Embed Size (px)
Citation preview

Contents lists available at ScienceDirect
Journal of Crystal Growth
journal homepage: www.elsevier.com/locate/jcrysgro
Crystal front shape control by use of an additional heater in a Czochralskisapphire single crystal growth system
Min-Jae Hur, Xue-Feng Han, Ho-Gil Choi, Kyung-Woo Yi⁎
Department of Materials Science and Engineering, Seoul National University, Seoul 151–744, South Korea
A R T I C L E I N F O
Communicated by Dr. Francois Dupret
Keywords:A2. Czochralski methodB1. SapphireA2. Growth from meltA2. Single crystal growth
A B S T R A C T
The quality of sapphire single crystals used as substrates for LED production is largely influenced by twodefects: dislocation density and bubbles trapped in the crystal. In particular, the dislocation density has a highervalue in sapphire grown by the Czochralski (CZ) method than by other methods. In the present study, we predicta decreased value for the convexity and thermal gradient at the crystal front (CF) through the use of anadditional heater in an induction-heated CZ system. In addition, we develop a solute concentration model bywhich the location of bubble formation in CZ growth is calculated, and the results are compared withexperimental results. We further calculate the location of bubble entrapment corresponding with the use of anadditional heater. We find that sapphire crystal growth with an additional heater yields a decreased thermalgradient at the CF, together with decreased CF convexity, improved energy efficiency, and improvements interms of bubble formation location.
1. Introduction
Recent increases in demand for LED's has led to a correspondingrise in the demand for materials used in LED production. Variousmaterials may be employed as the substrate for LED's, such assapphire, Si, SiC and GaN, but currently the most commonly used issapphire single crystal. Sapphire single crystals may be obtained withgood throughput through the CZ method with growth in the c-axisdirection. However, sapphire c-axis growth using the CZ method leadsto a high dislocation density within crystal, which is 20–100 timeshigher than for crystals grown by the Kyropoulos (KY) method. Highdislocation densities can lead to substrate fracture during GaNdeposition or diminished LED efficiency [1,2].
Bubbles in sapphire single crystals are, along with dislocations, animportant defect. Oversaturated O or CO in the melt can be trapped asbubbles at the crystal front(CF) during crystal growth and lead todiminished throughput. Studies regarding this issue have in the pastmostly dealt with sapphire grown using the EFG method [3–7].According to results of previous studies [3–6], bubble entrapment inthe crystal is unavoidable during sapphire bulk crystal growth, and theonly solution is to control the system in such a way that the bubbles areformed not at the crystal center but at the periphery. As the location ofbubble entrapment is governed by the melt flow, controlling the meltflow is an essential aspect in determining sapphire single crystalquality.
In the present study we create a model of a CZ system in which a4 in. boule is grown with induction heating, and the results arecompared against experimentally measured values to evaluate themodel effectiveness. We implemented additional heaters to decreasethermal gradient deviations at the CF and flatten the CF shape in orderto decrease the dislocation density in the crystal, and obtainedcorresponding calculated results. We also calculated where bubbleswill be trapped in the crystal as a result of the melt flow direction beingaltered by the additional heater.
2. Global modeling of CZ system
2.1. Numerical model
In this study, we developed a 2D axis-symmetric global simulationmodel of a 4 in. boule. As the sapphire single crystal growth is a veryslow process, we assume quasi-steady state conditions in the globalmodel [8]. The physical properties of sapphire melt and crystal aregiven in Table 1 [9,10].
The model takes into account different physical phenomena such asflow, heat transfer, magnetic effects, radiation and turbulence. We usethe Sn discrete ordinate method for radiation calculation and thestandard k-ε model (Launder and Spalding model) for turbulence[11,12].
http://dx.doi.org/10.1016/j.jcrysgro.2016.12.078Received 16 December 2016; Received in revised form 19 December 2016; Accepted 21 December 2016
⁎ Corresponding author.E-mail address: [email protected] (K.-W. Yi).
Journal of Crystal Growth 474 (2017) 24–30
Available online 27 December 20160022-0248/ © 2016 Elsevier B.V. All rights reserved.
MARK

2.2. Tracking of the crystal growth interface
The global model reflects the solidification of the melt and themelting of the solid by varying the viscosity based on a meltingtemperature of Tm=2327 K. Each cell is assigned the viscosity, thermalconductivity, heat capacity, and radiation properties of the melt for atemperature higher than Tm, and a viscosity of 20 (kg/m s) and theproperties of the sapphire crystal at temperatures below Tm. We do nottake into account latent heat in this model. When the growth rate is1 mm/h, the ratio of (latent heat)/(conduction heat released throughthe crystal) is 0.05. So ignoring the latent heat can be acceptable, andeven disregarding radiation heat release through the crystal. Thismethod allows for stable calculations as no adjustment of the grid isrequired to reflect changes in the CF shape [12].
3. Global model results and analysis
3.1. Model verification through comparison with experimental results
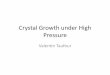
In the present study we choose to compare the CF shape forcalculated and experimentally measured results in order to evaluate themodel effectiveness. This method is relatively costly, but it is judged tobe the most appropriate in evaluating the model, as it provides directconfirmation of whether the CF shape, which is of primary importancein this study, is properly reflected in the model. To verify the accuracyof the model, we performed comparisons for two stages, the shoulder-ing stage and the body growth stage. Calculated results for both theshouldering stage and body growth stage are in very good agreementwith experimental results (Fig. 1). This demonstrates that the modelused in the present study accurately reflects the actual system.
3.2. Decreased temperature gradient at CF by use of additionalheater
Sapphire growth in the c-axis direction results in a high dislocationdensity within the crystal, which is a leading cause of diminished LEDefficiency. Therefore, the production of higher quality LEDs requiresachieving lower dislocation density in the sapphire crystal. There aremany causes of dislocation formation during sapphire single crystalgrowth, but one of the most important is dislocation formation bythermal stress near the CF. Sapphire has a very narrow plastic zonenear the melting temperature, so that apart from dislocations originat-ing from the seed, the ones formed during crystal growth are mostlycaused by thermal stress in a narrow range near the CF directly aftercrystallization [9]. Therefore, in order to decrease dislocation densitywithin the crystal, it is important to decrease thermal stress at the CF.The present study explores a way to decrease thermal stress at the CFby employing an additional heater.
In most cases, sapphire growth by the CZ method involves a shapeof the CF extending below the melt as in Fig. 1.b. The temperature
gradient depends on the location at the CF, which results in values of10–32 K/cm (Fig. 2). Compared to KY method sapphire growth, whichresults in a CF temperature gradient of 0–5 K/cm [13], which are veryhigh values. Additionally, existing growth conditions using the CZmethod result in high values not only for the absolute value of thetemperature gradient, but also for the deviation of the temperaturegradient in the radial direction at the CF. The deviation of temperaturegradient can lead to shear stress within the crystal because of thevarying thermal expansion between radial locations [12]. In short, CZmethod growth conditions, in comparison with KY method, result inhigher thermal gradient absolute values and deviation according tolocation, so that a larger thermal stress is unavoidable. The largertemperature gradient for the CZ method can be attributed to a hot-zonestructure which results in a larger temperature variation in the verticaldirection. Therefore, the production of higher quality crystals willrequire an improved control of the hot-zone temperature distributionto decrease the thermal gradient at the CF as well as to minimize thedeviation according to location.
The most important factor to influence temperature gradients at theCF during sapphire growth is the melt flow. Because molten sapphirehas a relatively high Prandtl number, convection has a major impact onthe temperature distribution in the melt. The Prandtl number can bedefined as follows:
vα
C μk
Pr = = viscousdiffusionratethermaldiffusionrate
= P
A higher Prandtl number indicates a larger heat transfer byconvection than by conduction within the fluid. The sapphire melthas a Prandtl number of 35, much higher than the values of 7 for water,or 0.009 for the silicon melt [12,14]. Therefore, in order to change thetemperature gradient at the CF, the melt flow must first be changed.
The generation of heat during induction heating mostly takes placeat the crucible side, as shown in Fig. 3.a. In the presence of inductionheating only, heat is generated from the side to create naturalconvection as shown in Fig. 3.b. With melt convection formed as inFig. 3.b, the melt heated to a high temperature flows from the crystalperiphery to the center, and is slowly cooled, so that a relatively highertemperature gradient is found at the crystal periphery. Fig. 2 graphi-cally shows differences in the temperature gradient depending on thelocation on the CF for the cases of induction heating only and theapplication of an additional heater. By altering the hot-zone tempera-ture distribution and the melt convection direction by use of thisadditional heater, the temperature gradient absolute value is loweredand the location dependent deviation is also greatly reduced. Therefore,the use of an additional heater lowers the thermal stress in the plasticzone, and crystal growth under such conditions can be predicted toresult in a lower dislocation density than before. In general, Fig. 4shows the CF shape change with induction and additional heatingpowers. Induction heating power should be decreased to fit the triple-point (crystal-melt-gas) when using an additional heater.
3.3. Decreased CF convexity by use of additional heater
Much like the thermal gradient at the CF, the flatness of the CFshape during crystal growth is also of great importance in determiningthe crystal quality. In short, a flatter CF shape results in improvedcrystal quality [15,16]. To evaluate the flatness, we implement theconcept of convexity as outlined by Chen et al. [15]. The convexityrefers to the difference in height between the highest and lowest pointsof the crystal-melt interface within the melt.
Several studies in the past have suggested to raise the crystalrotation rate in order to alter the melt flow direction or the CF shape[17–20]. Generally, an increase of the crystal rotation rate results in astronger forced convection. The centrifugal force of forced convectionforms a flow from the crystal center to the outer regions, which resultsin decreased convexity.
Table 1Physical properties used in this study.
Description Value (unit)
Melt viscosity 0.057 (Pa s) [7]Melt density 3030 (Kg/m3) (at 2327 K) [7]Melt thermal conductivity 2.02 (W/m k) (at 2027 K) [7]Melt heat capacity 1260 (J/Kg K) [7]Melt emissivity 0.33 [8]Crystal density 3970 (Kg/m3) (at 2327 K) [7]Crystal thermal conductivity 5.6 (W/m K) (at 1700 K) [7]Crystal heat capacity 1313 (J/Kg K)(at 1700 K) [7]Crystal emissivity 0.869 [8]Solubility of melt 7.8×10–10 (kmol/m3) (estimated)Solubility of crystal 7.8×11–10 (kmol/m3) (estimated)Diffusivity of oxygen in melt 1.5×10−9 (m2/s) [7]
M.-J. Hur et al. Journal of Crystal Growth 474 (2017) 24–30
25

In the present study, we employ an additional heater instead offorced convection to create a reverse direction natural convection andthereby alter the CF shape and temperature distribution. The advan-tage of this method is that convexity can be decreased even at lowercrystal rotation rates so that more stable growth is made possible,which is predicted to be of even greater advantage in the future whenthe diameter of the grown crystal is increased. The additional heaterwas simulated in the numerical model by applying heat flux at thebottom of the crucible, and the results of the simulation are shown inFig. 3.c. The heat provided by the additional heater creates a forcewhich lifts the melt from the bottom of the crucible to the crystal,resulting in a natural convection which is opposite to that which wasobserved before, and thereby creates a flat CF shape.
4. Solute concentration modeling for CZ system
Sapphire growth for LED substrates currently employs various meltgrowth methods. Sapphire which is produced using such methods willhave bubbles (voids) in the crystals unless specific growth conditionsare met, which can be detrimental to crystal quality and throughput[5,7]. Regarding the mechanism by which bubbles are formed in thecrystal, various studies have been presented dealing with sapphiregrowth through the EFG method. The solute segregation theory as
presented in [5] is in good agreement with results obtained experi-mentally from EFG systems. The solute segregation theory proposesthat differences in oxygen (or carbon monoxide) solubility between themelt and crystal lead to segregation at the CF, and with continuedoccurrence of this phenomenon along with melt flow, solute pile-uparises at specific locations. At locations where the pile-up creates anoversaturation of solute, bubble nuclei are formed. If the bubble growspast a certain size, it is trapped within the crystal [5]. Based on thesolute segregation theory, in the present study we developed a soluteconcentration model which predicts bubble location and is applicableat the CF with the CZ method. According to [5], an assumption wasmade that in all cases, the solubility limit of the gas in the liquid wasreached, and that it did not depend significantly on the various growthparameters. The results from the model were compared with experi-mentally obtained results.
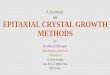
Fig. 5 shows the structure and numerical results of the soluteconcentration model. This model only considers solute transport,diffusion and segregation without including bubble nucleation, growthand incorporation into the crystal. Since bubble formation is aphenomenon which occurs within the melt, the model geometry wascreated based on a CF shape obtained through calculated andexperimentally measured results, while the bottom, side wall, and freesurface were given temperature conditions taken from the globalmodel. The solute segregation phenomenon caused by solubilitydifferences between the crystal and melt during the crystal growthprocess is simulated in the model by applying oxygen flux at the CF (asthe equipment for experimentation and modeling in the present studydoes not contain materials with carbon content, calculations areperformed for oxygen, rather than carbon monoxide).
In order to calculate the oxygen solute flux at the CF, our approachis to determine the melt and crystal oxygen solubility (CL,CS) andsegregation coefficient (k C C= /S L). A value of 0.1 is taken from aseparate study for the segregation coefficient [21]. However, as thereare no known values for CL or CS, the values are calculated usingmeasured results of bubble amounts trapped in crystals grown by theEFG method. When oxygen supersaturated melt moves to the freesurface, it forms an equilibrium with the atmosphere and has a value ofCL. However, the free surface is very narrow and the melt flow is weakfor the EFG method, so that oxygen out-diffusion through the freesurface is negligible. Therefore, it can be assumed that all bubblestrapped into the crystal, where they are found, are due to the differencebetween CL and CS. According to experimental results, the amount of
Fig. 1. Comparison of the CF shape for calculated and experimentally measured results. (a) Shouldering stage and (b) body growth stage.
Fig. 2. Thermal gradient variation with radial position at CF.
M.-J. Hur et al. Journal of Crystal Growth 474 (2017) 24–30
26

bubbles trapped in crystals grown by the EFG method has a fixed valueof 7.0×10−10 kmol/m3 regardless of the growth conditions [5]. Thisresults in the equations below:
C CC k C
− = 7 × 10= ×
L S
S L
−10
C
C
∴ = = 7.778 × 10 kmol/m
= 7.778 × 10 kmol/mL
S
7 × 100.9
−10 3
−11 3
−10
Calculating oxygen flux at the CF from the result above gives
A π r V A v= , =oxygenfluxatCF = = 1.95 × 10 kmol/m sC k V
A
2
(1 − ) −16 2L
with A=vertical section area of crystal,V=volume of growing crystal persecond (m3/s), v=growth rate(1 mm/h).
The boundary conditions of our solute concentration model areobtained as follows from the above discussion: in most cases in CZ,unlike in EFG, the CF shape is not flat, and instead shows a curved
Fig. 3. (a) Heating region by induction heating and additional heater position. (b) Melt flow pattern and CF shape in the presence of induction heating only. (c) Melt flow pattern and CFshape in the presence of induction heating and additional heating.
Fig. 4. CF shape change with induction and additional heating powers.
M.-J. Hur et al. Journal of Crystal Growth 474 (2017) 24–30
27

shape which extends into the melt (Fig. 5.a). As the crystal growth rateper unit area differs depending on the CF slope, the CF must be dividedinto multiple sectors depending on the slope where an appropriatecorresponding oxygen flux is designated. As shown in Fig. 5.b, a flat CFdue to the use of an additional heater negates the flux value differencesfor each section.
The initial conditions for the solute concentration model are takenfrom steady state results of calculations taking into account only flowand heat, without oxygen concentration. The initial oxygen concentra-tion of the melt is set as the saturated concentration (CL) [5]. Oxygenflux at the CF continuously and gradually raises the melt oxygenconcentration, and as supersaturated melt reaches equilibrium at thefree surface with the saturated concentration, the boundary conditionfor the free surface is set as the CL. In the present study we performedboth steady state and transient calculations for curved and flat CFgeometries, with transient calculations performed for a period of 24 hfollowing the initial conditions. Boundary layer effects were considered.
5. Solute concentration model results and analysis
5.1. Verification of solute concentration model by comparison withexperimental results
Fig. 5 shows the flow results of the solute concentration model aswell as the overall oxygen concentration distribution in the melt.Comparing Fig. 5.a and Fig. 5.b, the solute pile-up location is governedby the melt convection direction, and so the melt which has a decreasedoxygen concentration after passing the free surface is found to regain ahigher oxygen concentration near the CF.
Of the total concentration distribution, the concentration of the CF
part is shown graphically in Fig. 6.a. The solid line shows results for thecurved CF and the dashed line corresponds with results for the flat CF.Steady state results are shown in red and blue, respectively, andtransient results are given by 1 h increments from hour 1 to hour 24.The oxygen concentration for the melt is given an initial condition of CL
and as calculation progresses, oxygen flux at the CF continuously raisesthe oxygen concentration. For the curved CF model, the melt flow isdirected from the free surface to the crystal so that melt with aconcentration lowered to CL at the free surface passes by the CF. As aresult, the oxygen concentration is lower near the free surface but riseswith closer proximity to the crystal center due to pile-up phenomena,and the region of highest oxygen concentration is formed near thecrystal center. This trend is also found in transient results.
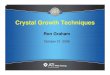
Interpreting curved CF results based on the solute segregationtheory, bubbles are formed where solute supersaturation is the highest,i.e. in at the crystal center region and are trapped in the crystal. Fig. 7shows photographs of a crystal grown in conditions identical to thecurved CF model as well as bubbles within the crystal. Experimentalresults also reveal bubbles having formed and been trapped near thecrystal center. We can therefore conclude that the numerical modelbased on the solute segregation theory can explain experimental resultsfor the CZ method.
5.2. Calculation of bubble entrapment location in crystal growthusing additional heater
As the solute concentration model (curved CF model) is in goodagreement with experimental results, we applied it to calculate bubbleformation locations in crystal growth using an additional heater (flatCF model). Crystal growth with an additional heater involves a melt
Fig. 5. Boundary conditions and numerical results (melt flow and oxygen concentration distribution) of solute concentration model: (a) Curved CF model and (b) flat CF model. Theoxygen flux across the CF segments is as follows: CF_1−0.612, CF_2−0.769, CF_3−0.952, CF_4−1.190, CF_5−1.291, CF_6−1.393, CF_7−1.517, CF_8−1.633, CF_9−1.735,CF_10−1.835, CF_11−1.911, CF_12−1.935, CF_13−1.943 (x 10−16kmol/m2s).
M.-J. Hur et al. Journal of Crystal Growth 474 (2017) 24–30
28

convection direction opposite to that of previous CZ growth, and its CFshape is also flat. As such, a corresponding model is shown in Fig. 5.b,and the boundary conditions are taken from temperature resultsobtained from the global model.
The use of an additional heater results in melt convection directedfrom the CF center to the free surface, so that solute pile-up occurs atthe crystal periphery. Bubble nucleation occurs when the oxygenconcentration exceeds a certain value, and the bubbles are trapped inthe crystal after growth. The bubble growth process was not calculatedin the present study, but it was possible to predict the degree of bubbleentrapment by analyzing the rate at which oxygen concentrationincreases in the region of solute pile-up.
Fig. 6.b shows the rate of oxygen concentration increase over timein the region of solute pile up (curved CF: at radius 0.5 mm, flat CF: at48.51 mm) from the transient results in Fig. 6.a. For example, whenthe maximum oxygen concentration at the CF is 8.038×10−10 (kmol/m3), the maximum oxygen concentration increases at a rate of 7.2×10–13 (kmol/m3h) for the curved CF, and 4.1×10–13 (kmol/m3 h) for theflat CF. A trend is observed in which a higher oxygen concentrationbrings out-diffusion at the free surface and flux at the CF closer toequilibrium, so that the pile-up rate is decreased. Also, for a givenoxygen concentration at a pile-up location, the concentration increaserate is lower for the flat CF than for the curved CF. A lower rate ofconcentration increase indicates a smaller bubble size or a lowerfrequency of its entrapment. Hence, if additional heaters are used tochange the melt convection direction and flatten the CF shape, theintervals between bubbles are lengthened or the bubble sizes are
decreased compared to a curved CF. In addition, the location of thebubbles is moved from the crystal center to the crystal periphery.
Bubbles trapped at the outer edges of the crystal can be eliminatedthrough polishing or coring and therefore this is expected to be of greatimportance in improving crystal quality.
6. Conclusion
In the present study, we created a numerical model of an induction-heated CZ sapphire growth system, and verified the model throughcomparison with experimentally obtained results. Moreover, we calcu-lated changes in the CF shape corresponding with the use of anadditional heater. Changes in the CF shape with the use of anadditional heater were found to occur through changes in the meltflow direction and hot-zone temperature distribution, and in compar-ison with previous crystal growth methods, this was found to result inlower absolute values for the thermal gradient at the CF as well assmaller deviations according to location.
Regarding the formation of bubbles, a major defect in sapphiregrowth, we developed a solute concentration model through the solutesegregation theory, mostly investigated in relation to the EFG method.The model is found to be applicable also to the CZ method despite verydifferent CF shapes and melt velocities. The numerical model resultswere found to be in good agreement with experimental results in termsof the locations of bubble entrapment. The model was used to predictthat under growth conditions involving an additional heater, bubbleswould be trapped at the crystal peripheral edges. This is expected to beof great value in improving crystal quality. In conclusion, the advan-tages of an additional heater in crystal growth can be summarized asfollows:
1. Decreased thermal gradient (for both absolute value and deviationsbetween different locations)
2. Decreased convexity (flat CF shape)3. Decreased energy needed for crystal growth (Numerically, approxi-
mately 10%)4. Bubble formation location moved to outer edges of crystal.
We have no experimental result with an additional heater.Therefore the results of this additional heater method have to bevalidated by appropriate experiments.
Fig. 6. Numerical results comparison of curved CF model with flat CF model. (a) Oxygenconcentration distribution at CF and (b) Concentration increase rate at solute pile-upregion according to concentration at solute pile-up region.
Fig. 7. A crystal grown in conditions identical to curved CF model and bubbles therein.
M.-J. Hur et al. Journal of Crystal Growth 474 (2017) 24–30
29

References
[1] L. Zhang, et al., Tridimensional morphology and kinetics of etch pit on the {0 0 0 1}plane of sapphire crystal, J. Solid State Chem. 192 (0) (2012) 60–67.
[2] F.J. Bruni, C.M. Liu, J. Stone-Sundberg, Will Czochralski growth of sapphire onceagain Prevail?, Acta Phys. Pol. A 124 (2) (2013) 213–218.
[3] O. Bunoiu, et al., Fluid flow and solute segregation in EFG crystal growth process, J.Cryst. Growth 275 (1–2) (2005) e799–e805.
[4] O. Bunoiu, et al., Thermodynamic analyses of gases formed during the EFGsapphire growth process, J. Cryst. Growth 275 (1–2) (2005) e1707–e1713.
[5] O.M. Bunoiu, T. Duffar, I. Nicoara, Gas bubbles in shaped sapphire, Prog. Cryst.Growth Charact. Mater. 56 (3–4) (2010) 123–145.
[6] I. Nicoara, O.M. Bunoiu, D. Vizman, Voids engulfment in shaped sapphire crystals,J. Cryst. Growth 287 (2) (2006) 291–295.
[7] H. Li., et al., Bubbles defects distribution in sapphire bulk crystals grown byCzochralski technique, Opt. Mater. (2013).
[8] J.J. Derby, R.A.B, On the quasi-steady-state assumption in modeing Czochralskicrystal growth, J. Cryst. Growth 87 (1988) 251.
[9] Elena R. Dobrovinskaya, L.A.L. Valerian Pishchik, Sapphire Material,Manufacturing, Applications 170–176, Springer, New York, 2010, p. 288.
[10] W.J. Lee, et al., Effect of crucible geometry on melt convection and interface shapeduring Kyropoulos growth of sapphire single crystal, J. Cryst. Growth 324 (1)(2011) 248–254.
[11] CFD-ACE+ v.2011.0 Modules Manual.[12] M.-J. Hur, et al., The influence of crucible and crystal rotation on the sapphire
single crystal growth interface shape in a resistance heated Czochralski system, J.
Cryst. Growth 385 (0) (2014) 22–27.[13] S.E. Demina, et al., Use of numerical simulation for growing high-quality sapphire
crystals by the Kyropoulos method, J. Cryst. Growth 310 (7–9) (2008) 1443–1447.[14] Chong E. Chang, William R. Wilcox, Robert A. Lefever, Thermocapillary convection
in floating zone melting: influence of zone geometry and prandtl number at zerogravity, Mater. Res. Bull. 14 (4) (1979) 527–536.
[15] J.-C. Chen, C.-W. Lu, Influence of the crucible geometry on the shape of the melt–crystal interface during growth of sapphire crystal using a heat exchanger method,J. Cryst. Growth 266 (1–3) (2004) 239–245.
[16] H.S. Fang, J. Tian, S. Wang, Y. Long, M.J. Zhang, C.J. Zhao, Numericaloptimization of Czochralski sapphire single crystal growth using orthogonal designmethod, Cryst. Res. Technol. (2014).
[17] O. Asadi Noghabi, M. M'Hamdi, M. Jomâa, Effect of crystal and crucible rotationson the interface shape of Czochralski grown silicon single crystals, J. Cryst. Growth318 (1) (2011) 173–177.
[18] K.K. Lijun Liu, Effects of crystal rotation rate on the melt–crystal interface of a CZ-Si crystal growth in a transverse magnetic field, J. Cryst. Growth 310 (2) (2008)306–312.
[19] Y.-R. Li, et al., Global analysis of a small Czochralski furnace with rotating crystaland crucible, J. Cryst. Growth 255 (1–2) (2003) 81–92.
[20] U. Rehse, et al., A numerical investigation of the effects of iso- and counter-rotationon the shape of the VCz growth interface, J. Cryst. Growth 230 (1–2) (2001)143–147.
[21] O. Bunoiu, et al., Numerical simulation of the flow field and solute segregation inedge-defined film-fed growth, Cryst. Res. Technol. 36 (7) (2001) 707–717.
M.-J. Hur et al. Journal of Crystal Growth 474 (2017) 24–30
30