accomplishments
related to those three
aspects will be discussed.
2.2.1 Layout Design
The basic functional departments in a warehouse include a
receiving dock, a
shipping dock, a storage area, a packing station, and an office
area. The layout in this
research focuses on the area where order picking occurs, which
is part of the storage area.
In the storage area, a common scene is that products are stored
on parallel racks or
shelves, with aisles in between (See Figure 2.1). Typically,
storage equipment includes
pallet racks, gravity flow racks, bin shelves, drawers,
automated storage/retrieval systems
(AS/RS), and carousels [6].
According to the automation level in the order picking process,
warehouse
systems can be divided into three categories: (1) manual, (2)
automated, and (3)
automatic [34].
A manual warehouse system is also known as a picker-to-product
system [34],
where the order picker goes to storage locations to put away
or/and pick up items. The
picker could either walk or drive a vehicle, and a conveyor
might be used to transport
picked items.
-
8/6/2019 Kong Chenying
19/107
19
Figure 2.1 Layout of a traditional warehouse adapted from
[14]
An automated warehouse system is called a product-to-picker
system [34],
because in the system the computer-controlled equipment
sends/brings items to/from the
storage location for the picker who stands in a fixed position.
Two common automated
systems are carousels and Automated Storage and Retrieval
Systems (AS/RS). A carousel
is the material handling equipment that holds products in bins
and drawers rotating
horizontally or vertically in a closed loop. Compared with a
carousel, the AS/RS is
typically a much larger system. It stores products on parallel
racks or shelves, and an S/R
-
8/6/2019 Kong Chenying
20/107
20
machine travels in a fixed route along the aisle to put away
and/or pick up products and
bring them to/from the picker.
An automatic warehouse system uses robots or dispenser machines
which take the
place of order pickers. This system is usually used because of
high-speed requirements or
dangerous environments. Such a system requires a very large
investment and also has
product limitations, such as only small to medium sizes and
standardized shapes.
Generally speaking, there are many issues to consider when
designing a
warehouse. However, a commonly used strategy in designing a
warehouse is to divide the
storage into two areas: a forward area (also called a fast pick
area) and a reserve area.
In the forward area, a limited quantity of each Stock Keeping
Unit (SKU) is
stored and it is where most of the picks occur. The material
handling unit can be either a
case or a unit piece. In the reserve area, storage density is
high, so this is where most of
the inventory is stored. Usually, the material handling unit is
a pallet.
This configuration is used because two storage areas are
designed to focus on
their own functions: the forward area is for order picking with
the purpose of a short
walking distance, while the reserve area is for storing with an
expectation for a high stock
load.
Bartholdi and Hackman [6] discuss the forward-reserve problem.
They describe
some methods of selecting the SKU to the fast pick area,
determining the quantity of each
SKU, and locating the SKUs. Other researchers have also
considered design or layout of
the forward-reserve area, such as [14] [13] and [30].
-
8/6/2019 Kong Chenying
21/107
21
Besides the forward-reserve design, an additional common
strategy is zoning.
Zoning divides the storage area into multiple zones with order
pickers working
simultaneously and separately in their specific zones.
Typically, one zone is assigned
with one order picker who is responsible for only the fixed
area. This strategy is used to
limit travel distance and reduce congestion.
At the design level of the layout, the workload should be
balanced among zones
to avoid the situation where some zones are always busy while
others are idle. When
using zoning, picked items from zones still need to be sorted
into orders before packing.
Both SOP and batch picking can be combined with zoning. If batch
picking and
zoning are combined, it is referred to as picking in waves. When
picking in waves, the
workload of the picked items in one wave should be equally
distributed among zones.
After all order pickers finish their work, another wave can
begin.
In the research described by Lin and Lu [26], batch picking is
combined with
zoning, and through simulation they conclude that the strategy
of batch picking and
zoning is suitable for the orders with few quantities and/or few
items in a traditional order
picking system where travel distance is significant to affect
operation cost.
In recent years, new ideas have been addressed into warehouse
design. Koh et al.
[23] design a system, where horseshoe buffer is applied at the
front end of each aisle in
the AS/RS. Most of the previous research on the end-of-aisle
system assumes that each
aisle requests one order picker to work. However, with the
horseshoe buffer, an order
picker can work on two or more aisles. Therefore, such a
configuration helps save the
labor cost, and results in a more flexible system.
-
8/6/2019 Kong Chenying
22/107
22
De Koster [11] develops an order picking system where packing is
combined and
no separate packing station is needed. In the system, picking is
done directly into the
shipping cartons. Shipping cartons are sealed after picking, and
invoices are
automatically printed and attached to cartons. The storage area
is divided into zones and
uses conveyors to transport bins through all zones. At the same
time, an effort is made to
balance the workload among picking zones, such as equal size and
even distribution of
fast moving items, in order to avoid bottlenecks.
Some warehouse systems are used for special purposes resulting
in changed
layouts. A common example is the crossdock, which is popularly
used in a distribution
center. It is designed for fast-moving items and mainly plays a
role in consolidation. In a
crossdock, the function of storing is low because most of the
items are housed less than
24 hours. The significant feature of the layout of a crossdock
is that its receiving and
shipping docks are usually bigger than those in a common
warehouse, as increased
staging is necessary to implement the transportation
consolidation [5].
2.2.2 Storage Location Assignment
Before putting away a product in the storage area, a location
has to be chosen.
The process of choosing storage locations for products is called
storage location
assignment. There are several approaches widely used to decide
the storage location:
demand-based storage, class-based storage, and family grouping
[12]. Usually, the
dedicated storage policy or/and random storage policy is/are
combined with above
approaches.
-
8/6/2019 Kong Chenying
23/107
23
For dedicated storage, every SKU is assigned a fixed location
where only that
SKU can be stored. The advantage of this method is that workers
are familiar with the
locations since they do not change. Also, the manager can
control where high demand
SKUs are stored, so popular SKUs can be assigned to the
convenient locations. The
disadvantage is that the space utilization is low under this
rule. Because a location is
reserved for only a single SKU, it cannot be taken by another
SKU even if the original
SKU is out of stock. However, the shortcoming of this rule can
be minimized and the
benefit can be retained when the rule is applied to the fast
pick area, which is just a small
area compared with the reserve area, and out-of-stock situations
are quite rare in the fast
pick area. Dedicated storage policy is applied to the storage
assignment in many research
projects, including [24], [25], and [33].
Under a random storage policy, the storage location is selected
randomly. When a
location becomes empty, it is open to any SKU, which results in
a high space utilization.
The problem of this policy is that locations of products change
over time, so workers
have to be directed to locations. Also, since a SKU can be
assigned to more than one
location, it takes more time to put it away, and the system
becomes more complicated to
manage. Usually this policy is used in bulk storage areas.
Random storage policy is also
widely used, and its related research can be found in [18],
[28], and [29].
Demand-based storage means that items are assigned according to
customer
demand. There are several measures for demand, such as
popularity, turnover, volume,
pick density, and cube-per-order index (CPO). Among those
measures, CPO Index is
quite widely used. The CPO Index of an item is the required
total volume divided by the
-
8/6/2019 Kong Chenying
24/107
24
turnover [16]. For example, an item that requires 1000 cubic
feet of space with a turnover
of 200 orders per day, has a CPO index of 1000/200=5. The items
with the smallest CPO
should be located at the place that is easiest to reach.
The class-based storage approach divides products into several
classes, usually
three. The dedicated storage policy is used among classes, so
each class is restricted to a
fixed area. The random storage rule is applied within a class,
so a product can be assigned
to any location in the area assigned to its class.
Family grouping is a method considering relations between items.
The products
with strong relationships, like similarity in product function,
are assigned next to each
other. Since the items with strong relationships are more likely
to appear in the same
order, they can be picked in one trip. The precondition of this
method is that the
similarities between pairs or groups of products are known or
can be calculated.
Family grouping can be combined with other storage assignment
methods. Liu
[27] presents a clustering technique based on similarity and is
combined with the
demand-based storage assignment rule. Liu demonstrates the
potential benefit of the
clustering technique for broken case order picking. In the
research, the similarity of any
pair of items is calculated, which is the probability that they
appear in the same order.
After a similarity matrix is generated, storage locations are
assigned according to the
clusters of items and the required quantity. The item with the
largest quantity is assigned
to the nearest place to the In/Out point. The remaining items in
the same cluster are
assigned to the nearby locations. The simulation results show
that the average distance
-
8/6/2019 Kong Chenying
25/107
25
per item using this clustering technique is smaller compared
with the random storage
assignment.
The traditional way of replenishment is based on a medium length
cycle, which
means from one month to a year. However, some recent studies
[20], [30] indicate
interest in short-term replenishment and reassignment in order
to be more responsive to
the customer demand.
Kim et al. [20] describe a warehouse (refer to Figure 2.2),
where picking and
replenishment are implemented at the same time, so while pick
zones are working on
todays orders, replenish zones are restocking for tomorrows
orders.
Figure 2.2 The warehouse layout of simultaneous picking and
replenishment
adapted from [20]
-
8/6/2019 Kong Chenying
26/107
26
The cycle time for both areas is 20 hours plus 4 hours for pan
swapping, which is
switching the empty tote in picking area with a full tote from
replenish area. In order to
make the system more flexible, they decrease the pan swapping
time through reducing
the total number of totes to be replenished. They also try to
keep products in the same
location, if possible, in order to reduce the movement of
replenishment locations. Their
new logic results in a 22.3-hour order cycle time, which is 1.7
hours less than the original
operation.
Peters and Smith [30] describe a design for the fast pick area
of a distribution
center. The fast pick area is divided into two halves: one is
for picking; the other is for
replenishment. Picking and replenishment are conducted at the
same time, and the two
halves in the fast pick area change their function alternately.
The replenishment is
specifically for the next shifts picking, so they reconfigure
the fast-pick area after every
shift, which is called dynamic slotting in their research. Their
strategy aims at reducing
the size of the fast pick area, so the travel distance can be
decreased, which would reduce
order picking time and lower picking cost. Their experimental
results show that the
purpose can be achieved through optimal slot assignment.
2.2.3 Scheduling & Sequencing
A warehouse will often process thousands of orders per day.
Before picking, the
sequence of orders should be set. If an item is assigned to
multiple locations, its pick
location for a certain order must be selected. Also, if zones
are applied, the sequence of
picks in a zone has to be determined.
-
8/6/2019 Kong Chenying
27/107
27
Liu [27] develops a clustering technique for the family-based
storage location
assignment that was discussed in section 2.2.2. In the paper
there is a clustering technique
for sequencing customer orders based on similarity. First, the
similarity of any pair of
customers, which is the probability of ordering the same item,
is calculated. Second, the
sequence of orders is based on clusters of customers. The group
with the largest average
order quantity will be picked first. Then, the second largest
order quantity group goes
next, and so on. The simulation results show that the average
distance per item using the
clustering technique is smaller than that in
first-come-first-served rule.
Kim et al. [22] develop a rule for pick location selection. In
their research, one
SKU can be assigned to multiple picking zones, so a decision has
to be made on zone
selection for such a SKU when it needs to be picked. According
to the rule, the location
for the most inflexible items, each of which has only one
storage location, should be
chosen first. The most inflexible of remaining items goes
second, and so forth. After
assigning the inflexible items, there are few zones with no or
low workload. Since the
rule attempts to evenly balance the workload among picking
zones, few possible
locations are left for flexible items to be assigned, which
makes the selection process
much easier. The experimental results demonstrate that the
sequencing rule can help
reduce the misses of picking work, and make the system run at a
higher conveyor speed,
which helps reduce the cycle time.
In another paper [21], Kim et al. present two cluster-based
sequences for picking
in a zone in an automated warehouse: the x-coordinate based
heuristic and the clustering-
based sequencing algorithm. Since the length of the warehouse is
much longer than the
-
8/6/2019 Kong Chenying
28/107
28
width, the gantry robots movement is mainly in the horizontal
direction. So the authors
use a simple x-coordinate based heuristic when the pick
locations are sparse (horizontal
distance is dominant) under the assumption that the picked item
drops vertically below its
location to the buffer. In this case, the gantry robots just
need to move from left to right
(assuming the starting point is on the left) while picking.
Experimental results show that
the x-coordinate based heuristic can generate good
sequences.
In order to achieve optimal solutions, Kim et al. propose a
clustering-based
sequencing algorithm. They put the locations into one cluster
where horizontal movement
does not dominate, which means the horizontal distance between
any of the locations in a
cluster is less than the corresponding vertical distance. To
route the clusters, they follow
the x-coordinate based heuristic. In each cluster, other
optimization methods can be
considered. The use of the clustering-based algorithm divides
the big routing problem
into multiple small ones, and it is much easier to find optimal
or near optimal solutions
for the small routing problems. From the experimental results,
they demonstrate that this
algorithm generates optimal sequences for all the tests.
2.2.4 Picking
Four routing policies are simply introduced below, because one
of them will be
applied in the labor time estimation of the traditional area in
the proposed warehouse in
the Methodology section. Petersen [31] introduces several kinds
of routing policies that
are normally used, and the ones mentioned below are traversal,
return, midpoint, and
composite. The first one is traversal strategy, which arranges
the walking route from one
end of an aisle to the other end. The picker needs to walk
through a whole aisle for all the
-
8/6/2019 Kong Chenying
29/107
29
aisles in his picking zone. The second policy is called return
strategy. The picker starts
picking from one end of an aisle, turns back when he finishes
all picking work in that
aisle, and exits from the same end. The third policy is midpoint
strategy. A picking area
is divided into two equal halves when using this strategy. The
picker needs to turn back
when he reaches the midpoint, no matter whether the requested
picks are finished or not.
The other half of the storage area will be picked in the same
way. The fourth policy is
called composite strategy, which combines the advantages of both
traversal and return
strategies and makes the routing flexible. If there are many
requested items in one aisle,
the picker can do a traversal route; and if the requested items
are few and concentrated on
one end of the aisle, the picker can do a return route.
After designing a warehouse layout and developing the methods to
manage the
warehouse, an analytical model is needed to evaluate the
performance of the warehouse.
Gray et al. [15] promote an analytical approach to calculate the
pick cycle time of a
traditional warehouse doing batch picking. The pick cycle time
is considered as the total
time of finishing all orders in one cycle (batch). In their
approach, they consider walking
time, picking time generated by all kinds of technologies, and a
constant unloading time.
The traversal strategy is applied in pickers routes, and pickers
are working in separate
zones, so they calculate the walking time as below.
2 ALWT V NZ
= (1)
where,
WT Walking time in one cycle
AL Aisle length
-
8/6/2019 Kong Chenying
30/107
30
V Walking speed of the picker
NZ Number of zones in the picking area
The technology here means the storage equipment, which could be
shelves,
pallets, and flow racks.
( )1
T
t t
t
BSPT ST GT N
NZ =
= +
(2)
where,
PT Picking time per in one cycle
BS Batch Size, the average number of items requested per
batch
ST Stop Time, the constant time of each stop
GTt Unit grab time when using technology t
Nt Number of items requested to use technology t
t The type of the storage equipment
A constant unloading time is considered in their research, and
it is the time that a
picker unloads a carton onto the conveyor, and receives a new
carton and picking list. In
their approach, the pick cycle time is calculated as below.
PCT WT PT UT = + + (3)
where,
PCT Pick Cycle Time
UT Unload Time
Besides picking time, packing time should also be considered to
estimate the
performance of a warehouse. Badurdeen [4] estimates the packing
time based on the
number of items and the number of orders, because he considers
two packing activities in
-
8/6/2019 Kong Chenying
31/107
31
the study: putting items into cartons and seal the cartons. The
study assumes that the time
of putting an item into a shipping carton and the time of
sealing a carton keep constant.
Therefore, the time of putting picked items into shipping
cartons is determined by the
number of items; and the time of sealing cartons depends on the
number of orders.
The above two studies can be the references to calculate the
performance
measurement of a traditional warehouse, which will be included
in the testing of this
thesis. Also, they are valuable in developing a mathematical
model to evaluate the
performance of the proposed system in this research.
2.3 Lean Principles and Application
All lean is about is creating more value with less of
everything, says Jim
Womack, the president of the Lean Enterprise Institute [9]. The
definition is simple, but it
describes the essence of lean, and it is pursued by all
for-profit organizations. More
value means higher output and better quality, while less of
everything means lower
cost and less throughput time. Output, quality, cost, and
throughput time are four
performance measurements used by profit organizations. Better
performances on all of
these metrics can be achieved through applying lean
principles.
Lean manufacturing is a methodology developed from JIT
production in Toyota
[3]. Lean helps organizations become competitive through waste
elimination and product
(or service) quality improvement in a flow environment which is
pulled by customer
demands. The lean principles explained in this part will be
applied in this research to
warehouse design, management, and control.
-
8/6/2019 Kong Chenying
32/107
32
First, waste identification and reduction are very important
steps in lean
manufacturing. All the activities that do not add value should
be eliminated. The wastes
include materials, time and effort spent on the production
process. They are divided into
seven categories [10]:
(1) Waste from over-production, which is the inventory and
investmentbeyond customer demands.
(2) Waste of motion. Those motions are the handling and movement
causedby over-production.
(3) Transportation wastes. They result from inefficient plant or
cell layout.(4) Processing wastes, which are processing of some
parts unnecessary for
production completion or do not add value to products.
(5) Waste of waiting or queuing time, which might be caused by
inefficientwork flow and bottlenecks. This idle time causes
increase of production
cycle time.
(6) Product defect, which are the products that do not match
qualityqualifications. It will decrease when inspection work for
quality is
improved and strengthened.
(7) Inventory cost. Holding inventory costs money through space
occupation,extra handling, damage, and obsolescence.
Second, lean manufacturing calls for a pull system, where
customers demand
direct production flow and quantity. Based on the required
production quantity, plans can
-
8/6/2019 Kong Chenying
33/107
33
be made for the manufacturing process. Therefore, no waste from
over-production will
happen.
Third, the manufacturing process should be a continuous flow. If
the products or
materials continue to flow, the number of their stops is
reduced. Since they do not stay
somewhere waiting for a machine or worker, the wasted time due
to waiting can be
eliminated. In order to achieve a continuous flow, the
utilization of scarce resources must
be maximized, and the workload among all processes should be
evenly balanced.
Lot size reduction is another requirement for lean
manufacturing. Several years
ago, large lot size production was promoted by many
manufacturers because
manufacturing economies could be achieved. However, lean
encourages no batches, so
the lot size should be just one. The reason for doing this is
that the large lot size leads to
high inventory of both finished and in-process products, which
increases waste of
inventory cost. Also, producing in batches results in queuing
and waiting, and makes the
system less flexible.
Visibility is also important in lean. It is requested that both
activities and parts in
the workplace are visible for everyone, in order to ensure the
safety and instant control of
the work.
Besides the lean principles discussed above, there are other
ones, such as
workplace organization and preventive maintenance. However,
since they are not related
to the proposed warehouse system in the following part, no
detailed explanation is given
here.
-
8/6/2019 Kong Chenying
34/107
34
Today, lean principles are not only for manufacturing, but also
can be applied to
warehousing management. Lean warehousing would be defined as
achieving higher
throughput, lower cost, and better customer service through
waste elimination of time and
space.
Ackerman [1] gives suggestions on lean warehousing based on his
experience in
warehouse management. The space utilization of storage locations
should be maximized
by increasing stack height and reducing aisle width and the
number of aisles. In order to
make the material handling processes lean, the fast moving
products should be separated
from the slow moving ones. Appropriate information technology
should be applied to the
warehouse to assist management in achieving higher efficiency
and accuracy.
Baudin [7] introduces five ways to improve visibility in
warehousing. First, labels
should be attached to the grid of columns supporting the
ceiling, so workers can easily
know their own positions. Second, the dock numbers should be
visible when dock doors
are open, so it is better to write numbers on the side of the
dock instead of printing
numbers on roll-up doors. Third, three-sided overhead signs
should be used to indicate
zones, so they can be seen from all directions. Fourth,
separators should be used for
shelves and bins in order to avoid mixture. Finally, rack aisles
should be oriented in
parallel with inbound/outbound direction, so the view will not
be blocked.
Lean warehousing is a new topic in this research area; for this
reason, the research
is limited. In brief, most former research is not based on a
systematical method of lean,
but from the viewpoint of warehousing management. Most of the
authors give
suggestions based on their experience ([1], [7]) rather than
research results. Similar
-
8/6/2019 Kong Chenying
35/107
35
systems have been described for picking books [19] and vitamin
supplements [8].
However, there has been little investigation to develop methods
to optimize the
performance of this kind of system.
In this research, an order picking system will be presented
based on the principles
of lean manufacturing and further study will be conducted on the
optimization of the
system performance. The equipment and strategies used in
designing the order picking
system are not all new, but the concept of putting them together
is new, as well as the
heuristics proposed to optimize the system.
-
8/6/2019 Kong Chenying
36/107
36
CHAPTER 3: METHODOLOGY
In this section, the methodology used in the study is explained.
An order picking
system is described with basic assumptions and explanations
according to lean principles.
Then, the system model, storage assignment method, and
scheduling method, are
presented and explained separately.
3.1 Situation
3.1.1 System Description
The candidates for the warehouse are small to medium size
products with regular
shapes, such as books, stationery, cosmetics and medicine. The
warehouse uses the
forward-reserve configuration, so the storage area is divided
into two districts: a fast pick
area and a reserve area. The fast pick area is divided into
separate zones, where all
products are stored on flow racks (See Figure 3.1).In each zone,
there is one order picker
who processes one customer order at a time. The storage location
will be reassigned
periodically to adapt the system to demand changes. Beside the
fast pick area, there is
another area used for order picking. It has the layout of a
traditional warehouse and stores
the SKUs that are not assigned in the fast pick area. This area
will be called the
traditional area in this research.
The pick-to-light system is applied to help pickers finish their
work correctly
and quickly. The lights on the rack indicate to pickers where,
what, and how many to
pick. There are also lights on the buffer trays that tell the
pickers where to place, which is
called a put-to-light system. Each buffer tray temporarily holds
items from one order.
When the right shipping carton comes to the right position, the
tray will transfer items
-
8/6/2019 Kong Chenying
37/107
37
into it automatically. The buffer trays are used as a time
buffer against the time difference
between the pickers availability and the containers arrival.
More explanation of using
buffer trays will be given in section 3.1.3.
Figure 3.1 Layout of the fast pick area
Scanners are located at the beginning of all zones, so they can
determine carton
position by scanning the bar code or RFID tag on the carton. The
information obtained
from scanners is the input into the computer, which controls the
transfer of items from
buffer trays to shipping cartons.
-
8/6/2019 Kong Chenying
38/107
38
There is no separate packing station in the facility because
shipping cartons are
used directly to hold the picked items, and a machine is used to
seal the cartons at the end
of the conveyor.
In the traditional area, items are stored on shelves like a
traditional warehouse.
The area is separated evenly into zones by aisles, and there is
one picker who is
responsible for picking all the items in each zone. The
requested items in the traditional
area are picked in waves. One wave of orders in the traditional
area just means a certain
number of orders for the fast pick area. There is no batch
picking in the fast pick area.
The route strategy used in this area is traversal strategy,
which means the picker
goes through the entire aisle and ends at the other side of the
aisle. The traversal strategy
is used in the traditional area, because the walking time of
pickers is easy to calculate.
Also this routing strategy fits well in the traditional picking
area, because both ends of the
aisles have conveyors to transport picked items to sorting and
packing area, and pickers
can place items at either end.
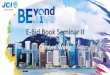
The sorting lanes are connections between the fast pick area and
the traditional
area (see Figure 3.2). The shipping cartons are transported out
of the fast pick area by the
main conveyor, and there are two branches for two kinds of
cartons.
-
8/6/2019 Kong Chenying
39/107
39
Figure 3.2 Layout of the presented warehouse
The branch Conveyor I is for the shipping cartons that do not
need items from the
traditional area. The items requested for those orders are all
located in the fast pick area,
and orders can be fully completed there. Those cartons go
directly for sealing and then
are shipped out.
The branch Conveyor II is for the shipping cartons that need
items from the
traditional area, which are transported out from the traditional
area by sorting conveyor
and then are sorted to individual lanes. The workers at the end
of the lanes put the items
into the right trays, which are controlled by the computer
system. The trays transfer items
into the right shipping cartons coming from the fast pick
area.
-
8/6/2019 Kong Chenying
40/107
40
3.1.2 Assumptions
In this research, it is assumed that an order picker in the fast
pick area can take all
the items listed on an order for a picking zone in one trip,
since all items are small. This
assumption is made in order to simplify calculation of travel
distance. The system can be
adapted to the situation where some picked items are too big to
be all picked at one time.
The only change is the formulas of calculating travel distance
based on the percentage of
orders that require multiple trips.
When estimating the picking time in the fast pick area, the
number of units of the
SKU to be picked is considered. Routing will not be considered
in the fast pick area,
since it is an insignificant factor there compared with picking
in the traditional area. But
the walking time will still be included in order to make the
time estimation model
realistic. The walking time in a zone is assumed to be a
constant since traveling and
routing are insignificant.
The forecast of customer demand is assumed to be reliable,
because the storage
assignment is going to be based on the forecast. If the forecast
is unreliable, the proposed
heuristics for storage assignment method and scheduling can
still be used, but there might
be more trips to the traditional area and/or some out-of-stocks.
The warehouse manager
could reduce the time between reassigning storage locations to
avoid the impact of poor
forecasts.
3.1.3 Explanation of the Proposed System Based on Lean
Principles
To develop the proposed system, lean principles are applied to
order picking,
especially the fast pick area. First, lean tells us to be
customer-oriented, i.e. to do only
-
8/6/2019 Kong Chenying
41/107
41
activities that provide value to the customers. The
non-value-added work is a waste for
both customers and the warehouse. Customers just want to get
their products at the right
time in the right place. So movement and handling activities
should be avoided when
they are unnecessary. Batching orders into waves is a strategy
that warehouses use to
increase picking density. It is helpful for warehouses because
waves increase the number
of picks per trip for order pickers. However, the extra work and
handling of sorting and
packing after picking does not bring any benefit for customers.
Therefore, the fast pick
area in this research has no wave for picking, which also
matches the lean principle of
reducing the batch size. As the batch size is reduced to one,
the items in one order need
not wait for pickers while the pickers are working on other
orders in the wave, which
means less waiting time.
Second, the process should flow. Usually, in a warehouse there
is a separate
packing station, which means picking products and putting them
into intermediate
containers and moving them into shipping cartons in the packing
station. Then, there will
be extra put-down and pick-up work; also products spend more
time in queue for packing.
Since it is not a rule to keep an area for each operation, it is
possible to combine two
operations and remove one function area. Sometimes, picking and
sorting are combined
in one working process, called sort while picking [6]. In the
fast pick area, the packing
station is eliminated and products will be placed directly into
shipping cartons after
picking, and a machine will seal them at the end of the
conveyor. As a result, the workers
are no longer necessary in the packing station. Meanwhile, the
process continuously
flows and products can spend less time waiting.
-
8/6/2019 Kong Chenying
42/107
42
Third, waste is further reduced by using a fast pick area and
picking zones, both
of which can help reduce travel. In a fast pick area, SKUs are
concentrated into a smaller
area, which means higher pick density. Thus, pickers are more
likely to finish one order
in a smaller area with less travel. A fast pick area is called a
warehouse within the
warehouse [6]; a picking zone can also be thought of as a
fast-pick area in a fast-pick
area. Each picking zone has an order picker, who is responsible
for all the picks in that
zone and works on only one order at a time. The pickers work
area is limited into a
smaller area, and consequently, there will be even less travel
and faster response. A
conveyor passes from the first picking zone to the last one.
Shipping cartons are put on
the conveyor, and each carton will pass all zones to finish one
order.
Fourth, an effort is made for higher utilization of scarce
resources. Since order
picking is labor-intensive, the order picker is the scarce
resource in this situation. There
are two ways to maximize the use of workers. One is to apply
advanced technology to
help them work more efficiently. Here a pick-to-light system is
used, which tells
pickers what to pick, where to get the items, and how many are
needed. Also a put-to-
light system is applied on the buffer trays, indicating pickers
where to place the pick
items. Thus, pickers can finish their work faster with fewer
errors.
The other way is to keep pickers working all the time. It is
difficult to achieve that
in a common picking zone, because the workload assigned to all
zones is not equal all the
time in practice, even if it is equal on average. Maybe a picker
wants to work in advance
of the next order when he is idle; however, if he has no place
to hold the picked SKUs, he
still cannot move on. As a result, pickers would alternate
between busyness and idleness,
-
8/6/2019 Kong Chenying
43/107
43
and they spend time waiting for containers. In this research,
the buffer tray is used as a
time buffer against the time difference between the pickers
availability and the
containers arrival. Each picking zone has several buffer trays,
the number of which
depends on required throughput and number of picking zones. Each
buffer tray
temporarily holds picked items from one order. Pickers shuttle
between flow racks and
buffer trays. When the right shipping carton comes to the right
position, the buffer tray
will transfer the items it is holding into the carton
automatically. There are also lights on
buffer trays, which indicate that the picker can place the
product into the tray where the
corresponding light is on. This is known as a put-to-light
system.
However, the application of buffer tray is insufficient to
balance the workload
among all picking zones without proper management. If items with
high frequencies are
concentrated in one or several zones, workers in those zones
will be very busy and
workers in other zones will have a lot of idle time. An
appropriate method should be
applied in storage location assignment in order to balance the
workload across picking
zones. If large orders, which require a large amount of picking
work, are sequenced
together, order pickers will not have enough time to finish all
orders and so will miss
some orders. Thus, customer orders should be scheduled in a
proper sequence based on
the assignment. Section 3.3 and 3.4 describe the heuristics for
achieving this balance in
assigning storage locations, grouping orders, and scheduling
workloads.
3.2 System Model
The system model is used to estimate the labor time spent in
finishing all
requested orders of a wave in the whole lean system, which
contains a fast pick area and
-
8/6/2019 Kong Chenying
44/107
44
a traditional area. The size of a wave is decided by the number
of orders, and all waves in
one day should be the same size. The wave here is from the
traditional area, because the
orders are processed in waves there. In the fast pick area,
orders are processed one by one,
but those from the wave 1 are processed earlier than those from
the wave 2 in order to
match the working pace in the traditional area.
The labor time per wave is the sum of all the laborers working
time in one wave,
including picking time and traveling time in both areas, as well
as packing time in the
traditional area. The labor time per wave is taken as the
performance measurement of the
system, because labor is the main operation cost of a warehouse,
especially in the order
picking area. If labor time per wave is reduced, the total labor
time per day is reduced as
well, and the operation cost will decrease accordingly. This
performance measurement
will be compared with the labor time per wave happened in a
traditional warehouse in the
Section 4 of the thesis.
Labor time is the working time generated by workers, so the work
completed by
machines will not be included. In the proposed warehouse,
sealing cartons is operated by
a sealing machine at the end of the main conveyor, thus there is
no sealing time in
packing time calculation. In the traditional warehouse, there
are packers at the end of
sorting lanes. They seal the carton after they finish putting
all items for one order into one
carton, so there is sealing time for packing time calculation in
the traditional warehouse.
The sorting time is not included in labor time, because sorting
items and transporting
them from picking area to packing area are completed by
automatic sorting machine in
both proposed and traditional warehouses. The shipping carton
dispatch time in the
-
8/6/2019 Kong Chenying
45/107
45
proposed system is the same as that in a traditional warehouse,
because they both depend
on the number of orders. For this reason, the dispatch time is
not included in calculating
labor time for both systems in order to simplify the
comparison.
3.2.1 Labor Time in the Fast Pick Area
The processing time in the fast pick area is the time spent for
one waves orders in
finishing all the work in the fast pick area, which includes
picking time and traveling time
in a zone.
PT NG PCT=
(4)
PCT GT WT= + (5)
0GT GT TW = (6)
where,
PT Pick Time, time of finishing picks of a wave in the fast pick
area
PCT Pick Cycle Time, time of finishing all picks in a group
n Number of zones in the fast pick area.
NG Number of groups in one wave
GT Grab Time, time of grabbing all items of in a zone in a
group
GT0 Unit Grab Time, time of grabbing an item
TW Takt Workload, the maximal number of items per zone per
group
WT Walk Time, time of traveling in a zone to pick items in a
group
The orders in one wave are put into groups for scheduling
purpose. Section 3.4
explains how to group orders of one wave. The pick cycle time
should be smaller than the
takt time, so the assigned workload in one group can be finished
in available time.
-
8/6/2019 Kong Chenying
46/107
46
The labor time per wave in the fast pick area is the sum of each
pickers
processing time. The number of pickers is equal to the number of
zones.
f LT PT n= (7)
where,
LTf: Labor time per wave in the fast pick area
3.2.2 Labor Time in the Traditional Area
In the traditional area, items are stored on shelves like a
traditional warehouse.
The area is separated into zones by aisles, and in each aisle
there is one picker who is
responsible for all the picks in that aisle. The route strategy
used in this section is
traversal strategy, which means the picker goes through the
entire aisle and ends at the
other side of the aisle. Both ends of the aisles have conveyors
to transport picked items,
so the travel distance of each picker in one wave is calculated
as the aisle length. Assume
that the picker can finish all picks for a wave in one
route.
0trALWT
V= (8)
where,
WT0 Walk Time, time of traveling of a picker in a wave
ALtr Aisle Length in the traditional area
V Walking speed of a picker
Besides walking, pickers stop for grabbing requested items, so
the grabbing time
should be included. Assume the time of grabbing an item remains
the same, which means
it depends on the number of requested items.
0tr tr GT GT N = (9)
-
8/6/2019 Kong Chenying
47/107
47
where,
GTtr Grab Time in the traditional area
GT0 Unit Grab Time, time of grabbing an item
Ntr Number of items requested to pick in the traditional
area
After finishing picking items for one wave, pickers place them
on the sorting
conveyor which takes them to the specified sorting lanes. There
are workers at the end of
sorting lanes, who take items from the lane and put them into
the trays. This is considered
as packing time for the labor time calculation of the
traditional area, and the workers are
called packers although they do not really pack shipping
cartons. Assume the time for
putting an item into a carton remains the same, which means the
total packing time in the
traditional area depends on the number of requested items.
0tr tr PaT PaT N = (10)
where,
PaTtr Pack Time in the traditional area
PaT0 Unit Pack Time, time of putting an item into a carton
The labor time per wave in traditional area is the sum of each
workers time spent
on traveling, grabbing, and packing.
( )0tr tr tr tr LT WT NP GT PaT = + + (11)
where,
LTtr Labor time per wave in the traditional area
NPtr Number of pickers in the traditional area
-
8/6/2019 Kong Chenying
48/107
48
3.2.3 Labor Time of the Proposed System
There are mainly three operations in the proposed warehouse:
picking in the fast
pick area, picking in the traditional area, and packing in the
traditional area. In the
traditional area of the proposed warehouse, pickers work one
wave earlier than packers,
so packers do not need to wait for the picked items. When
packers start working, the
items picked from the first wave just arrive at the sorting
lane. The pickers in the fast pick
area start working one wave later than the packers. When
shipping cartons coming from
the fast pick area arrive at the traditional area, the items
picked from the traditional area
are in the buffer trays and ready to be transferred into the
shipping cartons.
To realize the operating process described above, the processing
time of those
three operations should be roughly equal to each other (see
Figure 3.3); otherwise the
operation with longest processing time becomes a bottleneck. If
a bottleneck occurs,
other operations need to wait for it, which means the process
cannot continuously flow
and there will be waiting time and idle time. The concurrency of
the three operations can
be achieved by adjusting the number of pickers and packers in
the traditional area as well
as the number of orders per wave.
When operating the system, the traveling of items from drop
point to the sorting
lane will starts a little bit later than the picking in the
traditional area. The traveling of
shipping cartons from the fast pick area to the packing area
will also start some time later
than the picking in the fast pick area.
-
8/6/2019 Kong Chenying
49/107
49
wave 1 wave 2 wave 3
`
wave 1
wave 1 wave 2 wave 3
Picking time per wave in the traditional area
Travel time from drop point to sorting lane
Packing time per wave
Picking time per wave in the fast pick area
Travel time from the fast pick area to packing area
Figure 3.3: Arrangement of three processes
By doing this, there is no waiting time for packers, and the
labor time of the
proposed system is simply the sum of all the laborers working
time, including grabbing
time and walking time in both areas, as well as packing time in
the traditional area.
f tr LT LT LT = + (12)
where,
LT Labor time per wave in the proposed warehouse
3.2.4 Labor Time of the Traditional Warehouse
The formula used to estimate the labor time of the traditional
warehouse is similar
with time estimation in the traditional area of the proposed
warehouse. But the traditional
-
8/6/2019 Kong Chenying
50/107
50
warehouse has one more part of time included in the packing
time, i.e. sealing time. That
is because the shipping cartons are sealed by packers instead of
sealing machines.
0
ALWT
V= (13)
where,
WT0 Walk Time, time of traveling of a picker in a wave
AL Aisle Length in the traditional warehouse
V Walking speed of a picker
0GT GT N = (14)
where,
GT Grab Time per wave in the traditional warehouse
GT0 Unit Grab Time, time of grabbing an item
N Number of items requested per wave to pick in the
traditional
warehouse
After finishing picking items for one wave, pickers place them
on the sorting
conveyor which takes them to the specified sorting lanes. There
are packers at the end of
sorting lanes who take responsibility for putting items into
cartons and sealing the cartons
before shipping. The time of those two processes are considered
as two parts of the
packing time in the labor time estimation of the traditional
warehouse. Assume that the
time of sealing a carton remains the same, which means the
sealing time depends on the
number of orders. The total packing time is the sum of putting
time and sealing time [4].
( ) ( )0 0PaT PuT N ST NO= + (15)
-
8/6/2019 Kong Chenying
51/107
51
where,
PaT Pack Time in the traditional warehouse
PuT0 Unit Put Time, time of putting an item into a carton
ST0 Unit Seal Time, time of sealing a carton
NO Number of orders per wave
The labor time per wave in the traditional warehouse is the sum
of each workers
time spent on traveling, grabbing and packing.
( ) ( )0t LT WT NP GT PaT = + + (16)
where,
LTt Labor Time per wave in the traditional warehouse
NP Number of pickers in the traditional warehouse
3.3 Storage Assignment Method
A storage assignment method is a group of rules that is used to
assign the SKUs to
a storage location. Since routing in the fast pick area is not
considered in this research,
the storage locations within a picking zone make no difference.
Consequently, the storage
assignment method in this part is about SKU selection (which SKU
should be stored in
the fast pick area) and space assignment (how many zones a SKU
is located in and which
zone it is placed).
The basic rule of the method is to evenly balance the demand
among picking
zones. If the demands across zones are not balanced, there must
be some zones that are
always busy and some are idle. If the demands are evenly
distributed, the idle time of
zones can be reduced. So this rule matches the lean principle of
eliminating idle time.
-
8/6/2019 Kong Chenying
52/107
52
The second rule is to reduce rush and travel. If a rush happens
to one zone, the
zone would be a bottle neck which causes waiting of other zones.
According to the lean
principle of reducing waiting time, rushes should be
avoided.
3.3.1 SKU Selection
The SKUs to be stored in the fast pick area are based on the
demand and ordering
frequency of the SKU. The demand of a SKU is the number of items
requested by all the
orders during a time period. In this research, SKU selection is
based on monthly demand
forecasts.
The ordering frequency of a SKU is the number of times that it
is requested by
different orders. According to the rule of reducing travel, if
two SKUs have the same
demand, the SKUs with higher ordering frequency will be put to
the fast pick area. The
SKU with higher frequency is more likely to be ordered and
picked, so more travel is
required if the SKU is put in the traditional area.
The SKUs that are not chosen to be put in the fast-pick area
will be stored in the
traditional area. If those SKUs are ordered, they will be
retrieved from the traditional area,
and they will be combined with the ones picked in the fast-pick
area before the shipping
carton is sealed. Since those are low demand items, the picking
work in the traditional
area does not significantly add to the operating cost.
Consider a warehouse having twenty SKUs that allows 20% of the
SKUs to be
stored in the fast pick area. Table 3.1 shows an example with
one months demand
forecast for twenty SKUs.
-
8/6/2019 Kong Chenying
53/107
53
Table 3.1: One-Month Demand Forecast of 20 SKUs
SKU Demand Percentage Accumulated Percentage
S1 1238 34.83% 34.83%S2 791 22.26% 57.09%
S3 469 13.20% 70.29%
S4 320 9.00% 79.29%
S5 114 3.21% 82.50%
S6 107 3.01% 85.51%
S7 107 3.01% 88.52%
S8 101 2.84% 91.36%
S9 64 1.80% 93.16%
S10 56 1.58% 94.74%
S11 53 1.49% 96.23%
S12 28 0.79% 97.02%S13 27 0.76% 97.78%
S14 21 0.59% 98.37%
S15 15 0.42% 98.79%
S16 14 0.39% 99.18%
S17 12 0.34% 99.52%
S18 10 0.28% 99.80%
S19 5 0.14% 99.94%
S20 2 0.06% 100.00%
The Demand column shows the estimated demand for each SKU for
one month.
Percentage is the ratio of a SKUs demand to total demand. In
Table 3.1, SKUs are
sorted in a descending sequence according to demand; and the
Accumulated
Percentage tells that the first four SKUs stand for 79.3% of the
total demand. Based on
the total demand and pick frequency, the first 20% of SKUs are
S1, S2, S3, and S4.
According to the heuristic of SKU selection mentioned in this
section, S1, S2, S3, and S4
will be assigned in the fast pick area, and other SKUs will be
stored in the traditional area.
-
8/6/2019 Kong Chenying
54/107
54
3.3.2 Space Assignment
Space assignment is based on the forecasted demand for the
coming month, and
the storage locations will be reassigned monthly. The SKUs
chosen to be stored in the
fast pick area will be assigned to one or more zones. Two
decisions are needed to be
made for space assignment. One is how many locations for each
SKU; and then to which
zone each SKU should go.
The space assignment approach begins by allocating each SKU with
one zone.
There is an index to be calculated, i.e. average number of picks
per zone (APZ). The APZ
for SKU Si is the ratio of the total demand ofSi to the number
of zones it is assigned to.
After allocating each SKU with one zone, the second step is
computing APZ for every
SKU and finding out the highest APZ. Then the SKU with highest
APZ should be
allocated with one more zone. The next step is recalculating the
APZ for each SKU, and
repeating the second step. The assignment will stop when the
total number of assigned
locations reaches the capacity in the forward area.
Continuing the example in last section, if there are five zones
in the fast pick area,
and each zone has two storage locations, in total ten locations
are available to store the
four SKUs. According to the heuristic, each SKU is assigned with
one zone first. Their
current APZs are shown in Table 3.2 (a).
Table 3.2 (a): APZs and Zone Assignment for Step 1
SKU S1 S2 S3 S4 # Location Taken
Demand 1238 791 469 320
# Zones 1 1 1 1 4
APZ 1238 791 469 320 (6 available)
-
8/6/2019 Kong Chenying
55/107
55
The highest APZ is that of SKU S1, so S1 is assigned with one
more zone, as
shown in Table 3.2 (b).
Table 3.2 (b): APZs and Zone Assignment for Step 2
SKU S1 S2 S3 S4 # Location Taken
Demand 1238 791 469 320
# Zones 2 1 1 1 5
APZ 619 791 469 320 (5 available)
Now, SKU S2 has the highest APZ, which allows for one more zone
for S2. Then,
new results for APZs are calculated as Table 3.2 (c) shows.
Table 3.2 (c): APZs and Zone Assignment for Step 3
SKU S1 S2 S3 S4 # Location Taken
Demand 1238 791 469 320
# Zones 2 2 1 1 6APZ 619 395.5 469 320 (4 available)
The above assignment is repeated until all ten locations are
taken. The final
results of space assignment are shown in Table 3.2 (d).
Table 3.2 (d): Final Result for APZs and Zone Assignment
SKU S1 S2 S3 S4 # Location Taken
Demand 1238 791 469 320
# Zones 4 3 2 1 10
APZ 309.5 263.7 243.5 320 (0 available)
-
8/6/2019 Kong Chenying
56/107
56
After determining the number of zones for each SKU, the next
decision to make is
where to assign each SKU. Inflexible SKUs are those items with
low demands and
assigned with one or two locations, meaning that they either do
not have high ordering
frequencies or their ordering quantities are small. Those SKUs
should be assigned first
and spread among zones to balance the average picking
frequencies and quantities.
Flexible SKUs are those items that have high demands, and they
should be split into
multiple zones to make workload balancing possible and
easier.
A single SKU should not be assigned to the same zone twice,
because it is not
helpful for splitting the SKU into zones. Also, several zones
should not have the same
combination of SKUs. If, by chance, two of the SKUs both have
very high demand for an
order, its hard or even impossible to balance the workload. The
flexible SKUs should be
located together with inflexible SKUs in order to reduce rush.
As a result of following
above three rules, the final space assignment will combine
popular SKUs with less
popular SKUs, and the combination for each zone will most likely
be different.
In the case mentioned before, the most inflexible SKU is S4
because it has the
lowest demand and frequency. So S4 should be assigned first, and
it is stored in Zone 1.
The next SKU to be assigned is S3. In order to spread inflexible
SKUs among zones, S3
is placed into zones without S4, which are Zones 2 and 3. For
the same reason, S2 is
assigned to Zone 4, 5, and 3. The reason of placing S2 together
with S3 instead of S4 is
that S4 is the most inflexible SKU and it should be stored
together with the most popular
SKU S1. Based on the number of locations assigned, the four SKUs
should be placed into
five zones as shown in Table 3.3.
-
8/6/2019 Kong Chenying
57/107
57
Table 3.3: Space Assignment Result
Zone 1 Zone 2 Zone 3 Zone 4 Zone 5S4 S1 S3 S1 S3 S2 S2 S1 S2
S1
3.3.3 Mathematical Model of Space Assignment
This mathematical model is developed to better understand the
space assignment
method and help users to apply the heuristics into their
warehouse storage location
assignment.
Indices:
i index of SKU, 1, 2, 3, ,I.
j index of picking zone, 1, 2, 3, ,J.
Variables:
APZi Average number of picks per zone for SKU Si.
TDi Total assignment demand of SKU Si for all zones.
Ni Number of zones that have SKU Si.
n Number of zones in the fast pick area.
Y Number of locations in a zone.
wij =1, if there is SKU Si located in Zonej,
=0, if no SKU Si located in Zonej.
Objective Function:
{ }( )i Min Max APZ i , (17)
Subject to:
-
8/6/2019 Kong Chenying
58/107
-
8/6/2019 Kong Chenying
59/107
59
each order will be scheduled into a bin in the matrix. So there
are two decisions to make
and two constraints to consider. It has to be decided which
group and which zone (when a
SKU is assigned to multiple zones) each item should be assigned
to. However, the item is
not free to go anywhere, because it has to go to the group which
includes its order and it
can only be assigned in the zone which has the SKU.
Zone 1 Zone 2 Zone 3 Zone 4 Zone 5
Group 1
Group 2
Group 3
Group 4
Group 5
Figure 3.4: Matrix of scheduling problem
When scheduling the items, the two decisions and two constraints
should be
considered at the same time to get a global solution. However,
its very hard to do the
scheduling by hand. Therefore, in this research, the scheduling
problem will be solved
through two steps: order grouping and workload scheduling.
3.4.1 Order Grouping
It is difficult and usually impossible to evenly distribute the
workload for a single
order among all zones due to fewer requested items than number
of zones. Imagine an
order with a demand of nine items no matter how many SKUs, and a
fast pick area with
ten zones. There is no way to balance the demand among zones for
this order. If several
-
8/6/2019 Kong Chenying
60/107
60
orders are grouped together, the workload of the large order is
more likely to be balanced.
Therefore, rather than attempting to balance an individual
order, we group orders for
scheduling purposes. The goal will be to evenly distribute the
workload of a group, and
by using buffer trays the orders will still be picked one by
one. Normally, the group size
(number of orders per group) is equal to the number of buffer
trays in a zone. The former
can be smaller than the latter, but it cannot be bigger;
otherwise there are not enough
places to hold the picked items.
The takt time is the available time for the whole picking line
to finish the demand
of each group. The takt time is equal to the total time
available for one day divided by the
number of groups. It is important to keep the takt time constant
for one days work
because it decides the conveyor speed. No warehouse wants to
adjust the conveyor speed
all the time. Since takt time is a constant, the demand of a
group should be the same. For
this reason, orders cannot be randomly put together, and they
need to be scheduled
following the heuristic below.
The heuristic begins with sorting all orders by demand in
descending sequence.
The largest order goes to the first group, and the second
largest order goes to the second
group, and so forth. After finishing a round, the next order
should be assigned to the
group currently with smallest demand instead of the first group
again. All the remaining
orders follow this rule. The purpose of doing this is to balance
the workload among
groups; therefore, it is possible that the number of orders per
group is not equal to each
other.
-
8/6/2019 Kong Chenying
61/107
61
During order grouping, there is one index to be calculated,
which is the current
average workload per zone for each SKU in each group (AWS).
AWSij is the ratio of SKU
Sis demand assigned to the Groupj, to the number of zones having
SKU Si.
i
ij
ijN
DAWS = (21)
where,
Dij Current demand of SKU Si assigned to Groupj
Ni Number of zones that have SKU Si
The AWS values are used as a standard to see whether current
grouping is fine or
not. They should always be smaller or equal to the takt
workload, which is the maximum
workload