Embed Size (px)
Citation preview

Return to Programme
A.2.5
Large projects of EHV underground cable systems BJORLOW-LARSEN K., Nexans DEL BRENNA M., Pirelli, Italy KAUMANNS J., ABB MEIER R., Brugg Cables AG, Switzerland KIRCHNER M., NKT Cables ARGAUT P., Sagem, France
Return to Authors’ index
JICABLE ’ 0 3
Résumé Les câbliers européens ont largement contribué à la préparation de la Spécification CEI 62067, acceptée maintenant dans le monde entier. Plusieurs grands projets de liaisons souterraines jusqu'au niveau 500 kV ont été ou sont en train d'être mis en œuvre par les câbliers européens à travers le monde. Les recommandations CIGRE, puis la spécification CEI 62067 ont été dans tous les cas la seule exigence du client. Cependant, chaque projet, de par ses spécificités, a conduit à réaliser des essais additionnels selon différentes recommandations CIGRE: essai de court-circuit, essai de cycles thermiques en triphasé, etc. Ce rapport résume l'expérience acquise par les câbliers européens.
Mots clés: Câbles THT, CEI 62067, Recommandations CIGRE
1. INTRODUCTION In the Issue No 139 of Electra, dated December 1991, CIGRE WG 21.09 published a report on the working electrical stress of HV and EHV cables with extruded insulation up to 400 kV [1]. The survey carried out by WG 21.09 led to a number of conclusions concerning the working electrical stresses of cable systems with synthetic insulation:
• Electrical stresses increase with the voltage levels
• Availability of prefabricated accessories permits the increase of maximum stress levels
• New materials and strict quality control at all production phases play a decisive role in electrical stress evolution
• Absence of performance specifications constitute the largest obstacle to the development of cables operating at high electrical stresses
In the meantime, during 1990 CIGRE Study Committee 21 (HV Insulated Cables), now renamed Study Committee B1, created a Working Group whose task was to prepare a set of recommendations concerning the testing of extruded cables and accessories for voltages above 150 kV and up to 400 kV inclusive. The resulting recommendations, published in Electra N°151 in
Abstract European manufacturers have greatly contributed to the preparation of I EC 62067, now accepted worldwide. Several big projects of underground cable systems up to 500 kV have now been or are being carried out by European manufacturers throughout the world. CIGRE recommendations and later on I EC 62067, have been in all cases the only customer technical requirements. However every specific project, due to its specificities, required special additional tests in order to demonstrate the performance of the proposed cable system in the proposed installation configuration according to various CIGRE recommendations: short-circuit tests, three phase heat cycle tests, etc. This paper summarizes this experience developed by European Companies.
Keywords: EHV Cable systems, I EC 62067, CIGRE Recommendations
December 1993 [2], became the common reference which the vast majority of EHV tests have been based upon since then. Furthermore said recommendations, coupled with their extension to the 500 kV level [3], have constituted an important input for IEC in the preparation of its 62067 publication [4]. All this development started at the beginning of the 90's has been possible also thanks to the extensive testing, manufacturing and service experience developed during the previous decades at lower voltages by the European Cable Industry. This same experience will play a prominent role in the further improvement and fine tuning of IEC 62067 for the years to come in order to optimize EHV underground cable systems reliability.
2. NEW IEC 62067 STANDARD
2.1 PREAMBLE
As indicated in the preamble of IEC 62067, according to the recommendations of CIGRE WG 21.03, the extension of IEC 840, now renamed IEC 60840[5], to voltages above 150 kV, needed extra considerations because of the following factors:
88

Return to Programme Return to Authors’ index
• Such cables form part of the backbone of the transmission system and therefore, reliability considerations are of the highest priority
• These cables and their accessories operate with higher electrical stresses than cables up to 150 kV and, as a result, have a smaller safety margin with respect to the intrinsic performance boundaries of the cable system
• Such cables and accessories have a thicker insulation wall than those up to 150 kV and, as a result, are subjected to greater thermo-mechanical effects
• The design and coordination of the cables and accessories becomes more difficult with increasing system voltages
2.2 TESTS
Compared with IEC 840, edition 1988, revised and published in 1999 as IEC 60840, there is a major difference.
CIGRE advised that, in order to gain some indication of the long term reliability of a cable system, it is necessary to carry out a long term accelerated ageing test. This test, known as the "pre-qualification test", is to be performed on the complete system comprising the cable, joints and terminations. Five kinds of tests have to be considered, listed hereafter, following the ideal sequence of qualification, manufacturing and installation of EHV cable systems:
Pre-qualification test Type test Routine test Sample test Tests after installation
2.2.1 Pre-qualification test
The pre-qualification test shall comprise the electrical tests on the complete cable system with approximately 100m of full sized cable including accessories. The normal sequence of tests shall be: a) Heating cycle voltage test: a voltage of
1.7 U0 and heating cycles shall be applied to the assembly during the whole of the test period of 8760 h (1 year). The cycles of heating (temperature from 0 to 5°C above the maximum operating temperature) and cooling shall be carried out at least 180 times
b) Lightning impulse voltage test on cable samples
c) Examination of the cable system after completion of the tests above
The test arrangement shall be representative of the installation design conditions, e.g. rigidly fixed,
flexible and transition arrangements, underground and in air. In particular, special attention shall be paid to thermo-mechanical aspects of accessories. The pre-qualification test needs only to be carried out once unless there is a substantial change in the cable system with respect to materials, manufacturing process, design and design stress levels.
Fig 1: Typical Long-term test loop
2.2.2 Type tests
Type tests are made before supplying on a general commercial basis a type of cable system covered by the IEC standard, in order to demonstrate satisfactory performance characteristics to meet the intended application. Once successfully completed, these tests do not need to be repeated, unless changes are made in the cable or accessory materials, or design or manufacturing process which might change the performance characteristics. The normal sequence of tests shall be: a) Bending test b) Tan ô measurement c) Heating cycle voltage test (20 cycles
at 2U0, at 5 to 10°C above maximum operating temperature)
d) Partial discharge tests (with a sensitivity as defined in IEC 60885-3 which shall be 5 pC or better) at ambient temperature, and at high temperature.
e) Switching impulse voltage test (required for U m > 300 kV)
89

Return to Programme Return to Authors’ index
f) Lightning impulse voltage test followed by a AC voltage test
g) Partial discharge tests, if not previously carried out in d) above
h) Tests of outer protection for buried joints
i) Examination of the cable system with cable and accessories shall be carried out after completion of the tests above
2.2.3 Routine tests
The following routine tests shall be carried out: a) Partial discharge test: The partial
discharge test shall be carried out in accordance with I EC 60885-3 for cables, except that the sensitivity as defined in IEC 60885-3 shall be 10 pC or better. There shall be no detectable discharge above the declared test sensitivity level from the test object at 1.5 U0.
b) Voltage test: The voltage test shall be made at ambient temperature using an alternating test voltage at power frequency according to a table given in IEC 62067 standard.
c) Electrical test on oversheath of the cable, if required. In this case, the test is the routine electrical test specified in IEC 60229.
2.2.4 Sample tests
These tests are made by the manufacturer on samples of completed cable or components taken from a completed cable, at a specified frequency, so as to verify that the finished product meets the specified requirements: a) Conductor examination b) Measurement of electrical resistance
of conductor c) Measurement of thickness of
insulation and oversheath d) Measurement of thickness of metallic
sheath e) Measurement of diameters, if required f) Hot set test for XLPE and EPR g) Measurement of capacitance h) Measurement of density of HDPE i) Lightning impulse voltage test
followed by a AC test j) Water penetration test, if required.
2.2.5 Electrical tests after installation
An oversheath test and/or an AC insulation test is recommended. For
installations where the oversheath test is carried out, quality assurance procedures during installation of accessories may, by agreement between the purchaser and contractor, replace the insulation test. a) DC voltage test of the oversheath : the
voltage level and duration specified in clause 5 of IEC 60229 shall be applied between each metal sheath or concentric wires or tapes and the ground. For the test to be effective, it is necessary that the ground makes good contact with all of the outer surface of the oversheath. A conductive layer on the oversheath can assist in this respect.
b) AC voltage test of the insulation : the AC test voltage (20 Hz to 300 Hz) to be applied shall be subject to agreement between the purchaser and the contractor. The waveform shall be substantially sinusoidal. The voltage shall be applied for 1 h, either with a voltage according to the relevant table of the IEC 62067 standard, or with 1.7 U0, depending on practical operational conditions. Alternatively, a voltage of U0 may be applied for 24 h.
2.3 RANGE OF APPROVAL
For the first time, the electrical stress (on the conductor and over insulation) are taken into consideration for the range of approval of the cable system being tested.
2.3.1 Range of approval of pre-qualification test:
When a pre-qualification test has been successfully performed on a cable system, it qualifies the manufacturer as a supplier of cable systems with the same or lower voltage ratings as long as the calculated electrical stresses at the insulation screen are equal to or lower than for the cable system tested. It is recommended to carry out a pre-qualification test using a cable of a large conductor cross-section in order to cover thermo-mechanical aspects.
2.3.2 Range of approval of type tests:
After completion of the type tests, the type approval can be extended to other cross-sections, rated voltages and constructions if the following conditions are all met: a) The voltage group is not higher than
that of the tested cable system. b) The conductor cross-section is not
larger than that of the tested cable.
90

Return to Programme Return to Authors’ index
c) The cable and the accessories have the same or a similar construction (cables and accessories of similar construction are those of the same type and manufacturing process of insulation and semi-conducting screens) as that of the tested cable system. In some instances, it may be appropriate to repeat one or more of the type tests.
d) Calculated maximum electrical stresses on the conductor and insulation screens, in the main insulation part(s) of the accessory and in boundaries are equal to or lower than for the tested cable and accessory. If the voltage group is the same, if the cable conductor cross-section is smaller and if the insulation thickness is not less than that of the tested cable, calculated maximum electrical stress on the conductor may be 10 % higher than that of the tested cable.
3. THE INPUT OF CIGRE
Experts from all over the world, coming from manufacturers, utilities, laboratories and universities have made a detailed examination of all possible problems regarding integration of HV and EHV (up to 500 kV) extruded cable systems in the network and have produced more than one hundred "top quality" documents, including recommendations, guidelines, surveys. All this information is being permanently updated. For integration of HV/EHV cable systems in the network, insulation coordination is a very important issue which is addressed in Technical Brochure 189 "Insulation coordination for AC Underground cable systems" published in June 2001 by CIGRE JWG 21/33 [6]. Main insulation coordination is an important design critérium for cable system components (cable and accessories). A lot of work has been done in this area to help in cable and accessories dimensioning. As an example, in December 1996, CIGRE WG 21.04 published in Electra No 169 "Criteria for electrical stress design of HV cables"[7] to help engineers in the design of the cables knowing the electrical stresses that the cable system would have to withstand throughout its service life. Similarly, in February 2001, CIGRE WG 21.06 published a technical brochure No 177 "Accessories for HV cables with extruded insulation" including a "Guide to the selection of accessories"[8]. Of course, design and dimensioning must take into account the ageing factors of the
components and safety margins can be introduced in the adoption of design criteria. CIGRE WG 21-09 published in Electra 140 dated February 1992 a report "Considerations of ageing factors in extruded insulation cables and accessories" [9] giving the inventory of the ageing factors to be considered. The last two papers are now completed with a recent document (Technical Brochure 210 dated August 2002) issued by CIGRE JTF 21/15 dealing with "Interfaces in accessories for extruded HV and EHV cables"[10]. After laying tests are another issue which has been addressed in a report published by CIGRE WG 21-09 in Electra 173 dated August 1997 "After Laying Tests on High Voltage Extruded Cable Systems"[11]. Laminate screens are more and more used on extruded underground cables up to the maximum voltage ranges, to replace lead sheath for environmental and technical-economic reasons. CIGRE WG 21.14 published in Electra 142 dated April 1992 recommendations for testing this kind of metallic screen/water barrier [12]. To complete the list of the documents mentioned before, it must be added that a Technical Brochure No 194 has been issued by CIGRE Working Group 21-17 "Construction, laying and installation techniques for extruded and self contained fluid filled cable systems" in October 2001 [13] and that another is being prepared by CIGRE WG 21-19 to address "Technical and Environmental issues regarding the integration of HV and EHV cable systems in the Network". This last one will be probably published in 2004. In the construction of this edifice, contribution from European experience is of the utmost importance and is acknowledged by the Industry. Service experience, testing experience, engineering experience, as well as proven and trusty materials (including compounds for cables and accessories) are the foundations of this European expertise. For example, the first 225 kV extruded cable was installed in Europe (France) in 1969 and is still in operation, with excellent service reports. Similarly, 400 kV extruded cables have been used in French nuclear plants since 1985. Later, the first large 400 kV extruded transmission underground systems were installed in Europe: Denmark, Germany then Spain. When designing, testing, manufacturing and installing EHV cable systems, European cable manufacturers followed IEC 62067 standard as well as all existing recommendations issued by CIGRE SCB1.
91

Return to Programme Return to Authors’ index
4. LARGE EUROPEAN PROJECTS
TRANSMISSION
4.1 INVENTORY OF RECENT LARGE TRANSMISSION 400 kV PROJECTS.
4.1.1. The Bewag project (stages 1 and 2) in Berlin
After completing the pre-qualification test for a 400 kV XLPE cable system in accordance with the testing recommendations of CIGRE in 1995 the public utility of Berlin, Bewag put an order in 1996 for the supply and installation of two 400 kV XLPE cable systems in an approx. 6.3 km long underground tunnel in the centre of the German capital [14]. The tunnel was constructed in a depth of 25 to 35 m below the ground level and has an inner diameter of 3 m. The cable system has a transmission capacity of 1100 MVA per circuit in the air ventilated tunnel using a 1600 mm2 segmented copper conductor. The cable circuits are part of a diagonal transmission link between the transmission grids west and east of the capital. The cable installation was in vertical flat arrangement on specially designed cable saddle supports with a distance of 7.2 m and a short circuit proof spacer located in the middle of each span. The cable route was divided into nine laying sections with a laying length of approx. 730 m. At both substations GIS terminations were installed and for interconnection of the cable lengths prefabricated sectionalising joints for cross-bonding of the cable screen. For symmetrical cross-bonding the cable route is consisting of three major cross-bonding sections with three minor sections within each major section. During the commissioning tests at the end of the installation period the cable circuits were tested with an AC voltage of 230 kV (U0) and partial discharge measurements in parallel at all accessories followed by a heating period of four weeks and a final AC testing with 400 kV (1.73 U0) together with partial discharge measurements on the accessories again. The cable circuits went into service in December 1998 [14]. The Bewag utility awarded a second 400 kV cable contract at the end of 1998 for the supply and installation of two 5.4 km long XLPE cable circuits again in an underground tunnel. The cable, accessories and laying arrangement are similar as in the first Bewag project mentioned above. Only the individual cable length was further increased up to 930 m. The cable route was divided into six equally long laying sections resulting in two
major cross-bonding major sections. These cable circuits completed the diagonal link between the transmission grids west and east of Berlin. The testing was carried out in same manner as for the first project and handing over was in July 2000 [15].
4.1.2 The NESA Metropolitan Power Project in Copenhagen
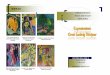
This 400 kV AC XLPE cable project was part of a major scheme to modernize and upgrade the high voltage network of Copenhagen by eliminating almost all overhead transmission lines from densely populated areas. The cable project was split into two stages. The southern route consisted of a 22 km cable link and its commissioning took place in 1997 [16]. The northern route consisted of a 12 km system, commissioned in 1999 [17]. In total 104 km, including internal cabling, of 400 kV XLPE cable with a 1600 mm2 copper conductor, lead sheath and PE outer sheath were delivered. All cables were laid in flat formation on concrete and covered with weak mix.
1
Fig 2: 400kV Cable Laying in Copenhagen
The burying depth to cable center was 1.5 m. The cable lengths were up to 880 m with a maximum drum of 5 m diameter and a weight up to 45 ton. Due to the fact that the project was the first of its type in the world, an intensive development program was undertaken to qualify the 400 kV XLPE cable, prefabricated joints, outdoor termination and GIS termination to international standards. The demanding jointing work, which required very specific temperature, humidity and hygiene conditions, was performed by specially trained personal. A total of 114 cable joints, 24 GIS terminations and
92

Return to Programme Return to Authors’ index
12 outdoor terminations were installed during the project which has a power capacity of 1000 M VA.
4.1.3 The REE Barajas project in Madrid
AENA, the Spanish airport authority, is extending the international Airport Barajas, Madrid. This extension includes the construction of two new runways. As the existing 400 kV overhead transmission lines operated by REE would obstruct incoming planes, they will have to be dismantled and replaced by 2 cable circuits installed in a tunnel crossing under the new runways [18]. Every cable circuit will consist of 39 km of 400 kV XLPE insulated power cables showing a copper conductor cross-section of 2,500 mm2, with 6 segments, with individual cable lengths up to 850 m. Each cable circuit contains 48 pre-fabricated joints, sectionalised, straight and earthed, and 6 outdoor terminations plus all required bonding cable and SVLs for the cross bonding arrangement. Additional current transformers and lightning arrestors for protection of the total cable system will be installed. The cable system will be installed in a flat formation with a phase distance of 500 mm in a 2 m wide surface tunnel with a height of 2.2 m. In order to ensure the required maximum power of 1700 MVA per circuit (winter conditions) a special forced ventilation system will be installed in the tunnel. Commissioning is planned for 2004.
4.1.4 The NGC Elstree project in London
For 1600 MVA bulk power transmission in the London underground a 400 kV XLPE cable system was planned and developed to fulfill the increased power consumption of the megapolis [18]. A 20 km long tunnel with an inner diameter of 3 m was driven through the London underground in a depth of approximately 30 m which allows a straight route independent from the surface situation. The tunnel will show a cooling system with forced air to increase the transmission capacity of the cables which are installed in a vertical flat formation. Temperature monitoring along the tunnel route and cable screen will optimize the load situation of the cable to ensure a continuous transmission capacity of 1600 MVA for one cable system. The delivered cable length up to 1000 m leads to a total drum weight of 47 ton which
has to be handled during production, shipping, and installation. This extreme long cable length was chosen to reduce the total number of joints. The complete cable system consists of 60 km XLPE cable, 60 cross-bonding joints and 6 GIS terminations. The 6 segmental copper conductor is watertight and shows a cross section of 2500mm . A continuous cross-bonding arrangement was chosen in order to avoid additional earthing efforts at the joint positions. The cable outer sheath shows an extruded flame retardant layer to prevent the development of fire along the tunnel. All accessories show integrated PD-sensors which makes an easy PD test during the AC on-site test possible. On-site testing and commissioning are planned for 2005 [19].
4.1.5 The ELTRA Jutland Project
The building of a 400 kV connection between Aalborg (North Jutland) and Arhus (transformer station in Trige) will complete the ring of the main Jutland high-voltage grid [20]. Planning and government evaluation of the 140 km line have been going on for more than ten years. The Danish Energy Council approved the project in early March 2001. It is now intended that the high-voltage transmission line will enter operation in 2004. The overall project for the establishment of this 400 kV high-voltage connection between Arhus and Aalborg includes sections with underground cables. The three 400-kV cable sections will run across Manager Fjord and the Gudenaa Valley, as well as through the Indkilde Valley, with an overall route length of 14 km. Considered together, the three siphons are one of the world's largest cable projects. It is also the first time that 400-kV cables will be buried under agricultural land and natural reserves. For all three cable sections in connection with the Arhus-Aalborg project, two 400-kV cable systems will be laid in parallel. Special attention is given to the transition compounds design: requirements and integrated functions, mitigation of the visual impact thanks to aesthetic design, use of composite insulators for improved safety. Type tests on complete cable system as well as tests on individual components have been performed, including type tests on aluminium laminated screen: mechanical tests, corrosion tests and water-tightness tests according to CIGRE recommendations issued by CIGRE WG 21.14 in 1992.
93

Return to Programme Return to Authors’ index
94

Return to Programme Return to Authors’ index
The mechanical capability of the cable system depends on the specific installation of the cable together with the support structures. The mechanical forces to the set-up are determined by the short circuit current and the arc fault impact during short circuit current conditions. For the Bewag project a 1:1 model of the tunnel was equipped by the three phase cable installations and the total set-ups were tested under real conditions.
" • ^ - j
to J • ^
Fig 3: Full size short-circuit test
A three phase short circuit test of the three cable arrangement consisting of cable, saddle system and spacers was carried out with, a current of 63 kA/0.5 s and shows the mechanical strength of the system. An arc fault test / test of flame retardant varnish with a short circuit current of 50 kA shows the self extinction behavior of the arrangement without any secondary damages on parallel cables.
4.3.2 Water tightness and corrosion tests
Laminated protective coverings are now more and more in use on High Voltage and Extra High Voltage cables with extruded insulation. They can be exposed to severe operating conditions. CIGRE WG 21.14 issued in April 1992 Guidelines to provide minimum requirements to assess the integrity of laminated protective coverings for HV and EHV extruded cables. The recommended tests and the sequence of tests shall be as follows:
• Bending test for conditioning tests samples for Thermal Cycle Test, Longitudinal Water Penetration Test and Impact Test
• Short circuit test • Sidewall pressure test • Corrosion test after either impact test and
sidewall pressure test • Visual inspection after tests • Adhesion strength of metallic foil • Peel strength of overlapped metallic foil.
accessories All cables and pre-fabricated accessories are 100% electrically routine tested and PD tested in factory according I EC 62067. But all interfaces between cables and accessories and in between the accessories can not be checked before the installation of the cable system. This final gap, the electrical quality check of the installation work, can be closed by an on-site PD test together with an AC test at increased voltage level on the complete installed cable system. As the damping of a PD signal along the cable line makes a PD detection at the cable end extremely difficult because of the poor sensitivity, a selective PD-measurement at all accessories overcomes this problem. A selective on-site PD test on the accessories can be carried out by means of integrated capacitive PD sensors, inductive sensors or directional couplers installed next to or in the accessories or bonding leads. As the total cable length is energized during the AC on-site test a PD-test should be carried out simultaneously at all accessories per phase. With an adequate PD detecting system a noise level in the range of the requirements during type and routine test (< 5 pC) can be achieved especially in tunnel installations [22].
5. CONCLUSIONS AND RECOMMENDATIONS
5.1 LIMITS OF IEC 62067
IEC 62067 covers all basic and mainly electrical aspects of XLPE insulated cable systems. However recent transmission projects have shown that additional technical issues shall be addressed depending on the specific installation, thermal, mechanical and environmental conditions and/or additional system requirements. Recommendations to address most of these issues have been published by CIGRE. Moreover innovative solutions time-to-market could be slowed down to the vague definition of "substantial change" and the absence of appropriate test procedures taking into account past experiences. Additional work is being done in this direction through WG B1 -06.
5.2 MAIN RECOMMENDATIONS
5.2.1 Partial discharges State-of-the-art partial PD techniques and noise screening technology allow to
95

Return to Programme Return to Authors’ index
achieving, in controlled environments, sensitivities below 5 pC. Due to the strategic importance of transmission backbones, it is recommended to require the full application of the IEC 60885-3 to its original sensitivity when related to EHV cables and accessories routine testing. With the evolution of field partial discharges measurement, this technique may become in the future an efficient after-laying test and an additional diagnostic tool to monitor the cable system service life.
5.2.2 Additional tests
Additional tests not contemplated in IEC 62067 may be needed to ascertain the suitability of cable systems to specific conditions. In order to achieve an optimal compromise between the need of ensuring the performance of the system, while keeping testing costs at reasonable level, an appropriate matrix application/testing required to be defined as additional "onetime" test, is recommended.
5.2.3 Qualification of new products
In order to be able to provide to users the last available technologies it is important to establish a testing regime, which - once the capability of a cable systems supplier to produce EHV cable systems is proven -allows the qualification of innovative solutions with stringent requirements but implying shorter test durations at acceptable costs.
6. REFERENCES
[1] CIGRE WG 21.09, "Working gradient of HV and EHV cables with extruded insulation and its effects", Electra No 139, December 1991. [2] CIGRE WG 21.03,"Recommendations for electrical tests, prequalification and development on extruded cables and accessories at voltages above 150 kV (Um=420 kV)", Electra No 151, December 1993. [3] CIGRE TF 21.18," Recommendations for electrical tests, prequalification and development on extruded cables and accessories at voltages above 150 kV (Um=170 kV) and up to and including 500 kV (Um=550 kV)",Electra 193,December2000. [4] IEC 62067, Ed. 1:"Power cables with extruded insulation and their accessories for rated voltages above 150 kV (Um=170 kV) up to 500 kV (Um=550 kV)-Tests methods and requirements", October 2001. [5] IEC 60840. Ed. 2:"Power cables with extruded insulation and their accessories for rated voltages above 30 kV (Um=36 kV) up to 150 kV (Um=170 kV)-Tests methods and requirements", 1999-02.
[6] CIGRE JWG 21/33, "Insulation Coordination for HV AC Underground Cable Systems" (CIGRE Technical Brochure No 189, June 2001). [7] CIGRE WG 21.04, "Criteria for electrical stress design of HV cables", Electra No 169, December 1996. [8] CIGRE WG 21.06 "Accessories for HV cables with extruded insulation" (CIGRE Technical Brochure No 177, February 2001). [9] CIGRE WG 21.09 "Considerations of ageing factors in extruded insulation cables and accessories", Electra No 140, February 1992. [10] CIGRE JTF 21/15 "Interfaces in accessories for extruded HV and EHV cables", (CIGRE Technical Brochure No 210, August 2002). [11] CIGRE WG 21.09, "After laying tests on High Voltage extruded cable systems", Electra No 173, August 1997. [12] CIGRE WG 21.14, "Guidelines for tests on high voltage cables with extruded insulation and laminated protective coverings", Electra No 141, April 1992. [13] CIGRE WG 21.17 "Construction, Laying and Installation Techniques for Extruded and Self Contained Fluid Filled Cable Systems" (CIGRE Technical Brochure No 194, October 2001). [14] OH Henningsen and al, "New 400 kV XLPE long distance cable systems, their first application for the power supply of Berlin", CIGRE paper 21-109, 1998. [15] S. Grube et al. "Erfahrungen mit der neuen Ûbertragungstechnik380-kV-VPE-Kabel", Elektrizitâtswirtschaft, Jg. 100 (2001) Heft 26, pp 34-37 [16] S.H.Poulsen and al,"Development of a 420 kV XLPE cable system for the Metropolitan Power Project in Copenhagen", CIGRE paper 21-101, 1998. [17] Christiansen. P and AI ."Installation of 400 kV XLPE cables in the NESA supply area, Jicable paper A1.4, [18] Ramon Granadino, Martin Portillo, Josep Planas, "Undergrounding the first 400 kV transmission line in Spain using 2500 mm2 XLPE cables in a ventilated tunnel : The Madrid Bajaras Airport project ", Jicable 2003. [19] D. Miller, "London Infrastructure Project", Electra No. 206, February 2002, pp 24-35 [20] S.D.Mikkelsen and P.Argaut, "New 400 kV underground cable system project in Jutland (Denmark), Jicable 2003 [21] staff report "First 525kV XLPE extra high voltage cables destined for Dachaoshan", Modern Power Systems, December 2000, pp 39-41 [22] J. Kaumanns et al. "On-Site AC Testing and PD Measurement of 345 KV/2500mm2 XLPE Cable Systems for Bulk Power Transmission", Jicable 2003
96