Embed Size (px)
Citation preview

PUBLISHED BY THE AMERICAN WELDING SOCIETY TO ADVANCE THE SCIENCE, TECHNOLOGY, AND APPLICATION OF WELDINGAND ALLIED JOINING AND CUTTING PROCESSES WORLDWIDE, INCLUDING BRAZING, SOLDERING, AND THERMAL SPRAYING
WELD
ING
JOU
RN
AL • V
OLU
ME 9
8 N
UM
BER
7 • JULY
2019
JULY 2019
Better Welding of Aluminum• Fabricating Fishing Boats• Fume and Dust Capture• Selecting Shielding Gases• Tips for Better Practices
July 2019 Cover.qxp_4/06 Cover 6/10/19 4:09 PM Page C1

34 Missouri City Reels in Title of ‘Aluminum Fishing Boat Capital’ Welders in a small Missouri city build lightweight, durable, high-quality aluminum fishing boats C. Weihl
40 Better Welding of Aluminum Through advances in welding processes, filler metals, and automation, companies can find ways to maximize quality without compromising productivity when welding aluminum M. D. Carriere and V. Gulsen
44 Choose Wisely When Welding Aluminum These tips will help you select the best shielding gases for your aluminum welding application F. Schweighardt
48 Marine Manufacturer Reduces Aluminum Welding Rework This fabricator met its goal of reducing rework and improving productivity through swapping out its welding power sources — A. Pfaller
52 It’s ‘Al’ Good in the Hood Here are suggestions to help you select systems for proper capture and filtration of aluminum dust and fume — M. Meyer
55 Remembering John M. Stropki Jr. Reflections on the life and career of the former Lincoln Electric CEO
JULY 2019 / WELDING JOURNAL 3
CONTENTS
187-s Laser-Enhanced Short-Circuiting Metal Transfer in GMAW Spatter was nearly eliminated and the transfer frequency was precisely controlled when using pulsed laser irradiation — S. J. Chen et al.
194-s Dynamic Behavior of Solder Filling during Ultrasonic Soldering A high-speed camera was used to visually observe
dynamic behavior of solder filling in a nonwetting joint capillary under ultrasonic agitation Z. Xu et al.
202-s Undercut Formation Mechanism in Keyhole Plasma Arc Welding This study suggests undercut formation is caused by irregular fluid flow and uneven energy distribution of the weld pool — A. V. Nguyen et al.
WELDING RESEARCH SUPPLEMENT
July 2019 • Volume 98 • Number 7
FEATURES
52
34 40
July 2019.qxp_Layout 1 6/6/19 4:08 PM Page 3

6 Editorial8 AWS at 100
10 Press Time News12 International Update14 News of the Industry18 Business Briefs20 Stainless Q&A24 RWMA Q&A26 Book Review28 Product & Print Spotlight32 Centennial Stories
56 Coming Events59 Certification Schedule60 Welding Workbook61 Society News
64 Member Profiles68 Tech Topics72 Section News89 Guide to AWS Services90 Personnel93 Classifieds94 Advertiser Index
OFFICERSPresident Thomas J. LienertConsultant
Vice President Robert W. RothRoMan Manufacturing Inc.
Vice President W. Richard PolaninWRP Associates
Vice President Dennis K. EckPraxair Distribution Inc.
Treasurer Carey ChenCincinnati Incorporated
Interim Executive Director Ray W. ShookAmerican Welding Society
DIRECTORS
T. Anderson (At Large), ITW Welding North AmericaR. Ashelford (Dist. 13), Rock Valley CollegeJ. R. Bray (Past President), Affiliated Machinery Inc.T. Brosio (Dist. 14), Major Tool & MachineJ. Burgess (Dist. 8), General ElectricD. A. Desrochers (Dist. 1), Old Colony RVTHSD. L. Doench (At Large), Hobart Bros. Co.D. A. Flood (Past President), Tri Tool Inc.K. Fogleman (Dist. 16), ConsultantP. H. Gorman (Dist. 20), RetiredM. Hanson (Dist. 15), Consolidated Precision ProductsL. Heckendorn (Dist. 7)R. L. Holdren (At Large), ARC SpecialtiesT. Holt (Dist. 18), Tech Corr USA ManagementJ Jones (Dist. 17), Harris Products GroupM. Krupnicki (Dist. 6), Mahany Welding Supply Co. Inc.D. Lange (Dist. 12), Northeast Wisconsin Tech. College S. Lindsey (Dist. 21), City of San DiegoS. M. McDaniel (Dist. 19), Big Bend Community CollegeD. K. Miller (At Large), Lincoln ElectricS. Moran (Dist. 3), American Hydro Corp.R. Purvis (Dist. 22), Purvis Welding InspectionS. Raghunathan (At Large), Saudi AramcoH. Record (Dist. 5), Townley Foundry & MachineM. Sherman (Dist. 10), SW&E LLCL. E. Showalter (Dist. 4), Newport News ShipbuildingM. Skiles (Dist. 9), Airgas Inc.W. J. Sperko (At Large), Sperko Engineering ServicesK. Temme (Dist. 2), Matrix NACP. I. Temple (Dist. 11), Welding Consultant
WELDING JOURNAL
Publisher/Editor Mary Ruth Johnsen
EditorialSr. Editor Cindy WeihlFeatures Editor Kristin CampbellAssociate Editor Katie PachecoAssistant Editor Roline PascalPeer Review Coord. Lea OwenPublisher Emeritus Jeff Weber
Design and ProductionProduction Manager Zaida ChavezAssistant Production Manager Brenda FloresManager of International Periodicals andElectronic Media Carlos Guzman
AdvertisingMedia Sales Executives Jeff Rhodes and Kim DanieleProduction Specialists Megan Lebo and Amy Gosen
SubscriptionsSubscriptions Representative Thomas [email protected]
MARKETING ADVISORY COUNCIL(MAC)
D. Doench, Chair, Hobart Brothers Co.A. Sepulveda, Vice Chair, Hypertherm Inc.S. Samuels, Secretary, American Welding SocietyD. Brown, Astaras Inc.C. Coffey, The Lincoln Electric Co.D. DeCorte, RoMan Mfg. Inc.D. Marquard, IBEDA Superflash CompressedS. Molenda, ESAB Welding & CuttingM. Muenzer, ORS NascoW. Newell Jr., Euroweld Ltd.N. Schmid, Weiler Abrasives GroupS. Smith, Weld-Aid ProductsD. Wilson, Wilson and AssociatesC. Chen, Ex Officio, Cincinnati IncorporatedS. Fyffe, Ex Officio, Astaras Inc.L. Kvidahl, Ex Officio, Ingalls ShipbuildingT. Lienert, Ex Officio, ConsultantS. Moran, Ex Officio, American Hydro Corp.R. Polanin, Ex Officio, WRP AssociatesR. Roth, Ex Officio, RoMan Mfg. Inc.R. W. Shook, Ex Officio, American Welding SocietyY. M. Zhang, Ex Officio, University of Kentucky
On the cover: G3 Boats is one offour boat manufacturers basedin Lebanon, Mo. Pictured is theall-aluminum, all-welded Bay 20 DLX. (Courtesy of G3 Boats.)
Welding Journal (ISSN 0043-2296) is published monthlyby the American Welding Society for $120.00 per year in theUnited States and possessions, $160 per year in foreigncountries: $7.50 per single issue for domestic AWS membersand $10.00 per single issue for nonmembers and $14.00 sin-gle issue for international. Not available for resale in eitherprint or electronic form. American Welding Society is locatedat 8669 NW 36 St., # 130, Miami, FL 33166-6672; telephone(305) 443-9353. Periodicals postage paid in Miami, Fla., andadditional mailing offices. POSTMASTER: Send addresschanges to Welding Journal, 8669 NW 36 St., # 130, Miami, FL33166-6672. Canada Post: Publications Mail Agreement#40612608 Canada Returns to be sent to Bleuchip Interna-tional, P.O. Box 25542, London, ON N6C 6B2, Canada.
Readers of Welding Journal may make copies of articlesfor personal, archival, educational or research purposes, andwhich are not for sale or resale. Permission is granted toquote from articles, provided customary acknowledgment ofauthors and sources is made. Starred (*) items excludedfrom copyright.
Copyright © 2019 by American Welding Society in bothprinted and electronic formats. The Society is not responsiblefor any statement made or opinion expressed herein. Dataand information developed by the authors of specific articlesare for informational purposes only and are not intended foruse without independent, substantiating investigation on thepart of potential users.
WELDING JOURNAL / JULY 20194
AWS Promotes Diversity
AWS values diversity, advocates equitable andinclusive practices, and engages its members andstakeholders in establishing a culture in thewelding community that welcomes, learns from,and celebrates differences among people. AWSrecognizes that a commitment to diversity, equity,and inclusion is essential to achieving excellencefor the Association, its members, and employees.
DEPARTMENTS
July 2019.qxp_Layout 1 6/6/19 4:09 PM Page 4

The Resistance Welding ManufacturersAlliance (RWMA), an industry partner of theAmerican Welding Society (AWS), is honoredto be a part of the Society in its 100th year. Much has been written about this centen-nial year, and much has already been saidabout the AWS, including its rich history, theimpact it has made, as well as the services itprovides to the welding industry, and itshould be proud of these accomplishments.What may not be as well known is that theRWMA has its own long-standing history inthe welding industry and continues to grow,advancing its core missions as a part of theAWS. Founded in 1935, the RWMA has been fo-cused on standards for welding machinesand materials, educating the manufacturingindustry on the latest technologies and ad-vancements, as well as promoting the resist-ance welding process. The RWMA wasformed out of necessity as the use of resist-ance welding increased in the quickly grow-ing automotive industry. Resistance welding was not exactly a newtechnology when the RWMA was formed.The process had already been proven andpatented nearly 50 years earlier by ElihuThompson in 1886 as “electric welding” andhad slowly worked its way into manufactur-ing segments during the growth of industryin America. By the first decade of the newcentury, various disciplines of resistancewelding, including spot, butt joint, and seamwelding, were being widely applied to metaljoining applications. By the 1930s, resistance welding hadproven to be a highly reliable, widely applied,and low-cost method of joining metals, buthad not yet been standardized by the equip-ment or component manufacturers buildingwelding machines for the high-volume appli-cations now facing the industry. The Resist-ance Welders Manufacturing Association, asit was first called, worked as a collective ofmember companies to establish those need-ed standards. To this day, the RWMA contin-ues to provide that same level of standard aswell as promoting new developments and ed-ucating the resistance welding workforce. Today, the Resistance Welding Manufac-turers Alliance is an active network of indus-try professionals that advances resistance
welding technologies, supports the highesttechnical standards for the industry, andshares best practices amongst all its mem-bers to shape the future of our industry forthe next generations. The RWMA continuesto support the resistance welding manufac-turing community through documentedprocesses, standards, new advancements,and education. For many years, the RWMA has providedto the industry the Emmett A. Craig Resist-ance Welding School that has been thebenchmark for resistance welding education.It continues to grow and is held at FABTECHeach year, both in the United States andMexico, and is expanding to regional locations. In addition, we are working with AWS tosupport and promote both online education-al opportunities and the new Certified Re-sistance Welding Technician (CRWT) pro-gram (aws.org/certification/page/certified-resistance-welding-technician). The CRWT is a spark for a new generationof knowledgeable resistance welding person-nel in the metal joining community. The cer-tification will become the first of its kind forthose who operate, maintain, and supportresistance welding equipment in plantsthroughout our industry. With the RWMA and AWS working to-gether, the BETA test portion of the CRWTwas completed at the end of April. We haveplanned promotion for the introduction ofthe training and testing by early 2020. It hasbeen a long journey developing the CRWTprogram, but the launch is in sight for a pro-gram we all believe will greatly benefit man-ufacturing companies, the resistance weldingworkforce, and our industry for years tocome. The AWS and the RWMA both have muchto celebrate this year, and we will continue towork together to support the manufacturersand industries involved in metal joining.Staying true to our core mission, the Resist-ance Welding Manufacturers Alliance willprovide our member companies with thehighest standards, continue to promote theresistance welding process, and will alwaysstrive to educate and increase the knowledgeof the resistance welding workforce and thewelding industry.
WELDING JOURNAL / JULY 20196
WJ
EDITORIAL
Matt PostRWMA Chair
“The AWS andthe RWMA bothhave much to cele-brate this year, andwe will continue towork together tosupport themanufacturers andindustries involvedin metal joining.”
RWMA Reflects on Its History whileAdmiring AWS’s 100th Year
EDITORIAL JULY 19.qxp_Layout 1 6/6/19 4:18 PM Page 6

1990
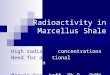
An important step in this country’s attempt to curb acidrain took place on November 15, 1990, when PresidentGeorge H. W. Bush signed new amendments into the Clean
Air Act that wouldforce the owners of110 coal-burningpower plants usinghigh-sulfur coal togenerate electricity toreduce the emissionof sulfur dioxide fromtheir plants. Shownhere is the flue gasdesulfurization outletduct at Lower Col-orado AuthorityFayette Power Project
3. The size of a gymnasium, the interiors of this structurewere lined with 50,000 sq ft of Hastelloy® Alloy C-22 sheetpanels. In a technique known as “wallpapering,” gas metalarc welding was used in the short-circuiting transfer modeto attach the panels to the walls of the ductwork.
1991
Friction stir welding was developed and experimentallyproven at The Welding Institute in the United Kingdom. Theprocess and variants such as friction stir spot welding and
friction stir processingare used for industrialapplications such asshipbuilding, aerospace,automotive, robotics,and computers. One keybenefit was that it al-lowed welds to be madeon aluminum alloys thatweren’t readily fusionarc welded. These days,the process is being usedfor other materials be-side aluminum.
1993
On Space Shuttle En-deavor Mission STS-57,pilot Brian Duffy sol-dered 46 connectionson a printed circuitboard in space. Weld-ing’s biggest role in the
fabrication of the Space Shuttle was welding of the liquidoxygen and liquid hydrogen fuel tanks.
1994 and 1995
The 1994 Northridge earthquake in California and theJanuary 1995 earthquake centered in Kobe, Japan, saw between them thousands of casualties in lives lost and in-juries as well as billions of dollars in property damage. Thisbrought about work on how to best repair damaged weldedstructures as well as presented motivation for researchers to improve engineering of welded-steel structures for the future.
1999
The $3 billion Alliance Pipeline was the largest construc-tion project in North America at the end of the decade. Itmarked several advances in pipeline construction in theUnited States when mechanized welding and ultrasonic test-ing debuted as primary pipeline construction techniques.
WELDING JOURNAL / JULY 20198
AWS AT 100
In celebration of the AmericanWelding Society’s 100th anniversary,here are some historical highlights ofthe Society and industry. In this issue, we feature the 1990s.
Learn about 2000–2009 in the August Welding Journal.
WJ
AWS at 100 July 2019.qxp_Layout 1 6/5/19 1:18 PM Page 8

Aluminum and its alloys are high-ly suitable for many manufactur-ing applications. Aluminum al-
loys have been used extensively in theaerospace industry since its inception.They were also broadly accepted inother industries, such as automotive,truck and trailers, shipbuilding, pack-aging, building and architecture, high-
pressure gas cylinders, and many oth-ers — see lead photo and Fig. 1. Pri-mary reasons for the use of aluminumalloys in various industries are superbstrength-to-weight ratio and corrosionresistance. This is beneficial for mostapplications within the industry seg-ments described above. Pure, unalloyed aluminum is a soft
and ductile metal and, therefore, is notstrong enough for most structural ap-plications. Elements such as copper(Cu), manganese (Mn), silicon (Si),magnesium (Mg), and zinc (Zn) arethe main alloying elements added topure aluminum to create alloys withincreased mechanical properties —Fig. 2.
WELDING JOURNAL / JULY 201940
Better Welding of Aluminum
Learn the answers to four importantquestions on this subject
BY MIKAEL D. CARRIERE AND VOLKAN GULSEN
Welders manually weld aluminum truck frames.
LINCOLN FEATURE JULY 19.qxp_Layout 1 6/5/19 4:45 PM Page 40

There are significant differences be-tween aluminum alloys and steel alloysthat need to be recognized and consid-ered as part of the design process.These include the following: • Some aluminum alloys are heat-treatable and some are not, while al-most all steels are heat-treatable. • Some aluminum alloys are notweldable using typical arc weldingpractices, such as gas metal arc weld-ing (GMAW) and gas tungsten arcwelding (GTAW). However, almost anysteel can be fusion welded if the opera-tor takes the necessary precautions. • Aluminum welds, including theweld metal and heat-affected zone(HAZ), are usually less strong in com-parison to the parent material. Insteels, welds are usually at least as
strong as the base material. • Aluminum strength and ductilityare not compromised at low tempera-tures because the ductility increases asthe temperature decreases to cryo-genic levels. Steels become more brit-tle with the temperature decrease. Most aluminum alloys can be joinedby arc welding — Fig. 3. However, cer-tain aircraft-grade aluminum and oth-er special alloys are unweldable usingconventional methods. Due to alu-minum’s oxide layer, a positive polari-ty is needed to break up the surface toensure a proper weld. Aluminum weld-ing typically creates a softened regionin the weld metal and HAZ. Occasion-ally, a heat-treatment process may beimplemented when possible to recoversome mechanical properties. There are
other welding processes aside fromtraditional arc welding that can beused for aluminum, including frictionstir, laser, and ultrasonic welding. The following four questions ad-dress important considerations for theproper welding of aluminum.
1. What processes should beused for better welding ofaluminum and its alloys?
With aluminum usage increasingacross many industries, manufacturersneed to consider the common ways tojoin these materials. The welds shouldbe performed in a way that will maxi-mize quality without compromisingproductivity. Gas tungsten arc welding is general-ly the preferred process for deliveringthe highest quality welds. This processuses a nonconsumable tungsten elec-trode to melt the base metal. Depend-ing on the base material and applica-tion, filler metal may be added. Fillermetal is added independently, anddoes not transfer any metal across thearc. With proper use of technique andproper cleaning of the base material,this process offers very low porositylevels. Other advantages of GTAW are exceptional heat input control,smooth weld bead surfaces, no spatter,and reduced fume generation. Consid-ering these benefits, the process lendsitself very well to the aerospace indus-try, where high quality is extremely
JULY 2019 / WELDING JOURNAL 41
Fig. 1 — A welder works on an aluminum boat hull.
Fig. 3 — A welder uses his skills toweld an aluminum plate.
Fig. 2 — This chart highlights aluminum, along with Cu, Mn, Si, Mg, and Zn, which arethe main alloying elements added to pure aluminum to make alloys with increasedmechanical properties.
LINCOLN FEATURE JULY 19.qxp_Layout 1 6/5/19 4:46 PM Page 41

important. The downside to GTAW isvery low filler metal deposition rates,as well as generally slow travel speeds.It’s a process that doesn’t lend itself toa high-production environment. Fortunately, many advancementshave been made to GMAW technolo-gies. Gas metal arc welding is now apopular option when quality and pro-ductivity are imperative. The majordifference with this process is that theelectrode is fed constantly, and con-sumed across the arc into the basemetal. However, aluminum is a softmetal, and wire feed can be challeng-ing. For optimal feeding, aluminumfeeders should use U-groove driverolls, proper plastic wire guides, non-steel liners, and the correct inner di-ameter contact tips. AluminumGMAW is comparably more productivethan GTAW as long as the correct pa-rameters and processes are used toavoid incomplete fusion or porosity. Ultimately, the decision is based onthe user’s requirements and priorities.If productivity takes a back seat toweld quality, then GTAW may be theway to go. If you need high produc-tion, or a balance of both, then consid-er GMAW.
2. When should you considerautomation?
Automating the aluminum weldingprocess can improve productivity, andsignificantly increase output withoutmodifying the workforce. In addition,the consistency and reliability of theautomation process can help decreasethe costs related to rework, repair, andoverwelding. With various automation solutionsavailable, determining the applicabilityand choosing the right solution re-quires a detailed analysis of the cur-rent welding application. See the sidebar for welding applica-tion analysis. Consider this when re-viewing the full range of capabilitiesavailable from potential automationsuppliers. It’s best to look for a full-solutionpackage for aluminum welding au-tomation, because the system needs tobe designed around the welding arc,the most critical component. In addi-tion, full-solution providers are experi-enced at analyzing the application,providing the full package, includingthe ideal filler metal, integrating theautomation in the workflow, and pro-
viding post-sale service and ongoingtechnical support for both the au-tomation system and the weldingprocess itself.
3. So far we have discussedautomation equipment. Howabout filler metals?
The alloy that’s being welded andthe service condition of the final weld-ment will help determine the properfiller metal. In some scenarios, multi-
ple filler metals can be used. For exam-ple, you can weld with the commonlyused base material, Alloy 6061, usingthe two main welding filler metalsavailable in the market, 4043 and5356. There are various other alloysthat can be used, but for the sake ofthis discussion, we’ll focus on 4043and 5356. The frequently used 4043 fillermetal has a couple advantages over5356. Because 6061 has a highercracking sensitivity than many otherbase metal alloys, using 4043 can help
WELDING JOURNAL / JULY 201942
Fig. 4 — Robotic welding of an aluminum frame.
LINCOLN FEATURE JULY 19.qxp_Layout 1 6/5/19 4:46 PM Page 42

reduce the likelihood of cracking. Ithas a higher fluidity and a chemicalcomposition that’s very different fromthe base alloy. The other advantage of4043 is the aesthetics of the weld. Itproduces less soot around the weldand results in a shinier weld face ap-pearance than 5356. Some limitationswith 4043 include the relatively lowductility and the shear strength of theweld when making fillet welds. Thedifference in groove strength betweenthe two alloys is not significant be-cause the weakest link of a 6061groove weld using either filler metal isthe HAZ of the 6061. For post-anodiz-ing color matching on 6061 base mate-rial, avoid using 4043. On the other hand, some advan-tages of 5356 while welding on 6061would include increased shearstrength and ductility, as well as in-creased productivity. It has a higherelectrical resistivity than 4043. Thismeans that for a given current, thewire feed speed of 5356 is increased.When you compare 4043 wire feedspeed at 200 A with 5356 wire feedspeed at 200 A, you see an increase ofapproximately 33% in the depositionrate with the latter. This also makeswelding out of position easier with5356. Because 4043 tends to be morefluid and used for uphill welds, espe-cially when using constant voltage, ithas a greater tendency toward unac-ceptable weld profiles, as well as un-dercutting at the toes of the weld. One other factor that should beconsidered is the stiffness of the alloy.The 5356 filler metal is stiffer than4043 when comparing the same diam-eter of wire. This tends to help feed-ing, especially if using a push-only guninstead of a push-pull.
4. What’s the future of thealuminum welding industry?
As various industries face rigorousrequirements for lightweighting, alu-minum usage is likely to increaseacross the board. Industries attempt-ing aluminum fabrication that havetraditionally welded steel will en-counter additional challenges on top ofthose that already exist. In high-pro-duction environments like transporta-tion, productivity is the name of thegame. A variety of methods have beenaimed at achieving fast, cosmetic, andstructurally sound aluminum welds.Due to aluminum’s high thermal con-
ductivity, applications with high-am-perage processes that use larger thantraditional diameters (d > 1.6 mm [1⁄16
in.]) are likely to increase. On thin alu-minum materials (t < 3 mm [~ 1⁄8 in.]),modern waveforms are pushing travelspeeds to an excess of 100 in./min. The need for productivity in combi-nation with a shrinking workforce ispushing the trend toward increasedautomation for aluminum welding.The automotive industry has been us-ing flexible automation, for weldingaluminum, for decades. As automationbecomes easier to implement, theadoption rates in aluminum weldingindustries like process, truck/trailers,and general fabrication are increasingaccordingly. Aside from traditionalflexible robotics, hard automation sys-tems like gantries for long aluminumwelds on joggle joints are drasticallyimproving productivity — Fig. 4.
Ending Thoughts
Aluminum has traditionally beenused for its high strength-to-weightratio, but never in applications wherestrength of steel is required. High-strength aluminum alloys with me-chanicals approaching steel have exist-ed for decades. Some common alloy
groups, including 7xxx, 2xxx, and evensome 8xxx, all face similar arc weldingchallenges. The same alloying ele-ments that give these materials theirexcellent strength also result in severecracking issues in the weld. Further-more, the HAZ degradation of high-strength aluminum alloys often rendertheir initial purpose obsolete. Recent developments in new alloys,heat treatments, and particle modifi-cations will eventually make the weld-ing of these alloys possible withoutsacrificing strength or inducing cracks.Diversification of existing filler metalsis also increasing, as manufacturersare producing more alloys like 5556,5554, 4145, and various other uncom-mon fillers. The need for unconven-tional and unique aluminum alloys willbecome increasingly necessary withspecialized applications of cold-wireand hot-wire laser, and additive manu-facturing of whole parts.
JULY 2019 / WELDING JOURNAL 43
WJ
MIKAEL D. CARRIERE ([email protected]) is the technicalservices manager, and VOLKAN GULSEN([email protected]) is thebusiness development manager with TheLincoln Electric Co., Cleveland, Ohio.
Welding Application Analysis
Welding application analysis covers the following:
• Workflow of the facility. Identify bottlenecks and challenges before, during, and after the welding process. Floor layout and labor availability also need to be considered.
• Part geometry. Are parts suitable for automation? Is thefitup repeatable?
• Joint design. Determining the fixture and the positionersneeds.
• Production requirements. Short welds of more parts, orlonger welds of fewer parts?
• Welding process requirements. Which process? GTAW?GMAW? Power source?
LINCOLN FEATURE JULY 19.qxp_Layout 1 6/7/19 1:20 PM Page 43

Steel is the most used, and consequently the most weld-ed, metal on earth. In 2013, the mass of supplied steel, recy-cled and virgin, was 106 million metric tons while aluminumcame in a distant second with 6.3 million metric tons. Theconcepts and methods employed to design structures in alu-minum are generally the same as those used with steel orother metals. Welding requirements applicable to weldedaluminum structures are provided in AWS D1.2, StructuralWelding Code — Aluminum. The stress values recommendedfor structural aluminum design are set forth in the Alu-minum Association’s Aluminum Design Manual: Specificationsand Guidelines for Aluminum Structures. Cast and wrought aluminum products are available inmany structural forms and shapes. The designer can takeadvantage of the low density of aluminum by utilizing avail-able aluminum structural forms. Wrought aluminum alloysare broken down into eight groups, which are categorized bythe following alloying element(s) employed: 1XXX, 99% purealuminum; 2XXX, copper; 3XXX, manganese; 4XXX, silicon;5XXX, magnesium; 6XXX, silicon and magnesium; 7XXX,zinc; and 8XXX, other alloying elements. Cast alloys are classified using a similar but not identical3-digit, as opposed to a 4-digit, system. 1XXX. Commercially pure aluminum has the best electri-cal conductivity and corrosion resistance. The tensilestrength of pure aluminum is usually below 15 ksi (100MPa). For that reason, it is not commonly used in load-bearing welded structures. 2XXX. The alloying addition of copper increases thestrength of aluminum, but decreases its corrosion resist-ance. The 2XXX series is often used as an aircraft materialfor its high strength; however, due to its lower corrosion re-sistance, it is often clad with pure aluminum on one or bothsides. Most 2XXX alloys are considered difficult to weld, al-though some are easily welded. 3XXX. The aluminum-manganese alloys are about 20%stronger than pure aluminum. The workability and corro-sion resistance of this alloy make it a good choice for water-carrying applications, siding, roofing, and heat exchangers. 4XXX. Silicon additions in the 4XXX alloy give the mate-rial good flow characteristics when forging, as well as a low-er melting temperature. The lower melting temperature isone of the reasons that 4043 is a good choice for weldingfiller material. 5XXX. One of the stronger aluminum alloy families isthe 5XXX magnesium alloys. There is a proportional rela-tionship between the strength of the alloy and the contentof magnesium. Due to their strength, corrosion resistance,and retention of strength after welding, the aluminum mag-nesium alloys are used in ship hulls and other structuralcomponents, especially when corrosion resistance andstrength are needed. 6XXX. By alloying with magnesium and silicon, the 6XXXseries has good strength and corrosion properties. 6XXX al-loys are also easier to extrude, and for that reason, are oftenmade into extruded shapes. The low-temperature properties
are also very good. However, they are fairly crack sensitive. 7XXX. Aluminum alloyed with zinc produces one of thestrongest aluminum alloys. Many of the 7XXX alloys are notreadily weldable by fusion welding processes. However, simi-lar to the variation in the 2XXX family, there are some 7XXXalloys that can easily be welded. These alloys are one of theprimary materials used in aircraft construction and are nor-mally joined with rivets. Work on friction stir welding ofthese alloys has been conducted to reduce the weight and ex-pense of riveted aircraft components. 8XXX. The 8XXX series is the catch-all category wherealuminum alloys that contain other alloying mixtures areplaced. Each special alloy in this series has its own composi-tion and application. Aluminum alloys are strengthened two different ways,heat treatment and cold working. Alloys 2XXX, 6XXX, and7XXX are heat-treatable alloys. Nonheat-treatable alloys,which are strengthened by cold working, include 1XXX,3XXX, and 5XXX.
Special Design Considerations
The most significant difference between aluminum andsteel that must be considered in the design of welded con-nections is, unlike steel, when aluminum is arc welded, theheat-affected zone (HAZ) will be weaker (or softer) than ei-ther the base or the weld metal. The degree of softening isdependent on the aluminum grade. Overcoming the effectsof a weaker HAZ is one of the challenges associated with thedesign of welded aluminum connections. Options to deal with the HAZ in aluminum weldmentsmay include selection of proper base material, filler materi-al, or welding process. Changing from a fusion weldingprocess to a solid-state process (i.e., friction welding) can re-duce, but likely will not eliminate, the softened HAZ. Creative joint designs with different weld types can beused to overcome the concerns of the softened HAZs. Prop-er engineering design minimizes the number of joints andamount of welding without affecting product requirements.This, in turn, results in a good appearance and the properfunctioning of the product by limiting HAZs and distortioncaused by welding. To eliminate joints, the designer may usecastings, extrusions, forgings, or bent or roll-formed shapesto replace complex assemblies. Special extrusions that incor-porate edge preparations for welding may provide savings inmanufacturing costs. An integral lip can be provided on theextrusion to facilitate alignment and serve as weld backing. Transverse welds in columns and beams should be locat-ed at points of lateral support to reinforce the weld and theHAZ to prevent buckling. The weaker HAZ of longitudinalwelds in structural members can be neglected if the soft-ened zone is less than 15% of the total cross-sectional area.Circumferential welds in piping or tubing may reduce bend-ing strength; longitudinal welds usually have little effect onbuckling strength when the HAZ is a small percentage of thetotal area of the cross section.
WELDING JOURNAL / JULY 201960
WJ
WELDING WORKBOOKDATASHEET 390
Excerpted from the Welding Handbook, tenth edition, Volume 1, Welding and Cutting Science and Technology.
Introduction: Design for Welding Aluminum
Workbook - July 2019.qxp_Layout 1 6/6/19 4:17 PM Page 60

Page 27 Membership Corp.qxp_FP_TEMP 6/5/19 2:16 PM Page 27