Embed Size (px)
Citation preview

Journal of Membrane Science 444 (2013) 223–236
Contents lists available at SciVerse ScienceDirect
Journal of Membrane Science
0376-73http://d
n CorrEngineeTel.: +82
E-me.drioli@
1 Co
journal homepage: www.elsevier.com/locate/memsci
Poly(vinylidene fluoride) membrane preparation with anenvironmental diluent via thermally induced phase separation
Zhaoliang Cui a,1, Naser Tavajohi Hassankiadeh a,1, Suk Young Lee a, Jong Myung Lee a,Kyung Taek Woo a, Aldo Sanguineti d, Vincenzo Arcella d, Young Moo Lee a,b,n,Enrico Drioli a,c,n
a WCU Department of Energy Engineering, College of Engineering, Hanyang University, Seoul 133-791, Republic of Koreab School of Chemical Engineering, College of Engineering, Hanyang University, Seoul 133-791, Republic of Koreac ITM-CNR, University of Calabria, Italyd Solvay Specialty Polymers, R&D Center, Bollate, Italy
a r t i c l e i n f o
Article history:Received 11 February 2013Received in revised form25 April 2013Accepted 16 May 2013Available online 23 May 2013
Keywords:Thermally induced phase separationDiluentPoly(vinylidene fluoride)Flat sheet membraneHollow fiber membrane
88/$ - see front matter & 2013 Elsevier B.V. Ax.doi.org/10.1016/j.memsci.2013.05.031
esponding authors at: WCU Department of Enring, Hanyang University, Seoul 133-791, Repu2 2220 0525; fax: +82 2 2291 5982.
ail addresses: [email protected], [email protected] (E. Drioli).-first authors.
a b s t r a c t
Tributyl O-acetyl citrate, also called acetyl tributyl citrate (ATBC), a new, environmental friendly diluentwas introduced to prepare flat sheet and hollow fiber poly(vinylidene fluoride) (PVDF) membranes viathermally induced phase separation (TIPS). A phase diagram of PVDF/diluent is presented and the effectof different parameters such as polymer concentration, quenching temperature, air gap, and bore fluidtemperature on the morphologies, properties, and water permeability of the PVDF membranes wereinvestigated. The prepared PVDF membranes exhibited α form, and the mechanical properties and purewater flux are promising.
& 2013 Elsevier B.V. All rights reserved.
1. Introduction
One of the crucial challenges currently facing the world is “tosupport sustainable industrial growth” and a possible solution isoffered by process intensification (PI) i.e. replacing large, expen-sive, energy intensive, and polluting systems with smaller, lesscostly, more efficient, less polluting, highly safe, automatized, andmore compact systems or, in other words, using much less toproduce much more. In this new engineering strategy, membranescan play important roles. On one hand, membrane engineering hasa much wider spectrum of potential applications as unit opera-tions in process engineering than in other technological areas.Further, the roles of membranes are no longer restricted to onlymolecular separation. Thus, membrane processes can efficientlyaddress many of the goals of PI [1–3].
Water shortage is becoming a key problem impacting quality of lifedue to an increase in industry and expansion of the world's population.
ll rights reserved.
ergy Engineering, College ofblic of Korea.
yang.ac.kr (Y.M. Lee),
Membrane processes, especially microfiltration (MF)/ultrafiltration(UF), are promising technologies to cope with this problem becauseof their advantages such as low energy consumption and smallamount of additive needed [4]. Poly(vinylidene fluoride) (PVDF) is asuitable material for producing membranes and has been widely usedfor the last three decades for MF/UF applications [5].
Phase inversion, including non-solvent-induced phase inversion(NIPS) and thermally induced phase separation (TIPS), is employedmainly to fabricate PVDF membranes [5]. The TIPS method canproduce PVDF membranes with higher mechanical strength andnarrow pore size distribution, yielding PVDF membranes with muchbetter properties and performances compared with those producedusing NIPS methods. Therefore, recent efforts have been focused onthe study of forming PVDF membranes by TIPS [6].
During PVDF membrane preparation via the TIPS process, thediluent plays a particularly important role, influencing the finalmorphologies, structures, properties, and performance of PVDFmembranes. A series of diluents has been developed for TIPS toproduce PVDF membranes [7]. However, most of them are toxic,with some even known to be carcinogenic, reducing the impact ofmembranes for environmental protection. Thus, finding environ-mentally safe diluents is an interesting and important topic inpreparing membranes, especially because environmental protec-tion law is becoming more and more rigorous.

Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236224
Table 1 presents published papers from 1990 to 2012 related tomembranes prepared via TIPS. As can be seen, although manystudies have been carried out using TIPS for porous membraneformation, the availability of suitable, environmentally benigndiluents for membrane preparation remains an issue. Phthalatescontaining plasticizers are the most widely used diluents toprepare PVDF membranes via TIPS. Until now, to the best of our
Table 1Some published papers from 1990 to 2012.
Author Polymer type
LIoyd [12] Polypropylene (PP), high density polyethylene(HDPE), poly(4-methyl-1-pentene) (TPX), PVDF
LIoyd et al. [13] iPP
Kim et al. [14] iPP
Gordon et al. [15] iPP
Kim et al. [16] iPP
Alwattari et al. [17] iPPMcGuire et al. [18] iPPLaxminarayan et al. [19] iPPMcGuire et al. [20] iPPSong et al. [21] Atactic polystyreneCha et al. [22] Nylon 12Song et al [23] PolystyreneBerghmans et al. [24] Poly(2,6-dimethyl-1,4-phenylene ether) (PPE)McGuire et al. [25] iPPCaplan et al. [26] Poly(tetrafluoroethylene-co-perfluoro-(propyl
vinyl ether)) (Teflons PFA)Matsuyama et al. [27] iPPSun et al. [28] HDPEMatsuyama et al. [29] iPPShang et al. [30] Poly(ethylene-co-vinyl alcohol) (EVOH)Matsuyama et al. [31] HDPEYave et al. [32] Syndiotactic polypropylene (sPP)Yave et al. [33] iPP, sPPFu et al. [34] Poly(vinyl butyral) (PVB)Yang et al. [35] iPPYang et al. [36] iPPFu et al. [37] PVB, EVOHGu et al. [6] PVDF
Gu et al. [38] PVDFSu [39] PVDF
Su [40] PVDF
Luo et al. [41] iPPJi et al. [42] PVDF
Ji et al. [43] PVDFRajabzadeh et al. [44] PVDFYang et al. [45] PVDFHan et al. [46] Poly phenylene sulfide (PPS)Li et al. [47] PVDFQiu et al. [48] PVB/Pluronic F127Lu et al. [49] PVDFRajabzadeh et al. [50] PVDFLin et al. [51] PVDFLin et al. [52] iPPQiu et al. [53] PVB/Pluronic F127Tang et al. [54] PVDFQiu et al. [55] PVBMa et al. [56] PVDF/poly methyl methacrylate (PMMA)
Li et al. [57] UHMWPEGhasem et al. [58] PVDFGhasem et al. [59] PVDFRajabzadeh et al. [60] PVDF
knowledge, the detrimental impact of these diluents on theenvironment has not been considered in preparing membranes.Dioctyl phthalate (DOP) is a thick oil with a high molecular weight,low vapor pressure, and high boiling point. In 2012, the Interna-tional Agency for Research on Cancer designated that DOP causescancer in laboratory animals and is possibly carcinogenic tohumans [8]. Dibutyl phthalate (DBP), which is a manmade
Type of diluent Thegeometry
Year
Mineral oil, Kel-F oligomer oil,DBP
Flat sheet 1990
N,n-bis (2-hydroxyethyl)Tallowamine
Flat sheet 1991
Eicosane, eicosanoic acid, N,n-bis(2-hydroxyethyl) Tallowamine
Flat sheet 1991
Mineral oil, eicosane,tetradecane, dotriacontane
Flat sheet 1991
Tetradecane, dotriacontane,pentadecanoic acid, eicosane,eicosanoic acid
Flat sheet 1991
Hexamethylbenzene (HMB) Flat sheet 1991Dotriacontane Flat sheet 1993Diphenyl ether (DPE) Flat sheet 1994DPE Flat sheet 1994Cyclohexane Flat sheet 1994Polyethylene glycol (PEG) Flat sheet 1995Cyclohexanol Flat sheet 1995Cyclohexanol Hollow fiber 1996DPE Flat sheet 1996Chlorotrifluoroethylene Flat sheet 1997
DPE Flat sheet 2000Liquid paraffin (LP) Hollow fiber 2000DPE Flat sheet 2002Glycerol Hollow fiber 2003Diisodecyl phthalate (DIDP), LP Hollow fiber 2003DPE Flat sheet 2005DPE Flat sheet 2005PEG 200, 400, 600 Hollow fiber 2005DBP, DOP Hollow fiber 2006DBP, DOP Hollow fiber 2006PEG 200 Hollow fiber 2006Dioctylsebacate (DOS), DOP anddimethyl-phthalate (DMP)
Flat sheet 2006
DMP Flat sheet 2006Butyrolactone, cyclohexane (CO),DBP
Flat sheet 2007
Butyrolactone, propylenecarbonate (PC), DBP, dibutylsebacate (KD)
Flat sheet 2007
Soybean, DBP Flat sheet 2008DBP, di(2-ethylhexyl) phthalate(DEHP)
Flat sheet 2008
DBP, DEHP, LP Hollow fiber 2008Glycerol triacetate (triacetin) Hollow fiber 2008DPK Flat sheet 2008DPK Flat sheet 2008DBP Flat sheet 2008PEG 200 Hollow fiber 2008DBP, DOP Flat sheet 2009Glycerol triacetate (triacetin) Hollow fiber 2009DPC Flat sheet 2009Diamyl phthalate (DAP) Flat sheet 2009PEG 200, 300, 400, 600 Hollow fiber 2009DPK, 1,2-propylene glycol (PG) Flat sheet 2010PEG 200 Hollow fiber 2010Methyl salicylate (MS),benzophenone (BP)
Flat sheet 2011
Mineral oil Hollow fiber 2011Glycerol triacetate (triacetin) Hollow fiber 2011Glycerol triacetate (triacetin) Hollow fiber 2012Diethyl phthalate (DEP) Hollow fiber 2012

H3C O
O O
O CH3
OO
H3C
O
O
CH3
Fig. 1. Chemical structure of ATBC.
Table 2Properties of ATBC.
Formula C20H34O8
Molecular weight (g/mol) 402.5Purity (%) 497 (GC)Specific gravity 1.05Boiling point (1C) 343Flash point (1C) 204Melting point/freezing point (1C) −80Soluble in Ethanol, alcohol etherInsoluble in Water
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236 225
phthalate ester, has become ubiquitous in our environment, eventhough it has a negative effect on human health (i.e. alteringhormones) and is toxic [9–11]. In addition, some other diluents likediphenyl ketone (DPK) and diphenyl carbonate (DPC) have meltingpoints of almost 47.9 and 83 1C, respectively, meaning that they arein solid phase at room temperature, which makes the preparationof hollow fiber membrane with these diluents significantly morecomplicated compared with other diluents.
The TIPS process requires a suitable diluent for controlling thestructure of a membrane [45]. Therefore it is worth rememberingthat a suitable diluent for membrane preparation via TIPS at hightemperature should have miscibility with the polymer, low vola-tility, and good thermal stability. In addition, the diluent shouldhave a relatively low molecular weight [14], have low toxicity, andbe environmental friendly.
Tributyl O-acetyl citrate, also called acetyl tributyl citrate(ATBC) (Fig. 1), is one of the most widely used plasticizers in foodcontact polymer applications such as in the poly(lactic acid) (PLA)industry [61]. It is a plasticizer with aqueous and solvent-basedpolymers, including acrylic, methacrylic, ethyl cellulose, hydro-xypropyl methyl cellulose, nitrocellulose, vinyl acetate, vinylchloride, vinyl pyrrolidone, vinylidene chloride, and urethanepolymer systems. It also has many improvements over DBP incellulose nitrate films, namely low toxicity and a long history ofuse in sensitive applications [62]. ATBC is also used in thefollowing applications such as in medical plastics, aqueous phar-maceutical coatings, extra-corporeal tubing, wraps and films,beverage tubing, and children's toys.
The objective of the present study is to investigate the effect ofthe environmental diluent ATBC in PVDF membrane preparationvia the TIPS method. Both flat sheet and hollow fiber PVDFmembranes were fabricated. The phase diagram of the PVDF/ATBCsystem as a function of polymorphisms, morphologies, properties,and water permeability of the PVDF membranes were investigatedas well.
2. Experimental
2.1. Materials
PVDF (Solefs 1015, powder) was kindly provided by SolvaySpecialty Polymers (Bollate, Italy). ATBC was purchased fromTokyo Chemical Industry Co., Ltd., and used as a diluent (seeTable 2). Ethanol (494%) was purchased from Daejung Chemicaland Metals., Ltd, and used as an extractant. Kerosene was pur-chased from Sigma-Aldrich, and used as a liquid for porositymeasurement. Deionized water was made by a Pure Reverse WaterSystem from Mirre Sci. Corp., and used to test the permeability ofPVDF membranes. All chemicals used in this study were notpurified further.
2.2. Phase diagram
In some polymer diluents systems, it is important to report thesol–gel transition temperature to determine the suitable tempera-ture for a homogenous polymer/diluents system, because in some
PVDF/diluent systems during heating and cooling, thermo rever-sible physical gels are formed consisting of three dimensionalnetworks whose junction points are made up of physical bonds,such as hydrogen bonds and/or dipolar interaction betweenpolymer chains. The gelation of PVDF depends on the kind ofdiluent where the gelation takes place [63]. In some cases such asPVDF/γ-butyrolactone, this temperature is higher than the cloudpoints [64]. In order to determine the suitable temperature forpreparation of PVDF/ATBC membranes, a test tube tilting methodwas utilized. Specifically, the sol–gel transition temperature wasdetected by identifying the temperature at which the sample didnot move for a period of 10 s when the solution was rapidlyextracted from the oil bath at high temperature and inverted.More specifically, for each concentration, PVDF solutions in ATBCwere prepared under mechanical stirring in a closed vessel at atemperature of 200 1C for 2 h in order to have a visually homo-geneous and transparent solution. A small aliquot was poured inhermetically closed tubes, and kept at 200 1C for 2 h in an oven.Then, the temperature was decreased by 10 1C every 2 h stepwise;at each temperature, the tubes were quickly extracted from the oilbath and inverted. A time lag of 10 s was chosen after havingverified that the temperature decrease did not exceed 2 1C, using adummy sample with a thermocouple immersed in the solution.The reported sol–gel temperature is the lowest temperature atwhich the solution flow was observed in the selected period oftime (10 s).
The cloud point curves were experimentally determined usingthermo-optical microscopy. PVDF/ATBC was heated to a desiredtemperature in an oil bath in order to prepare the homogenoussolution. After a small amount of solution was placed between apair of microscope cover slips and cooled to room temperature,the sample was heated on a hot stage of a thermo-opticalmicroscope (FP90-FP82HT hot stage from Mettler Toledo Com-pany, Switzerland) to 200 1C for 1 min and then cooled to 20 1C.The cloud point was determined visually by observing the appear-ance of turbidity under an optical microscopy (U-LH100HG fromOlympus Company, Tokyo, Japan). Each concentration was mea-sured five times. The average values plus standard deviations werereported.
Crystallization curves were determined calorimetrically using aQ20 differential scanning calorimeter (DSC, TA Instruments, DE,USA). Samples of PVDF powder and different concentrations of anATBC solution were weighed into a tared volatile-sample pan. Thepan was then sealed and heated to 200 1C. After waiting for 5 minto ensure complete melting and equilibration, the sample wascooled at a rate of 10 1C/min. The crystallization temperature wastaken as the peak temperature of the resulting exotherm.
2.3. Preparation of PVDF membrane
In the case of flat sheet membranes, casting solutions wereprepared by mixing PVDF powder and ATBC liquid with thedesired polymer concentrations at 180 1C followed by stirring

Table 3Preparation condition for hollow fibers.
Fiber one Fiber two Fiber three
Air gap 2.5 cm 4 mm 4 mmSpinneret temperature (1C) 180 180 180Bore temperature (1C) Ambient Ambient 180Coagulation bath temperature (1C) 4 4 4Washing bath temperature (1C) Ambient Ambient AmbientTake up bath temperature (1C) Ambient Ambient Ambient
Note: All the dope solution temperatures are 180 1C; all the bore and dope flowrates are 10 mL/min.
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236226
until the solutions became homogeneous. Next, the casting solu-tions were left overnight to de-gas to avoid bubbles. The dopesolutions were cast uniformly onto a glass substrate with athickness of 400 μm at 30 1C. After exposure to air for 2 h, thenascent membranes with glass plates were immersed in ethanolbath for 1 day to extract ATBC. Finally, the membranes were driedat 40 1C for 48 h. The effects of polymer concentration (15 wt%,20 wt%, 25 wt%, 30 wt%) and quenching temperature (30 1C, 50 1C,100 1C in air) were investigated. When the quenching temperaturewas investigated, the nascent PVDF membranes were kept at thedesired quenching temperature for 5 min before cooling to 30 1C.
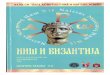
A schematic of the hollow fiber membrane fabrication appara-tus is shown in Fig. 2. Measured amounts of polymer and diluentwere fed into the vessel, heated, and mixed to specific temperaturefor 2 h to obtain a homogeneous solution. After holding at thistemperature for more than 2 h without mixing for degassing, thehomogenous polymer solution was extruded through the spin-neret by a gear pump under nitrogen pressure of 2.0 bar to acoagulation bath at low temperature (4 1C), washing bath at roomtemperature, and finally wound by a take-up winder rotated in awater trough at room temperature. The spinneret consisted ofouter and inner tubes with diameters of 1.6 and 1.0 mm, respec-tively. The diluent was introduced to the inner orifice to make alumen of the hollow fibers. The remaining solvent in the hollowfiber membrane was extracted by ethanol, which was thenremoved by transferring the hollow fibers from the ethanol tankinto a water bath. Table 3 shows the preparation conditions forhollow fibers.
2.4. Characterization of PVDF membranes
2.4.1. Crystalline formsThe crystalline forms of the PVDF membranes were investi-
gated by Fourier transform infrared spectroscopy (FTIR, Magna-IR760 ESP spectroscopy, Thermo Fisher Scientific Inc., USA) with a2cm−1 resolution, and a wide-angle X-ray diffraction (WAXD,Rigaku Denki D/MAX-2500, Japan). The operated voltage andcurrent were 40 kV and 30 mA, respectively, plasticine was usedas holder for samples, and Cu Kα radiation was applied. The scansranged from 51 to 801 at a rate of 11/min.
Melting behavior was determined using a Q20 differentialscanning calorimeter (DSC, TA Instruments, DE, USA). PVDFsamples were kept at 20 1C for 10 min, then heated to 200 1C ata heating rate of 10 1C/min during which melting curves wererecorded. All tests were carried out under dried nitrogen purgewith a flow rate of 50 mL/min.
The degree of crystallinity of the prepared membranes wasmeasured by a Q20 differential scanning calorimeter (DSC; TA
N2
Diluent
Gear
Spinneret
1.6 mm
1.0 mm
3.0 mm
Fig. 2. Schematic of hollow fiber membrane apparatus.
Instruments, DE, USA). Appropriate amounts of membrane (about5 mg) were sealed in an aluminum pan and kept at 20 1C for10 min, after which the samples were heated from 20 to 200 1C ata rate of 10 1C/min. The degree of crystallinity of membranes wasmeasured according to following equation:
Xc ¼ ΔHm
ΔHn
p� 100 ð1Þ
where ΔHn
p and ΔHm are the melting enthalpies for 100% crystal-line PVDF (which is 104.5 J/g [65]) and membrane, respectively.
2.4.2. Morphology studyThe prepared membranes were immersed and fractured in
liquid nitrogen, and then sputtered with palladium. The surfacesand cross sections of the membranes were observed by scanningelectron microscope (NOVA NANO SEM 450, manufactured byFEITM, Netherlands).
2.4.3. PorosityAfter measuring the dry weight of the membranes, they were
immersed in kerosene for 48 h to become wet, and the wet weightwas then measured. The overall porosity of the membranes wascalculated according to following correlation:
ε¼ ðmw−mdÞ=ρwðmw−mdÞ=ρw þmd=ρp
� 100% ð2Þ
where mw and md are the weights of the wet and dry membranes,respectively, and ρw and ρp are the kerosene and polymer densities(1.78 g/cm3), respectively. At least five flat sheet and hollow fibermembranes were used for measuring the porosity, and finally theaverage values were reported. The standard deviation from themean value was 75%.
2.4.4. Mean pore size and pore size distributionsThe mean pore size and pore size distributions of membranes
were investigated by automated capillary flow porometer (CFP-1500-AE, Porous Materials Inc. NY, USA).
2.4.5. Water permeabilityPVDF membranes were pre-wetted by placing them into pure
water for over 24 h before measuring pure water flux (PWF). Thepure water flux of the pre-wetted membranes was measured witha stainless cell (effective area, 15.9 cm2, Amicon 8050, EMDMillipore Corporation, Billerica, MA, USA) at transmembranepressures of 0.5, 1.0 and 1.5 bar. After running for 30 min at2.0 bar, the flux was calculated according to the time takencollecting permeated water.
As with flat sheet membranes, the prepared PVDF hollow fibermembranes were hydrophobic and thus water permeation wasdifficult to measure without pre-wetting the membranes. There-fore, the water permeation experiments were carried out using atwo-step process. First, hollow fiber membranes were pre-wetted

Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236 227
with an ethanol/water solution (95 wt% ethanol) for 5 min. Next,the membranes were wetted, after which pure water was forced topermeate from the inside to the outside of hollow fiber mem-branes for 30 min. The pure water permeability of single fiberswas measured at a transmembrane pressure of 1.0 bar. Since purewater was forced to permeate from the inside to the outside of thehollow fibers, the pure water flux was measured on the basis ofthe inner surface area of the hollow fiber, and at least five sampleswere tested for each experimental result.
2.4.6. Mechanical propertiesThe mechanical properties of membranes were evaluated using
a universal testing machine (AGS-J 500 N, Shimadzu, Tokyo, Japan)at room temperature. For flat sheet membranes, tests wereconducted according to ASTM D638-10. For hollow fibers, mem-branes were vertically fixed between two pairs of tweezers at alength of 50 mm and extended at a constant elongation rate of50 mm/min until the fibers were broken. Tensile strength wascalculated using the cross sectional areas of the hollow fibermembranes. A total of at least five flat sheets and hollow fiberseach were used to determine all mechanical properties andreported final average values. The standard deviation from themean was approximately 75%.
1000 900 800 700 600 500 400
30 wt%
25 wt%
15 wt%
Tra
nsm
ittan
ce (%
)
Wavenumber (cm-1)
532613
764795972
409
20 wt%
3. Result and discussion
3.1. Phase diagram
According to the group contribution method, the solubilityparameter of ATBC was calculated as δ¼18.34 MPa1/2, based on thethree dimensional Hansen solubility parameter theory assumingdispersion (δd), polar (δp), and hydrogen bond (δh) parameters of16.02 MPa1/2, 2.56 MPa1/2, and 8.55 MPa1/2, respectively. Since thesolubility parameter of PVDF is δ¼23.2 MPa1/2 [66], PVDF isexpected to be insoluble in ATBC at room temperature but solubleat suitable elevated temperatures, indicating that PVDF mem-branes can be prepared with ATBC via the TIPS process.
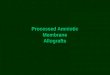
Fig. 3 shows the phase diagram of a PVDF/ATBC system,including sol–gel transition temperature, crystallization tempera-ture, and the cloud point of PVDF/ATBC. There was a significantgap between phase differences, indicating that the morphology ofmembrane transitions can be studied as a function of polymerconcentration, whereas sol–gel transition temperature estimatesthe suitable temperature for homogenous solution.
10 20 30 40100
110
120
130
140
150
160
170
180
190
200
Tem
pera
ture
(°C
)
Polymer concentration (wt%)
Cloud point Gel transition tempertaure Crystalization temperature
Monotectic point
Fig. 3. Phase diagram of PVDF/ATBC.
Phase inversion in the TIPS process can be divided into twocategories: liquid–liquid phase separation and solid–liquid phaseseparation. Specifically, separation occurs when the cooling tempera-ture reaches the binodal line liquid–liquid phase, while L–L phaseinversion occurs via two mechanisms: nucleation and growth (NG)and spinodal decomposition (SD). Further, NG occurs in the meta-stable region (i.e. between the binodal and spinodal line in the phasediagram) while SD happens in the unstable region (under thespinodal line in the phase diagram). Solid–liquid phase inversionoccurs if the cooling temperature reaches the crystallization curves ofthe polymer/diluent system [13,67,68]. Depending on the mechan-ism of phase inversion incurred during the membrane formationprocess, different morphologies can be obtained.
As shown in Fig. 3, the cloud point curve intersects the crystal-lization curve at a temperature of about 117 1C and polymerconcentration of approximately 24 wt%, suggesting that the PVDF/ATBC system undergoes liquid–liquid phase separation and crystal-lization when the PVDF concentration is lower than 24 wt%, whereassolid–liquid phase separation occurs when the PVDF concentration ishigher than 24 wt%. A bicontinuous structure is expected to appearwhen preparing membranes with a polymer concentration less than24 wt% in the absence of a nonsolvent or stretching process [45].
1000 900 800 700 600 500 400
100°C
50°C
Tra
nsm
ittan
ce (%
)
Wavenumber (cm-1)
532
613764
795972
40930°C
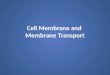
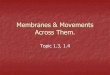
Fig. 4. FTIR spectra of PVDF membranes produced (a) with different polymerconcentrations and (b) different quenching temperatures.

Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236228
Spherical structures are usually prepared by fabricating membranesusing polymer concentrations higher than 24 wt%.
To prepare hollow fiber membranes, 30 wt% PVDF was found tobe a suitable concentration because the low concentration of thepolymer (i.e. 20 wt%) dope solution did not provide enoughviscosity for fiber spinning, and also in the medium concentration(i.e. 25 wt%) the prepared fibers did not have enough mechanicalresistance. As shown by the tilted tube curve in Fig. 3, temperatureshould be kept above 180 1C to obtain a homogenous solution andwith this particular concentration the mechanism of phase inver-sion was solid–liquid phase separation.
3.2. Flat sheet membranes
3.2.1. Crystals of the membranesPVDF is known to have five polymorph types, namely α, β, γ, δ and
ε forms. PDVF normally presents as either α or β phases, and lessfrequently in the γ phase. The α form of PVDF is a kineticallyfavorable non-polar crystalline form with a trans-gauche (TGTG′)conformation and a monolithic lattice that allows for a largerdistance between the fluorine atoms, while the β form is the mostthermodynamically stable polar form with an all-trans (TTTT) con-formation and an orthorhombic lattice structure [69]. The differencebetween α or β forms can be determined using FTIR and XRD.
3.2.1.1. FTIR. If a good solvent is employed, PVDF crystallization isinduced by solvent evaporation or non-solvent addition, with the βphase always being formed at low temperature while the α phaseis usually induced at high temperature [70]. During the TIPSprocess, diluents are usually not a good solvent for PVDF atroom temperature and PVDF crystallization, especially wheninduced by lowering the temperature of the solution. Previously,it was observed that α phase is formed even when the quenchingtemperature is 40 1C [38]. Fig. 4 shows the FTIR spectra of PVDFmembranes produced in this study using various polymerconcentrations and quenching temperatures. The peaks oftransmittance at the wavenumbers of 409, 532, 613, 764, 795and 972 cm−1 were indicative of the α-phase PVDF. For all the
30%
20%
25%
Inte
nsity
2θ (°)
15%
10 20 30
Fig. 5. XRD results of PVDF membranes produced with (a) different p
PVDF membranes fabricated in this study, there were no peaks atthe β-phase wavenumbers of 445, 470, 511, 600, 840 cm−1, orγ-phase PVDF wavenumbers of 431, 512, 776, 812, 833, 840 cm−1
[71,72]. Thus, ATBC always induces α-phase PVDF during PVDFmembrane preparation via the TIPS method without additives.
3.2.1.2. WAXD. In order to further obtain information related to thepolymorphisms of PVDF membranes in this study, WAXDmeasurements were performed and the diffraction patterns ofPVDF membranes produced at different polymer concentrationsand quenching temperatures are presented in Fig. 5. Peaks wherethe values of 2θ were approximately 17.4, 18.1, 19.6 and 26.51,which represent diffraction in planes (100), (020), (110) and (021),respectively, were characteristic of α phase PVDF [70]. There wereno peaks around the 2θ value of 20.261 for the β phase, confirmingthe observations by FTIR that only α phase PVDF was formed in thepresent study.
3.2.2. DSCThe DSC curves of the PVDF membranes prepared with differ-
ent polymer concentrations and quenching temperatures arepresented in Fig. 6. For the membranes fabricated with differentPVDF concentration as shown in Fig. 6a, all the curves presented amelting peak at around 168 1C, and a shoulder at lower tempera-tures. The main peak is related to the primary crystallization ofPVDF chains, occurring at 110–120 1C (see Fig. 3), while theshoulder is related to a secondary (delayed) crystallization occur-ring during cooling or during storage at room temperature. Thisattribution is confirmed for the membranes fabricated withdifferent quenching temperatures, as shown in Fig. 6b; the lowmelting temperature shoulder strongly depends on the quenchingtemperature, evolving into a separate peak at a quenching tem-perature of 100 1C. Specifically, the peak or shoulder at therelatively lower temperature indicated that the PVDF crystallizedwhen it was kept at quenching temperature as well as during thedecrease in temperature from the quenching temperature to 30 1C.The fraction of the shoulder or peak at the lower temperatureincreased as the quenching temperature increased due to the
10 20 30
50°C
2θ (°)
Inte
nsity
30°C
100°C
olymer concentrations and (b) different quenching temperatures.

15 wt%
Hea
t flo
w (W
/g)
Temperature (°C)
20 wt%25 wt%30 wt%
50 100 150 200
50 100 150 200
30°C
Hea
t flo
w (W
/g)
Temperature (°C)
50°C 100°C
Fig. 6. DSC curves of PVDF membranes produced with (a) different polymerconcentrations and (b) different quenching temperatures.
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236 229
increase of the period time that PVDF was kept in a hightemperature environment. There were no significant differencesin the tendency among membranes prepared with differentpolymer concentrations because the solution temperatures andquenching temperatures among different membranes were thesame. In contrary, significant differences existed with respect tothe tendency among membranes fabricated with differentquenching temperatures because the increase in quenching tem-perature increased the period of crystallization at relatively highertemperatures.
3.2.3. MorphologyBicontinuous structures are expected to yield nice membrane
properties, but diluents used to prepare PVDF membranes via TIPSsuch as GTA, DBP and so on usually form fuzzy spherical struc-tures, such that additional plasticizers like DOA [73] or DEG [74]and inorganic particles like silica [75] or CaCO3 [76], sometimesfollowed by stretching [77], are required to improve morphology[45]. Therefore, it is interesting to find diluents that inducebicontinuous structures without additives and post-treatment.
DPK [45] and DPC [51] have been employed to produce goodmorphologies. Indeed, during the fabrication of PVDF membranesusing DPK and DPC, a liquid–liquid phase separation mechanismleads to polymer-rich and polymer-lean phases, respectively,resulting in PVDF membranes with a bicontinuous structure.In the present study, according to the phase diagram in Fig. 3,24 wt% was the concentration of the monotectic point,indicating that liquid–liquid phase separation followed by crystal-lization process would be thermally induced as the temperaturedecreased when the PVDF concentration was lower than 24 wt%,while only solid–liquid phase separation would take place as thetemperature decreased when the PVDF concentration was higherthan 24 wt%.
Since the polymer solution can be brought into differentregions in the phase diagram by varying the composition andtemperature, the morphology of the PVDF membrane is influencedsignificantly by polymer concentration and quenching tempera-tures [12,13]. The morphologies of PVDF membranes fabricatedwith different polymer concentrations are shown in Fig. 7. TS1–TS4 and BS1–BS4 are the top surfaces (air side) and bottomsurfaces (glass plate side) of membranes produced with differentPVDF concentrations, respectively. Membrane pore size showed adecreasing tendency with increasing PVDF concentration. Withthe TIPS technique, the polymer dissolved in diluent at hightemperature and a homogeneous melt blend was formed. Low-ering the temperature induced phase separation. Upon diluentextraction and subsequent evaporation of the extractant, thediluent-rich phase became the membrane pores. Thus, membranepore size decreased with increasing concentrations of the polymer.
C1–C4 are cross sectional morphologies of PVDF membranesfabricated with different PVDF concentrations. Based on theseimages, it can be seen that, at low concentration, the PVDFmembranes show a more bicontinuous structure, while thestructures of the PVDF membranes produced with polymer con-centrations of 25 wt% (C3) and 30 wt% (C4) were more spherical.According to the phase diagram, at concentrations of 25 wt% and30 wt%, the solution underwent solid–liquid phase separationduring the temperature decrease period, which induced sphericalstructures. It can also be seen that the spherulite sizes frompolymer concentration of 30 wt% were smaller than those from25 wt%. The increased nuclei density played a major role in thisbehavior. In fact, self-nucleation, which depends on the pre-existence of polymer nuclei and nucleation density, was directlyproportional to polymer content in the polymer/diluents system.As the polymer concentration increased, more nuclei in thesolution resulted in that the number of the spherulite increasedand the size of the spherulite decreased.
Quenching conditions also played an important role in deter-mining the final membrane morphology, and the quenchingtemperature influences the membrane structure significantly(Fig. 8). TS1–TS3 and BS1–BS3 are top surfaces (air side) andbottom surfaces (glass plate side) of membranes produced withdifferent quenching temperature, respectively. The driving force ofliquid–liquid and solid–liquid phase separation lowered as thedifference between the equilibrium melting temperature of thepolymer/diluents system and the quenching temperaturedecreased. It is known that the degree of supercooling influencesthe magnitude of this driving force proportionally [78]. Liquid–liquid phase separation and the solidification of the polymer-richphase are two competitive factors influencing the resulting mem-brane morphology. When the quenching temperature is below thespinodal decomposition, as is the case when the degree of super-cooling is decreased by increasing the quenching temperature, aslower solidification rate of the polymer-rich phase leaves a longertime for the polymer-lean phase to grow, resulting in larger poresizes [23,52] as shown in the bottom surfaces.

TS
TS
TS
TS
BS
BS
BS
BS CS
CS
CS
CS
Fig. 7. Morphologies of PVDF membranes with quenching temperature at 30 1C and different polymer concentrations. (a), (b), (c) and (d) are the PVDF membranes preparedwith polymer concentrations of 15, 20, 25 and 30 wt%, respectively; TS, BS and CS are top surface, bottom surface and cross section, respectively.
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236230
However, from cross sectional morphologies, it can be seen thatthe membrane pore size decreased with increasing quenchingtemperatures, which was attributed to the evaporation of ATBC. Inthe present study, the nascent membranes were exposed inair at desired temperatures. With the increase of the quenchingtemperature, evaporation was enhanced, and the diluent migrated tothe membrane surface from the matrix, which increased the polymerconcentration and consequently decreased membrane size.
3.2.4. Pore size, porosity and mechanical strengthMean pore size and porosity of membranes produced with
different polymer concentrations and different quenching tem-peratures are listed in Tables 4 and 5, respectively. The mean poresize decreased with the polymer concentration, which was con-sistent with SEM results. In this study, liquid–liquid phase separa-tion took place when the polymer concentration was lower than25 wt%, and in this range, the same tendency of decreasing pore

TS
TS
TS
BS
BS
BS
CS
CS
CS
Fig. 8. Morphologies of PVDF membranes with polymer concentration of 20 wt% and different quenching temperatures. (a), ( b), and (c) are the PVDF membranes preparedwith quenching temperature of 30, 50 and 100 1C, respectively; TS, BS and CS are top surface, bottom surface and cross section, respectively.
Table 4Mean pore size and porosity of PVDF flat sheet membranes produced with differentpolymer concentrations.
Polymer concentration(wt%)
Thickness (μm) Mean pore size (μm) Porosity (%)
15 186 0.56 76.3220 175 0.35 75.9125 193 0.31 69.6130 262 0.27 66.95
Table 5Mean pore size and porosity of PVDF flat sheet membranes produced with differentquenching temperatures.
Quenching temperature(1C)
Thickness(μm)
Mean pore size (μm) Porosity(%)
30 175 0.35 77.0550 294 0.27 79.64
100 312 0.16 81.14
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236 231
size was found in the PVDF/DPK system [45]. When the polymerconcentration was higher than 24 wt%, the higher polymer con-centration reduced spherulite size, and consequently reducedmean pore size. Porosity decreased with an increase in polymerconcentration because the fraction of the polymer-lean phase wasreduced during phase separation.
Mean pore size decreased with increased quenching tempera-tures. This result was consistent with the SEM cross sectionalimages discussed in Section 3.2.3. In addition, porosity increasedwith quenching temperature, the reason for which was the fact
that larger pore sizes were induced on the bottom surfaces of themembranes prepared at relatively higher temperatures.
The mechanical properties of PVDF membranes fabricated withdifferent polymer concentrations are presented in Table 6. Overall,mechanical strength increased with polymer concentration, andthe increased rate was augmented significantly when the polymerconcentration was higher than 25 wt%. In the case of solid–liquidTIPS membrane preparation, crystal nucleation and growth deter-mined the morphology and mechanical strength of the membrane.The space between crystalline domains became pores upon

15 20 25 300
1000
2000
3000
4000
5000
Pure
wat
er fl
ux (L
/m2 h
)
Polymer concentration (wt%)
1.5 bar 1.0 bar 0.5 bar
Pure
wat
er fl
ux (L
/m2 h
)
20 40 60 80 1000
1000
2000
3000
4000
Quenching temperature (°C)
1.5 bar 1.0 bar 0.5 bar
Fig. 9. Pure water fluxes as a function of (a) polymer concentration and(b) quenching temperature.
Table 6Mechanical properties of PVDF flat sheet membranes produced with differentpolymer concentrations.
Polymerconcentration (wt%)
Young's modulus(MPa)
Tensile stress(MPa)
Extension atbreak (%)
15 27.65 1.02 9.2820 38.58 0.94 13.9925 59.39 1.47 14.8730 126.18 4.83 11.97
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236232
extraction of the diluents. Thus, higher polymer concentrationsresulted in higher nucleation density, forming membranes withhigher mechanical strength because of increased integrity.
3.2.5. Water permeabilityThe pure water fluxes of PVDF membranes produced with
various polymer concentrations and temperatures were investi-gated and are presented in Fig. 9. The pure water fluxes decreasedas polymer concentration and quenching temperature increased,which was consistent with the morphologies in Fig. 8, and themean pore sizes shown in Tables 4 and 5. The reduction in poresize in the membrane increased the resistance when water passedthrough the pores at a defined pressure, and consequently, thepure water flux decreased. The change in thickness was also areason why pure water fluxes decreased with either increasingpolymer concentrations or quenching temperatures.
3.3. Hollow fiber membranes
3.3.1. Morphology of prepared hollow fiber membranesAs mentioned earlier, 30 wt% PVDF was used to prepare hollow
fiber membranes. Since this concentration is after the monotecticpoint (see Fig. 4), solid–liquid phase separation and subsequently aspherulite structure was expected. As can be seen in Fig. 10, all ofprepared fibers had a sponge-like structure. However, the size ofspherulites changed from the inner lumen part to the outer part.Specifically, as the outer skin of hollow fibers was in direct contactwith the cold water in the coagulation bath, the size of spheruliteswas small due to a higher cooling rate compared with the innerlumen part that was still in contact with the hot bore fluid rightafter spinning.
3.3.2. Effect of the air gapBy changing the air gap, several phenomena were observed
such as evaporation of solvent in the air, orientation of themolecular chain, elongational stress, and gravity. Moreover, chan-ging the air gap influenced the dope flow pattern leaving thespinneret. In the NIPS process, the nascent fiber from the spinneretexperiences die swell and relaxation, which has a significant effecton molecular orientation due to viscoelastic properties of the PVDFspinning solution. However, in the TIPS process, such a flowpattern has not yet been reported.
By increasing the air gap, the diluents can evaporate from theouter surface of hollow fiber and thus a dense layer in the outersurface can be prepared. Indeed, the evaporation rate of diluent isa key factor in determining the porosity of the resulting fibers.In some cases like polyethylene/diisodecyl phthalate (DIDP),increasing the air gap decreased the water permeability of mem-branes due to diluent evaporation [31]. In other cases like PVDF/ATBC, which has a higher boiling point (almost 343 1C) comparedwith DIDP (250 1C), the rate of diluent evaporation was notsignificant. By decreasing the air gap, the extruded solution arrivedin the coagulation bath faster and spherulites did not have enough
time to grow, mainly in the outer surface of the fibers, whichcaused lower porosity and pore size in the outer skin of hollowfibers. As mentioned, there was a tradeoff between these twoparameters. In the present study, since the rate of diluentevaporation was not significant, decreasing the air gap resultedin smaller spherulites and consequently lowers porosity, lowerwater permeability, and higher mechanical properties.
3.3.3. Effect of bore fluid temperatureWhen the bore fluid temperature increases, the inner part of
the fibers solidified with a lower cooling rate, allowing for moretime for spherulites to grow resulting in higher porosity and meanpore size. This phenomenon was consistent with the SEM images.Consequently, the porosity and water permeability increasedwhile the mechanical properties of fiber three decreased com-pared with fiber two.
3.3.4. Mechanical properties of hollow fibersTable 7 shows the mechanical properties of prepared fibers. As
can be seen by the decreasing air gap from 2.5 cm (fiber one) to4 mm (fiber two), the mechanical properties of the membranesimproved. As mentioned above, the reduction of mechanical

Fiber 1 Fiber 2 Fiber 3
Cro
ss se
ctio
nCr
oss s
ectio
n w
ith
high
res
olut
ion
Inne
r pa
rt w
ith h
igh
reso
lutio
nO
uter
par
t with
hig
h re
solu
tion
Inne
r su
rfac
e w
ith
high
res
olut
ion
1
1
1
2
2
2
3
3
3
1 2 3
12
3
60× 60× 60×
600× 600× 600×
5000× 5000× 5000×
5000× 5000× 5000×
2000× 2000× 2000×
Out
er su
rfac
e w
ith
high
res
olut
ion
1 2 3
2000× 2000× 2000×
Fig. 10. Morphologies of PVDF hollow fiber membranes with different air gaps and bore fluid temperatures. 1, 2 and 3 are fiber one, fiber two and fiber three, respectively;(a), (b), (c), (d), (e) and (f) are cross section, cross section with higher resolution, inner part with high resolution, outer part with high resolution, inner surface with highresolution and outer surface with high resolution, respectively.
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236 233

Table 9Melting enthalpy and degree of crystallinity of the prepared hollow fibermembranes.
ΔHm Xc (%)
Fiber one 59.54 56.972.0Fiber two 56.22 53.871.0Fiber three 72.58 69.572.5
Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236234
properties of fiber three compared with fiber two was due to highbore fluid temperature, which decreased the cooling rate of theinner parts of the fibers. Moreover, Table 7 shows a comparisonbetween the prepared PVDF 1015 hollow fiber membranes withthe results of published studies, which indicated that the preparedfibers exhibited superior mechanical properties.
3.3.5. Water permeability, mean pore size, and overall porosity ofhollow fibers
The pure water permeability of the hollow fiber membraneschanged significantly by changing the air gap. As can be seen inTable 8, the water permeability decreased dramatically withdecreasing the air gap. This trend coincided very well with theoverall porosity and mean pore size of the membranes. Asmentioned, this can be attributed to the reduction of spherulitesize due to a faster cooling rate as the air gap distance decreased,in agreement with the SEM images. Increasing water permeability,overall porosity, and mean pore size by increasing the bore flowtemperature was in agreement with our observation of thephenomenon that the inner part of fibers cooled at a lower coolingrate, thereby providing sufficient time for spherulites to grow.Consequently, fiber three had a dense outer surface due to a fastcooling rate and a more porous inner lumen surface because of thehigh temperature bore fluid and, as a result, the low cooling rate.
As can be seen in Table 8, fiber three had higher waterpermeability compared with PVDF 1015/40% DBP and 60% DEHPand PVDF 1015/DBP. Although the porosity and mean pore size offiber three was higher than the PVDF 1015/30% DBP and 70% DEHP,water permeability of the former was lower than that of the latter.However, the prepared fiber had superior mechanical propertiescompared with other fibers prepared from phthalate components(see Table 7).
3.3.6. Degree of crystallinityTable 9 shows the degree of crystallinity of the prepared hollow
fibers. By decreasing the air gap, the degree of crystallinitydecreased from 57% to 54%. This can be attributed to the fastercooling rate in the second fiber, where the nascent fiber arrived inthe coagulation bath faster. However, in the case of the third fiber,the degree of crystallinity was higher than the others due to a high
Table 7Mechanical properties of prepared hollow fibers and published data.
Tensile strength(MPa)
Elongation(%)
Fiber one 2.1870.08 8975.0Fiber two 3.0870.03 12872.0Fiber three 3.0270.25 10577.3PVDF 1015/30% DBP and 70% DEHP [43] 0.43 69PVDF 1015/40% DBP and 60% DEHP [43] 0.59 6.81PVDF 1015/DBP [43] 0.91 8.91
Table 8Water permeability, mean pore size, and porosity of prepared hollow fibers.
Water permeability(L/m2 h bar)
Mean poresize (μm)
Porosity(%)
Fiber one 739.7766.6 0.182 60.777.1Fiber two 336.179.4 0.148 57.975.3Fiber three 1161.0734.0 0.227 69.074.9PVDF 1015/30% DBP and70% DEHP [43]
5415 0.120 65.3
PVDF 1015/40% DBP and60% DEHP [43]
593 0.18 58.6
PVDF 1015/DBP [43] 0 0.23 47.9
bore fluid temperature. When the bore fluid temperature washigh, the rate of cooling mainly in the inner part of the hollowfiber was low, which gave a longer time for formation and growthof spherulites.
4. Conclusions
In the present paper, ATBC was used as an environmentaldiluent for PVDF membrane preparation via TIPS process. Theeffects of polymer concentration and quenching temperature oncrystals, morphology, and performance of flat sheet PVDF mem-branes and the effect of air gap and bore fluid temperature on thehollow fiber membranes were investigated.
PVDF crystals presented in the α phase under the conditions ofthis study, independent of the PVDF concentration and quenchingtemperature. Bicontinuous structures were formed during PVDFmembrane preparation. Pore sizes of PVDF membranes and con-sequently pure water flux decreased as PVDF concentration andquenching temperature increased. By decreasing the air gap or thebore fluid temperature in hollow fiber membranes, the mechanicalproperties increased while porosity, mean pore size, and waterpermeability decreased.
Based on our results, we concluded that the new environmen-tal diluent described here is competitive with diluents likephthalates in preparing PVDF membranes for water treatmentapplications.
Acknowledgments
The authors wish to acknowledge the financial support of theWCU (World Class University) Program (No. R31-2008-000-10092-0) and Nano∙Material Technology Development Program(2012M3A7B4049745), National Research Foundation (NRF) of theKorean Ministry of Science and Technology, and partial supportfrom Solvay Specialty Polymers.
References
[1] E. Drioli, A.I. Stankiewicz, F. Macedonio, Membrane engineering in processintensification—an overview, J. Membr. Sci. 380 (2011) 1–8.
[2] A. Brunetti, A. Caravella, E. Drioli, G. Barbieri, Process intensification bymembrane reactors: high-temperature water gas shift reaction as single stagefor syngas upgrading, Chem. Eng. Technol. 35 (2012) 1238–1248.
[3] P. Bernardo, E. Drioli, Membrane gas separation progresses for processintensification strategy in the petrochemical industry, Pet. Chem. 50 (2010)271–282.
[4] M.A. Shannon, P.W. Bohn, M. Elimelech, J.G. Georgiadis, B.J. Marinas,A.M. Mayes, Science and technology for water purification in the comingdecades, Nature 452 (2008) 301–310.
[5] F. Liu, N.A. Hashim, Y.T. Liu, M.R.M. Abed, K. Li, Progress in the production andmodification of PVDF membranes, J. Membr. Sci. 375 (2011) 1–27.
[6] M.H. Gu, J. Zhang, X.L. Wang, H.J. Tao, L.T. Ge, Formation of poly(vinylidenefluoride) (PVDF) membranes via thermally induced phase separation, Desali-nation 192 (2006) 160–167.
[7] J.A. Yang, X.L. Wang, Y. Tian, Y.K. Lin, F. Tian, Morphologies and crystallineforms of polyvinylidene fluoride membranes prepared in different diluents bythermally induced phase separation, J. Polym. Sci. Part B: Polym. Phys. 48(2010) 2468–2475.

Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236 235
[8] International agency for research on cancer, IARC Monographs on the Evalua-tion of Carcinogenic Risks to Humans, vol. 101, 2012, pp. 1–555.
[9] J.C. Lamb IV, R.E. Chapin, J. Teague, A.D. Lawton, J.R. Reel, Reproductive effectsof four phthalic acid esters in the mouse, Toxicol. Appl. Pharmacol. 88 (1987)255–269.
[10] M. Ema, A. Harazono, E. Miyawaki, Y. Ogawa, Developmental effects of di-n-butyl phthalate after a single administration in rats, J. Appl. Toxicol. 17 (1997)223–229.
[11] M. Emaa, E. Miyawakia, K. Kawashimaa, Effects of dibutyl phthalate onreproductive function in pregnant and pseudopregnant rats, Reprod. Toxicol.14 (2000) 13–19.
[12] D.R. LIoyd, Microporous membrane formation via thermally induced phaseseparation. I. Solid–liquid phase separation, J. Membr. Sci. 52 (1990) 239–261.
[13] D.R. Lloyd, S.S. Kim, K.E. Kinzerb, Membrane formation via thermally inducedphase separation. II. Liquid–liquid phase separation, J. Membr. Sci. 64 (1991)l–11.
[14] S.S. Kim, D.R. Lloyd, Microporous membrane formation via thermally inducedphase separation. III. Effect of thermodynamic interactions on the structure ofisotactic polypropylene membranes, J. Membr. Sci. 64 (1991) 13–29.
[15] B.A. Gordon, S.S. Kim, Q. Ye, Y.F. Wang, D.R. Lloyd, Microporous membraneformation via thermally induced phase separation. IV. Effect of isotacticpolypropylene crystallization kinetics on membrane structure, J. Membr. Sci.64 (1991) 31–40.
[16] S.S. Kim, G.B.A. Lim, A.A. Alwattari, Y.F. Wang, D.R. Lloyd, Microporousmembrane formation via thermally induced phase separation. V. Effect ofdiluent mobility and crystallization on the structure of isotactic polypropylenemembranes, J. Membr. Sci. 64 (1991) 41–53.
[17] A.A. Alwattari, D.R. Lloyd, Microporous membrane formation via thermallyinduced phase separation. VI. Effect of diluent morphology and relativecrystallization kinetics on polypropylene membrane structure, J. Membr. Sci.64 (1991) 55–68.
[18] K.S. McGuire, D.R. Lloyd, G.B.A. Lim, Microporous membrane formation viathermally induced phase separation. VII. Effect of dilution, cooling rate, andnucleating agent addition on morphology, J. Membr. Sci. 79 (1993) 27–34.
[19] A. Laxminarayan, K.S. McGuire, S.S. Kim, D.R. Lloyd, Effect of initial composi-tion, phase separation temperature and polymer crystallization on theformation of microcellular structures via thermally induced phase separation,Polymer 35 (1994) 3060–3068.
[20] K.S. McGuire, A. Laxminarayan, D.R. Lloyd, A simple method of extrapolatingthe coexistence curve and predicting the melting point depression curve fromcloud point data for polymer-diluent systems, Polymer 35 (1994) 4404–4407.
[21] S.W. Song, J.M. Torkelson, Coarsening effects on microstructure formation inisopycnic polymer solutions and membranes produced via thermally inducedphase separation, Macromolecules 27 (1994) 6389–6397.
[22] B.J. Cha, K. Char, J.J. Kim, S.S. Kim, C.K. Kim, The effects of diluent molecularweight on the structure of thermally induced phase separation membrane,J. Membr. Sci. 108 (1995) 219–229.
[23] S.W. Song, J.M. Torkelson, Coarsening effects on the formation of microporousmembranes produced via thermally induced phase separation of polystyrene–cyclohexanol solutions, J. Membr. Sci. 98 (1995) 209–222.
[24] S. Berghmans, H. Berghmans, H.E.H. Meijer, Spinning of hollow porous fibresvia the TIPS mechanism, J. Membr. Sci. 116 (1996) 171–189.
[25] K.S. McGuire, A. Laxminarayan, D.R. Lloyd, Kinetics of droplet growth in liquid-liquid phase separation of polymer-diluent systems: model development,J. Colloid Interface Sci. 182 (1996) 46–58.
[26] M.R. Caplan, C. Chiang, D.R. Lloyd, L.Y. Yen, Formation of microporous Teflons
PFA membranes via thermally induced phase separation, J. Membr. Sci 130(1997) 219–237.
[27] H. Matsuyama, M. Yuas, Y. Kitamur, M. Teramoto, D.R. Lloyd, Structure controlof anisotropic and asymmetric polypropylene membrane prepared by ther-mally induced phase separation, J. Membr. Sci. 179 (2000) 91–100.
[28] H. Sun, K.B. Rhee, T. Kitano, S.I. Mah, HDPE hollow-fiber membrane viathermally induced phase separation. II. Factors affecting the water perme-ability of the membrane, J. Appl. Polym. Sci. 75 (2000) 1235–1242.
[29] H. Matsuyama, T. Maki, M. Teramoto, K. Asano, Effect of polypropylenemolecular weight on porous membrane formation by thermally inducedphase separation, J. Membr. Sci. 204 (2002) 323–328.
[30] M. Shang, H. Matsuyama, M. Teramoto, D.R. Lloyd, N. Kubota, Preparation andmembrane performance of poly(ethylene-co-vinyl alcohol) hollow fibermembrane via thermally induced phase separation, Polymer 44 (2003)7441–7447.
[31] H. Matsuyama, H. Okafuji, T. Maki, M. Teramoto, N. Kubot, Preparation ofpolyethylene hollow fiber membrane via thermally induced phase separation,J. Membr. Sci. 223 (2003) 119–126.
[32] W. Yave, R. Quijada, M. Ulbricht, R. Benavente, Effect of the polypropylene typeon polymer-diluent phase diagrams and membrane structure in membranesformed via the TIPS process: Part I. Metallocene and Ziegler-Natta polypro-pylenes, Polymer 46 (2005) 11582–11590.
[33] W. Yave, R. Quijad, D. Serafini, D.R. Lloyd, Effect of the polypropylene type onpolymer-diluent phase diagrams and membrane structure in membranesformed via the TIPS process: Part II. Syndiotactic and isotactic polypropylenesproduced using metallocene catalysts, J. Membr. Sci. 263 (2005) 154–159.
[34] X. Fu, H. Matsuyama, M. Teramoto, H. Nagai, Preparation of hydrophilic poly(vinyl butyral) hollow fiber membrane via thermally induced phase separa-tion, Sep. Purif. Technol. 45 (2005) 200–207.
[35] Z. Yang, P. Li, L. Xie, Z. Wang, S.C. Wang, Preparation of iPP hollow-fibermicroporous membranes via thermally induced phase separation with co-solvents of DBP and DOP, Desalination 192 (2006) 168–181.
[36] Z. Yang, P. Li, H. Chang, S. Wang, Effect of diluent on the morphology andperformance of iPP hollow fiber microporous membrane via thermallyinduced phase separation, Chin. J. Chem. Eng. 14 (2006) 394–397.
[37] X. Fu, H. Matsuyama, M. Teramoto, H. Nagai, Preparation of polymer blendhollow fiber membrane via thermally induced phase separation, Sep. Purif.Technol. 52 (2006) 363–371.
[38] M.H. Gu, J. Zhang, X.L. Wang, W.Z. Ma, Crystallization behavior of PVDF inPVDF–DMP system via thermally induced phase separation, J. Appl. Polym. Sci.102 (2006) 3714–3719.
[39] Y. Su, C. Chen, Y. Li, J. Li, Preparation of PVDF membranes via TIPS method: theeffect of mixed diluents on membrane structure and mechanical property,J. Macromol. Sci. Part A: Pure Appl. Chem., 44, 305–313.
[40] Y. Su, C. Chen, Y. Li, J. Li, PVDF membrane formation via thermally inducedphase separation, J. Macromol. Sci. Part A Pure Appl. Chem. 44 (2007) 99–104.
[41] B. Luo, Z. Li, J. Zhang, X. Wang, Formation of anisotropic microporous isotacticpolypropylene (iPP) membrane via thermally, induced phase separation,Desalination 233 (2008) 19–31.
[42] G. Ji, L. Zhu, B. Zhu, C. Zhang, Y. Xu, Effect of diluents on crystlallization of poly(vinylidene fluoride) and phase separated structure in a ternary system viathermally induced phase separation, Chin. J. Polym. Sci. 26 (2008) 291–298.
[43] G. Ji, L. Zhu, B. Zhu, C. Zhang, Y. Xu, Structure formation and characterization ofPVDF hollow fiber membrane prepared via TIPS with diluent mixture,J. Membr. Sci. 319 (2008) 264–270.
[44] S. Rajabzadeh, T. Maruyama, T. Sotani, H. Matsuyama, Preparation of PVDFhollow fiber membrane from a ternary polymer/solvent/nonsolvent systemvia thermally induced phase separation (TIPS) method, Sep. Purif. Technol. 63(2008) 415–423.
[45] J. Yang, D.W. Li, Y.K. Lin, X.L. Wang, F. Tian, Z. Wang, Formation of abicontinuous structure membrane of polyvinylidene fluoride in diphenylketone diluent via thermally induced phase separation, J. Appl. Polym. Sci.110 (2008) 341–347.
[46] X. Han, H. Ding, L. Wang, C. Xiao, Effects of nucleating agents on the porousstructure of polyphenylene sulfide via thermally induced phase separation,J. Appl. Polym. Sci. 107 (2008) 2475–2479.
[47] X. Li, Y. Wang, X. Lu, C. Xiao, Morphology changes of polyvinylidene fluoridemembrane under different phase separation mechanisms, J. Membr. Sci. 320(2008) 477–482.
[48] Y.R. Qiu, N.A. Rahman, H. Matsuyama, Preparation of hydrophilic poly(vinylbutyral)/Pluronic F127 blend hollow fiber membrane via thermally inducedphase separation, Sep. Purif. Technol. 61 (2008) 1–8.
[49] X. Lu, X. Li, Preparation of polyvinylidene fluoride membrane via a thermallyinduced phase separation using a mixed diluent, J. Appl. Polym. Sci. 114 (2009)1213–1219.
[50] S. Rajabzadeh, T. Maruyama, Y. Ohmukai, T. Sotani, H. Matsuyama, Preparationof PVDF/PMMA blend hollow fiber membrane via thermally induced phaseseparation (TIPS) method, Sep. Purif. Technol. 66 (2009) 76–83.
[51] Y. Lin, Y. Tang, H. Ma, J. Yang, Y. Tian, W. Ma, X. Wang, Formation of abicontinuous structure membrane of polyvinylidene fluoride in diphenylcarbonate diluent via thermally induced phase separation, J. Appl. Polym.Sci. 114 (2009) 1523–1528.
[52] Y.K. Lin, G. Chen, J. Yang, X.L. Wang, Formation of isotactic polypropylenemembranes with bicontinuous structure and good strength via thermallyinduced phase separation method, Desalination 236 (2009) 8–15.
[53] Y.R. Qiu, H. Matsuyama, G.Y. Gao, Y.W. Ou, C. Miao, Effects of diluent molecularweight on the performance of hydrophilic poly(vinyl butyral)/Pluronic F127blend hollow fiber membrane via thermally induced phase separation,J. Membr. Sci. 338 (2009) 128–134.
[54] Y. Tang, Y. Lin, W. Ma, Y. Tian, J. Yang, X. Wang, Preparation of microporousPVDF membrane via TIPS method using binary diluent of DPK and PG, J. Appl.Polym. Sci. 118 (2010) 3518–3523.
[55] Y.R. Qiu, H. Matsuyama, Preparation and characterization of poly(vinylbutyral) hollow fiber membrane via thermally induced phase separation withdiluent polyethylene glycol 200, Desalination 257 (2010) 117–123.
[56] W. Ma, S. Chen, J. Zhang, X. Wang, Kinetics of thermally induced phaseseparation in the PVDF blend/methyl salicylate system and its effect onmembrane structures, J. Macromol. Sci. Part B: Phys. 50 (2011) 1–15.
[57] N. Li, C. Xiao, S. Mei, S. Zhang, The multi-pore-structure of polymer–siliconhollow fiber membranes fabricated via thermally induced phase separationcombining with stretching, Desalination 274 (2011) 284–291.
[58] N. Ghasem, M. Al-Marzouqi, A. Duaidar, Effect of quenching temperature onthe performance of poly(vinylidene fluoride) microporous hollow fibermembranes fabricated via thermally induced phase separation technique onthe removal of CO2 from CO2–gas mixture, Int. J. Greenhouse Gas Control 5(2011) 1550–1558.
[59] N. Ghasem, M. Al-Marzouqi, N. Abdul Rahim, Effect of polymer extrusiontemperature on poly(vinylidene fluoride) hollow fiber membranes: propertiesand performance used as gas–liquid membrane contactor for CO2 absorption,Sep. Purif. Technol. 99 (2012) 91–103.
[60] S. Rajabzadeh, C. Liang, Y. Ohmukai, T. Maruyama, H. Matsuyama, Effect ofadditives on the morphology and properties of poly(vinylidene fluoride) blendhollow fiber membrane prepared by the thermally induced phase separationmethod, J. Member. Sci. 423 (2012) 189–194.

Z. Cui et al. / Journal of Membrane Science 444 (2013) 223–236236
[61] M.B. Coltelli, D. Maggiore, M. Bertold, F. Signori, S. Bronco, F. Ciardelli, Poly(lactic acid) properties as a consequence of poly(butylene adipate-co-ter-ephthalate) blending and acetyl tributyl citrate plasticization, J. Appl. Polym.Sci. 110 (2008) 1250–1262.
[62] M. Finkelstein, H. Gold, Toxicology of the citricacid esters: tributylcitrate,acetyltributylcitrate, triethylcitrate, and acetyltriethylcitrate, Toxicol. Appl.Pharmacol. 1 (1959) 283–298.
[63] M. Tazaki, R. Wada, M. Okabae, T. Homma, Crystallization and gelation of poly(vinylidene flouride) in organic solvents, J. Appl. Polym. Sci. 65 (1997)1517–1524.
[64] B.J. Cha, J.M. Yang, Preparation of poly(vinylidene fluoride) hollow fibermembranes for microfiltration using modified TIPS process, J. Membr. Sci.291 (2007) 191–198.
[65] K. Nakagawa, Y. Ishida, Annealing effects in poly (vinylidene fluoride) asrevealed by specific volume measurements, differential scanning calorimetry,and electron microscopy, J. Polym. Sci.: Polym. Phys. Ed. 11 (1973) 2153–2171.
[66] A. Bottino, G. Capannelli, S. Munari, A. Turturro, Solubility parameters of poly(vinylidene fluoride), J. Polym. Sci. Part B: Polym. Phys. 26 (1988) 785–794.
[67] M. Gu, J. Zhang, X. Wang, H. Tao, L. Ge, Formation of poly(vinylidene fluoride)(PVDF) membranes via thermally induced phase separation, Desalination 192(2006) 160–167.
[68] H. Matsuyama, S. Kudari, H. Kiyofuji, Y. Kitamura, Studies of thermally inducedphase separation in polymer–diluent system, J. Appl. Polym. Sci. 76 (2000)1028–1036.
[69] Y.K. Ong, N. Widjojo, T.S. Chung, Fundamentals of semi-crystalline poly(vinylidenefluoride) membrane formation and its prospects for biofuel (ethanol and acetone)separation via pervaporation, J. Membr. Sci. 378 (2011) 149–162.
[70] R. Gregorio, Determination of the α, β, and γ crystalline phases of poly(vinylidene fluoride) films prepared at different conditions, J. Appl. Polym.Sci. 100 (2006) 3272–3279.
[71] R. Hasegawa, Y. Takahashi, Y. Chatani, H. Tadokoro, Crystal structures of threecrystalline forms of poly (vinylidene fluoride), Polym. J. 3 (1972) 600–610.
[72] R. Hasegawa, M. Kobayashi, H. Tadokoro, Molecular conformation and packingof poly (vinylidene fluoride). Stability of three crystalline forms and the effect,Polym. J. 3 (1972) 591–599.
[73] C. Josefiak, F. Wechs, Porous shaped bodies, and method and apparatus for theproduction thereof, US Patent 4,666,607, 1987.
[74] T.W. Beck, M.B. Lee, R.D. Grant, R.J.W. Streeton, Method of making polyviny-lidene fluoride membrane, US Patent 5,489,406, 1996.
[75] Y. Doi, H. Matsumura, Polyvinylidene fluoride porous membrane and amethod for producing the same, US Patent 5,005,990, 1991.
[76] X. Li, X. Lu, Morphology of polyvinylidene fluoride and its blend in thermallyinduced phase separation process, J. Appl. Polym. Sci. 101 (2006) 2944–2952.
[77] S. Smith, G. Shipman, R. Floyd, H. Freemyer, S. Hamrock, M. Yandrasits, D.Walton, Microporous PVDF films and method of manufacturing, WO Patent2,005,035,641, 2005.
[78] M.S. Khayet, T. Matsuura, Membrane Distillation: Principles and Applications,Elsevier Science, Amsterdam, 2010.