Embed Size (px)
Citation preview
Just-in-Time and Lean Production Systems
Waste is ‘anything other than the minimum amount of equipment, materials, parts, space, and worker’s time, which are absolutely essential to add value to the product.’
— Shoichiro Toyoda President, Toyota
© 1995 Corel Corp.
Introductory Quotation
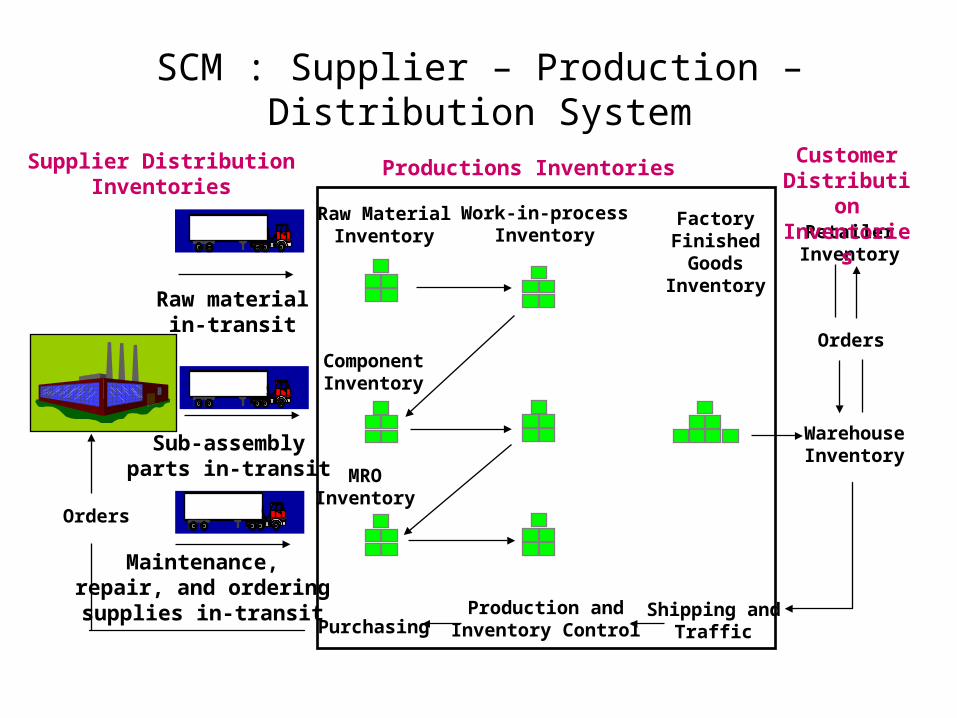
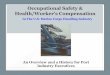
SCM : Supplier – Production – Distribution System
Supplier DistributionInventories
Raw materialin-transit
Sub-assemblyparts in-transit
Maintenance,repair, and orderingsupplies in-transit
Raw MaterialInventory
Work-in-processInventory
FactoryFinishedGoods
Inventory
ComponentInventory
MROInventory
PurchasingProduction and
Inventory ControlShipping and
Traffic
RetailerInventory
Orders
WarehouseInventory
Productions InventoriesCustomer
DistributionInventories
Orders
• Management philosophy of continuous and forced problem solving
• Supplies and components are ‘pulled’ through system to arrive where they are needed when they are needed.
What is Just-in-Time?
Lean Production
• Lean Production supplies customers with exactly what the customer wants, when the customer wants, without waste, through continuous improvement.
• Attacks waste– Anything not adding value to the product
• From the customer’s perspective• Exposes problems and bottlenecks caused by variability
– Deviation from optimum• Achieves streamlined production
– By reducing inventory
What Does Just-in-Time Do?
• Overproduction
• Waiting
• Transportation
• Inefficient processing
• Inventory
• Unnecessary motion
• Product defects© 1995 Corel Corp.
Types of Waste
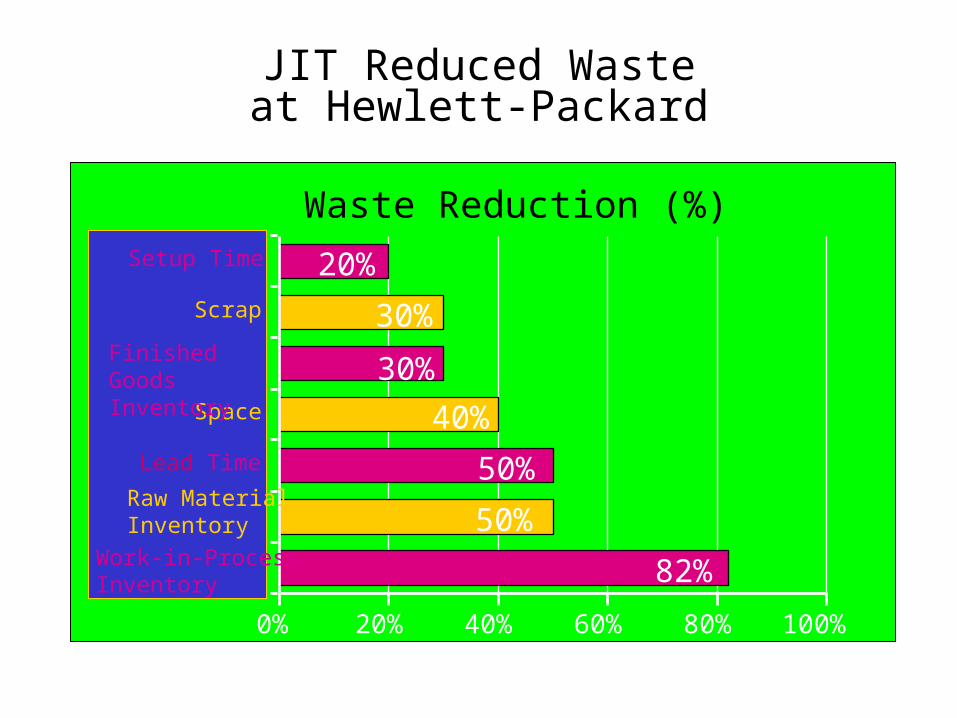
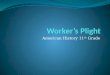
Waste Reduction (%)
82%
50%
50%
30%
30%
20%
40%
0% 20% 40% 60% 80% 100%
Work-in-Process Inventory
Raw Material Inventory
Lead Time
Space
Finished Goods Inventory
Scrap
Setup Time
JIT Reduced Wasteat Hewlett-Packard
Variability Occurs Because
• Employees, machines, and suppliers produce units that do not conform to standards, are late, or are not the proper quantity
• Engineering drawings or specifications are inaccurate
• Production personnel try to produce before drawings or specifications are complete
• Customer demands are unknown
Push versus Pull
• Push system: material is pushed into downstream workstations regardless of whether resources are available
• Pull system: material is pulled to a workstation just as it is needed
• Suppliers– reduced number of vendors– supportive supplier relationships– quality deliveries on time
• Layout– work-cell layouts with testing at each step of the process– group technology– movable, changeable, flexible machinery– high level of workplace organization and neatness– reduced space for inventory– delivery direct to work areas
JIT Contribution to Competitive Advantage
• Inventory– small lot sizes– low setup times– specialized bins for holding set number of parts
• Scheduling– zero deviation from schedules– level schedules– suppliers informed of schedules– Kanban techniques
JIT Contribution to Competitive Advantage - Continued
JIT Contribution to Competitive Advantage - Continued
• Preventive Maintenance– scheduled– daily routine– operator involvement
• Quality Production– statistical process control– quality by suppliers– quality within firm
JIT Contribution to Competitive Advantage - Continued
• Employee Empowerment– empowered and cross-trained employees– few job classifications to ensure flexibility of
employees– training support
• Commitment– support of management, employees, and suppliers
Results of JIT Contribution
• Queue and delay reduction, speedier throughput, freed assets, and winning orders
• Quality improvement, reduces waste and wins orders
• Cost reduction increases margin or reduces selling price
• Variability reductions in the workplace reduces waste and wins orders
• Rework reduction, reduces waste and wins orders
Yielding
Faster response to the customer at lower cost and higher quality
A competitive advantage!
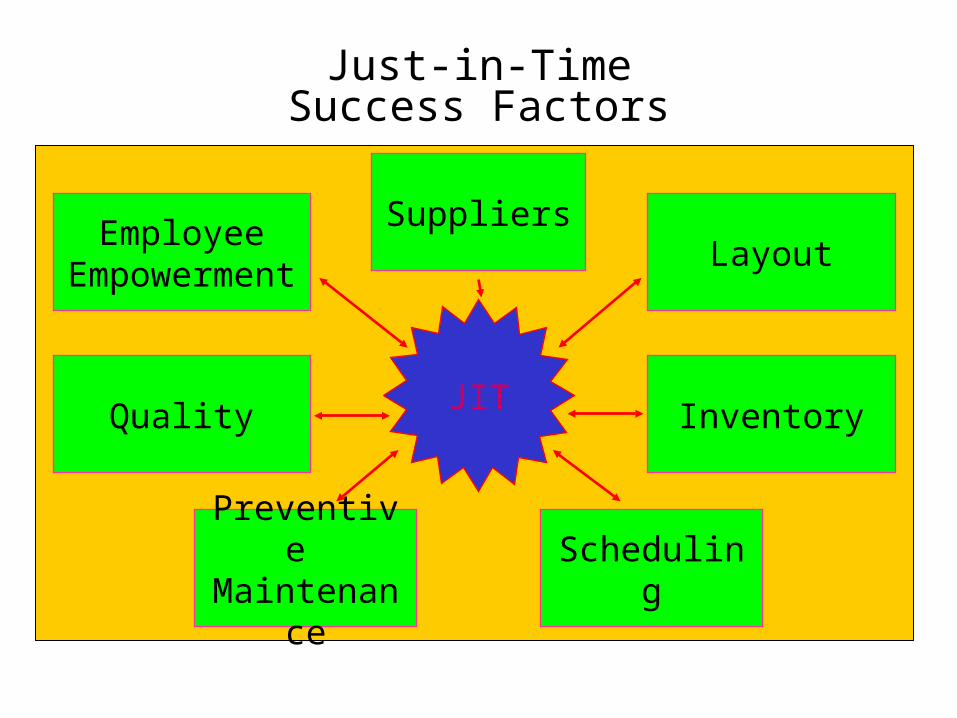
Suppliers
Preventive Maintenance
Layout
Inventory
Scheduling
Quality
Employee Empowerment
JIT
Just-in-TimeSuccess Factors

• Incoming material and finished goods involve waste• Buyer and supplier form JIT partnerships • JIT partnerships eliminate
– Unnecessary activities– In-plant inventory– In-transit inventory– Poor suppliers
Suppliers
– Few– Nearby– Repeat business– Analysis and support to enable desirable suppliers
to become or stay price competitive– Competitive bidding mostly limited to new
purchases– Buyer resists vertical integration and subsequent
wipeout of supplier business– Suppliers encouraged to extend JIT to their
suppliers (2nd and 3rd tier suppliers)
Characteristics of JIT PartnershipsSuppliers
Characteristics of JIT Partnerships Quantities
– Steady output rate– Frequent deliveries in small-lot quantities– Long-term contract agreements– Minimal or no paperwork (use EDI or internet)– Delivery quantities fixed for whole contract term– Little or no permissible overage or underage– Suppliers package in exact quantities– Suppliers reduce their production lot sizes
– Minimal product specifications imposed on suppliers
– Help suppliers meet quality requirements– Close relationship between buyers’ and
suppliers quality assurance people– Suppliers use poka-yoke and process
control charts instead of lot-sampling techniques
Characteristics of JIT Partnerships Quality
Characteristics of JIT Partnerships Shipping
–Scheduling of inbound freight
–Gain control by use of company-owned or contract shipping and warehousing
–Use of Advanced Shipping Notice (ASN)
Goals of JIT partnerships
Elimination of unnecessary activitiesElimination of in-plant inventoryElimination of in-transit inventoryElimination of poor suppliers
• Diversification
• Poor customer scheduling
• Frequent engineering changes
• Quality assurance
• Small lot sizes
• Physical proximity
Concerns of Suppliers
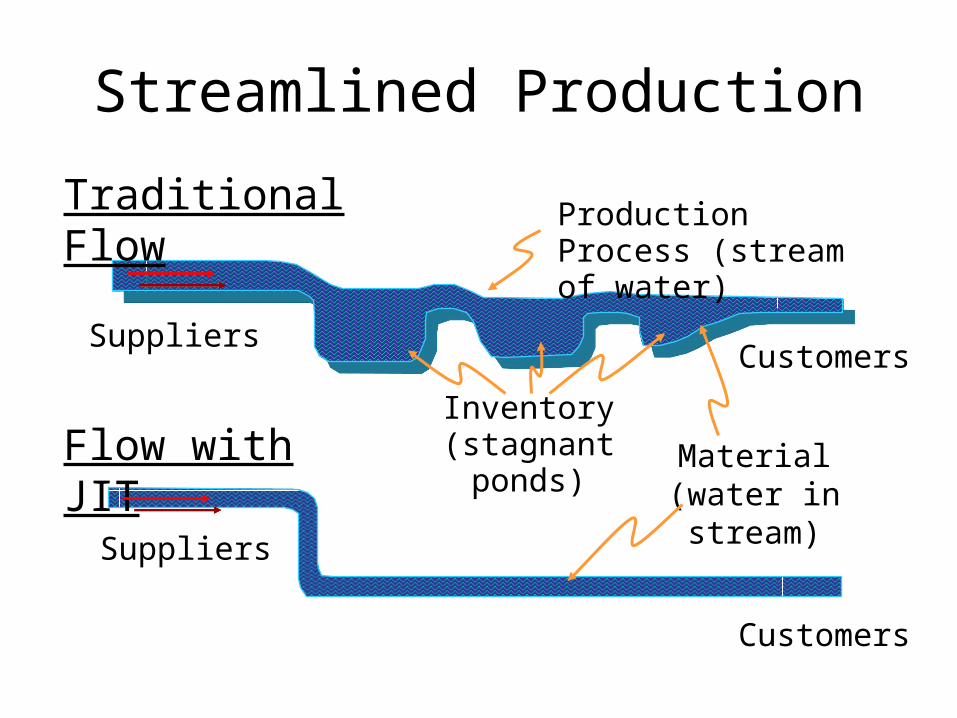
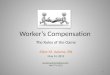
Streamlined Production
Flow with JIT
Traditional Flow
CustomersSuppliers
Customers
Suppliers
Production Process (stream of water)
Inventory (stagnant ponds) Material
(water in stream)
• JIT objective: Reduce movement of people and material– Movement is waste!
• JIT requires– Work cells for product families– Moveable or changeable machines– Short distances– Little space for inventory– Delivery directly to work areas
Layout
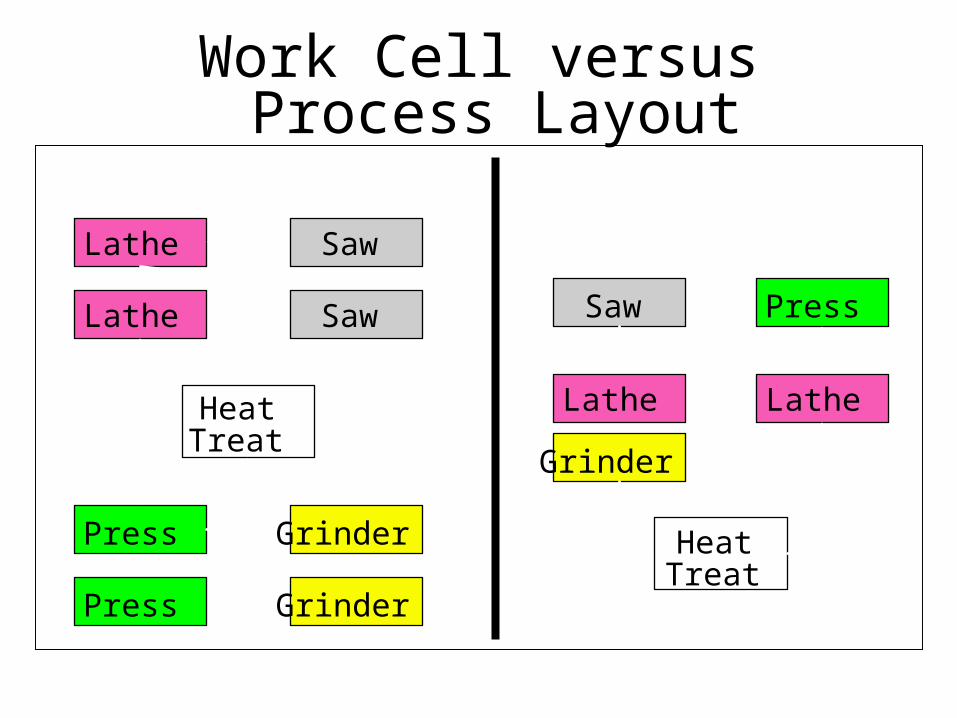
Process Layout Work Cell
Saw
Lathe
Grinder
HeatTreat
Lathe
Lathe
Lathe Saw
HeatTreat
Grinder
Grinder
Press
Press 1
1
2
3
45
2
6
Saw
Press
Work Cell versus Process Layout
Layout Tactics
• Build work cells for families of products
• Minimize distance
• Design little space for inventory
• Improve employee communication
• Use poka-yoke devices
• Build flexible or movable equipment
• Cross train workers to add flexibility
• Traditional: inventory exists in case problems arise
• JIT objective: eliminate inventory• JIT requires
– Small lot sizes– Low setup time– Containers for fixed number of parts
• JIT inventory: Minimum inventory to keep system running
Inventory
JIT Inventory Tactics• Use a pull system to move inventory• Reduce lot size• Reduce setup time• Develop Just-in-Time delivery systems
with suppliers• Deliver directly to point of use• Perform-to-schedule• Reduce setup time• Use group technology
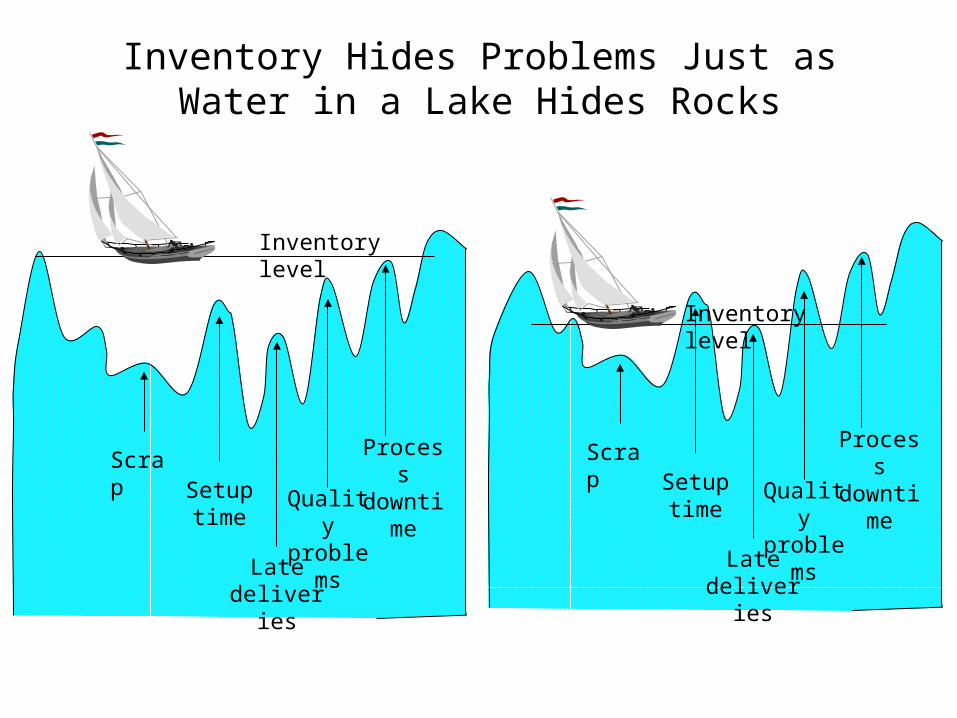
Inventory Hides Problems Just as Water in a Lake Hides Rocks
ScrapSetup time
Late deliveries
Quality problems
Process downtime
ScrapSetup time
Late deliveries
Quality problems
Process downtime
Inventory level
Inventory level
Scrap
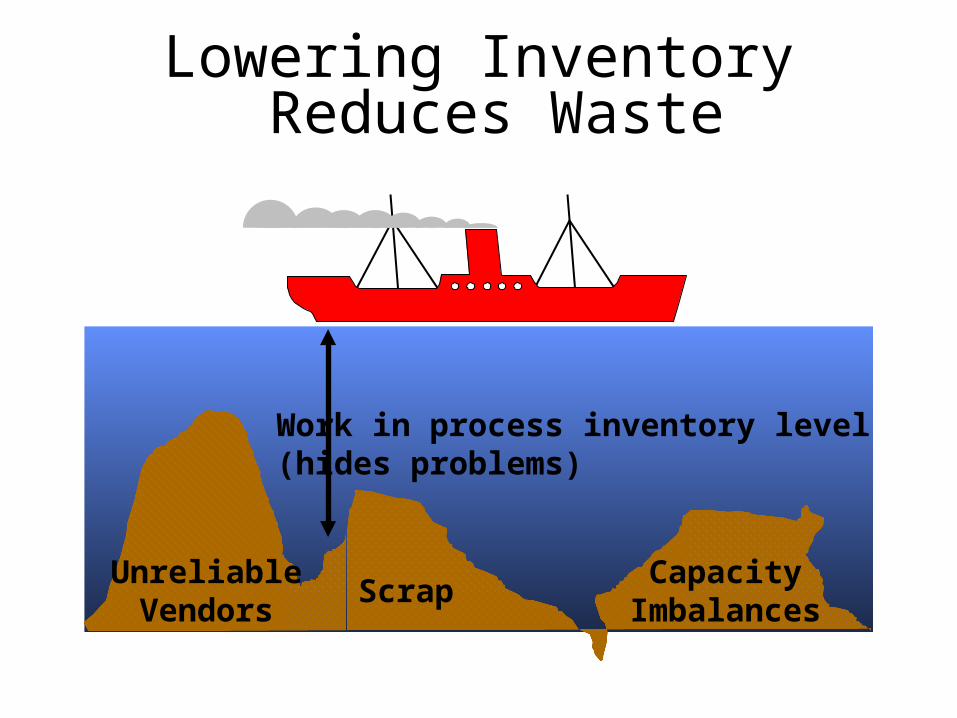
Work in process inventory level(hides problems)
Unreliable Vendors
Capacity Imbalances
Lowering Inventory Reduces Waste
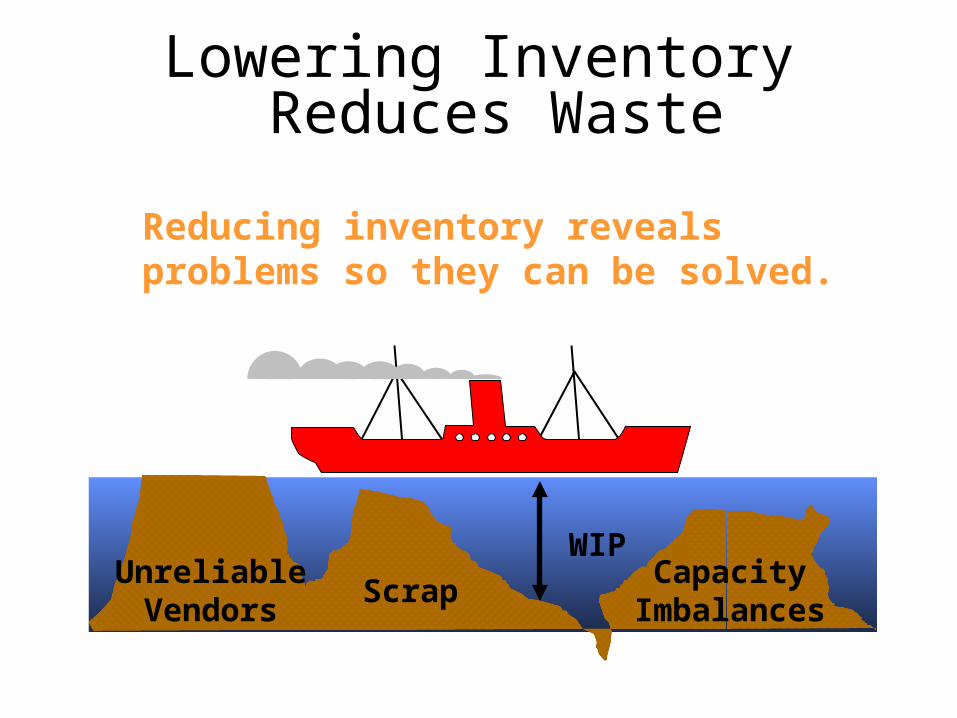
Scrap
Reducing inventory revealsproblems so they can be solved.
Unreliable Vendors
Capacity Imbalances
WIP
Lowering Inventory Reduces Waste
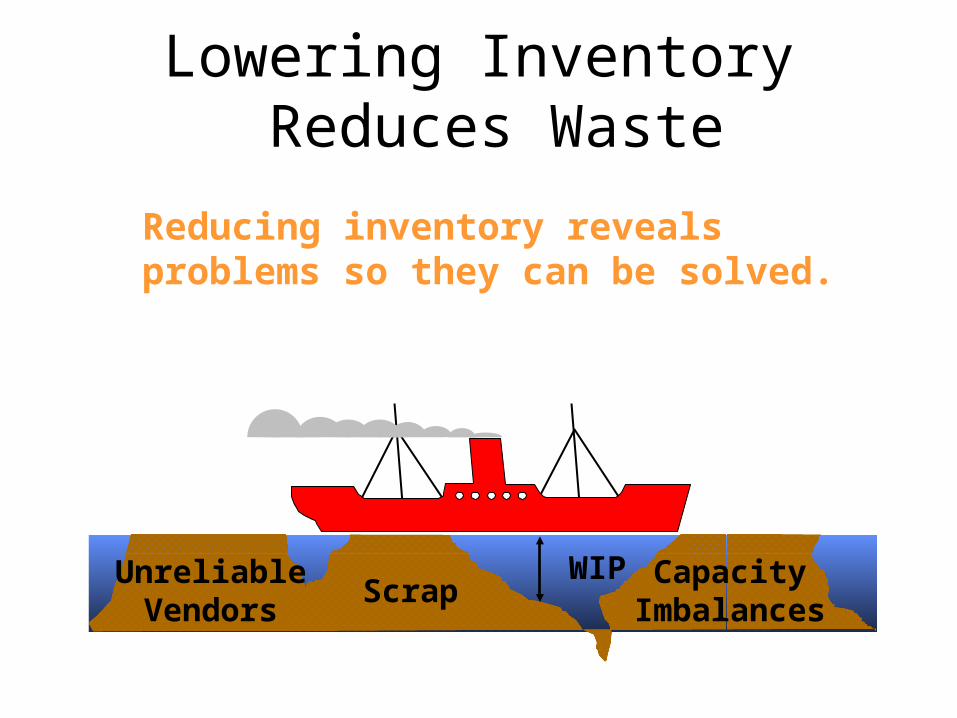
Scrap
Reducing inventory revealsproblems so they can be solved.
Unreliable Vendors
Capacity Imbalances
WIP
Lowering Inventory Reduces Waste
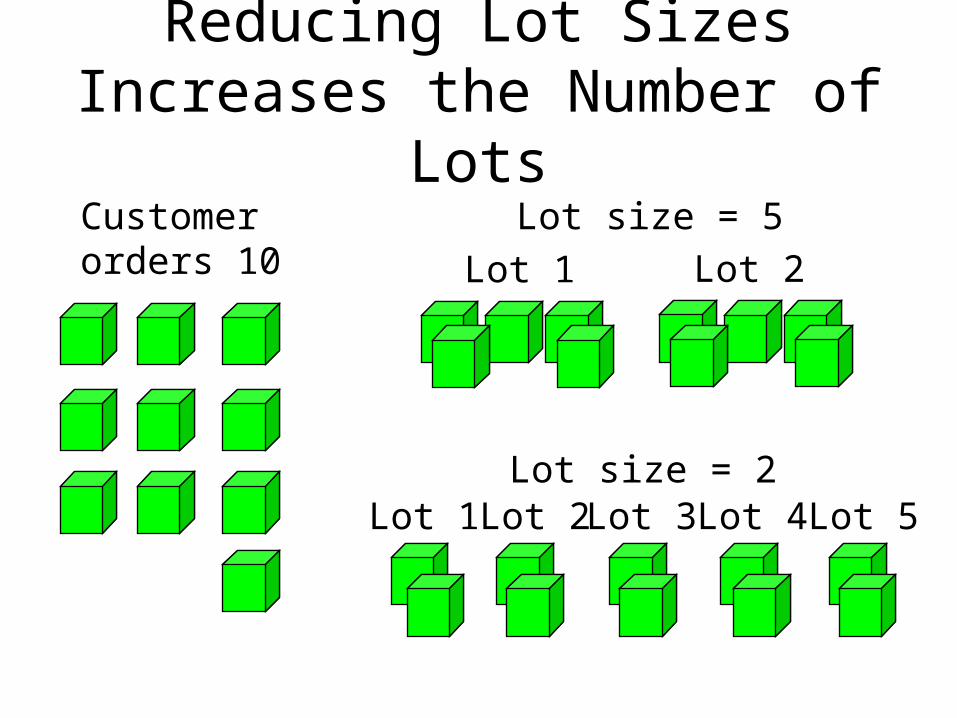
Customer orders 10
Lot size = 5Lot 1 Lot 2
Lot size = 2Lot 1 Lot 2 Lot 3 Lot 4 Lot 5
Reducing Lot Sizes Increases the Number of Lots
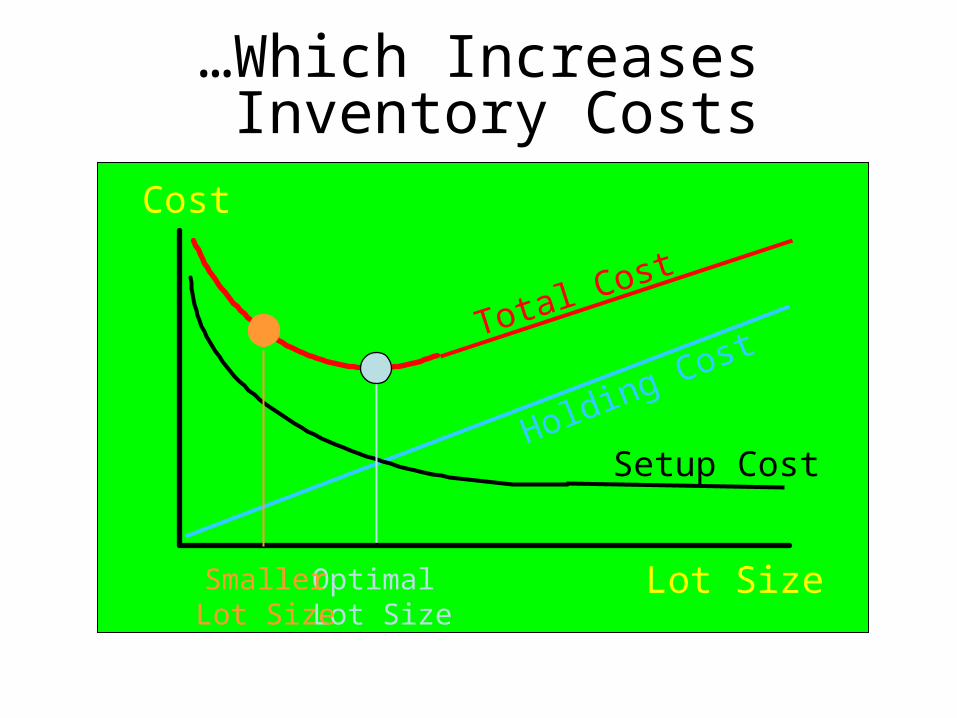
…Which Increases Inventory Costs
Lot Size
Cost
Holding CostTotal Cost
Setup Cost
Optimal Lot Size
SmallerLot Size
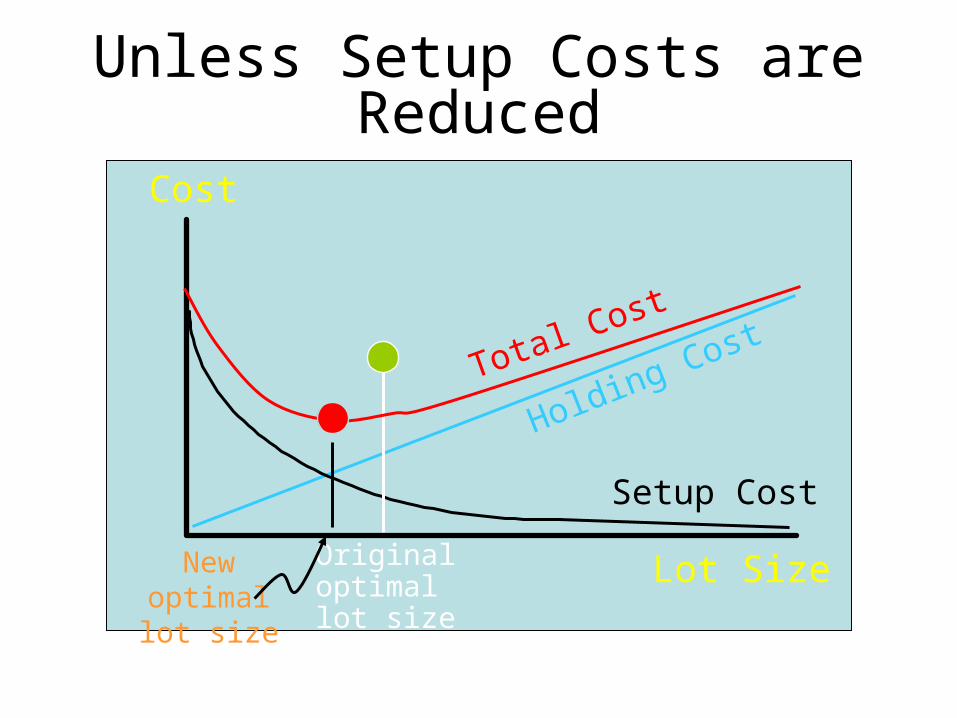
Unless Setup Costs are Reduced
Lot Size
Cost
Holding CostTotal Cost
Setup Cost
Original optimal lot size
New optimal lot size
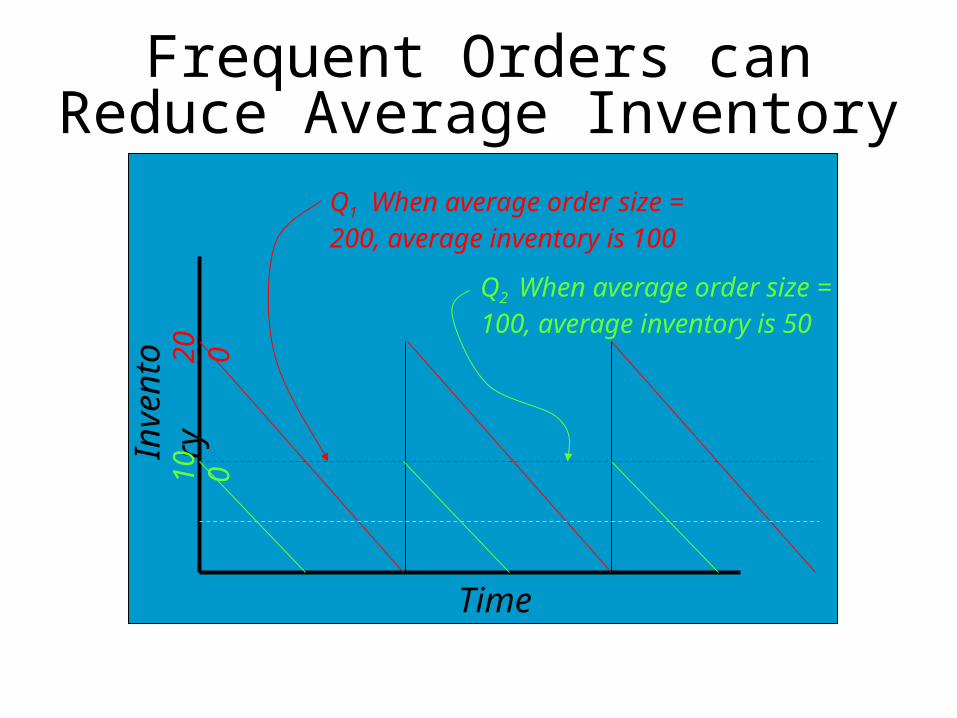
Frequent Orders can Reduce Average Inventory
Time
Inve
ntor
y10 0
20 0Q1 When average order size = 200, average inventory is 100
Q2 When average order size = 100, average inventory is 50
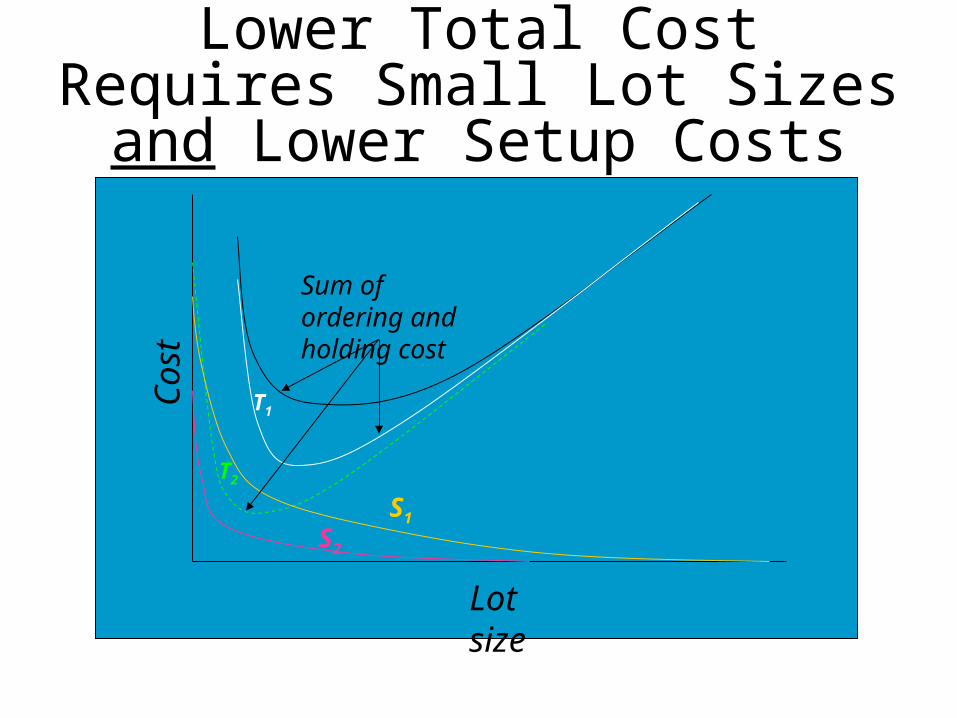
Lower Total Cost Requires Small Lot Sizes and Lower
Setup Costs
Lot size
Sum of ordering and holding cost
T1
T2
S2S1
Cos
t
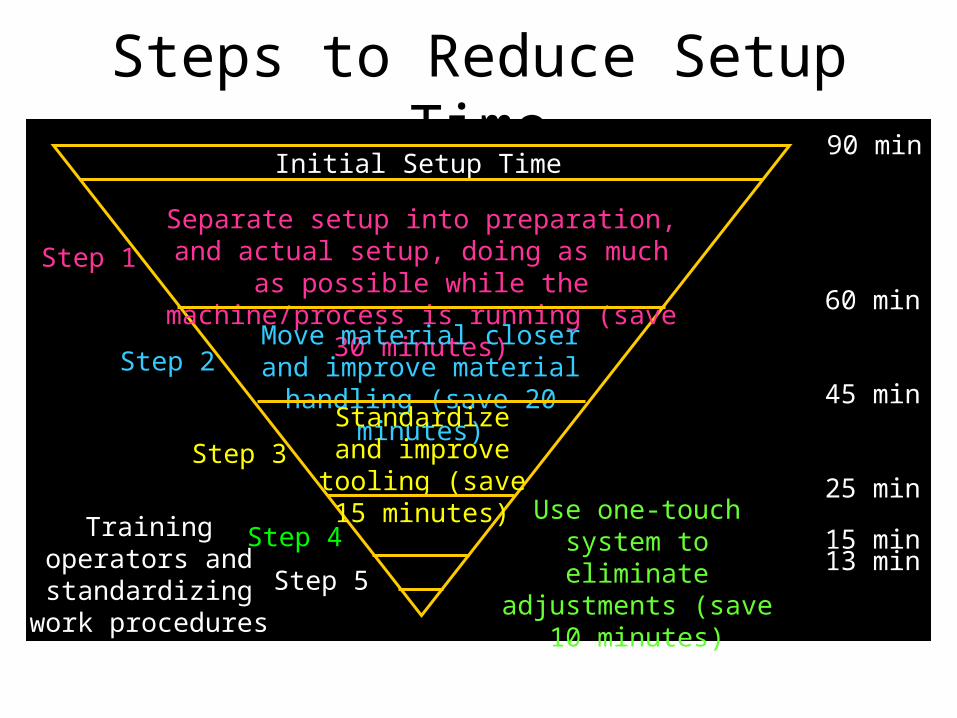
Steps to Reduce Setup TimeInitial Setup Time
Separate setup into preparation, and actual setup, doing as much as possible while the machine/process
is running (save 30 minutes)
Move material closer and improve material handling (save 20 minutes)
Standardize and improve tooling (save
15 minutes)
90 min
60 min
45 min
25 min
15 minUse one-touch system to
eliminate adjustments (save 10 minutes)
Training operators and standardizing work procedures (save 2
minutes)
Step 1
Step 2
Step 3
Step 513 min
Step 4
• Involves timing of operations
• JIT requires– Communicating schedules to suppliers
– Level schedules
– Freezing part of schedule nearest due date
– Small lots
– Kanban techniques
Scheduling
JIT Scheduling Tactics• Communicate the schedule to suppliers• Make level schedules• Freeze part of the schedule• Perform to schedule• Seek one-piece-make and one-piece-move• Eliminate waste• Produce in small lots• Use kanbans• Make each operation produce a perfect part
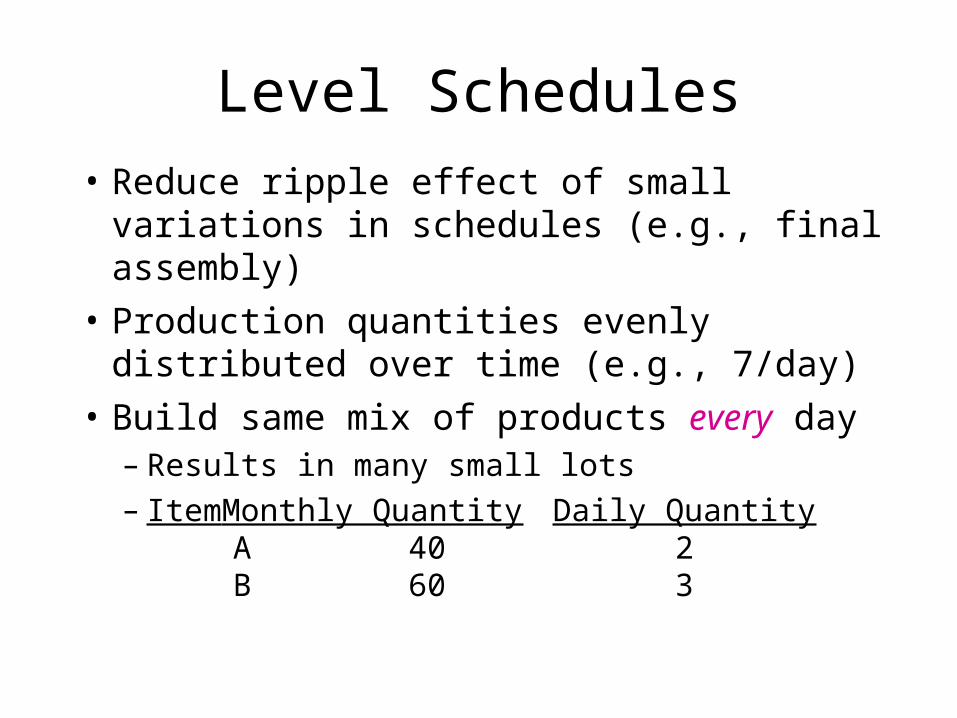
• Reduce ripple effect of small variations in schedules (e.g., final assembly)
• Production quantities evenly distributed over time (e.g., 7/day)
• Build same mix of products every day– Results in many small lots– ItemMonthly Quantity Daily Quantity
A 40 2B 60 3
Level Schedules
A
A A B B B C
JIT Small Lots
Large-Lot Approach
Time
Time
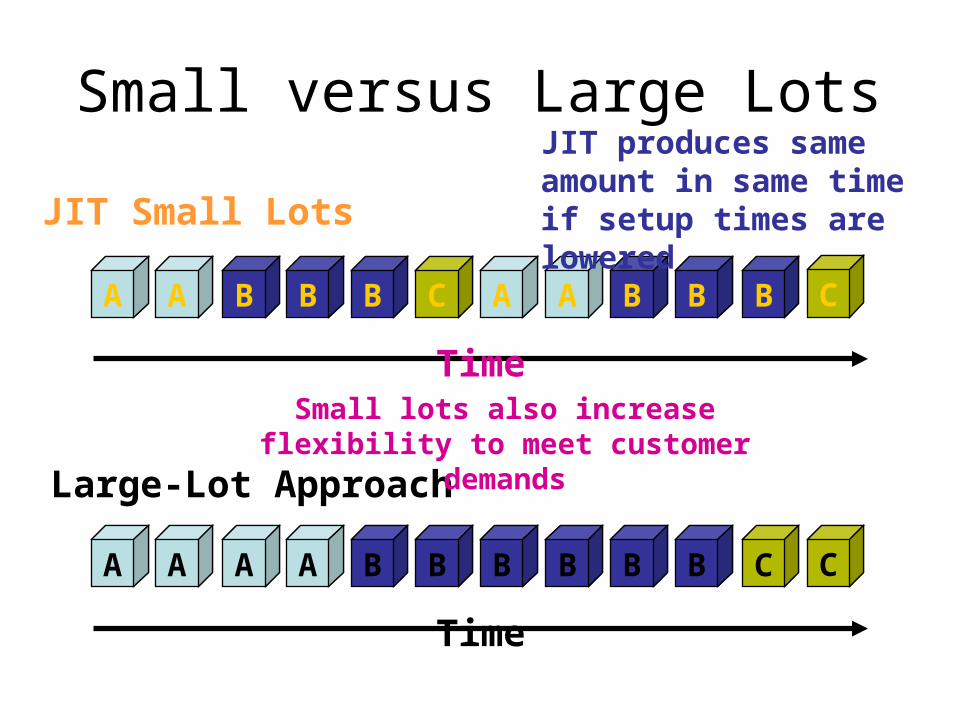
A A B B B C
A A A B B B B B B C C
JIT produces same amount in same time if setup times are lowered
Small versus Large Lots
Small lots also increase flexibility to meet customer demands
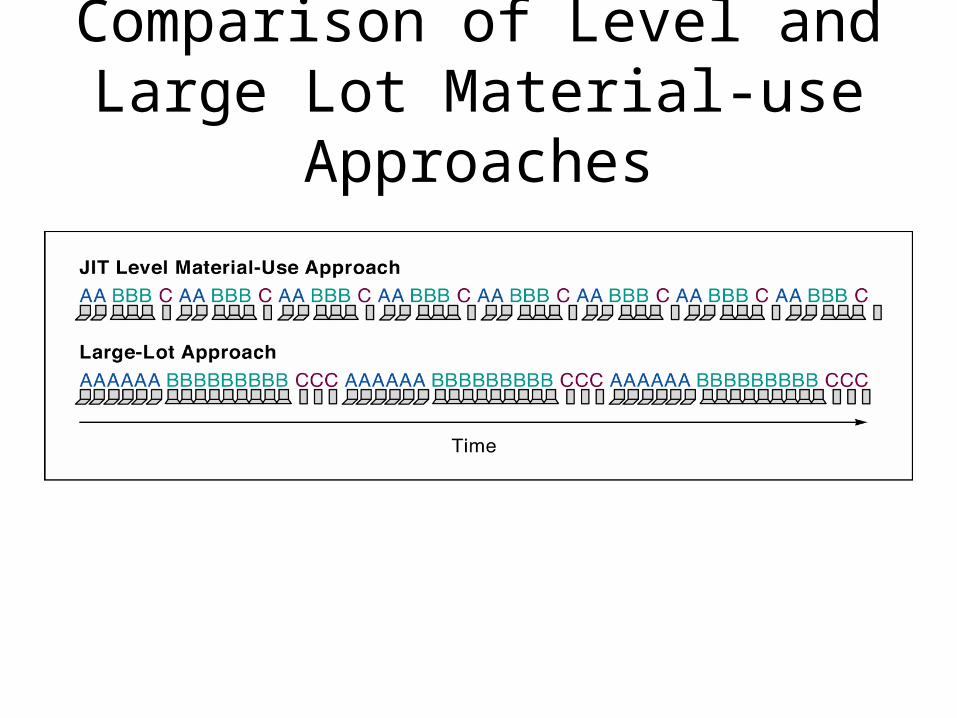
Comparison of Level and Large Lot Material-use Approaches
• Japanese word for card– Pronounced ‘kahn-bahn’ (not ‘can-ban’)
• Authorizes production from downstream operations– ‘Pulls’ material through plant
• May be a card, flag, verbal signal etc.• Used often with fixed-size containers
– Add or remove containers to change production rate
Kanban
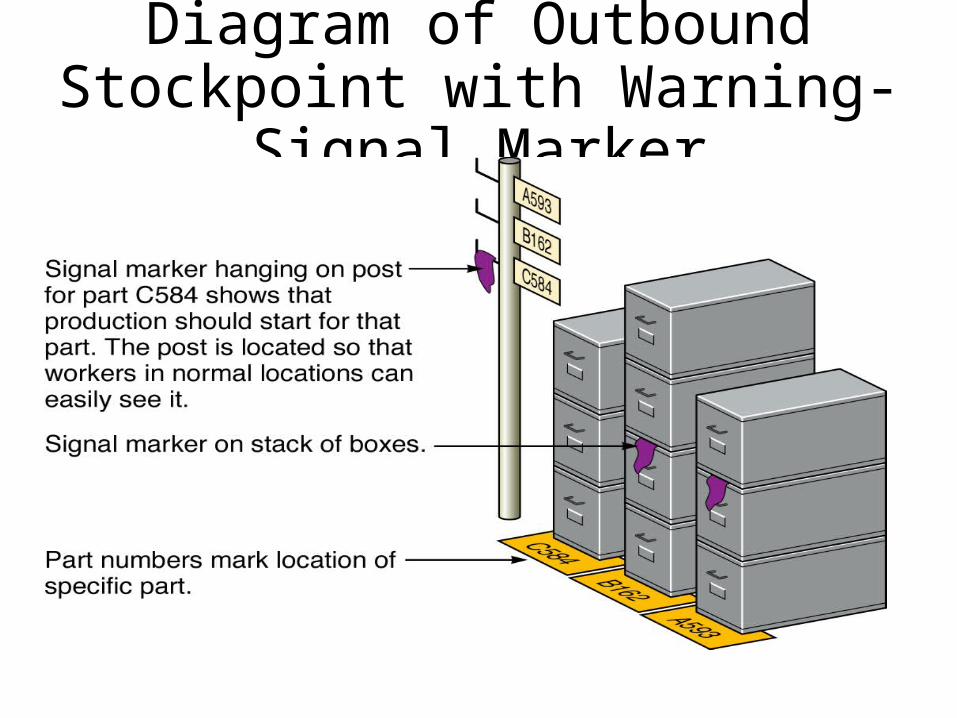
Diagram of Outbound Stockpoint with Warning-Signal
Marker
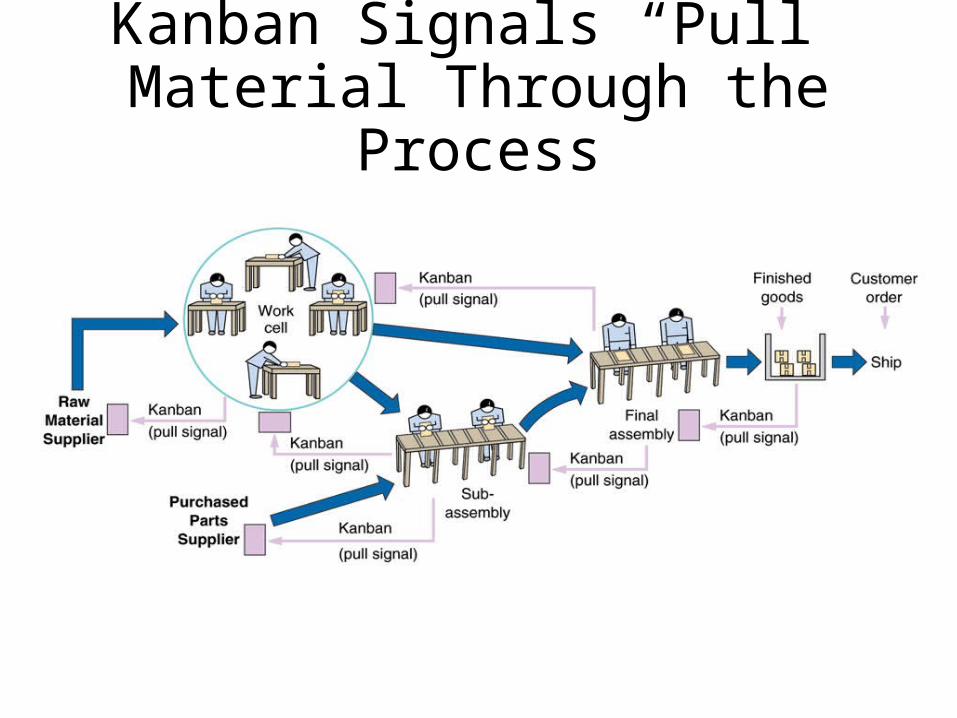
Kanban Signals “Pull” Material Through the Process
Kanban: Additional Points• When producer and user are not in visual contact, a card may
be used; otherwise, a light, flag, or empty spot on the floor may work.
• Because a pull station may require several resupply components, several kanban pull techniques can be used at the same station.
• Usually, each card controls a specific quantity of parts, although multiple card systems can be used if the producing cell produces several components or the lot size is different from the move size.
• In an MRP system, the schedule can be thought of as a “build” authorization and the kanban as a type of “pull” system that initiates the actual production.
Kanban: Additional Points - Continued
• The kanban cards provide direct control (limit) on the amount of work-in-process between cells.
• If there is an intermediate storage area, a two-card system may be used; one card circulates between user and storage area, and the other circulates between the storage area and the producing area.
• All activities involved in keeping equipment in working order
• Done to prevent failure
• JIT requires– Scheduled & daily PM
– Operator performs PM• Knows machines• Responsible for product quality
Preventive Maintenance (PM)
• JIT exposes quality problems by reducing inventory
• JIT limits number defects with small lots• JIT requires TQM
– Statistical process control– Worker involvement
• Inspect own work• Quality circles
– Immediate feedback
Quality
JIT Quality Tactics
• Use statistical process control
• Empower employees
• Build failsafe methods (poka-yoke, checklists, etc.)
• Provide immediate feedback
• Get employees involved in product & process improvements– Employees know job best!
• JIT requires– Empowerment
– Cross-training
– Training support
– Few job classifications
© 1995 Corel Corp.
Employee Empowerment
JIT in Services
All the techniques used in
manufacturing are used in services
SuppliersSuppliers
LayoutsLayouts
InventoryInventory
SchedulingScheduling
Attributes of Lean Producers - They
• use JIT to eliminate virtually all inventory• build systems to help employees product a perfect
part every time• reduce space requirements• develop close relationships with suppliers• educate suppliers• eliminate all but value-added activities• develop the workforce• make jobs more challenging• reduce the number of job classes and build worker
flexibility