Embed Size (px)
Citation preview

315
1. . . . .: . 1985.304 .
2. . . . . . . -: . . , 2009, 185 .
3. . ., . . // -
. 2010. 2. . 114—120.
V. Zhmurin, V. SalnikovCRITERIA OF THE ESTIMATION OF EFFICIENCY OF PROCESS OF CUTTINGThe criteria for evaluating the effectiveness of the cutting is discussed. The detailed
analysis of each criterion is presented. The criterion of evaluation, which allowed fast correctcutting data, according to data collected from the control program CNC machine is pro-posed.
Key words: high speed milling, the evaluation criteria of the cutting conditions, in-crease productivity, economic criteria, weight the criteria, energy criteria, limiting factors.
12.11.10
658.562:001.893. . , . (48753)46675, [email protected]
, , « »),. . , . , ., [email protected],. . , . , ., (84872) 35-18-87, [email protected]
, , )
« »
- " ", , , -
.: , , , -
, .
- – -
. -,
, « »,.

. . 2011. . 3
316
--
( ) -.
, ( -, , , , -
) kN . -
N ., , ,
, , -
. 14.201–83 " -
" , .
, . --
: C , k k .
31
32 kkN . (1)
2/3 1/3 -, 14.201–83 , -
.
. :
TCCC , (2)
C , - (, ),
" " , -, -
, -Ra :
n
j
jjlnlRa
Ra1
, (3)

317
jRa – j ; jl – j -; n – ; l –
. [1]:
,100/1 'p KkTC (4)
T[2]:
1ktRaSMT
n
i
ci
bi
ai
y , (5)
- , ; p –, ;
– , ; 'K – ,%; n – ( );k – , ; M –
, ; iS – i , 2;
iRa – i , ; it – i, ; n – ; a , b , c , y –
, -.
. k
in
ik
nk
1i
1 , (6)
n - ;i
k - -i ,
( , ):
:
,,0,06,1,25,0
,12,1,5,0
,25,1,75,0
,6,1,1
iN
i
Ni
Ni
Ni
D
D
D
D
k (7)

. . 2011. . 3
318
:,,0
,22,5,0,12,1
i AA
k i
i(8)
i – ; 2,1 AA – 8593 – 81. (1,6; 1,25…)
8032-84. ( ,
, ) . ,
1i
k , - 0i
k . [3] ,
-, -
. , -
:n
jiji n 1
1 , (9)
.,1,%5,0
ij
, , -, (45 % -
) . -
-, . , -
-.
, – -.
, -) M . -
M . k -k k :

319
kkk . (10)
-,
.,
, , .
.-
.
( , , , , , ,
) . - ( , LD ) i
i
i
k
jj
id
kD
1
1 ,i
i
k
jj
iL
kL
1
1 , (11)
i – ; ik – -, i ;
ii ld , – j .i
ld , d ( LD, ) :
22min lLdDi iii. (12)
, .
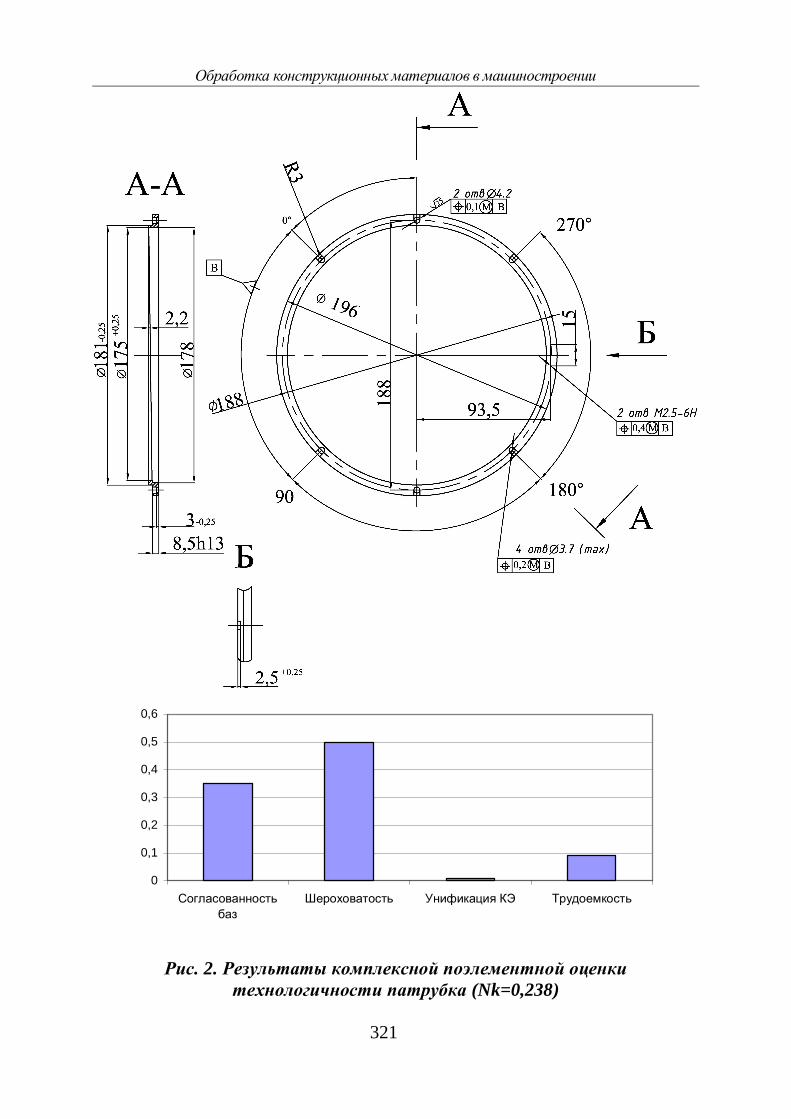
: ; -; ; -
( . 1-3). 0,84,
.-
– , .

. . 2011. . 3
320
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
.1. (Nk=0,318)

. . 2011. . 3
322
00,050,1
0,150,2
0,250,3
0,350,4
0,45
. 3. (Nk=0,175)

323
, - « ».
1. : .. . .: , 1990.
2. . ., . . -
// .2006. 1. . 22-25.
3. . . - [ ]: . . /
. . . . , 2004. URL:http://graphpowernstu.ru/wolchin/umm/eskd/index.htm. . 0320400632.
S. Tulchev, O. Jamnikova, A. InozemtsevINTEGRATED MANUFACTURABILITY ESTIMATION OF A SHAFT CLASS
PART'SThe article deals with engineering solution quality increase in machine building in-
dustry on base of the qualimetric estimation of a shaft class part's manufacturability, thatconsidering the cost, the manufacturing content, engineering and technological unification ofthe part' elements.
Key words: manufacturability, manufacturing content, unification, engineering,shaft.
07.12.10

![F B G B K L ? J K L < H H ; J : A H < : G B Y B G : M D B ...география. > B K K ? J L : P B Y g Z k h b k d Z g b _ m q _ g h c k l _ i _ g b d Z g ^ b ^ Z l Z ]](https://img.pdfslide.us/doc/110x75/6001e5360110212f272b5d52/f-b-g-b-k-l-j-k-l-h-h-j-a-h-g-b-y-b-g-m-d-b-.jpg)












![I J : < B L ? E V K L < H K K B C K ? > ? J : P B B · 2015-12-07 · I J : < B L ? E V K L < H K K B C K ? > ? J : P B B N _ ^ _ j Z e v g h ] h k m ^ Z j k l \](https://img.pdfslide.us/doc/110x75/5f16584e76281f7454308154/i-j-b-l-e-v-k-l-h-k-k-b-c-k-j-p-b-b-2015-12-07-i-j-.jpg)