Embed Size (px)
Citation preview

JNS – Jay Nippon Seiki
Product – Speedometer Instrument Cluster
Fuel unit Assy.
Speed Sensor are of two type:
1. Hub Mounted2. Gear Mounted
Customers:
2 wheeler
1. Hero Honda2. Honda3. Suzuki4. Yamaha
4 wheeler
1. Honda City2. Honda Siel(HSCIL)

3. Nissan (MIC)
New Development
2 wheeler
1. Piaggio2. Mahindra (Dura)
4 wheeler
1. Honda ( BRIO)
What we Do here:-
Assembly ( Main )
1. Printing2. PCB (SMT & PSMT )3. Moulding
Plant Features
Established in 2001 Joint Venture with Nippon Seiki Co. Ltd. Japan Plant Location – Manesar (Haryana) in 2001
Haridwar (Uttrakhand) in 2010 Number of Employees - 950
Facilities & Technologies
Assembly & Inspection facilities for Instrument Clusters, Fuel Units & Speed Sensors SMT Setup Injection Molding Screen Printing Testing Facilities Designing Facilities
Products
Instrument Clusters Fuel Units Speed Sensors

Certifications
ISO/TS 16949:2002
Contact
JNS Instruments Ltd
Plot No.04, Sector-03IMT-ManesarGurgaon (Haryana)India
Ph: 0124-4395500Email: [email protected]
A speedometer is a device used to measure the traveling speed of a vehicle, usually for the purpose of maintaining a sensible pace. Its development and eventual status as a standard feature in automobiles led to the enforcement of legal speed limits, a notion that had been in practice since the inception of horseless carriages but had gone largely ignored by the general public. Today, no automobile is equipped without a speedometer intact; it is fixed to a vehicle's cockpit and usually shares a housing with an odometer, which is a mechanism used to record total distance traveled. Two basic types of automobile speedometer, mechanical and electronic, are currently produced.
History
The concept of recording travel data is almost as old as the concept of vehicles. Early Romans marked the wheels of their chariots and counted the revolutions, estimating distance traveled and average daily speed. In the eleventh century, Chinese inventors came up with a mechanism involving a gear train and a moving arm that would strike a drum after a certain distance. Nautical speed data was recorded in the 1500s by an invention called the chip log, a line knotted at regular intervals and weighted to drag in the water. The number of knots let out in a set amount of time would determine the speed of the craft, hence the nautical term "knots" still applied today.
The first patent for a rotating-shaft speed indicator was issued in 1916 to inventor Nikola Tesla. At that time, however, speedometers had already been in production for several years. The development of the first speedometer for cars is often credited to A. P. Warner, founder of the Warner Electric Company. At the turn of the century, he invented a mechanism called a cut-

meter, used to measure the speed of industrial cutting tools. Realizing that the cut-meter could be adapted to the automobile, he modified the device and set about on a large promotional campaign to bring his speedometer to the general public. Several speed indicator concepts were introduced by competing sources at the time, but Warner's design enjoyed considerable success. By the end of World War I, the Warner Instrument Company manufactured nine out of every 10 speedometers used in automobiles.
The Oldsmobile Curved Dash Runabout, released in 1901, was the first automobile line equipped with a mechanical speedometer. Cadillac and Overland soon followed, and speedometers began to regularly appear as a factory-installed option in new automobiles. Speedometers in this era were difficult to read in daylight and, with no lamp in the housing, virtually illegible at night. The drive cable in early models was attached to either the front wheels or the back of the transmission, but the integration of the drive cable into the transmission housing wouldn't happen for another 20 years. After that improvement was made, the basic technical design of a speedometer would remain untouched until the advent of the electronic speedometer in the early 1980s.
Raw Materials
Materials used in the production of speedometers vary with the type of gauge and intended application. Older mechanical models were entirely comprised of steel and other metal alloys, but in later years about 40% of the parts for a mechanical speedometer were molded from various plastic polymers. Newer electronic models are almost entirely made of plastics, and design engineers continually upgrade the polymers used. For example, the case of a speedometer's main assembly is usually made of nylon, but some manufacturers now employ the more water-resistant polybutylene terephthalate (PBT) polyester. The worm drive and magnet shaft are also nylon, as is the speedometer's gear train and spindles. The glass display lens of the recent past is now made of transparent polycarbonate, a strong, flexible plastic that is resistant to heat, moisture, and impact.
Design
In a mechanical speedometer, a rotating cable is attached to a set of gears in the automobile's transmission. This cable is directly attached to a permanent magnet in the speedometer assembly, which spins at a rate proportional to the speed of the vehicle. As the magnet rotates, it manipulates an aluminum ring, pulling it in the same direction as the revolving magnetic field; the ring's movement, however, is counteracted by a spiral spring. Attached to the aluminum ring is the pointer, which indicates the speed of the vehicle by marking the balance between these two forces. As the vehicle slows, the magnetic force on the aluminum ring lessens, and the spring pulls the speedometer's pointer back to zero.
Electronic speedometers are almost universally present in late-model cars. In this type of gauge, a pulse generator (or tach generator) installed in the transmission measures the vehicle's speed. It communicates this via electric or magnetic pulse signals, which are either translated into an electronic read-out or used to manipulate a traditional magnetic gauge assembly.

The Manufacturing Process
Steel components
1 To form molten steel, iron ore is melted with coke, a carbon-rich substance that results when coal is heated in a vacuum. Depending on the alloy, other metals such as aluminum, manganese, titanium, and zirconium may also be introduced. After the steel cools, it is formed into sheets between high-pressure rollers and distributed to the manufacturing plant. There, the individual parts may be cast into molds or pressed and shaped from bar stock by large rolling machines.
Plastic components
2 The various plastics that arrive in an instrument manufacturing station were first created from organic chemical compounds derived from petroleum. These polymers are distributed in pellet form for use in the injection-molding process. To make the small parts for a speedometer assembly, these pellets are loaded into the hopper of a molding machine and melted. A hydraulic screw forces the plastic through a nozzle and into a pre-cast mold, where the plastic is allowed to cool and solidify. The parts are then gathered and transported to assembly stations.
Assembly
3 The manner of assembly and degree of human interaction depends on the quality of speedometer. Some inexpensive speedometer systems are made to be "disposable," meaning that the instruments are not built for easy disassembly or repair. In this case, the hardware is fastened using a process called riveting, in which a headed pin is inserted and blunted on the other end, forming a permanent attachment. Higher-end speedometer systems consist of two major assemblies attached by screws; the advantage is that the inner hardware of the gauge is accessible for repair and recalibration.
4 The inner shaft and speedometer assembly are then fused into place with rivets or screws. The permanent magnets used in mechanical speedometers are compressed and molded before arrival at the plant, and therefore only require mounting onto the worm drive. In the case of electronic speedometers, fiberglass-and-copper circuitry is also manufactured by vendors, and does require programming before it is screwed into the larger system. These larger components are transported to a separate assembly station, where they are mounted into the housing with stud-terminal or blade-terminal plastic connectors. Beyond its primary

The inner mechanisms of a speedometer.
duty as a protective case, the housing also serves as a platform for attaching exterior features such as the dial face, needle, and display window. Again, these processes require automation due to large output, but human effort is needed at every step to inspect and ensure product consistency.
Calibration
5 Calibration is the process of determining the true value of spaces in any graduated instrument. It is an especially vital process in the manufacture of speedometers because driver safety is reliant on an accurate readout. In a mechanical gauge, magnetic forces produce the torque that deflects the indicator needle. When calibrating this type of gauge, an electromagnet is used to adjust the strength of the permanent magnet mounted in the speedometer until the needle matches the input from the rotating cable. When calibrating an electronic gauge, adjustments are made when calibration factors are written into the memory of the meter. The system can then refigure the balance between input from the transmission and output of the needle. New automated systems for calibrating both mechanical and electronic speedometers are now available, saving an immense number of the man-hours usually required for this process.
Quality Control
Probably the most direct method of quality control is the calibration process. Auto parts manufacturers work under the measurement standards developed by International Organization for Standardization (ISO), which ensures that universal guidelines between gauge manufacturers are used. In-house quality assurance teams develop specifications for each new product before it moves to the assembly line, and the same teams later report whether those guidelines are adhered to on the factory floor. Gradual levels of assembly also involve inspection by factory personnel to make sure that the automation is working smoothly.
Byproducts/Waste

No byproducts result from the manufacture of gauges. Waste materials include scrap metals and plastics, some of which can be reused in later production runs. Because the raw materials involved are prepared outside of the factory, no significant amount of hazardous industrial waste results from manufacture. Emissions from factory automation are government-regulated and surveyed by environmental protection groups.
The Future
Design firms are currently experimenting with improvements in speedometer readout, an effort to eliminate the moment of distraction needed for a driver to look down and gauge his or her speed. Digital readouts projected onto the windshield appear to be the next developmental step. Some proto-types for these speedometers actually make the readout appear as though it is floating over the engine hood. Because this type of display looks as though it is several feet beyond the steering wheel, drivers will be able to continually monitor speed without having to take their eyes off the road. The mirrors and projection devices used in this system could also be adjusted to suit the driver's position, much in the same way that a rear-view mirror does. In addition, speedometer projection systems will eventually be integrated with navigation tools, allowing directional information to appear with gauge readouts.
Read more: How speedometer is made - manufacture, history, used, parts, components, product, machine, History, Raw Materials, Design, The Manufacturing Process of speedometer, Quality Control, Byproducts/Waste http://www.madehow.com/Volume-7/Speedometer.html#ixzz1UKifefPe
Where on the fork do I mount the speed sensor?
Would you like to...
Print this page
Email this page
Post a comment
Subscribe me
Add to favorites
User Opinions (104 votes)
64% 35%

How would you rate this answer?
Helpful
Not helpful
Actually, it doesn't matter. You can mount the sensor anywhere along the height of the fork leg, from the hub to the rim. This is because when you calibrate the computer during original set-up, you are entering a circumference measurement of your tire, in either cm or mm, depending on which model you own. The computer then multiplies this circumference by the number of rotations, which are the same when measured at any point along the radius of the wheel (the spoke), to determine speed and speed related functions.
Wheel Speed Sensor
Active and passive sensors for ABS systems.
These speed sensors use either Hall sensor technology or variable reluctance technology to provide rotational speed for wheel speed in automotive applications. These technologies can be either hub-mounted or discrete. And these sensors can sense the speed of a target with various features that are machined, stamped, drawn, or magnetically encoded. The output can be either digital or analog and can be used as an input to anti-lock braking systems as well as cam and crank applications. These units have durable construction which means long life in existing automotive applications.
These components draw upon D&R’s experience meeting the stringent quality standards required for safety system manufacturing. Some of the automotive industry's most innovative customers draw on this time-tested expertise. Let us show you how easy it is to put D&R's advanced capability to work for you, by requesting a comprehensive quote on a speed sensor project, or on any other automotive switch, sensor or electromechanical assembly project.
Help us impro
Rate It !

Vehicle Speed Sensors
Vehicle Speed Sensors come in several different designs depending on the manufacturer. They are used as sensor input for the ABS and Traction Control vehicle computerized systems. This sensor inputs data to the transmission for shift control, cruise control for desired operation, ABS (anti-lock brakes) only to name a few. Most mount on the transmission or rear axle and send a varying frequency to a meter in the PCM (powertrain control module). In many later model vehicles you will find them located in the ABS module. If you don’t see a VSS signal on your scan tool and don’t see it mounted on the transaxle, it’s probably in the ABS system.
This system uses the signal from the front or all four wheel speed sensors to calculate the vehicle speed. The vehicle speed sensor location is typically the transmission case. Transmission/Transaxle mounted speed sensors are driven by a gear located on the output shaft. This speed sensor gear can be either machined or held in place buy a clip. Either way it must be inspected for damage as this could be an underlying cause of premature driven gear wear. The driven gear is typically made of plastic making it softer than the drive gear. It is located on the end of the vehicle speed sensor.
As the shaft of this sensor spins it generates an on off signal to the vehicles PCM / TCM. In later model vehicles this information is shared between computer systems via multiplexing. Vehicle speed sensors located in the differential use a trigger wheel to generate the pulse signal required by the control modules. These VSS systems use different techniques to achieve the same results.
Diagnosing vehicle speed sensors includes checking the sensor, the wiring, PCM, and well as comparing vehicle speed sensor symptoms if no code is present. The vehicle code should in the P 0500 range. The sensor can be tested with a scanner, multimeter, and specifications. If a code is not present there are several symptoms leading to this sensor.
The speed sensor affects so many different systems it may not be so difficult to figure out. For instance, if the vehicle suffered a transmission shifting condition and a dysfunctional speedometer it may be necessary to check for proper VSS operation.
Introduction
The vehicle speed sensors (VSS) allow one or two wheel speeds to be monitored. Presently the code only uses the first input, but a future release may take advantage of the second input for traction control. (e.g. front axle vs. rear axle) The inputs read from either a wheel/axle mounted pickup or a perhaps pickup that is part of the transmission. The input can be magnetic (with suitable interface) or more directly a hall type input. This input is converted to a linear speed

(ms-1, mph or kph) The shaft speed inputs work in a similar way to the vehicle speed but calculates to rpms. It could be used as gearbox input shaft speed to monitor convertor or clutch slip. The VSS output feature provides a pulsed output in proportion to the VSS for driving a digital speedometer. The gear detection calculates the current gear selected in the gearbox by a number of methods. Presently this is mainly used for display only. A future code release might take more advantage of this information.
Vehicle speed Vehicle speed sensor1 = VSS 1. Vehicle speed sensor 2 = VSS2 Speed units are defined in your Project Properties / Settings
Vehicle speed is calculated in four main ways 1. analogue linear input where 0V = zero speed and 5V = max speed. 2. 0-5V pulse input to MS3 3. MS3 collects speed value from remote CAN device 4. MS3 collects pulse data from remote CAN device
1. Analogue linear input

A 0-5V signal is applied to one of the analogue inputs. Set the analogue sensor input, the full scale speed and the smoothing lag factor.
2. 0-5V pulse input to MS3 This is most easily achieved with a hall-type sensor applied to one of the "switch" inputs on the MS3X. With an external convertor a VR magnetic sensor can supply a 0-5V signal to the Megasquirt. JBPERF offers a suitable device. Alternatively DIY options can be found in the MS2/Extra manuals. Analogue sensor should be set to Off and the 0-5V input pin specified as the Input. Set wheel diameter, VSS position, number of teeth and lag factor. There are many options for mounting a reluctor and sensor on the vehicle, two basic categories exist - wheel mounted and driveline mounted. Wheel mounted Possibly the simplest option here is a gear tooth sensor (such as the Honeywell 1GT101DC) in close proximity to the back of the wheel studs, or a pre-existing ABS reluctor. Driveline mounted Many transmissions already offer a VSS output, if this is suitable, you may be able to just tap into this. Alternatively a magnet on the output flange and a hall sensor.
3. Speed value from a remote CAN device. In the case where you have, say, a CAN-connected transmission controller that is already calculating vehicle speed, you can simply configure MS3 to collect this number. Analogue sensor should be set to Off and CANVSS specified as the Input. Set scaler% and lag factor. Internally MS3 stores speed in units of 0.1 ms-1 (metres per second). To convert from a remote device using mph a scaler of 46% would apply. Configure the CANVSS offset/table/id through the CAN menus.
4. Pulse data from a remote CAN device. This is similar to option 2, but the VSS connects to a remote CAN device, the time between pulses is collected and MS3 calculates the speed. Analogue sensor should be set to Off and CANPWMin specified as the Input. Set wheel diameter, VSS position, number of teeth, PWM port and lag factor. Configure the CANPWM offset/table/id through the CAN menus.
Analogue sensor - If using an analogue sensor (method 1) this is set to the analogue input. Otherwise set it to Off Full scale speed - only used with an analogue sensor. Sets the speed reported on a 5V input. Assumes 0V = 0 speed. Input - specifies either the 0-5V pulse input (method 2), or CANVSS (method 3) or CANPWMin (method 4) Wheel diameter - only applies to methods 2 and 4. VSS position - either wheel or driveline - applies to methods 2 and 4. If using driveline, be sure to set your final drive ratio. Speed sensor #teeth - how many teeth the reluctor has - applies to methods 2 and 4

PWM port - the CAN PWM "port" being used - applies to method 4 Scaler - applies a scaling to the CAN collected speed value, say for units conversion. Applies to method 4. Smoothing lag factor - Smoothing on the speed value. Lower numbers mean more delay and smoothing. Sensible range is 15-100.
VSS dot smoothing These settings control how the VSSdot (acceleration) calculation is performed. The lower the sample interval, the more respsonsive the calculation but the noisier it will be. Experimentation will be required to get the best settings for your application. Calculating launch acceleration is particularly difficult to get right. Very low tooth counts and wheel speed collected via CAN will be the most difficult due to the low data rate and the communication delays.
Shaft speed The shaft speed inputs work like "method 2" of VSS. [need to investigate CAN SS settings]
Gear detection The gear detection supports three methods -VSS/RPM -Analogue -CAN gear#
VSS/RPM This calculates gear from engine rpm and wheel speed. It works well with a clutch, but might be difficult to get right with a loose convertor. You need to setup VSS1 input, final drive ratio, method, number of gears and the gear ratios.
Analogue Some bikes are fitted with a Gear Position Sensor. This 0-5V analogue input can be used directly to determine gear. You need to setup the method, specify an input port and the mean voltage for each gear.
CAN Gear# If you are running a CAN equipped transmission controller, you might be able to directly fetch the gear from it. Setup the method here and configure the CAN settings on the CAN menus.
VSS output The output is used to run a digital tacho. Specify the output port you are using. The time factor controls the rate of output pulses related to the vehicle speed. The output time period is calculated as time factor / speed in ms-1
Wiring This will depend on which of the methods you are using.


Customers of JNS instruments limited

Honda Siel Cars India Limited
Maruti Suzuki India Limited
Hero Honda Motors Limited
Honda Motorcycle & Scooter India Pvt. Ltd.
Yamaha Motors India Limited
JNS Instruments LimitedEmerged in the year 1988, JNS Instruments Ltd. has evolved as one of the top Indian companies in Automotive sector. Our Joint Venture partner M/s. Nippon Seiki has global presence with worldwide manufacturing sites. With state of the art technology and strong support by Nippon Seiki, JNS is achieving new heights in the production of innovative Instruments Cluster for two wheelers & four wheelers.

Principals of JNS

Company philosophy on Corporate Governance
JNS is committed to adoption of best governance practices, their adherence in true sprit and conduct its affairs in a manner, which is transparent, clear and evident to those having dealings with or having a stake in the Company. JNS lays strong emphasis on business ethics in all its dealings. In line with JNS vision and long-term business objectives, all major corporate decisions are taken by the Company’s professional Board in conjunction with a

competent management team, keeping in view the best interest of all its stakeholders.
Chairman message

since its establishment in 1998, JNS has constantly sought to gather information from advanced industrialized nations in order to keep pace with the modernization of India’s automotive industry.
Board of directors

Chairman MR. JP MINDA
MANAGING DIRECTOR MR. ASHWANI MINDA
DIRECTORS MR. HITOSHI YOSHIKAWA MR. HIROTOSHI TAKADA MR. ANIL MINDA
AUDITORS M/S MAHESHWARI & ASSOCIATES COLLABORATORS NIPPON SEIKI CO. LTD., JAPAN
BANKERS OBC KOTAK MAHINDRA BANK LTD. STANDARD CHARTERED BANK
REGISTERED OFFICE G.I.-48 G.T. KARNAL ROAD, INDUSTRIAL AREA, DELHI-110033
FACTORIES PLOT NO.-4, SECTOR-3 IMT-MANESAR, DISTT. GURGAON HARYANA-122050 KHASRA NO.-116 RAI PUR
INDUSTRIAL AREA, BHAGWANPUR
ROORKEE, HARIDWAR, UTTRAKHAND

Injection molding
Injection molding (British English: moulding) is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the mold cavity.[1] After a product is designed, usually by an industrial designer or an engineer, molds are made by a moldmaker (or toolmaker) from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars.
Process characteristics
Utilizes a ram or screw-type plunger to force molten plastic material into a mold cavity Produces a solid or open-ended shape that has conformed to the contour of the mold Uses thermoplastic or thermoset materials Produces a parting line, sprue, and gate marks Ejector pin marks are usually present

Mold or die are the common terms used to describe the tooling used to produce plastic parts in molding.
Since molds have been expensive to manufacture, they were usually only used in mass production where thousands of parts were being produced. Typical molds are constructed from hardened steel, pre-hardened steel, aluminum, and/or beryllium-copper alloy. The choice of material to build a mold from is primarily one of economics; in general, steel molds cost more to construct, but their longer lifespan will offset the higher initial cost over a higher number of parts made before wearing out. Pre-hardened steel molds are less wear-resistant and are used for lower volume requirements or larger components. The typical steel hardness is 38–45 on the Rockwell-C scale. Hardened steel molds are heat treated after machining. These are by far the superior in terms of wear resistance and lifespan. Typical hardness ranges between 50 and 60 Rockwell-C (HRC). Aluminum molds can cost substantially less, and, when designed and machined with modern computerized equipment, can be economical for molding tens or even hundreds of thousands of parts. Beryllium copper is used in areas of the mold that require fast heat removal or areas that see the most shear heat generated.[11] The molds can be manufactured either by CNC machining or by using Electrical Discharge Machining processes

With injection molding, granular plastic is fed by gravity from a hopper into a heated barrel. As the granules are slowly moved forward by a screw-type plunger, the plastic is forced into a heated chamber, where it is melted. As the plunger advances, the melted plastic is forced through a nozzle that rests against the mold, allowing it to enter the mold cavity through a gate and runner system. The mold remains cold so the plastic solidifies almost as soon as the mold is filled.




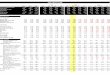
![ERE.] · 2020. 10. 21. · ERE.] 136 NEEDLE ROLLER BEARIN6S . JNS JNS 138 NOSE CO.,LTD. RNA..M NKI..M 30 0 *an: NA69 32) 8mrn V . Created Date: 3/27/2020 9:42:40 AM](https://img.pdfslide.us/doc/110x75/610ce98f5446ac55583af75f/ere-2020-10-21-ere-136-needle-roller-bearin6s-jns-jns-138-nose-coltd.jpg)